(ФОПП)
офсетный печать сырье форма
В конце 70-х – начале 80-х годов XIX ст. разрабатывается принципиально новый вид плоской печати – офсетный. В отличие от литографии, в ОПП изображение с формной поверхности переносится на запечатываемый материал через промежуточную эластичную (резиновую) поверхность.
Развитие ОПП проходило путем замены литографского камня металлическими пластинами (сначала цинковыми, а потом алюминиевыми и стальными). ОПП дала возможность значительно повысить производительность работы и качество печатной продукции.
Оборудование для изготовления ФОПП в современной полиграфической промышленности занимает одно из ведущих мест по количеству выполняемых технологических операций и по своей номенклатуре. Печатные формы изготовляются фотомеханическими, лазерными и электрографическими способами как на отдельных установках, так и на поточных линиях. Эти способы постоянно усовершенствуются, что предопределяет дальнейшее развитие оборудования для изготовления фотографических и печатных форм. Наблюдается тенденция создания оборудования по модульному принципу построения в объединении с устройствами вычислительной техники, которое обеспечивает автоматизацию технологических процессов.
На лежащих в одной плоскости пробельных и печатных участках ФОПП имеют разные физико-химические свойства относительно печатной краски и увлажняющего средства. В плоской печати используется известный эффект системы жир-вода, который заключается в том, что вода не способна смачивать жиры. Благодаря этому свойству на форме плоской печати получаются гидрофильные (олеофобные) поверхности, которые удерживают влагу и водные растворы, и гидрофобные (олеофильные), которые удерживают печатную краску (рис. 1). Эти участки создаются изменением свойств поверхности путём нанесения на нее покрытия или влиянием на структуру его материала.
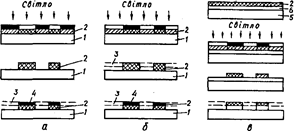
Рис. 1. Схемы изготовления офсетных печатных форм: монометаллической негативным (а) и позитивным (б) копированиями, а также полиметаллической травлением металла на пробельных элементах (в): 1 – алюминиевая пластина; 2 – копировальный слой; 3 – гидрофильная пленка; 4 – краска; 5 – сталь; 6 – медь
ФОПП в зависимости от количества используемых металлов (одного или нескольких) для создания пробельных и печатающих элементов можно разделить на две основных группы: моно- и полиметаллические. Наиболее часто применяются формные основы из алюминия (или его сплава), углеродистой или нержавеющий стали. Поверхность алюминиевой или стальной пластины монометаллических форм остается без изменений, а в полиметаллических формах на нее наращивают слой меди (на нем дальше создаются печатающие элементы), а сверху его – слой хрома или никеля (для создания пробельных элементов).
В обоих случаях на формную пластину наносят копировальный слой – негативный (например, хромированный поливиниловый спирт ПВС или диазосмолу) или позитивный (производные ортонефтехинондиазидов) в зависимости от способа копирования. На этот слой контактным способом копируют растровую или штриховую фотоформу: негатив или диапозитив.
Позитивный способ изготовления ФОПП обеспечивает большую точность передачи изображения и стойкость печатающих элементов в процессе печатания.
Для изготовления ФОПП используются алюминий, магниевый сплав алюминия, углеродистая и нержавеющая стали. Показатели прочности этих металлов приведены в табл. 1.
Из механических свойств металлов, наиболее ответственных за эксплуатационную надежность в процессе печатания, можно выделить прочность, пластичность, сопротивление усталости и износостойкость. Прочность металла характеризуется максимальным условным напряжением, которое выдерживает металл при растяжении до разрушения; пластичность определяется как относительное удлинение при растяжении. Сопротивление усталости характеризуется максимальным напряжением, которое выдерживает материал, не разрушаясь при повторно-переменных нагрузках. Износостойкость металла может оцениваться по объему сошлифованого металла с учетом условий вытирания. В табл. 1 значения износостойкости стали и сплава алюминия приведены относительно износостойкости чистого алюминия.
Кроме названных металлов, при изготовлении офсетных форм используются медь, никель и хром в виде электролитических осадков толщиной 1…8 мкм.
Поверхность офсетных формных пластин может соответствовать таким требованиям: быть очень твердой и износоустойчивой для обеспечения тиражестойкости пробельных элементов формы; иметь определенную микрогеометрию, шероховатость для обеспечения высокой адгезии печатающих элементов формы; хорошо смачиваться копировальным слоем для обеспечения высокой адгезии между слоем и поверхностью пластины.
Формы, в которых печатающие элементы создаются на меди, а пробельные на каком-либо другом металле (хроме, никеле, алюминии, нержавеющей стали), традиционно называются биметаллическими.
Таблица 1. Показатели прочности металлов, которые применяются как основа офсетных форм
| Металлическая основа |
Механические свойства |
Количество пересечений на трубках диаметром 2 мм |
Относительная износостойкость |
| Временное сопротивление разрыву, МПа |
Относительное удлинение, % |
| Алюминий АДИН (0,3 мм) |
135…195 |
4 |
3…8 |
1 |
| Алюмомагниевый сплав, АМГ (0,3 мм) |
255…335 |
2 |
6 |
1,2 |
| Сталь углеродистая 08 КП (0,3 мм) |
315…365 |
34 |
30 |
9,8 |
На отечественных полиграфических предприятиях до появлению предварительно сенсибилизированных (очувствленных) пластин использовались шесть разных вариантов конструкций металлических форм. На основу (углеродистая сталь, алюминий) наносили гальванопокрытия: сначала никеля (4 мкм), потом меди (10 мкм), хрома (1 мкм) или никеля (4 мкм). Полученные полиметаллические пластины служили основой при изготовлении биметаллических печатных форм способом химического или электрохимического (анодного) травления верхнего покрытия на печатающих элементах до слоя меди.
Таким образом, по конструкции полиметаллических пластин, которые применялось для нанесения копировального слоя, до последнего времени существовали такие варианты их изготовления:
1) углеродистая сталь – (никель) – медь – хром;
2) углеродистая сталь – (никель) – медь – никель;
3) алюминий – (никель) – медь – хром;
4) алюминий – (никель) – медь – никель;
5) алюминий – (никель) – медь;
6) нержавеющий сталь – (никель) – медь.
В скобках, указано гальваническое покрытие никеля, которое называется подслоем и наносится для улучшения сцепления меди с углеродистой сталью и алюминием. Кроме подслоя никеля, на поверхность алюминия наносится еще один подслой – химически осаждённого цинка, который оказывает содействие крепкому его сцеплению со следующим гальваническим покрытием.
К началу 90-х годов в бывшем СССР в формных процессах использовались в основном офсетные формы на биметаллических предварительно сенсибилизированных пластинах. Процесс производства этого типа пластин был довольно сложным. Наращивание гальваническим способом на стальную основу слоёв меди и хрома, которые в процессе изготовления форм становились соответственно печатающими и пробельными элементами, необходимо было контролировать особенно тщательно. Любая погрешность могла привести к явному браку, который мог определиться лишь на стадии изготовления форм или даже печати. Некачественное декопирование стальной основы могло привести к отслоению от ее рабочих слоёв хрома и меди. Нарушение в рецептуре электролитов или режимов подачи электрического тока могли привести к такому дефекту, как мягкий или пористый хром, который в дальнейшем влиял на стойкость пробельных элементов печатной формы. Состав и равномерность нанесения светочувствительного слоя также постоянно следовало контролировать.
Тем не менее, все эти сложности и неудобства, значительная материало- и энергоёмкость были оправданы лишь одним обстоятельством. Тиражестойкость форм, изготовленных на биметаллических пластинах, превышала 1 млн. отпечатков.
Применялся Лиственицкий монометал (Россия) и чешский «Rominal». Инструкции о процессах офсетной печати по сей день базируются на процессах изготовления форм на этих пластинах, хотя качественная высоколиниатурная цветная печать при работе с ними недоступна.
В Украине до сих пор нет своего производства предварительно сенсибилизированных офсетных пластин, но ведутся работы по их созданию. В связи с этим полиграфические предприятия могут воспользоваться предложениями разных фирм-производителей предварительно сенсибилизированных пластин, ассортимент которых на мировом рынке постоянно увеличивается. Свыше 50 фирм мира изготовляют сегодня предварительно сенсибилизированные пластины негативного и позитивного копирования, моно- и полиметаллические толщиной 0,1…0,5 мм, форматом от 370х450 до 1420х1680 мм для печати малых, средних и больших тиражей на бумажной, пленочной и металлической основах.
Сейчас на рынках стран СНГ активно работают такие производители пластин, как «Agfa», «Polichrome», «Du Pont», «Lastra», «Pluri Metall», «Horsell» и др. Все ведущие фирмы-производители имеют в своем ассортименте несколько разных типов пластин, которые различаются по назначению, типу копирования (позитивные или негативные), тиражестойкости (пробная и малотиражная печать, для високотиражных работ), способом экспонирования (традиционный в ультрафиолетовых лучах, проекционный, лазером по технологии «computer-to-plate»).
Любая из фирм-производителей представлена у нас одной-двумя марками офсетных пластин, которые являются самыми универсальными. Как правило, это пластины позитивного копирования, которые экспонируются в ультрафиолетовом (УФ) излучении с длиной волны 400…430 нм, с электрохимическим зернением поверхности алюминия. Они могут использоваться как на листовых, так и на рулонных машинах. Их тиражестойкость лежит в границах 100…200 тыс. краскоотпечатков. Стоимость этих материалов практически одинаковая. К ним можно отнести такие известнейшие марки: «OzasolPSS (Аgfa)», «Virage (Polichrome)», «Spartan (Du Pont)», «Libra Gold (Horsell)», «Futura Oro (Lastra)», «Micropos (Pluri Metall)».
Требования к изготовлению пластин. Прежде всего, следует отметить высокие требования, которые относятся к алюминию. Количество примесей других металлов не должна превышать 0,5%, особые требования – к твердости и сопротивлению на разрыв. Неровности поверхности не должны превышать 3 мкм. Алюминиевое полотно, размотанное из рулонов массой в несколько тонн, в зависимости от его ширины проходит несколько стадий. Сначала оно очищается в щелочной среде. Потом поступает у ванны, где происходит электрохимическое зернение поверхности. Раньше при производстве офсетных пластин зернение проводили механическим способом. Сейчас практически отказались от этого способа зернения (одним из исключений являются пластины «SPLX4» фирмы «Pluri Metal), поскольку он не дает нужной равномерности. Также всегда надо было помнить о направлениях движения щеток, что влияло на поведение увлажняющего раствора на пластине при печатании.
Для чего же необходимое зернение? Поверхность алюминия, которая проходит обработку зернением, может поглощать количество воды в несколько десятков раз больше, чем гладкая поверхность. Высокая капиллярность поверхности необходима для достижения нужного баланса краска – увлажняющий раствор при офсетном способе печати. Для рулонных печатных машин, которые работают на высоких скоростях, нужна будет более развитая поверхность формного материала, чем при работе на листовых машинах. Пластины с высшей степенью зернистости наиболее приспособлены для работы в регионах, где наблюдаются значительные колебания температур. Также степень зернистости влияет на разрешающую способность форм.
Электрохимическое зернение проводится в кислоте, как правило, азотной или соляной (в зависимости от необходимой степени развития поверхности). Значение напряжения электрического тока, который проходит через кислоту, достигает нескольких десятков тысяч вольт. В частности, пластины «OzasolP5S» зернятся в азотной кислоте и различаются более развитой мелкопористой структурой поверхности алюминия, в отличие от пластин Р51 того же производителя, обработка которых происходит в соляной кислоте. Поверхность Р51 имеет большую структуру.
Офсетные формные пластины фирмы «Аgfa». Одними из популярнейших производителей монометаллических офсетных пластин профессионалы считают предприятия «Kalle-Arbett», которые принадлежали до недавнего времени немецкому химико-фармакологическому концерну «Hoechst» (г. Висбаден).
Здесь впервые (еще в 1946 г.) были разработаны предварительно сенсибилизированные пластины марки «Ozasol» негативного и позитивного копирования. Многолетняя работа специалистов дала прекрасный результат – пластины оказались простыми и надёжными в использовании. Они обеспечивают высокое качество печатной продукции.
Важным фактором, который повлиял на дальнейшее развитие и расширение рынка формных пластин «Ozasol», стало приобретение в 1995 г. бельгийской корпорацией «Agfa-Gevaert» у концерна «Hoechst» права на производство пластин. В 1997 г. фирма «Agfa» приобрела аналогичного права в компании «Du Pont». В результате корпорация «Agfa-Gevaert» стала основным производителем офсетных пластин в западном полушарии.
Пластины «Ozasol» выпускаются под торговыми марками Р (позитивные) и N (негативные). Их ассортимент очень большой. Он включает индексированные цифрами и буквами материалы разного назначения – пробного, и мало- и многосерийного производств, разных уровней воспроизведения информации, для листовой и рулонной, газетной и коммерческой, пробной печати, для книжной продукции, использования в лазерных рекодерах.
Универсальными (пригодными для использования в рулонных и листовых машинах) считаются пластины позитивного копирования Р5S, которые также предназначены для печатания средних и больших тиражей и рекомендуются для печати методом стохастичного растрирования Agfa Сгіstal Raster. Они получили признание во всем мире, поскольку воссоздают широкий диапазон изобразительной информации и мелкие штриховые элементы, обеспечивают стабильность формных и печатных процессов при оптимальных условиях печатного контакта (ПК).
Формы, изготовленные с использованием пластин Р5S, отвечают жестким требованиям по качеству печати, обеспечивают высокую тиражестойкость, низкую энергоемкость (непродолжительное экспонирование – от 40 с). Их применение является экономически выгодным и экологически приемлемым (затраты слабощелочного проявителя – 100…120 г. на 1 м2
площади пластины).
На пластинах «Ozasol» любого типа изображения формируется гидрофобным копировальным слоем. Он активно отталкивает воду и прекрасно воспринимает печатную краску. Гидрофильные участки пробельных элементов формируются на специальном слое, созданном на алюминиевой основе пластины. Копировальный слой является композицией на основе водонерастворимых пленкообразующих смол с диазосоединениями или фотополимеризационной композицией. Он содержит также микропигментные частички, которые облегчают визуальный контроль и, выступая над поверхностью (дисперсионность абразивного пигмента – около 4 мкм), обеспечивают исключительные условия для быстрого достижения вакуума в копировальной раме и создания отличного контакта между формой и светочувствительным слоем во время экспонирования. Плотное равномерное прижатие в момент наращивания вакуума обеспечивается благодаря выходу воздуха своеобразными «коридорами» между пигментными частичками.
Используя пластины «Ozasol», применяют разные способы экспонирования: традиционными УФ лучами в копировальных рамах через негатив или позитив (изготовленные классическими методами или по технологии «computer-to-film»), лазером (по технологии «computer-to-plate» или «computer-to-press»).
Монометаллические офсетные формные пластины (Р) со светочувствительной композицией на основе ортонефтехинондиазидов являются позитивно работающими, то есть рассчитанными на копирование монтажей позитивов (рис. 2.). Во время экспонирования (Т2) (пик спектральной чувствительности располагается в зоне 370 нм) лучевой поток инициирует фотохимическую реакцию на освещённых участках копировального слоя. Диазосоединение разлагается. Поверхность проэкспонированных участков копировального слоя приобретает гидрофильность, которая усиливается во время проявки (Т4) в водных растворах фосфатов или силикатов.
Остатки разрушенного копировального слоя удаляются из пробелов во время промывки (Т5). Замеченные на поверхности пробельных участков пятна, следы от липкой ленты, лишние пометки удаляют раствором для корректуры копий (Т7). Если необходимо обеспечить тиражестойкость печатных форм для тиража, больше 100 тыс. отпечатков, то рекомендуется выполнить термообработку (Т9-Т11). Непродолжительный нагрев (до 6 мин) при температуре 250°С в несколько раз повышает прочность и износостойкость основы печатающих элементов. Заключительные операции по изготовлению офсетных печатных форм на основе пластин «Ozasol» – нанесение тонкого защитного слоя (гуммирование) и сушка (Т12, Т13). Технические характеристики стандартных универсальных пластин положительного копирования Р5S приведены в табл. 2. Светочувствительный слой пластин негативного копирования является композицией на основе диазосоединений или фотополимеров. Соответственно, кроме светочувствительного диазосоединения, в композицию входят связывающий (смола) и контрастный (краситель) агенты. Фотополимерный копировальный слой содержит инициирующую систему, чувствительную к УФ свету, который состоит из фотоинициатора, чувствительного агента и мономеров, которые способны образовывать полимеры под влиянием полимеризации.
Во время экспонирования (Т2) слоя на основе диазосоединения инициируется цепная реакция, которая приводит к образованию макромолекул.
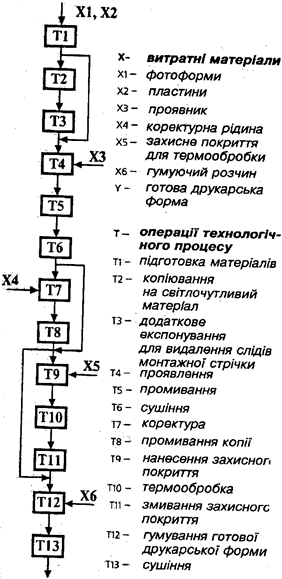
Рис. 2. Технологическая схема изготовления монометаллических офсетных печатных форм
Таблица 2. Технические характеристики монометаллических офсетных форм на основе алюминиевых пластин «Оzаsоl Р5S»
| Показатель |
Обозначение |
Номинальное значение |
| Минимальный размер растровых точек (для изобразительной продукции) |
S, % |
2 |
| Разнотолщинность форм одного комплекта для пластин толщиной 0,15…0,3 мм |
мм |
±0,01 |
| Разрешающая способность |
R, мм |
12 |
| Выделительная способность |
l, мкм |
4…10 |
| Тиражестойкость: |
тис. отпечатков, min |
| без термообработки |
100…200 |
| с термообработкой |
До 500 |
| Шероховатость поверхности |
R» мкм |
0,4 |
| Отклонение в передаче тональности |
S, % |
7 |
| Полнота проявки копии |
Полностью проявленные поля с Dшк = 0,30…0,75 Б |
| Искажение размеров штрихов при их ширине: |
% |
8 |
| < 1 мм |
2,5 |
| > 1 мм |
Светочувствительный компонент фотополимерного слоя абсорбирует энергию облучения и передает ее фотоинициатору, предопределяя образование радикалов, что приводит к началу полимеризации. Таким образом, на экспонированных участках копировального слоя формируется структура пространственносшитого полимера. Непроэкспонированные части копировального слоя растворяются и вымываются проявителем (Т4).
Офсетные монометаллические пластины фирмы «Polichrome-Poar». Международная компания «Kodak-Polichrome Grafiks» – всемирно известный поставщик офсетных формных пластин. В ассортименте фирмы – широкий спектр офсетных формных пластин разнообразных направлений применения и технологических возможностей.
Она выпускает предварительно сенсибилизированные алюминиевые офсетные пластины РР-1, которые успешно используются на предприятиях Украины.
Алюминиевые предварительно сенсибилизированные офсетные пластины типа РР-1 предназначены для изготовления высококачественных офсетных форм методом позитивного копирования для листовых и рулонных машин. Подготовка поверхности основы включает электрохимическое зернение с оксидированием и наполнением оксидной пленки, создание специального гидрофильного подслоя. Этим обеспечиваются высокая тиражестойкость и стабильность гидрофильных свойств пробельных элементов.
Среднее значение микронеровностей поверхности алюминия (показатель шероховатости) составляет 0,4…0,7 мкм, алюминиевый прокат содержит 99,5% алюминия. Оптимальная масса 1 м2
анодированной пленки составляет 2,7 г с допустимыми отклонениями ±15%.
Оптимальная масса 1 м2
копировального слоя равняется 1,9…2,1 г. Пластины имеют высокую разрешающую способность, которая дает возможность воссоздавать размер штриха на копии шириной 10…12 мкм; 2- и 99%-ные растровые точки.
Показатель светочувствительности пластин РР-1 в 1,5…2 раза выше сравнительно с пластинами УПА-1 (ДОЗАКЛ), что оказывает содействие сокращению времени экспонирования. Цветной контраст между печатающими и пробельными элементами более заметный, чем в пластинах УПА-1 и ROMINAL. В состав копировального слоя РР-1 входит яркая синяя краска. Это значительно облегчает корректирование и контроль качества копий.
Пластины РР-1 имеют специальный гидрофильный подслой. Они не требуют традиционной обработки гидрофилизирующим раствором, который содержит ортофосфорную кислоту (травление). Главное – правильно выбрать время экспонирования и обеспечить полную проявку копии. После экспонирования надо проявить пятое поле полутоновой сенситометрической шкалы СНШ-К. Производственные испытания показали, что тиражестойкость пластин достигает 80…100 тыс. отпечатков без термообработки. Для увеличения тиражестойкости пластин РР-1 в 2…2,5 раза можно применять термообработку при температуре 220°С на протяжении 7…10 мин. В этом случае после проявления перед выжиганием на форму наносится специальный раствор, который предотвращает окисление пробельных элементов.
Кроме того, во время испытаний установлены такие преимущества пластин РР-1:
хорошее удерживание влаги на формах во время печатания;
быстрое создание оптимального баланса «краска-вода»;
простота и стандартность процесса изготовления офсетных форм;
стойкость копировального слоя к действию увлажняющего раствора, который содержит спирт.
Использование пластин фирмы «Polichrome-Poar» дает возможность повысить качество печатной продукции, тиражестойкость, обеспечить стабильность копировального и печатного процессов, значительно уменьшить производственные затраты.
Большинство фирм-производителей пластин поставляют также формное оборудование, лучшие образцы которого обеспечивают равномерность накаливания ламп при экспонировании и температурный режим при проявке в автоматическом режиме. Некоторые компании имеют собственные производства такого оборудования («Lastra»), другие сотрудничают с известными машиностроительными фирмами (например, фирма «Hoechst» работала с копировальными рамами «Зак» и проявляющими процессорами «Аякс»).
Все изготовители пластин производят также собственные химикаты для изготовления форм и работы с ними во время печати. Наилучшие результаты естественно гарантируются при использовании фирменных химикатов. Тиражестойкость форм, как правило, превышает 100 тыс. отпечатков. К наиболее тиражестойким формам принадлежат формы, которые изготовляются на основе пластин фирмы «Futura Orо», которые при правильном изготовлении форм и хорошо налаженном печатном оборудовании гарантируют печать тиражей от 200 до 250 тыс. отпечатков. Пластины с аналогичными показателями есть и в других формах («Ozasol Р71»), но их стоимость высшая сравнительно с «Futura Orо».
Показатель тиражестойкости форм можно увеличить больше, чем в 2 раза, если использовать термообработку, но специализированное оборудование для термообработки пластин стоит очень дорого. Некоторым большим типографиям, которые печатают периодические издания большими тиражами, этикеточную продукцию и упаковку, бывают нужны формные материалы, которые отличаются высокой тиражестойкостью. При использовании стандартных офсетных пластин нужно делать выбор между приобретением термопечи и изготовлением нескольких комплектов форм для печати одного тиража.
|