Каучук
Пластикация – технологический процесс и само явление, в результате которого повышается пластичность каучука (легкость деформирования и способность сохранять форму после снятия деформирующей нагрузки), снижается его вязкость и эластическое восстановление, а также влияет на физические свойства резиновых смесей и вулканизатов. С повышением пластичности, облегчается формование, снижается вязкость раствора каучука (можно получить более концентрированные клеи при меньшем расходе растворителя), но в то же время ухудшаются механические свойства, сопротивление истиранию, увеличивается остаточная деформация. При изготовлении резиновых смесей надо использовать каучук с определенными пластическими свойствами, с учетом назначения резинового изделия. Первоначальное повышение пластичности каучука происходит из-за разрушения глобулярной структуры в процессе механической обработки, но если структура не является глобулярной, пластикация объясняется деструкцией макромолекул каучука и снижением его молекулярной массы под действием механических напряжений и окислительных процессов. Разрыв макромолекул под действием механических напряжений возможен, если размер этих макромолекул превышает некоторое минимальное значение, определяемое природой и структурой полимера и скоростью деформации. Разрыв макромолекул каучука под действием механических напряжений возможен, если размер этих макромолекул превышает некоторое минимальное значение, определяемое природой и структурой полимера и скоростью деформации. Разрыву молекулярных цепей каучука при механической обработке способствует образование физических «зацеплений» и захлестов (переплетений) макромолекул, число которых повышается с увеличением молекулярной массы полимера и его разветвленности. При использовании химических пластификаторов увеличивается эффект пластикации, так как предотвращаются рекомбинация радикалов и их взаимодействие с молекулами полимера. В качестве ускорителей пластикации широкое применение находят некоторые ароматические меркаптаны и дисульфиды. Эффективным ускорителем пластикации является меркаптобензтиазол. При использовании ускорителей пластикации увеличивается скорость деструкции натурального каучука как при низких, так и при высоких температурах; наибольшую активность они проявляют при температуре выше 80 °С. На 100 масс.ч. каучука приходится 0,1—0,3 масс. ч. ускорителей пластикации.
Подготовка каучуков
Для механизации и автоматизации дозировки каучуков, поступающих в виде кип, брикетов или рулонов, их гранулируют или режут на куски определенной формы и массы. Кипы или брикеты закристаллизовавшихся каучуков (натуральные, хлоропреновые каучуки (с регулярной структурой) при хранении кристаллизуются, что приводит к повышению жесткости и, как следствие, затрудняет резку и дальнейшую переработку) разогревают до температуры 40-500С, иногда разрезая на куски, чтобы сократить время прогрева до 10 – 24ч. Если количество потребляемого каучука небольшое декристаллизацию проводят в распарочных камерах 5*6*5м, камеры которых обогреваются горячим воздухом. Кипы натурального каучука прогревают либо при Т=700С в течение 35 – 50ч, либо при Т=500С летом 50ч, а зимой 72ч. Минусы такого способа заключаются в неравномерном прогреве каучука по массе, окислении поверхности каучука, а плюсы – в простоте конструкции и обслуживания.
При большом потреблении каучука, его декристаллизуют на специальных установках в поле токов высокой частоты (высокочастотное электрическое поле с переменной частотой 20 – 75МГц). Эти установки бывают двух видов: непрерывного (состоят из нескольких последовательно расположенных камер, через которые по транспортеру движутся кипы каучука) и периодического действия (состоят из одной камеры). Степень декристаллизации каучука проверяют путем погружения в кипу металлической иглы при постоянном давлении, если игла не может проколоть кипу за определенное время, то кипа поступает на повторную декристаллизацию.
Каучуки, разрезанные на куски, обычно декристаллизуют в распарочных камерах непрерывного действия, обогреваемых воздухом. (схема1)

Схема 1.
Воздушная камера непрерывного действия для декристаллизации НК
1— теплоизолирующие стенки камеры; 2 —подвесной конвейер; 3 входной и выходной проемы для конвейера; 4 — натяжная станция конвейера; 5, 7 — рольганги; 6 — вертикальные ножи для резки каучука; 8 — наружная ветвь конвейера; 9 — отборочный ленточный транспортер; 10 — помещение для установки вентиляторов, создающих тепловую завесу.
Принцип действия
Кипы НК рольгангом 7 подаются к гидравлическим ножам вертикального типа, где режутся на 6 частей. Рольгангом 5, нарезанные куски НК подают на подвесной конвейер 2 (он расположен в несколько ярусов) и далее через входное отверстие в разогревательную камеру 1. Разогретые куски проходят всю камеру (продолжительность прогрева зависит от температуры в камере и закристаллизованности каучука, например, НК при1000С 4 -6ч) и сбрасываются на отборочный ленточный траспортер. НК режут на вертикальных или вертикальных ножах с гидравлическим приводом, которые иногда имеют многолучевые головки, на которых закреплено несколько радиально расположенных лезвий. Брикеты или рулоны синтетического каучука режут с помощью дисковых ножей, которые имеют до 4-х дисковых устройств.
Технические способы пластикации каучука.
1. Термопластикация каучуков.
Ее проводят при повышенной температуре и в присутствии кислорода. При правильном выборе оптимальных температуры и давления процессы деструкции могут преобладать над структурированием. В основном, термопластикации подвергают жесткие высокомолекулярные, нерегулярные каучуки (например бутадиен-стирольные). Процесс проводят в котлах при температуре 120 – 1400С и давлении 0,25 – 0,30МПа, где каучук раскладывается в виде тонких полосок на металлических противнях. При термопластикации, в отличие от механической пластикации (разрыв наиболее длинных молекул, преимущественно в средней части, без увеличения низкомолекулярных фракций, сужение ММР, что приводит к повышению эластических свойств), происходит глубокое окисление и деструкция полимера, с увеличением низкомолекулярных фракций (из-за этого понижаются эластические и прочностные свойства вулканизатов, поэтому они уступают вулканизатам на основе механических пластикатов).
Пластикация в червячных машинах
Червячные машины предназначены для пластикации, гранулирования каучуков, приготовления резиновых смесей и их формования, являются наиболее производительным оборудованием для пластикации натурального каучука и применяются на крупных предприятиях. Процессы в этих аппаратах непрерывные.
По конструкции эти аппараты подразделяют на одностадийные (с одним червяком) и двухстадийные (с двумя червяками цилиндры, которых могут быть расположены друг над другом, на двух параллельных осях или последовательно на одной оси).

Схема 2.
Продольный разрез двухстадийного пластикатора:
1 – головка; 2 – наконечник червяка; 3 – стальной стакан цилиндра; 4 – передний цилиндр; 5 – задний цилиндр; 6 – червяк; 7 – загрузочная воронка; 8 – упорный подшипник; 9 – трубка для подачи охлаждающей воды в корпус опорного подшипника; 10 – большая приводная шестерня; 11 – труба для подачи пара или воды в полость червяка; 12 – роликовые опорные подшипники; 13 – станина; 14 – регулирующий винт механизма для осевого перемещения цилиндров пластикатора; 15 – диск для осевого перемещения цилиндров пластикатора; 16 – стойка выносного подшипника; 17 – выносной подшипник.
Принцип работы:
Червяк 6 двухстадийного пластикатора с последовательным расположением цилиндров на одной оси в зоне загрузки (задний цилиндр 5) имеет треугольную нарезку с большим шагом у первых витков, а в зоне пластикации (передний цилиндр 4) — нарезку в форме неравнобокой трапеции с переменным уменьшающимся шагом. Перемещая с помощью диска 15 и регулирующего винта 14 вдоль оси передний цилиндр вместе с головкой, можно изменять размер выходного отверстия для пластиката и одновременно толщину стенки трубчатой формы пластиката.
В головке 1 расположен наконечник 2, который с помощью резьбового соединения закреплен в червяке, составляя продолжение червяка и выполняя роль дорна. Наконечник, выходящий из головки, закрепляется в подшипнике 17 на стойке 16. Червяк вращается в роликовых опорных подшипниках 12. Осевые усилия, возникающие при работе червяка, воспринимаются упорным подшипником 8.
Вращение червяку передается от большой приводной шестерни 10, насаженной на вал червяка и находящейся в зацеплении с малой приводной шестерней, в свою очередь насаженной на выходной вал редуктора, который присоединен к электродвигателю мощностью около 500 кВт.
В процессе работы внутренняя поверхность цилиндра изнашивается быстрее других деталей, поэтому внутри цилиндров запрессовываются стальные стаканы 3, имеющие ребристую поверхность, для более интенсивной обработки каучука. По мере износа стаканы заменяются.
Для поддержания температурного режима пластикации основные детали машины охлаждают или напревают. Так, во внутреннюю полость червяка непрерывно подают холодную или горячую воду; отработанную воду отводят через внешнюю трубу. Полость наконечника 2, цилиндры 4 и 5, головку 1 и мундштук охлаждают или обогревают водой, подаваемой в рубашки. Такую же систему охлаждения имеет упорный подшипник 8.
Машина работает в следующей последовательности. Каучук в виде кип или кусков загружают в воронку 7, имеющую пневматический толкатель. Нарезкой червяка в цилиндре 5 (первая зона пластикации) он захватывается и перемещается при значительном давлении к цилиндру 4.
Пластицированный каучук выходит из кольцевого зазора между наконечником и мундштуком в виде трубы диаметром 150— 200 мм с толщиной стенки 15—20 мм. На выходе трубки каучука из мундштука установлен нож, разрезающий ее в продольном направлении. Благодаря такой конструкции подшипник 17 и стойка 16 не препятствуют выходу каучука. Полученную ленту подают на охлаждающий транспортер и режут на куски. Толщину стенок трубы пластицированного каучука можно регулировать изменением кольцевого зазора между головкой и наконечником.
Постоянство заданного температурного режима в различных участках пластикатора обеспечивается автоматическими регуляторами температуры за счет регулирования подачи охлаждающей воды и греющего пара.
Пластикация каучука в червячных пластикаторах обусловлена сдвиговыми деформациями, возникающими в каучуке в осевом направлении при вращении червяка, и силами трения между каучуком и стенками цилиндра, каучуком и поверхностью червяка. Напряжение сдвига зависит от вязкости каучука, температуры, скорости сдвига, геометрии червяка, зазора между червяком и стенками цилиндра и других факторов. Скорость сдвига зависит от диаметра червяка и частоты его вращения. Вследствие трения каучука о стенки камеры и о поверхность червяка, а также в результате внутреннего трения происходит интенсивное нагревание каучука при пластикации. Практически вся потребляемая пластикатором энергия превращается в тепло, которое частично рассеивается в окружающую среду, а в основном уносится охлаждающей водой и нагретым пластицированным каучуком.
За один пропуск в присутствии ускорителя пластикации получают пластикат П-1 с пластичностью 0,21—0,30. Для повышения пластичности пластикат П-1 необходимо пропустить вторично через пластикатор после его полного охлаждения. Полученный пластикат П-2 будет иметь пластичность 0,31—0,40.
Пластикация каучуков в закрытых резиносмесителях.
По сравнению с червячным пластикатором резиносмеситель имеет меньшую поверхность охлаждения, а теплообразование в нем более значительное. Процесс пластикации в резиносмесителях происходит в условиях термоокислительной деструкции, активированной механическим напряжением в камере 250л и частотой заднего ротора 40об/мин, при выгрузке температура пластиката достигает 140 – 1800С. Иногда пластикацию каучуков в скоростных смесителях совмещают с приготовлением резиновых смесей.
Пластикация каучука на вальцах
При небольшом расходе каучуков их пластицируют на вальцах, схема которых представлена на схеме 3. Пластикацию на вальцах рационально проводить при малых масштабах производства. В начале процесса холодные каучуки обладают высокой эластичностью, и втягивание их в зазор между валками затруднительно, поэтому загрузку надо проводить малыми порциями и при малом зазоре между валками. Чем жестче каучук и чем ниже его температура, тем больше затрачивается механической энергии на его деформацию, и тем больше нагревается каучук и валки. Чтобы получить пластикат однородного качества применяют следующие приемы:
1) Непрерывная обработка каучука сначала при небольшом зазоре (1-3мм) в течение 10-15мин, а затем при зазоре 5-10мм в течение 10-15мин.
2) Дву- или трехкратная пластикация с охлаждением пластицируемой массы между последовательными операциями.
3) «Размалывающая» пластикация – последовательные пропуски через тонкий зазор (1-3мм) с последующим охлаждением пластицируемой массы до 30 – 400С.
Наибольшее увеличение пластичности отмечается в первые 10мин, потом она изменяется крайне медленно, что видно из графика. Расход энергии, затрачиваемой на преодоление упругих деформаций и на механическую деструкцию макромолекул каучука, зависит от объема массы в рабочей зоне и давления в зазоре. Во время обработки каучука повышается его температура, уменьшается вязкость и коэффициент трения, что приводит к снижению расходуемой энергии. Для получения более однородного пластиката надо производить его подрезку. При загрузке каучука на вальцы каучук не должен быть замороженным (это может вызвать поломку вальцев) и не влажным (ухудшается захват каучука валками). Для получения смесей с высокой пластичностью каучук подвергают трехкратной пластикации. На вальцах производят пластикацию бутадиен-нитрильных каучуков, которые не удается пластицировать другими методами.
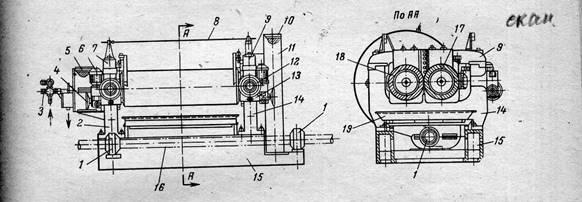
Схема 3. Схема устройства вальцов
1— трансмиссионные роликовые подшипники; 2, 14 — правая и левая станины; 3 — коммуникации охлаждения; 4 — кожух передаточных шестерен; 5 — передаточные шестерни;. 6— электродвигатель механизма регулирования зазора; 7, 9 — правая и левая траверсы; 8 — трос механизма аварийного останова; 10 — приводные шестерни (большая и малая); 11 — кожух предохранительный; 12 — циферблат указателя зазора; 13 — валковые подшипники; 15 — фундаментная плита; 16 — трансмиссионный приводной вал; 17, 18 — передний к задний валки; 19 — поддон.
Вальцы состоят из двух литых станин, установленных на фундаментной плите. В станины вмонтированы на роликовых подшипниках два полых валка из кокильного чугуна, вращающиеся с разной частотой. Рабочая поверхность валков отбелена на глубину 8—15 мм. Подшипники переднего валка могут перемещаться в направляющих станинах при помощи механизма для регулирования зазора, приводимого в движение от индивидуальных электродвигателей через двухступенчатые редукторы или вручную маховичком. Подшипники заднего валка закреплены неподвижно. Под регулирующими зазор нажимными винтами установлены предохранительные шайбы, которые при перегрузке вальцов срезаются, чем предотвращается поломка валков и других деталей. При срезании предохранительной шайбы зазор значительно увеличивается. Для контроля за зазором со стороны работающего имеются специальные указатели, а для ограничения раздвижения валков на расстояние, превышающее максимально допустимое, — концевые выключатели приводного электродвигателя. На концах рабочих поверхностей валков установлены ограничительные раздвижные стрелки препятствующие сползанию обрабатываемого материала за пределы рабочей поверхности. Зазоры между валками и стрелками должны быть минимальными. Стрелки изготовляют из мягкого материала, чтобы не поцарапать рабочую поверхность валка. Под валками помещают выдвижной противень для сбора просыпающихся материалов с рабочей поверхности. Температурный режим на валках поддерживают с помощью системы водяного охлаждения (температура воды 4—25 °С) путем орошения внутренних поверхностей валков. Для поддержания необходимой эффективности охлаждения внутренние поверхности валков должны содержаться в чистоте.
Смазку валковых подшипников производят централизованно под давлением. Нижние части приводных и фрикционных шестерен, а также червячных пар погружены в масляные ванны.
Безопасность работы вальцов обеспечивается автоматическим аварийным устройством, выключающим электродвигатель и включающим торможение, причем пробег валков с момента выключения не превышает оборота переднего валка. Дистанционное и автоматическое управление приводным электродвигателем и механизмом регулирования зазора производится с помощью магнитных станций и панелей управления.
Современные установки вальцов оснащают различными приборами контроля технологического процесса: регистрирующими и указывающими приборами для замера температур входящей и отработанной охлаждающей воды, рабочих поверхностей валков и резиновой смеси, валковых подшипников и др.; приборами для контроля давления воды; приборами централизованной смазки; расходомерами для воды, электроэнергии; приборами, контролирующими зазор между валками.
В зазоре между валками и перед ними (в крутящемся запасе) вследствие деформации слоев каучука с разной скоростью возникают большие напряжения сдвига, приводящие к деструкции макромолекул. Благодаря тому что область, в которой происходят сдвиговые деформации, невелика, а поверхность охлаждения валков большая, процесс можно проводить при невысокой температуре, в условиях, когда происходит механическая пластикация. При этом виде пластикации обычно не применяют химических пластификаторов.
пластикация каучук декристаллизация червячный
Гранулирование каучуков и резиновых смесей
Для облегчения дозирования натурального и синтетических каучуков их гранулируют с помощью специальных машин (грануляторов). Наиболее широко применяют грануляторы червячного типа (схема 4).
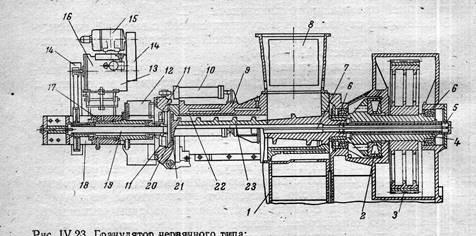
Схема 4. Гранулятор червячного типа
1 — станина; 2 — упорный подшипник; 3 — большая приводная шестерня; 4 — хвостовая часть червяка; 5 — сальниковое уплотнение; 6 — роликовый подшипник; 7 —труба; 8 — загрузочная воронка; 9 — рабочий цилиндр; 10 — пневматический цилиндр; 11— резательные ножи; 12 — кожух для приема гранул; 13 — редуктор; 14 — ременная передача; 15 — электродвигатель; 16 — приводное устройство; 17 —головка; 18 — полый вращающийся вал; 19 — неподвижный вал; 20 — перфорированная шайба; 21 — сменная насадка; 22 — сменная гильза; 23 — червяк.
На станине 1 установлен рабочий цилиндр 9, внутри которого запрессована гильза 22 из износостойкой стали. В цилиндре есть загрузочное отверстие и рубашка для подачи холодной или горячей воды. В рабочей зоне червяк 23 имеет однозаходную нарезку с переменным шагом (при такой нарезке червяка обеспечиваются хороший захват материала в загрузочной зоне и меньшее тепловыделение в рабочей зоне).
Отношение длины рабочей части червяка к диаметру равно 3,5, его витки имеют закаленную поверхность гребней или специальную наплавку из твердых сплавов. На конце червяка установлена сменная насадка 21, обеспечивающая равномерную подачу каучука (или резиновой смеси) под давлением на перфорированную пластину. Насадка имеет двухзаходную нарезку с большим углом подъема винтовой линии. Зазор между насадкой червяка и перфорированной пластиной составляет 1,5—2 мм.
Для охлаждения во внутреннюю полость червяка по трубе 7 подается холодная вода. Хвостовая часть 4, расположенная в заднем цилиндре, установлена на радиальных роликовых подшипниках 6 и снабжена упорным подшипником 2. На хвостовую часть червяка насажена большая приводная шестерня 3, которая входит в зацепление с шестерней редуктора привода машины. Частота вращения червяка в зависимости от размера машины 20—30 об/мин.
Над загрузочным отверстием рабочего цилиндра устанавливается воронка 8 с пневматическим толкателем, который предназначен для обеспечения равномерной подачи каучука и предотвращения скольжения его по червяку, что повышает коэффициент полезного действия машины. Работа толкателя автоматизирована.
На конце цилиндра машины при помощи байонетного затвора закрепляется головка, в корпусе головки, являющемся продолжением затвора, установлен неподвижный вал 19, на который насажен полый вращающийся вал 18. Вал 18 приводится во вращение от мотора 15 через шкив и редуктор 16, связанные последовательно друг с другом ременными передачами 14.
На конце полого вала 18, обращенного к перфорированной пластине 20, закреплена оправка с четырьмя стальными ножами 11. Зазор между ножами и шайбой составляет 0,4—0,5 мм.
При продавливании через отверстия перфорированной шайбы 20 каучук срезается ножами 11. Размер гранул зависит от частоты вращения ножей, которая может изменяться с помощью гидравлического редуктора 13.
Температура выходящих гранул каучука 70—150 °С. Для охлаждения и предупреждения слипания гранулы при последующем их транспортировании и хранении обрызгивают водной каолиновой суспензией, влага из которой затем испаряется. Обрызгивание гранул производится в головке 17 гранулятора. Гранулирование натурального каучука можно совместить с пластикацией. В червячных машинах для гранулирования каучуков применяют червяки диаметром от 380 до 450 мм. Производительность их соответственно составляет от 600 до 700 кг/ч.
Поточные автоматические линии для гранулирования каучуков помимо грануляторов включают устройства для охлаждения, сушки, транспортирования и хранения гранул, а также для подачи их на ленточный транспортер для дозирования и загрузки в резиносмеситель.
Транспортирование гранул осуществляют ленточными транспортерами, элеваторами и пневмотранспортом.
Гранулы хранят в секционных составных бункерах, состоящих из нескольких секций, каждая из которых имеет свое днище. Секции бункера заполняются автоматически в следующей последовательности: при выгрузке из нижней секции сигнализатор ее уровня дает импульс соленоидному клапану, который затем подает сжатый воздух в пневматические цилиндры расположенной выше секции. Поршни цилиндров выдвигают днище, и гранулы каучука пересыпаются в опорожненную секцию. Последующие секции срабатывают аналогично. В процессе работы гранулы пересыпаются из одной секции в другую.
Применение бункеров такой сложной конструкции объясняется необходимостью предупреждения слипания гранул под действием собственного веса.
Взамен ленточных транспортеров для сушки гранул и секционных бункеров для их хранения используют наклонные вращающиеся барабаны, в которых происходит меньшее слипание гранул. Барабаны имеют продольно направленные изогнутые ребра для захвата и подъема гранул, а также винтообразные ребра для продольного передвижения гранул. Наиболее распространены барабанные бункера диаметром 1,8 м и длиной 9 м.
Каучуки и резиновые смеси целесообразно гранулировать на тех предприятиях, где используется небольшой ассортимент каучуков и резиновых смесей при больших объемах производства, например в шинной промышленности.
|