1. Введение
Сваркой называют процесс получения неразборных соединений посредством установленных связей между свариваемыми деталями при их местном и общем нагреве.
В зависимости от условий, при которых осуществляется свариваемость частиц металла различают:
1) Сварка плавлением
2) Сварка давлениемСущность сварки плавлением состоит в том, что металл свариваемых деталей подвергается плавлению от нагрева степени концентрировании источника тепла:
1) Электрическая дуга
2) Газовое тепло
3) Лазерный луч
4) Электронный луч
Сущность сварки давлением состоит в деформации металла в месте соединения под действием силы
Процесс сварки делиться на 3 вида:
1) Термический
2) Термомеханический
3) Механический
1. Термический класс - объединяет все виды сванки, осуществляемые плавлением.
2. Термомеханический
- включает виды сварки, осуществляемые давлением с использованием тепловой энергии
3. Механический класс-
относят все виды сварки выполняемые давлением с дополнительной механической энергией.
По способу защиты металла от воздуха сварка разделена на следующие виды:
1. Сварка покрытыми электродами
2. Сварка под флюсом
3. Сварка в защитном помещении
4. Сварка порошковой проволокой
5. Сварка садозащитной проволокой
2.Общая часть
2.1 Оборудование для электрической сварки
сварка электрическая неразборное соединение
Комплектуется как источником питания, так и электродержателем, сварочными проводами, зажимами для токопроводящего провода.
Электродержатель-
приспособление для закрепления электрода и подвода к нему электрического тока.
Типы электродержателей:
1. Вилочный
2. Щипцовый
3. С пружинным кольцом
Среди всей классификации применяемых электродержателей наиболее безопасными являются пружинные, изготовляемые 3 типов:
1. 1-для тока до 125А
2. 2-для тока 125-315А
3. 3-для тока 315-500А
Кабели и сварочные провода необходимы для подвода питания от источника к электродержателю. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ( правил устройства и эксплуатации электроустановок) из расчёта плотности тока до 5А/мм при токах до 300А. Рекомендуемые сечения сварочных проводов для подвода питания от сварочной машины или источника питания к электродержателю и свариваемому изделию приведены в таблице 1
Таблица1
| Сила тока |
Площадь сечения провода(мм) |
| Одинарного |
Двойного |
| 125 |
25 |
—— |
| 315 |
50 |
2х16 |
| 500 |
70 |
2х25 |
Применять провод длиной более 30м не рекомендуется, т.к это вызывает значительное падение напряжения в сварочной цепи.
2.2 Источники питания
Наиболее широкое применение в качестве источника питания является сварочный трансформатор.
Трансформаторы выпускаются по ГОСТ-95-77 на номинальные токи 160,250,315,400 И 500А
Конструктивно трансформаторы серии ТДМ относятся к группе трансформаторов стержневого типа.
В нижней части сердечника трансформатора размещается первичная обмотка, состоящая из 2 катушек, расположенных на двух стержнях. Катушки обмотки закреплены неподвижно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками.
Трансформаторы выпускаются в переносном исполнении и предназначены для ремонтных и монтажных работ, трансформаторы снабжены устройством снижения напряжения холостого хода, которое предназначено для повышения электробезопасности 0при сварочных работах во время обрыва дуги, в состав так же входит возбудитель- стабилизатор горения дуги, позволяющий сваривать сталь электродами с основным покрытием неответственные соединения алюминиевых сплавов.
2.3 Сварочные выпрямители
Сварочные выпрямители имеют как правило 3х фазное питание, выполняются как на диодах, так и на тиристорах.
В выпрямителях используется трёхфазная схема мостовая схема, трёхфазная схема с уравнительным дросселем и кольцевая схема выпрямителя. В выпрямителях большой мощности диодное выпрямление во вторичном контуре сочетается с тиристорным регулированием по первичной стороне. В зависимости от числа сварочных постов, которые могут быть одновременно подключены к источнику, выпрямители подразделяются на однопостовые и многопостовые.
2.4 Сварочные генераторы
Отличительной особенностью сварочных генераторов является наличие в них вращающегося якоря, приводимого в движение внешним приводом. Принцип действия сварочного генератора аналогичен работе любого генератора постоянного тока. Сварочные установки на основе генераторов с приводом от электродвигателя называются сварочными преобразователями, с приводом от двигателя внутреннего сгорания (бензинового или дизельного) - сварочными агрегатами. За счёт взаимодействия магнитных потоков в якоре и статоре генератора происходит формирование сварочного тока. Конструктивно различают генераторы с независимыми обмотками возбуждения статора и генераторы с самовозбуждающимися обмотками.
Генераторы с независимыми обмотками возбуждения требуют дополнительно отдельного источника тока. Для питания намагничивающих обмоток возбуждения требуется автономный источник постоянного тока, поэтому такой тип генератора обычно применяют в тех случаях, когда в качестве привода используется электродвигатель переменного тока.
В генераторах с самовозбуждением для получения постоянного напряжения на коллекторе устанавливают промежуточную щетку, расположенную между двумя основными. За счет постоянного сдвига фаз между промежуточной и основными щетками, напряжение между промежуточной щеткой и опережающей ее основной щеткойбудет постоянным, и может быть использовано для питания намагничивающих обмоток возбуждения. Такие генераторы обычно применяют в мобильных сварочных агрегатах с приводом от двигателя внутреннего сгорания.
2.5 Балластные сопротивления
При сварке штучными электродами с покрытием напряжение дуги при этом виде сварки находится в пределах 20-30В. Лишнее напряжение гасит балластное сопротивление. При малых токах включаем маломощные ступени с высоким сопротивлением и малым сечением, на высоких-мощные ступени с низким сопротивлением-такая конструкция балластных сопротивлений. При сварке сталей и титана неплавящимся электродом в защитных газах нам необходимо еще больше обеспечить падение напряжения на балластном сопротивлении. Для этого нам необходимо увеличить сопротивление. Определенной комбинацией выключателей на балластном реостате мы можем подобрать требуемую нам величину сопротивления, но при этом будут включены резисторы балластного сопротивления, расчитаные на работу на малых токах. Т.е. уменьшаем продолжительность работы на данной ступени балластного реостата. Но при этом он будет работать с перегрузкой( при сварке сталей и титана).
Чтобы устранить данный недостаток, необходимо изготовить балластное сопротивление более глубокого регулирования сварочного напряжения с более мощными ступенями, либо использовать два балластных сопротивления включённых последовательно
2.6 Способы регулирования сварочного тока
1)С этой целью первичную обмотку трансформатора располагают на одном стержне, а вторичную на другом. Это ведёт к росту магнитного рассеяния, а следовательно к увеличению индуктивного сопротивления
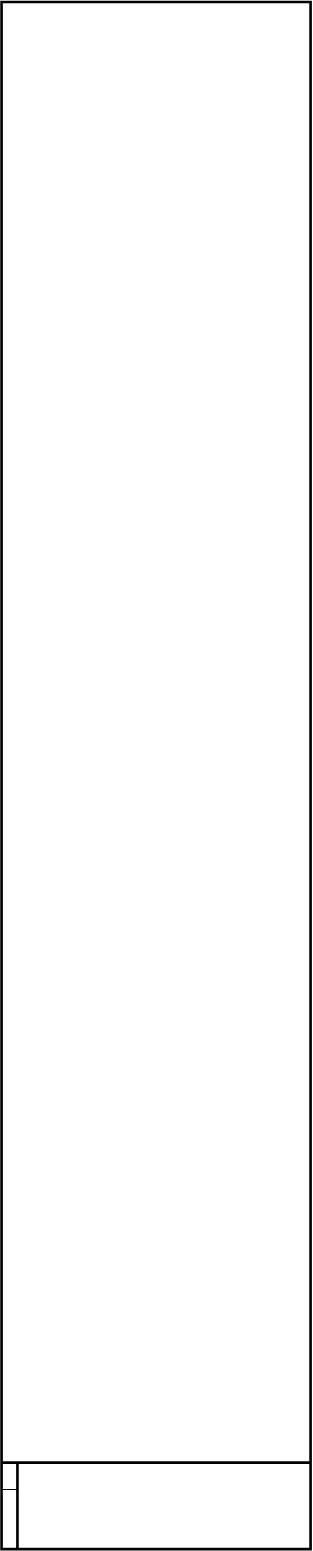
1)Другой мерой является включение во вторичную цепь трансформатора последовательно индуктивной катушки дросселя.
Катушка-дроссель представляет собой катушку из медного провода прямоугольного сечения, расположенную на стальном магнитопроводе. Дроссель снабжён устройством винт-гайка., позволяющим вращением винта перемещать ярмо так, что воздушный зазор d между ярмом и стержнем меняется от d=о до dмах. При этом минимальному значению d соответствует наибольшее индуктивное сопротивление дросселя, а следовательно минимальное значение рабочего тока I =I =I , а максимальному значению d=dмах-наименьшее тока I=I , а максимальному значению d=dмах-наименьшее тока I=I .Повышенное индуктивное сопротивление обмоток и наличие дросселя обеспечивают сварочному трансформатору круто падающие характеристикинеобходимые для устойчивого горения электрической дуги. .Повышенное индуктивное сопротивление обмоток и наличие дросселя обеспечивают сварочному трансформатору круто падающие характеристикинеобходимые для устойчивого горения электрической дуги.
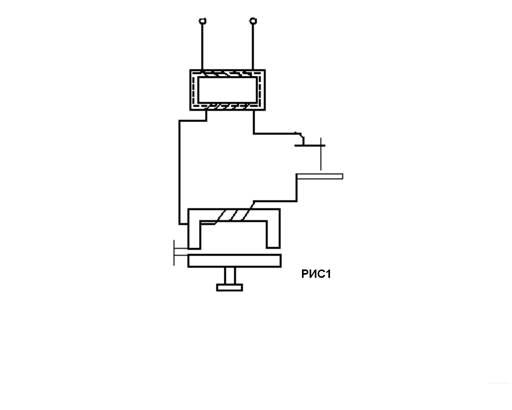
Изменяя величину воздушного зазора d в дросселе можно плавно менять угол наклона внешних характеристик при d=0 наклон характеристики наибольший(1), а при d=d наклон минимальный (2). Рабочий ток сварочного трансформатора Iсоответствует напряжению электрической2 дуги U»30В. наклон минимальный (2). Рабочий ток сварочного трансформатора Iсоответствует напряжению электрической2 дуги U»30В.
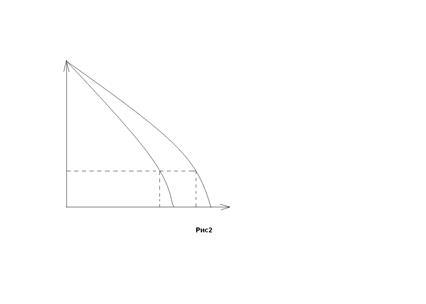
2)В трансформаторах с магнитным шунтом(рис3) изменение индуктивного
сопротивления производиться при помощи магнитного шунта 4, расположенного в окне магнитопровода 2 между разнесёнными катушками первичной 1 и вторичной 5 обмоток. При уменьшении зазора между сердечником и шунтом сварочный ток уменьшается .На этом принципе построены трансформаторы типа СТШ на токи 250,30 и 500А. Некоторые из этих трансформаторов имеют переключатель соединения катушек обмоток 1 и 5 с параллельного на последовательное, а так же устройство, обеспечивающее отключение трансформатора от сети через 0,5-1с. после прекращения процесса сварки.
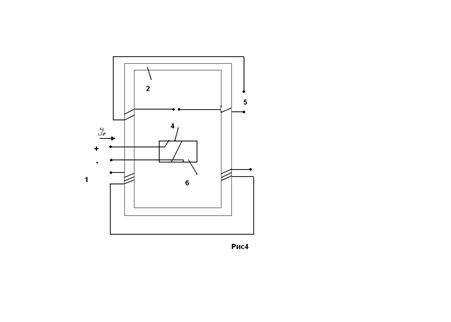
3)Трансформаторы с магнитным шунтом, подмагничиваемые постоянным током (рис4) имеют в окне магнитопровода 2 между катушками1 и 5шунт, на котором размещена обмотка подмагничивания. Изменяя ток I в этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При I=0 это сопротивление минимально и сварочный ток наибольший. Увеличение I приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы типов ТДФ-10001 и ТДФ-1601. в этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При I=0 это сопротивление минимально и сварочный ток наибольший. Увеличение I приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы типов ТДФ-10001 и ТДФ-1601.
Ступенчатость регулирования достигается переключением катушек 5 вторичной обмотки, плавное - изменением тока I, для чего обмотка 6 питается от однофазного тиристорного выпрямителя.
3.Расчётно-технологическая часть
3.1 Правила устройств электроустановок сварки с применением давления
3.1.1 Номинальные напряжения электродвигателей и электротехнических, расположенных на переносных частях электросварочных автоматов и полуавтоматов должно быть не выше 50В переменного тока и не выше 110В постоянного тока. Электродвигатели и электротехнические устройства переменного тока должны подключаться к питающей сети через понижающий трансформатор с заземлённой вторичной обмоткой или через разделительный трансформатор, являющийся частью сварочного устройства. Корпуса электродвигателей и электротехнических устройств при этом допускается не заземлять. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках допускается питать от сети 220 и 380В переменного тока или от сети 220 и 240В постоянного тока при обязательном заземлении их корпусов.
3.1.2Напряжение холостого хода источников сварочного тока установок плазменной обработки при номинальном напряжении не должно быть:
500В-для установок автоматической резки, напыления и плазменно-механической обработки.
300В-для установок полуавтоматической резки или напыления
180В- для установок ручной резки, сварки или наплавки.
3.1.3Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
3.1.4Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться включением коммутационного аппарата при нажатии кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
3.1.5Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов),3.1.6Электродержатели для ручной дуговой сварки и резки металлическими и угольными электродами должно удовлетворять требованиям действующих стандартов.
3.1.7Напряжение холостого хода источника сварочного тока установок дуговой сварки при номинальном напряжении питающей сети не должно превышать для источников постоянного тока:
100В(среднее значение) и для источников переменного тока (действующее значение);
80В-для установок автоматической дуговой сварки на номинальный сварочный ток 630А
120В-для установок автоматической дуговой сварки на номинальный сварочный ток 2000А
3.1.8Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть не менее 1м. Столы для мелких сварочных работ могут примыкать с одной стороны непосредственно к стене кабины, с других сторон должны быть проходы шириной не менее 1м. Кроме того в сварочной мастерской должны быть предусмотрены проходы, шири на которых устанавливается в зависимости от числа работающих но не менее 1м.
3.1.9Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а так же установок дуговой сварки в защитном газе, плазменной электронно-лучевой и лазерной установки должно быть не менее 1.5м.
3.1.10Проходы между группами сварочных трансформаторов должны быть шириной не менее 1м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе должно быть не менее 0,1м.
3.2 Правила технической эксплуатации электроустановок потребителей
3.2.1Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.2.2 Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.2.3 В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.2.4 Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.2.5 Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты
3.2.6 Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.2.7 Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
3.2.8Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов
3.2.9 Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у
Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования и местных условий.
3.3Техническое обслуживание сварочных установок
Техническое обслуживание электросварочного оборудования в производственных условиях состоит из ежедневных осмотров.
Ежедневно перед началом работы проверяют надёжность заземления и присоединения сварочных кабелей к источнику питания и сварочной головке. Осматривают состояние гирлянды, обращая внимание на изоляцию проводов, особенно в местах перегибов. Проверяют и проводят осмотр состояния контактов контактора, всех внешних соединений, изоляции проводов, токопроводов, мундштуков, шлангов, полуавтоматов, а так же аппаратуру управления. Перед пуском в работу всю сварочную установку, пульт управления и источник питания протирают чистой ветошью. Один раз в неделю прочищают и продувают шланги, газовую водяную магистрали.
Один раз в месяц проводят ревизию всех механизмов сварочного оборудования, зачищают наконечники, проверяют надёжность крепления проводов на клеммниках, измеряют сопротивление изоляции всех проводов и обмоток, продувают оборудование сухим сжатым воздухом. Контролируют уровень масла и отсутствие течи в редукторах и смазку подшипников. Проверяют нагревы контактов, магнитопроводов и обмоток. Смазывают ходовые винты трансформаторов смазкой УТ-1. Проверяют работу сигнальных систем и заземляющих устройств. Проверяют наличие соответствующих надписей на щитах и панелях
Один раз в год меняют смазку трущихся частей в коробке перемещения винта и в других частях механизмов сварочных трансформаторов. У водоохлаждаемых источников питания промывают медные трубки с помощью насоса сначала 3% водным раствором HCl, затем водой и продувают сухим сжатым воздухом
3.4Ремонт электросварочного оборудования
Различают несколько видов ремонта:
1.Капитальный
2.Средний
3.Текущий
Капитальный ремонт проводят для устранения всех неисправностей и восстановления ресурса изделия с заменой или восстановлением любых его частей включая и базовые. Под базовой частью понимают основную часть изделия, предназначенную для его компоновки и установки других составных частей. Изделие после капитального ремонта должно отвечать тем же заводским данным.
Капитальные ремонты электросварочного оборудования для дуговой сварки проводят через каждые 2000 часов работы при общем сроке его службе до списания 5 лет. При среднем ремонте ресурс изделия восстанавливают частично и заменяют или восстанавливают ограниченную номенклатуру его составных частей согласно нормативно-технической документации. Этот ремонт осуществляют как специализированные, так и эксплуатационные организации. Текущий ремонт выполняют для обеспечения или восстановления работоспособности путём замены, восстановления отдельных его частей. Он может быть осуществлён без демонтажа изделия, но требует остановки оборудования и отключения его от сети. В объём работ при текущем ремонте входят операции технического обслуживания; частичная разборка, выявление дефектов деталей, их ремонт или замена: проверка заземления, аппаратуры, её регулировка и т.д.
Виды ремонта могут быть плановыми, неплановыми, регламентированными и по техническому состоянию.
Ремонт, который осуществляется в соответствии с требованиями нормативно-технической документации называют плановым.
Ремонт, который производят в следствие аварии или других непредусмотренных ситуаций называют неплановым ремонтом.
Регламентированный ремонт- это плановый ремонт, выполняемый с периодичностью и в объёме, установленными эксплуатационными документами независимо от технического состояния изделия в момент начала ремонта.
Ремонтом по техническому состоянию называют такой ремонт оборудования, который осуществляется в результате периодического контроля его технического состояния согласно нормативно-технической документации.
3.4 Методы
поиска дефектов
Существует 3 метода поиска дефектов:
1)Комбинационный
2)Последовательный
3)Эвристический
Комбинационный метод
поиска дефектов заключается в том, что для определения параметров объекта или его элементов технологические переходы выполняют в произвольном порядке. Накопленную таким образом информацию анализируют т.е сравнивают с предварительной. В результате выясняют заключение о причине дефекта
Последовательный метод
включает выявление внешних признаков неисправности: нахождение участка неисправностей согласно внешним признакам; сокращение намеченного участка путём исключения исправных блоков, определения неисправного элемента или места повреждения. При этом методе поиска дефектов результат выполнения каждого технологического перехода анализирует и принимает решение о проведении следующего перехода до тех пор, пока дефект не будет обнаружен
Эвристический метод поиска
дефектов можно назвать методом гипотез, т.к. поиск начинают с выдвижения гипотез о возможных причинах дефектов. После выдвижения гипотез приступают к их проверке и, выполнив ряд технологических переходов, предлагают уточняющую гипотезу о причине дефекта, которую так же проверяют, и так поступают до его обнаружения.
3.6 Монтаж
Обычно сварочное оборудование устанавливают без фундаментов, фундаменты нужны для оборудования, работа которых создаёт опасные вибрации элементов здания. Машины малой мощности и габаритных размеров размещают на верстаках или столах. Планировка рабочего места, на котором установлена машина, должна обеспечивать удобную переноску деталей, складирование готовых узлов, включение и отключение машины и т.п.
Типовая планировка рабочего места показана на рис 5
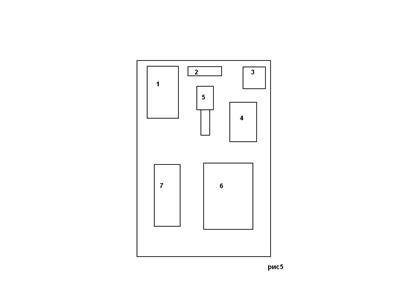
На стеллаже 1 складывают детали, подлежащие сварке. Предохранители или автоматический выключатель 2 предназначены для автоматического отключения машины при перегрузке или аварии. В шкафу 3 хранят инструмент, приспособления и электроды. Шкаф управления 4 расположен рядом с самой машиной 5, сборочный стол или верстак 7 и место для готовых узлов 6 находятся по обе стороны от сварщика.
1.6 Испытательно-наладочные работы
Испытательно-наладочные работы выполняют на заводах-изготовителях оборудования (типовые и контрольные испытания), в производственных условиях после монтажа ( приёмо-сдаточные испытания и наладка) в процессе эксплуатации и ремонтов (эксплуатационные испытания) для исследовательских и других целей по разработанным программам (специальные). Остановимся а приёмосдаточных испытаниях и наладках после монтажа, т.к они более полно включают в себя все операции, выполненные в условиях производства. Наладка всегда завершает цикл работ по подготовке оборудования к работе и включает в себя ряд проверок, поиски дефектов и их устранения, приёмосдаточные испытания.
При наладочных работах устанавливают определённую последовательность их выполнения в 4 этапа:
1. Без подачи напряжения в схему
2. Подача напряжения только в оперативные цепи управления и сигнализации
3. Подача напряжения по постоянной схеме в оперативные и сварочные цепи, прокрутка и испытание механизмов
4. Комплексное испытание установки и наладка в режиме технологических процессов.
1.Первый этап охватывает работы по внешнему осмотру оборудования, проверке вторичных цепей в пределах щитов, пультов и шкафов управления, распределительных устройств. Выполняют замеры, испытания отдельных элементов оборудования со сборкой временных электрических схем. На этом этапе проводят испытания заземляющих устройств, замеряют сопротивление изоляции. Проверяют ручные включения и отключения автоматов, рубильников и других коммутационных аппаратов. Проводят внешний осмотр электрических машин, проверяя правильность их включения. Контролируют показания щитовых электрических приборов, проверяют и настраивают тепловую и максимальную защиту пускателей, автоматов и других аппаратов в системе электроприводов. В результате работ на первом этапе выявляют и устраняют ошибки монтажа.
2.На втором этапе наладочные работы заключаются в следующем: измеряют изоляции вторичных цепей, проверяют путём «прозванивания» правильность смонтированных схем управления, защиты и сигнализации. Затем по постоянной схеме подают напряжение во вторичные цепи и осуществляют комплексную проверку её элементов во всех режимах работы; проверяют действие коммутационной аппаратуры и испытывают вторичные цепи повышенным напряжением. В процессе проверки под напряжением возможны отказы в работе отдельных её элементов. В результате работ на втором этапе выявляются все недоделки, дефекты и ошибки во вторичных цепях, обеспечивают чёткость действия схемы в целом и соответствие монтажа проекту.
3.Третий этап наладки включает в себя такие работы, как прозвонку первичных цепей, фазировку линии питания, проверку правильности подключения цепей к сварочным аппаратам и источникам питания, испытания электрооборудования повышенным напряжением; проверку первичным током схем защиты, пробное включение генераторов, электродвигателей и опробование их совместно с механизмами на разных режимах. Если наладку проводят после монтажа, на третьем этапе начинают передачу установки и необходимой технической документации эксплуатационному персоналу.
4.Четвёртый этап является завершающим и охватывает два периода: «холодное» опробование (работа механизмов вхолостую) и «горячее» опробование (работа механизмов под нагрузкой) в рабочих технологических режимах. Работы на этом этапе проводят по программе согласованной с наладочным, технологическим и эксплуатационным персоналом.
Признаками правильной наладки оборудования являются:
1.Устойчивое горение дуги
2.Хорошее формирование наплавленного валика
3.Нормальное количества расхода флюса или газа
Достижение паспортных и технических показателей
4. техника безопасности
4.1 Шкафы комплектных устройств и корпуса сварочного оборудования (машин), имеющие неизолированные токоведущие части, находящиеся под напряжением выше 50В переменного тока или выше 110В постоянного тока, должны быть оснащены блокировкой обеспечивающей при открывании дверей (дверец) отключение от электрической сети устройств, находящихся внутри шкафа (корпуса). При этом вводы(выводы), остающимися под напряжением должны быть защищены от случайных прикосновений
Допускается взамен блокировки применение замков со специальными ключами, если при работе не требуется открывать двери.
4.2 В электросварочных установках кроме защитного заземления открытых проводящих частей и подключения к системе уравнивания потенциалов сторонних проводящих частей должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока; сварочных трансформаторов, статических преобразователей и тез двигателей-генераторных преобразователей, у которых обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов.
4.3 Сварочное оборудование для присоединения защитного PE-проводника должно иметь болт (винт, шпильку) с контактной площадкой, расположенной в доступном месте, с надписью «Земля» (или с условным знаком заземления)
Втычные контактные соединения проводов для включения в электрическую цепь напряжением выше 50В переменного тока 110В постоянного тока переносных пультов управления сварочных автоматов или полуавтоматов должны иметь защитные контакты.
4.4 Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземления, а так же переносные и передвижные электросварочные установки, заземление которых представляет значительные трудности, должны быть снабжены устройствами защитного отключения или непрерывного контроля изоляции
4.5 Конденсаторы, используемые в электросварочных установках в целях накопления энергии для сварочных импульсов, должны иметь устройство для автоматической разрядки при снятии защитного кожуха или при открывания дверей шкафов, в которых установлены конденсаторы.
4.6 При работе в непосредственном контакте с металлическими поверхностями следует соблюдать следующие правила техники безопасности:
· Надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги.
· Надежное заземление корпусов источников питания сварочной ду ги (рис. 1.1).
· Применение автоматических систем прерывания подачи высокого напряжения при холостом ходе.
· Надежная изоляция электрододержателя для предотвращения случай ного контакта с токоведущими частями электрододержателя с изделием.
· При работе в замкнутых помещениях (сосудах) кроме спецодежды следует применять резиновые коврики (калоши) и источники дополни тельного освещения.
· Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения.
4.7 Каждый сварочный пост должен быть огорожен негорючими ма териалами по бокам, а вход - асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих
4.8 При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
4.9 Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком.
Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.
4.10 Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.
6.Список используемой литературы
1. Кацман М.М « Электрические машины» Москва 2001г.Academia
2. Маслов В.И «Сварочные работы» Москва 1998г. Academia
3. Резницкий А.М. «Ремонт и наладка электросварочного оборудования» Москва 1991г. Машиностроение.
4. Сергеев Н.П. «Справочник молодого сварщика на контактных машинах» Москва 1984г. Высшая школа.
5. «Правила технической эксплуатации электроустановок потребителей» МарТ Москва 2003г.
6. «Правила устройства электроустановок» Госэнергонадзор Москва 2000г.
|