| «Неразрушающий контроль. Акустическая дефектоскопия»
Санкт-Петербург 2011 г
Содержание
Введение
Глава 1. Явление ультразвука
1.1 Физические свойства и особенности распространения ультразвука
1.2 Генерация ультразвука
1.3 Прием и обнаружение ультразвука
1.4 Применение ультразвука
Глава 2. Аппаратура для контроля
2.1 Состав аппаратуры
2.2 Ультразвуковые дефектоскопы
2.3 Импульсные ультразвуковые дефектоскопы
2.4 УЗД с непрерывным излучением
Глава 3. Методы акустического контроля
3.1 Активные методы
3.2 Пассивные методы
3.3 Области применения методов
Литература
Введение
При проведении мониторинга технического состояния сложных систем и агрегатов одной из наиболее актуальных является задача объективного своевременного обнаружения дефектов различной природы и организация контроля за развитием дефектов из-за старения элементов при эксплуатации. Одним из путей предотвращения нежелательных последствий от эксплуатации изделий с дефектами является систематичное использование методов неразрушающего контроля. Применение каждого из методов в каждом конкретном случае характеризуется вероятностью выявления дефектов. На вероятность выявления дефектов влияют чувствительность метода, а также условия проведения процедуры контроля. Определение вероятности выявления дефектов является достаточно сложной задачей, которая еще более усложняется, если для повышения достоверности определения дефектов приходится комбинировать методы контроля. Комбинирование методов подразумевает не только использование нескольких методов, но и чередование их в определенной последовательности (технологии). Вместе с тем, стоимость применения метода контроля или их совокупности должна быть по возможности ниже. Таким образом, выбор стратегии применения методов контроля основывается на стремлении, с одной стороны, повысить вероятность выявления дефектов и, с другой стороны, снизить различные технико-экономические затраты на проведение контроля.
Дефектоскопия — обобщающее название неразрушающих методов контроля материалов (изделий); используется для обнаружения нарушений сплошности или однородности макроструктуры, отклонений химического состава и других целей. Наиболее распространены ультразвуковая, рентгено- и гамма-дефектоскопия, ИК, люминесцентная, капиллярная, магнитная, термо- и трибоэлектрическая дефектоскопия.
Основными областями применения ультразвука в приборостроении являются ультразвуковая обработка, ультразвуковая дефектоскопия и оптико-акустическая информатика. Ультразвуковая обработка представляет собой совокупность способов обработки изделий из металлов, полупроводников, керамики и других материалов с использованием энергии ультразвуковых колебаний (УЗК). В производстве изделий электронной техники ультразвуковая обработка часто применяется в сочетании другими методами обработки для интенсификации реализуемых процессов: очистки, сварки, пайки, лужения деталей, химического и электрохимического травления и осаждения металлов, сушки, пропитки пористо-капиллярных материалов (например, секций электролитических конденсаторов).
Ультразвуковая дефектоскопия, группа методов дефектоскопии, в которых используют проникающую способность упругих волн ультразвукового диапазона частот (иногда звукового). Ультразвуковая дефектоскопия один из наиболее универсальных способов неразрушающего контроля, методы которого позволяют обнаруживать поверхностные и глубинные дефекты трещины, раковины, расслоения в металлических и неметаллических материалах (в том числе сварных и паяных швах, клеёных многослойных конструкциях), определять зоны коррозии металлов, измерять толщину (резонансный метод).
Ультразвуковая дефектоскопия – это комплекс методов неразрушающего контроля, основанных на применении упругих волн ультразвукового диапазона.
Глава 1. Явление ультразвука
Ультразвук
— упругие колебания и волны с частотами приблизительно от 1,5— 2×104 Гц (15—20 кГц) и до 109 Гц (1 ГГц), область частот ультразвука от 109 до 1012-13Гц принято называть гиперзвуком. Область частот ультразвука можно подразделить на три подобласти: ультразвук низких частот (1,5×104—105 Гц) — УНЧ, ультразвук средних частот (105—107 Гц) — УСЧ и область высоких частот ультразвука (107—109 Гц) — УЗВЧ. Каждая из этих подобластей характеризуется своими специфическими особенностями генерации, приёма, распространения и применения.
1.1 Физические свойства и особенности распространения ультразвука
По своей физической природе ультразвук представляет собой упругие волны и в этом он не отличается от звука. Частотная граница между звуковыми и ультразвуковыми волнами поэтому условна; она определяется субъективными свойствами человеческого слуха и соответствует усреднённой верхней границе слышимого звука. Однако благодаря более высоким частотам и, следовательно, малым длинам волн имеет место ряд особенностей распространения ультразвука. Так, для УЗВЧ длины волн в воздухе составляют 3,4×10-3—3,4×10-5 см, в воде 1,5×10-2—1,5×10-4 см и в стали 5×10-2— 5×10-4 см, ультразвук в газах и, в частности, в воздухе распространяется с большим затуханием. Жидкости и твёрдые тела (в особенности монокристаллы) представляют собой, как правило, хорошие проводники ультразвука, затухание в которых значительно меньше. Так, например, в воде затухание ультразвука при прочих равных условиях приблизительно в 1000 раз меньше, чем в воздухе. Поэтому области использования УСЧ и УЗВЧ относятся почти исключительно к жидкостям и твёрдым телам, а в воздухе и газах применяют только УНЧ. Ввиду малой длины волны ультразвука на характере его распространения сказывается молекулярная структура среды, поэтому, измеряя скорость ультразвука с и коэффициент поглощения a, можно судить о молекулярных свойствах вещества. Этими вопросами занимается молекулярная акустика. Характерная особенность распространения ультразвука в газах и жидкостях — существование отчётливо выраженных областей дисперсии, сопровождающейся резким возрастанием его поглощения. Коэффициент поглощения ультразвука в ряде жидкостей существенно превосходит рассчитанный по классической теории и не обнаруживает предсказанного этой теорией увеличения, пропорционального квадрату частоты. Все эти эффекты находят объяснение в релаксационной теории, которая описывает распространение ультразвука в любых средах и является теоретической базой современной молекулярной акустики, а основной экспериментальный метод — измерение зависимости с и особенно, а от частоты и от внешних условий (температуры, давления и др.).
Совокупность уплотнений и разряжений, сопровождающая распространение ультразвуковой волны, представляет собой своеобразную решётку, дифракцию световых волн на которой можно наблюдать в оптически прозрачных телах. Малая длина ультразвуковых волн является основой для того, чтобы рассматривать их распространение в ряде случаев методами геометрической акустики. Физически это приводит к лучевой картине распространения. Отсюда вытекают такие свойства ультразвука, как возможность геометрического отражения и преломления, а также фокусировки звука.
Следующая важная особенность ультразвука, — возможность получения большой интенсивности даже при сравнительно небольших амплитудах колебаний, так как при данной амплитуде плотность потока энергии пропорциональна квадрату частоты. Ультразвуковые волны большой интенсивности сопровождаются рядом эффектов, которые могут быть описаны лишь законами нелинейной акустики. Так, распространению ультразвуковых волн в газах и в жидкостях сопутствует движение среды, которое называют акустическим течением. Скорость акустического течения зависит от вязкости среды, интенсивности ультразвука и его частоты; вообще говоря, она мала и составляет доли % от скорости ультразвука.
1.2 Генерация ультразвука
Для генерирования ультразвуковых колебаний применяют разнообразные устройства, которые могут быть разбиты на две основные группы — механические, в которых источником ультразвука является механическая энергия потока газа или жидкости, и электромеханические, в которых ультразвуковая энергия получается преобразованием электрической. Механические излучатели ультразвука — воздушные и жидкостные свистки и сирены — отличаются сравнительной простотой устройства и эксплуатации, не требуют дорогостоящей электрической энергии высокой частоты, КПД их составляет 10—20%. Основной недостаток всех механических ультразвуковых излучателей — сравнительно широкий спектр излучаемых частот и нестабильность частоты и амплитуды, что не позволяет их использовать для контрольно-измерительных целей; они применяются главным образом в промышленной ультразвуковой технологии и частично — как средства сигнализации.
Основной метод излучения ультразвука — преобразование тем или иным способом электрических колебаний в колебания механические. В диапазоне УНЧ возможно применение электродинамических и электростатических излучателей. Широкое применение в этом диапазоне частот нашли излучатели ультразвука, использующие магнитострикционный эффект в никеле и в ряде специальных сплавов, также в ферритах. Для излучения УСЧ и УЗВЧ используется главным образом явление пьезоэлектричества. Основными пьезоэлектрическими сигналами для излучателей ультразвука служат пьезокварц, ниобат лития, дигидрофосфат калия, а в диапазоне УНЧ и УСЧ — главным образом различные пьезокерамические материалы. Магнитострикционные излучатели представляют собой сердечник стержневой или кольцевой формы с обмоткой, по которой протекает переменный ток, а пьезоэлектрические — пластинку или стержень из пьезоэлектрического материала с металлическими электродами, к которым прикладывается переменное электрическое напряжение. В диапазоне УНЧ широкое распространение получили составные пьезоизлучатели, в которых пьезокерамическая пластинка зажимается между металлическими блоками. Как правило, для увеличения амплитуды колебаний и излучаемой в среду мощности применяются колебания магнитострикционных и пьезоэлектрических элементов на их собственной резонансной частоте.
1.3 Приём и обнаружение ультразвука
Вследствие обратимости пьезоэффекта он широко применяется и для приёма ультразвука. Изучение ультразвукового поля может производиться и оптическими методами: ультразвук, распространяясь в какой-либо среде, вызывает изменение её оптического показателя преломления, благодаря чему его можно визуализировать, если среда прозрачна для света. Смежная область акустики и оптики (акустооптика) получила большое развитие, в особенности после появления газовых лазеров непрерывного действия; развились исследования по дифракции света на ультразвук и её различным применениям.
1.4 Применение ультразвука
Применения ультразвука чрезвычайно разнообразны. Ультразвук служит мощным методом исследования различных явлений во многих областях физики. Так, например, ультразвуковые методы применяются в физике твёрдого тела и физике полупроводников; возникла целая новая область физики — акусто-электроника, на основе достижений которой разрабатываются различные приборы для обработки сигнальной информации в микроэлектронике. Ультразвук играет большую роль в изучении вещества. Наряду с методами молекулярной акустики для жидкостей и газов, в области изучения твёрдых тел измерение скорости с и коэффициента поглощения a используются для определения модулей упругости и диссипативных характеристик вещества. Получила развитие квантовая акустика, изучающая взаимодействие квантов упругих возмущений: фанонов с электронами, магнонами и другими квазичастицами и элементарными возбуждениями в твёрдых телах. У. широко применяется в технике, а также ультразвуковые методы всё больше проникают в биологию и медицину.
Применение ультразвука в технике. По данным измерений с и a, во многих технических задачах осуществляется контроль за протеканием того или иного процесса (контроль концентрации смеси газов, состава различных жидкостей и т.д.). Используя явление отражения ультразвука на границе различных сред, конструируют ультразвуковые приборы для измерения размеров изделий (например, ультразвуковые толщиномеры), для определения уровня жидкости в больших, недоступных для прямого измерения ёмкостях. Ультразвук сравнительно малой интенсивности (до ~0,1 вт/см2) широко используется для целей неразрушающего контроля изделий из твёрдых материалов (рельсов, крупных отливок, качественного проката и т. д.). Быстро развивается направление дефектоскопии, получившее название акустической эмиссии, которая состоит в том, что при приложении механического напряжения к образцу (конструкции) твёрдого тела он «потрескивает» (подобно тому, как при изгибе «потрескивает» оловянный стержень). Это объясняется тем, что в образце возникает движение дислокаций, которые при определённых условиях (до конца ещё пока не выясненных) становятся источниками (так же, как и совокупность дислокаций и субмикроскопических трещин) акустических импульсов со спектром, содержащим частоты ульразвука. При помощи акустической эмиссии удаётся обнаружить образование и развитие трещины, а также определить её местонахождение в ответственных деталях различных конструкций. При помощи ультразвука осуществляется звуковидение: преобразуя ультразвуковые колебания в электрические, а последние — в световые, оказывается возможным при помощи ультразвука видеть те или иные предметы в непрозрачной для света среде. На частотах УЗВЧ диапазона создан ультразвуковой микроскоп — прибор, аналогичный обычному микроскопу, преимущество которого перед оптическим состоит и том, что при биологических исследованиях не требуется предварительного окрашивания предмета. Развитие голографии привело к определённым успехам в области ультразвуковой голографии.
Глава 2. Аппаратура для контроля
2.1 Состав аппаратуры
В состав аппаратуры для акустического неразрушающего контроля входят: акустический дефектоскоп с преобразователями; стандартные образцы; вспомогательные приспособления и устройства для соблюдения параметров сканирования и измерения акустических характеристик выявленных дефектов.
При методе отражений используют акустические дефектоскопы, работающие в диапазоне частот 0,2...30 МГц, т. е. ультразвуковые дефектоскопы.
2.2 Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы обычно работают в импульсном режиме, значительно реже — в непрерывном режиме излучения упругих колебаний. Четкая классификация импульсных ультразвуковых дефектоскопов определена ГОСТ 23049—84. В зависимости от области применения ультразвуковые дефектоскопы (УД) подразделяют на две группы: общего назначения — УД и специализированные — УДС, а в зависимости от функционального назначения на четыре группы (табл. 1). Условное обозначение дефектоскопа состоит из букв УД (или УДС), номера группы и порядкового номера модели, а также буквы М с номером модернизации и номера исполнения по устойчивости к воздействию внешней среды.
Таблица 1. Классификация ультразвуковых дефектоскопов
| Группа УЗД
|
Функциональное назначение УЗД
|
Примеры обозначения
|
| 1
|
Обнаружение дефектов (пороговые УЗД)
|
УД1-...
УДС1-...
|
| 2
|
Обнаружение дефектов измерение глубины (координат) их залегания и отношения амплитуд сигналов от дефектов
|
УД2-...
УДС2-...
|
| 3
|
Обнаружение дефектов, измерение глубины (координат) их залегания и эквивалентной площади дефектов или условных размеров дефектов
|
УД3-...
УДС3-...
|
| Группа УЗД
|
Функциональное назначение УЗД
|
Примеры обозначения
|
| 4
|
Обнаружение дефектов, распознавание их форм или ориентации, измерение глубины (координат) их залегания и размеров дефектов или условных размеров дефектов
|
УД4-...
УДС4-...
|
Дефектоскопы разрабатывают из расчета на перемещение преобразователя вручную (далее ручной контроль, ручные дефектоскопы), на механизированное сканирование (механизированные дефектоскопы) или на механизированное сканирование и автоматическую обработку и регистрацию информации (автоматизированные дефектоскопы).
В практике неразрушающего контроля наиболее широко используют ручные импульсные ультразвуковые дефектоскопы 2-й и 3-й групп общего или специального назначения. Общим для этих дефектоскопов является наличие электронно-лучевого и звукового индикаторов, электронного глубиномера для определения координат залегания отражающей поверхности, аттенюатора для измерения отношения амплитуд сигналов в децибелах.
Обобщенные структурные схемы ультразвуковых дефектоскопов с импульсным и непрерывным излучением существенно различаются.
2.3 Импульсные ультразвуковые дефектоскопы
Основными параметрами сигнала в методе отражений, подлежащими измерению, являются амплитуда U (дБ) и временной сдвиг Т (мкс) принятого сигнала (импульса) относительно излученного, называемого зондирующим сигналом (импульсом).
Для возбуждения импульсов упругих колебаний с частотой f и приема их отражений в дефектоскопах используют в основном пьезоэлектрические преобразователи, реже — электромагнитно-акустические.
Обобщенная структурная схема импульсного УЗД 2-й и 3-й групп приведена на рис. 1 (ГОСТ 23049—84).
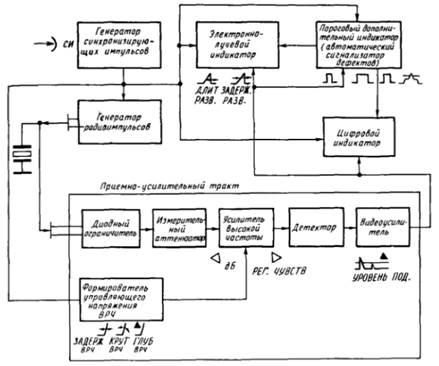
Рисунок 1. Обобщенная структурная схема импульсного УЗД
Генератор синхронизирующих импульсов
обеспечивает синхронизацию работы узлов дефектоскопа, реализуя импульсный режим излучения — приема УЗ-колебаний. При ручном контроле этот генератор работает в режиме самовозбуждения; при использовании дефектоскопа в многоканальной аппаратуре механизированного и автоматизированного контроля его переключают в режим внешнего запуска. Независимо от режима генератор вырабатывает импульсы, используемые для пуска генератора радиоимпульсов, генератора напряжения развертки, блока цифровой обработки, схемы временной селекции автоматического сигнализатора дефектов.
Генератор радиоимпульсов
предназначен для формирования высокочастотных электрических импульсов, используемых для возбуждения УЗ-колебаний в преобразователе. До последнего времени наиболее часто применяли схемы генераторов радиоимпульсов с контуром ударного возбуждения. В дефектоскопах, созданных недавно, чаще используют схемы, позволяющие получать радиоимпульсы с колоколообразной огибающей, характеризующиеся большим КПД и наиболее узким спектром при заданной длительности.
Высокочастотные электрические колебания пьезопластиной преобразователя трансформируются в механические, которые при наличии акустического контакта вводятся в контролируемый объект. Дойдя до границы с какой-либо инородной средой (дефектом), эти колебания частично отражаются, регистрируются и преобразуются в приемном преобразователе в электрические импульсы, поступающие на вход приемно-усилительного тракта дефектоскопа.
Приемно-усилительный тракт
дефектоскопа предназначен для усиления и детектирования сигналов, регистрируемых приемным преобразователем. Тракт содержит, как правило, следующие элементы: двусторонний диодный ограничитель, ограничивающий амплитуду зондирующего импульса на входе усилителя; калиброванный делитель напряжения — измерительный аттенюатор; усилитель высокой частоты; детектор; видеоусилитель; формирователь управляющего напряжения временной регулировки чувствительности. Измерительный аттенюатор позволяет оператору сравнивать уровни эхо-сигналов от различных отражателей.
В УЗ-дефектоскопах измерительные аттенюаторы выполняют, как правило, путем цепочечного соединения звеньев на резисторах с изменением вносимого затухания путем переключения звеньев. Общее затухание, установленное на аттенюаторе, равно сумме затуханий, определяемых положением ручек аттенюатора. Точность аттенюатора характеризуют пределом допускаемой абсолютной погрешности измерения отношения амплитуд сигналов на входе приемника, которая в современных дефектоскопах не превышает 1 ... 2 дБ.
Видеоусилители
современных дефектоскопов включают в себя схему регулируемой отсечки, обеспечивающую передачу сигналов, превышающих заданный уровень, называемый уровнем подавления, без искажений.
Формирователь управляющего напряжения автоматической временной регулировки чувствительности (ВРЧ)
предназначен для выработки напряжения, управляющего во времени коэффициентом усиления приемного тракта дефектоскопа. Применение системы ВРЧ позволяет уменьшить время восстановления усилителя после перегрузки его зондирующим импульсом. Кроме того, система ВРЧ позволяет компенсировать ослабление УЗ-колебаний в контролируемом изделии, обусловленное дифракционным расхождением и затуханием ультразвука. В некоторых дефектоскопах форму управляющего напряжения ВРЧ можно наблюдать на экране электронно-лучевой трубки.
В большинстве эхо-импульсных дефектоскопов в качестве индикаторов используют электронно-лучевые трубки электростатическим отклонением луча в виде индикаторов типа А. На экране такого индикатора воспроизводится в масштабе процесс распространения УЗ-колебаний в контролируемом объекте. Длительность развертки регулируется в зависимости от скорости распространения УЗ-колебаний в материале объекта и толщины контролируемого слоя. Для формирования изображения на горизонтально отклоняющие пластины подается пилообразное напряжение, вырабатываемое генератором напряжения развертки.
Напряжение видеосигналов подается с выхода приемно-усилительного тракта на вертикально отклоняющие пластины, в результате чего на линии развертки появляются импульсы, положение которых позволяет судить о расстоянии до отражающей поверхности. При большой толщине изделия масштаб изображения на экране электронно-лучевой трубки может оказаться слишком мелким, что не позволяет наблюдать эхо-сигналы от близко расположенных отражателей. Для устранения этого недостатка в современных дефектоскопах предусмотрена плавная регулировка длительности развертки. Кроме того, для этой же цели вводят режим пуска генератора напряжения развертки с задержкой, которую можно плавно регулировать. Это позволяет наблюдать процесс распространения УЗ-колебаний в любом слое контролируемого изделия в достаточно крупном масштабе и в сочетании со схемой автоматического сигнализатора дефектов реализовать принцип контроля по слоям.
Цифровой индикатор
предназначен для измерения координат выявленных дефектов, а также для измерения длительности и задержки развертки, временных параметров автоматического сигнализатора дефектов и системы ВРЧ. Координаты h и L расположения отражателя вычисляют по известным значениям времени t распространения УЗ-колебаний в контролируемом объекте до отражателя и обратно, а также угла ввода α:

где — коэффициенты, учитывающие скорость — коэффициенты, учитывающие скорость  и угол ввода луча α поперечной волны. и угол ввода луча α поперечной волны.
Преобразование длительности неизвестного временного интервала в цифровой код осуществляют путем заполнения этого интервала тактовыми импульсами специального генератора, следующими с фиксированной частотой, и счета числа этих импульсов. Результат отображается на цифровом индикаторе с учетом масштабного коэффициента, зависящего от частоты следования тактовых импульсов. При определении координат дефектов значения коэффициентов  учитываются с помощью подстроечных элементов подбором частоты следования импульсов тактового генератора. учитываются с помощью подстроечных элементов подбором частоты следования импульсов тактового генератора.
Автоматический сигнализатор дефектов
управляет дополнительными индикаторами. В этом блоке осуществляется временная селекция сигналов, поступающих на его вход с выхода усилительного тракта. Временная селекция эхо-сигналов необходима для того, чтобы на дополнительные индикаторы дефектоскопа не поступал зондирующий импульс, а также эхо-сигналы от несплошностей, расположенных вне контролируемого слоя. Принцип временной селекции состоит в том, что на выход селектора (каскада совпадений) приходят только те сигналы, которые совпадают по времени со специально сформированным селектирующим (стробирующим) импульсом, временное положение которого соответствует распространению УЗ-колебаний в заданном слое. Длительность t этого импульса определяет толщину контролируемого слоя H, а интервал времени Т между моментом излучения зондирующего импульса и моментом начала стробирующего импульса — глубину h расположения ближней границы контролируемого слоя.
Величины Н, t, h и T связаны между собой соотношениями

где  — время прохождения упругой волны через призму (протектор) преобразователя. — время прохождения упругой волны через призму (протектор) преобразователя.
Для измерения интервала времени Т при определении координат отражателя обычно используют метод максимума, предусматривающий установку преобразователей в положение, соответствующее максимальной амплитуде отраженного сигнала. Как правило, максимум амплитуды отраженного сигнала определяют по экрану трубки.
Использование в дефектоскопах микропроцессорной техники
существенно повышает достоверность и надежность результатов УЗ-контроля. В дефектоскопах 3-й группы она позволяет измерять эквивалентную площадь и линейные условные размеры выявленных дефектов, осуществлять настройку параметров дефектоскопа по предварительно введенным в него программам, а в дефектоскопах 4-й группы — вести обработку информации в процессе сканирования и идентифицировать дефекты по видам с учетом их потенциальной опасности, отображая результаты обработки на документе контроля (ультразвукограмме).
Независимо от средств, используемых при сканировании (вручную, механизированно), надежность результатов дефектоскопирования обусловливается системой слежения за качеством акустического контакта и степенью объективности и информативности документа контроля.
Импульсные УЗД, работающие по методу отражений, являются основными средствами акустического контроля в различных отраслях промышленности.
2.4 УЗД с непрерывным излучением
ультразвуковая дефектоскопия частота излучение
При значительных скоростях взаимного перемещения преобразователя и контролируемого объекта от дефекта поступает серия эхо-сигналов (пачка), число импульсов в которой резко уменьшается с возрастанием скорости сканирования. При этом в ряде случаев существенно снижается помехозащищенность контроля.
При больших скоростях сканирования перспективным, сточки зрения помехозащищенности, может оказаться эхо-метод ультразвуковой дефектоскопии, основанный на непрерывном излучении упругих колебаний наклонным преобразователем с выделением допплеровского сдвига частоты в эхо-сигнале от дефекта. Метод может быть реализован в широком диапазоне скоростей сканирования, охватывающем как ручной контроль, так и контроль посредством высокоскоростных автоматизированных систем, например вагонов-дефектоскопов для контроля рельсов.
В дефектоскопах, работающих по данному методу, признаком обнаружения дефекта является прием эхо-сигналов с допплеровским сдвигом частоты. При этом на выходе дефектоскопа формируется радиоимпульс длительностью τ с низкой частотой  заполнения, равной разности частот принятых заполнения, равной разности частот принятых  и излученных и излученных  колебаний: колебаний:


где  — скорость перемещения преобразователя по контролируемому объекту; с — скорость распространения УЗ-колебаний в объекте; α — угол, под которым озвучивается дефект; ΔХ — условная ширина выявляемого дефекта. — скорость перемещения преобразователя по контролируемому объекту; с — скорость распространения УЗ-колебаний в объекте; α — угол, под которым озвучивается дефект; ΔХ — условная ширина выявляемого дефекта.
Из анализа приведенных выражений следует, что, несмотря на непрерывное излучение УЗ-колебаний, отраженные сигналы имеют вид импульсов. Длительность τ импульсов на два-три порядка превышает длительность отдельных эхо-сигналов при эхо-импульсном методе. Поэтому при непрерывном излучении, если  , оказывается возможным использовать узкополосные приемники, что повышает помехозащищенность системы скоростного контроля. , оказывается возможным использовать узкополосные приемники, что повышает помехозащищенность системы скоростного контроля.
Обобщенная структурная схема дефектоскопа, реализующего метод отражений при непрерывном излучении упругих колебаний, приведена на рис. 2. При перемещении раздельно-совмещенного преобразователя 3 по контролируемому объекту 8 со скоростью эхо-сигнал, отраженный от дефекта, имеет частоту  , отличную от частоты , отличную от частоты  на значение на значение 
В приемном устройстве осуществляется подавление (компенсация) сигналов с частотой генератора, усиление и выделение сигналов с допплеровской частотой  . При изменении скорости сканирования необходима корректировка частоты фильтра с помощью регулятора . При изменении скорости сканирования необходима корректировка частоты фильтра с помощью регулятора 
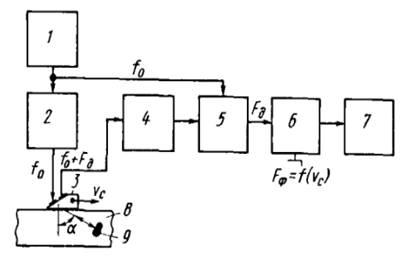
Рисунок 2. Обобщенная структурная схема УЗД с непрерывным излучением
На рисунке: 1 — генератор непрерывных колебаний; 2 — усилитель мощности; 3 — электроакустический преобразователь; 4 — усилитель высокой частоты; 5 — преобразователь частоты; 6 — фильтр допплеровских частот; 7 — регистратор; 8 — контролируемый объект; 9 — дефект.
При реализуемых на практике скоростях сканирования (до 25 м/с) допплеровская частота выходного сигнала дефектоскопа не превышает 30 кГц, что существенно упрощает требования к регистраторам эхо-сигналов от дефектов.
Глава 3. Методы акустического контроля
Акустические методы делят на две большие группы: использующие излучение и прием акустических колебаний и волн (активные методы) и основанные только на приеме колебаний и волн (пассивные методы). В каждой из этих групп выделяют методы, основанные на возникновении в объекте контроля бегущих и стоячих волн или колебаний. Классификация акустический методов контроля приведена на рисунке 3.

Рисунок 3. Классификация акустических методов контроля
3.1 Активные методы
Активные
акустические методы, в которых применяют бегущие волны, делят на подгруппы, использующие прохождение, отражение волн и комбинированные методы, в которых применяют отражение и прохождение. Методы прохождения предполагают наличие двух преобразователей — излучающего и приемного, расположенных по разные стороны объекта контроля или контролируемого участка. Применяют как импульсное, так и, реже, непрерывное излучение. К этой подгруппе относят следующие методы дефектоскопии (ГОСТ 18353-79):
– амплитудный
(теневой)
метод, основанный на регистрации уменьшения амплитуды прошедшей волны (сквозного сигнала) под влиянием дефекта (рис. 4 а);
– временной теневой
метод, базирующийся на измерении запаздывания импульсов, вызванного огибанием дефекта (рис. 4 б);
– велосиметрический
метод, основанный на анализе изменения скорости упругих волн, связанного с наличием дефекта. Например, если в тонком изделии распространяется изгибная волна, то появление расслоения снижает ее скорость (мода с малой скоростью показана штриховой линией); это снижение определяют по сдвигу фазы прошедшей волны (рис. 4 в).
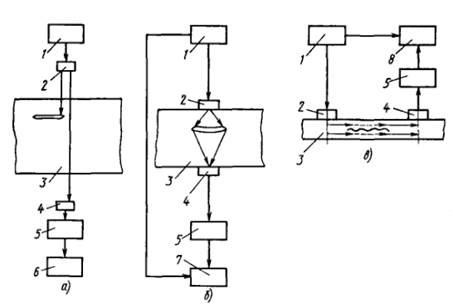
Рисунок 4. Схемы контроля объектов с использованием методов прохождения
На рисунке: а — теневой; б — временной теневой; в — велосиметрический; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник; 5 — усилитель; 6 — измеритель амплитуды; 7 — измеритель времени пробега; 8 — измеритель фазы.
В методах отражения используют один или два преобразователя; применяют, как правило, импульсное излучение.
Эхо-метод
(рис. 5, а), относящийся к этой подгруппе, основан на регистрации эхо-сигналов от дефекта. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной — донной поверхности изделия (донный сигнал), и эхо-сигнал II от дефекта. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине изделия. На этом рисунке показана совмещённая схема контроля, при которой преобразователь выполняет функции излучателя и приемника; если эти функции выполняют разные преобразователи, то схему называют раздельной.

Рисунок 5. Схема контроля объектов с использованием методов отражения
На рисунке: а — эхо-метод; б — зеркальный эхо-метод; в — дельта-метод; г — реверберационный метод; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник; 5 — усилитель; 6 — синхронизатор; 7 — индикатор.
Зеркальным эхо-методом
анализируют сигналы, зеркально отраженные от донной поверхности изделия и дефекта, т. е. прошедшие путь ABCD (рис. 5, б). Вариант этого метода, связанный с выявлением вертикальных дефектов в плоскости EF, называют методом тандем, для реализации которого при перемещении преобразователей 2, 4 поддерживают постоянным значение  для получения зеркального отражения от невертикальных дефектов значение для получения зеркального отражения от невертикальных дефектов значение варьируют. Один из вариантов зеркального эхо-метода предусматривает расположение излучателя и приемника не в одной плоскости (вид в плане дан на рис. 5, б внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от вертикального дефекта. Этот вариант называют тандем-дуэт (в иностраннойлитературе «стредл»). Способ дуэт характеризуется симметричным расположением излучателя и приемника (положение приемника показано на рис. 2.3, б штриховой линией). Еще один вариант зеркального эхо-метода предусматривает расположение преобразователей по разные стороны изделия, например располагают приемник в точке С. Этот вариант называют К-метод. варьируют. Один из вариантов зеркального эхо-метода предусматривает расположение излучателя и приемника не в одной плоскости (вид в плане дан на рис. 5, б внизу), а в разных плоскостях, но таким образом, чтобы принимать зеркальное отражение от вертикального дефекта. Этот вариант называют тандем-дуэт (в иностраннойлитературе «стредл»). Способ дуэт характеризуется симметричным расположением излучателя и приемника (положение приемника показано на рис. 2.3, б штриховой линией). Еще один вариант зеркального эхо-метода предусматривает расположение преобразователей по разные стороны изделия, например располагают приемник в точке С. Этот вариант называют К-метод.
Дельта-метод
(рис. 5, в) основан на использовании дифракции волн на дефекте. Часть падающей на дефект поперечной волны от излучателя 2 отражается зеркально, а другая часть дифрагирует в виде поперечной и трансформированной продольной волн. При отражении волна также частично трансформируется в продольную волну. Дифрагированная продольная волна поступает на приемник 4 продольных волн, который несколько позднее принимает также продольную волну, отраженную от нижней поверхности изделия.
Реверберационный
метод основан на анализе времени объемной реверберации в контролируемом объекте. Например, при контроле двухслойной конструкции время реверберации в слое, с которым контактирует преобразователь, меньше в случае качественного соединения слоев, так как часть энергии переходит в другой слой (рис. 5, г).
В комбинированных методах используют принципы как прохождения, так и отражения акустических волн.
Зеркально-теневой
метод основан на измерении амплитуды донного сигнала. На рис. 6, а отраженный луч условно смещен в сторону. По технике выполнения (фиксируют эхо-сигнал) его относят к методам отражения, а по физической сущности контроля (измеряют ослабление сигнала, дважды прошедшего изделие в зоне дефекта) он близок к теневому методу.
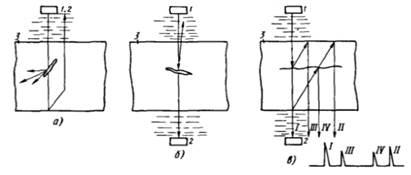
Рисунок 6. Схема контроля объектов с использованием комбинированных методов
На рисунке: а — зеркально-теневой; б — эхо-теневой; в — эхо-сквозной; 1 — излучатель; 2 — приемник; 3 — объект контроля.
Эхо-теневой
метод основан на анализе как прошедших, так и отраженных волн (рис. 6, б).
Эхо-сквозным
методом фиксируют сквозной сигнал I, сигнал II, двукратно отраженный в изделии, а в случае появления полупрозрачного дефекта и эхо-сквозные сигналы III, IV, соответствующие отражениям от дефекта волн, идущих от верхней и нижней поверхностей изделия. Большой непрозрачный дефект обнаруживают по исчезновению или сильному уменьшению сигнала I, т. е. теневым методом, а также сигнала II. Полупрозрачные или небольшие дефекты обнаруживают по появлению сигналов III и IV.
Импедансный
метод существенно отличается от рассмотренных методов. Он основан на анализе изменения механического или входного акустического импеданса участка поверхности контролируемого объекта, с которым взаимодействует преобразователь. В низкочастотных импедансных дефектоскопах преобразователем служит колеблющийся стержень, опирающийся на поверхность изделия (рис. 7, а). Между ними нет контактной жидкости (сухой контакт). Появление подповерхностного дефекта в виде расслоения делает расположенный над дефектом участок поверхности более гибким, податливым, т. е. снижает его механический импеданс. В результате изменяется режим колебаний стержня, в частности уменьшаются механические напряжения на приемнике 4, что служит признаком дефекта.

Рисунок 7. Схема контроля объектов с использованием различных методов
На рисунке: а — импедансный; б — резонансный; в — свободных колебаний; г — акустико-эмиссион; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник, 5 — усилитель; 6 — индикатор; 7 — модулятор частоты; 8 — регистратор резонанса; 9 — спектро-анализатор, 10 — вибратор.
В высокочастотных импедансных дефектоскопах колеблющимся элементом является пьезопластина преобразователя обычного типа. Появление дефекта типа расслоения вблизи поверхности изделия изменяет входной акустический импеданс , а следовательно, и режим колебаний генератора, что свидетельствует о наличии дефекта. , а следовательно, и режим колебаний генератора, что свидетельствует о наличии дефекта.
При использовании стоячих волн возбуждают свободные или вынужденные колебания либо объекта контроля в целом (интегральные методы), либо его части (локальные методы). Свободные колебания возбуждают путем кратковременного внешнего воздействия на объект контроля, например, ударом, после чего он колеблется свободно. Вынужденные колебания предполагают постоянную связь колеблющегося объекта контроля с возбуждающим генератором, частоту которого изменяют. Информационными параметрами являются частоты свободных колебаний или резонансов вынужденных колебаний, которые несколько отличаются в связи с воздействием возбуждающего генератора. Эти частоты связаны с геометрическими параметрами изделий и скоростью распространения в них ультразвука. Иногда измеряют величины, связанные с затуханием колебаний в объекте контроля: амплитуды свободных или резонансных колебаний, добротность колебаний, ширину резонансного пика.
Схема контроля локальным методом свободных колебаний (в этом варианте его называют просто методом свободных колебаний) показана на рис. 7, в. В части контролируемого изделия, например слоистой панели, возбуждают колебания с помощью ударов молоточком вибратора 10 и анализируют спектр возбуждаемых частот спектроанализатором 9, В дефектных изделиях спектр, как правило, смещен в сторону высоких частот.
Локальный
метод вынужденных колебаний обычно называют резонансным
методом. В стенке изделия с помощью пьезопреобразователя возбуждают ультразвуковые волны (рис. 7, б). Частоту колебаний модулируют; фиксируют частоты, на которых возбуждаются резонансы колебаний. По резонансным частотам определяют толщину стенки изделий и наличие дефектов. Дефекты, параллельные поверхности изделия, вызывают по- погрешность измеряемой толщины, а расположенные под углом к поверхности — исчезновение резонансных явлений. Для вы- высокоточного измерения толщины труб также применяют локальный метод свободных колебаний, получивший название метод предеф.
К методам вынужденных колебаний относят акустико- топографический
метод, основанный на регистрации распределения амплитуд упругих колебаний на поверхности контролируемого объекта с помощью наносимого на поверхность порошка. На дефектном участке оседает меньшее количество порошка, что объясняется увеличением амплитуды колебаний в результате резонансных явлений.
3.2 Пассивные методы
Переходя к пассивным акустическим методам контроля, отметим акустико-эмиссионный
метод, при котором используют бегущие волны (рис. 7, г). Этот метод основан на анализе параметров упругих волн акустической эмиссии, возникающих в результате динамической локальной перестройки объекта контроля. Такие явления, как возникновение и рост трещин, аллотропические превращения, движение скоплений дислокаций — наиболее характерные источники волн акустической эмиссии. Контактирующие с изделием пьезопреобразователи, принимающие упругие волны, позволяют установить наличие источника эмиссии, а при обработке сигналов от нескольких преобразователей — и расположение источника.
К пассивным акустическим методам, основанным на возбуждении стоячих волн или колебаний объекта контроля, относятся вибрационно-диагностический и шумо-диагностический
методы. При использовании первого метода анализируют параметры вибрации какой-либо отдельной детали или узла (ротора, подшипника, лопатки турбины) с помощью приемников контактного типа; при использовании второго изучают спектр шумов работающего механизма на слух или с помощью микрофонных приемников.
По частотному признаку все рассмотренные акустические методы делят на низкочастотные и высокочастотные. К первым относят колебания в звуковом и низкочастотном (до нескольких десятков килогерц), ультразвуковом диапазонах частот; ко вторым — колебания в высокочастотном (от нескольких сотен килогерц до 50 МГц) ультразвуковом диапазоне частот. Высокочастотные методы обычно называют ультразвуковыми. Для контроля металлов преимущественно используют высокочастотные методы.
Из рассмотренных акустических методов контроля наибольшее практическое применение находит эхо-метод: им проверяют до 90 % всех объектов. Применяя волны различных типов, с его помощью решают задачи дефектоскопии поковок, литья, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения геометрических размеров изделий. Фиксируя время прихода донного сигнала и зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия известна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по этим параметрам определяют физико-механические свойства материалов.
Зеркально-теневой
метод используют вместе или в дополнение к эхо-методу для выявления дефектов, слабо отражающих ультразвуковые волны в направлении совмещенного преобразователя (см. рис. 6, а). Такие дефекты, как вертикальные трещины, ориентированные перпендикулярно поверхности, по которой перемещают преобразователь (поверхности ввода), дают очень слабый рассеянный сигнал, в связи с чем эхо-методом не выявляются. В то же время они ослабляют донный сигнал благодаря тому, что на их поверхности продольная волна трансформируется в вытекающую, которая в свою очередь излучает боковые волны, уносящие энергию.
Зеркально-теневой метод применяют, например, при контроле рельсов с целью обнаружения вертикальных трещин в шейке. Им выявляют дефекты большего размера, чем эхо-методом. Преимущество этого метода перед зеркально-теневым заключается в одностороннем доступе к поверхности изделия. Зеркальный эхо-метод применяют также для выявления дефектов, ориентированных перпендикулярно поверхности ввода. Им выявляют более мелкие дефекты, чем зеркально-теневым, но при этом требуется, чтобы в зоне расположения дефектов был достаточно большой участок ровной поверхности (см. рис. 5, б). При контроле рельсов, например, это требование не выполняется, поэтому возможно применение только зеркально-теневого метода. Дефект В можно выявить совмещенным наклонным преобразователем, расположенным в точке А. Однако в этом случае зеркально отраженная волна уходит в сторону и на преобразователь попа- попадает лишь слабый рассеянный сигнал. Преобразователи, расположенные в точках С или D, обнаруживают дефект с более высокой чувствительностью.
Зеркальный эхо-метод в варианте тандем используют для выявления вертикальных трещин и непроваров при контроле сварных соединений. Дефекты некоторых видов сварки, например непровар при электронно-лучевой сварке, имеют гладкую отражающую поверхность, очень слабо рассеивающую ультразвуковые волны. Такие дефекты лучше выявляются зеркальным эхо-методом. Дефекты округлой формы (шлаковые включения, поры) дают большой рассеянный сигнал и хорошо регистрируются сов- совмещенным преобразователем в точке A; в то же время зеркальное отражение от них слабое. Сравнивая отраженные сигналы в точках А и D, определяют форму дефекта сварного соединения.
Вариант тандем-дуэт применяют, когда расположение преобразователей в одной плоскости затруднительно. Его используют, например, для выявления поперечных трещин в сварных швах. Преобразователи в этом случае располагают по разные стороны выпуклости («усиления») шва. Углы и и выбирают либо малыми — до 10°, либо большими — более 35° для предотвращения трансформации поперечных волн в продольные. При углах менее 10° трансформация мала; угол, равный 35° и больше, превосходит значение третьего критического угла, в связи с чем трансформация отсутствует. Существуют варианты с выбирают либо малыми — до 10°, либо большими — более 35° для предотвращения трансформации поперечных волн в продольные. При углах менее 10° трансформация мала; угол, равный 35° и больше, превосходит значение третьего критического угла, в связи с чем трансформация отсутствует. Существуют варианты с : например, излучают поперечную волну с : например, излучают поперечную волну с , а принимают трансформированную продольную волну. , а принимают трансформированную продольную волну.
3.3 Области применения методов
Дельта-метод
также используют для получения дополнительной информации о дефектах при контроле сварных соединений. В варианте, показанном на рис. 5, в, излучают поперечные, а принимают продольные волны. Эффективная трансформация поперечных волн в продольные на дефекте произойдет, если угол падения на плоский дефект меньше третьего критического или если продольная волна возникает в результате рассеяния на дефекте. Для создания хорошего контакта приемного прямого преобразователя с поверхностью сварного соединения поверхность выпуклости шва зачищают. С помощью этого метода довольно точно определяют положение дефекта вдоль сварного шва, что очень важно при его автоматической регистрации.
Эхо-теневой
метод также применяют при контроле сварных соединений. При автоматическом контроле преобразователи, располагаемые по обе стороны от шва, принимают как отраженные, так и прошедшие сигналы. Последние используются для контроля качества акустического контакта и обнаружения дефектов, ориентированных таким образом, что эхо-сигналы от них очень слабы.
Контроль теневым
и эхо-сквозным
методами возможен только при двустороннем доступе к изделию. Эти методы применяют для автоматического контроля изделий простой формы (например листов) в иммерсионном варианте. Перемещение листа вверх и вниз между преобразователями в иммерсионной ванне (рис. 4, а, в) не изменяет времени прохождения сигналов от излучателя к приемнику, что существенно упрощает конструкцию установки. Теневым методом выявляют более крупные дефекты, чем эхо- и эхо-сквозным методами, в связи с большим влиянием помех.
Теневой метод применяют также для контроля изделий с боль- большим уровнем структурных реверберации, т. е. помех, обусловленных отражением ультразвука от структурных неоднородности, крупных зерен. Сквозной сигнал попадает на приемник раньше, чем структурные реверберации, что позволяет его зарегистрировать на фоне помех. При контроле тонких изделий с очень высоким уровнем структурных помех более мелкие дефекты выявляют временным теневым методом. Теневой и временной теневой методы позволяют обнаруживать крупные дефекты в материалах, где контроль другими акустическими методами невозможен: крупнозернистой аустенитной стали, сером чугуне, бетоне, огнеупорном кирпиче. Теневой метод применяют вместо эхо-метода при исследовании физико-механических свойств материалов с большими коэффициентами затухания и рассеяния акустических волн, например, при контроле прочности бетона по скорости ультразвука. Для этой цели применяют не только теневой метод, но и (в более общем виде) метод прохождения. Например, излучатель и приемник располагают с одной стороны изделия на одной поверхности и измеряют время и амплитуду сквозного сигнала головной или поверхностной волны.
Локальный
метод вынужденных колебаний применяют для измерения малых толщин при одностороннем доступе. Контактный резонансный толщиномер, принцип действия которого показан на рис. 7, в. В настоящее время для ручного контроля применяют импульсные толщиномеры. Для автоматического измерения толщины стенок труб выпускают иммерсионные резонансные толщиномеры. Некоторыми преимуществами перед таким способом измерения толщины обладает локальный метод свободных колебаний (метод предеф). Главное преимущество заключается в возможности изменения угла падения ультразвука на трубу присохранении точности измерений. Это упрощает конструкцию протяжного устройства.
Интегральный
метод вынужденных колебаний применяют для определения модуля упругости материала по резонансным частотам продольных, изгибных или крутильных колебаний образцов простой геометрической формы, вырезанных из изделия, т. е. при разрушающих испытаниях. Последнее время этот метод используют для неразрушающего контроля небольших изделий: абразивных кругов, турбинных лопаток. Появление дефектов или изменение свойств материалов определяют по изменению спектра резонансных частот. Свойства, связанные с затуханием ультразвука (изменение структуры, появление мелких трещин), контролируют по изменению добротности колебательной системы. Интегральный метод свободных колебаний используют для про- проверки бандажей вагонных колес или стеклянной посуды по чистоте звука.
Реверберационный
, импедансный
, велосиметрический
, акустико-топографический
методы и локальный метод свободных колебаний используют в основном для контроля неметаллических и композиционных материалов. Схемы контроля клееных и паяных конструкций с при- применением реверберационного, импедансного методов и метода свободных колебаний показаны соответственно на рис. 5, г, 7, а, 7, в.
Так как вибрационно-диагностический и шумодиагностический методы, относящиеся к пассивным акустическим методам, служат для диагностирования работающих механизмов, их исследование выходит за рамки этой книги. Акустико-эмиссионный метод применяют в качестве средства исследования материалов, конструкций, контроля изделий (например при гидроиспытаниях) и диагностирования во время эксплуатации. Важными преимуществами этого метода перед другими является то, что он реагирует только на развивающиеся, действительно опасные дефекты, а также возможность проверки больших участков или даже всего изделия без сканирования его преобразователем. Основной его недостаток как средства контроля — трудность выделения сигналов, вызываемых развивающимися дефектами, на фоне помех от кавитационных пузырьков в жидкости, подаваемой в объект при гидроиспытаниях, от трения в разъемных соединениях и т. д.
Литература
1. Алешин Н.П., Белый В.Е., Вопилкин А.Х. и др. Методы акустического контроля металлов. - М.: Машиностроение, 1989. - 465 с.;
2. Алешин Н.П., Лупачев В.Г. Ультразвуковая дефектоскопи: Справ. пособие. - Мн.: Выш. шк., 1987. - 271 с.;
3. Крауткремер Й., Крауткремер Г. Ультразвуковой контроль материалов: Справ. Изд. - М.: Металлургия, 1991. - 752 с.;
4. Ермолов И.Н., Алешин Н.П., Потапов А. И. Неразрушающий контроль. В 5 кн. Кн. 2. Акустические методы контроля: Практ. пособие. - М.: Высш .шк., 1991 — 283 с.;
5. Свойства, применение ультразвука, www.cultinfo.ru
Ðàçìåùåíî íà
|