Введение
Древесина издавна является одним из наиболее распространенных материалов, применяемых в различных отраслях народного хозяйства. Это объясняется тем, что она легко поддается обработке. При небольшом удельном весе древесина обладает сравнительно высокой прочностью, малыми теплопроводностью, звукопроводностью и другими положительными качествами.
Деревообрабатывающая промышленность чрезвычайно многообразна, но в этом многообразии производств ведущее место занимает лесопиление. Продукция лесопильного производства – пиломатериалы используются или непосредственно, или как сырье и полуфабрикаты (доски, брусья, бруски и т.п.) на самых различных предприятиях нашей страны.
Общая площадь Вологодской области составляет 145,7 тыс. км, из них леса занимают 117 тыс. км2
с общим запасом древесины 1,6 млрд. кубометров, в том числе эксплуатационный фонд составляет 649 млн. кубометров, из них хвойных пород – 318 млн. кубометров. Ежегодная расчетная лесосека – 19,5 млн. кубометров.
Лесной комплекс области представляют более 200 предприятий с общей численностью около 50 тыс. человек, в него входят лесохозяйственные, лесозаготовительные, деревообрабатывающие, целлюлозно-бумажные и мебельные предприятия.
Предприятиями лесопромышленного комплекса производится свыше 100 наименований лесобумажной продукции. Это – лесоматериалы, пиломатериалы, столярные изделия, бумага, целлюлоза, фанера, древесноволокнистые и древесностружечные плиты, обои, спички, мебель, жилые и садовые дома, различная лесохимическая продукция и другие товары народного потребления. Вологодская область является одним из крупнейших в России поставщиков лесопродукции.
Разнообразие оборудования и режущего инструментов деревообрабатывающих предприятий объясняется большим числом методов механической обработки древесины и древесных материалов, применяемых при изготовлении продукции.
Обработка древесины и древесных материалов резанием занимает ведущее место в деревообрабатывающих предприятиях, она является наиболее сложной и дорогостоящей частью процесса производства изделий из древесины.
Современные деревообрабатывающие станки являются сложными технологическими машинами, в их состав входят механизмы резания, подачи, базирования, настройки и регулирования, загрузки и разгрузки заготовок.
Многообразие технологических операций, выполняемых деревообрабатывающими станками, полуавтоматами, автоматами и станочными линиями, предопределяет разнообразие и дереворежущих инструментов, используемых в деревообрабатывающих производствах.
Новые экономические условия третьего тысячелетия, в свою очередь, требуют сегодня от нас и внедрения новой техники, и применение новых технологий в области деревообработки, в виду изменившегося характера производства. Как результат, в данный момент нам необходимы и новые подходы в области лесного станкостроения, потому что со всей остротой стоит вопрос о повышении производительности деревообрабатывающих машин, добиваясь при этом повышения показателей характеризующих качество выпускаемой продукции. Это приводит к потребности лесного станкостроения в высококвалифицированных специалистах, имеющих те знания и те навыки, которые позволяют им принимать вполне адекватные решения для достижения поставленных целей.
В предлагаемой работе разработана конструкция торцовочного станка модели Т1 для производства заготовок из древесины.
1. Состояние вопроса, анализ литературных источников, цель и задачи проекта
Главные задачи лесопильной и деревообрабатывающей промышленности – это повышение производительности труда за счет внедрения прогрессивной технологии и комплекса технических средств на всех стадиях производства; повышение комплексного использования пиловочного сырья путем применения рациональных технологий раскроя, сокращения потерь древесины при транспортировке и хранении, использование отходов лесопиления на технологические цели и частично в качестве топлива; улучшение качественной структуры и повышение качества продукции путем увеличений объема выпуска сухих, обрезных, строганых пиломатериалов и заготовок целевого назначения, организации производства новых видов пилопродукции с улучшенными потребительскими свойствами. Одно из основных направлений развития лесопиления – повышение технического уровня производства путем внедрения прогрессивной технологии и новых видов высокопроизводительного оборудования.
В настоящее время на деревообрабатывающих предприятиях ведущее место занимает обработка древесины и древесных материалов резанием. Она является наиболее сложной и дорогостоящей частью процесса производства изделий из древесины.
Современные деревообрабатывающие станки являются сложными технологическими машинами, в их состав входят механизмы резания, подачи, базирования, настройки и регулирования, загрузки и разгрузки заготовок. Многообразие технологических операций, выполняемых деревообрабатывающими станками, полуавтоматами, автоматами и станочными линиями, предопределяет разнообразие и дереворежущих инструментов, используемых в деревообрабатывающем производстве.
Одним из основных видов резания древесины является пиление. Это операция деления древесины на части многорезцовыми зубчатыми инструментами – пилами, которые способны удалять из бревна или заготовки слой древесины, превращая ее в стружку. Существует три основных вида пил – рамные, ленточные и дисковые. Ленточные пилы представляют собой стальную бесконечную (в виде кольца) полосу с зубьями на одной (реже двух) кромке. У всех пил зубья расположены на полотне, которое, кроме того, имеет присоединительные конструктивные элементы: концы у рамных пил и отверстие у дисковых, служащие для связи с рабочим органом станка и создания в пиле определенного напряженного состояния. Ленточная пила располагается в станке на двух шкивах.
Важнейший размер пилы – толщина ее полотна. Толщина рамных пил S=1,6–2,5 мм при длине полотна L=100–1950 мм, для дисковых пил S=1–5 мм при диаметре D=125–1600 мм и для ленточных S=0,6–2,2 мм при длине, определяемой размерами шкивов станка и расстоянием между ними.
При пилении всегда возникают силы, нормальные к боковой поверхности полотна пилы. Эти силы уравновешиваются внутренними силами упругости полотна пилы, возникающими при поперечной его деформации. При постоянной величине деформации упругие силы тем больше, чем толще полотно и меньше свободная длина рамных и ленточных и диаметр дисковых пил. Утолщение полотна приводит к большому отходу древесины в стружку, поэтому поперечную жесткость пилы увеличивают продольным растяжением внешними силами (полотна рамных и ленточных пил) или центробежными силами инерции (полотна дисковых пил), а также организацией предварительного напряженного состояния полотна или диска вальцовкой и проковкой. Теория и практика пиления установили указанные величины толщины пил в зависимости от длины полотна и диаметра диска.
Зубья пилы – резцы. При пилении работают три режущих кромки, причем зубья пилы не только срезают стружку, но и транспортируют ее из закрытого пропила. В этом сложность резания при пилении. Между зубьями пилы располагаются впадины, заполняемые стружками по мере движения зуба в древесине. В некоторых станках от полезной емкости впадины зависит производительность пилы. Форма (конструкция) зубьев различна при разных видах пиления.
Совершенствование конструкции пил, инструментов и деревообрабатывающих станков ведет к повышению качества пиления, то есть качества поверхности пропила, приближая его к качеству поверхности резания. Решение этой задачи позволит использовать пилы для конечного формирования заготовок и деталей. На лесопильных рамах распиливаются сырые бревна. Получаемые на них доски при сушке меняют форму и размеры, поэтому конечное формирование заготовок и деталей в подобном случае невозможно. Дисковые пилы широко используются для раскроя сухих досок на заготовки. В этом случае пиление должно быть усовершенствовано в такой степени, при которой получаемая после пиления поверхность не требует дополнительной обработки. Значительную роль играет правильное соотношение диаметра пилы и размера заготовки, а также их относительное положение.
Пилы – пока единственный инструмент, являющийся делителем бревна на доски и досок на заготовки и детали. Они далеки от совершенства, и в то же время у них есть качество, делающее их способными выдержать конкуренцию других возможных делителей древесины. Это качество заключается в малой поперечной силе, с которой древесина действует при пилении на пилу, потому что незначительна сумма боковых поверхностей зубьев, скользящих по плоскости пропила.
Существует два вида пиления древесины – продольное и поперечное пиление (торцевание). Для торцевания чаще всего используются дисковые пилы – дереворежущий инструмент высокой производительности, которая определяется большой скоростью резания. Диаметр дисковых пил в зависимости от их назначения изменяется от 125 до 1600 мм. Число зубьев пилы равно z= 26–72, шаг их t= 10–65 мм, толщина полотна S= 1–5 мм. Прочность диска допускает повышение скорости резания до 200–250 м/с. В действительности V=100–120 м/с. Скорость подачи возрастает с развитием механизации и автоматизации операций по загрузке станков заготовками, приему их и передаче в следующий по потоку станок.
Дисковые пилы при поперечном пилении бревен, досок, заготовок на короткие части образуют торцовые поверхности. Если при продольной распиловке поток заготовок в станок непрерывный, при поперечном пилении – прерывный. В круглопильных станках при поперечной распиловке скорость подачи в некоторых случаях переменна и по величине, и по направлению. Изменение скорости подачи связывается с изменением высоты пропила при надвигании доски на пилу или пилы на доску.
Размеры пил при поперечной распиловке зависят от размеров распиливаемых заготовок и близки к размерам пил для продольной распиловки. Менее жесткие требования предъявляются только к толщине полотна. Это объясняется тем, что отход древесины в стружку (опилки) при поперечном распиливании незначителен по сравнению с отходом при продольной распиловке.
Поверхность пропила, образуемая при поперечной распиловке, и торцовая поверхность детали в большинстве случаев не являются конструкционными, так как при торцевании древесина оказывает наибольшее сопротивление, что влияет она качество поверхности. Отношение к торцовой поверхности меняется в связи с целесообразностью и необходимостью сращивать короткие отрезки заготовок в длинные доски и бруски. Это сращивание возможно при соответствующей структуре поверхности, получаемой при пилении. Торцовая поверхность не удовлетворяет в полной мере требованиям к склеиваемым поверхностям. Совершенствование поперечного резания должно привести к получению такой торцовой поверхности, которая может быть склеена с любой другой поверхностью заготовки при достаточной прочности клеевого шва.
Для поперечного раскроя пиломатериалов в лесопильном производстве применяются одно- и многопильные торцовочные станки. Однопильные торцовочные станки выпускаются четырех вдов: с неподвижным суппортом, маятниковые, балансирные и с прямолинейным перемещением плиты (суппортные). К многопильным торцовочным станкам относятся многопильные торцовочные агрегаты: триммеры и слешеры. Примерами многопильных торцовочных станков могут служить Ц27К, ЦЗТ-2М, однопильных – ЦКБ-5, ЦМЭ-3, ЦПА-2, ТС-1, ЦКБ-40.
Торцовочный 27-пильный агрегат Ц27К предназначен для торцовки и одновременно для поперечного раскроя досок на стандартные размеры по длине (при градации через 250 мм) с вырезкой дефектных мест.
Агрегат состоит из следующих основных узлов: станины, пильных головок, конвейера подачи, привода конвейера, командноаппарата, привода рольганга и электрооборудования. В агрегате установлены 27 пил, каждая из которых может подниматься и опускаться на проходящую под ней доску независимо от других пил по команде оператора с пульта управления. Пильные головки приводятся в движение через цепные передачи от общего приводного вала, смонтированного на станине.
Технические характеристики агрегата Ц27К приведены в табл. 1.1.
Таблица 1.1. Технические характеристики агрегата Ц27К
| Наименование параметра
|
Значение
|
Размеры обрабатываемых досок, мм:
длина
ширина
толщина
Количество пил, шт.
Диаметр пил, мм
Частота вращения пилы, мин-1
Производительность досок, шт./мин
|
3000–6500
80–300
13–100
27
600
2080
30–40
|
Торцовочная установка ЦЗТ-2М оборудована транспортером с шестью цепями, двумя рольгангами, рольгангом мерных упоров и тремя пилами с отдельными электродвигателями. Обрабатываемый материал подается на пилы транспортером, шесть цепей которого приводятся в движение от отдельного трехскоростного электродвигателя через редуктор и цепную передачу. Пилы установлены непосредственно на валах специальных электродвигателей. Первая по ходу транспортера пила торцует комлевый конец доски, а две другие, расположенные за рольгангами, торцуют вершинный конец и вырезают дефектные места.
Технические характеристики установки ЦЗТ-2М приведены в табл. 1.2.
Таблица 1.2. Технические характеристики установки ЦЗТ-2М
| Наименование параметра
|
Значение
|
Размеры обрабатываемых досок, мм:
длина
ширина
толщина
Количество пил, шт.
Диаметр пил, мм
Частота вращения пилы, мин-1
Окружная скорость пилы, м/с
|
3000–7000
60–300
12–100
3
500
2930
76
|
Торцовочный станок ЦКБ-5 предназначен для поперечного распиливания досок, горбылей, брусков, реек. Станок состоит из станины, пильного вала и гидропривода подъема пилы. Пильный вал станка вращается в шарикоподшипниках, установленных в гнездах чугунной рамы станины. Пильный вал приводится во вращательное движение через ременную передачу от электродвигателя, установленного на чугунной плите. Плита поднимается нажатием ноги на педаль механизма гидросистемы, в которой через систему рычагов поворачивается заслонка цилиндра на определенный угол для прохода жидкости под плунжер, и одновременно включается электродвигатель.
Технические характеристики станка ЦКБ-5 приведены в табл. 1.3.
Таблица 1.3. Технические характеристики станка ЦКБ-5
| Наименование параметра
|
Значение
|
Наибольшая ширина распиливаемого материала, мм
Наибольшая высота пропила, мм
Наибольший диаметр пилы, мм
Частота вращения пилы, мин-1
Скорость резания, м/с
Наибольшая скорость движения суппорта, м/мин
|
350
150
700
1637
60
20–24
|
Торцовочный станок ЦПА-2 с прямолинейным движением пилы и автоматической подачей состоит из станины, в головной части которой вертикально перемещается и поворачивается цилиндрическая направляющая колонна, на которой напрессован корпус.
В корпусе смонтировано 12 подшипников, которые служат направляющими для горизонтального суппорта. В головной части суппорта находится электродвигатель, на валу которого установлена пила.
Технические характеристики станка ЦПА-2 приведены в табл. 1.4.
Таблица 1.4. Технические характеристики станка ЦПА-2
| Наименование параметра
|
Значение
|
Наибольшая ширина распиливаемого материала, мм
Наибольшая высота пропила, мм
Наибольший диаметр пилы, мм
Частота вращения пилы, мин-1
Скорость резания, м/с
Наибольшее число двойных ходов
|
500
100
400
1910
62
35
|
Проектируемый торцовочный станок Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. При обработке заготовок столь малых размеров на типовых деревообрабатывающих станках происходит перерасход электроэнергии, мощности. Торцовочный станок модели Т1 отличается несложной конструкцией, небольшими габаритами (см. чертеж ДП. 151001.10.23.113.02.00.000), малой мощностью, простотой в управлении и безопасностью в работе. Это однопильный станок. Его уникальность заключается в возможности перемещения каретки стола, на котором располагается заготовка, а также в наличии системы упоров, ограничивающих ход каретки и служащих для фиксации заготовок на столе. Станок снабжен двухкнопочной системой управления, что исключает возможность попадания рук рабочего в зону пиления.
Целью дипломного проекта является разработка конструкции торцовочного станка модели Т1. Для осуществления заданной цели необходимо решить следующие задачи:
– разработать общую компоновку станка;
– разработать конструкцию узлов станка;
– рассчитать и спроектировать привод пилы.
2. Конструкторская часть
2.1 Назначение, характеристика и описание работы станка
2.1.1 Назначение и техническая характеристика станка
Торцовочный станок модели Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. Область применения станка – цеха деревообрабатывающих предприятий и цеха небольшой мощности по глубокой переработке древесины.
Техническая характеристика станка приведена в табл. 2.1.
Таблица 2.1. Техническая характеристика станка
| № п/п
|
Наименование параметра
|
Значение
|
| 1 |
Параметры обрабатываемых досок, мм |
| высота в пакете |
90 |
| длина не более |
1500 |
| 2 |
Расчетная производительность, шт./мин |
60 |
| 3 |
Частота вращения шпинделя, мин-1
|
3000 |
| 4 |
Скорость резания, м/с |
60 |
| 5 |
Диаметр пилы, мм |
400 |
| 6 |
Габаритные размеры станка, мм |
| длина |
1000 |
| ширина |
842 |
| высота |
1150 |
| 7 |
Масса станка, кг |
250 |
| Характеристика электрооборудования: |
| 8 |
Род тока питающей сети |
Переменный, трехфазный |
| 9 |
Частота тока, Гц |
50 |
| 10 |
Напряжение, В |
380 |
| 11 |
Количество электродвигателей на станке, шт. |
1 |
| 12 |
Мощность электродвигателя, кВт |
3 |
Станок оборудован двухкнопочным управлением: кнопка включения электродвигателя привода пилы («Пуск»), кнопка выключения электродвигателя привода пилы («Общий стоп»).
2.1.2 Описание работы станка
Пильный вал с пилой получает вращение от электродвигателя через клиноременную передачу и шкивы (см. чертеж ДП.151001.10.23.113.02.00.000). Пила осуществляет только вращательное движение без дополнительного перемещения.
Имеется каретка со столом для подачи материала. Каретка установлена на шарикоподшипниках с возможностью перемещения по направляющим параллельно плоскости пилы. Для ограничения хода каретки служат амортизаторы из резины и упоры, установленные на направляющих.
На столе имеется съемный торцовочный упор, используемый для фиксации обрабатываемых заготовок.
Включение электродвигателя привода пилы и перемещение стола (через микровыключатель) осуществляется одновременно от кнопки «Пуск» станка. В результате движения каретки с закрепленной на столе заготовкой происходит распил материала. Обратное движение каретки осуществляется посредством пружины.
2.1.3 Основные части станка
Основные части станка: рама, каретка со столом, механизм пиления, патрубок.
Рама представляет собой сварную конструкцию из стальных профилей (см. чертеж ДП.151001.10.23.113.02.04.000), на которой крепится электроаппаратура (выключатель, пускатель). Внутри рамы располагается механизм пиления (электродвигатель, установленный на качающейся подмоторной плите, клиноременная передача, шпиндель, пила). Для безопасной работы станка рама с трех сторон закрыта стальными листами. Для доступа к пиле и двигателю имеется дверца-ограждение.
Стол каретки выполнен в виде сварной конструкции из стальных плиты, ограждения, ребер, листов, упоров (см. чертеж ДП.151001.10.23.113.02.01.000).
Механизм пиления подробно рассмотрен в подразделе 2.2.
Элементами безопасности на станке являются: ограждение, закрывающее верхнюю часть пилы; ограждение-кожух (патрубок), закрывающее нижнюю часть пилы и являющееся одновременно стружко- и пылеприемником. Патрубок имеет сварную конструкцию, выполненную из стальных профилей.
Электрооборудование станка выполнено для питания от сети переменного трехфазного тока частотой 50 Гц и напряжением 380 В. Номинальный ток вводного выключателя – 6,3 А. Для привода станка применен трехфазный асинхронный двигатель с короткозамкнутым ротором.
2.2 Расчет и проектирование привода торцовочного станка
2.2.1 Разработка и описание кинематической схемы привода
Кинематическая схема привода показана на рис. 2.1.
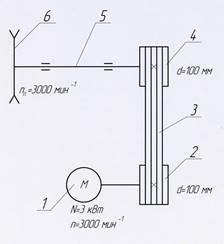
Рис. 2.1 – Кинематическая схема привода
Составные части схемы:
1 – электродвигатель;
2 – шкив ведущий;
3 – клиноременная передача;
4 – шкив ведомый;
5 – пильный вал;
6 – пила.
Вращение передается от электродвигателя через клиноременную передачу, состоящую из ведущего и ведомого шкивов и двух ремней, к пильному валу, на который установлена пила. Пильный вал вращается на двух радиальных подшипниках.
Исходные данные для проектирования:
Мощность на выходном валу привода, кВт 3
Частота вращения шпинделя, мин-1
3000
Диаметр пилы, мм 400
Скорость резания, м/с 60
2.2.2 Энергокинематический расчет привода
Для определения общего К.П.Д. привода необходимо выполнить анализ его кинематической схемы и определить источники потерь мощности при ее передаче от электродвигателя к исполнительному органу рабочей машины. В механических приводах потери мощности возникают во всех видах передач, в подшипниках валов.
Общий К.П.Д. привода определяется по формуле (2.1) [4]:
 , (2.1) , (2.1)
где  - общий К.П.Д. привода; - общий К.П.Д. привода;
 - К.П.Д. клиноременной передачи, = 0,94…0,96; - К.П.Д. клиноременной передачи, = 0,94…0,96;
 – К.П.Д. пары подшипников качения, = 0,99…0,995. – К.П.Д. пары подшипников качения, = 0,99…0,995.
Подставляя значения в формулу (2.1) получаем общий расчетный К.П.Д. привода:

Для выбора электродвигателя определяем требуемую его мощность и частоту вращения.
Требуемая мощность электродвигателя определяется по формуле:
 , кВт, , кВт,
где  - мощность на выходном валу привода, кВт; - мощность на выходном валу привода, кВт;
 кВт кВт
Зная номинальные значения частот вращения валов электродвигателей, различных марок и значение частоты вращения выходного вала, определим возможные значения общего передаточного отношения привода из соотношения (2.2):
 , мин-1
, (2.2) , мин-1
, (2.2)
где  – частота вращения выходного вала привода, мин-1
; – частота вращения выходного вала привода, мин-1
;
 – общее передаточное отношение привода. – общее передаточное отношение привода.
Возможные значения общего передаточного отношения из формулы (2.2) равны:

Общее передаточное отношение ио
согласно схеме равно икл.п
. Выбираем передаточное отношение близкое к единице – ио
= 1.
Следовательно, берем синхронную частоту вращения двигателя равной 3000 мин-1
. Затем выбираем электродвигатель марки 4AH90L2У3 с техническими характеристиками: Р=3 кВт, nдв
=3000 мин-1
.
Получаемая частота вращения вала рабочего органа при использовании выбранного электродвигателя находится по формуле (2.3):
 , мин-1
(2.3) , мин-1
(2.3)
 мин-1 мин-1
Относительная разница в скоростях выходного вала составит:
 , % , %
 < 5% < 5%
Условие выполняется.
Определяем частоты вращения и вращающие моменты на валах:
1) Частота вращения, угловая скорость, мощность и вращающий момент вала электродвигателя.
Частота вращения равна:
пдв
=3000 мин-1
Угловая скорость вала определяется по формуле:
 , рад-1
(2.4) , рад-1
(2.4)
 рад-1 рад-1
Мощность равна:
Nдв
=3 кВт
Вращающий момент на валу определяется по формуле:
 , Н·м (2.5) , Н·м (2.5)
2) Частота вращения, угловая скорость, мощность и вращающий момент пильного вала.
Частота вращения по формуле (2.3) равна:
 мин-1 мин-1
Мощность (резания) на пильном валу с учетом перегрузки двигателя, так как работа повторно-кратковременная определяется по формуле:
 , кВт, , кВт,
где к1
– коэффициент перегрузки, к1
=2.
 кВт кВт
Угловая скорость по формуле (2.4) равна:
 рад-1 рад-1
Вращающий момент на валу определяется согласно формуле (2.5):
 , Н·м , Н·м
 Н·м Н·м
2.2.3 Проектирование клиноременной передачи
Исходные данные для проектирования:
Мощность на ведущем валу Р: 3 кВт
Частота вращения ведущего вала n1
= nдв
: 3000 мин-1
Частота вращения ведомого вала n2
: 3000 мин-1
Расчет проводим по методике, изложенной в [5].
Диаметр ведомого шкива определим по формуле:
 , мм, , мм,
где Т2
– крутящий момент на ведомом валу, Н-м
 мм мм
Из стандартного ряда принимаем D2
=100 мм [4, т. 2].
Передаточное отношение ирем
без учета скольжения определяется по формуле:
 (2.6) (2.6)
Определяем диаметр ведущего шкива D1
по формуле:
 , мм, (2.7) , мм, (2.7)
где ε – коэффициент упругого скольжения, ε = 0,01.
 мм мм
По ГОСТ 1284.3–89 берем ближайшее значение диаметра D1
=100 мм. Уточненное передаточное отношение определяем по формуле (2.7):
Действительная частота вращения пильного вала из формулы (2.6) будет равна:
 , мин-1 , мин-1
 мин-1 мин-1
Находим расхождение с заданной частотой:
 < 5% < 5%
Условие выполняется. Окончательно принимаем D1 = D2
=100 мм. Определяем линейную скорость ремня по формуле:
 , м/с , м/с
 м/с м/с
При этой скорости выбираем клиновой ремень сечением Б [6, т. 2] с площадью поперечного сечения F=138 мм2
, параметры ремня – bр
=14 мм, bo
=17 мм, h=10,5 мм.
Минимальное межосевое расстояние определяем по формуле:
 , мм , мм
 мм мм
Максимальное межосевое расстояние определяем по формуле:
 , мм , мм
 мм мм
Предварительно принимаем арем
= 400 мм. Расчетную длину ремня определяем по формуле:
 , мм , мм
 мм мм
Принимаем по ГОСТ 1284.1–89 стандартное значение Lp
=1400 мм. Действительное межосевое расстояние определяем по формуле:
 , мм , мм
 = 543 мм = 543 мм
Для возможности установки и замены ремней должна быть предусмотрена возможность уменьшения межосевого расстояния на 1%, т.е. примерно на 5,5 мм.
Угол обхвата ремня равен:

Т.к. α ³ 150°, значит, межосевое расстояние оставляем тем же. Частоту пробега ремня определяем по формуле:
 , с-1 , с-1
 с-1 с-1
По ГОСТ 1284.3–89 для D1
=100 mm, Lp
=1400 мм, n=3000 мин-1
номинальная мощность Ро
, передаваемая одним ремнем, равна 2,92 кВт.
Тогда расчетную мощность определим по формуле:
 , кВт, , кВт,
где Са
– коэффициент угла обхвата, Са
= 1;
CL
– коэффициент длины ремня, CL
= 0,9;
Си
– коэффициент передаточного отношения, Си
= 1;
Ср
– коэффициент динамичности нагрузки, Ср
= 1,2.
 кВт кВт
Расчетное число ремней равно:
 , ,
где Cz
– коэффициент числа ремней, Cz
= 0,95 при z = 2…3.
Принимаем z = 2.
Предварительное натяжение каждой ветви ремня:
 , Н, , Н,
где ρ – плотность материала ремня, ρ = 1250 кг/м3
;
А – площадь поперечного сечения ремня, А= 138·10-6
м2
.
 Н Н
Силу давления на вал, когда ветви ремня параллельны (u=1, α=180°), определим по формуле:
 , Н (2.8) , Н (2.8)
Конструктивные размеры ведомого шкива [6, т. 2]:
расчетный диаметр шкива: dp
=100 мм,
диаметр отверстия под вал: d0
= 30 мм,
ширина шкива со ступицей: L = 54 мм,
расчетная ширина канавки: 1р
= 14 мм,
расстояние между осями канавок: е = 19 мм,
расстояние между осью крайней канавки и торцом шкива: f = 12,5 мм,
другие параметры: b = 4,2 мм, h = 10,8 мм, b1
=17 мм, α = 34°.
Внешний диаметр шкива находим по формуле:
 , мм , мм
 мм мм
Диаметр впадин шкива равен:
 , мм , мм
 мм мм
Длину ступицы находим по формуле:
 , мм , мм
 мм мм
Ширину шкива определяем по формуле:
 , мм, , мм,
где п – число канавок, п =2.
 мм мм
Эскиз шкива представлен на рис. 2.2.
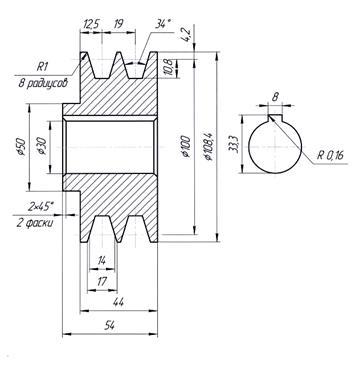
Рис. 2.2 – Шкив ведомый
2.2.4 Ориентировочный расчет и конструирование пильного вала
Целью ориентировочного вала является определение минимально возможного диаметра вала. При этом учитывается только крутящий момент, а влияние изгибающего момента компенсируется понижением допускаемых напряжений при кручении.
Минимальный диаметр находим по формуле:
 , мм, , мм,
где Тк
– крутящий момент на пильном валу, Н·м;
 – допускаемое напряжение при кручении (15…25) МПа, принимаем=15 МПа. – допускаемое напряжение при кручении (15…25) МПа, принимаем=15 МПа.
 мм мм
В соответствии с рядом линейных размеров принимаем dmin
= 20 мм.
Диаметр вала находим по формуле:
 , мм , мм
 мм мм
Принимаем ступенчатую конструкцию вала. Диаметры ступеней под подшипники находим по формуле:
 , мм , мм
 мм мм
Значение d2
, d4
должно быть кратно пяти.
Диаметр третьей ступени вала находим по формуле:
 , мм , мм
 мм мм
Диаметр пятой ступени равен:
d5
=32 мм.
Диаметр шестой ступени равен:
d6
= 30 мм.
Эскиз пильного вала представлен на рис. 2.3.

Рис. 2.3 – Пильный вал
2.2.5 Эскизная компоновка узла пильного вала
Конструктивно выбираем шариковые радиальные однорядные подшипники 207 ГОСТ 1284.1–80.
Характеристики подшипника:
d=35 mm; D=72 мм; В=17 мм; г=2 мм; С=25,5 кН; Со
=13,9 кН.
Длину шпонки выбирают из стандартного ряда так, чтобы она была несколько меньше длины ступицы (на 5–10 мм).
Проверка шпонок на смятие узких граней должна удовлетворять условию:
 , МПа, (2.9) , МПа, (2.9)
где de
– диаметр вала, мм;
h– высота шпонки, мм;
lр
– расчетная длина шпонки, мм;
 – допускаемое напряжение при смятии, = 20…30 МПа. – допускаемое напряжение при смятии, = 20…30 МПа.
По формуле (2.9) расчетная длина шпонки равна:
 , мм , мм
Для d1
=30 мм по ГОСТ 8789–78 выбираем параметры шпонки: b=8 мм,
h=7 мм, t=4 мм, t1
=3,3 мм.
Тогда 1р
равна:
 мм мм
Длину шпонки находим по формуле:
 , мм , мм
 мм мм
Принимаем из стандартного ряда l = 32 мм. Принимаем шпонки для шкива – 8x7x32, для пилы – 10x8x30.
Эскиз шпоночного соединения представлен на рис. 2.4.
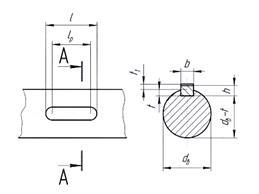
Рис. 2.4 – Шпоночное соединение
Эскизная компоновка пильного вала представлена на рис. 2.5.
2.2.6 Уточненный расчет пильного вала
Уточненный расчет вала проводится как проверочный с целью определения коэффициента запаса усталостной прочности вала в опасном сечении.
Из предыдущих расчетов имеем величину сил, действующих на вал, и размеры вала. Рассчитаем реакции опор и построим эпюры изгибающих и крутящих моментов. В расчете используем справочные данные [5].
Расчетная схема пильного вала представлена на рис. 2.6.
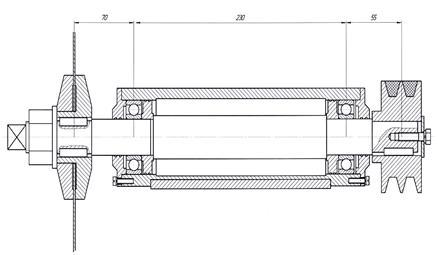
Рис. 2.5 – Компоновка пильного вала

Рис. 2.6. Расчетная схема пильного вала
Определим силы и моменты, действующие на пильный вал. Усилие, действующее на вал от силы резания, находим по формуле:
 , Н, , Н,
где Np
– мощность резания с учетом перегрузки двигателя, кН;
Vp
– скорость резания, м/с.
 Н Н
Усилие от клиноременной передачи по формуле (2.8) равно:
Qкл
=781,38 Н
Длины участков находим из компоновки (см. рис. 2.5.):
l1
= 70 мм, l2
= 230 мм, l3
= 55 мм
Определим реакции опор в горизонтальной плоскости XOY:
∑МВ
= 0 (сумма моментов относительно точки В равна 0)

 , Н , Н
 Н Н
∑MA
= 0: (сумма моментов относительно точки А равна 0)

 , Н , Н
 Н Н
Проверка: ∑Y = 0: (сумма проекций сил на ось Y равна 0)


0=0
Проверка выполнена.
Определим реакции опор в вертикальной плоскости XOZ = 0:
∑МВ
= 0 (сумма моментов относительно точки В равна 0)

 , Н , Н
 Н Н
∑МА
= 0: (сумма моментов относительно точки А равна 0)

 , Н , Н
 Н Н
Проверка: ∑Z = 0: (сумма проекций сил на ось Z равна 0)

– 186,85 + 968,23 – 781,38 = 0,
0 = 0.
Проверка выполнена.
Определим изгибающие моменты (горизонтальная плоскость XOY):
точка С: МCY
=0,
точка А: М AY
= FK
·l1
= 90 · 0,07 = 6,3 Н,
точка В: MBY
=0,
точка D: МDY
= 0.
Определим изгибающие моменты (вертикальная плоскость XOZ):
точка С: MCZ
=0,
точка A: MAZ
= 0,
точка В: MBZ
= – Qкл
· l3
= -781,38 · 0,055 = – 42,98 Н,
точка D: MDZ
=0.
Эпюры изгибающих моментов представлены на рис. 2.7.
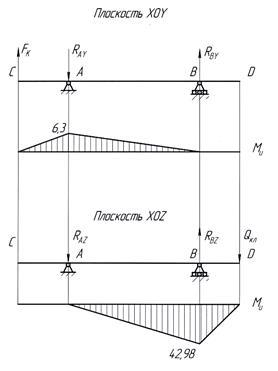
Рис. 2.7 – Эпюры изгибающих моментов
Определяем результирующие реакции опор:
 , Н , Н
 Н Н
 , Н , Н
 Н Н
Определяем результирующие изгибающие моменты:
 , Н·м , Н·м
 Н·м Н·м
 , Н·м , Н·м
 Н·м Н·м
Опасным является сечение в точке В.
При одновременном действии напряжений изгиба и кручения коэффициент запаса усталостной прочности определяем по формуле:
 , (2.10) , (2.10)
где nσ
, nτ
– коэффициенты запаса по изгибу и кручению;
[n] – допустимый коэффициент запаса усталостной прочности, [n]= 1,5…2,5.
Так как вал не работает на кручение, то расчет ведем только по напряжениям изгиба.
Коэффициент запаса усталостной прочности по изгибу определяем по формуле:
 , (2.11) , (2.11)
где  – предел выносливости стали при изгибе; =410 МПа; – предел выносливости стали при изгибе; =410 МПа;
 - эффективный коэффициент концентрации напряжений при изгибе, =1; - эффективный коэффициент концентрации напряжений при изгибе, =1;
β – коэффициент влияния на предел усталости состояния поверхности вала, β = 1,6;
 – масштабный фактор для нормальных напряжений, = 0,83; – масштабный фактор для нормальных напряжений, = 0,83;
 – переменная составляющая цикла напряжений; – переменная составляющая цикла напряжений;
 - коэффициент, отражающий влияние постоянной составляющей цикла напряжений на величину предела выносливости, = 0,1; - коэффициент, отражающий влияние постоянной составляющей цикла напряжений на величину предела выносливости, = 0,1;
 –
постоянное напряжение цикла, = 0. –
постоянное напряжение цикла, = 0.
Переменная составляющая цикла напряжений равна:
 , (2.12) , (2.12)
где Ми
– изгибающий момент в опасном сечении, Н·м;
Wu
– момент сопротивления изгибу, мм.
Для опасного сечения:
 , мм3 , мм3
 мм3 мм3
Переменная составляющая цикла напряжений по формуле (2.12) равна:
 МПа МПа
Коэффициент запаса усталостной прочности по изгибу определяем по формуле (2.11):
Определяем коэффициент запаса прочности вала по формуле (2.10):
Условие усталостной прочности соблюдается, т.е. вал обладает запасом прочности при усталостном разрушении.
2.2.7 Расчет подшипников на долговечность
Подшипник опоры В более нагружен, чем А, поэтому дальнейший расчет проводим для подшипника опоры В. В расчете используем справочные данные [7].
Эквивалентную динамическую нагрузку для радиальных подшипников определяем по формуле:
 , Н, , Н,
где X, Y – коэффициенты радиальной и осевой нагрузок, X = 1, Y= 0;
Кк
– коэффициент вращения, Кк
= 1 при вращении внутреннего кольца подшипника;
R– радиальная нагрузка, R = 968,62 Н (см. п. 2.2.6.);
А – осевая нагрузка, А=0;
Kσ
– коэффициент безопасности, Kσ
= 1,4;
Кτ
– температурный коэффициент, Кτ
= 1.
Тогда эквивалентную динамическую нагрузку определим как:
 Н Н
Рассчитаем требуемую долговечность подшипников по формуле:
 ,ч, ,ч,
где С – каталожное значение грузоподъемности, С = 25500 Н;
п – число оборотов вала, п = 3000 мин-1
;
р – показатель степени наклонного участка кривой выносливости, Р = 3 для шарикоподшипников.
Расчетный ресурс подшипников будет равен:
 ч ч
При этом должно выполняться условие:
36940,41 ³ 25000
Условие выполняется, подшипник пригоден. Окончательно выбираем шариковые радиальные однорядные подшипники 207 ГОСТ 1284.1–80.
3. Технологическая часть
3.1 Разработка технологического процесса изготовления пильного вала
3.1.1 Характеристика детали
Валы относятся к деталям типа тел вращения. Они широко применяются в машиностроении и служат для передачи крутящего момента в приводах, редукторах, коробках передач, двигателях и других механизмах.
Валы изготавливают из проката – сортового или специального. Ступенчатые валы с большими перепадами диаметров изготавливают из поковок и штамповок.
Деталь, для которой разрабатывается технологический процесс – пильный вал торцовочного станка модели Т1. Он используется в приводе главного движения и служит для передачи крутящего момента от клиноременной передачи к дисковой пиле. Вал устанавливается в специальном корпусе, крепящемся к раме станка, и вращается на двух радиальных однорядных шарикоподшиниках.
Пильный вал является многоступенчатым (ступень 030 мм, две ступени 035 мм, ступень 042 мм, ступень 032 мм), имеет наружную резьбу М30 и 3 шпоночные канавки (одна для крепления ведомого шкива, две для крепления дисковой пилы), также имеется квадрат для крепления дисковой пилы.
Материал, из которого изготовлен вал – сталь 40Х (легированная хромистая) – очень распространенный и не содержит дефицитных и дорогостоящих добавок, поэтому считается недорогим. Сталь имеет высокий предел текучести и выносливости, достаточный запас вязкости, хорошие механические свойства (особенно, сопротивление хрупкому разрушению).
Химический состав и механические свойства стали приведены в табл. 3.1. и табл. 3.2.
Таблица 3.1. Химический состав стали 40Х, %
| С
|
Si
|
М
n
|
не более
|
Ni
|
С
r
|
| S |
Р |
| 0,37–0,4 |
0,17–0,37 |
0,5–0,8 |
0,045 |
0,045 |
0,3 |
1,5 |
Таблица 3.2. Механические свойства стали 40Х
| σт
, МПа |
σb
, МПа |
d5
, % |
ψ, % |
αн
,Дж/см2
|
НВ (не более) |
| не менее |
горячекатаной |
отожженной |
| 52 |
75 |
15 |
50 |
6 |
285 |
230 |
3.1.2 Анализ технологичности детали
Одним из факторов, существенно влияющим на характер технологических процессов, является технологичность конструкции изделия и соответствующих его деталей.
При конструировании отдельных деталей необходимо достичь удовлетворения не только эксплуатационных требований, но также и требований наиболее рационального и экономичного изготовления изделия. В этом и состоит принцип технологичности конструкции.
Технологическая конструкция изделия должна предусматривать:
– создание деталей наиболее рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткостью с целью уменьшения трудоемкости и себестоимости механической обработки деталей и всего механизма (необходимая жесткость деталей позволяет обрабатывать их на станках с наиболее производительными режимами резания);
– наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных (технологических) баз в виде бобышек, поясков и т.д.;
– наиболее рациональный способ получения заготовок с размерами и формами, возможно более близкими к готовым деталям, т.е. обеспечивающими наиболее высокий коэффициент использования материалов и наименьшую трудоемкость механической обработки.
Пильный вал изготавливается из стали 40Х и имеет несколько ступеней с небольшими перепадами диаметров, три открытые шпоночные канавки, наружную и внутреннюю резьбу, квадрат. Для обточки вала возможно применение проходных резцов. Для токарной обработки целесообразно применение станков с числовым программным управлением. При обработке вала не требуется использование специальных станков и приспособлений. Сложность представляет установка заготовки, так как вал имеет большую длину. Деталь нежесткая ( > 2…4) и должна обрабатываться в центрах или с поджатием задней бабки. Рабочий чертеж содержит все сведения, дающие полное представление о детали. На чертеже указаны все размеры с необходимыми отклонениями и требуемая шероховатость обрабатываемых поверхностей. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при обработке заготовки. > 2…4) и должна обрабатываться в центрах или с поджатием задней бабки. Рабочий чертеж содержит все сведения, дающие полное представление о детали. На чертеже указаны все размеры с необходимыми отклонениями и требуемая шероховатость обрабатываемых поверхностей. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при обработке заготовки.
В целом конструкция детали является технологичной.
3.1.3 Выбор заготовки
Метод выполнения заготовок для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
Вопрос о целесообразности определенного вида заготовки может быть решен только после расчета технологической себестоимости детали по сравниваемым вариантам. Предпочтение следует отдавать той заготовке, которая обеспечивает меньшую себестоимость детали. Расчет выполнен по методике, изложенной в [8].
Себестоимость заготовок из проката определяем по формуле:
 , руб., , руб.,
где Q– масса заготовки, кг;
S– цена 1 кг материала заготовки, S = 40 руб./кг;
q– масса готовой детали, кг;
Somx
– цена 1 кг отходов, Somx
= 6,5 руб./кг.
 , руб. , руб.
Себестоимость поковок определяем по формуле:
 , руб., , руб.,
где  – коэффициенты, зависящие от точности, сложности, массы, марки материала и объема производства заготовок. – коэффициенты, зависящие от точности, сложности, массы, марки материала и объема производства заготовок.
 , руб. , руб.
Исходя из материала, типа производства и программы выпуска в качестве метода получения заготовки применяем сортовой прокат. Этот способ является наиболее экономичным при заданном объеме выпуска деталей.
Массу заготовки принимаем 5,7 кг, массу детали принимаем 3,5 кг.
Коэффициент использования материала определяется по формуле:
 , ,
где тд
– масса детали, кг;
т3
– масса заготовки, кг.
Окончательно в качестве заготовки по ГОСТ 2590–71 принимаем сортовой прокат: 045х454 мм.
3.1.4 Выбор типа производства
Тип производства по ГОСТ 3.1108–88 характеризуется коэффициентом закрепления операций к з.о.
, который определяется по формуле:
 , (3.1) , (3.1)
где О – суммарное число различных операций;
Р – явочное число рабочих, чел.
Производим расчет на примере абразивно-отрезной операции, пользуясь справочными данными [8].
Определяем количество станков по формуле:
 , шт., (3.2) , шт., (3.2)
где N – годовая программа выпуска, N = 5000 шт.;
Тшт
– штучное время, мин; на данном этапе проектирования нормирование переходов и операций выполняем, пользуясь приближенными формулами;
Fd
– годовой фонд работы оборудования, Fd
= 3904 ч.;
кз.н.
– нормативный коэффициент загрузки оборудования, кз.н.
=, 75…0,85.
 шт. шт.
Округляем количество станков, рассчитанное по формуле (3.2), до целого большего и получаем количество рабочих:
Р = 1 чел.
Определяем фактический коэффициент загрузки оборудования по формуле:

Определяем количество операций, выполняемых на одном рабочем месте по формуле:


Аналогичный расчет выполняем для всех операций, данные заносим в табл. 3.3.
Таблица 3.3. Данные по технологическому процессу
| Операция
|
Тшт,
мин
|
m
р
, шт.
|
Р, чел.
|
Кэ.ф.
|
О
|
| Абразивно-отрезная |
1,28 |
0,035 |
1 |
0,035 |
22 |
| Фрезерно-центровальная |
0,83 |
0,022 |
1 |
0,022 |
36 |
| Токарная ЧПУ (черновая) |
3,2 |
0,086 |
1 |
0,086 |
9 |
| Токарная ЧПУ (чистовая) |
6,01 |
0,162 |
1 |
0,162 |
5 |
| Токарная ЧПУ (черновая) |
3,73 |
0,1 |
1 |
0,1 |
8 |
| Токарная ЧПУ (чистовая) |
6,35 |
0,168 |
1 |
0,168 |
5 |
| Шпоночно-фрезерная |
3,21 |
0,087 |
1 |
0,087 |
9 |
| Шпоночно-фрезерная |
7,79 |
0,21 |
1 |
0,21 |
4 |
| Фрезерная |
0,74 |
0,019 |
1 |
0,019 |
42 |
| Сверлильная |
1,29 |
0,035 |
1 |
0,035 |
23 |
| Круглошлифовальная |
2,93 |
0,079 |
1 |
0,079 |
10 |
| Круглошлифовальная |
3,01 |
0,081 |
1 |
0,081 |
10 |
Суммарное число операций равно:
∑О = 22 + 36 + 9 + 5 + 8 + 5 + 9 + 4 + 42 + 23 + 10 + 10 = 183
Явочное число рабочих равно:
∑О = 12 чел.
Коэффициент закрепления операций по формуле (3.1) равен:
Так как 10 < кз.о.
< 20, то производство валов – среднесерийное.
3.1.5 Расчет припусков на механическую обработку
Расчет припуска имеет очень большое значение в процессе обработки детали при разработке технологических операций. Правильное значение припусков на обработку заготовки обеспечивает экономию материала и трудовых ресурсов, качество выпускаемой продукции, снижает себестоимость изделий.
Существует два метода расчета припусков: аналитический (расчетный) и справочный (табличный). Для заданной поверхности детали произведем расчет припусков аналитическим методом, а для остальных размеров припуски назначаем табличным методом.
Приведем пример расчета припуска на размер Ø42-0,25
мм. Все расчеты ведем по рекомендациям [8].
Расчет припусков на обработку Ø42-0,25
мм приведен в табл. 3.4., в которой записан технологический маршрут обработки этого размера и все значения элементов припуска.
Значения Rz и Т, характеризующие качество поверхности заготовки, составляют соответственно 150 и 250 мкм. Далее для каждого технологического перехода записываем соответствующие значения Rz и Т.
Таблица 3.4. Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Ø42-0,25
мм
Технологические
переходы обработки размера Ø42-0,25
мм
|
Элементы припуска, мкм |
Расчетный припуск
2Zmin
, мкм
|
Расчетный размер dр
, мм |
Допуск d, мкм |
Предельный
размер, мм
|
Предельные значения припусков, мкм |
| Rz |
Т |
ρ |
ε |
dmin
|
dmax
|
 |
 |
| заготовка |
150 |
250 |
742 |
-
|
-
|
44,3 |
1100 |
44,3 |
45,4 |
- |
- |
| предварительное точение |
50 |
50 |
37,1 |
2·1142 |
42,02 |
620 |
42,02 |
42,64 |
2280 |
2760 |
окончательное
точение
|
30 |
30 |
- |
-
|
2·137,1 |
41,75 |
250 |
41,75 |
42 |
270 |
640 |
Определяем суммарное отклонение по формуле:
 , мм, (3.3) , мм, (3.3)
где ρк
и ρц
– пространственные отклонения, мм.
 , мм, , мм,
где ∆к
– удельная кривизна заготовки;
l– длина заготовки, мм.
 , мм, , мм,
где d – допуск на заготовку, d = 1,1 мм
 мм мм
 мм мм
По формуле (3.3) суммарное отклонение определим как:
 мм = 742 мкм мм = 742 мкм
Определяем остаточное пространственное отклонение после предварительного точения:
 , мкм, , мкм,
где ку
– коэффициент уточнения формы, зависящий от типа обработки, ку
=0,05.
 мкм мкм
Погрешность закрепления s заготовки в центрах равна 0.
Минимальные значения припусков определяем по формуле:
 , мкм, (3.4) , мкм, (3.4)
где Rz– высота микронеровностей, мкм;
Т – глубина дефектного слоя, мкм;
ρ – пространственное отклонение, мкм;
ε – погрешность установки, мкм.
Определяем минимальные значения припусков для всех переходов по формуле (3.4):
– при черновом точении
 мкм мкм
– при чистовом точении
 мкм мкм
Расчетный размер рассчитывается, начиная с конечного (чертежного) размера путем последующего прибавления минимального припуска каждого технологического перехода.
 , мм (3.5) , мм (3.5)
 , мм, , мм,
где dном
– номинальный размер (по чертежу), мм;
ei– нижнее отклонение размера, мм.
 мм мм
Подставив численные значения в формулу (3.5), получаем:
– после чернового точения
 мм мм
– после чистового точения
 мм мм
Определяем наименьшие предельные размеры по формуле:
 , мм, , мм,
где di
– допуск для i-ro перехода, мм.
Значения допусков для каждого перехода принимаем по таблице [8] в соответствии с квалитетом того или иного вида обработки.
 мм мм
 мм мм
 мм мм
Определяем предельные значения припусков по формулам:
 , мкм , мкм
 , мкм , мкм
Предельные значения припусков равны:
– для чернового точения
 мм = 2280 мкм мм = 2280 мкм
 мм = 2760 мкм мм = 2760 мкм
– для чистового точения
 мм = 270 мкм мм = 270 мкм
 мм = 640 мкм мм = 640 мкм
На основании данных расчета строим схему графического расположения припусков и допусков по обработке размера Ø42-0,25
мм (рис. 3.1).
Общие припуски Z0
min
и Z0
max
определяем, суммируя промежуточные припуски:
 мкм мкм
 мкм мкм
Общий номинальный припуск равен:
 , мкм, , мкм,
где  и и  – припуски заготовки и детали соответственно, мкм. – припуски заготовки и детали соответственно, мкм.
 , мкм , мкм

Рис. 3.1 – Схема графического расположения припусков и допусков на обработку размера Ø42-0,25
мм вала
Определяем номинальный диаметр размера:
 , мм, , мм,
где  - номинальный размер детали, мм. - номинальный размер детали, мм.
 мм мм
Производим проверку правильности выполненных расчетов:
 мкм мкм
 мкм мкм
 мкм мкм
 мкм мкм
На остальные обрабатываемые поверхности детали припуски и допуски принимаем по ГОСТ 7505–74 и записываем их значения в табл. 3.5.
Таблица 3.5. Припуски и допуски на обрабатываемые поверхности вала
| Размер |
Припуск |
Допуск |
| табличный |
расчетный |
| Ø42-0,25
мм |
- |
2–1,5 |
+0,4 -0,7 |
| 450 |
2–2,0 |
- |
±0,6 |
3.1.6 Выбор оборудования
Выбор оборудования осуществляется на основании таких данных, как метод обработки, расположение, размеры обрабатываемых поверхностей, габаритных размеров заготовки, количество инструментов в наладке станка, обеспечение заданной производительности, эффективность использования станка по времени, мощности и др. В процессе обработки детали используется несколько видов станков. Краткая характеристика последних приведена ниже. При выборе оборудования используем справочные данные [9].
Для отрезки заготовки применяем абразивно-отрезной станок модели 8А240, техническая характеристика которого приведена в табл. 3.6.
Таблица 3.6. Техническая характеристика станка модели 8А240
| Наименование параметра
|
Значение
|
Размеры абразивного круга, мм:
диаметр
высота
|
400
3–4
|
Наибольшие размеры разрезаемого материала, мм:
круглого прутка
трубы
|
60
90
|
| Длина отрезаемой заготовки по упору, мм |
30–500 |
| Частота вращения шпинделя, мин-1
|
2300 и 3820 |
| Мощность электродвигателя привода главного движения, кВт |
10
|
| Габаритные размеры, мм |
1370x1160x2090 |
Для фрезерно-центровальной операции применяем фрезерно-центровальный полуавтомат модели МР-71М, техническая характеристика которого приведена в табл. 3.7.
Полуавтомат предназначен для двустороннего фрезерования и зацентровки валов. Обеспечивается параллельность торцов и перпендикулярность их к оси детали, что дает возможность в дальнейшем их не обрабатывать.
Таблица 3.7. Техническая характеристика станка модели МР-71М
| Наименование параметра
|
Значение
|
| Диаметр обрабатываемой заготовки, мм |
25…125 |
| Длина обрабатываемой заготовки |
200…500 |
| Число скоростей шпинделя фрезы |
6 |
| Частота вращения шпинделя фрезы, мин-1
|
125…712 |
| Число скоростей сверлильного шпинделя |
6 |
| Частота вращения сверлильного шпинделя, мин-1
|
238; 330 |
| Мощность всех электродвигателей, кВт |
13 |
| Габариты станка, мм |
3140x1630 |
Для токарных операций применяется токарно-винторезный станок с ЧПУ модели 16К20ФЗС5, техническая характеристика которого приведена в табл. 3.8.
Станок предназначен для обработки в замкнутом полуавтоматическом цикле деталей типа тел вращения, включая нарезание резьбы.
Таблица 3.8. Техническая характеристика токарно-винторезного станка с ЧПУ модели 16К20ФЗС5
| Наименование параметра
|
Значение
|
| Наибольший диаметр обрабатываемой детали, мм |
400 |
| Наибольшая длина продольного перемещения, мм |
900 |
| Наибольшая длина поперечного перемещения, мм |
250 |
| Диапазон скоростей вращения шпинделя, мин-1
|
12,5…2000 |
| Число скоростей |
22 |
| Наибольшая скорость продольной подачи, мм/мин |
1200 |
| Скорость быстрого хода, мм/мин: |
| продольная подача |
4800 |
| поперечная подача |
2400 |
| Наибольший шаг нарезаемой резьбы, мм |
20 |
| Мощность электродвигателя привода главного движения, кВт |
10 |
| Габариты станка, мм |
3140x1630 |
Для шпоночно-фрезерных операций применяем станок модели 6Д91, техническая характеристика которого приведена в табл. 3.9.
Станок предназначен для обработки шпоночных пазов концевыми и шпоночными фрезами.
Таблица 3.9. Техническая характеристика станка модели 6Д91
| Наименование параметра
|
Значение
|
| Ширина фрезеруемого паза, мм |
3…20 |
Диаметр обрабатываемого вала,
устанавливаемого в приспособлении, мм
|
8… 80
|
| Наибольшая длина фрезеруемого паза, мм |
300 |
| Наибольшая разбивка паза, мм |
1 |
| Частота вращения шпинделя, мин-1
|
40… 4000 |
| Продольная подача фрезерной головки, мм/мин |
20… 1200 |
| Поперечная подача фрезерной головки, мм/мин |
15…30 |
| Мощность электродвигателя, кВт: |
| главного привода |
2,2 |
| привода подач |
0,8 |
| Габариты станка, мм |
1320x1380 |
Для фрезерной операции применяем вертикально-фрезерный станок модели 6Р11, техническая характеристика которого приведена в таблице 3.10.
Станок предназначен для фрезерования различных деталей из стали, чугуна, цветных металлов цилиндрическими, дисковыми, фасонными, торцевыми, концевыми и другими фрезами.
Таблица 3.10. Техническая характеристика вертикально-фрезерного станка модели 6Р11
| Наименование параметра
|
Значение
|
| Размеры рабочей поверхности стола, мм |
250х 1000 |
| Наибольшее перемещение стола, мм: |
Продольное
поперечное
вертикальное
|
630
200
350
|
| Число скоростей шпинделя |
16 |
| Частота вращения шпинделя, мин-1
|
50… 1600 |
| Число подач стола |
16 |
Подача стола, мм/мин:
продольная и поперечная
вертикальная
|
35… 1020
14… 390
|
Скорость быстрого перемещения стола, мм/мин:
продольного и поперечного вертикального
|
2900
1150
|
| Мощность электродвигателя привода главного движения, кВт: |
5,5 |
| Габариты станка, мм |
1480x1990x2360 |
Для сверлильной операции применяем станок модели 2Н150, техническая характеристика которого приведена в табл. 3.11.
Станок предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и другие подобные операции.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т.д.
Таблица 3.11. Техническая характеристика станка модели 2Н150
| Наименование параметра
|
Значение
|
| Диаметр сверления в стали, мм |
50 |
| Наибольшее усилие подачи, Н |
20000 |
| Наибольшее перемещение шпинделя, мм |
300 |
| Расстояние от торца шпинделя до поверхности стола, мм |
0… 800 |
| Наибольшее перемещение сверлильной головки, мм |
170 |
| Количество частот вращения шпинделя |
12 |
| Частота вращения шпинделя, мин-1
|
18… 2000 |
| Количество подач шпинделя |
9 |
| Подача шпинделя, мм/об |
0,05… 2,24 |
| Мощность главного двигателя, кВт |
5,5 |
| Габариты станка, мм |
1353x890x3090 |
Для круглошлифовальной операции применяем станок модели ЗУ 12В, техническая характеристика которого приведена в табл. 3.12.
Таблица 3.12. Техническая характеристика станка модели ЗУ 12В
| Наименование параметра
|
Значение
|
Наибольшие размеры устанавливаемой заготовки, мм:
диаметр
длина
|
200
500
|
| Высота центров над столом, мм |
90 |
| Наибольшее продольное перемещение стола, мм |
500 |
Угол поворота стола, град:
по часовой стрелке
против часовой стрелки
|
8,5
8,5
|
| Скорость автоматического перемещения стола, м/мин |
0,03… 5 |
| Частота вращения шпинделя заготовки, мин-1
|
55… 900 |
Наибольшие размеры шлифовального круга, мм:
наружный диаметр высота
|
400
40
|
| Подача шпинделя, мм/об |
0,05… 2,24 |
| Мощность электродвигателя привода главного движения, кВт |
5,5
|
| Габариты станка, мм |
3600x2260x2040 |
3.1.7 Выбор режущего инструмента
Выбор режущих инструментов осуществляется в зависимости от метода обработки, формы и размеров обрабатываемой поверхности, ее точности, шероховатости, от обрабатываемого материала, заданной производительности и периода стойкости. Режущие инструменты, особенно для станка с ЧПУ, должны обладать высокой режущей способностью (стабильной размерной стойкостью при высоких режимах резания), обеспечить возможность быстрой и удобной замены, наладки в процессе работы, формировать транспортабельную стружку и отводить ее от зоны обработки без нарушения нормальной работы оборудования.
В табл. 3.13. приведены данные о режущем инструменте, применяемом при обработке детали, по справочным данным [9].
Таблица 3.13. Режущий инструмент
| Название операции
|
Режущий инструмент
|
| Абразивно-отрезная |
Круг отрезной 400x3,2x32 14А 40-Н Б27 80 м/с 2 кл. ГОСТ 21963–82 |
| Фрезерно-центровальная |
Фреза торцовая 2214–0001 ГОСТ 24359–80
Сверло 2317–0119 ГОСТ 14952–75
|
| Токарная с ЧПУ (черновая 1) |
Токарный проходной упорный резец с пластиной из твердого сплава Т15К6 |
| Токарная с ЧПУ (чистовая 1) |
Токарный проходной упорный резец с пластиной из твердого сплава Т15К6
Токарный фасонный резец из быстрорежущей стали 2136–0709 ГОСТ 18875–73
|
| Токарная с ЧПУ (черновая 2) |
Токарный проходной упорный резец с пластиной из твердого сплава Т15К6 |
| Токарная с ЧПУ (чистовая 2) |
Токарный проходной упорный резец с пластиной из твердого сплава Т15К6
Токарный фасонный резец из быстрорежущей стали 2136–0709 ГОСТ 18875–73
Токарный резьбонарезной резец с пластиной из твердого сплава Т15К6 2660–0003 ГОСТ 18885–73
|
| Шпоночно-фрезерная Шпоночно-фрезерная |
Фреза шпоночная из быстрорежущей стали 2234–0363 ГОСТ 9140–78
Фреза шпоночная из быстрорежущей стали 2234–0365 ГОСТ 9140–78
|
| Фрезерная |
Фреза концевая 2220–0014-Р6М5 ГОСТ 17026–71 |
| Сверлильная |
Сверло спиральное 2300–0309 ГОСТ 10902–77 Зенковка 2353–0086 ГОСТ 14953–80
Метчик 2620–1212 ГОСТ 3266–71
|
| Круглошлифовальная |
Круг шлифовальный ПП 300x32x76 24А 10-П С2 7 К5 35 м/с А 1 кл. ГОСТ 6507–90 |
| Круглошлифовальная |
Круг шлифовальный ПП 300x32x76 24А 10-П С2 7 К5 35 м/с А 1 кл. ГОСТ 6507–90 |
3.1.8 Расчет режимов резания
Расчет ведется одновременно с заполнением операционных или маршрутных карт технологического процесса. Совмещение этих работ исключает необходимость дублирования одних и тех же сведений в различных документах, так как в операционных картах должны быть записаны данные по оборудованию, способу обработки, характеристике обрабатываемой детали и другие, которые используются для расчетов режимов резания. Элементом, в значительной мере поясняющим ряд данных для расчета режимов резания, является операционный эскиз.
Значения режимов резания зависят от обрабатываемого материала, от материала режущей части инструмента, от шероховатости и конфигурации обрабатываемой поверхности, от величины припуска на обработку, от требуемой производительности операции, от режима замены и периода стойкости режущего инструмента.
Выбор режимов резания осуществляется по таблицам режимов. Для нескольких наиболее характерных переходов (например, для одного перехода определенной операции) – расчетно-аналитическим методом.
Приведем пример расчета режимов резания для первого перехода сверлильной операции.
Для сверления отверстия 0 6,7 мм на глубину 30 мм выбираем сверло спиральное 2300–0309 ГОСТ 10902–77.
Расчет режимов резания ведем по справочным материалам [10].
Расчет длины рабочего хода определяем по формуле:
 , мм, , мм,
где Lpe
з
, – длина резания, мм;
у – длина подвода, врезания, перебега инструмента, мм;
Lдоп.
– дополнительная длина хода, мм.
 мм мм
Подача Sопределяется в зависимости от обрабатываемого материала, вида инструмента, глубины резания, жесткости системы, точности обработки, чистоты поверхности. Принимаем подачу равной 0,11 мм/об.
Устанавливаем глубину резания t. Глубина резания будет равна половине обрабатываемого диаметра, т.е.
 мм мм
Стойкость каждого из инструментов наладки, по которой ведется расчет скорости резания, определяется по формуле:
 , мин, (3.6) , мин, (3.6)
где Тм
– стойкость машинной работы станка, Тм
= 20 мин;
λ – коэффициент времени резания каждого инструмента, равный отношению длины резания Lpe
з
этого инструмента к длине рабочего хода Lp
.
x
.
:

Тогда по формуле (3.6) стойкость инструмента равна:
 мин мин
Скорость резания определяется в зависимости от вида инструмента и инструментального материала, обрабатываемого металла и его твердости, глубины резания, подачи.
Рекомендуемую скорость резания находим по формуле:
 , м/мин, , м/мин,
где Vтабл.
– табличная скорость, зависящая от вида обработки, Vтабл.
= 27 м/мин;
к1
– коэффициент, зависящий от обрабатываемого материала, к1
= 0,7;
к2
– коэффициент, зависящий от стойкости инструмента, к2
= 1,45;
к3
– коэффициент, зависящий от отношения длины резания к диаметру, к3
= 1.
Численное значение скорости равно:
 м/мин м/мин
Рекомендуемое число оборотов шпинделя равно:
 , мин-1
, (3.7) , мин-1
, (3.7)
где V – скорость резания, м/мин;
d– обрабатываемый диаметр, мм.
 мин-1 мин-1
В соответствии с паспортными данными станка принимаем фактическое число оборотов шпинделя равное 1200 мин-1
. Тогда фактическая скорость резания по формуле (3.7) будет равна:
 , м/мин , м/мин
 м/мин м/мин
Основное машинное время определяем по формуле:
 , мин, , мин,
где Lp
.
x
.
– длина рабочего хода, мм;
п, S– принятые подача и число оборотов шпинделя;
i– число проходов инструмента.
 мин мин
Проверочные расчеты:
а). Определение силы резания по нормативам:
 , Н, , Н,
где Ртабл.
– табличная сила, зависящая от принятой подачи и обрабатываемого диаметра, Н;
кр
– коэффициент, зависящий от обрабатываемого материала, кр
= 1,2.
 Н Н
б). Проверка силы резания по допустимому усилию подачи станка:
РZ
≤ РZd
,
где PZd
– допустимое усилие подачи станка, Н.
1440≤20000
Условие выполняется.
в). Определение мощности резания:
 , кВт, , кВт,
где Nтабл.
– мощность резания по таблице, Nтабл.
= 0,3 кВт;
kn
– коэффициент, зависящий от обрабатываемого материала, kn
= 1,2;
п – число оборотов инструмента в минуту, мин-1
.
 кВт кВт
г). Проверка мощности резания по мощности двигателя:
 , ,
где Nдв
– мощность двигателя станка, на котором выполняется операция, кВт;
η – коэффициент полезного действия станка.

 кВт кВт
Условие выполняется, следовательно, принятые режимы резания выбраны оптимально.
Для остальных операций и переходов расчет выполняем аналогично, и данные заносим в табл. 3.14, 3.15.
Спецификации представлены в приложении А.
Таблица 3.14. Режимы резания
| № оп.
|
Наименование операции и перехода
|
D
или В, мм
|
L
р.х.
,
мм
|
t,
мм
|
Sz
,
мм/зуб
|
So
мм/об
|
V,
м/мин
|
n
,
мин
-1
|
То,
мин
|
| 005 |
Абразивно-отрезная: |
| отрезать заготовку L=454 мм |
45 |
52 |
3 |
- |
0,03 |
4800 |
3820 |
0,85 |
| 010 |
Фрезерно-центровальная: |
| фрезеровать торцы, выдерживая |
45 |
52 |
2 |
0,1 |
1,2 |
70,25 |
179 |
0,24 |
| L=450 мм; |
| центровать торцы |
4 |
8,2 |
2 |
-
|
0,08 |
4,1 |
330 |
0,31 |
| 035 |
Шпоночно-фрезерная: |
| фрезеровать шпоночный паз 8Р6, |
8 |
37 |
1 |
0,06 |
0,12 |
12,56 |
500 |
2,46 |
| выдерживая t=4+0,2
и L=32 мм |
| 040 |
Шпоночно-фрезерная: |
| фрезеровать шпоночный паз 10Р6, |
10 |
35 |
1 |
0,06 |
0,12 |
15,7 |
500 |
2,91 |
| выдерживая t=5+0,2
и L=30 мм; |
| фрезеровать шпоночный паз 10Р6, |
10 |
35 |
1 |
0,06 |
0,12 |
15,7 |
500 |
2,91 |
| выдерживая t=5+0
'2
и L=30 мм |
| 045 |
Фрезерная: |
| фрезеровать заготовку в размер 20 мм |
20 |
27 |
4 |
0,06 |
0,36 |
50 |
500 |
0,68 |
| последовательно с двух сторон; |
| фрезеровать заготовку в размер 20 мм |
20 |
27 |
4 |
0,06 |
0,36 |
50 |
500 |
0,68 |
| последовательно с двух сторон |
| 050 |
Сверлильная: |
| сверлить отверстие, выдерживая |
6,7 |
35 |
3,35 |
- |
0,11 |
25,25 |
1200 |
0,29 |
| D=6,7 мм на длину L=30 мм; |
| зенковать фаску 1x45°; |
9,9 |
6 |
1 |
- |
0,06 |
37,3 |
1200 |
0,1 |
| нарезать резьбу М8–6Н на длину L=25 мм |
8 |
53 |
0,5 |
- |
0,5 |
5 |
200 |
0,53 |
Таблица 3.15. Режимы резания для шлифовальной операции
| № оп.
|
Наименование операции и перехода
|
D
или В, мм
|
L
р.х.
,
мм
|
t,
мм
|
Sz
,
мм/мин
|
So
мм/об
|
V
кр
,
м/мин
|
n
кр
,
мин
-1
|
V
д
,
м/мин
|
N
д
,
мин
-1
|
То,
мин
|
| 060 |
Круглошлифовальная: |
| шлифовать поверхность |
30 |
50 |
0,05 |
0,72 |
6,4 |
2100 |
2300 |
20 |
200 |
0,96 |
| D=30h6 на L=50 мм; |
| шлифовать поверхность |
35 |
50 |
0,05 |
0,72 |
6,4 |
2100 |
2300 |
20 |
200 |
1,11 |
| D=35k6 на L=50 мм |
| 0,65 |
Круглошлифовальная: |
| шлифовать поверхность |
32 |
40 |
0,05 |
0,72 |
6,4 |
2100 |
2300 |
20 |
200 |
1,01 |
| D=32h8на L=40 мм; |
| шлифовать поверхность |
35 |
70 |
0,05 |
0,72 |
6,4 |
2100 |
2300 |
20 |
200 |
1,2 |
| D=35k6 на L=70 мм |
3.1.9 Расчет технической нормы времени
Технические нормы времени устанавливаются расчетно-аналитическим методом.
Приведем пример расчета для сверлильной операции.
Расчет ведем по справочным данным [8].
В серийном производстве норма штучно-калькуляционного времени Тш-к
определяется по формуле:
 , мин (3.8) , мин (3.8)
где Тп-з
– подготовительно-заключительное время, мин;
п – количество деталей в настроечной партии, шт.;
То
– основное время, мин;
Ту.с.
– время установки и снятия детали, мин;
Тз
.о.
– время на закрепление и открепление детали, мин;
Тиз
– время на измерение детали, мин:
k– коэффициент, учитывающий нормирование вспомогательного времени в серийном производстве, k -1,85;
Тоб.от.
– время на обслуживание рабочего места и время перерывов, мин.
Количество деталей в настроечной партии определяется по формуле:
 , шт., , шт.,
где Nr
– годовая программа, шт.;
а – периодичность запуска, принимаем равной 3 дня;
F – число рабочих дней в году.
 шт. шт.
Норма штучного времени определяется по формуле:
 , мин, (3.9) , мин, (3.9)
где Тв
– вспомогательное время, мин.
Вспомогательное время определяется по формуле:
 , мин , мин
Вспомогательное время равно:
 мин мин
Штучное время по формуле (3.9) равно:
 мин мин
Штучно-калькуляционное время по формуле (3.8) равно:
 мин мин
Данные для других операций заносим в табл. 3.16.
Таблица 3.16. Таблица технических норм времени, мин
| Наименование операции
|
То
|
Тв
|
Т об.от.
|
Тшт
|
Тп
-
з
|
Тш-к
|
| Т у.с.
+Т з.о
|
Туп
|
Тиз
|
| Абразивно-отрезная |
0,85 |
0,15 |
0,11 |
0,06 |
0,08 |
1,25 |
6 |
1,35 |
| Фрезерно-центровальная |
0,55 |
0,15 |
0,13 |
0,12 |
0,06 |
1,01 |
10 |
1,18 |
| Токарная с ЧПУ (черновая 1) |
2,35 |
0,19 |
0,3 |
0,09 |
0,17 |
3,01 |
12 |
3,30 |
| Токарная с ЧПУ (чистовая 1) |
5,01 |
0,19 |
0,3 |
0,09 |
0,33 |
5,92 |
12 |
6,12 |
| Токарная с ЧПУ (черновая 2) |
2,74 |
0,19 |
0,3 |
0,09 |
0,19 |
3,51 |
12 |
3,71 |
| Токарная с ЧПУ (чистовая 2) |
5,26 |
0,19 |
0,3 |
0,17 |
0,36 |
6,28 |
12 |
6,48 |
| Шпоночно-фрезерная |
2,46 |
0,15 |
0,1 |
0,08 |
0,22 |
3,01 |
10 |
3,18 |
| Шпоночно-фрезерная |
5,82 |
0,3 |
0,2 |
0,16 |
0,41 |
6,89 |
10 |
7,06 |
| Фрезерная |
1,36 |
0,15 |
0,12 |
0,09 |
0,06 |
1,78 |
10 |
1,95 |
| Сверлильная |
0,92 |
0,16 |
0,27 |
0,21 |
0,09 |
1,65 |
8 |
1,78 |
| Круглошлифовальная |
2,07 |
0,19 |
0,26 |
0,24 |
0,14 |
2,9 |
8 |
3,03 |
| Круглошлифовальная |
2,21 |
0,19 |
0,26 |
0,24 |
0,15 |
3,05 |
8 |
3,18 |
резец станок привод торцовочный
3.2 Расчет и проектирование токарного проходного упорного резца
Токарные резцы предназначены для выполнения всего многообразия различных операций на станках с ЧПУ, на ГПМ и ГПС, а также на станках токарной группы с ручным управлением.
По назначению система токарных резцов подразделяется на следующие подсистемы:
– для наружного точения, растачивания, нарезания резьб, прорезания канавок, отрезания на станках легких и средних серий;
– для работ на тяжелых, крупных токарных и карусельных станках;
– для работ на ГПМ, многоцелевых станках со встроенными роботизированными комплексами автоматической смены инструмента;
– для специальных работ (резцы для плазменно-механической обработки).
Каждая из подсистем имеет свои специфические особенности, обусловленные многими факторами и в первую очередь конструкцией оборудования, его технологическим назначением и т.д.
Система резцов базируется на общих методологических принципах и предусматривает:
– разработку (выбор) и унификацию надежных методов закрепления сменных пластин в державке (в том числе цельные и составные резцы, с напаянными пластинами, сборные);
– обеспечение удовлетворительного дробления и отвода стружки из зоны резания;
– достаточно высокую точность позиционирования вершин сменных пластин (за счет создания точных баз гнезда);
– быстросменность и удобство съема и замены сменных пластин, режущего инструмента или кассеты (блока);
– унификацию и максимально допустимое сокращение (сведение к оптимальному значению технико-экономических показателей промышленного производства и применения) числа методов закрепления пластин в державке;
– возможность использования всей гаммы размеров сменных пластин отечественного и зарубежного производства;
– соответствие точностных параметров резцов международным стандартам;
– обязательность применения специальных деталей крепежа (винтов, штифтов и т.п.) повышенной точности и надежности, разработка новых форм и размеров режущих пластин, форм их передних поверхностей, обеспечивающих удовлетворительное дробление и отвод стружки;
– использование опыта новаторов и изобретателей;
– применение прогрессивных ресурсосберегающих технологий изготовления деталей крепежа, ключей; технологичность и экономичность изготовления (сбережение материалов и трудовых ресурсов);
– возможность применения составных твердосплавных пластин с блоками (державками) инструмента в случаях несомненной их технико-экономической эффективности или невозможности конструкторского решения резца в сборном варианте (в первую очередь для малых сечений державок, некоторых расточных и отрезных операций и т.п.).
Подсистемы конструкций резцов созданы на основе общепринятой мировой практикой системы форм державок и углов в плане для обеспечения всех операций точения.
В дипломном проекте разрабатывается конструкция токарного проходного упорного резца, который применяется на токарно-винторезном станке с ЧПУ модели 16К20ФЗС5, для чернового и чистового точения пильного вала торцовочного станка модели Т1.
Исходные данные:
станок токарно-винторезный с ЧПУ модели 16К20ФЗС5, сталь 40Х ГОСТ 4543–71, подача S=0,3 мм/об, глубина резания t=2,5 мм.
Схема обработки вала представлена на рис. 3.2.
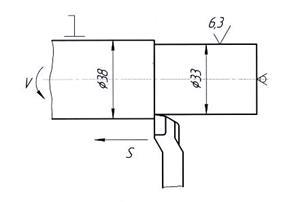
Рис. 3.2 –Схема обработки вала
Порядок расчета:
1. В зависимости от расстояния между опорной плоскостью резцедержателя и линией центров станка определяем сечение державки резца по справочнику [12]. Выбираем Н=25 мм, В=20 мм.
2. В зависимости от условий работы выбираем значения геометрических параметров резца [12]:
а) главный угол в плане φ=90°;
б) вспомогательный угол в плане φ 1
=10°;
в) радиус закругления вершины г=0,8 мм;
г) передний угол в нормальном сечении γ=10;
д) угол наклона режущей кромки λ,=12°;
е) задние углы α=8°, α1
=8°.
3. В зависимости от обрабатываемого металла и условий работы выбираем марку твердого сплава [13]. Так как обрабатываем легированную сталь 40Х с данными режимами резания, то выбираем пластинку из твердого сплава марки Т15К6.
4. Выбираем конструкцию резца с припаянной пластиной.
5. Определяем углы продольного γу
и поперечного γх
наклона передней грани по формулам [12]:






Конструкция резца представлена на рис. 3.3.

Рис. 3.3. Резец проходной упорный с пластиной из твердого сплава ТК15К6
6. В зависимости от характера обработки выбираем подачу S по справочнику [9]: S=0,4 мм/об.
7. Для данного сечения среза и обрабатываемого металла по таблицам справочника [9] выбираем скорость резания ν=l 10 м/мин.
8. Определяем тангенциальную силу резания по формуле:
 , Н, (3.10) , Н, (3.10)
где Ср
– постоянная;
t– глубина резания, мм;
S– подача, мм/об;
ν– скорость резания, м/мин;
х, у, п – показатели степени для расчетных условий обработки;
Кр
– поправочный коэффициент.
Поправочный коэффициент равен:
 , (3.11) , (3.11)
где  – поправочные коэффициенты, учитывающие влияние геометрических параметров и материала режущей части инструмента на составляющие силы резания при обработке. – поправочные коэффициенты, учитывающие влияние геометрических параметров и материала режущей части инструмента на составляющие силы резания при обработке.
Значения постоянной, показателей степени, поправочных коэффициентов выбираем по справочнику [9].
Поправочный коэффициент по формуле (3.11) определим как:

Сила резания по формуле (3.10) равна:
 Н Н
9. Определим силу резания, допускаемую сечением державки по прочности, по формуле:
 , Н, , Н,
где В-ширина стержня державки, мм;
Н – высота стержня державки, мм;
Re
– допускаемое напряжение изгиба материала стержня, принимаем Re
=200…250 Н/мм2
;
l– вылет резца, мм.
Вылет резца должен равняться:
l = 1,5В, мм
l = 1,5·20 = 30 мм
Допустимое значение силы резания по формуле (3.12) составит:
 Н Н
Необходимо, чтобы выполнялось условие:
Рz
≤ Рz
д
944,91 ≤ 13888
Условие выполняется.
10. Определяем эффективную мощность, потребляемую на резание, по формуле [9]:
 , кВт , кВт
 кВт кВт
11. Определяем эффективную мощность станка по формуле:
 , кВт, , кВт,
где Ncm
– мощность электродвигателя станка, кВт;
ηст
– К.П.Д. станка.
 кВт кВт
Необходимо, чтобы выполнялось условие:
Nэф
≤ Nэф.ст
1,7 ≤ 7,5
Условие выполняется, значит, обработка вала данным резцом возможна.
4. Организационно-экономическая часть
4.1 Организация труда на рабочем месте
Для достижения высокой производительности труда необходимо не только создать общие благоприятные условия труда, но и рационально организовать рабочее место.
Рабочее место – это зона высокой трудовой деятельности (непосредственного приложения труда) одного или нескольких исполнителей, оснащенная средствами, необходимыми для выполнения производственных заданий. Рабочее место является первичным элементом производственной структуры цехов и участков предприятий.
От организации каждого рабочего места – первичного звена предприятия – зависит эффективная производственная деятельность всего предприятия. На рабочем месте эксплуатируются соответствующие виды основных производственных фондов, здесь находится наиболее мобильная часть оборотных средств – незавершенное предприятие, образуются издержки производства, формируется определенный уровень производительности труда и качества продукции.
Рациональная организация рабочих мест осуществляется под влиянием многих технических, организационных, антропометрических и психологических факторов.
При работе на круглопильных станках, к которым относится торцовочный станок Т1, необходимо соблюдать правила технической эксплуатации в соответствии с производственной инструкцией, разработанной Центральным научно-исследовательским институтом механической обработки древесины.
Во время смены рабочий-станочник выполняет следующие работы:
– перед началом работы принимает, осматривает и налаживает станок;
– принимает пилы от пилоправа и заменяет ими затупившиеся;
– смазывает станок в соответствии с инструкцией и картой смазки;
– включает и останавливает станок;
– осматривает и заправляет в станок материал, производит его обрезку на станке, регулирует длину и ширину выпиливаемых заготовок;
– следит за качеством распиловки, периодически проверяя точность размеров отпиливаемых пиломатериалов и чистоту реза;
– устанавливает скорость подачи материала в соответствии с породой, состоянием древесины, размерами досок;
– следит за работой станка и пил;
– участвует в приемке станка после ремонта.
Помощник станочника выполняет следующие работы:
– принимает выходящие из станка пиломатериалы (бруски, обрезки), осматривает их и укладывает на вспомогательный стол вагонетки или транспортер;
– очищает рабочее место и станок от опилок, обрезков и мусора;
– помогает станочнику в смазке и подготовке станка к работе, а также в подготовке и сортировке материалов для распиливания.
На торцовочную операцию пиломатериал поступает после распиливания на пилораме и станках с продольной распиловкой. Перемещение тяжелых заготовок и готовых брусков осуществляется на специальных тележках, двигающихся по рельсам.
Во время распиливания материала станочник находится с боку станка. Его обе руки заняты нажатием кнопок (управление двухкнопочное), поэтому исключается попадание пальцев в зону пиления.
Помощник станочника подправляет доски и убирает обрезки специальным толкателем в целях безопасности. Оба работника используют специальные наушники, так как во время пиления создается повышенный шум.
Отходы пиления (обрезки, опилки, стружка) помощник помещает на специальный транспортер, который вывозит их с территории цеха.
Принимая смену, станочник должен осмотреть и проверить состояние основных рабочих частей станка, а также проверить очищен ли станок и рабочее место от опилок, обрезков и другого мусора; выяснить, как работал станок в предыдущей смене, какие были простои и неполадки в работе станка и их причины, какой производился ремонт. Кроме того, станочник проверяет качество подготовки и установки пил, исправность и наличие предохранительных и оградительных приспособлений на станке.
Осматривая станок, станочник проверяет:
– нет ли биения и излишнего разбега пильного вала;
– правильно ли установлены и закреплены пилы на пильном валу;
– исправность каретки;
– исправность смазочных устройств станка и заправку их смазкой, наличие масленки у станка;
– исправна ли ременная передача, достаточно ли натяжение.
При осмотре движущихся частей станка следует устранить попавшие в них обрезки, запрессованные опилки, кору и пр.
Станочник получает от сменного мастера задание с указанием, на какие изделия и размеры производить распиловку, определяет необходимую величину подачи материала.
После наладки станка станочник производит его пробный пуск, проверяет исправность действия включающего и выключающего устройств.
Перед пуском станка (в начале работы) станочник должен проверить, не оставлены ли посторонние предметы и инструменты на движущихся частях станка.
Убедившись, что оградительные и предохранительные приспособления в исправности и находятся на своих местах в нужном положении, а пила надежно закреплена на пильном валу и, опробовав действие механизмов движения пилы и направляющих устройств, станочник предупреждает окружающих о пуске станка.
При прекращении подачи электроэнергии станочник обязан выключить привод станка, чтобы с возобновлением ее подачи не произошло неожиданного произвольного пуска.
После пуска станок должен некоторое время работать вхолостую, чтобы станочник мог прослушать ход станка.
Подачу материала в станок можно начинать только после того, как пильный вал будет вращаться с полным числом оборотов.
Если обнаружены ненормальные стуки, следует остановить станок и выяснить причины их появления. Обо всех неисправностях станка, выявленных во время приемки смены, следует немедленно сообщить сменному мастеру.
По окончании работы станочник должен сдать сменщику станок, инструменты и рабочее место в чистоте и порядке и сообщить ему какие были в работе неполадки, что сделано для их устранения, что еще должно быть сделано.
Продолжительность смены составляет восемь часов. Из них 30 минут используется на отдых работников и подналадку станка. В середине смены – часовой обеденный перерыв.
Приемка пил от пилоправной мастерской и их смена:
Особое внимание следует уделять режущему инструменту, от состояния которого во многом зависит качество получаемой продукции.
Перед установкой пилы на станок станочник должен тщательно осмотреть ее. К установке не допускаются пилы, имеющие плохо заточенные зубья или зубья с искаженным профилем (заостренными впадинами, слишком малым или большим передним углом). На режущих кромках зубьев не должно быть заусенцев.
Пилы с двумя и более сломанными зубьями, расположенными рядом, а также с неправильно прокованным диском (крыловатость, большие «зажоги», вмятины и выпучины) или с неправильно разделенными зубьями (развод сделан на разные величины) нельзя устанавливать на станке. Их следует вернуть в пилоправную мастерскую.
Если на диске пилы имеется небольшая трещина во впадине зуба, то такую пилу можно установить на станке при условии, что в конце трещины просверлено отверстие. В остальных случаях пилы с трещинами использовать нельзя.
Пилы должны быть очищены от смолы, ржавчины и грязи.
Диаметр пилы должен соответствовать толщине и ширине распиливаемого материала.
Пилы следует менять в следующем порядке:
– снять или отвести в сторону ограждение пилы;
– отвинтить зажимную гайку пилы, снять ее и прижимную шайбу;
– снять зажимные втулки;
– снять затупившуюся пилу и установить новую, надеть втулки, шайбу и до отказа завернуть гайку.
Необходимо следить за тем, чтобы пила была установлена строго центрально (без эксцентриситета), под прямым углом к оси вращения пильного вала и надежно закреплена гайкой. Опорные плоскости шайбы должны иметь ровную поверхность, без зазубрин и быть строго перпендикулярными оси пильного вала.
Необходимо, чтобы пила легко насаживалась на вал о руки и не провертывалась между зажимными втулками во время работы. Допустимый зазор между валом и кромками отверстия пилы не должен превышать 0,2 мм. Гайка, закрепляющая пилу, должна иметь резьбу, обратную направлению вращения пилы.
Нужно следить, чтобы при закреплении пилы между ней и втулками, а также шайбой не попали опилки и грязь.
4.2 Технико-экономическое обоснование проекта
4.2.1 Определение источников экономической эффективности
Проектируемый торцовочный станок Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. При обработке заготовок столь малых размеров на типовых деревообрабатывающих станках (например, ЦКБ-40) происходит перерасход электроэнергии, мощности. Торцовочный станок модели Т1 отличается несложной конструкцией, небольшими габаритами, малой мощностью, простотой в управлении и безопасностью в работе.
Источником экономической эффективности при производстве станка Т1 является снижение расхода энергии.
4.2.2 Оценка затрат на производство станка
Затраты на осуществление производственно-технологической разработки делятся на капитальные и текущие затраты.
Капитальные затраты на производство торцовочного станка Т1 включают в себя затраты на материалы и комплектующие, на заработную плату работников, участвующих в процессе создания станка.
В основе расчета капитальных вложений лежит использование соответствующей проектно-сметной и технической документации, действующих цен, норм и нормативов.
Исходными данными для проведения расчета являются: спецификации основных сборочных единиц, входящих в разрабатываемый станок; нормы трудоемкости по видам работ и средние разряды работ на изготовление деталей, сборку, настройку, регулировку станка в целом; часовые тарифные ставки по разрядам работ, видам и условиям труда; действующие цены на материалы и комплектующие; нормативы накладных расходов и начислений на заработную плату.
Расчет затрат на материалы и комплектующие представлен в табл. 4.1.
Заработная плата определяется исходя из нормы времени на выполнение работ каждого исполнителя и тарифной ставки соответствующего разряда (среднечасовой заработной платы). Норма времени определяется экспертным путем.
Таблица 4.1. Расчет стоимости материалов и комплектующих
| Наименование
|
Марка,
тип
|
Единица измерения
|
Потребное количество
|
Цена за
единицу,
руб.
|
Стоимость, руб.
|
| Материал |
| швеллер №10 |
СтЗ |
кг |
93,7 |
17,99 |
1685,66 |
| уголок 32x32x3 |
СтЗ |
кг |
0,4 |
18,2 |
7,28 |
| уголок 40x40x3 |
СтЗ |
кг |
0,68 |
18,52 |
12,59 |
| уголок 20x20x3 |
СтЗ |
кг |
0,32 |
18 |
5,76 |
| уголок 80x50x5 |
СтЗ |
кг |
0,45 |
18,7 |
8,42 |
| уголок 75x50x8 |
Сталь 35 |
кг |
3,4 |
18,9 |
64,26 |
| лист S=2 мм |
СтЗ |
кг |
45,48 |
19,6 |
891,41 |
| лист S=3 мм |
СтЗ |
кг |
0,44 |
19,5 |
8,58 |
| лист S-5 мм |
СтЗ |
кг |
1,3 |
19Д |
24,83 |
| лист S=6 мм |
СтЗ |
кг |
0,51 |
18,7 |
9,54 |
| лист S=8 мм |
СтЗ |
кг |
8 |
18,6 |
148,8 |
| лист S=10 мм |
СтЗ |
кг |
44,01 |
18,59 |
818,15 |
| лист S=l, 6 мм |
Сталь 08 |
кг |
0,78 |
20,15 |
15,72 |
| лист S=2 мм |
Сталь 08 |
кг |
1,2 |
19,7 |
23,64 |
| лист S=5 мм |
Сталь 20 |
кг |
0,36 |
17,2 |
6,19 |
| лист S=12 мм |
Сталь 20 |
кг |
8,71 |
19 |
165,49 |
| лист S=5 мм |
Сталь 35 |
кг |
0,5 |
18,2 |
9,1 |
| круг 016 мм |
Сталь 35 |
кг |
0,32 |
19,4 |
6,21 |
| круг 035 мм |
Сталь 35 |
кг |
3,26 |
19,7 |
64,22 |
| круг 045 мм |
Сталь 40Х |
кг |
5,65 |
40 |
226 |
| круг 020 мм |
Сталь 10 |
кг |
0,52 |
28,7 |
14,92 |
| круг 020 мм |
Сталь 45 |
кг |
0,41 |
19,82 |
8,13 |
| круг 030 мм |
Сталь 45 |
кг |
18,7 |
20,1 |
375,87 |
| круг 0100 мм |
Сталь 45 |
кг |
12,4 |
20,75 |
257,3 |
| круг 0120 мм |
Сталь 45 |
кг |
3,14 |
20,8 |
65,31 |
| электрод |
Э46 |
кг |
5 |
6,9 |
34,5 |
| Комплектующие |
| болт |
Сталь 45 |
кг |
2,7 |
35 |
94,5 |
| гайка |
Сталь 45 |
кг |
1,34 |
17 |
22,78 |
| винт |
Сталь 45 |
кг |
0,89 |
58 |
51,62 |
| шайба |
Сталь 65Г |
кг |
0,25 |
40 |
10 |
| штифт |
Сталь 45 |
кг |
1,28 |
15 |
19,2 |
| проволока |
В-2–1,4 |
кг |
0,64 |
19,33 |
12,37 |
| металлорукав |
РЗ-Ц-Х-12УЗ |
м |
3 |
10,08 |
30,24 |
| провод |
ПВЗ |
м |
8 |
4,14 |
28,5 |
| электродвигатель |
4AH90L2Y3 |
шт. |
1 |
7420 |
7420 |
| подшипник |
180203 |
шт. |
8 |
11,95 |
95,6 |
| подшипник |
207 |
шт. |
2 |
35,2 |
70,4 |
| ремень |
Б-1400Ш |
шт. |
2 |
350 |
700 |
| ИТОГО: |
- |
- |
- |
- |
13474,51 |
Расчет заработной платы приведен в табл. 4.2.
При расчете используется методика, изложенная в [17].
Таблица 4.2. Расчет тарифной части заработной платы
| Наименование работ
|
Исполнители
|
Разряд работы
|
Норма
времени, чел.-часов
|
Тарифная ставка, руб./час
|
Тарифный фонд заработной платы, руб.
|
| Токарная |
Токарь |
3 |
24 |
23 |
552 |
| Фрезерная |
Фрезеровщик |
3 |
24 |
23 |
552 |
| Сверлильная |
Сверлильщик |
4 |
24 |
25 |
600 |
| Шлифовальная |
Шлифовщик |
4 |
24 |
25 |
600 |
| Сварочная |
Сварщик |
4 |
24 |
26 |
624 |
| Сборочная |
Слесарь-
сборщик
|
6 |
80 |
30 |
2400 |
| Всего: |
- |
- |
- |
- |
5328 |
Затраты на заработную плату определяются исходя из тарифного фонда заработной платы с учетом премиальных выплат, районного коэффициента и других надбавок:
 , руб., (4.1) , руб., (4.1)
где Фтар
– тарифный фонд заработной платы, руб.;
Кпр
– коэффициент премиальных выплат, Кпр
= 1,5;
Кр
– районный коэффициент, Кр
= 1,15.
Подставив в формулу (4.1) общий тарифный фонд заработной платы из табл. 4.2., получим затраты на заработную плату:
 руб. руб.
Отчисления на социальные нужды определяются по величине единого социального налога на заработную плату, равного 26%:
 , руб. , руб.
 руб. руб.
Накладные расходы определяются косвенным путем по действующему на предприятии нормативу. В связи с тем, что точные сведения отсутствуют, норматив накладных расходов принимают равным 50–70% от фонда заработной платы персонала:
 , руб. , руб.
 руб. руб.
Прочие расходы принимаются в размере 1% от суммы предыдущих статей затрат и включают расходы, не отраженные в предыдущих статьях:
 , руб., (4.2) , руб., (4.2)
где Зм/к
– расходы на материалы и комплектующие, руб. Подставив численные значения в формулу (4.2), получим:
 руб. руб.
Сметная стоимость производства станка определяется суммированием перечисленных статей затрат и представляет собой капитальные вложения. Смета затрат на производство станка представлена в табл. 4.3.
Таблица 4.3. Смета затрат на производство станка
| Наименование затрат
|
Величина затрат, руб.
|
| Материалы и комплектующие |
13474,51 |
| Заработная плата |
9190,8 |
| Отчисления на социальные нужды |
2389,61 |
| Накладные расходы |
5514,48 |
| Прочие расходы |
305,65 |
| ИТОГО: |
30875,05 |
4.2.3 Стоимостная оценка результатов проекта
Стоимостная оценка результатов проекта производится с использованием экономии текущих производственных затрат, которая достигается за счет сокращения затрат производственных ресурсов (энергии).
При обработке заготовок малых размеров на типовых деревообрабатывающих станках (например, ЦКБ-40) происходит перерасход энергии, мощности. Торцовочный станок модели Т1 отличается от других станков данного типа малой мощностью. При производстве станок оснащается электродвигателем мощностью 3 кВт. Таким образом, происходит экономия затрат на энергию, которые необходимо учесть в расчете.
Затраты на силовую энергию определяются по формуле:
 , руб., (4.3) , руб., (4.3)
где Кс
– коэффициент спроса, учитывающий недогрузку по мощности, Кс
=0,2;
Руст
– суммарная установленная мощность электродвигателей;
Фд
– действительный годовой фонд рабочего времени оборудования, ч;
Цэ
– стоимость 1 кВт/ч, электроэнергии по действующим тарифам (1,57 руб. за 1 кВт/ч.).
Действительный годовой фонд рабочего времени оборудования рассчитывается по формуле:
 , ч, , ч,
где Д – количество календарных дней в году;
Дн.р
– количество выходных и праздничных дней в году;
Тсм
– продолжительность рабочей смены, Тсм
= 8 ч.;
пс
– число смен, пс
= 1;
Кр
– коэффициент, учитывающий потери времени на ремонт, наладку, регламентированные перерывы, Кр
= 0,9 – 0,97.
 ч ч
Для типового торцовочного станка модели ЦКБ-40 с суммарной установленной мощностью электродвигателей 22 кВт затраты на силовую энергию по формуле (4.3) составят:
 руб. руб.
Для торцовочного станка модели Т1 с суммарной установленной мощностью электродвигателей 3 кВт затраты на силовую энергию составят:
 руб. руб.
Тогда снижение затрат на энергию составит:
 , руб. , руб.
 руб. руб.
Определим производительность станка при установке электродвигателя мощностью 3 кВт.
Количество заготовок, получаемых за смену, равно:
 , шт., , шт.,

где Тс
– продолжительность смены, Тс
= 7,5 ч., т. к. остальное время идет на отдых и наладку станка;
п – количество полученных заготовок в минуту, шт.
 шт. шт.
Количество заготовок, получаемых за год, равно:
 , шт., , шт.,
где Др
– количество рабочих дней в году.
 шт. шт.
На распиловку подаются доски размерами 1,5×0,09×0,009 м, которые необходимо распилить на 9 частей (заготовок) размерами 0,1625×0,09×0,009 м.
В одном кубометре таких заготовок – 7598,8 штук. В год станок распиливает 909,6 м деревянных заготовок.
4.2.4 Показатели экономической эффективности
К показателям экономической эффективности относятся показатели, отражающие стоимостную оценку результатов (экономия затрат на электроэнергию), экономический эффект за расчетный период, срок окупаемости капитальных вложений.
Под экономическим эффектом понимается превышение стоимостной оценки результатов над стоимостной оценкой затрат ресурсов за расчетный период.
Годовой экономический эффект рассчитывается по формуле:
 , руб., (4.4) , руб., (4.4)
где Рг
– стоимостная оценка годовых результатов, руб.;
Зг
– стоимостная оценка годовых затрат, руб.
 руб. руб.
Таким образом, за первый год эксплуатации станка затраты на его производство не окупятся.
Показателем эффективности капитальных вложений является срок окупаемости – период времени, в течение которого капитальные затраты возмещаются за счет снижения издержек производства.
Срок окупаемости капитальных затрат рассчитывается по формуле:
 , лет, , лет,
где К – капитальные затраты, руб.;
Р – показатель, за счет которого окупаются капитальные затраты (снижение затрат на энергию), руб.
 лет лет
Критерием эффективности капитальных вложений является условие:
Т < Тн,
где Тн
– нормативный срок окупаемости капитальных вложений, Тн
= 3 года.
2,46 < 3
Условие выполняется.
Таким образом, проект экономически выгоден, так как срок окупаемости укладывается в установленный норматив.
Суммарный по годам расчетного периода экономический эффект согласно формуле (4.4) равен:
 , руб., , руб.,
где ЭТ
- экономический эффект за расчетный период, руб.;
РТ
- стоимостная оценка результатов проекта за расчетный период, руб.;
ЗТ
– стоимостная оценка затрат на осуществление проекта за расчетный период, руб.;
Т – расчетный период, год.
Так как данный проект окупается через три года от начала эксплуатации станка, то экономический эффект за третий год составит:
 руб. руб.
Этот расчет возможен, если тарифы на электроэнергию в течение трех лет останутся неизменными.
Технико-экономические показатели проекта представлены в табл. 4.4.
Таблица 4.4. Технико-экономические показатели проекта
| Наименование показателей
|
Единица измерения
|
Величина показателя
|
| Годовая производительность станка |
шт. |
6912000 |
| Годовая производительность станка |
м3
|
909,6 |
| Капитальные вложения |
Руб. |
30875,05 |
| Экономия затрат на электроэнергию |
Руб. |
11609,84 |
| Экономический эффект |
Руб. |
3954,47 |
| Срок окупаемости капитальных вложений |
Год |
2,46 |
4.3 Инновационный проект
Инновация – конечный результат инновационной деятельности, воплощенный в виде нового или усовершенствованного продукта, внедренного на рынке; нового или усовершенствованного технологического процесса и т.д.
Innovation(англ.) означает «введение новаций», новшеств. С момента принятия к распространению новация приобретает новое качество – становится инновацией. Процесс введения новации на рынок принято называть коммерциализацией.
Инновационная деятельность – деятельность по доведению научно-технических идей, разработок до результата, пригодного в практическом использовании. В полном объеме инновационная деятельность включает все виды научной деятельности, проектно-конструкторские, технологические, опытные разработки, деятельность по освоению новшеств в производстве и у их потребителей – реализацию инноваций.
В общем виде инновационный процесс состоит в получении и коммерциализации изобретений, новых технологий, видов продукции и услуг, решений организационно-технического, экономического, социального или иного характера и других результатов интеллектуальной деятельности и осуществляется в 4 этапа.
На первом этапе проводятся фундаментальные исследования в высших учебных заведениях, отраслевых специализированных институтах, лабораториях. Финансирование осуществляется в основном из государственного бюджета на безвозвратной основе. На втором этапе проводятся исследования прикладного характера. Они осуществляются во всех научных учреждениях и финансируются как за счет бюджета (государственные научные программы или на конкурсной основе), так и за счет заказчиков. На третьем этапе осуществляются опытно-конструкторские и экспериментальные разработки. Они проводятся как в специализированных лабораториях, КБ, опытных производствах, так и в научно-производственных подразделениях крупных промышленных организаций. Источники финансирования те же, что и на втором этапе, а также собственные средства организаций. На четвертом этапе осуществляется процесс коммерциализации, начиная от запуска в производство и выхода на рынок и далее по основным этапам жизненного цикла продукта.
Под инновационным проектом понимается процесс целенаправленного изменения или создания новой технической системы.
Проекты имеют различные уровни научно-технической значимости: модернизационный, когда конструкция прототипа или базовая технология кардинально не изменяются (расширение размерных рядов и гаммы изделий, установка более мощного двигателя, повышающая производительность станка); новаторский, когда конструкция нового изделия по виду своих элементов существенным образом отличается от прежнего (добавление новых качеств, например введение средств автоматизации или других, ранее не применявшихся в конструкциях данного типа изделий, но применявшихся в других типах изделий); опережающий, когда конструкция основана на опережающих технических решениях (введение турбореактивных двигателей, ранее нигде не применявшихся); пионерный, когда появляются ранее не существовавшие материалы, конструкции и технологии, выполняющие прежние или даже новые функции (композитные материалы, первые персональные компьютеры, ракеты, биотехнологии).
По выполняемым объемам работ и продолжительности проекты могут быть краткосрочными (1–2 года), среднесрочными (до 5 лет) и долгосрочными (более 5 лет).
Разрабатываемый в дипломной работе проект (производство торцовочного станка Т1) носит новаторский характер, так как конструкция нового станка по виду своих элементов существенным образом отличается от ранее существующих типовых станков. Проектируемый торцовочный станок Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. При обработке заготовок столь малых размеров на типовых деревообрабатывающих станках происходит перерасход электроэнергии, мощности. Главной целью проекта было уменьшение затрат на электроэнергию и мощность, и уже как следствие сокращение размеров станка (небольшие затраты на материалы и комплектующие). Торцовочный станок модели Т1 отличается несложной конструкцией, небольшими габаритами, малой мощностью, простотой в управлении и безопасностью в работе. Это краткосрочный проект.
5. Безопасность и экологичность проекта
5.1 Анализ условий труда при работе на торцовочном станке Т1
В результате нарушения установленных норм, правил, недоучета физиологических возможностей человека при эксплуатации станка могут быть опасные зоны и вредные условия, отрицательно влияющие на здоровье работающих. Поэтому анализ условий труда сводится к исследованию опасных и вредных производственных факторов. Опасный производственный фактор – это такой производственный фактор, воздействие которого на работающего приводит к травме. К опасным факторам в деревообрабатывающем цехе относятся: подвижные части производственного оборудования и промышленных роботов, передвигающиеся изделия, заготовки, материалы, оснастка и инструмент; разлетающиеся осколки от рабочих частей оснастки при возможном их разрушении; острые кромки (заусенцы, шероховатости на поверхности заготовок, деталей оснастки и инструмента); повышенное напряжение в электрической цепи оборудования; повышенный уровень статического электричества; повышенный уровень шума и вибрации на рабочем месте; повышенная запыленность воздуха рабочей зоны; физические перегрузки при транспортировании заготовок, деталей, оснастки; пожароопасность.
Все перечисленные факторы при их возникновении оказывают влияние на организм человека, снижая его работоспособность.
Подвижные части производственного оборудования и промышленных роботов, передвигающиеся изделия, заготовки, материалы, оснастка и инструмент, а также разлетающиеся осколки от рабочих частей оснастки при возможном их разрушении могут вызвать такие травмы как ушибы, переломы, вывихи, сотрясения головного мозга и другие травмы, приводящие к снижению или утрате работоспособности.
Острые кромки, заусенцы, шероховатости на поверхности заготовок, деталей оснастки и инструмента могут привести к появлению царапин, ссадин и порезов, которые могут стать причиной заражений, вызвав нетрудоспособность работников. Основными причинами травматизма, в первом и во втором случаях, являются несоблюдение требований техники безопасности; ошибочные действия при наладке, ремонте и регулировке оборудования или во время его работы и нарушение условий эксплуатации оборудования.
Повышенное напряжение в электрической цепи оборудования может привести к электротравмам, которые можно условно свести к двум видам: местным электротравмам (электрические ожоги, электрический знак, механические повреждения) и общим электротравмам (электрический удар). Основные причины несчастных случаев от воздействия электрического тока следующие: случайное прикосновение или приближение на опасное расстояние к токоведущим частям, находящимся под напряжением; появление напряжения на конструктивных металлических частях оборудования: корпусах, кожухах и т.п. – в результате повреждения изоляции или в силу других причин; появление напряжения на отключенных токоведущих частях, на которых работают люди, вследствие ошибочного включения установки; возникновение шагового напряжения в результате замыкания провода на землю.
Проходя через организм человека, электрический ток оказывает термическое, электролитическое, биологическое, механическое и световое действие. Термическое действие выражается в ожогах отдельных участков тела, нагреве и разрыве кровеносных сосудов, нервов и других тканей. Электролитическое действие выражается в разложении крови и других органических жидкостей, что вызывает значительное нарушение их физико-химических составов. Биологическое действие проявляется в нарушении биологических процессов, протекающих в организме человека, и сопровождается возбуждением и разрушением тканей и судорожным сокращением мышц. Механическое действие приводит к разрыву тканей, а световое – к поражению глаз.
Помещение цеха является особоопасным помещением, с точки зрения электробезопасности.
При работе на торцовочном станке накопление зарядов статического электричества происходит во время трения ремней клиноременной передачи о шкивы. Заряды статического электричества могут накапливаться и на людях, особенно при пользовании обувью с непроводящими электрический ток подошвами, одеждой и бельем из шерсти, шелка и искусственных волокон.
Физиологическое действие статического электричества может ощущаться в виде слабого, умеренного и сильного укола или толчка. Они неопасны, так как сила тока разряда статического электричества ничтожно мала. Но такое воздействие может привести к тяжелым несчастным случаям вследствие рефлекторного движения вблизи неогражденных движущихся частей. Искровые разряды статического электричества при несоблюдении установленных правил могут стать причиной воспламенения горючих веществ и взрывов, а также отрицательного воздействия на организм человека и снижения производительности труда. Разряды статического электричества приводят к порче и разрушению материалов, коррозии метало, ухудшению свойств смазочных масел.
Основные источники шума деревообрабатывающих станков – колебательные и аэродинамические процессы, возникающие при вращении режущих инструментов и взаимодействии их с обрабатываемой древесиной. Повышенный уровень шума на рабочем месте наносит большой ущерб, вредно действуя на организм человека и снижая производительность труда. В зависимости от уровня и характера шума, его продолжительности, а также от индивидуальных особенностей человека шум может оказывать на него различное воздействие.
Шум, даже когда он невелик (при уровне 50–60 дБА), создает значительную нагрузку на нервную систему человека, оказывая на него психологическое воздействие. С увеличением уровней до 70 дБА и выше шум может оказывать физиологическое воздействие на человека, приводя к видимым изменениям в его организме. Звуки, превышающие по своему уровню порог болевого ощущения (L=120–130 дБ), могут вызвать боли и повреждения в слуховом аппарате. Под воздействием шума, превышающего 85–90 дБА, в первую очередь снижается слуховая чувствительность на высоких частотах. При действии шума очень высоких уровней (более 145 дБА) возможен разрыв барабанной перепонки.
Шум, являясь общебиологическим раздражителем, не только действует на слуховой аппарат, но может вызвать расстройство сердечно-сосудистой и нервной систем, пищеварительного тракта, а также способствует возникновению гипертонической болезни. Человек, работая при шуме, привыкает к нему, но продолжительное действие сильного шума вызывает общее утомление, может привести к ухудшению слуха, а иногда и к глухоте, нарушается процесс пищеварения, происходит изменение объема внутренних органов. Эти вредные последствия шума выражены тем больше, чем сильнее шум и продолжительнее его воздействие. Патологические изменения, возникшие под влиянием шума, рассматривают как шумовую болезнь. Шум – одна из причин быстрого утомления работающих, вызывающая головокружение, что в свою очередь может привести к несчастному случаю. Установлено, что высокие уровни шума в отдельных случаях снижают производительность труда на 15–20%.
Источником вибрации на производстве может быть оборудование, неправильно установленное или эксплуатируемое длительное время без ремонта, оборудование с изношенными деталями и узлами, с зазорами выше допустимых пределов. Вибрация от оборудования передается через конструкции и пол человеку и вызывает общую вибрацию его тела. Особо вредны колебания с частотой 6–9 Гц, близкой к частоте колебаний отдельных органов человека. При этом возникает резонанс, который увеличивает колебания внутренних органов, расширяя или сужая их, что весьма вредно. Систематическое воздействие вибрации вызывает вибрационную болезнь (неврит) с потерей трудоспособности.
При работе на деревообрабатывающих станках воздух загрязняется древесной пылью, которая может вызвать легочные и кожные заболевания.
Физические перегрузки при транспортировании заготовок, деталей, оснастки вызывают снижение работоспособности, вследствие быстрой утомляемости организма. Систематическое воздействие этого фактора приводит к физическому истощению организма работника. Значительные величины перегрузок могут привести к травмам, например растяжениям, повреждениям позвоночника и другим.
Пожароопасность эксплуатации деревообрабатывающих станков обусловлена тем, что сама древесина – горючий материал. Другими причинами пожаров могут быть наличие неисправного электрооборудования, нарушение правил заземления, разряды статического электричества, нарушение пожарных норм и правил в технологических процессах, хаотическое содержание помещения (захламление изделиями, отходами), небрежное обращение с огнем (курение вблизи станка). Пожары на производстве приводят к значительным материальным потерям, а так же вызывают у работников ожоги различной степени и отравления продуктами горения, механические травмы.
На основании произведенного анализа условий труда разрабатываются мероприятия по предупреждению заболеваний и травматизма.
резец станок привод торцовочный
5.2 Разработка мероприятий по обеспечению безопасных и здоровых условий труда
Торцовочный станок модели Т1 предназначен для поперечной распиловки пиломатериалов. Безопасность эксплуатации станка обеспечена соответствием его конструкции требованиям ГОСТ 12.2.026.0–93, «Правилам устройства электроустановок» и требованиям технических условий ТУ 3831–001–00220954–95.
Требования безопасности к основным элементам станка:
– станок оборудован двухкнопочным (двуручным) управлением, обеспечивающим занятие обеих рук станочника во время рабочего цикла и исключающим попадание его рук в зону пиления;
– отключение хотя бы одной из кнопок ведет к возврату пильного механизма в исходное положение;
– кнопка «Общий стоп» позволяет отключать механизмы станка в случае аварийной ситуации;
– ширина прорези деревянной планки, через которую проходит пильный диск, не превышает 10 мм.
Требования к средствам защиты:
– клиноременная передача и подвижные части механизма резания расположены внутри станины станка и снаружи закрыты ограждениями:
– ограждения и козырьки, ограничивающие доступ в опасную зону (зону пиления), окрашены в желтый цвет в соответствии с ГОСТ 12.4.026–78.
Требования к обслуживающему персоналу. Обслуживающий персонал обязан:
– знать устройство и назначение органов управления, механизмов, ограждений и приспособлений, обеспечивающих безопасность станка;
– уметь определять неисправности механизмов станка;
– содержать в чистоте рабочее место и станок;
– иметь необходимые инструменты и материалы для уборки рабочих мест и чистки механизмов;
– работать в исправной спецодежде и головном уборе; одежда не должна стеснять движений и иметь свисающих концов, которые могут быть захвачены движущимися частями механизма;
– знать приемы первой медицинской помощи при несчастных случаях;
– до начала работы проверять исправность оградительных устройств и приспособлений, обеспечивающих безопасность работы, исправность узлов и механизмов, обеспечивающих нормальную работу станка;
– после окончания работы станка выключать все механизмы станка, производить их осмотр и чистку.
Запрещается:
– работать на заведомо неисправном станке;
– работать при снятых и открытых ограждениях с выключенной блокировкой;
– производить смазку, ремонт, чистку станка до полной остановки всех его механизмов;
– находится посторонним лицам в зоне работы станка;
– подправлять заготовки и удалять обрезки руками (только специальным толкателем).
Торцовочные станки для поперечного распиливания должны иметь ограждения пил, ограничители движения механизмов резания и подачи. Это концевые упоры, выключатели механического или автоматического действия, предотвращающие выход этих механизмов за установленные пределы во избежание аварий и несчастных случаев.
Торцовка пиломатериалов длиной менее 300 мм должна производиться с применением специальных приспособлений, обеспечивающих безопасность работающего при удержании и зажиме обрабатываемого материала. Во избежание возможности травмирования рук станки оснащаются каретками для подачи пиломатериалов. С целью уменьшения травмоопасности при работе на станке предусмотрена система отвода опилок, стружки, обрезков (например, вынос под действием центробежных сил по металлическому желобу – патрубку).
Для защиты персонала от повышенного напряжения в электрической цепи оборудования применяют усиленную изоляцию, используют ограждения, служащие для обеспечения недоступности токоведущих частей оборудования и электрических сетей; для устранения опасности поражения электрическим током в случае прикосновения к корпусу и другим нетоковедущим частям оборудования применяется защитное заземление.
С целью предупреждения электротравматизма регулярно проверяют изоляцию сетей и оборудования, проводят испытания индивидуальных защитных средств, обучение, аттестацию и переаттестацию персонала.
Для предупреждения возникновения опасных разрядов статического электричества предусмотрены следующие меры: отвод зарядов путем заземления оборудования, увеличение проводимости пола на рабочем месте, использование рабочими обуви с токопроводящей подошвой, антистатических перчаток, изготовленных из хлопчатобумажного материала.
Снижение повышенного уровня шума на рабочем месте осуществляется посредством установки звукопоглощающих и звукоизолирующих преград в виде экранов и перегородок на пути его распространения. Зоны с уровнем шума более 80 дБА обозначены знаками безопасности. Работающие в этих зонах снабжаются средствами индивидуальной защиты, к которым относятся ушные вкладыши, наушники и шлемофоны.
Предельно допустимые уровни шума определены ГОСТ 12.1.003–88. Характеристикой постоянного шума на рабочем месте является уровень звукового давления в дБ, непостоянного – эквивалентный уровень звука в дБА. Допустимый уровень звукового давления на деревообрабатывающем предприятии составляет 95 дБ, эквивалентный уровень звука – 80 дБА.
Вибрация машин в виде упругих волн распространяется от фундаментов по конструкции здания во все помещения, где и проявляется как шум. Ослабить такой шум можно только виброизоляцией и вибропоглощением. Для этих целей используют виброизолирующие основания под оборудование, виброизолированные плиты рабочих мест, плавающие фундаменты.
Согласно ГОСТ 12.1.0.12–90 определяют предельно допустимые параметры вибраций на рабочем месте.
Воздух, поступающий в рабочую зону должен иметь температуру, соответствующую санитарно-гигиеническим требованиям ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Метеорологические условия устанавливаются в зависимости от характера работ (тяжести). Работы на деревообрабатывающих станках относятся к работам средней тяжести. В соответствии с категорией работы устанавливается определенный микроклимат (см. табл. 5.1.)
Таблица 5.1. Показатели микроклимата
| Период года
|
Температура, °С
|
Относительная
влажность, %
|
Скорость движения, м/с
|
| Холодный |
17…19 |
40…60 |
0,12 |
| Теплый |
20…22 |
40…60 |
0,13 |
Для того чтобы поддержать в производственных помещениях нужный состав и состояние воздуха применяются устройства вентиляции. Для защиты органов дыхания и зрения от пыли и токсических паров используются средства индивидуальной защиты (респираторы, защитные очки).
Для устранения физических перегрузок при транспортировании заготовок, деталей, оснастки применяются средства механизации и автоматизации транспортных операций.
Для обеспечения пожаробезопасности рабочие места оборудуются первичными средствами пожаротушения (огнетушители, лопаты, ящики с песком, асбестовые полотна) и пожарной сигнализацией. В помещении цеха предусмотрен пожарный выход и план эвакуации.
Для создания светового комфорта на предприятиях используют: естественное освещение, искусственное, и совмещённое освещение, при котором недостаточное по нормам естественное освещение дополняют искусственным. Естественное и искусственное освещение в помещениях регламентируется нормами СНиП 23–05–95 в зависимости от характеристики зрительной работы, наименьшего объекта различения, разряда зрительной работы, системы освещения, фона, контраста объекта с фоном. Нормы искусственной освещенности при деревообработке на станке Т1: комбинированное общее освещение – 150 лк; комбинированное общее и местное – 500 лк.
5.3 Расчет защитного заземления станка Т1
Защитному заземлению подлежат металлические части электроустановок, доступные для прикосновения человека и не имеющие других видов защиты, обеспечивающих электробезопасность.
Цель расчета заземления – определить число и длину вертикальных элементов и разместить заземлитель на плане электроустановки, исходя из регламентированных правилами значений допустимых сопротивления заземления, напряжения прикосновения и шага, максимального потенциала заземлителя или всех указанных величин.
Заземлению подлежит торцовочный станок Т1, работающий под напряжением 380 В. Грунт – суглинок. Измерения проводились при относительной влажности грунта. Удельное сопротивление грунта ρизм
= 100 Ом·м. Заземляющее устройство представляет собой полосу длиной 30 м. В качестве вертикальных стержней применяются трубы Ø50 мм длиной 3 м в грунте на расстоянии Но
= 0,8 м. В качестве соединительной полосы используется стальная шина сечением 40x4 мм. Естественные заземлители отсутствуют.
Расчет защитного заземления проводится по методике, изложенной в [19].
Порядок расчета:
1. Расчетный ток замыкания на землю в сетях с изолированной нейтралью напряжением до 1000 В определяется по формуле:
 , А, , А,
где  - фазное напряжение, В; - фазное напряжение, В;
Z– сопротивление изоляции сети относительно земли, Ом. Если Z неизвестно, то принимаем Z = 100 Ом.
 А А
Так как напряжение в данной установке меньше 1000В, то сопротивление заземляющего устройства R3
не должно превышать 4 Ом.
2. Расчетное удельное сопротивление грунта определяется по формуле:
 , Ом·м, , Ом·м,
где ψ – климатический коэффициент.
 Ом·м Ом·м
3. Определяется сопротивление естественных заземлителей.
Так как естественные заземлители отсутствуют, то в качестве естественного берем один из искусственных. Принимаем сопротивление естественного заземлителя Rе
= 4 Ом.
4. Определяется сопротивление искусственного заземлителя. Считается, что искусственные и естественные заземлители соединены параллельно, и общее их сопротивление не должно превышать норму Ru
≤ RH
. Следовательно, принимаем Ru
= 4 Ом.
5. Сопротивление одиночного вертикального заземлителя с учетом расчетного удельного сопротивления грунта определяется по формуле:
 , Ом, , Ом,
где l– длина стержня, м;
d– диаметр стержня, м;
Н – расстояние от грунта до середины стержня, м.
 Ом Ом
6. Предварительно разместив заземлители на плане, определяют (задают) число вертикальных заземлителей и расстояние между ними. С учетом этих данных определяют коэффициент использования вертикальных стержней.
Длина соединительной полосы равна периметру 30 м. Примем число вертикальных стержней равным 15, а расстояние между ними 2 м. По таблицам определяем коэффициент использования вертикальных стержней ηcm
=0,51.
7. Сопротивление соединительных полос определяется по формуле:
 , Ом, , Ом,
где b – ширина полосы, м.
По таблицам определяем коэффициент использования соединительных полос ηп
= 0,52. Тогда сопротивление соединительных полос с учетом коэффициента использования определяется по формуле:
 , Ом , Ом
 Ом Ом
8. Требуемое сопротивление вертикальных стержней (заземлителей) определяется по формуле:
 , Ом , Ом
 Ом Ом
9. Учитывая коэффициент использования вертикальных стержней, окончательно определяют их число по формуле:
 , шт. , шт.
Таким образом, для надежного заземления торцовочного станка, подключенного к сети напряжением 380 В необходимо 15 стержней круглого сечения 050 мм и длиной 3 м, расположенных в ряд и соединенных стальной полосой сечением 40x4 мм по периметру. Крепление соединительной полосы к заземлителям осуществляется сварным соединением. Схема заземления торцовочного станка Т1 представлена на плакате (ДП. 151001.10.23.113.05.01.000).
5.4 Меры по обеспечению устойчивости функционирования объекта в условиях чрезвычайной ситуации
Исходя из особенностей рельефа, климатических, гидрографических и природных условий, на территории Вологодской области возможно возникновение чрезвычайных ситуаций природного характера, таких как лесные и торфяные пожары, подтопление населенных пунктов в период весенних половодий и дождевых паводков, ураганные ветры, сильные снегопады, гололед, метель. Кроме того, могут произойти аварии и другие чрезвычайные происшествия по техногенным причинам. В области имеются три химически опасных города – Вологда, Череповец, Сокол. На территории Вологодской области находятся девять химически опасных объектов. Из них:
– I степени опасности – «Вологдагорводоканал», АО «Вологодский льнокомбинат»;
– II степени опасности – станция осветления технической воды, АО «ВПЗ», АО «Агма-холод»;
– III степени опасности – АО «Вологодский мясокомбинат», комбинат «Заречье», АО «Вологодский молочный комбинат», АО «Вологдамолоко», АО Торговое предприятие «Вологодское».
По территории области проложено около шестисот километров железнодорожных путей. Наиболее часто перевозимые по железной дороге сильнодействующие ядовитые вещества – хлор и аммиак. Основные направления их перевозок по железной дороге – участки: Вологда – Вожега, Вологда – Череповец, Грязовец – Вологда. На территории Вологды расположены один взрывоопасный (АО «Вологодский комбинат хлебопродуктов») и 9 наиболее крупных пожароопасных объектов (например, Вологодская нефтебаза).
К факторам, влияющим на устойчивость работы объектов, относятся: район расположения объекта, планировка и застройка территории объекта, системы электроснабжения, технология, производственные связи объекта, система управления предприятием, подготовленность объекта к восстановлению.
При анализе района расположения объекта учитываются нахождение на данной территории других объектов, которые могут служить источником возникновения вторичных факторов поражения (гидроузлы, химзаводы), естественные условия местности (лес – источник пожаров, дороги, реки), метеорологические условия (количество осадков, направление ветра).
При рассмотрении зданий и сооружений данной территории учитываются этажность, огнестойкость строительных конструкций и другие характеристики, влияющие на устойчивость и уязвимость к воздействию световых излучений, ударной волны; отмечаются сооружения, которые не могут участвовать в производстве основной продукции.
При оценке внутренней планировки территории объекта учитываются влияние плотности и тип застройки на возможность возникновения и распространения пожаров, образование завалов входов в убежищах, возникновение вторичных факторов поражения (емкости с ядовитыми веществами, аммиачные установки).
При изучении технологии на объектах учитывается возможность изменения производственного процесса на время ЧС (частичное производство, выпуск новой продукции), возможность электроснабжения от внутренних источников, выявляется минимальная потребность в энергии, газе, воде, паре и других видах энергоснабжения в период ЧС.
При анализе системы управления учитывают возможность связи, ее надежность, возможность взаимозаменяемости руководящего состава, надежность системы оповещения. Учитывают системы материально-технического снабжения в период ЧС, оценивают имеющиеся запасы сырья, деталей и возможности их пополнения.
Изучается возможность восстановления производства после поражения объекта, предусматриваются меры по скорейшему восстановлению: возможности строительно-монтажных организаций, запасы строительных материалов, наличие проектной документации для проведения работ.
Повышение устойчивости работы объекта достигается усилением наиболее слабых (уязвимых) элементов и участков объекта.
Основные меры по повышению устойчивости:
– усиление прочности зданий, сооружений, имеющих большое значение, но малопрочные элементы (закрепление оттяжками, устройство бетонных и металлических поясов, повышающих жесткость конструкции);
– повышение устойчивости наиболее ценного и уникального оборудования, эталонных контрольно-измерительных приборов; это оборудование размещается в облегченных трудносгораемых зданиях (меньше повреждаются при разрушении) или в заглублениях, подземных или специально построенных помещениях повышенной прочности, устраиваются защитные шатры, кожухи, зонты, козырьки, сетки над оборудованием;
– повышение устойчивости технологического процесса за счет резервирования систем автоматики, обеспечения возможности ручного управления, сокращения числа используемых станков, линий; размещения производства отдельных видов продукции в филиалах, параллельных цехах, замены сложной технологии более простой, разработки способов безаварийной остановки производства по сигналу тревоги;
– повышение устойчивости систем энергоснабжения за счет создания дублирующих источников электроэнергии, газа, воды, пара (прокладка дополнительных коммуникаций, их закольцевание), принятие мер против разрушения (усиление опор, заглубление, усиление перекрытий), введение передвижных электростанций, насосных установок с автономным приводом; приспособление ТЭЦ к различным видам топлива;
– повышение устойчивости водоснабжения: питание от нескольких водоисточников, скважин, расположенных на достаточно большом расстоянии друг от друга, внедрение оборотного водоснабжения, защита воды от заражения (дополнительная очистка, защита водозаборов);
– обеспечение устойчивости управления производством: создание групп управления (по числу смен) для руководства производством, спасательными и аварийно-восстановительными работами, устройство пункта управления в одном из убежищ, дублирование связи;
– повышение устойчивости материально-технического снабжения объекта: создание запасов сырья, материалов, оборудования, топлива, обеспечение их сохранности;
– проведение противопожарных мероприятий: сведение до минимума возможности возникновения пожаров от светового излучения, от воспламенений, вызванных воздействием ударной волны; защите от светового излучения подлежат сгораемые кровли, деревянные стены и элементы (окраска огнезащитной краской, покрытие известковой смесью, обмазка глиной, закрашивание стекол окон); разборка малоценных сгораемых объектов, конструкций; очистка территории от сгораемых материалов; сооружение противопожарных водоемов, противопожарных преград.
Данный торцовочный станок модели Т1 предназначен для поперечной распиловки досок на планки по длине заготовок бельевых зажимов. В условиях ЧС возможно изменение параметров обрабатываемых досок за счет изменения положения съемного торцовочного упора, расположенного на столе станка.
Станок оборудован двухкнопочным управлением: кнопка включения электродвигателя привода пилы («Пуск»), кнопка выключения электродвигателя привода пилы («Общий стоп»). Кнопка «Общий стоп» позволяет отключить механизмы станка в случае аварийной ситуации, при этом пильный механизм возвращается в исходное положение.
5.5 Меры по охране окружающей среды на предприятии
Хозяйственная деятельность человека является одним из важнейших факторов влияния на окружающую среду. В результате выбросов в атмосферу отходов производства изменяется ее химический состав, стоки промышленных вод в водоемы загрязняют почву и источники водоснабжения. Под загрязнением окружающей среды понимают любое внесение в ту или иную экологическую систему несвойственных ей живых или неживых компонентов, физических или структурных изменений, прерывающих или нарушающих процессы круговорота и обмена веществ, потоки энергии со снижением продуктивности или разрушением данной экосистемы.
Промышленные предприятия загрязняют почву различными отходами: стружками, опилками, пылью. Отходы предприятий необходимо собирать для повторной переработки; отходы, для которых не разработана технология переработки, хранятся в отвалах. Из отходов древесины изготавливаются прессованием товары народного потребления. Основными направлениями ликвидации и переработки отходов являются: вывоз и захоронение на полигонах, сжигание, складирование и хранение до появления технологии переработки,
Цеха используют воду, например, для охлаждения инструмента. Практически большинство технологических процессов используют воду, которая загрязняется кислотами, цианидами, щелочами, механическими примесями, окалиной и пр. Использованная предприятием вода поступает в очистные сооружения предприятия, очищается и повторно используется (повторное, оборотное водоснабжение).
Очистка сточных вод от механических примесей осуществляется методами процеживания, отстаивания, отделения механических частиц в поле действия центробежных сил и фильтрования. Процеживание сточных вод осуществляется пропусканием через решетки и волокноуловители для выделения примесей размером 25 мм и более, а также волокнистых загрязнений. Отстаивание происходит в отстойниках, песколовках. В гидроциклонах и центрифугах используются центробежные силы для очистки воды от загрязнений. Фильтрование используется для очистки от тонкодисперсных загрязнений, при этом применяются зернистые фильтры (песок, шлак, гравий) и микрофильтры (металлические сетки).
В производственных помещениях работающие станки, машины, оборудование выделяют в окружающий воздух большое количество различных паров, газов и пыли. На качество воздуха влияет и лучистое тепло, выделяемое работающими станками, аппаратами, прессами, печами, нагретыми изделиями. Основными мероприятиями по снижению выбросов вредных веществ в атмосферу являются:
– совершенствование технологических процессов, включая снижение неорганизованных выбросов;
– применение герметичного внутризаводского транспорта, перевозящего пылящие материалы;
– отказ от применения складов и резервуаров открытого типа;
– строительство новых и повышение эффективности существующих очистных устройств;
– перепрофилирование производства;
– повышение общей культуры производства (механизация и автоматизация технологических процессов, дистанционное управление, качественный ремонт промышленного оборудования);
– контроль за содержанием вредных веществ в воздухе рабочей зоны.
Применительно к предприятиям деревообработки наиболее значительным представляется газо- и пылеулавливание вентиляционных выбросов, а также проведение мероприятий по снижению доли неорганических выбросов. Очистку и обезвреживание газовых составляющих промышленных производств осуществляют методами, выбор которых определяется составом, концентрацией загрязняющих веществ, типом производства, условиями выброса.
Очистку вентиляционных выбросов от механических примесей осуществляют аппаратами мокрого и сухого пылеулавливания, волокнистыми фильтрами и электрофильтрами.
К аппаратам сухой очистки относятся пылеосадительные камеры, циклоны (прямоточные и батарейные), центробежные пылеуловители ротационного действия.
К аппаратам мокрой очистки относятся насадочные и полые газопромыватели с подвижными насадками, ударно-инерционного и центробежного действия, механические.
Фильтры используются для тонкой очистки атмосферного воздуха. Фильтр – это устройство, в котором запыленный воздух пропускается через пористые или сетчатые материалы и конструкции, которые способны задерживать или осаждать пыль. Фильтры для очистки воздуха бывают: бумажные, масляные, ультразвуковые, электрофильтры и т.д.
При работе станков, которые должны снабжаться вентиляционными системами, транспортировка пылевоздушного потока через систему вентиляции обеспечивается вентилятором. Отходящие вредные вещества проходят цикл последовательной очистки от пыли и вредных газообразных соединений, которые нейтрализуются в замкнутой оборотной системе циркуляции.
Для проверки качества работы системы вентиляции ежемесячно проводятся контрольные замеры, концентрации пыли на рабочих местах операторов и других участков цеха. При превышении предельно допустимой концентрации принимаются меры для очистки вентиляционных систем и устранения неисправностей их работы.
В ходе работы торцовочного станка Т1 происходит образование большого количества стружки и опилок. Из рабочей зоны они выносятся по металлическому желобу (патрубку) под действием центробежных сил. Во избежание скопления отходов у станка рабочий участок оборудуют системой отсасывания стружки, к которой подсоединяют патрубок.
Заключение
По каждому из выполненных разделов дипломного проекта можно кратко сформулировать следующие выводы:
Рассмотрены принцип работы торцовочного станка модели Т1, исследовано назначение основных узлов станка.
Произведены расчет и проектирование привода главного движения станка. Разработана кинематическая схема привода и проведен его энергокинематический расчет. Спроектирована клиноременная передача, сконструирован и рассчитан пильный вал. Проведен расчет подшипников на долговечность.
Разработан технологический процесс изготовления пильного вала станка модели Т1. Произведен выбор заготовки, типа производства, оборудования, инструмента, приспособлений. Рассчитаны припуски на обработку, режимы резания, технологическая норма времени. Рассчитан и спроектирован токарный проходной упорный резец, оснащенный пластиной из твердого сплава Т15К6, который применяется для черновой и чистовой обработки пильного вала.
В организационно-экономической части рассмотрена организация рабочего места станочника при работе на торцовочном станке. Произведен расчет затрат на производство станка, включающих в себя затраты на материалы и комплектующие, заработную плату работников, отчисления на социальные нужды, накладные и прочие расходы. Они составили 30875,05 руб. Также произведен расчет показателей экономической эффективности проекта – экономического эффекта, срока окупаемости капитальных вложений.
В разделе «Безопасность и экологичность проекта» был произведен анализ опасных и вредных факторов, возникающих при эксплуатации торцовочного станка Т1. Также были разработаны мероприятия по обеспечению безопасных и здоровых условий труда, меры по обеспечению устойчивости функционирования объекта в условиях чрезвычайной ситуации и меры по охране окружающей среды. Произведен расчет необходимого защитного заземления торцовочного станка Т1.
Список использованных источников
1. Захарова, Е.И. Лесопильное производство / Е.И. Захарова. – М.: Высшая школа, 1968. -320 с.
2. Маковский, Н.В. Теория и конструкция деревообрабатывающих машин / Н.В. Маковский, В.В. Амалицкий. – М.: Лесная промышленность, 1990. – 608 с.
3. Афанасьев, П.С. Конструкция и расчеты деревообрабатывающего оборудования / П.С. Афанасьев. – М.: Машиностроение, 1969. – 400 с.
4. Иванов, М.Н. Детали машин: учеб. для студентов высших технических учебных заведений. – 5-е изд., перераб./ М.Н. Иванов. – М.: Высшая школа, 1991. – 383 с.
5. Свирщевский, Ю.И. Расчет и конструирование коробок скоростей и подач / Ю.И. Свирщевский, Н.Н. Макейчик. – Минск: Высшая школа, 1976. – 592 с.
6. Анурьев, В.И.: справочник конструктора-машиностроителя: В 3 т. – 5-е изд., перераб. и доп. / В.И. Анурьев. – М.: Машиностроение, 1978. – 1844 с.
7. Дунаев, П.Ф. Конструирование узлов и деталей машин: учеб. пособие для машиностроит. спец. вузов. – 4-е изд., перераб. и доп. / П.Ф. Дунаев, О.П. Леликов. – М.: Высшая школа, 1985. – 416 с.
8. Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения: учеб. пособие для машиностроит. спец. вузов. – 4-е изд., перераб. и доп. / А.Ф. Горбацевич, В.А. Шкред. – Минск: Высшая школа, 1983. – 256 с.
9. Справочник технолога-машиностроителя: справочник в 2 т. – Т. 2 / А.Г. Косилова, Р.К. Мещеряков; под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496 с.
10. Режимы резания металлов: справочник / Ю.В. Барановский; под. ред. Ю.В. Барановского. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 408 с.
11. Обработка металлов резанием: справочник-технолога / А.А. Панов, В.В. Аникин. – М.: Машиностроение, 1988. – 736 с.
12. Семченко, И.И. Проектирование металлорежущих инструментов / И.И Семченко, В.М. Матюшин, Г.Н Сахаров и др. – М.: Машгиз, 1962. – 948 с.
13. Сахаров, Г.Н. Металлорежущие инструменты: учебник для вузов / Г.Н. Сахаров, О.Б Арбузов, Ю.Л. Боровой и др. – М: Машиностроение, 1989. – 328 с.
14. Ансеров, М.А. Приспособления для металлорежущих станков. – 3-е изд./ М.А. Ансеров. – М.: Машиностроение, 1966. – 650 с.
15. Приспособления для металлорежущих станков: справочник. – 6-е изд. / А.К. Горошкин. – М.: Машиностроение, 1971. – 384 с.
16. Платов, М.И. Организация и планирование машиностроительного производства: Учеб. для машиностр. спец. вузов / М.И. Платов, М.К. Захарова, К.А. Грачева и др.; под ред. М.И. Ипатова, В.И. Постникова и М.К. Захаровой. – М.: Высшая школа, 1991. – 367 с.
17. Грибанова, О.А. Технико-экономическое обоснование дипломных проектов производственно-технологического направления: Методическое пособие по выполнению организационно-экономической части дипломного проекта для студентов очной и заочной форм обучения / сост. О.А. Грибанова. – Вологда: ВоГТУ, 2004. – 32 с.
18. Морозов, Ю.П. Инновационный менеджмент: учеб. пособие для вузов./ Ю.П. Морозов. – М.: ЮНИТИ – ДАНА, 2000. – 446 с.
19. Князевский, Б.А. Охрана труда в электроустановках: учебник для вузов / под. ред. Б.А. Князевского. – 3-е изд. – М.: Энергоатомиздат, 1983. – 336 с.
20. Князевский, Б.А. Монтаж и эксплуатация промышленных электроустановок: учебник для вузов. – 2-е изд., перераб. и доп./ Б.А. Князевский, Л.Е. Трунковский. – М.: Высш. шк., 1984. – 175 с.
21. Обливин, В.Н. Охрана труда на деревообрабатывающих предприятиях: учеб. пособие для нач. проф. образования / В.Н. Обливин, Л.И. Никитин, Н.В. Гренц. – 2-е изд. – М.: Издательский центр «Академия», 2003. – 256 с.
22. Пожарная безопасность деревообрабатывающих предприятий: справочник / Е.С. Назаренко, В.А. Казанцев. – М.: Лесная промышленность, 1990. – 272 с.
|