Московский Государственный Университет Прикладной Биотехнологии
Кафедра Технологии Упаковки и Переработки ВМС
Курсовая работа
на тему:
Изготовление ПЭТФ-бутылок
Москва, 2009.
Содержание:
Введение
1. Физические свойства ПЭТФ
2. Производство ПЭТФ-преформ
2.1 Оборудование и его назначение
2.2 Вспомогательное оборудование и его назначение
2.3 Характеристики и разновидности ПЭТФ-преформ
3. Изготовление ПЭТФ-бутылок
3.1 Станция разогрева ПЭТФ-преформ СП-8/2
3.2 Технологический расчет станции разогрева
3.3 Аппарат выдува СП-8
3.4 Правила эксплуатации оборудования для выдува ПЭТФ-бутылок
3.5 Пресс-форма
3.6 Фирмы-производители оборудования
3.7 Схема агрегата выдува
3.8 Расчет количества сжатого воздуха, требуемого для выдува бутылок
3.9 Компрессоры для выдува и их виды
Заключение
Литературный обзор
Приложение
Пояснительная записка к чертежам
Введение
полиэтилентерефтолатный тара выдув бутылка
Полиэтилентерефталатная (ПЭТФ) тара появилась относительно недавно, примерно в 70-х годах ХХ века. По некоторым данным, первыми, запатентовавшими бутылку, была компания «DuPont», это произошло в 1977 году. В настоящее же время, ПЭТФ-тара активно используется в различных отраслях, начиная с пищевой промышленности, заканчивая упаковкой бытовой химии.
Отличительные черты полиэтилентерефтолатной тары, это ее прозрачность, легкость, прочность. Она может иметь самые различные и изысканные формы, от самых простейших, то самых сложных. Оборудование по производству тары из полиэтилентерефталата не занимает большие площади и не требует больших капитальных вложений. Пластиковая тара теснит другие виды упаковки. Использование ПЭТФ-тары рентабельное производство. Для производства достаточно купить оборудование для выдува и преформы – заготовка для выдува бутылок, которые не занимают много места при хранении.
На нашем же рынке, ПЭТФ появился довольно поздно, примерно в начале 90-х годов ХХ века, но уже занимает лидирующие позиции в производстве упаковки. ПЭТФ-бутылки дешевле, чем другие виды упаковке, в среднем на 10-20%. Все больше продуктов упаковывается в ПЭТФ-тару.
1.
Физические свойства ПЭТФ
Основные характеристики полиэтилентерефталата <1>:
- Плотность аморфного полиэтилентерефталата: 1,33 г/см3
.
- Плотность кристаллического полиэтилентерефталата: 1,45 г/см3
.
- Плотность аморфно-кристаллического полиэтилентерефталата: 1,38-1,40 г/см3
.
- Коэффициент теплового расширения (расплав): 6,55·10-4
.
- Теплопроводность: 0,14 Вт/(м·К).
- Сжимаемость (расплав): 99·106
Мпа.
- Диэлектрическая постоянная при 23 °С и 1 кГц: 3,25.
- Тангенс угла диэлектрических потерь при 1 Мгц: 0,013-0,015.
- Относительное удлинение при разрыве:12-55%.
- Температура стеклования аморфного полиэтилентерефталата: 67°С.
- Температура стеклования кристаллического полиэтилентерефталата: 81 °С.
- Температура плавления: 250-265 °С.
- Температура разложения: 350 °С.
- Показатель преломления (линия Na) аморфного полиэтилентерефталата: 1,576.
- Показатель преломления (линия Na) кристаллического полиэтилентерефталата: 1,640.
- Предел прочности при растяжении: 172 МПа.
- Модуль упругости при растяжении: 1,41·104
Мпа.
- Влагопоглощение: 0,3%.
- Допустимая остаточная влага: 0,02%.
- Морозостойкость: до -60 °С.
Полиэтилентерефталат обладает высокой механической прочностью и ударостойкостью, устойчивостью к истиранию и многократным деформациям при растяжении и изгибе и сохраняет свои высокие ударостойкие и прочностные характеристики в рабочем диапазоне температур от -40 °С до +60 °С, но для долгосрочного применения на улице этому материалу необходима защита от ультрафиолетового излучения. ПЭТФ отличается низким коэффициентом трения и низкой гигроскопичностью. Общий диапазон рабочих температур изделий из полиэтилентерефталата от -60 до 170 °C.
По внешнему виду и по светопропусканию (90%) листы из ПЭТФ аналогичны прозрачному оргстеклу (акрилу) и поликарбонату. Однако по сравнению с оргстеклом у полиэтилентерефталата ударная прочность в 10 раз больше.
ПЭТФ – хороший диэлектрик, электрические свойства полиэтилентерефталата при температурах до 180°С даже в присутствии влаги изменяются незначительно.
По сопротивляемости агрессивным средам ПЭТФ обладает высокой химической стойкостью к кислотам, щелочам, солям, спиртам, парафинам, минеральным маслам, бензину, жирам, эфиру. Имеет повышенную устойчивость к действию водяного пара. В то же время ПЭТФ растворим в ацетоне, бензоле, толуоле, этилацетате, четыреххлористом углероде, хлороформе, метиленхлориде, метилэтилкетоне и, следовательно, листы ПЭТФ могут так же хорошо склеиваться, как оргстекло, полистирол и поликарбонат.
Полиэтилентерефталат характеризуется отличной пластичностью в холодном и нагретом состоянии. Листы из этого полимера имеют незначительные внутренние напряжения, что делает процесс термоформования простым и высокотехнологичным, предварительная сушка листов не требуется, теплоемкость листов из полиэтилентерефталата меньше, чем у полистирола и оргстекла, поэтому нагрев ПЭТФ-листов до температуры формования требует значительно меньшей тепловой энергии и времени. Все это приводит к экономии электроэнергии и снижению трудоемкости, а, следовательно, к снижению себестоимости изготавливаемой продукции. Поэтому полиэтилентерефталат может быть хорошей заменой прозрачному сплошному поликарбонату в различных сооружениях и конструкциях, так как его стоимость значительно ниже.
Термодеструкция полиэтилентерефталата происходит в температурном диапазоне 290-310 °С. Деструкция происходит статистически вдоль полимерной цепи. Основными летучими продуктами являются терефталевая кислота, уксусный альдегид и монооксид углерода. При 900 °С генерируется большое число разнообразных углеводородов. В основном летучие продукты состоят из диоксида углерода, монооксида углерода и метана.
Для повышения термо-, свето-, огнестойкости, для изменения цвета, фрикционных и других свойств в полиэтилентерефталат вводят различные добавки. Используют также методы химического модифицирования различными дикарбоновыми кислотами и гликолями, которые вводят при синтезе ПЭТФ в реакционную смесь.
2.
Производство ПЭТФ-преформ
ПЭТФ преформа – это заготовка для изготовления ПЭТФ бутылок или банок из полиэтилентерефталата методом выдувного формования. ПЭТФ преформы производятся на специальном оборудовании (инжекционно-литьевая машина (Термопластавтомат) плюс дополнительное оборудование для подготовки полимерного сырья) методом литья под давлением. Сырьём для производства преформ служит полиэтилентерефталат (ПЭТФ – русское сокращение, РЕТ – английское сокращение). В России, в настоящее время, более 10 предприятий занимаются производством ПЭТФ-преформ, крупнейшими из них являются «Европласт», «Мастер Групп », «РЕТАЛ», «Интера-Цериус», «Мега-Пласт».
Потребительские свойства преформ, определяются не только качеством сырья, но и характеристиками используемого оборудования.
Оборудование для производства преформ условно делится на 2 категории: основное и вспомогательное. Основное – литьевая машина с литьевой пресс-формой для литья под давлением. Вспомогательное – бункерное хранилище гранулянта, пневмотранспорт, установка для сушки гранулянта, охладитель оборудования, осушитель воздуха, компрессор.
2.1 Оборудование и его назначение
В процессе изготовления преформ, шнек экструдера литьевой машины выполняет функции пластицирующего и дозирующего устройства. При предварительной пластикации червяк перемещает гранулянт из бункера в переднюю часть нагревательного цилиндра – в зону дозирования. Материал в цилиндре перемещается из-за разности сил трения на его стенке и на витке червяка. В зависимости от его агрегатного состояния выделяются 3 функциональные зоны пластикатора:
a) Зона загрузки – материал твердый. Гранулы, уплотняясь, перемещаются в виде эластичной монолитной пробки
b) Зона сжатия (плавления) – материал твердый и в виде расплава. Нарушается монолитность пробки и механическая энергия червяка переходит в тепловую энергию, что приводит к разогреву материала.
c) Зона дозировки (гомогенезации) – материал в виде расплава. Происходит смешивание материала и выравнивания температур.
Далее с помощью плунжера доза расплава впрыскивается в сомкнутую форму и происходит выдержка формы под давлением. После этого одновременно происходит выдержка изделия без давления и подготовка новой дозы.
В отличае от изготовления конечного изделия методом литья под давлением, преформа находится в форме меньше времени и охлаждается не до твердого состояния, а до температуры, близкой к температуре перехода из вязкотекучего состояния в высокоэластическое. Тепло от преформы отводится через ее внешнюю поверхность, которая контактирует с формой.В процессе охлаждения преформы на поверхности может образоваться затвердевший слой полимера, что в дальнейшем будет препятствовать роздуву, что этого не произошло, температура формы поддерживается немного выше температуры затвердения полимера.
Литьевая форма при изготовлении преформ – горячеканальная. Обеспечение оптимальной температуры при литье, происходит благодаря ее формы. Обязательным условием получения качественных преформ, является высокая размерная точность и качество поверхностей прессормы, так как любой дефект поверхности пресс-формы, такие как царапины или раковины, перейдет на пресс-форму, и потом, увеличившись в 10 раз при выдуве, перейдет на бутылку.
2.2 Вспомогательное оборудование и его назначение
Помимо основного оборудования, в изготовлении преформ используется, вспомогательное. Оно играет важную роль поцессе производства. Именно вспомогательное оборудование отвечает за качество изделия.
Пневмотранспортная система решает
2 задачи: 1 – наполнение бункера гранулянтом, 2 – доставка гранулянта от бункера до сушилки. В первом случае сжатый воздух, а во втором – вакуум. Таким образом уменьшается пылеобразование.
Бункерные хранилища
. Средняя вместимость бункера – 80 т. Они имеются практически на всех заводах, занимающихся изготовлением преформ. Их количество зависит от производительности и числа литьевых машин, частоты поставок гранулянта.
Холодильники
используются для охлаждения пресс-формы. Мощность холодильника определяется скоростью работы литьевой машины. Производительность процесса прямо пропорциональна мощности холодильника, так как длительность цикла связана с толщиной стенки преформы, то есть со временем, которое требуется для охлаждения расплава до того состояния, при котором возможно вытолкнуть отливку из формы.
Сушилка
– главное звено вспомогательного оборудования, влияющее на качество конечной продукции. ПЭТФ – это гигроскопичный материал, хорошо впитывающий влагу. Если влагу не удалить из материала, то будет брак конечной продукции в виде образовавшихся пузырей. Чаще всего, не достаточная сушка материала приводит к снижению вязкости и повышенному выделению ацетальдегида, что вызовет помутнее материала. Рекомендуется сушить ПЭТФ не менее 5 часов, при температуре 160-1700
С.
Компрессор
служит для питания механизмов машины сжатым воздухом. Рекомендуемое давление – 10 бар. Воздух должен быть хорошо отфильтрован и высушен.
Осушитель воздуха
необходим для минимизации енготивного влияния влажности воздуха. Необходимя температура воды в системе охлаждения составляет 70
С. При этом, если точка росы воздуха, окружающего пресс форму, выше данной температуры, может происходить конденсация влаги на холодных поверхностях пресс-формы, что може привести к дефектам преформы, а это не допустимо. Существуют 2 способа борьбы: первый – повышение температуры охлаждающей жидкости, но это повлечет за собой снижение производительности, второй – осушать воздух в цеху или в локальном объеме, окружающем пресс-форму.
2.3 Характеристики и разновидности ПЭТФ-преформ.
Ассортимент выпускаемых сейчас ПЭТФ-преформ чрезвычайно велик.
Преформы можно классифицировать по следующим признакам:
- В зависимости от сферы потребления преформы могут быть предназначены для выдува бутылок под:
- безалкогольные газированные напитки и минеральные воды
- питьевые негазированные воды
- соки и сокосодержащие напитки
- молоко и кисло
- молочные изделия
- пиво и слабоалкогольные напитки
- алкогольные напитки (вино, водка)
- холодный чай/кофе
- растительное масло
- В зависимости от емкости бутылки преформы могут различаться по весу.
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Стандартное соотношение между весом преформы и емкостью получаемой бутылки
| Вес преформы, граммы |
Емкость бутылки, литры |
| 20 |
0,33 |
| 23 |
0,5 |
| 26 |
0,7 |
| 38 – 39 |
1 |
| 42 – 44 |
1,5 |
| 48 |
2 |
| 87 |
3 – 5 |
| 710 – 770 |
19 |
Масса выбираемой преформы в первую очередь регламентируется объемом формуемой бутылки и требованиями к прочностным и барьерным характеристикам ее стенок. Совершенно очевидно, что при фиксированном весе преформы толщина стенки бутылки будет тем больше, чем меньше ее объем, и наоборот. В зависимости от степени насыщения содержимого бутылки углекислым газом, процент содержания которого в газированных напитках колеблется от 2 до 10 г на 1л, толщину стенок бутылок увеличивают от 0,25мм (для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения) до 0,36-0.38мм (для сильногазированных напитков). Для выдува 2-х литровой бутылки для сильногазированных напитков необходима преформа массой не 48, а 52г
- По своей конфигурации преформы делятся на 3 группы:
- универсальные
- толстостенные
- укороченные
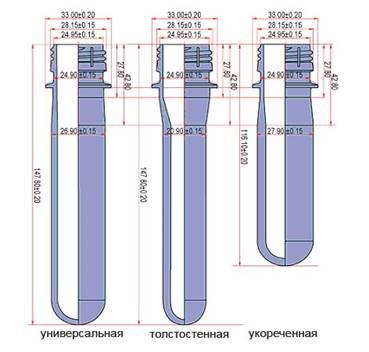
Универсальная преформа
наиболее распространена. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки – 3мм.
Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. А прогреть ее бывает тем легче, чем меньше толщина ее стенки. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы до менее чем 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа
(с толщиной стенки до 4,5мм) в изготовлении технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
С укороченными преформами
дело обстоит еще хуже. Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40бар. Получить качественную бутылку из таких преформ на можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
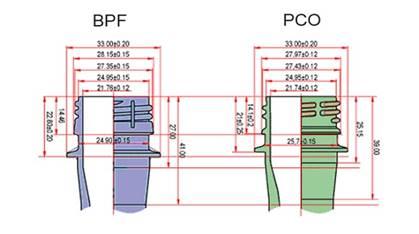
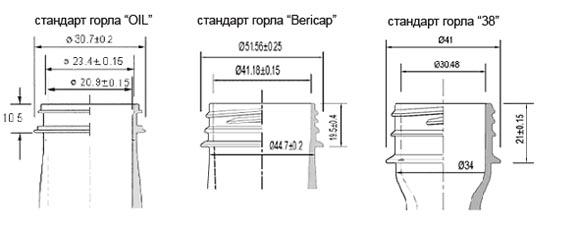
- В зависимости от конфигурации горла различают преформы/бутылки со стандартом:
- BPF/PCO (для газированных напитков и минеральной воды, пива)
- Oil (для растительного масла)
- Bericap (для напитков, воды)
- «38» (для соков, молочной продукции)
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
Стандарт BPF получил наибольшее распространение в северной части Европы, в том числе в восточной ее части и в странах бывшего СССР; PCO – в США. Британская Федерация Пластика – организация, в обязанности которой входит разработка и утверждение тех или иных стандартов, касающихся пластмассовых изделий, в том числе и упаковки. Так в Европе стандарт BPF получил большее распространение, нежели чем PCO. Оба этих стандарта выполняют важную функцию – газоудержание. С точки зрения уровня газоудержания оба стандарта практически идентичны. Но преимущество стандарта PCO состоит в том, что он легче BPF. Экономия ПЭТ при переходе с BPF на PCO составляет от 1 до 2 грамм.
Вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыты готовой продукции, с учетом технических особенностей используемого оборудования.
Схемы остальных конфигураций преформ представлены в таблице:
3.
Изготовление ПЭТФ-бутылок
Технологический процесс изготовления бутылок может быть одно- и двухстадийным. В первом случае бутылка изготавливается непосредственно из ПЭТ-гранулята. Во втором, и он более распространенный, на первой стадии из сырья делается преформа, а уже непосредственно на предприятиях розлива из преформ делается бутылка. В любом случае при нагреве заготовки до температур выше температуры стеклования, жесткие связи аморфного состояния полимера ослабеваю и появляется возможность двухосевой ориентации молекулярных цепей путем вытягивания и раздува преформы. Физические и механические свойства получаемой таким образом бутылки зависят не только от толщины стенки сосуда, но также и от равномерности ориентации молекул материала. С увеличением степени растяжения, то есть с увеличением числа ориентированных молекул в аморфной массе, повышается механическая прочность и газонепроницаемость. Но одновременно с этим снижается устойчивость размеров бутылки к воздействию температуры.
Рис. 1 иллюстрирует работу машины при одностадийном способе изготовления бутылок, когда из гранул полиэтилентерефталата методом литья под давлением формируется заготовка, а затем из нее методом растяжения и выдува – бутылка. Оба процесса производятся последовательно в одном агрегате.
Рис.1. Технологические процессы изготовления ПЭТ-бутылок приодностадийном производстве на автоматической линии
Предварительно высушенный ПЭТ-гранулят пластицируется в цилиндре экструдера и впрыскивается в оформляющую полость литьевой формы (1). По окончании инжекционного цикла и выдержки под давлением производится охлаждение заготовки в форме (2). Затем форма открывается, и преформы перемещаются в зону стабилизации температуры (3), где охлаждаются их горловины до состояния потери пластичности. Далее преформы поступают на транспортер выдувной машины и проходят по нагревательному тоннелю (4), где материал преформ (кроме горлышек) нагревается до заданной температуры. Нагретые преформы после стабилизации температуры (5) поступают в пресс-форму. После ее закрытия происходят растягивание заготовки и выдув (6). Пресс-форма охлаждается, а вместе с ней охлаждается и изделие. После чего пресс-форма открывается, и готовые бутылки перемещаются в зону выгрузки (7).
Использование данной технологии оправдано на предприятиях с производительностью более 5000 бутылок в час. Во всех остальных случаях применяется двухстадийный процесс изготовления бутылок, когда заготовки и бутылки производятся на разных машинах и в принципе в разное время и в разных местах [4,5].
На рис. 2 показаны функциональная схема и состав оборудования для выдува бутылок из преформ.

Рис.2. Функциональная схема комплекта оборудования для выдува ПЭТ-бутылок из преформ
Станция разогрева
предназначена для придания материалу преформ пластичности, достаточной для формования из них бутылок. Она включает в себя системы нагрева и перемещения. Преформы при разогреве двигаются вдоль ТЭНов и при этом равномерно вращаются. ТЭНы, разнесенные по высоте, образуют зоны управляемого разогрева, что позволяет работать с преформами разной геометрической конфигурации. Температура разогрева регулируется изменением величины приложенного к ТЭНам напряжения. В автоматических линиях станция разогрева компонуется совместно с агрегатом выдува в одном корпусе. В линиях полуавтоматического оборудования станции разогрева представляют собой автономное устройство, в котором загрузка преформ осуществляется вручную. Работник, извлекая для выдува пару прогретых преформ, на их место в освободившиеся ячейки помещает новые преформы [5].
Агрегат выдува предназначен непосредственно для формования бутылок. Он включает в себя кинематическую систему закрытия формы, запечатывания горла и вытягивания преформ, пневматическую систему привода, ресивер и систему воздухоподготовки. Основные операции рабочего цикла агрегата выдува условно показаны на рис. 3.

Рис.3. Основные операции процесса изготовления ПЭТ-бутылок и рабочий цикл агрегата выдува
Агрегат выдува
снабжен сменными пресс-формами для формования бутылок разной вместимости (0,5; 1,0; 1,5;, 2,0л и т.д.) и дизайна [8]. При работе агрегата предварительно разогретая пара преформ помещается в раскрытую пресс-форму. После полного смыкания ее половинок (1) опускаются узлы запечатывания горла (2) и выдвигаются штоки, растягивающие преформы до дна бутылок (3). Вслед за этим в замкнутую полость преформы подается сжатый воздух, и растянутая в продольном направлении преформа раздувается в радиальном направлении, приобретая требуемую форму сосуда (4). Затем все механизмы агрегата возвращаются в исходное положение, а из раскрытой пресс-формы извлекаются готовые бутылки (5). Рабочее давление в пневматической системе агрегата 0,6Мпа.Выдув бутылок осуществляется воздухом под давлением от 1,2 до 4,0Мпа.
Компрессор
обеспечивает агрегат выдува сжатым воздухом. Его производительность, рабочее давление и надежность во многом определяют эффективность работы всей линии. Компрессор поставляется вместе с ресивером – накопителем воздуха. Чем больше его объем, тем меньше вероятность появления перепадов давления при выдуве и тем стабильней работа оборудования. Система подготовки воздуха осуществляет его осушение и фильтрацию перед выдувом бутылок. Это необходимо для соблюдения санитарно-гигиенических требований, предъявляемых к изготавливаемой таре.
Система охлаждения
, входящая в состав комплекта для выдува пластиковых бутылок, чрезвычайно важна. Она обеспечивает в станции разогрева преформ стабилизацию температуры горлышек, а в агрегате выдува- охлаждение пресс-формы. При плохом охлаждении в первом случае появляются бутылки с деформированной резьбой, а во втором- готовые бутылки могут «растечься», то есть потерять нужные очертания и размеры уже при извлечении их из формы. Чтобы этого не произошло, к системе охлаждения подводят проточную воду или подключают специально спроектированный охладитель [5].
Полуавтоматическое оборудование имеет производительность 600-1200 бутылок в час. Загрузка преформ в станцию разогрева, перенос их в пресс-форму извлечение готовой продукции происходит в ручную.
3.1.
Станция разогрева ПЭТФ-преформ СП-8/2
Основными частями станции разогрева преформ (рис. 11.) являются: механизм перемещения преформ, блок нагрева и электронная система управления.
Механизм перемещения преформ обеспечивает поступательное движение заготовок вдоль нагревательных элементов с одновременным их вращением вдоль продольной оси для обеспечения равномерного прогрева. Он включает в себя цепной, замкнутый в горизонтальной плоскости конвейер с 34 шпинделями (гнездами для установки преформ). Конвейер приводится в движение мотор-редуктором. На оси шпинделя закреплена шестерня, при контакте зубцов которой с гребенкой обеспечивается вращение преформы.
Блок нагрева обеспечивает регулируемое повышение температуры воздуха вокруг преформ до величины, при которой материал их приобретает требуемую пластичность. Основными элементами блока нагрева являются 16 ТЭНов, оболочки которых выполнены из кварцевого стекла. ТЭНы установлены вдоль цепного конвейера с двух сторон и разнесены по высоте, образуя восемь зон прогрева преформ. Для локализации горячего воздуха в зоне движения преформ предусмотрены стальные кожухи. Температура воздуха под кожухом измеряется с помощью термопары и отображается на дисплее терморегулятора, установленного на лицевой панели приборного ящика. Чтобы резьбовые части преформ не деформировались от нагрева, вдоль их движения проложена прямоугольная трубка, в полости которой циркулирует охлаждающая жидкость.
Электронная система станции разогрева обеспечивает управление как температурой в зонах разогрева преформ, так и их скоростью при движении. Конструктивно все элементы электронной системы смонтированы в переднем отсеке корпуса станции разогрева и приборном ящике. Все органы управления и регулирования станции разогрева расположены на лицевой панели приборного ящика.
Температура разогрева регулируется изменением величины приложенного к ТЭНам напряжения. Тиристорная схема позволяет менять напряжение от 0 до 220В. Регулирование скорости движения преформ осуществляется с помощью преобразователя частоты. При работе оборудования напряжение, подводимое к ТЭНам, задается оператором по результатам оценки качества разогрева преформ и зависит от температуры внешнего воздуха, размеров и конфигурации преформы, свойств ее материала и заданной производительности- то есть от скорости движения цепного конвейера станции.
Загрузка преформ осуществляется вручную. Она начинается после достижения заданных значений температур зон нагрева, о чем можно судить по показаниям на дисплее терморегулятора (обычно через 10-15 минут после включения). На цепь механизма перемещения преформы устанавливаются парами с одинаковыми интервалами между ними. Перед началом выдува первых - пробных бутылок оператор на ощупь должен убедиться в том, что преформы прогрелись равномерно по высоте и приобрели необходимую для формования пластичность. А визуальный контроль должен быть направлен на недопущение перегрева преформ, выражающегося в локальном или полном помутнении материала.
Подобрав температурные режимы работы станции, осуществляют пробный выдув, после чего оператор увеличивает загрузку конвейера до обеспечения требуемой производительности. По мере извлечения для выдува пары разогретых преформ, на их места в освободившиеся ячейки помещаются новые преформы. Станция разогрева СП-8 имеет производительность 1200 преформ в час, то есть может одна обслуживать два агрегата выдува.
3.2.
Технологический расчет станции разогрева
Станцию разогрева упрощенно можно представить в виде цепного, замкнутого в горизонтальной плоскости конвейера, движущегося со скоростью VК и имеющего Z гнезд для установки преформ. На рис. 4 приведена расчетная схема механизма перемещения преформ.

Рис.4. Расчетная схема механизма перемещения преформы
Часовая производительность преформ П при непрерывном движении механизма определяется по формуле
П = 3600 • Vк
/ d [преформ в час],
где d
- расстояние между шпинделями, м; Vк
– скорость перемещения цепи конвейера, м/с.
Причем скорость Vк
, на практике задаваемая из опыта работы, в инженерных расчетах может быть определена по формуле:
Vк
=Dв
• nв
/ 60000 [м/с]
где Dв
–диаметр ведущей звездочки, мм; nв
–частота вращения ведущей звездочки, об/мин.
Машина однопоточная; тогда, если считать по ротору загрузки, ее часовая производительность составит:
П = 3600 • nр
• Z [преформ в час]
где Z
–количество шпинделей на роторе; nр
– частота вращения ротора загрузки, об/с.
В поточных машинах время технологического цикла нагрева преформ Тн
выражается зависимостью:
Тн
= L / Vср
[сек]
где Vср
–средняя скорость движения преформ, м/с (подбирается опытным путем для каждого конкретного типа и веса преформы); L
-путь, проходимый преформой в машине, м;
L = 2 L1
+ S [м]
где L1
– длина прямого участка конвейера, м; S = πDв
– длина криволинейного участка, м.
Технологический цикл загрузки-выгрузки преформ Тз
равен длительности поворота ротора на угол φ
между позициями загрузки и выгрузки. Длительность технологического цикла может быть найдена из пропорционального соотношения:
Тз
= 60 • φ
/ nр
•360 [сек
]
Длительность рабочего цикла Тр
определится по формуле:
Тр
= Тз
+ Тн
[сек]
3.3.
Аппарат выдува СП-8
Агрегат выдува бутылок представляет собой стационарную установку, все элементы которой смонтированы в одном корпусе [9,10]. Общий вид установки показан на рисунке 9, его устройство на рис. 5. Агрегат включает в себя кинематические системы закрытия формы, запечатывания горла и вытягивания преформ, пневматическую систему привода и систему воздухоподготовки с ресивером.

Рис.5. Внешний вид агрегата выдува бутылок СП-8
На станине 1 агрегата смонтированы следующие механизмы: рычажный механизм перемещения 3 и закрытия половинок пресс-форм 10, приводимый в движение цилиндром 2, подвижно закрепленным на кронштейне 4; устройство 6 для растягивания преформ, состоящее из подвижного штока 7 и механизма его перемещения (цилиндра) 5, устройство 8 для запечатывания горлышек преформ 11, включающее в себя два прижимных цилиндра и герметизаторы 9 с резиновыми кольцами уплотнения.
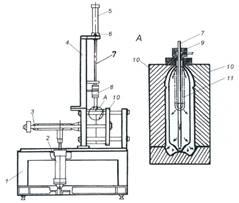
Рис.6. Устройство агрегата выдува бутылок СП-8
1200 станина; 2
- цилиндр; 3
- рычажный механизм перемещения и закрытия половинок пресс-форм; 4
- кронштейн; 5
- механизм перемещения штока; 6
- устройство для растягивания преформ; 7
- подвижный шток; 8
- устройство для запечатывания горлошек преформ; 9
- герметизаторы с резиновыми кольцами уплотнения; 10
- половинки пресс-форм; 11
- преформа
Рабочий цикл выдува показан на рис 3. Напомним, что установка работает следующим образом. Предварительно разогретые преформы устанавливаются в гнезда раскрытой пресс-формы. Затем по команде оператора, подаваемой нажатием кнопок, срабатывает механизм закрытия пресс-формы, после чего- устройство запечатывания горловины и устройство растягивания. В герметично закрытую полость растянутой преформы подается сжатый воздух. В результате этого пластичная масса раздувается в радиальном направлении, приобретая требуемую форму при соприкосновении с металлом охлаждаемой пресс-формы. По завершении операции раздува все механизмы установки возвращаются в исходное состояние. Пресс-форма раскрывается, и работник извлекает готовые бутылки.
3.4.
Правила эксплуатации оборудования для выдува ПЭТФ-бутылок
Подготовка к работе:
Проверить правильность включения полуавтомата к электрической сети, наличие заземления, правильность подключения воду и воздуха. Включить краны системы подачи воздуха и воды, проверить рабочее давление в указанных системах.
Запуск машины нагрева:
o Включить автомат питания на панели управления
o Включить кнопку пуска движения преформ на панели управления
o Установить требуемую скорость движения конвейра
o Включить кнопку управления лампами нагрева
o Установить значения параметров нагрева ламп с помощью потенциометров в левой части панели управления в соответствии с таблицей настройки
o Выдержать 5-6 мин до окончания прогрева и стабилизации температур, установить преформы на конвейер.
Запуск машины выдува:
· Включить автомат питания на панели
· Установить переключение режимов системы управления (в верхнем левом верхнем углу панели управления) в положение «А» (режим автоматический)
· Переключатель ручного управления штоками (в нижнем левом углу панели управления) установить положение «О»
· Установить значение временных параметров не реле времени РВ 1 и РВ 2 (суммарное время выдува, время выхлопа, время задержки)
· После установки разогретых преформ в матрицу нажать и удерживать кнопку «Пуск» до полного смыкания пресс-формы. Готовые бутылки извлекаются после полного открытия пресс-формы
· В случае возникновения аварийной ситуации – нажать кнопку «Стоп»
Остановка машины:
- Прекратить установку пресс-форм и дождаться выдува последней бутылки
- Отключить нагрев ламп термотунеля с помощью соответствующей кнопки «Стоп»
- Отключить напряжение питания агрегата выдува, переключателем
- Перекрыть вентели подачи воды и сжатого воздуха
- Стравить воздух из пневмотической машины с помощью разгрузочного крана, расположенного на задней стенке формирователя
Дать 5-10 минут остыть элементам конструкции термотунеля, отключить движение преформ, затем отключить питание переключателем.
Рабочий цикл выдува:
Установка работает следующим образом. Предварительно разогретые преформы устанавливается в гнезде раскрытой пресс-формы. Затем по команде оператора, подаваемой нажатием кнопок, срабатывает механизм закрытия пресс-формы, после чего устройство запечатывания горловины и устройство растягиания. В герметично закрытую полость растянутоы преформы подается сжатый воздух. В результате этого пластичная масса раздувается в радиальном направлении, приобретая требуемую форму при соприкосновении с металлом охлаждаемой пресс-формы. По завершении операции раздува все механизмы установки возвращаются в исходное состояние. Пресс-форма раскрывается, и работник извлекает готовые бутылки.
При изготовлении ПЭТФ-бутылок выдувным термоформованием возникают некоторые проблемы. Причины брака, дефектов и пути их устранения сведены в таблицу.
3.5.
Пресс-форма
Пресс-форму для выдува ПЭТ-бутылок часто рассматривают как составную часть агрегата выдува. На самом деле этот элемент оборудования является определяющим для конечного результата работы всего комплекса, и по значимости его следует рассматривать отдельно.
Конструкция пресс-форм типа СП-Ф, впускаемых компанией «ПРОДВИЖЕНИЕ» и чаще других используемых в полуавтоматическом оборудовании, показана на рис. 7. Она состоит из монтажных плит, двух полуформ матрицы, внутренняя полость которой соответствует объему и профилю формуемой бутылки, и сменных горловых вставок. Технические характеристики пресс-форм сведены в табл. 1.

Рис.7. Конструкция пресс-формы СП-Ф
Конструктивные особенности пресс-форм СП-Ф:
· Матрица выполнена из легкого и прочного авиационного сплава. Внутренняя поверхность матрицы заполирована до зеркального блеска.
· Конфигурация внутренней полости и фактура поверхности матрицы позволяют формовать бутылки сколь угодно сложной формы.
· Для обеспечения возможности использования преформ, различающихся размерами суппортного кольца и конфигурацией горла, в верхней части пресс-формы предусмотрена сменная вставка с размерами, соответствующими параметрам используемой преформы.
· Для повышения производительности выдува, в донной части пресс-формы и в монтажных плитах предусмотрены каналы жидкостного охлаждения и штуцера подключения шлангов, подводящих охлаждающую жидкость.
3.6 Фирмы-производители оборудования
Производители полуавтоматического оборудования для выдува ПЭТФ-бутылок налажено во многих странах мира. В России первоначально поступило такое оборудование из Польши и Китая. Сейчас иностранные производители покинули российский рынок, уступив место отечественным, основными из которых являются:
- ООО «ПРОДВИЖЕНИЕ», Москва
- ООО «Мастер плюс», Черкесск
- ЗАО «Даки-НИП», Нижний Новгород
- ОАО «МиССП-Совпласт», Кропоткин
- НПЦ «НИТАР», Москва
- ЗАО «Авто-Эльф», Москва
- ОАО «Ростспецмаш», Ростов-на-Дону
В таблице 2 приведены технические характеристики полуавтоматических машин отечественных производителей.
Ряд фирм производят выдувные полуавтоматы специального назначения, ориентированные на выпуск бутылок малых объемов (до 1л) и флаконов, или, наоборот, только крупной тары (то есть бутылей емкостью 5-8 литров)
3.7 Схема агрегата выдува
Все механизмы агрегата выдува приводятся в движение с помощью пневмоцилиндров. Кроме того, сжатый воздух используется непосредственно для формования бутылок. Типовая схема построения пневматической системы полуавтомата выдува приведена на рис.8. Система представляет собой блок воздухоподготовки, тракт выдува и блок пневматического управления механизмами агрегата.
Блок воздухоподготовки включает в себя ручной пневмораспределитель, набор фильтров и редуктор. Задача, решаемая этим блоком, заключается в очистке сжатого воздуха от твердых частиц, влаги и остатков компрессорного масла, а также в распределении потоков воздуха: высокого давления- в тракт выдува бутылок, низкого- в блок управления механизмами агрегата.
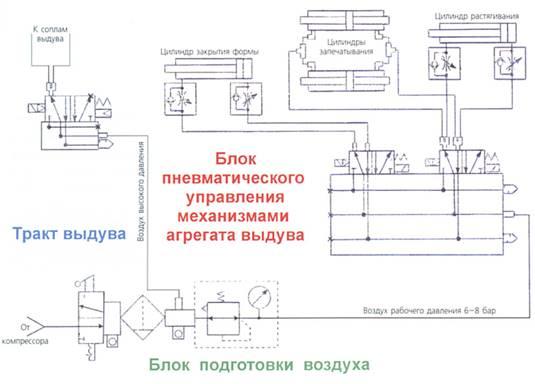
Рис.8. Пневматическая схема агрегата выдува
На вход блока воздухоподготовки подается воздух от компрессора с давлением до 30 бар. Этот воздух проходит через каскад фильтров, состоящий из фильтра грубой очистки (10 мкм) и тонкой очистки (1 мкм). Для осушки воздуха может применяться коалесцентный фильтр, который надежно отсеивает частицы размером от 0,01 мкм. Использование при фильтрации эффекта коалесценции (слияния) капель позволяет практически полностью избавиться от содержащихся в воздухе паров и влаги. [15] В некоторых моделях выдувного оборудования перед фильтрацией воздух проходит через встроенный ресивер небольшого объема (свыше 10 л). Ресивер, снабженный дренажным краном, решает вопросы предварительной фильтрации, работая, по сути дела, в режиме отстойника. Очищенный воздух высокого давления поступает в тракт выдува бутылок. Другая часть воздуха, прошедшая через редуктор, с целью поддержания его рабочего давления на уровне настройки- от 6 до 10 бар, идет на управление механизмами агрегата
Тракт выдува включает в себя пневмораспределитель с электромагнитным управлением и систему соединителей и шлангов для подвода сжатого воздуха к соплам выдува бутылок. При давлении выдува до 16 бар можно использовать пластиковые шланги. При работе с воздухом более высокого давления применяют армированные шланги в металлической оплетке.
Блок управления механизмами машины включает в себя пневмоцилиндр закрытия формы, пневмоцилиндр движения штоков растягивания, два пневмоцилиндра запечатывания горла и пневмораспределители с электромагнитным управлением для запитки этих цилиндров. Цилиндры растягивания и запечатывания могут запитываться одним распределителем (рис.18). При этом временные задержки исполнительных механизмов обеспечиваются соответствующей настройкой дросселей.
3.8 Расчет количества сжатого воздуха, требуемого для выдува бутылок
Для того чтобы правильно выбрать компрессор и систему пневматического питания агрегата выдува, необходимо знать расход потребляемого им воздуха. Эта величина вычисляется исходя из объемного расхода воздуха (м3
/ч), приведенного к нормальным атмосферным условиям (нм3
/ч). Расход сжатого воздуха Qобщ
, м3
/ч, необходимого для работы выдувной машины, определяется из выражения:
Qобщ
=Q1
+Q2
+Q3
+Q4
,
(1)
где Q1
- расход сжатого воздуха, требуемого для смыкания и размыкания пресс-формы; Q2
- расход воздуха, необходимого для запечатывания горлышек преформ; Q3
- расход сжатого воздуха для вытягивания преформ в продольном направлении; Q4
- расход воздуха, необходимого непосредственно для выдува бутылок.
Дано:
Рабочее давление – 0,6 Мпа;
Давление выдува – 1,6 Мпа;
Теоретическая производительность агрегата выдува СП-8 – 600 бутылок в час;
Емкость получаемой бутылки – 1,5 литра;
Диаметр поршня рабочей полости цилиндра – 100 мм;
Диаметр поршня прижимного цилиндра – 50 мм;
Диаметр поршня цилиндра растягивания – 50 мм;
Ход поршня – 500 мм.
Оценочные расчеты потребления сжатого воздуха исполнительными цилиндрами Qц
, нм3
/ч, можно провести по выбранным значениям рабочего давления Рраб
, Мпа, объема рабочей полости пневмоцилиндра Vц
, м3
, или же диаметра его поршня Dц
, м, хода поршня L, м, и числа его ходов за единицу времени N, 1/ч:
Qц
=PVц
N, (2)
(здесь Р=(Ратм
+Рраб
)Ратм
- степень сжатия воздуха, Мпа, Ратм
и Рраб
- атмосферное и рабочее давления, соответственно, Мпа) или:
Vц
=πDц2
L/4, [м3
], (3)
где N
- число ходов поршня за единицу времени, однозначно связанное с производительностью машины (Пт
).
При использовании двухместной пресс-формы число циклов исполнительного цилиндра равняется половине производительности:
N=Пт
/2 (4)
Расход сжатого воздуха Q4
, нм3
/ч, необходимый непосредственно для выдува бутылок, определяется по формуле:
Q4
=Pвыд
Пт
Vбут
/1000 (5)
где Vбут
- емкость выдуваемой бутылки, л.
1. Расчет сжатого воздуха, требуемого для смыкания и размыкания пресс-формы:
Q1
=P*Vц1
*N=7*0,003925*300=4,71(м3
/ч)
Vц
=π* Dц1
2
*L/4=3,14*0,12
*0,5/4=0,003925 (м3
)
N=Пт
/2=
600/2=300(1/ч)
Р=(Ратм
+Рраб
)Ратм
=(1+6)*1=7(атм)
2. Расчет расхода сжатого воздуха, необходимого, для запечатывания горлышек преформ:
Q2
=PVц2
*N=7*0,00098*300=2,06(м3
/ч)
Vц
=π* Dц2
2
*L/4=3,14*0,052
*0,5/4=0,00098 (м3
)
N=Пт
/2=
600/2=300(1/ч)
Р=(Ратм
+Рраб
)Ратм
=(1+6)*1=7(атм)
3. Расчет расхода сжатого воздуха, необходимого для вытягивания преформ в продольном направлении:
Q3
=P*Vц3
*N=7*0,00098*300=2,06 (м3
/ч)
Vц
=π* Dц3
2
*L/4=3,14*0,052
*0,5/4=0,00098 (м3
)
N=Пт
/2=
600/2=300(1/ч)
Р=(Ратм
+Рраб
)Ратм
=(1+6)*1=7(атм)
4. Расчет расхода сжатого воздуха, необходимого непосредственно для выдува бутылок:
Q4
=Pвыд
Пт
Vбут
/1000=16*600*1,5/1000=14,4 (м3
/ч)
5. Расчет расхода сжатого воздуха для работы выдувной машины:
Qобщ
=Q1
+Q2
+Q3
+Q4
=4,71+2,06+2,06+14,4=23,23 (м3
/ч)
Итоговые значения расхода сжатого воздуха Qобщ
, необходимого для работы агрегата выдува, посчитанные для бутылок разного объема при Pраб
=0,6 Мпа и Рвыд
=1,6 Мпа, приведены на рис.9.
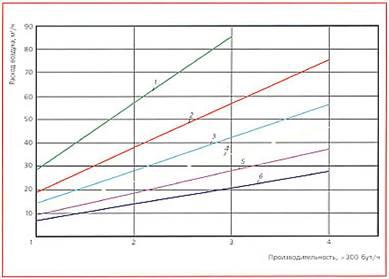
Рис.9. Расход воздуха, потребляемого на выдув ПЭТ-бутылок емкостью:
1
-5,0 л; 2
-3,0 л; 3
-2,0 л; 4
-1,5 л; 5
-1,0 л; 6
-0,5 л
Вычислив суммарный расход воздуха для работы выдувной машины по приведенным выше формулам, можно подбирать компрессор.
3.9
Компрессоры для выдува и их виды
Сжатый воздух, необходимый для агрегата выдува, поступает от компрессора. По принципу действия и основным конструктивным особенностям компрессоры бывают поршневыми, винтовыми, центробежными и осевыми. Выбор типа компрессора зависит от величины рабочего давления и требуемого потребителю расхода воздуха. В настоящее время для выдува бутылок наибольшее распространение получили поршневые и винтовые типы компрессоров.
Поршневой компрессор возвратно-поступательного действия сжимает воздух, поступающий в его рабочий объем через всасывающий клапан. Через напорный клапан воздух подается потребителю. Компрессоры такого действия нашли довольно широкое применение, так как они обеспечивают получение сжатого воздуха в большом диапазоне давления и расхода. Для выдува ПЭТ-бутылок используют двухступенчатые компрессоры поршневого типа.
Винтовые компрессоры имеют два встречно вращающихся вала винтовой формы. При этом винтовые профили, входящие один в другой, уменьшают рабочий объем, из которого сжимаемый воздух вытесняется в пневматическую сеть потребителя.
Основными техническими характеристиками компрессора являются производительность и максимальное давление. Производительность- величина, показывающая, какой объем воздуха может быть сжат за единицу времени. Как правило, в технической документации указывают производительность для нормальных условий (давление атмосферное- 1 атм или 1 бар, температура комнатная- 200
С), которую измеряют в метрах кубических в минуту или час, а также литрах в секунду. Максимальное давление, называемое еще давлением нагнетания, может быть как абсолютным, то есть отсчитываемым от нуля, так и избыточным, в виде добавки к атмосферному. Измеряют его в паскалях (Па), килопаскалях (1 кПа=1000 Па), мегапаскалях (1 Мпа=1000000 Па); барах (1 бар=100 кПа), физических атмосферах (1 атм=1,0133 бар=101,33 кПа), а также технических атмосферах (1 атм=1 кгс/см2
=0,98066 бар=98,066 кПа).
Компрессоры общего назначения с максимальным давлением воздуха 0,6-1,0 Мпа для выдува бутылок не подходят. Давление выдува должно быть не менее 1,2-1,5 Мпа. Производительность компрессора прямо пропорциональна производительности выдувного оборудования и рассчитывается с учетом параметров изготавливаемых изделий.
Немаловажным показателем, характеризующим компрессор, является его привод, а именно мощность электродвигателя, измеряемая в киловаттах (кВт), и частота вращения, измеряемая в оборотах в минуту (об/мин). Для электродвигателя важны величина питающего напряжения и его частота. Для оценочных расчетов полезно запомнить, что на каждый 1 м3
/мин производительности компрессора общего назначения (давление- 7-10 бар) необходимо 7-8 кВт установленной мощности привода.
При работе компрессора высвобождается большое количество тепла, для удаления которого требуется система охлаждения. Охлаждение может быть воздушным или водяным. Для водяного охлаждения необходим подвод оборотной воды.
Для повышения эффективности работы компрессора зазоры между поршнем и цилиндром в поршневом компрессоре и между винтами- в винтовом обычно заполнены маслом. Естественно, какая-то часть масла оказывается и в сжатом воздухе. Для его отделения используют маслоотделители и фильтры. В тех случаях, когда содержание масла в сжатом воздухе должно быть небольшим (менее 0,01 мг/м3
), применяют либо безмасляные (сухие) компрессоры, которые дороже обычных и имеют меньшую надежность, либо дорогие комплекты фильтров высокой степени очистки.
Среди отечественных производителей ПЭТ-бутылок наибольшей популярностью пользуются поршневые компрессоры К-22 (рис.10) и К-20, выпускаемые бежецким заводом «Автоспецоборудование».

Рис.10. Поршневой компрессор К-22
производительность- 0,5 м3
/мин; максимальное давление- 1,6 Мпа; установленная мощность- 7,5 кВт
Все поршневые компрессоры с воздушным охлаждением спроектированы для периодической работы, то есть за рабочим периодом всегда должен следовать период остановки. Только в этом случае поршневой компрессор будет надежно работать долгое время.
Все поршневые компрессоры с воздушным охлаждением спроектированы для периодической работы, то есть за рабочим периодом всегда должен следовать период остановки. Только в этом случае поршневой компрессор будет надежно работать долгое время.
Для эксплуатации на ответственных участках технологического процесса выдува ПЭТ-бутылок рекомендуется использовать компрессорные установки винтового принципа действия, все части которых рассчитаны на длительную работу без обслуживания. У этих компрессоров имеется ряд существенных эксплуатационных преимуществ:
- Габариты винтового блока значительно меньше габаритных размеров механизмов поршневого компрессора.
- Из-за несбалансированности элементов поршневого компрессора (поршень первой ступени всегда крупнее поршня второй ступени) происходят значительные колебания низкой частоты, поэтому поршневой компрессор требует наличия специального фундамента, в то время как винтовые компрессоры работают тихо и фундамента не требуют.
- Колебания низкой частоты, происходящие при работе поршневого компрессора, практически не поглощаются, в то время как винтовые компрессоры издают высокочастотные колебания, которые успешно гасятся шумопоглощающим кожухом, поставляемым в стандартной комплектации. Эти факторы позволяют располагать винтовой компрессор в непосредственной близости от работающих людей. Размещая компрессор вблизи агрегата выдува, можно значительно снизить потери расхода и давления на передачу сжатого воздуха. В таком случае становится возможным использование меньшего рабочего давления на выходе компрессора, что ведет к уменшению потерь при утечках, снижению износа пневмомагистралей и оборудования.
- Винтовые компрессоры не имеют трущихся частей, кроме роликовых подшипников. В поршневых же компрессорах присутствует большое количество трущихся деталей, подверженных значительному износу: подшипники, вкладыши, поршневые кольца, сальниковые уплотнения, клапаны, привод лубрикатора, масляный насос. Соответственно, ресурс работы до капитального ремонта у винтовых компрессоров существенно выше (около 40000 ч).
- У винтового компрессора температура сжатого воздуха на выходе ниже, содержание конденсата меньше, пульсация отсутствует, следовательно, и для подготовки воздуха требуется менее сложное и дорогостоящее оборудование.
Иначе говоря, при одинаковой производительности поршневой компрессор гораздо дешевле, шумит больше, но ремонтируется легче, а винтовой значительно дороже, но работает тише, он надежнее и экономичнее.
Среди отечественных производителей ПЭТ-бутылок, работающих с винтовыми компрессорами, наибольшей популярностью пользуются компрессоры, выпускаемые немецкой фирмой «Renner». Экономичность, компактность, надежность- вот главные требования к компрессорному оборудованию, выдвигаемые этими пользователями. Маслозаполненным винтовым компрессорам серии RS свойственны простая и наглядная конструкция, а также легкий доступ ко всем узлам при обслуживании (рис.11).

Рис.22. Винтовой компрессор RS-7,5:
производительность- 0,63 м3
/мин; максимальное давление- 1,6 Мпа; установленная мощность- 7,5 кВт
Обязательным элементом системы снабжения агрегата выдува сжатым воздухом является ресивер-воздухосборник, обеспечивающий наличие необходимого запаса сжатого воздуха при работе установки и сглаживание пульсаций его давления в моменты выдува. Компрессор К-22 поставляется совместно с ресивером емкостью 250 л. Объем ресивера желательно выбирать исходя из условия: 1 м3
на каждые 2 м3
/мин производительности компрессора.
Заключение
Тара из ПЭТФ широко используется во всем мире для упаковки жидких пищевых продуктов. Неоспоримым достоинством упаковки является относительно низкая стоимость, прозрачность, легкость и прочность. ПЭТФ может приобретать самые сложные конфигураеции и отличается высокой герметичностью. Сейчас бутылки из ПЭТФ занимают лидирующие позиции среди упаковок.
Развивающийся рынок жидких продуктов и возникновение крупных производителей напитков и воды на наше рынке стимулирует потребность в оборудовании по изготовлению ПЭТФ-тары. В начале формирования рынка оборудования для выдува и розлива, основной упор делался на полуавтоматы, но можно с уверенностью сказать, что они не утратили свою актуальность и по сей день.
Площади, необходимые для размещения оборудования относительно невелики, а затраты на него сравнительно невысоки.
Все это делает такой вид оборудования привлекательным для маленьки предприятий, которые заполняют наш рынок.
Литературный обзор:
1. Любешкина Е., Аксенова Т. Полиэтилентерефталат, свойства и применение //Пакет. -2000, -№1. –С.19-28.
2. Добрынин А. ПЭТ-гранулят, производство ПЭТ-преформ //Пивное дело. -2001, -№2. –С.16-29.
3. Петляков Г. ПЭТ-преформа: 42 или 40 – что лучше? //Веко о напитках. -2002, -№6. –С.30-32.
4. Трунов В.А., Зайчик Ц.Р. Специальное оборудование для производства ПЭТ-бутылок //Пищевая промышленность.-2000,-№9.-С.2-5.
5. Трунов В.А. Новое оборудование для линий розлива пищевой продукции // Пищевая промышленность. -2000, -№2. –С.30-32.
6. Зайчик Ц.Р., Трунов В.А. Упаковывание тихих напитков в бутылки. – М.: ДеЛи, 2000. -206 с.
7. Петляков Г.Я. Секреты качества ПЭТ-бутылки в оптимальных режимах разогрева преформы //Пакиндустрия.-1998,-август-С.22-23.
8. Петляков Г., Редько А. Техника и технология производства ПЭТ-тары и розлива жидкостей //Индустрия упаковки.-2000, №2.-С.22-25.
9. Угольников С., Петляков Г. Полуавтоматическое оборудование для выдува ПЭТ-бутылок // Тара и упаковка. -1998, -№1. –С.46-48.
10. Патент на изобретение №2129957 по заявке 98115130 от 17.08.98// Петляков Г.Я.// Установка для изготовления пустотелых изделий.
11. Петляков Г. Российский рынок оборудования для выдува ПЭТ-бутылок //Веко о напитках. -2002, -№3. –С.19-24.
12. Деркач Я. Современные технологии и оборудование для производства тары и упаковки из полиэтилентерефталата // Тара и упаковка. -2003, -№3. –С.12-25.
13. Петляков Г. О реалиях и путях развития выдувного оборудования в России рассказывает производитель // Пакет. -2002, -№5. –С.22-23.
14. Патент на изобретение №2140853 по заявке 99106902 от 13.04.99// Угольников С.А., Петляков Г.Я., Белов С.А.// Установка для изготовления пустотелых изделий.
15. Погорелов Б.В., Коалесцентная осушка воздуха- обеспечение долговечности работы пневматики //Индустрия напитков. -2004, -№2. –С.34-35.
16. Пневматика для автоматизации //Главный каталог «Festo Pnevmatic».
Приложение:
Таблица 1.
Технические характеристики пресс-формы СП-Ф8/2
| Характеристика |
Назначение выдуваемой бутылки |
| Газированные напитки |
Масло |
_ихи напитки |
Косметика и детергенты |
Многолитровые емкости |
| Количество выдуваемых за цикл бутылок |
2 |
1 |
| Межосевое расстояние, мм |
130 |
- |
| объем, л |
0,2-3,0 |
До 8,0 |
| максимальная высота, мм |
350 |
340 |
| Тип горла (сменные вставки) |
BPF-28 PCO |
BPF-28 набивная |
BPF-28 PCO |
BPF-28 PCO
DIN-28/410
|
MTE-38
MTE-43
|
| Охлаждение пресс-формы |
Жидкостное |
| Габаритные размеры (ДхШхВ), мм, не более |
170 х 300 х 450 |
260 х 250 х 360 |
| Масса, кг, при объеме бутылки: |
| 0,3 л |
35 |
- |
| 2,0 л |
55 |
- |
| 5,0 л |
- |
75 |
Таблица 2
Технические характеристики полуавтоматических машин различных марок для выдува ПЭТ-бутылок
| Характеристика
|
СП-8
|
ПВ-700
|
ПВБ-700
|
ПВ-700
|
ПАВ-600
|
| Производительность, бут/ч, по бутылкам вместимостью 1,5 л |
600 |
700 |
800 |
700 |
600 |
| Объем выдуваемых бутылок,л |
0,25-2,0 |
0,25-2,0 |
0,25-2,0 |
0,1-2,0 |
0,2-2,0 |
| Установленная мощность, кВт |
15,6 |
20 |
12 |
11,5 |
15 |
| Расход воды на охлаждение, м3
/ч |
0,3 |
0,5-0,8 |
0,5 |
0,6 |
0,7-1,0 |
| Давление воздуха при выдуве, Мпа |
1,6-2,5 |
1,6-3,0 |
1,5 |
1,5 |
1,6 |
| Расход сжатого воздуха, м3
/ч |
29 |
30-48 |
40 |
24-36 |
30-40 |
| станция нагрева |
1220х 520х 1270 |
1600х 500х 700 |
1200 х 540х 960 |
1035х 630х 1240 |
1160х 480х 1100 |
| агрегат выдува |
1250х 520х 1610 |
1320х 700х 1900 |
1200х 500х 1640 |
1200х 550х 1860 |
1150х 490х 1460 |
| станция нагрева |
260 |
250 |
250 |
265 |
220 |
| агрегат выдува |
445 |
650 |
450 |
430 |
450 |
| Предприятие-изготовитель |
«Продвижение», Москва |
«Даки-НИП», Нижний Новгород |
«Мастерплюс», Черкесск |
«МиССП-Совпласт», Кропоткин |
«НИТАР», Москва |
Таблица 3
Технические характеристики полуавтоматических машин различных марок для выдува ПЭТ-бутылок большой емкости (5,0- 8,0 л
)
| Характеристика
|
СП-8Б
|
ПВ-400
|
ПВБ-400
|
ПВ-300-5
|
ПАВ-350
|
КВН-1
|
| Производительность, бут/ч, по бутылкам вместимостью 1,5 л |
600 |
400 |
400 |
350 |
350 |
500 |
| Объем выдуваемых бутылок,л |
3,0-8,0 |
3,0-5,0 |
3,0-8,0 |
5,0 |
3,0-5,0 |
3,0-5,0 |
| Установленная мощность, кВт |
23 |
20 |
13 |
13 |
15 |
18 |
| Расход воды на охлаждение, м3
/ч |
0,3 |
0,5-0,8 |
0,5 |
0,6 |
0,7-1,0 |
0,8 |
| Давление воздуха при выдуве, Мпа |
1,6-2,5 |
1,6-3,0 |
1,6 |
1,5 |
1,6 |
1,0 |
| Расход сжатого воздуха, м3
/ч |
66 |
30-48 |
42 |
24-36 |
30-50 |
72 |
| Габаритные размеры, мм: |
| станция нагрева |
1220х 520х 1270 |
1600х 500х 700 |
1200 х 540х 960 |
1035х 630х 1240 |
1160х 490х 1100 |
1550х 1400х 680 |
| агрегат выдува |
1700х 730х 1600 |
1320х 700х 1900 |
1440х 500х 1640 |
1350х 550х 1910 |
1150х 490х 1460 |
1660х 1300х 820 |
| Масса, кг: |
| станция нагрева |
260 |
Н/д |
Н/д |
265 |
220 |
250 |
| агрегат выдува |
710 |
1000 |
850 |
430 |
450 |
400 |
| Предприятие-изготовитель |
«Продвижение», Москва |
«Даки-НИП», Нижний Новгород |
«Мастерплюс», Черкесск |
«МиССП-Совпласт», Кропоткин |
«НИТАР», Москва |
«Авто-Эльф», Москва |
Таблица 4
Возможные неисправности и их устранение.
| Проблема |
причина |
Действия по устранению |
| Разрыв бутылок при выдуве |
Низкое качество преформ |
Сменить преформы |
| Неравномерное распределение массы материала |
Отрегулировать мощность нагрева |
| Неполное смыкание пресс-формы |
Отрегулировать смыкание пресс-формы и угол прогиба кривошипа |
| Слабая прочность на вертикальные нагрузки |
Неравномерное распределение массы материала |
Отрегулировать мощность зон нагрева |
| Низкое качество преформ |
Сменить преформы |
| Вес преформы не соответствует литражу бутылки |
Сменить преформы |
| Мутность на всей бутылке |
Слишком высокая температура преформ |
Снизить температуру нагрева |
| Мутность односторонняя |
Преформа не вращается в тунеле |
Найти и исправить установочную головку |
| Избыток материала на дне |
Слишком высокая температура преформ |
Снизить мощность верхней зоны нагрева |
| Неоптимальный режим выдува |
Повысить давление предвыдува |
| Сделать предвыдув более ранним |
| Смятые шейки бутылки |
Слишком высокая температура резьбовой части преформы |
Проверить систему охлаждения печи и воды |
| Отрегулировать положение радиаторов охлаждения и отражателей |
| Изгиб шейки бутылки |
Нет совмещения оси выдувной головки пресс-формы |
Совместить ось пресс-формы и выдувной головки |
| Вспучивание дна бутылки после выдува |
Недостаточное охлаждение матрицы |
Проверить систему охлаждения, при наличии накипи, прочистить канклы |
| Дефекты бутылки, трудно устраняемые изменением режимоввыдува |
Низкое давление сжатого воздуха |
Проверить давление и расход компрессорной станции, состояние трубопровода |
Загрязнение пресс-форм
|
Проверить и прочистить каналы деаэрации |
Утечка сжатого воздуха
|
Отрегулировать положение выдувных головок |
| Низкое качество преформ |
Сменить преформу |
| Перламутровая бутылка |
Слишком низкая температура преформ |
Повысить мощность зон нагрева |
| Уменьшить скорость движения транспортера |
| Наличие шва на боковой поверхности бутылки |
Негерметичное закрытии пресс-форм |
Отрегулировать смыкание пресс-форм и угол прогиба кривошипа |
| Смещение полу матриц пресс-форм |
Отрегулировать взаимное положение полу матриц, затяжку крепежных болтов |
| Конденсация внутри бутылки |
Слишком низкая температура преформ
|
Выдержать преформы до температуры помещения, в котором установлен аппарат |
| Слишком высокое содержание влаги в сжатом воздухе |
Установить компрессор в сухом помещении. Включать систему воздухоподготовки, осушитель и магистральный фильтр |
| Дефекты поверхности бутылки |
Повреждение пресс-форм |
Сменить или отремонтировать пресс-форму |
| Загрязнение пресс-формы |
Очистить пресс-форму |
| Дефекты пресс-формы |
Сменить преформу |
| Формат |
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примеч. |
| 1 |
Станина |
1 |
| 2 |
Цилиндр |
1 |
| 3 |
Рычажный механизм |
1 |
| перемещения и закрытия |
| половинок пресс-форм |
| 4 |
Кронштейн |
1 |
| 5 |
Механизм перемещения |
1 |
| штоков |
| 6 |
Устройство для |
1 |
| растягивания |
| пресс-форм |
| 7 |
Подвижный шток |
1 |
| 8 |
Устройство для |
1 |
| запечатывания горлышек |
| пресс-форм |
| 9 |
Герметизаторы с |
1 |
| резиновыми кольцами |
| уплотнения |
| 10 |
Половинки пресс-форм |
| 11 |
Пресс-форма |
| Изм |
Лист |
№ докум |
Подп |
Дата |
| Разраб. |
Егорова Е.Н. |
схеме агрегата выдува СП-8 |
Лит |
Лист |
| Провер. |
Ананьев В.В. |
1 |
| Утв. |
| Формат |
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примеч. |
| 1 |
Пресс-форма |
1 |
| 2 |
Преформа |
1 |
| 3 |
Шток |
1 |
| Изм |
Лист |
№ докум |
Подп |
Дата |
| Разраб. |
Егорова Е.Н. |
схема агрегата выдува ПЭТФ бутылок |
Лит |
Лист |
| Провер. |
Ананьев В.В. |
1 |
| Утв. |
|