Министерство Образования Российской Федерации
Инженерно-педагогический факультет
Тольяттинский Государственный Университет
Контрольная работа
по дисциплине
Основы технического творчества
на тему: Металлорежущий инструмент: метчик
Тольятти 2002г.
Содержание
1. Исходные данные
2. Описание объекта
2.1 Назначение метчика
2.2 Недостатки метчика
2.3 Цель совершенствования метчика
3. Алгоритм решения инженерной задачи
3.1 Недостаток №13
3.2 Недостаток №24
3.3 Недостаток №35
3.4 Недостаток №46
4. Предложения по совершенствованию объекта
Список используемой литературы
В промышленности современного машиностроения, как и во многих других отраслях, имеют широкое распространение резьбовые соединения. Для образования такого сложно-профильного, но очень удобного разъемного (подвижного и неподвижного) соединения, в данный период времени используется различные по способу образования, качеству и количеству изготовления инструменты. Но до сих пор ни одно производство не может обходиться без такого резьбообразующего инструмента, который известен уже давно – метчик.
2. Описание объекта
2.1 Назначение метчика
Метчики изготовляются из быстрорежущей (Р18, Р18Ф, Р6М5) стали, и применяются для обработки деталей из конструкционных сталей, серого и ковкого чугуна, алюминиевых сплавов, бронзы и других материалов. Метчики применяют для нарезания сквозных и глухих резьбовых отверстий и принадлежат к группе сложного виду инструмента.
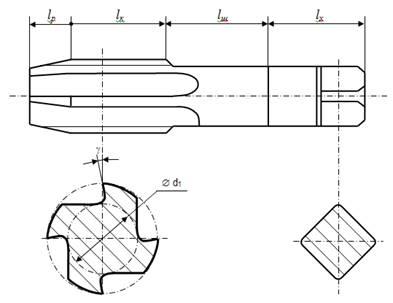
Рис. Конструкция метчика
1. lр
– Режущая часть. Обычно составляет 3…6 пера в профиле с канавками для выхода стружки и углом профиля в плане для обеспечения оптимального процесса резания.
2. lк
– Калибрующая часть. Конструкция аналогична режущей части, только наружный диаметр постоянен (с небольшим задним уклоном). Предназначен для доводки поверхности резьбы до 7 класса точности.
3. lш
– Шейка. Служит переходом от резьбообразующей части метчика к хвостовику
4. lх
– Хвостовик. Выполняется с квадратным профилем для передачи вращательного момента от специального инструмента (воротка) необходимого усилия резания в месте образования резьбы.
2.2 Недостатки метчика
Несмотря на незаменимость, метчики имеют ряд недостатков:
1. Стружка забивается в канавки и препятствует дальнейшему образованию профиля резьбы (особенно в глухих отверстиях).
2. Малый ресурс. Нестабильность.
3. Излом инструмента.
4. Низкие производительность
и мобильность.
2.3Цель совершенствования метчика
Метчик является основным инструментом для образования резьбовых отверстий во всех сферах жизни человека и повышение потребительских, механических и технологических свойств прямо-пропорционально сказывается на многих факторах взаимоотношений в обществе.
3. Алгоритм решения инженерной задачи
3.1 Недостаток №13
1.1.1. Постановка задачи
1.1.1.1. Описание операции
Стружка забивается в канавки.
1.1.1.2. Формулировка проблемы
Требуется предотвратить забивание стружки в канавки метчика.
1.1.1.3. Административное противоречие
Необходимо добиться не забивания стружки в канавки, при этом, что бы ни снизилась производительность и износостойкость метчика.
1.1.2. Модель задачи
1.1.2.1. Выделение конфликтующей пары элементов:
Инструмент (метчик) – заготовка
1.1.2.2. Формулировка технологического противоречия
При обработке резанием объем снимаемой стружки метчиком остается неизменным, а конструктивные и технологические параметры не позволяют эффективно удалять её из зоны резания.
1.1.2.3. Формулировка модели задач
Дана заготовка и метчик. Не изменяя заготовку добиться большей производительности путем отвода срезаемой стружки из зоны резания.
1.1.3. Анализ модели задач
Заготовку менять нельзя. Поэтому будем изменять метчик.
1.1.3.1. Дефектная зона.
Глубина и форма канавки не позволяет в неё помещаться всему объёму срезаемой стружки.
1.1.3.2. Физическое противоречие
Глубина канавки должна быть достаточной для размещения в ней срезаемой стружки и не должна ослабить конструкцию метчика, уменьшая тем самым прочность.
3.2 Недостаток №24
1.2.1. Постановка задачи
1.2.1.1. Описание операции
Малый ресурс. Нестабильность.
1.2.1.2. Формулировка проблемы
Требуется увеличить износостойкость и ресурс.
1.2.1.3. Административное противоречие
Необходимо увеличить износостойкость без значительного увеличения себестоимости изготовления инструмента.
1.2.2. Модель задачи
1.2.2.1. Выделение конфликтующей пары элементов:
Инструмент (метчик) – заготовка
1.2.2.2. Формулировка технологического противоречия
Метчик способен обрабатывать поверхности с высоким классом частоты поверхности, но при этом затрачивается значительное время на калибровку и извлечение инструмента из готового отверстия.
1.2.2.3. Формулировка модели задач
Дана заготовка и метчик. Не изменяя заготовку добиться большей производительности путем увеличения ресурса и стабильности режущего инструмента.
1.2.3. Анализ модели задач
Заготовку менять нельзя. Поэтому будем изменять метчик.
1.2.3.1. Дефектная зона.
Калибровочная часть метчика при обратном ходе затирается по задней поверхности режущего пера.
1.2.3.2. Физическое противоречие
Чем длиннее калибрующая часть метчика, тем выше класс частоты обрабатываемого отверстия, но и больше машинное время обработки и, что очень важно, износ рабочей поверхности, а, следовательно, и ресурс инструмента.
3.3 Недостаток №35
1.3.1. Постановка задачи
1.3.1.1. Описание операции
Излом инструмента.
1.3.1.2. Формулировка проблемы
Требуется увеличить прочность.
1.3.1.3. Административное противоречие
Необходимо увеличить прочность без увеличения остальных недостатков и себестоимости изготовления инструмента.
1.3.2. Модель задачи
1.3.2.1. Выделение конфликтующей пары элементов:
Инструмент (метчик) – заготовка
1.3.2.2. Формулировка технологического противоречия
Требуется повысить прочность метчика без уменьшения производительности и качества изготовления.
1.3.2.3. Формулировка модели задач
Дана заготовка и метчик. Не изменяя заготовку добиться большей производительности путем увеличения прочности режущего инструмента.
1.3.3. Анализ модели задач
Заготовку менять нельзя. Поэтому будем изменять метчик.
1.3.3.1. Дефектная зона.
Режущая и калибровочная части метчики не обладают достаточной конструктивной надежностью и ведут к изломам (в основном в калибрующей).
1.3.3.2. Физическое противоречие
Прочность метчика должна быть большой, но в конструкции необходимо достаточно пространство для размещения там срезаемой стружки, которое конструкцию ослабевает.
3.4 Недостаток №46
1.4.1. Постановка задачи
1.4.1.1. Описание операции
Низкие производительность и мобильность.
1.4.1.2. Формулировка проблемы
Требуется увеличить производительность и мобильность.
1.4.1.3. Административное противоречие
Необходимо увеличить производительность и мобильность без увеличения остальных недостатков и себестоимости изготовления инструмента.
1.4.2. Модель задачи
1.4.2.1. Выделение конфликтующей пары элементов:
Инструмент (метчик) – приспособление, Инструмент – заготовка
1.4.2.2. Формулировка технологического противоречия
Требуется повысить производительность и мобильность метчика без снижения качества изготовления.
1.4.2.3. Формулировка модели задач
Дана заготовка и метчик. Не изменяя заготовку добиться большей производительности путем увеличения технологических свойств эксплуатации режущего инструмента.
1.4.3. Анализ модели задач
Заготовку менять нельзя. Поэтому будем изменять метчик.
1.4.3.1. Дефектная зона.
Режущая и калибровочная части метчика не обладают достаточной износостойкостью. Хвостовик не приспособлен для быстрой замены и при этом достаточной точности центрирования по оси отверстия.
1.4.3.2. Физическое противоречие
Производительность должна быть высокой, но и качество необходимо оставить на таком же уровне.
Далее будут представлены некоторые методы устранения выше описанных недостатков, а так же их влияние на другие факторы:
1. Использование смазочно-охлаждающей жидкости (СОЖ). Помимо основной задачи – охлаждать – правильно подобранный состав СОЖ увеличивает производительность, износостойкость и способствует удалению срезаемой стружки из зоны резания. Уменьшает все недостатки описанные выше и рекомендуется использовать во всех случаях, где это возможно.
1.1. Использование сжатого воздуха, особенно там, где затрудненно использование СОЖ, или для хрупких материалов.
2. Уменьшить диаметр (d1
) сердцевины на сколько возможно, что позволит увеличить глубину канавок метчика. При обработке пластичных материалов сопротивление обрабатываемого материала мало, а объём срезаемой стружки большой. Хоть прочность метчика падает, но её достаточно для процесса резания в таких материалах, как алюминий, алюминиевые сплавы, медь и др. Уменьшает недостатки 1, 4, но есть вероятность увеличение недостатка 3
2.1. Увеличение диаметра (d1
) сердцевины повышает прочность метчика и оправдано при нарезании резьбы в хрупких материалах, например, в чугунах. Это предложение обратное описанному выше и действует наоборот.

Рис.
3. Подточка на заборной части на угол наклона главной режущей кромки l
= 5°…15° (в зависимости от материала обрабатываемой детали). Это позволяет изменить направление выхода стружки. Рекомендуется применять в сквозных отверстиях. Уменьшает недостаток 1.
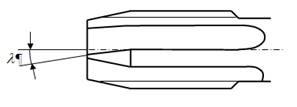
Рис.
4. Использование винтовых канавок с левым направлением угла w
. Назначение: для обработки резьбовых отверстий в пластичных материалах. Способствует выходу стружки перед метчиком. Не рекомендуется использование такого вида метчиков для обработки глухих отверстий. Уменьшает недостаток 1.
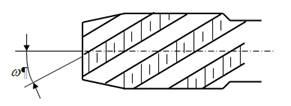
Рис.
5. Изготовление метчиков с винтовыми канавками (правое направление винтовой канавки) с углом наклона спирали от 10° (сталь) до 40° (алюминиевые сплавы). Данное решение способствует извлечению срезаемой стружки из зоны резания в направлении, обратном подаче. Рекомендации: для нарезания резьбы в глухих отверстиях. Уменьшает недостаток 1.
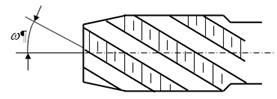
Рис.
6. Модернизация хвостовика:
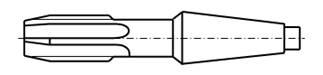
Рис.
6.1. Заменить квадратный профиль на стандартизированный конусный хвостовик. Это позволит уменьшить затраты на замену, переналадку, настройку нового инструмента. Ещё такое усовершенствование повышает качество нарезаемой резьбы, так как осевое отклонение метчика и заготовки сводится к минимуму из-за свойства конуса самоцентрироваться. Уменьшает недостатки 3, 4.
6.2. Применение метчика с изогнутым хвостовиком позволяет сделать процесс нарезания непрерывным. Крутящий момент передаётся этим же хвостовиком, позволяющий непрерывно снимать нарезанные гайки. Уменьшает недостатки 3, 4.
Рис.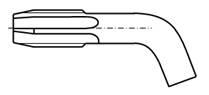
6.3. Выполнить на хвостовике радиусные канавки, для фиксирования в механизированном приспособлении. Обеспечивает центрирование и ориентацию относительно заготовки без дополнительных затрат. Уменьшает недостатки 3, 4.
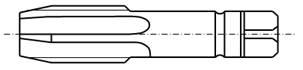
Рис.
7. Изготавливать метчики с длинной заборной частью и длинными шейкой и хвостовиком. Что позволяет детали типа гайки обрабатывать одним метчиком и накапливать их, например, около десятка на хвостовой части с последующим извлечением при снятии режущего инструмента из приспособления. Недостатком можно отметить необходимость нарезания резьбы одним метчиком, что ведет к снижению качества обрабатываемого изделия. Рекомендуется использование данного метода на деталях с невысокими требованиями к резьбовой поверхности для увеличения производительности. Необходимо отметить увеличение ресурса инструмента по причине отсутствия обратного хода. Калибрующая часть работает только в одном направлении. Уменьшает недостатки 3, 4.
8. Изготавливать метчики в бесканавочном варианте. Позволяет снизить материальные затраты на изготовление деталей и повысить прочность резьбы (процесс накатывания). Очень перспективное направление. За счет упрочнения наружного слоя увеличивается прочность резьбового соединения. К недостаткам можно отнести высокое требование к обрабатываемую отверстию, что несет дополнительные расходы.
9. Использование покрытия. Применение любого покрытия (для каждого конкретного случая – определённое) всегда ведет за собой увеличение всех технологических свойств метчика. Повышается, в первую очередь, износостойкость и прочность, и твердость, красностойкость, качество, режимы резания и др. Уменьшает недостатки 2, 3, 4.
10. Для изготовления резьбы с повышенными требованиями точности соосности перед заборной частью метчика выполняется направляющая заходная часть длиной 2…3 шага.
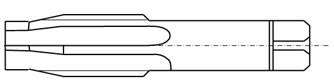
Рис.
11. Изготовление метчиков с шахматным расположением ниток резьбы. Является целесообразным при трудных условиях нарезания резьбы в мягких материалах, например, алюминии, алюминиевых сплавах, меди с длинным отверстием под резьбу. Снижает силе резания. Предотвращает появлению такого явления, как образования нароста по передней поверхности. Уменьшает недостаток 1.
метчик
резьбообразующий сталь инженерный
1. Обработка металлов резанием, металлорежущий инструмент и станки. Учебное пособие для студентов машиностроительных специальных вузов. – М.: Машиностроение, 1981. 287 с., ил.
2. Высокопроизводительный резьбообразующий инструмент. / Ю.Л. Фрумин. Изд. 2-е перераб. и доп. – М.: Машиностроение, 1977 – 183 с.
|