Содержание
Введение
1. Аналитическая часть
1.1 Анализ объекта - служебная характеристика, анализ поверхностей
1.2 Анализ существующих компоновок АЛ
1.3 Анализ основного и вспомогательного оборудования
1.4 Выявление недостатков существующего техпроцесса
1.5 Пути улучшения существующего тех. процесса
1.6 Цели и задачи дипломного проектирования
2. Проектно-пояснительная часть
2.1 Определение типа производства
2.2 Выбор типа оборудования и определение его количества
2.3 Разработка компоновки автоматической линии
2.4 Выбор и разработка вспомогательного оборудования
2.4.1Разработка устройства ориентации
2.4.2 Разработка гравитационного транспорта
2.4.3 Выбор промышленного робота
2.5 Выбор основного оборудования
3. Расчетная часть
3.1 Расчет усилий захватного устройства
4. Разработка системы управления
4.1 Разработка функциональной модели СУ
4.2 Разработка структурной схемы
4.3.1 Математическая модель
4.3.2 Функциональная спецификация
4.3.3 Определение программной и аппаратной частей
4.3.4 Описание входных сигналов
4.3.5 Описание выходных сигналов
4.3.6 Описание исполнительных устройств
4.4 Выбор элементов СУ
4.5 Разработка электрической схемы соединений СУ
4.6 Разработка алгоритма работы программного обеспечения СУ
5. Безопасность жизнедеятельности
5.1 Требования по обеспечению комфортности на рабочем месте
5.2 Расчет
5.3 Организация техники безопасности на рабочем месте
5.4 Организация системы пожаро - и электробезопасности на рабочем месте
5.5 Правовые вопросы обеспечения БЖД
5.6 Заключение
6. Технико-экономическое обоснование проекта
6.1 Расчет инвестиционных вложений
6.2 Расчет экономии затрат на производство
6.3 Расчет эффективности проекта
6.4 Вывод
Заключение
Список использованных источников
Дальнейшее развитие и повышение эффективности машиностроения возможно при существенном росте уровня автоматизации производственного процесса. В последние годы широкое распространение получили работы по созданию новых высокоэффективных автоматизированных механосборочных производств и реконструкции действующих производств на базе использования современного оборудования и средств управления всеми этапами производства.
Производственные процессы должны обеспечивать выпуск продукции необходимого качества и требуемое количество изделий в заданный срок при минимальных затратах живого труда и вложенных капитальных затратах.
Для успешного решения всех этих задач необходимо, чтобы технологическое оборудование, будучи высокопроизводительным и обеспечивая требуемую точность, было способно к переналадке в процессе его эксплуатации при смене выпускаемого изделия.
Автоматическая линия есть сложное многогранное понятие, которое следует рассматривать с нескольких точек зрения. Если первые переналаживаемые автоматические линии были ориентированы, как правило, на ручную переналадку на два-три наименования деталей, то современные переналаживаемые автоматические линии ориентируются, как правило, на автоматическую переналадку на выпуск любой детали, если только она входит в заранее определенную группу. Число деталей в такой группе по мере технического прогресса имеет тенденцию возрастать, а длительность периода между запускаемыми в обработку партиями деталей, как и величины этих партий, - уменьшаться.
Автоматические линии машиностроения могут строиться по агрегатно-модульному принципу из комплектов унифицированных узлов, а могут снабжаться сменяемыми в процессе эксплуатации по программе шпиндельными головками, перемещаемыми по базе станка.
Необходимо учитывать, что унификация узлов подачи выдвигает свои специфические требования.
Применение унифицированных узлов подачи возможно, если обрабатываются одноименные или одинаковые поверхности на различных деталях или же если обрабатываются одноименные или одинаковые поверхности на одной и той же детали, но на разных режимах.
При эксплуатации унифицированных узлов подачи возникают следующие три случая:
обрабатываются одинаковые поверхности различных деталей.
Эти поверхности характеризуются одинаковыми конструктивными и технологическими параметрами, например при обработке отверстий под гильзы в блоках цилиндров автомобильных двигателей одинаковыми являются их длины, диаметры, требования по отклонениям от цилиндричности, параллельности, перпендикулярности к базовой поверхности, шероховатости и др. Разница в расположении этих отверстий у различных блоков цилиндров здесь заключается только в расстоянии этих отверстий от базовой плоскости;
обрабатываются различные поверхности у одной или у различных деталей.
В этом случае обычно используются узлы, включающие в работу различные инструментальные блоки, такие как револьверные шпиндельные бабки, поворотные шпиндельные головки и т.п. Это узлы, обеспечивающие последовательную и последовательно-параллельную обработку;
обрабатывается одна и та же поверхность у одной детали, но режимы обработки во время эксплуатации данной автоматической линии могут изменяться.
В этом случае используемый силовой узел подачи должен обладать определенными резервами, допускающими изменение скоростей подач, как правило, заключающееся в их повышении.
коническая шестерня унифицированный узел
Для проектирования автоматической линии в настоящее время применяются принципы групповой технологии. Это значит, что гибкая автоматическая линия изначально проектируется под определенную номенклатуру деталей, выбранных в качестве представителей. Наибольшим разнообразием отличаются различные корпусные детали, поэтому именно их в первую очередь следует специально распределять по соответствующим группам.
Технологические операции механической обработки, выполняемые на станках, образующих автоматическую линию, характеризуются многими параметрами, к числу которых относятся вид данной операции, расположение обрабатываемых на данной операции поверхностей относительно базовых, достигаемая точность, а также режимы, на которых она выполняется. В настоящее время с целью выбора математическими методами деталей - представителей для обработки на автоматических линиях принято рассматривать два основных параметра, используемых для проектирования.
К этим параметрам относятся координаты приложения действия режущего инструмента, а также точность позиционирования рабочего органа по этим координатам. Что касается таких параметров операции, как рабочие режимы или вид сменяемых инструментов, необходимость и последовательность их смены, то они задаются по командам от системы управления.
Оценка возможности и целесообразности запуска в производство новой детали на существующей переналаживаемой автоматической линии сводится к следующим действиям:
- составляется информационная модель новой детали;
- производится анализ массогабаритных характеристик новой детали;
- производится анализ технологического маршрута обработки новой детали;
- производится анализ достигаемой точности и качества обработки новой детали;
- производится анализ ожидаемой производительности существующей автоматической линии при выпуске новой детали;
- производится анализ экономической эффективности выпуска новой детали на существующей автоматической линии.
Составление информационной модели новой детали базируется на анализе рабочего чертежа новой детали и рабочего чертежа ее заготовки. Рабочий чертеж новой детали включает в себя данные о конфигурации новой детали, ограничивающих ее рабочих поверхностях, материале детали и его твердости, твердости некоторых поверхностей детали, например закаливаемых поверхностях, требованиях к точности обрабатываемых поверхностей, требованиях к шероховатости и качеству обрабатываемых поверхностей, о взаимном расположении поверхностей, об "увязке" черновых и чистовых обрабатываемых поверхностей.
Технологический процесс, реализованный на действующей автоматической линии обработки детали, помимо всего прочего, для целей проводимой оценки должен включать в себя данные о базовых поверхностях, поверхностях для транспортирования, а также о маршрутной технологии. Эти данные могут быть представлены как совокупность методов обработки детали и совокупность переходов в зависимости от требований к шероховатости, качеству и точности обработки данной поверхности, а также могут привести к определенному группированию переходов обработки данной поверхности. Для анализа требуемой производительности при выпуске новой детали следует исходить из производственной программы выпуска этой детали. Общий фонд времени существующей автоматической линии, который может быть выделен для производства новой детали, складывается из времени, затрачиваемого на перекомпоновку, переналадку, а в случае необходимости, и на модернизацию этой линии, и времени, необходимого для выполнения этой переналаженной автоматической линией рабочих операций нового технологического процесса.
Проведя анализ всех этих показателей, можно сделать заключение о целесообразности или нецелесообразности использования для производства новой детали уже существующей автоматической линии.
Деталь шестерня ведущая заднего моста 6520-2402017 (чертеж в приложении А.1) изготовлен из стали 20ХГНМТА ТУ 14-1-5509-2005, масса 13,6 кг. Годовой план выпуска детали 25000 шт.
Шестерня ведущая среднего моста 5320-2502017 (чертеж в приложении А.2) изготовлен из стали 20ХГНМТА ТУ 14-1-5509-2005, масса 6,53 кг. Годовой план выпуска детали 25000 шт.
Оборудование которое использовалось для обработки ведущей конической шестерни заднего и среднего моста в нынешнем технологическом процессе приведена на таблице 1. Исходный технологический маршрут нуждается в корректировке, т.к. он не удовлетворяет многим требованиям проектирования автоматической линии. Технологический маршрут состоящий из нескольких операций преобразуем в одну операцию. Разбивка операций по переходам осуществляется таким образом, чтобы количество основного оборудования было наименьшим и достигалась необходимая производительность участка.
Обе детали характеризуются простой конфигурацией, образована простыми геометрическими поверхностями, которые могут быть использованы в качестве установочных баз на первой механической операции. (представляет собой тело вращения, симметричное относительно оси).
Коническая форма деталей говорит о их технологичности при получении заготовки, обработки, контроле. В тоже время с точки зрения механической обработки заготовки не технологичны, т.к. операция получения зубьев со снятием стружки производиться в основном малопроизводительными методами. Конструкция двух шестерен несмотря на ступенчатую коническую форму, позволяет вести обработку зубьев на одинаковых зуборезных станках с ЧПУ с небольшой переналадкой. Большинство элементов шестерен технологичны и позволяет вести обработку стандартными покупными инструментами.
Самые точные и ответственные элементы обоих шестерен - это шейки и зубья. Одна из главных шеек шестерни заднего моста имеет размер Ø65мм и другая шейка 75мм, а шейки шестерни среднего моста имеют размеры Ø70мм и Ø107мм. Шероховатость этих шеек 1,25 мкм. Такую же шероховатость имеют зубья обоих шестерен, поэтому их нужно шлифовать. Для этого можно подобрать одну группу шлифовальных станков с ЧПУ. Посадочные места под подшипники требуют высокую чистоту поверхности с шероховатостью Ra1,25мкм. Остальные поверхности детали, имеют шероховатость более грубые.
Конструкция двух деталей похожа и состоит из стандартных и унифицированных конструктивных элементов. Большинство обрабатываемых поверхностей деталей имеют правильную простановку размеров, оптимальные степень точности и шероховатости. Конструкция деталей позволяет изготавливать их из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом. Так же конструкция обеспечивает возможность применения типовых и стандартных технологических процессов при изготовлении.
Проведя анализ двух деталей, а это шестерни ведущих заднего и среднего мостов, можно сделать вывод о том, что для их изготовления можно подобрать одну группу обрабатывающих станков, отвечающим всем требованиям точности, качества и последующей эксплуатации.
Ведущие мосты предназначены для восприятия вертикальных, продольных, поперечных усилий, действующих на колеса, обеспечения постоянного увеличения момента двигателя и поведения его к ведущим колесам.
На автомобилях семейства КамАЗ на некоторых моделях устанавливается два ведущих моста - средний и задний. Конструкция мостов аналогична, отличие заключается в установке на среднем мосту межосевого блокируемого дифференциала и отдельных оригинальных деталей, сопрягаемых с ним.
Ведущая коническая шестерни является основной частью главной передачи автомобиля КамАЗ. Главная передача состоит из картера редуктора, пары спиральных конических шестерен и пары косозубых цилиндрических шестерен. На среднем мосту установлен межосевой дифференциал.
Ведущая коническая шестерня заднего моста отличается от конической шестерни среднего моста длинной ступицы. Каждая шестерня имеет отверстие. При этом у шестерни среднего моста оно цилиндрическое, предназначенное для обеспечения прохождения вала привода заднего моста, у шестерни заднего моста - шлицевое, предназначенное для соединения с ведущим валом. Ведущий вал среднего и заднего моста предназначен для передачи крутящего момента от карданной передачи к ведущим мостам автомобиля. Шестерни установлены в картере редуктора на двух конических подшипниках. Подшипники заднего и среднего мостов взаимозаменяемые, однако установка шестерни для каждого моста оригинальна.
Шестерня среднего моста установлена на двух конических подшипниках. Внутреннее кольцо заднего подшипника напрессовано на шейку шестерни. Наружное кольцо переднего подшипника запрессовано в гнездо стакана. Между подшипниками установлено распорная втулка и регулировочные шайбы предназначенные для регулировки преднатяга подшипников.
Шестерня заднего моста установлена на валу и вместе с валом на двух конических подшипниках в картере. Внутреннее кольцо заднего подшипника напрессовано на шейку шестерни. Наружное кольцо переднего подшипника запрессовано в гнездо стакана. Между подшипниками установлено опорная шайба и регулировочные шайбы, предназначенные для регулировки преднатяга подшипников.
Ведущие шестерни заднего и среднего моста изготовлены из стали 25 ХГНМ, проходят цементацию на глубину 1,6 мм и закалку для обеспечения твердости 60-64HRC.
Таблица 1
| Наименование детали |
Оборудование |
| фрезерно-центровальный станок МР-71 |
| 5320-2502017 |
специальный агрегатно-сверлильный станок барабанного типа 11А243 |
| токарный гидрокопировальный станок ЕМ-425 |
| токарный гидрокопировальный полуавтоматный станок ЕМ-427 |
| шлицефрезерный полуавтомат 5350А |
| горизонтакльно-фрезерный станок 6Р82Г |
| круглошлифовальный полуавтоматический станок |
| круглошлифовальный полуавтоматический станок |
| зуборезный полуавтоматический станок Глисон |
| зубофасочный полуавтоматический станок ВС-320 |
| зуборезный полуавтоматический станок Глисон 116 |
| моечная машина 198К |
| зубоконтрольный станок Глисон 51 |
| резьбошлифовальный полуавтоматический станок МВ-145 |
| круглошлифовфальный полуавтоматический станок BHS25/630 TOS |
| круглошлифовальный полуавтоматический станок SAST |
6520-2402017
|
фрезерно-центровальный станок МР-71 |
| гидрокопировальный станок ЕМ-473-1-08 |
| гидрокопировальный полуавтоматный станок ЕМ-427 |
| шпоночно-фрезерный станок ДФ-814 |
| торцекруглошлифовальный станок “Кикинда AFD-630” |
| зубофасочный станок BC-520 |
| зуборезный станок Глисон - 16 |
| моечная машина 198К |
| резьбошлифовальный станок MB145C1 |
Критерием оценки вариантов служат минимальные затраты на обработку и максимальная производительность. Основополагающий этап создания компоновки Автоматическая линия (А. л.) - это система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определённой технологической последовательности и с заданным ритмом весь процесс изготовления или переработки продукта производства или части его. В функции обслуживающего персонала А. л. входят: управление, контроль за работой агрегатов или участков линии, их ремонт и наладка. Линии, которые для выполнения части операций производственного процесса требуют непосредственного участия человека (например, пуск и остановка отдельных агрегатов, закрепление или перемещение продукта переработки), называются полуавтоматическими. На современных А. л. механизированы и автоматизированы многие вспомогательные операции (например, уборка отходов производства), контроль качества продукции, учёт выработки и др. На многих А. л. автоматически регулируются параметры технологических процессов, осуществляются автоматическое перемещение рабочих органов, наладка и переналадка оборудования. Создание и внедрение А. л. - один из важнейших этапов автоматизации производства.
Автоматические линии широко применяются в пищевой промышленности, производстве бытовых изделий, в электротехнической, радиотехнической и химической отраслях промышленности. Наибольшее распространение автоматические линии получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования.
Автоматические линии для обработки строго определённых по форме и размерам изделий называются специальными; при изменении объекта производства такие линии заменяют или переделывают. Более широкими эксплуатационными возможностями обладают специализированные автоматизированные линии для обработки однотипной продукции в определённом диапазоне параметров. При изменении объекта производства в таких линиях, как правило, лишь перенастраивают отдельные агрегаты и изменяют режимы их работы; основное технологическое оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Специальные и специализированные автоматические линии применяются главным образом в массовом производстве.
В серийном производстве автоматические линии должны обладать универсальностью и обеспечивать возможность быстрой переналадки для изготовления различной однотипной продукции. Такие А. л. называют универсальными быстропереналаживаемыми, или групповыми. Несколько меньшая производительность универсальных А. л. по сравнению со специальными компенсируется их быстрой переналадкой для производства широкой номенклатуры продукции.
Структурная компоновка автоматических линий зависит от объёма производства и характера технологического процесса. Существуют линии параллельного и последовательного действия, однопоточные, многопоточные, смешанные (с ветвящимся потоком). Автоматические линии параллельного действия применяются для выполнения одной операции, когда продолжительность её значительно превышает необходимый темп выпуска. Продукт переработки автоматически распределяется (из магазина или бункера) по агрегатам линии и после обработки приёмными устройствами собирается и направляется на последующие операции. Многопоточные автоматические линии представляют собой систему из автоматических линий параллельного действия, предназначенную для выполнения нескольких технологических операций, каждая из которых по продолжительности больше заданного темпа выпуска. В единую систему могут быть объединены несколько А. л. последовательного или параллельного действия. Такие системы называются автоматическими участками, цехами или производствами.
Управление автоматическими линиями. осуществляется системами автоматического управления, которые подразделяются на внутренние и внешние. Внутренние системы управления обеспечивают выполнение отдельным агрегатом или механизмом линии всех основных и вспомогательных операций технологического процесса на данном агрегате. Внешняя система (как правило, система путевого контроля, организованного по принципу обратной связи) обеспечивает согласованную работу агрегатов и участков линии. В зависимости от конкретных условий системы управления автоматической линией, они могут строится на электрических, механических, гидравлических, пневматических или комбинированных связях. Для автоматического регулирования технологического процесса и переналадки оборудования на автоматических линий (преимущественно групповых) применяют системы электронного программного управления. Крупные комплексные автоматические линии оснащаются электронными управляющими машинами и другими средствами вычислительной техники. На агрегатах автоматических линий преимущественно применяется индивидуальный или многодвигательный электропривод и реже - регулируемый электрический, гидравлический или механический привод.
Перемещение обрабатываемых деталей (продукта переработки) с одной рабочей позиции на другую осуществляется жёсткой или гибкой системой транспортирования. Жёсткая система транспортирования может пересекать рабочее пространство агрегатов А. л. или располагаться параллельно и иметь перпендикулярно смонтированные устройства для загрузки и разгрузки рабочих позиций. Рабочие позиции каждого агрегата находятся на одинаковом расстоянии одна от другой. После обработки на одной позиции деталь раскрепляется и передвигается на следующую рабочую позицию; при этом на первой позиции устанавливается новая заготовка, а на последней снимается готовое изделие. В зависимости от конструкции, размеров и формы изделий используются транспортёры шаговые, штангового типа, а также грейферные, пластинчатые, цепные и др. Жёсткие системы транспортирования применяются преимущественно на однопоточных линиях последовательного действия при изготовлении крупных штучных изделий (например, на линиях из агрегатных станков или линиях для механической обработки цилиндрических зубчатых колес). При гибкой системе транспортирования установка заготовок и снятие обрабатываемых изделий производятся независимо на каждом агрегате автоматизированной линии; передача изделий с одной позиции на другую может быть совмещена с рабочим процессом. Транспортирование обрабатываемых изделий между агрегатами осуществляется при помощи наклонных или вибрационных лотков, цепных, ленточных или желобчатых конвейеров и т.п. Гибкая система транспортирования наиболее эффективна при обработке мелких изделий на автоматических линиях параллельного действия, а также на многопоточных и смешанных автоматических линиях. Обычно при гибкой системе транспортирования на каждой рабочей позиции устанавливают магазины или бункера-накопители. Их назначение - обеспечить работу автоматизированной линии при остановках отдельных агрегатов и облегчить обслуживание линий. Количество и ёмкость накопителей определяются сложностью и протяжённостью автоматической линии, степенью надёжности и безотказностью работы агрегатов. Магазины (бункера-накопители) применяются также и на автоматической линии с жёстким транспортированием; в этом случае их встраивают в общую транспортную систему, обеспечивая независимую работу отдельных участков.
Изделие при обработке остаётся неподвижным или перемещается прямолинейно (автоматическая линия бесцентрово-шлифовальных станков), совершает круговое или вращательное движение (в автоматической роторной линии). Неподвижные или вращающиеся изделия перед обработкой фиксируются в требуемом положении непосредственно на рабочей позиции или в приспособлении-спутнике. Прямолинейное или круговое перемещение изделия в процессе обработки обычно осуществляется транспортными средствами.
Стабильность процесса на автоматической линии характеризуется временем, в течение которого необходимые параметры процесса выдерживаются в требуемых допусках. Стабильность качества продукции и устранение влияния погрешностей во время обработки на автоматических линиях достигаются применением систематического контроля заданных параметров и активным воздействием на технологический процесс.
Непосредственная эффективность автоматической линии сказывается, в частности, в уменьшении числа рабочих, ранее занятых на этом производстве. Но работа на автоматических линиях требует более высокой квалификации обслуживающего персонала. Наиболее эффективны А. л. при комплексном внедрении совершенных технологических процессов. В условиях социалистического производства автоматические линии применяют для трудоёмких операций и вредных процессов, если это значительно облегчает труд рабочих и улучшает его условия. Однако, как правило, автоматизированные линии дают и необходимую экономическую эффективность, особенно высокую при комплексной автоматизации производства. Стоимость продукции, изготовляемой на автоматической линии, зависит главным образом от стоимости исходных материалов и полуфабрикатов, производительности автоматизированной линии и затрат на их создание.
Стоимость автоматической линии. определяется количеством технологических операций, их сложностью, объёмом выпускаемой продукции, сложностью оборудования и систем управления, серийностью производства. При прочих равных условиях решающий фактор, определяющий стоимость автоматизированной линии, - серийность производства её оборудования. Стоимость автоматических линий снижается при использовании нормализованных узлов, механизмов и инструментов, при централизованном изготовлении систем транспортирования и управления, сокращении длительности монтажа и наладки. Снижение стоимости автоматизированных линий расширяет экономически целесообразные области их применения, позволяет вводить в действие автоматические линии, необходимые для технического перевооружения промышленности.
Производительность автоматической линии. зависит от времени, затрачиваемого на непосредственное осуществление рабочего процесса, времени на выполнение вспомогательных перемещений (несовмещенные транспортные операции, закрепление и открепление обрабатываемого изделия, отвод и подвод рабочих органов), времени на переналадку, наладку и восстановление работоспособности линии. Сокращение времени рабочего процесса достигается применением высокопроизводительной технологии. Уменьшение времени на вспомогательные перемещения достигается сокращением числа холостых перемещений или увеличением их скорости, совмещением во времени холостых перемещений с рабочим процессом. Для оценки производительности автоматической линии важен показатель цикловой непрерывности работы, который определяется (для дискретных процессов) отношением времени выполнения рабочего процесса к общему времени цикла. Время на подналадку, переналадку и ремонт сокращается при использовании автоматического регулирования, повышении стабильности рабочих инструментов и своевременной их замене.
К основному технологическому оборудованию относятся станки, на которых происходит механическая обработка деталей.
В настоящее время существует большое разнообразие групп станков (токарные, сверлильные, расточные, фрезерные, шлифовальные и др.), которые в зависимости от конструктивных исполнений и характера выполняемых работ делятся на типы (токарно-револьверные, координатно-расточные, внутришлифовальные, резьбофрезерные, вертикально-сверлильные и многие другие). Кроме того, по степени универсальности различают станки универсальные, специализированные и специальные. Первые предназначены для выполнения самых разнообразных операций и позволяют обрабатывать детали, сходные по конфигурации, но имеющие различные размеры, например зубообрабатывающие или резьбонарезные станки. На специализированных станках выполняют более узкий круг операций, а специальные станки вообще предназначены для обработки деталей одного типоразмера.
По своему устройству станки делятся на автоматы и полуавтоматы. Автоматом называют станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовок, включая загрузку и выдачу обработанной детали. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей. Полуавтоматом называется автоматический станок, в котором часть движений неавтоматизирована. В большинстве случаев это движения, связанные с загрузкой и снятием заготовок.
Вспомогательное оборудование включает в себя транспортно-накопительные устройства, обеспечивающие накопление, хранение, ориентацию, поштучную выдачу и транспортирование деталей (промышленные роботы, тактовые столы, лотки, магазины, автоматизированные тележки и др.).
Техпроцессы по обработке ведущей конической шестерни заднего и среднего моста состояли из нескольких операций, выполняемых на разных станках. Поэтому в процессе изготовления детали часто переустанавливались, что приводило к большим потерям времени. Кроме того, в конечном итоге снижалось качество изделия и уменьшалась общая производительность.
Потребность в большом количестве рабочих кадров. Не выполнение высокой точности обработки деталей из-за старого оборудования, которое постоянно нуждается в наладке и вследствие этого падает производительность. Кроме того имеется ряд вредных воздействий причиняющий ущерб здоровью человека: шум, пары, газы, опасность попадания в глаза стружки и т.д. Условия труда в на участке считаются вредными т.е. характеризуются наличием вредных производственных факторов, превышающих гигиенические нормативы и оказывающих неблагоприятное воздействие на организм работающего.
Нерациональное использования внутрицеховой площади в связи с большим количеством оборудования.
Одним из путей улучшения тех. процесса является комплексная автоматизация производственного участка, т.е. исключение человека из процесса обработки. Текущие станки полностью сменить на станки с ЧПУ.
Станки с ЧПУ характеризуются целым рядом достоинств. Поскольку технологический процесс автоматизирован, т.е. управление производится по занесенной в систему программе, увеличивается точность обработки материала. В результате, станки с ЧПУ позволяют существенно снизить процент брака. Кроме того, автоматизация процесса обработки станками с ЧПУ способствует ощутимому повышению производительности.
Таким образом, благодаря высокой скорости и точности обработки материала, управляемые станки с ЧПУ увеличивают эффективность производства в несколько раз.
Предлагается автоматизировать транспорт детали, их загрузку-выгрузку. Для целей загрузки может послужить робот-манипулятор, гравитационный транспорт для перемещения деталей между отдельными роботами манипуляторами, для ориентации заготовки можно использовать вибробункер.
Достоинства использования робототехники:
Повышение точности выполнения технологических операций и, как следствие, улучшение качества;
возможность использования технологического оборудования в три смены, 365 дней в году;
рациональность использования производственных помещений;
исключение влияния человеческого фактора на поточных производствах, а также при проведении монотонных работ, требующих высокой точности;
исключение воздействия вредных факторов на персонал на производствах с повышенной опасностью;
достаточно быстрая окупаемость.
Целью дипломного проекта является повышение технико-экономических показателей за счет создания автоматизированного производства детали конической шестерни среднего и заднего моста.
На основе анализа компоновок автоматических линий и основного и вспомогательного оборудования необходимо решить следующие задачи:
определение исходных данных;
провести анализ существующих автоматических линий;
подбор оборудования;
проектирование;
выбор и расстановка датчиков, разработка циклограммы;
выбор управляющей системы (контроллер) и его программирование относительно расстановленных датчиков;
рассчитать экономическую эффективность дипломного проекта;
разработать мероприятия по безопасности жизнедеятельности.
В технологии машиностроения можно выделить следующие типы решаемых задач: экономические, организационные и технические. Для того чтобы сократить время и издержки на решение этих задач все технологические процессы разделили на три группы, то есть по принадлежности к определенному типу производства - единичному, серийному или массовому. От типа производства зависит направление проектирования технологического процесса, основной целью которого является сокращение организационно-технологических издержек. Два фактора оказывают существенное влияние на тип производства: заданная программа выпуска и трудоёмкость изготовления детали. На основе заданной программы определяется такт выпуска изделия t, а трудоёмкость изготовления изделия находится по среднему штучному временем Тшт. ср
по операциям, действующим на производстве или аналогичного технологического процесса.
Тип производства по ГОСТ 14.004-83 характеризуется коэффициентом серийности по формуле:
  (1) (1)
где  - такт выпуска изделия вычисляется по формуле: - такт выпуска изделия вычисляется по формуле:
 (2) (2)
 - годовой фонд работы оборудования 4300 ч. - годовой фонд работы оборудования 4300 ч.
 -годовая программа выпуска 50000 шт. -годовая программа выпуска 50000 шт.
Такт выпуска:
 . .
Определение типа производства по формуле:
 (3) (3)
 производство крупно серийное. производство крупно серийное.
Количество станков определяем по следующей формуле:
 (4) (4)
где N
- объем выпуска,
Тшт
- штучное время выполнения операции,
Fd
- годовой фонд работы оборудования.
Определение количества оборудования приведены в таблице 2
Таблица 2
| Наименование операции |
tшт
, мин |
nпр
|
nпр
(штук) |
np
/ nпр
|
| Фрезерная |
3,0265 |
0,6 |
1 |
0,6 |
| Токарная |
2,3719 |
1,05 |
1 |
1,05 |
| Шлицефрезерная |
2,8318 |
1,1 |
1 |
1,1 |
| Зубонарезная |
5,65 |
0,7 |
1 |
0,7 |
| Шлицешлифовальная |
3,366 |
0,45 |
1 |
0,45 |
| Зубошлифовальная |
3,7153 |
1,125 |
1 |
1,125 |
| Круглошлифовальная |
2,2241 |
0,7 |
1 |
0,7 |
Расчетное количество станков вычисляется по формуле:
 (5) (5)
где Тшт - штучное время на соответствующей операции.
Фактическое количество станков  расчетное количество станков округляется в большую сторону. расчетное количество станков округляется в большую сторону.
Загруженность станков по времени их использования:
Коэффициент загрузки оборудования вычисляется по формуле:
 (6) (6)
Всего количество оборудования: nпр
= 7 штук.
При разработке планировки участка необходимо учитывать следующие требования:
Компактность при расстановки оборудования.
Выполнение техпроцесса.
Оптимальное количество вспомогательного оборудования.
Размеры участка должны вписываться в сетку колонн корпуса.
Связывание с транспортными системами.
Состав производственных отделений и участков механических цехов определяется типом производства, технологическим процессом на изготовление детали и типом оборудования. В условиях массового и крупносерийного производства оборудование на участке расставляется по мере следования технологических операций. При укрупненном проектировании участка вначале необходимо определить общую производственную площадь участка по формуле:
 (7) (7)
где  -удельная производственная площадь занимаемая оборудованием; -удельная производственная площадь занимаемая оборудованием;
nпр
- принятое количество оборудования.
Sуд
=25м2
; nпр
=10; Sоб
=250 м2
Участок, разработанный для выполнения технологического процесса по изготовлению конической шестерни ведущего среднего и заднего моста, представлен на чертеже ДП 0.220301.65.17.10.45.00.00 ВО.
Каждому типу станка соответствует условное графическое изображение. При разработке планировки необходимо, чтобы участок был замкнутым, т.е. начало и конец технологического процесса были расположены на одной оси. В этом случае конфигурация расположения оборудования образует "овал", внутри которого следует расположить три группы станков и три промышленных робота для перемещения заготовки от станка к станку. Первая группа станков "привязывается" к следующей группе станков. Далее располагается следующая группа станков для выполнения последующих операций. На каждой группы станков необходимо предусмотреть рабочее место для робота манипулятора, радиус рабочей зоны станков от 800 до 1400 мм. В начале и конце технологического маршрута необходимо поставить тару под заготовки и детали.
Переналадка автоматической лини по выпуску деталей конической шестерни среднего и заднего моста осуществляется переводом операции зубонарезного станка позиции 7 на позицию 8 путем установки позиции загрузки и выгрузки робота манипулятора на соответствующий станок.
В устройство ориентации заготовки выгружает погрузчик, после того как заготовка выходит уже ориентированной, робот манипулятор 1 помещает в позицию 1, после того как цикл станка закончиться, робот манипулятор 1 перемещает в позицию 2, после окончании обработки на позиции 2, робот кладет заготовку на склиз-скат, под своей гравитацией заготовка скатывается к следующей группе станков. Такой цикл повторяется до тех пор пока не закончатся заготовки в ориентирующем устройстве. Далее заготовка скатившиеся по склизу скапливается на его конце, а робот манипулятор 2 при появлении заготовки в зоне загрузке на позиции 5, перемещает заготовку в позицию 6, после того как обработка заготовки закончится, робот 2 перемещает в позицию 7 или 8 (в зависимости от конструкции детали), когда обработка закончиться, робот 2 перемещает заготовку в позицию 9, робот манипулятор начинает заполнять тару. Такой цикл повторяется до тех пор пока не закончатся заготовки в склизе. После заполнения, заготовки отправляются на термическую обработку. После термической обработки заготовка помещается в вибробункер 2, после того как заготовка выйдет в ориентированном виде, робот манипулятор 3 берет заготовку и перемещает в позицию 11, после окончания обработки на станке, робот манипулятор перемещает в позицию 12, после обработки на этой позиции, робот манипулятор перемещает в позицию 13, и после обработки на этой позиции, робот манипулятор перемещает готовую деталь в позицию 14, где заполняет тару. Такой цикл повторяется как и в первой группе станков.
Устройство числового программного управления линией и электрошкафы расположены за ограждениями.
Вспомогательное оборудование необходимо для выполнения работ не связанных с обработкой детали. К таким работам относятся перемещение заготовки от одного станка к другому, к конвейеру, межоперационного накопления заготовок, деталей, транспортировка заготовок и готовых деталей.
К вспомогательному оборудованию данной автоматической линии относятся:
Устройство ориентации (вибробункер)
Транспортная система (склиз-скат)
Промышленный робот манипулятор.
С развитием вычислительной техники и повышением надежности средств автоматизации стало возможным и экономически выгодным автоматизировать различные вспомогательные операции.
Конструкция устройства ориентации показана в приложении Б.
Механизм ориентации и захвата, выполняется виде бункера-воронки. В которой бункер имеет форму конуса, направленной вершиной вниз, так как отвод ориентированных деталей производиться вниз по наклонному двухрельсовому лотку. В самом низу лотка вырезано отверстие Т - образного типа под ориентацию детали. За прорезью бункера закреплен траверс. Бункер крепиться на 4-ех стойках с направляющими, по 2 с каждой стороны. Для обеспечения подвижности бункер подпружинен. На дне, с внешней стороны бункера крепиться электромагнит. Электромагниты ЭМ 34 переменного тока, однофазные, предназначенные для применения в качестве комплектующих изделий для дистанционного управления исполнительными механизмами различного промышленного назначения для эксплуатации в стационарном состоянии. Электромагниты рассчитаны для включения в сеть переменного тока частоты 50 и 60 Гц на номинальное рабочее напряжение до 660 В. Чертеж представлен в приложении В.
Технические характеристики электромагнита представлены в таблице 2.
Таблица 2
Режим
работы ПВ, %
|
Номинальное
тяговое усилие, Н
|
Время
срабатывания, с
|
Время возврата, с |
Номинальная частота включений, в час |
Номинальная активная мощность, Вт
|
| 100 |
4,0 |
0,075 |
0,055 |
2400 |
13.5 |
| 40 |
5,0 |
0,085 |
0,059 |
2000 |
16 |
| 15 |
6,3 |
0,12 |
0,055 |
1200 |
20 |
| 0,08 |
0,055 |
2400 |
18 |
Принцип работы устройства ориентации:
Детали насыпанные навалом в бункер устремляются вниз под действием сил тяжести. И по инерции возникающим в результате направленного колебательного движения, в которое от электромагнитного вибратора приводиться бункер вместе с массой деталей. От вибрации детали ориентируются и выходят вниз из “Т” - образного разреза в бункере на траверс. Вдоль траверса ставиться оптический датчик, для распознавания роботом манипулятором наличие детали.
Чертеж гравитационного транспорта показана в приложении В.
Гравитационный транспорт содержит наклонный желоб. Желоб может иметь наклон от 40
до 70
. Желоб состоит из каркаса выполненного из уголков различных размеров и трех прутков для увеличения износостойкости, прутки держаться на двух стойках, на конце желоба имеется траверс для накопления детали и захвата робота манипулятора.
Принцип работы гравитационного транспорта:
По наклонному желобу движется деталь вниз, под своим весом.
На каждую пару станков предлагается установить по одному роботу-манипулятору. Робот производил бы обслуживание двух станков последовательно. В качестве оборудования для обслуживания станков предлагается напольный робот Fanuc-2 L-2400.
Основное назначение - для установки заготовок на металлорежущие станки и снятие готовых деталей; штабелирование грузов, обслуживание конвейеров и другие операции. Характеристика промышленного робота
Fanuc-2 L-2400 приведены в таблице 3.
Таблица 3
| Наименование |
Значение |
| Номинальная грузоподъемность, кг |
68,1 |
| Число степеней подвижности |
4 |
| Число рук/захватов на руку |
1/2 |
| Тип привода |
пневмо и электро |
| Устройство управления |
позиционное |
| Число программируемых координат |
4 |
| Ёмкость памяти системы, число положений рабочего органа |
60 |
| Погрешность позиционирования, мм |
±1,27 |
| Максимальный радиус зоны обслуживания R, мм |
1450 |
| Линейные перемещения со скоростью 0,914м/с, r, zмм |
1450, 1067 |
| Угловые перемещения |
3300
|
При выборе основного технологического оборудования следует руководствоваться конструктивно-технологическими особенностями обрабатываемого изделия, режимами резания. Так как в данной работе идёт проектирование гибкого автоматизированного участка, то выбираемое оборудование должно быть с ЧПУ предназначенное для работы в условиях автоматизированного производства. На данном автоматизированном участке может идти обработка не только конической шестерни среднего и заднего моста, но и других аналогичных деталей, поэтому производство должно быть быстропереналаживаемым в случае перехода на изготовление другой аналогичной детали.
Выбор станка осуществляем по следующим признакам:
частота вращения шпинделя;
размеры рабочей поверхности стола;
мощность электропривода главного движения;
скорость быстрого перемещения стола;
подача стола;
наибольшее перемещение стола.
Для обработки деталей конической шестерни среднего и заднего моста предлагается использовать следующие станки с ЧПУ:
- вертикально-фрезерный станок FANUC XD-40,токарно-патронный станок 16К20РФ3,зубошлицефрезерный станок 5Б352ПФ2,Зуборезный станок 5А270ВФ3,шлицешлифовальный станок ОШ-628Ф3,зубошлифовальный станок 5А868Ф,
- круглошлифовального станка ЗМ151Ф2.
Вертикально-фрезерный станок разработанный с использованием последних мировых технологий представляет новое поколение вертикально-фрезерных станков с ЧПУ которые идеальны для крупносерийного и массовых производств средних и малоразмерных деталей.
Такие характеристики станка, как 3-х осевое параллельное управление, высокоуровневое программирование (макрокоды), графический дисплей, гарантируют превосходную точность исполнения команд и позволяет оператору быстро добиться желаемого результата.
Сервопривод постоянного тока с цифровым управлением обеспечивает точные и быстрые перемещения по всем 3 - м осям. Большое количество операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и т.п., можно осуществить за одну установку детали.
Стол и суппорт станка отливается из специального высокопрочного чугуна, они компактны, имеют большую область загрузки, высокую жесткость и отличные антивибрационные характеристики, способные обеспечить самую высокую точность обработки на станках подобного класса.
Конструкция включает в себя мощный высокомоментный шпиндель и встроенную систему подачи СОЖ в зону резания, что обеспечивает высокоскоростные режимы резания. Как дополнительное оборудование может быть заказан поворотный стол (4ая-ось), управляемый центральной системой ЧПУ станка. С помощью него возможна 4х-осевая обработка контуров любой сложности. Технические характеристики вертикально фрезерного консольного станка Fanuc XD40 представлены в таблице 4.
Таблица 4
| Наименование |
Значения |
| Размер стола, мм |
420x800 |
| Размер T-паза, мм |
18x125x3 |
| Максимальный вес заготовки, кг |
300 |
| Перемещение по X/Y/Z, мм |
600/420/520 |
| Расстояние от шпинделя до колонны, мм |
519 |
| Подача по X/Y/Z, мм/мин |
1-10000 |
| Быстрые перемещения по X/Y/Z, мм/мин |
24/24/24 |
| Мощность, кВт |
7,5/11 |
| Максимальная скорость, об/мин |
6000 (8000) |
| Конус шпинделя |
№40 7: 24 |
| Точность позиционирования по X/Y/Z, мм |
0,02/0,016/0,02 |
| Точность возврата в координату X/Y/Z, мм |
0,008/0,006/0,008 |
| Максимальный диаметр сверления, мм |
22 |
| Максимальный растачиваемый диаметр, мм |
100 |
| Максимальный момент на шпинделе, Н*м |
53,7 |
| Габариты станка, мм |
2310x2040x2317 |
| Масса станка, кг |
4000 |
Токарно-патронный станок 16К20РФ3 предназначены для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания, и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм - 16 мк.
Станок оснащен механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRC 49.57. Технические характеристики токарно-патронного станка 16К20РФ3 приведены в таблице 5.
Таблица 5
| Наименования |
Значения |
Наибольший диаметр обрабатываемого
изделия над станиной, мм
|
400 |
| Наибольший диаметр обрабатываемого изделия при 5 инструментах, мм |
250 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм |
50 |
| Наибольшая длина обрабатываемого изделия, мм |
150 |
| Наибольшая длина продольных перемещений каретки, мм |
900 |
| Наибольшая длина хода поперечного суппорта, мм |
250 |
| Частота вращения шпинделя, об/мин |
35-1600 |
| Количество рабочих скоростей шпинделя |
12 |
| Количество автоматических переключаемых скоростей, об/мин |
9 |
Диапазон скоростей подач, мм/мин:
Продольных
поперечных
|
3-700
3-500
|
| Продолжение таблицы 5 |
| Наименование |
Значения |
Скорость быстрых подач, мм/мин:
продольных
поперечных
|
4800
2400
|
Дискретность перемещения, мм/мин:
продольных
поперечных
|
0,01
0,005
|
| Суммарная мощность электродвигателей, кВт |
19,1 |
| Суммарная мощность электродвигателей, квт |
19,1 |
| Суммарная мощность станка, кВт |
21,7 |
| Габарит станка без приставного оборудования, мм |
3360х1710х1750 |
| Масса станка без приставного оборудования, кг |
4250 |
Зубошлицефрезерный повышенной точности с горизонтальной осью изделия предназначен для нарезания шлицевых валов, цилиндрических прямозубых и косозубых колес, а также червячных колес червячными фрезами методом обката. Полуавтоматы оснащены УЦИ и системой позиционирования. Технические характеристики зубошлицефрезерного станка 5Б352ПФ2 приведены в таблицы 6.
Таблица 6
| Наименования |
Значения |
| Высота центров над станиной, мм |
300 |
| Наибольшая длина заготовки, мм |
1000 |
| Продолжение таблицы 6 |
| Наименования |
Значения |
| Диаметр обрабатываемой поверхности, мм |
300 |
| Наибольшая длина нарезаемых шлицев, мм |
820 |
| Модуль, мм |
8 |
| Наибольший угол наклона зубьев, град |
45 |
| Наибольший диметр червячных фрез, мм |
160 |
| Наибольшая длина червячных фрез, мм |
200 |
| Диапазон частоты вращения шпинделя червячной фрезы, мин - 1 |
50…500 |
| Пределы рабочих осевых подач, мм/мин |
1,0…900 |
| Пределы рабочих радиальных подач, мм/мин |
1,0…500 |
| Диаметр сквозного отверстия шпинделя изделия, мм |
90 |
| Скорость быстрых перемещений салазок, мм/мин |
900 |
| Скорость быстрых перемещений стойки, мм/мин |
500 |
| Суммарная мощность, кВт |
27 |
| Масса, кг |
8000 |
| Габаритные размеры, мм (длина х ширина х высота) |
3640х2190х1970 |
| Параллельность боковых поверхностей зубьев между собой и осью изделия, мкм |
20 |
| Точность положения профилей любых зубьев по всей окружности, сек |
80 |
| Точность положения профилей соседних зубьев, сек |
25 |
| Точность направления зуба (для косозубого колеса), мкм |
15 |
Зуборезный станок 5А270ВФ3 предназначен для чистовой и черновой обработки зубчатых колес конических и гипоидных передач с круговыми зубьями в условиях единичного, серийного и крупно-серийного производства. Технические характеристики зуборезного станка 5А270ВФ3 приведены в таблице 7.
Таблица 7
| Наименования |
Значения |
| Наибольший диаметр обрабатываемого изделия, мм |
500 |
Наибольший внешний окружной модуль, мм
Наибольшая внешняя высота зуба, мм
|
12 |
| Наибольшее среднее конусное расстояние, мм |
26 |
| Наибольшая ширина зубчатого венца, мм |
307 |
| Наименьший угол делительного конуса, градусы |
80 |
| Число зубьев изделия |
5 |
| Наибольшее гипоидное смещение, мм |
5-150 |
| Диаметр конусного отверстия шпинделя бабки изделия, мм |
±70 |
| Расстояния от торца шпинделя бабки изделия до центра станка, мм |
100 |
| Наименьший диаметр зуборезных головок, мм |
100-400 |
| Наибольшая радиальная установка инструментального шпинделя относительно оси люльки, мм |
270 |
| Частота вращения инструментального шпинделя, об/мин |
20-250 |
| Угловая скорость подачи обкаткой, град/с |
0,3-9,0 |
| Суммарная мощность установленных электродвигателей, кВТ |
21 |
| Габаритные размеры станка с отдельно расположенными станцией гидропривода и электрошкафом, мм |
3100х3095х2090 |
| Масса станка, кг |
8700 |
Шлицешлифовальный ОШ-628Ф3 предназначен для шлифования шлицевых пазов прямого или эвольвентного профилей. Технические характеристики шлицешлифовального станка ОШ-628Ф3 приведены в таблице 8.
Таблица 8
| Наименования |
Значения |
Наибольшие размеры устанавливаемой заготовки:
длина х диаметр, мм
|
1600х200
|
| Предельные размеры обрабатываемых поверхностей: |
1500х200х50 |
| Возможное число обрабатываемых шлицев, шт |
1.999 |
| Размеры рабочей поверхности зеркала стола - длина х ширина, мм |
2100х350 |
| Расстояние от зеркала стола до оси центров, мм |
180 |
| Мощность главного привода, кВт |
6 |
| Частота вращения шлифовального шпинделя, об/мин |
12000 |
| Наибольшее расстояние от зеркала стола до оси шпинделя, мм |
600 |
| Дискретность перемещения шлифовальной головки и суппорта, мкм |
0,5 |
| Дискретность поворота шпинделя передней бабки, град |
0,001 |
| Габаритные размеры полуавтомата |
4200х2770х2460 |
| Масса станка с приставным оборудованием, кг |
10000 |
Зубошлифовальный станок, работающий профильным кругом, с ЧПУ 5А868Ф предназначены для шлифования колес наружного и внутреннего зацепления с возможностью измерения прошлифованного зубчатого колеса непосредственно на станке.
Зубошлифовальный полуавтомат 5А868Ф для обработки прямозубых цилиндрических колес, работающий профильным кругом, предназначен для шлифования зубчатых колес наружного зацепления диаметром до 800 мм и модулем до 12 мм.
Полуавтомат работает как с автоматическим, так и с ручным циклом и может быть использован в крупносерийном производстве транспортного и тяжелого машиностроения.
Ввод в УЧПУ данных по изделию и режимам (непосредственно из чертежа или технической карты), а также подналадка по результатам шлифования осуществляется в диалоговом режиме, исключающим необходимость владения знаниями по программировании УЧПУ. Технические характеристики зубошлифовального станка 5А868Ф приведены в таблице 9.
Таблица 9
| Наименования |
Значения |
Предельные размеры устанавливаемого изделия:
диаметр, мм
длина, мм
|
150.950
120.700
|
| Наибольшая масса изделия, кг |
400 |
Предельные размеры обрабатываемого изделия:
Наибольший наружный диаметр, мм
Наименьший диаметр окружности впадин, мм
|
900
150
|
| Модуль |
1,5…12 |
| Число зубьев, шт |
1…999 |
| Наибольшая длина прямозубоговенца, мм |
200 |
| Наибольший диаметр шлифовального круга, мм |
400 |
| Система управления, шт |
Синумерик 840D |
| Правка |
2 |
| Деление |
1 |
| Подача на врезание |
1 |
| Ход стола |
1 |
| Дискретность задания перемещений, мкм |
0,1 |
| Мощность RU; привода шлифовального круга, кВт |
15 |
| Суммарная мощность установленных на станке электродвигателей, кВт |
40,0 |
| Габаритные размеры станка: |
5100х 3200х 2200 |
| Масса станка, кг |
13000 |
Круглошлифовальный станок ЗМ151Ф2 предназначен для наружного шлифования гладких и прерывистых цилиндрических поверхностей валов с несколькими ступенями. Обработка ступеней ведется последовательно одним кругом. Станок используется в условиях серийного и крупно-серийного производства. Технические характеристики круглошлифовального станка ЗМ151Ф2 приведены в таблице 10.
Таблица 10
Наибольшие размеры устанавливаемого изделия, мм:
диаметр
длина
|
200
700
|
Диаметр шлифования, мм:
с прибором активного контроля
по датчику
|
20-85
20-180
|
| Высота центров над столом, мм |
125 |
| Наибольшее продольное перемещение, мм |
700 |
| Скорость гидравлического перемещения стола, м/мин |
0,05÷5 |
| Частота вращения изделия, об/мин |
50-500 |
| Наибольшее поперечное перемещение шлифовальной бабки, мм |
235 |
| Частота вращения шпинделя шлифовального круга, мм |
1590 |
| Скорость поперечной подачи шлифовального круга, мм/мин |
1,2-0,02 |
Питающая электросеть:
род тока
частота, Гц
напряжение
|
переменный трехфазный
50
380
|
| Габарит станка с приставным оборудованием, мм |
5400х2400х2170 |
| Масса станка, кг |
6500 |
Усилия, возникающие в местах контакта объекта с рабочими элементами, зависят от способа закрепления объекта в захватном устройстве и направления действия вектора равнодействующей силы, приложенной к объекту.
Считаем, что центр масс объекта совпадает с центром схвата или имеет небольшое смещение. При движении исполнительного устройства с ускорением объект также будет двигаться ускоренно. Вектор равнодействующей силы Qот силы веса объекта и максимальной инерционной силы равен по формуле:
 , (8) , (8)
где 

m=20 кг.
Q=20* (9,8+1,5) =226 Н
Усилия в местах контакта объекта с рабочими элементами показаны на рисунках 1 и 2.

Рисунок 1
 (9) (9)


Рисунок 2

 (10) (10)










Найденная сила является минимально необходимой, которая требуется для удержания объекта. Для надежного закрепления объекта в рабочих элементах необходимо приложить усилие захватывания больше минимального.
Спроектировать систему управления для автоматизированного комплекса, предназначенного для процесса обработки деталей конической шестерни ведущего среднего (5320-2502017) и заднего моста (6520-2402017-10), согласно требованиям пользователя и используя при разработке метод нисходящего проектирования.
Управление РТУ должно производится в автоматическом режиме.
Проектируемая система должна:
Управлять станками
.
Станки с ЧПУ должны автоматически начинать свою работу при наличии в заготовки/детали в зоне загрузки. Рука ПР при этом должна находиться вне рабочей зоны станков.
Управлять ПР.
ПР должен осуществлять функции передвижения руки в зоне загрузки, над склизом, над станком 1, над станком 2, над станком 3, над станком 4, над станком 5, над станком 6, над станком7; подъема руки; опускания; зажима/разжима заготовки (детали); вращения ЗУ в положение 0° и 90°.
Функциональная модель объединяет одинаковые функции системы в модули. Функциональная модель СУ представлена на рисунке 3. Глобально система состоит из трёх модулей:
Ввод;
Обработка;
Вывод
Производя детализацию, получим следующий набор модулей:
Модуль преобразования входного напряжения. На вход его поступают сигналы с датчиков с различными электрическими уровнями. Здесь они преобразуются в унифицированные значения тока и напряжения необходимые для подачи на вход следующего модуля. Этот модуль реализуется аппаратно;
Модуль гальванической развязки сигналов. Является аппаратным модулем. Функциональная модель представлена на рисунке 3.

Рисунок 3
Структурная схема СУ представлена на рисунке 4. Структурная схема состоит из блока контроллера и из трех больших блоков, а каждый блок состоит из нескольких подблоков. Первый блок состоит из подблока Робота 1, подблока станками с ЧПУ и подблока устройства загрузочно-ориентирующего. Подблок робота 1 имеет датчики положения, наличия и зажима и управляющих сигналов движением пневмоцилиндров и электродвигателя. Датчики положения, наличия и зажима отправляют сигнал на контроллер. Контроллер обрабатывает сигналы с датчиков и посылает сигнал на управлением движением пневмоцилиндров и электродвигателя. Подблок станков с ЧПУ состоит из датчиков зажима и окончания цикла обработки и запуска цикла обработки. Датчики посылают сигнал на контроллер. После обработки сигнала с датчиков, контроллер посылает сигнал на запуск цикла обработки. Подблок загрузочно-ориентирующего устройства состоит из датчиков наличия детали и управляющих сигналов. При срабатывании датчика наличия детали, сигнал идет на контроллер а после обработки с контролера, посылается сигнал управления устройства ориентации. Блок скат-склиз имеет аналогичный датчик как и в предыдущем подблоке, датчик наличия отправляет сигнал на контроллер.

Рисунок 4
Определение сигналов с датчиков и сигналов управления.
В состав автоматической линии по обработке детали "Конической шестерни среднего и заднего моста" входят следующие виды технологического оборудования:
- Семь станков с ЧПУ;
- Два загрузочно-ориентирующих устройства;
- Три промышленных робота;
- Разрабатываемая система управления должна:
- Обеспечить согласованную работу оборудования на участке в соответствии с представленной на чертеже циклограммой.
- Управлять включением/выключением программы обработки на станках.
- Управлять приводами промышленного робота.
- Получение сигнала наличие заготовки в загрузочно-ориентирующих устройствах и склизе.
4.3 Разработка циклограммы
Циклограмму работы АЛ и назначения датчиков представлена на листе на листе ДП 0.220301.65.17.10.45.00.00 ДЦ.
Для управления ходом технологического процесса необходимо на соответствующем оборудовании расставить датчики. Количество и тип датчиков определяется исходя из определённых соображений.
Количество датчиков должно быть достаточным, но не избыточным. При увеличении количества датчиков увеличивается стоимость системы в следствии необходимости установки дополнительных средств сопряжения.
Тип датчика зависит от того на какие действия он должен срабатывать (перемещение, вращение, угол поворота, наличие объекта в рабочей зоне, изменение различных физических параметров окружающей среды, таких как температура, освещённость, давление и проч.).
Наличие заготовки в вибробункерах 1 и 2, X1, X70 и у гравитационного транспорта X22, заготовки определяются при помощи оптических датчиков которые реагируют на прерывание сигнала.
Зажим/разжим заготовки в роботах манипуляторах также контролируется парой бесконтактных путевых выключателей X13, X35, X58, X14, X36, X59. Они располагаются в крайних положениях штока гидроцилиндра. То при контроле подъёма (X11, X33, X56) и опускания (X12, X34, X57). Тип датчика тот же.
Зажим-разжим заготовки на станках контролируется при помощи таких же датчиков (X16, X17, X19, X20, X38, X39, X41, X42, X44, X45, X61, X62, X64, X65, X67, X68).
X1, X70, X22 - путевые бесконтактные выключатели. Каждый из них "считывает", есть ли в наличие заготовка. Если есть, то он даёт сигнал лог.1, иначе - лог.0. Таким образом, система анализируя полученный от датчиков код, сопоставляет его с заданным и определяет "пришла" ли заготовка в зону загрузки.
В первую очередь в загрузочно-ориентирующем устройстве проверяется на наличие заготовки (X1, X71). Если заготовка в зоне загрузки, то включается, то включается э/д, поворачивающий робота в нужную позицию (X1, X2, X3, X4, X23, X24, X25, X26, X48, X49, X50, X51). Перед поворотом опрашиваются датчики о втянутом положении толкателя ЗУ (X7, X28, X53).
После поворота робота на соответствующую позицию у ЗУ проверяется на завершения цикла обработки заготовки на станке. Если цикл обработки заготовки кончился то ЗУ выдвигает толкатель (X6, X28, X52). Если шпиндель станка зажат (X16, X19, X38, X41, X44, X61, X64, X67) Робот разжимает ЗУ и втягивает толкатель. Если робот втянул толкатель то начинается цикл обработки заготовки.
Все выбранные датчики ВКБ-200 имеют постоянное напряжение питания 24В. Датчик преобразует входной сигнал в электрический сигнал двух уровней. "Нулевой" сигнал - когда нет детали. Выходное напряжение с датчика около нуля вольт. "Единичный" - когда есть деталь. Выходное напряжение с датчика около 16-24 вольт.
Были выбраны бесконтактные путевые выключатели, так как обеспечивают определённую точность и надёжность срабатывания. Кроме того, эти датчики лишены недостатка окисления контактов и имеют больший рабочий ресурс по сравнению с концевиками.
Эти датчики обладают хорошей помехозащищённостью. Скорость изменения сигнала с высокого уровня на низкий достаточная, чтобы обеспечить необходимое быстродействие системы. К тому же использовать унифицированное оборудование эффективнее в эксплуатации, чем разнотипное.
Математическая модель системы состоит из системы логических уравнений, описывающих поведение различных исполнительных устройств в зависимости от значений сигналов поступающих с датчиков.
Математическая модель составляется по циклограмме работы системы.
Здесь приняты следующие обозначения:
 - входные сигналы, поступающие с датчиков; - входные сигналы, поступающие с датчиков;
 - управляющие сигналы для исполнительных устройств; - управляющие сигналы для исполнительных устройств;
Входные сигналы:
1. На промышленном роботе 1 устанавливаются следующие датчики:
Сигнал о зажиме/разжиме захватного устройства (ЗУ) манипулятора поступает с датчиков:
Х2 - сигнализирует о том что робот 1 находиться в позиции 1;
Х3 - сигнализирует о том что робот 1 находиться в позиции 2;
Х4 - сигнализирует о том что робот 1 находиться в позиции 3;
Х5 - сигнализирует о том что робот 1 находиться в позиции 4;
Х6 - датчик, сигнализирующий о подводе ЗУ;
Х7 - датчик, сигнализирующий об отводе ЗУ;
Х8 - датчик, сигнализирующий о повороте ЗУ на 0°;
Х9 - датчик, сигнализирующий о повороте ЗУ на 90°;
Х10 - датчик, сигнализирующий о повороте ЗУ на - 90°;
Х11 - датчик, сигнализирующий, что рука робота 1 опущена;
Х12 - датчик, сигнализирующий, что рука робота 1 поднята;
Х13 - сигнализирует о зажиме ЗУ;
Х14 - сигнализирует о разжиме ЗУ.
2. На промышленном роботе 2 устанавливаются следующие датчики:
Х23 - сигнализирует о том что робот 2 находиться в позиции 5;
Х24 - сигнализирует о том что робот 2 находиться в позиции 6;
Х25 - сигнализирует о том что робот 2 находиться в позиции 7;
Х26 - сигнализирует о том что робот 2 находиться в позиции 8;
Х27 - сигнализирует о том что робот 2 находиться в позиции 9;
Х28 - датчик, сигнализирующий о подводе ЗУ;
Х29 - датчик, сигнализирующий об отводе ЗУ;
Х30 - датчик, сигнализирующий о повороте ЗУ на 0°;
Х31 - датчик, сигнализирующий о повороте ЗУ на 90°;
Х33 - датчик, сигнализирующий, что рука робота 2 поднята;
Х34 - датчик, сигнализирующий, что рука робота 2 опущена;
Х35 - сигнализирует о зажиме ЗУ;
Х36 - сигнализирует о разжиме ЗУ.
2. На промышленном роботе 3 устанавливаются следующие датчики:
Х47 - сигнализирует о том что робот 3 находиться в позиции 10;
Х48 - сигнализирует о том что робот 3 находиться в позиции 11;
Х49 - сигнализирует о том что робот 3 находиться в позиции 12;
Х50 - сигнализирует о том что робот 3 находиться в позиции 13;
Х51 - сигнализирует о том что робот 3 находиться в позиции 14;
Х52 - датчик, сигнализирующий о подводе ЗУ;
Х53 - датчик, сигнализирующий об отводе ЗУ;
Х54 - датчик, сигнализирующий о повороте ЗУ на 0°;
Х55 - датчик, сигнализирующий о повороте ЗУ на 90°;
Х56 - датчик, сигнализирующий, что рука робота 3 поднята;
Х57 - датчик, сигнализирующий, что рука робота 3 опущена;
Х58 - сигнализирует о зажиме ЗУ;
Х59 - сигнализирует о разжиме ЗУ.
4. На станках с ЧПУ устанавливаются следующие датчики:
Х16 - сигнализирует о зажиме заготовки станком FANUCXD-40;
Х17 - сигнализирует о разжиме заготовки станком FANUCXD-40;
Х18 - сигнализирует об окончании цикла обработки станком FANUCXD-40;
Х19 - сигнализирует о зажиме заготовки станком 16К20РФ3;
Х20 - сигнализирует о разжиме заготовки станком 16К20РФ3;
Х21 - сигнализирует об окончании цикла обработки станком 16К20РФ3;
Х38 - сигнализирует о зажиме заготовки станком 5Б352ПФ2;
Х39 - сигнализирует о разжиме заготовки станком 5Б352ПФ2;
Х40 - сигнализирует об окончании цикла обработки станком 5Б352ПФ2;
Х41 - сигнализирует о зажиме заготовки станком 5А270ВФ3;
Х42 - сигнализирует о разжиме заготовки станком 5А270ВФ3;
Х43 - сигнализирует об окончании цикла обработки станком 5А270ВФ3;
Х44 - сигнализирует о зажиме заготовки станком 5А270ВФ3;
Х45 - сигнализирует о разжиме заготовки станком 5А270ВФ3;
Х46 - сигнализирует об окончании цикла обработки станком 5А270ВФ3;
Х61 - сигнализирует о зажиме заготовки станком ОШ-628Ф3;
Х62 - сигнализирует о разжиме заготовки станком ОШ-628Ф3;
Х63 - сигнализирует об окончании цикла обработки станком ОШ-628Ф3;
Х64 - сигнализирует о зажиме заготовки станком 5А868Ф;
Х65 - сигнализирует о разжиме заготовки станком 5А868Ф;
Х66 - сигнализирует об окончании цикла обработки станком 5А868Ф;
Х67 - сигнализирует о зажиме заготовки станком 3М151Ф2;
Х68 - сигнализирует о разжиме заготовки станком 3М151Ф2;
Х69 - сигнализирует об окончании цикла обработки станком 3М151Ф2.
5. На загрузочно-ориентирующем устройстве и склизе устанавливаются следующие датчики:
Х1 - сигнализирует о наличии заготовки в загрузочно-ориентирующем устройстве1;
Х70 - сигнализирует о наличии заготовки в загрузочно-ориентирующем устройстве2;
Х22 - сигнализирует о наличии заготовки в склизе;
Х71 - включение загрузочно-ориентирующего устройства 1;
Х72 - включение загрузочно-ориентирующего устройства 2.
Значения входных сигналов ПР1 приведены в таблице 10.
Таблица 11
| Сигнал |
Характеристика |
| Промышленный робот 1 |
| Х2 |
сигнал о том что робот 1 находиться в позиции 1
|
| Х3 |
сигнал о том что робот 1 находиться в позиции 2 |
| Х4 |
сигнал о том что робот 1 находиться в позиции 3
|
| Х5 |
сигнал о том что робот 1 находиться в позиции 4 |
| Х6 |
сигнал о подводе ЗУ |
| Х7 |
сигнал об отводе ЗУ |
| Х8 |
сигнал о повороте ЗУ на 0° |
| Х9 |
сигнал о повороте ЗУ на 90° |
| Х10 |
сигнал о повороте ЗУ на - 90° |
| Х11 |
сигнал что рука робота 1 опущена |
| Х12 |
сигнал что рука робота 1 поднята |
| Х13 |
сигнал о зажиме ЗУ |
| Х14 |
сигнал о разжиме ЗУ |
Значения входных сигналов ПР2 приведены в таблице 12
Таблица 12
| Сигнал |
Характеристика |
| Промышленный робот 2 |
| Х23 |
сигнал о том что робот 2 находиться в позиции 5
|
| Х24 |
сигнал о том что робот 2 находиться в позиции 6 |
| Х25 |
сигнал о том что робот 2 находиться в позиции 7
|
| Х26 |
сигнал о том что робот 2 находиться в позиции 8 |
| Х27 |
сигнал о том что робот 2 находиться в позиции 9 |
| Х28 |
сигнал о подводе ЗУ |
| Х29 |
сигнал об отводе ЗУ |
| Х30 |
сигнал о повороте ЗУ на 0° |
| Х31 |
сигнал о повороте ЗУ на 90° |
| Х33 |
сигнал что рука робота 2 опущена |
| Х34 |
сигнал что рука робота 2 поднята |
| Х35 |
сигнал о зажиме ЗУ |
| Х36 |
сигнал о разжиме ЗУ |
Значения входных сигналов ПР3 приведены в таблице 13
Таблица 13
| Сигнал |
Характеристика |
| Промышленный робот 3 |
| Х47 |
сигнал о том что робот 3 находиться в позиции 10
|
| Х48 |
сигнал о том что робот 3 находиться в позиции 11 |
| Х49 |
сигнал о том что робот 3 находиться в позиции 12
|
| Х50 |
сигнал о том что робот 3 находиться в позиции 13 |
| Х51 |
сигнал о том что робот 3 находиться в позиции 14 |
Продолжение таблицы 13
Продолжение таблицы 12
|
| Х52 |
сигнал о подводе ЗУ |
| Х53 |
сигнал об отводе ЗУ |
| Х54 |
сигнал о повороте ЗУ на 0° |
| Х55 |
сигнал о повороте ЗУ на 90° |
| Х56 |
сигнал что рука робота 1 опущена; |
| Х57 |
сигнал что рука робота 1 поднята; |
| Х58 |
сигнал о зажиме ЗУ |
| Х59 |
сигнал о разжиме ЗУ |
Значения входных сигналов станков приведены в таблице 14
Таблица14
| Сигнал |
Характеристика |
| Станки |
| Х16 |
сигнал о зажиме заготовки станком FANUCXD-40; |
| Х17 |
сигнал о разжиме заготовки станком FANUCXD-40; |
| Х18 |
сигнал об окончании цикла обработки станком FANUCXD-40; |
| Х19 |
сигнал о зажиме заготовки станком 16К20РФ3; |
| Х20 |
сигнал о разжиме заготовки станком 16К20РФ3; |
| Х21 |
сигнал об окончании цикла обработки станком 16К20РФ3; |
| Х38 |
сигнал о зажиме заготовки станком 5Б352ПФ2; |
| Х39 |
сигнал о разжиме заготовки станком 5Б352ПФ2; |
| Х40 |
сигнал об окончании цикла обработки станком 5Б352ПФ2; |
| Х41 |
сигнал о зажиме заготовки станком 5А270ВФ3; |
| Х42 |
сигнал о разжиме заготовки станком 5А270ВФ3; |
| Х43 |
сигнал об окончании цикла обработки станком 5А270ВФ3; |
| Х44 |
сигнал о зажиме заготовки станком 5А270ВФ3; |
| Х45 |
сигнал о разжиме заготовки станком 5А270ВФ3; |
| Х46 |
сигнал об окончании цикла обработки станком 5А270ВФ3; |
| Х61 |
сигнал о зажиме заготовки станком ОШ-628Ф3; |
| Х62 |
сигнал о разжиме заготовки станком ОШ-628Ф3; |
| Х63 |
сигнал об окончании цикла обработки станком ОШ-628Ф3; |
| Х64 |
сигнал о зажиме заготовки станком 5А868Ф; |
| Х65 |
сигнал о разжиме заготовки станком 5А868Ф; |
| Х66 |
сигнал об окончании цикла обработки станком 5А868Ф; |
| Х67 |
сигнал о зажиме заготовки станком 3М151Ф2; |
| Х68 |
сигнал о разжиме заготовки станком 3М151Ф2; |
| Х69 |
сигнал об окончании цикла обработки станком 3М151Ф2. |
Значения входных сигналов станков приведены в таблице 15
Таблица 15
| Сигнал |
Характеристика |
| Загрузочно-ориентирующее устройство 1 |
| Х1 |
сигнал о наличии заготовки в вибробункере 1 |
| X71 |
включение вибробункер1 |
| Загрузочно-ориентирующее устройство 2 |
| Х70 |
сигнал о наличии заготовки в вибробункере 1 |
| Продолжение таблицы 15 |
| Сигнал |
Характеристика |
| X72 |
включение вибробункер1 |
Склиз
зажат
|
| Х22 |
сигнал о наличии заготовки в склизе |
Выходные сигналы:




 
























































Функциональная спецификация определяет функции, которые должна выполнять контроллер для удовлетворения требований пользователей и обеспечения связи с объектом управления и конечным пользователем. Функциональная спецификация состоит из двух основных компонентов:
Список функций, выполняемых контроллером.
Описание взаимосвязи между контроллером и объектом управления.
Описание взаимосвязи необходимо для проектирования устройства связи с объектом (УСО). Представляемая информация должна содержать электрические и иные характеристики выходных сигналов с датчиков и входных сигналов устройств управления (УУ).
Описание форматов и характеристик входных сигналов
Для управления ходом технологического процесса необходимо на соответствующем оборудовании расставить датчики. Количество и тип датчиков определяется исходя из следующих условий:
количество датчиков должно быть достаточным, но не избыточным
. При увеличении количества датчиков увеличивается стоимость системы вследствие необходимости установки дополнительных средств сопряжения (реле, усилители, оптроны и т.д.);
тип датчика зависит от того, на какие действия он должен срабатывать
(перемещение, вращение, угол поворота, наличие объекта в рабочей зоне, изменение различных физических параметров окружающей среды, таких как температура, освещённость, давление и проч.).
Сигналы, информирующие о состоянии станков, сведены в таблицу.
Параметры сигналов следующие:
сигналы, поступающие с УЧПУ станка о состоянии станка (U=24В; I=0,6А);
сигналы, поступающие с датчиков, расположенных на роботе: напряжение питания (постоянное) 24 В, ток нагрузки 20мА.
Описание форматов и характеристик выходных сигналов
Зажим/разжим заготовки в ЗУ, перемещение руки по порталу, подъем/опускание, подвод/отвод руки ПР, поворот ЗУ робота происходит при помощи пневмоцилиндров.
Перемещение робота манипулятора с позиции на позицию осуществляется с помощью двигателя постоянного тока.
Сигналы и соответствующие им действия:
Т.е. выходные сигналы следующие:
сигналы на пневмоцилиндры (U=24B; I=0,6A);
сигналы, поступающие на станок, предназначенные для управления работой механизмов станка (U=24B; I=0,6A).
сигналы поступающие на устройство ориентации поступает на реле нагрузки а далее на электромагнит (U=24B; I=0,6A).
Перечень функций
контроллера
Ввод данных
Информация, поступающая от объекта управления, содержит в себе сигналы от датчиков расположенных на станках, устройстве ориентации, склизе и роботе. С помощью этих данных появляется возможность прослеживать состояние РТУ в любой момент времени.
Функция ввода реализуется аппаратно-программным путем.
Инициализация:
подготовка портов к записи
установка адреса для записи входных и выходных данных
Чтение данных из порта
обработка входных данных:
При этом осуществляются следующие подфункции:
Формирование уровней ТТЛ (обеспечение номинального тока; ограничение напряжения)
Гальваническая развязка входных сигналов
Мультиплексирование входных сигналов
формирование адреса мультиплексирования
определение адреса датчика (запись в порт)
формирование сигнала чтения значений Х из порта МП
формирование сигнала записи данных в РПД МП
Последовательный порт
Ввод с последовательного порта
декодирование входных сигналов
формирование адреса ячейки РПД
Вывод с последовательного порта
Реализуется аппаратно-программно.
Формирование управляющего слова.
Эта функция реализуется программным путем. Формирование управляющего слова производится на основании вычислений проведенных по составленным уравнениям (математической модели), которые в явном виде описывают функционирование СУ во всех возможных ситуациях.
1) Расчёт математической модели (вычисление управляющего слова и передача сформированного управляющего воздействия в ячейки оперативной памяти)
2) Подсчёт времени (формирование таймером запроса к исполнительным механизмам и датчикам через промежуток времени определённый временем технологической операции)
Формирование сигнала "ОСТАНОВ" (от кнопки)
запрет прерываний
циклический вывод управляющих воздействий
Формирование сигнала - запрет прерывания (в автоматическом режиме)
проверка слова состояния текущего процесса
запись слова состояния такта аварийной ситуации
запрет прерывания
циклический вывод управляющих воздействий
Вывод данных.
Запись в регистр
Выбор регистра
Формирование адреса регистра (запись в порт)
Формирование сигнала чтения (получение адреса регистра)
Формирование сигнала записи
Усиление мощности
Преобразование уровня
Гальваническая развязка выходных сигналов
Вывод на исполнительные механизмы (прием сигнала на соответствующее действие исполнительных механизмов - и транзисторные ключи)
Разделим выше перечисленный перечень функций контроллера на два класса в соответствии со способом реализации.
Выполняемые функции разделены на аппаратную и программную части: Функции аппаратной части:
считывание сигналов с датчиков;
преобразование сигналов;
обеспечение гальванической развязки;
подача сигналов на исполнительные механизмы;
преобразование протоколов.
Функции программной части:
чтение и запись данных из модулей;
обработка данных;
формирование управляющего воздействия;
хранение данных;
контроль заданных параметров.
Описание входных сигналов показана в разделе математическая модель. Модели датчиков и считывание сигналов с исполнительных устройств приведены в таблице 14.
Таблица 14
| Действие |
Модель датчика |
| Заготовка в зоне загрузки |
ДПИ - 1 |
| Зажим ЗУ |
ВКН-1 |
| Разжим ЗУ |
ВКН-1 |
| Продолжение таблицы 14 |
| Действие |
Модель датчика |
| Кисть ПР в положении 00
|
ВКН-1 |
| Кисть ПР в положении 900
|
ВКН-1 |
| Подъем руки робота |
БВК-200 |
| Опускание руки робота |
БВК-200 |
| Выдвижение руки робота |
ВКН-1 |
| Втягивание руки робота |
ВКН-1 |
| ПР в позиции 1 - 14 |
БВК-200 |
| Зажим на станке |
ВКН-1 |
| Разжим на станке |
ВКН-1 |
| Окончание цикла обработки |
ВКН-1 |
Характеристики датчиков:
БВК-200 - бесконтактные путевые переключатели. Рисунок 5.

Рисунок 5
Технические характеристики:
Напряжение питания 24 В,
Дифференциал хода 3 мм,
Время включения 0,3 мс,
Время выключения 0,6 мс,
Потребляемая мощность 0,5 Вт,
Сопротивление нагрузки 91 Ом,
Ток нагрузки 0,1 А.
ВКН-1 - путевые конечные выключатели. Рисунок 6.

Рисунок 6
Технические характеристики:
Напряжение питания (постоянное) 24 В,
Ток нагрузки 0,4 А,
Время переключения контактов 4 мс.
ДПИ - 1 - индуктивный бесконтактный датчик положения. Рисунок 7.

Рисунок 7
Технические характеристики:
ДПИ-1-18 - диаметр корпуса 18 мм, Напряжение питания от 7 до 30 В постоянного тока;
Релейный выходной сигнал;
Потребляемая электрическая мощность не более 0,2 Вт.
Маркировка взрывозащиты OExiaIICT5;
Зона срабатывания датчика от 1,5 до 5 мм;
Номинальное расстояние переключения датчика от 2 до 6 мм;
Погрешность срабатывания +1,0 мм;
Зона возврата не более 1 мм;
Предельная длина линии связи между датчиком и источником питания не более 500 м;
Габаритные размеры не более D18х61 мм;
Масса не более 0,08 кг;
Длина кабельного вывода 2 м.
Сигналы, поступающие с УЧПУ, о состоянии станков (работа/ожидание) имеют следующие характеристики U= 24 В и I=0,6 А.
Управляющие сигналы, поступающие на электромагниты пневмоцилиндров предназначенные для управления движениями механизмов устройств зажима/разжима захватного устройства руки ПР, втягивание, вытягивание руки ПР принимаются электромагнитным клапаном.
Клапан электромагнитный Burkert
2/2 ходовой электромагнитный клапан прямого действия
Ду от 1 до 3 мм, давление 0-100 бар, температура от - 40°C до +180°C
Среда: сжатый воздух, бытовой газ, вода, гидравлическое масло, загрязненные масло и жир, щелочи, горячие воздух и вода, пар
Материал корпуса: латунь, нержавеющая сталь
Материал мембраны: EPDM, FPM, PTFE
Присоединение: резьбовое G1/4
Особенности: температура среды до +180°C
Описание реле нагрузки Релпол RM94:
RM94 способны коммутировать ток до 16А (суммарный ток на 2 группах контактов: по 8А в каждой группе). Также отличительной особенностью реле данной серии является расширенный диапазон управляющего напряжения катушки: от 5 до 110VDC. Реле используются в основном в устройствах промышленной автоматики в цепях коммутации переменного тока напряжением до 400В частоты 50 и 60Гц и в цепях коммутации постоянного тока напряжением до 250В и могут иметь 2 NO, NC или C/O группы контактов.
RM94 монтируются как на печатную плату, так и в колодки под рейки DIN.
Ресурс реле составляет более 30 млн. коммутаций без нагрузки и более 200 тыс коммутаций при полной нагрузке (250VAC).
управление нагрузкой напрямую, не требуются дополнительные компоненты;
широкий диапазон управляющих напряжений;
основание модуля электрически изолировано от силовых цепей, не требуется изоляционная прокладка для монтажа;
встроенная защита от высоковольтных импульсов напряжения. Технические характеристики реле нагрузки представлена в таблице 15.
Таблица 15

Управляющие сигналы, поступающие на электродвигатели механизмов поворота и разворота робота, принимаются пускателями типа ПME-112 с характеристиками U=24В.
Описание электромагнитных пускателей серии ПМ12.
Пускатели электромагнитные предназначены для применения в стационарных установках для дистанционного пуска непосредственным подключением к сети, остановки и реверсирования трехфазных асинхронных электродвигателей с короткозамкнутым ротором переменного напряжения 660 В частоты 50 и 60 Гц. При наличии трехполюсных тепловых реле серий РТТ и РТЛ пускатели осуществляют защиту управляемых электродвигателей от перегрузок недопустимой продолжительности и от токов, возникающих при обрыве одной из фаз. Пускатели пригодны для работы в системах управления с применением микропроцессорной техники при шунтировании включающей катушки помехоподавляющим устройством или при тиристорном управлении. Технические данные приведены в таблице 16.
Таблица 16
| Температура окружающей среды |
от - 40 до +55°С |
| Относительная влажность |
до 100% при температуре 35°С |
| Номинальное напряжение по изоляции |
660 В |
| Номинальный ток контактов вспомогательной цепи |
10 А |
| Номинальное напряжение контактов вспомогательной цепи |
до 660 В переменного тока |
| Номинальное напряжение втягивающей катушки, частоты 50 Гц |
24, 36, 40, 48, 110, 127, 220, 230, 240, 380, 400, 415, 440, 500, 660 В |
| Номинальное напряжение втягивающей катушки, частоты 60 Гц |
24, 36, 48, 110, 115, 220, 230, 240, 380 |
Для приведения в действие команд контроллера необходимы исполнительные устройства. Исполнительные устройства должны выполнять функции системы, иметь малую инерционность, обладать устойчивостью и управляемостью, достаточным быстродействием.
Зажим/разжим заготовки в ЗУ ПР, втягивание, вытягивание руки ПР осуществляется при помощи пневмоцилиндра, имеющего два рабочих положения. Воздух в полость цилиндра попадает при помощи электромагнитного клапана.
Поворот кисти руки робота происходит при помощи асинхронного электродвигателя. Электродвигатель мощностью 1,5 КВт. Двигатель - реверсивный, поэтому управление включением электродвигателя осуществляется пускателями ПМЕ-112.
Подъем/опускание руки робота, её поворот и перемещение в продольном направлении, осуществляется с помощью пневмоцилиндров.
Питание катушек пускателей и электромагнитных клапанов осуществляется напряжением 220В переменного тока.
Выбор аппаратных средств системы управления
Произведем выбор технической реализации системы управления.
Спектр предлагаемой продукции ПЛК чрезвычайно широк.
Для выбора систем управления проведем анализ промышленных контроллеров:
Программируемый логический контроллер серии
OMRON
CQM1
H.
CQM1H - Усовершенствованный контроллер серии CQM1 класса Small для работы в распределённых системах управления.
Высокое быстродействие, широкие сетевые возможности. Идеально подходит для управления технологическими агрегатами малого и среднего класса. Память программ, память данных и количество точек ввода/вывода увеличены вдвое по сравнению с CQM1. Быстродействие увеличено на 1/3. Возможность работы в сети Controller Link (32 узла в сети длиной до 1км). Простое редактирование программ контроллера, чтение и запись данных с помощью ПО под Windows. Встраиваемые платы (коммуникационные карты, поддерживающие Protocol Macro, высокоскоростные счётчики), широкий спектр модулей контроллера обеспечивают большую гибкость в построении АСУ ТП.
CQM1H - это компактный быстродействующий программируемый контроллер, состоящий из модуля питания, центрального процессорного устройства (ЦПУ), модулей входов/выходов и специальных модулей. Все модули соединяются друг с другом для образования единого устройства, которое обычно монтируется на профиле DIN.
На ЦПУ всех типов CQM1Hимеется порт RS-232, который может подключаться к управляющему компьютеру, другому ПК или другим устройствам с последовательным портом.
Основные характеристики CQM1H:
CQM1Hимеет много характерных особенностей, включая следующие:
На ЦПУ находятся 16 встроенных входов.
Для увеличения числа входов/выходов можно добавить модули входов/выходов.
CQM1Hобладает большим быстродействием 0.5 мкс. на базовую инструкцию.
Встроены быстродействующие таймеры и счетчики.
Выходы обслуживаются сразу при исполнении команд (прямые выходы).
CQM1Hподдерживает три типа прерываний:
Входные прерывания
Прерывания интервального таймера
Прерывания высокоскоростного счетчика
Входные прерывания используются для обработки входных сигналов от внешних устройств, когда сигналы короче, чем время исполнения программы. Можно использовать сигналы с шиной импульса 0.1 мкс.
Прерывания интервального таймера можно осуществлять, используя высокоскоростной интервальный таймер.
Выходами могут служить однофазные импульсы частотой до 5 кГц и двухфазные импульсы частотой до 2.5 кГц. Прерывания высокоскоростного счетчика можно объединить с выдачей импульсов и использовать для решения таких прикладных задач, как управление двигателем. Высокоскоростной счетчик имеет 2 дополнительные точки.
Функция выдачи импульсов
Импульсы частотой до 1 кГц можно выдавать с контактов модуля транзисторных выходов. CQM1Hимеет два специальных порта для выдачи импульсов частотой 50 кГц.
Связь
Имеются периферийный порт и порт RS-232, которые используются для связи с внешними устройствами с помощью следующих методов:
HOST LINK
RS-232
Линия связи 1: 1 LINK
CQM1Hс помощью HOSTLINKможет связываться с персональным компьютером и программируемым терминалам, используя команды HOSTLINK.
CQM1Hс помощью RS-232 может читать данные с считывателя штрих-кода или измерительного устройства и выводить данные на принтер.
Можно создать линию данных с областью данных в другом контроллере CQM1Hдля просмотра состояния данных другого ПК и синхронизации процессов, управляемых ПК.
Функция аналоговых регуляторов
На контроллерах CQM1Hимеются аналоговые регуляторы ля 4 каналов.
Удобные инструкции ввода/вывода
Можно использовать одну инструкцию для ввода или вывода данных, что упрощает программу.
Инструкцию "ввод с клавиатуры 10 клавиш" можно использовать для чтения двоично-десятичного восьми разрядного числа с клавиатуры 10 клавиш.
Инструкцию "ввод с клавиатуры 16 клавиш" можно использовать для чтения двоично-десятичного восьми разрядного числа с клавиатуры 16 клавиш.
Инструкцию "ввод символа с цифрового переключателя" можно использовать для чтения четыре разрядного или восьми разрядного двоично-десятичного числа с цифровых переключателей.
Инструкцию "вывод на семи сегментный индикатор" можно использовать для выдачи четырех или восьми разрядного числа на семи разрядный индикатор. Характеристики промышленного контроллера представлены в таблице 17.
Таблица 17
| Наименования |
Значения |
| Максимальное число точек входа / выхода |
512 |
Модули входа/выхода
(кол-во точек)
|
8/16/32 точки |
| Память программы |
15 К слов |
| Количество инструкций |
137 |
| Область IR, бит |
2,720 |
| Область SR, бит |
192 |
| Область TR, бит |
8 |
| Счетчики / таймеры |
До 512 |
Программируемые контроллеры Siemens Simatic S7-400
SIMATIC S7-400 - это модульный программируемый контроллер, предназначенный для построения систем автоматизации средней и высокой степени сложности.
Модульная конструкция, работа с естественным охлаждением, возможность применения структур локального и распределенного ввода-вывода, широкие коммуникационные возможности, множество функций, поддерживаемых на уровне операционной системы, удобство эксплуатации и обслуживания обеспечивают возможность получения рентабельных решений для построения систем автоматического управления в различных областях промышленного производства.
Эффективному применению контроллеров способствует возможность использования нескольких типов центральных процессоров различной производительности, наличие широкой гаммы модулей ввода-вывода дискретных и аналоговых сигналов, функциональных модулей и коммуникационных процессоров.
SIMATIC S7-400 является универсальным контроллером. Он отвечает самым жестким требованиям промышленных стандартов, обладает высокой степенью электромагнитной совместимости, высокой стойкостью к ударным и вибрационным нагрузкам. Установка и замена модулей контроллера может производиться без отключения питания ("горячая замена").
Конструкция
Система автоматизации S7-400 имеет модульную конструкцию. Она может комплектоваться широким спектром модулей, устанавливаемых в монтажных стойках в любом порядке. Система включает в свой состав:
Модули блоков питания (PS): используются для подключения SIMATIC S7-400 к источникам питания =24/ 48/ 60/ 120/ 230В или ~120/ 230В.
Модули центральных процессоров (CPU): в составе контроллера могут использоваться центральные процессоры различной производительности.
Все центральные процессоры оснащены встроенными интерфейсами PROFIBUS-DP. При необходимости, в базовом блоке контроллера может быть использовано до 4 центральных процессоров.
Сигнальные модули (SM): для ввода-вывода дискретных и аналоговых сигналов.
Коммуникационные модули (CP): для организации последовательной передачи данных по PtP интерфейсу, а также сетевого обмена данными.
Функциональные модули (FM): для решения специальных задач управления, к которым можно отнести счет, позиционирование, автоматическое регулирование и т.д.
При необходимости в составе S7-400 могут быть использованы:
Интерфейсные модули (IM): для связи базового блока контроллера со стойками расширения. К одному базовому блоку контроллера SIMATIC S7-400 может подключаться до 21 стойки расширения.
Модули SIMATIC S5: все модули ввода-вывода контроллеров SIMATIC S5-115U/-135U/-155U могут устанавливаться в соответствующие стойки расширения SIMATIC S5. Кроме того, модули специального назначения IP и WF могут использоваться как в стойках SIMATIC S5, так и в базовом блоке контроллера SIMATIC S7-400. В последнем случае подключение модулей к внутренней шине контроллера S7-400 выполняется через адаптер.
Простота конструкции S7-400 существенно повышает его эксплуатационные характеристики:
Простота установки модулей. Модули устанавливаются в свободные разъемы монтажных стоек в произвольном порядке и фиксируются в рабочих положениях винтами. Фиксированные места занимают только блоки питания, первый центральный процессор и некоторые интерфейсные модули.
Внутренняя шина, встроенная в монтажные стойки. Во все монтажные стойки встроена параллельная шина (Р-шина) для скоростного обмена данными с сигнальными и функциональными модулями. Все стойки, за исключением ER1 и ER2 имеют последовательную коммуникационную шину (К-шину) для скоростного обмена большими объемами данных с функциональными модулями и коммуникационными процессорами.
Центральные процессоры
Программируемые контроллеры S7-400 могут комплектоваться различными типами центральных процессоров, которые отличаются вычислительными возможностями, объемами памяти, быстродействием, количеством встроенных интерфейсов и т.д.
При построении сложных систем управления S7-400 позволяет использовать в своем составе до 4 центральных процессоров, выполняющих параллельную обработку информации.
Большинство параметров центральных процессоров может быть настроено с помощью Hardware Configuration STEP 7.
Для программирования и конфигурирования контроллеров SIMATIC S7-400 используется пакет STEP 7, весь спектр инструментальных средств проектирования и программное обеспечение Runtime.
Сигнальные модули, широкая гамма модулей ввода-вывода дискретных и аналоговых сигналов позволяет максимально адаптировать S7-400 к требованиям решаемой задачи.
Коммуникационные процессоры
Коммуникационные процессоры - это интеллектуальные модули, выполняющие автономную обработку коммуникационных задач для промышленных сетей AS-Interface, PROFIBUS, Industrial Ethernet, PROFINET и интерфейса PtP.
Функциональные модули
Интеллектуальные модули ввода-вывода, оснащенные встроенным микропроцессором и способные выполнять задачи автоматического регулирования, позиционирования, скоростного счета, управления перемещением и т.д. Целый ряд функциональных модулей способен продолжать выполнение возложенных на них задач даже в случае остановки центрального процессора.
Интерфейсные модули Интерфейсные модули предназначены для организации связи между базовым блоком контроллера и его стойками расширения, а также для подключения S7-400 к сети PROFIBUS-DP.
Блоки питания Каждый центральный процессор S7-400 имеет встроенный блок питания с входным напряжением =24В. Для питания центрального процессора и других модулей контроллера используются блоки питания PS 405 и PS 407. PS 405 используют для своей работы входное напряжение постоянного тока, PS 407 - входное напряжение переменного тока промышленной частоты. Возможна установка двух блоков питания в корзину для дублирования питания стойки.
Монтажные стойки являются конструктивной основой контроллера и позволяют размещать от 4 до 18 модулей контроллера.
Новые функциональные возможности
Центральные процессоры S7-400 с операционной системой от версии 3.1 и выше обеспечивают поддержку изохронного режима работы систем распределенного ввода-вывода и технологии CiR (Configuration in Run).
Изохронный режим
В традиционных системах распределенного ввода-вывода на основе PROFIBUS-DP существует множество несогласованных циклов: цикл выполнения программы центрального процессора, циклы обмена данными через PROFIBUS-DP, циклы обслуживания входов-выходов станций распределенного ввода-вывода и т.д. В результате этого считываемые в память центрального процессора значения входных сигналов системы распределенного ввода-вывода относятся к различным моментам времени, что вносит погрешности в работу системы автоматического управления.
Изохронный режим позволяет синхронизировать все перечисленные циклы и исключить погрешности, обусловленные временным рассогласованием считываемой информации.
Поддержка изохронного режима позволяет успешно решать задачи построения распределенных систем управления движением, распределенных измерительных систем, распределенных систем автоматического регулирования и т.д.
Технология CiR
Технология CiR позволяет вносить изменения в конфигурацию существующей системы управления без остановки производственного процесса.
Технология CiR позволяет:
Добавлять новые или удалять существующие станции распределенного ввода-вывода и приборы полевого уровня, выполняющие функции ведомых устройств на шине PROFIBUSDP/PA.
Добавлять новые или удалять существующие модули в станциях распределенного ввода-вывода ET 200M.
Отменять введенные конфигурации.
Основные технические данные центральных процессоров S7-400 представлены в таблице 18.
Таблица 18

Области применения:
SIMATIC S7-400 - это мощный программируемый контроллер для построения систем управления средней и высокой степени сложности.
Модульная конструкция, работа с естественным охлаждением, гибкие возможности расширения, мощные коммуникационные возможности, простота создания распределенных систем управления и удобство обслуживания делают SIMATIC S7-400 идеальным средством для решения практически любых задач автоматизации.
Основными областями применения SIMATIC S7-400 являются:
Машиностроение.
Автомобильная промышленность.
Складское хозяйство.
Технологические установки.
Системы измерения и сбора данных.
Текстильная промышленность.
Упаковочные машины и линии.
Производство контроллеров.
Автоматизация машин специального назначения.
Несколько типов центральных процессоров различной производительности и широкий спектр модулей с множеством встроенных функций существенно упрощают разработку систем автоматизации на основе SIMATIC S7-400.
Если алгоритмы управления становятся более сложными и требуют применения дополнительного оборудования, контроллер позволяет легко нарастить свои возможности установкой дополнительного набора модулей.
Программируемый контроллер SIMATIC S7-400H разработан для построения систем автоматического управления, отличающихся повышенной надежностью функционирования. Наличие резервированной структуры позволяет продолжать работу в случае возникновения одного или нескольких отказов в его компонентах. Как правило, такие системы управляют производствами, простой которых вызывает большие экономические потери.
Благодаря своей высокой надежности SIMATIC S7-400H может использоваться:
В системах с высокими затратами на перезапуск производства в случае отказа контроллера.
В системах с высокой стоимостью простоя. В процессах обработки ценных материалов.
В системах без постоянного контроля со стороны обслуживающего персонала.
В системах с небольшим количеством обслуживающего персонала.
Программируемые контроллеры S7-400F/FH предназначены для построения систем безопасного управления, в которых возникновение отказов не влечет за собой появление опасности для жизни обслуживающего персонала и не приводит к загрязнению окружающей природной среды. На основе программируемых контроллеров S7-400F/FH могут создаваться системы безопасного управления, отвечающие требованиям:
Классов AK1 … AK6 по DIN V 19250/ DIN V VDE 0801.
Классов SIL 1 … SIL 3 по IEC 61508.
Категорий 1 … 4 по EN 954-1.
DIN, EN, IEC.
FM класс 1, раздел 2, группы A, B, C и D.
Температурная группа T4 (до 134°C).
Описание промышленного контроллера MELSEC FX3U.
Изображение контроллера Mitsubishi Electric MELSEC FX3U
изображено на рисунке 8.


Рисунок 8
Современный результат развития и совершенствования проверенной временем концепции FX3U.
Дополнен новой высокоскоростной шиной расширения (в сумме до 8 FX3U - ADP модулей):
FX3U-4DA-ADP - аналоговый выход 12 бит 4 канала;
FX3U-4AD-ADP - аналоговый вход 12 бит 4 канала;
FX3U-4AD-TC-ADP - 4 канала ввода с термопар (12 бит);
FX3U-4AD-PT-ADP - 4 канала ввода с термосопротивлений Pt100 (12 бит);
FX3U-4HSX-ADP - заменяет 4 стандартные входа на импульсные (дифференциальная витая пара до 200кГц);
FX3U-2HSY-ADP - заменяет 2 стандартных выхода (открытый коллектор до 100кГц) на улучшенные для задач позиционирования (импульсное задание по дифференциальной витой паре до 200 кГц);
FX3U-232ADP - порт RS232 на разъем DB9;
FX3U-485ADP - порт RS422\485.
Можно установить не более 4-х любых аналоговых ADP модулей в сумме; не более 2-х импульсных ADP модулей каждой модели; не более 2-х последовательных портов (с учетом FX3U - BD).
Для подключения FX3U - ADP модулей к ПЛК необходимо установить один из интерфейсных модулей:
FX3U-232-BD - порт RS232;
FX3U-485-BD - порт RS422\485;
FX3U-422BD - порт RS422 с разъемом Minidin-8F;
FX3U-CNV-BD - переходник для подключения ADP модулей FX3U-USB-BD.
Расширяемый в сумме до 384 дискретных входов/выходов: до 256 удаленных и до 256 подключенных к базовому модулю.
Встраиваемый (вынос на кабеле) 4-х кнопочный текстовый дисплей FX3U-7DM.
Сохранена возможность расширения спецмодулями от серий FX0N и FX2N. Кроме того, добавились FX3U модули аналогового выхода 16 бит, Profibus-DP (Master), полнофункциональный модуль Ethernet, управление сервоприводами по сети SSCNETIII.
Программа хранится в RAM (литиевой батареи FX3U-32BL для резервирования хватает на 5 лет).
8 встроенных cчётных входов до 80 кГц суммарно (при вводе с энкодеров есть учетверение).
3 встроенных импульсных выхода до 100 кГц.
Два дополнительных порта RS232 или RS422/RS485. USB-связь с ПК через FX3U-USB-BD.
Расширенный набор инструкций для работы с плавающей точкой, тригонометрией, инструкция для связи по последовательному каналу с преобразователями частоты Mitsubishi Electric.
Усовершенствованная инструкция ПИД-регулирования с возможностью самонастройки, и т.д. (ограничение на суммарное количество ПИД-регуляторов в программе FX3U снято).
Монтаж на DIN-рейку или винтами.
Программирование с помощью GXIECDeveloper (FX), GXDeveloper (FX). При расширении только спецмодулями серии FX3U, шина-шлейф работает в высокоскоростном режиме, но могут применяться и модули расширения от серий FX0N и FX2N, тогда шина переводится в стандартный режим.
Технические характеристики контроллера изображены на рисунке 9.

Рисунок 9
Электрические параметры изображены на рисунке 10
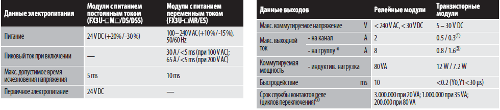
Рисунок 10
Программные характеристики изображены на рисунке 11.

Рисунок 11
Модули расширения, применяемые в сериях FX1N, FX2N, FX2NC, FX3U
"обычными" модулями расширения считаются модули с дискретными входами (=24В) или выходами (транзистор =30В, 0,5А или реле ~240В, 2А). Не имеют ограничений по совместимости с различными сериями ПЛК FX. С питанием от шины выпускаются группами по 8 и по 16 каждого типа. Также есть модуль FX2N-8ER: 4 входа и 4 выхода-реле. С встроенными блоками питания (от =24B или от ~110…220B) выпускаются модули FX0N-40E - (24 вх. \ 16 вых.), FX2N-32E - (16 вх. \ 16 вых.) и FX2N48E - (24 вх. \ 24 вых.).
Все аналоговые модули работают в стандартных диапазонах 0…10В и 0.20мА (4.20мА). Как расширение этих диапазонов многие модули работают и с отрицательной частью шкалы: - 10…10В и - 20.20мА.
Основные проверки на допустимость конфигурации базового модуля ПЛК с разнообразными модулями расширения:
o совместимость по присоединительным разъемам (актуально для всех модулей присоединяемых не на "правую шлейф-шину": мини-дисплеев, кассет памяти, модулей FX - ADP и FX - BD). За несколькими исключениями определяется по совпадению кода серии в обозначении модуля.
o отсутствие перегрузки внутренних источников по суммарному току потребления с шин 5В и 24В (актуально для всех модулей расширения, плюс карманные программаторы и даже несколько типов панелей оператора, питающихся от 5В внутри ПЛК)
o заполнение адресного пространства шины расширения (актуально для всех модулей присоединяемых на "правую шлейф-шину"). Измеряется в "точках ввода\вывода" ("I \ O points"). Cуммируются отдельно дискретные входа и отдельно дискретные выхода с округ лением до 8 по каждому модулю, включая базовый. Например в системе из FX1N-60MR-DS (36 входов \ 24 выхода) и FX2N-8ER (4 входа \ 4 выхода) будет занято 40+24+8+8=80 точек ввода\вывода. Емкость адресного пространства у FX1N равна 128, у FX2N, FX2NC, FX3U равна 256. Спецмодули расширения обычно занимают по 8 точек. Для некоторых спецмодулей удаленного ввода\вывода, например FX2N-16LNK-M, все удаленные входы\ выходы должны суммироваться наряду с обычными дискретными модулями расширения. Для серии FX3U адресное пространство удаленного ввода\вывода рассчитывается отдельно по специальному правилу.
Проведя анализ выбора промышленных контроллеров, выбираем контроллер по ниже перечисленным критериям:
Технические характеристики:
количество каналов ввода/вывода;
быстродействие;
уровни напряжения входов/выходов;
напряжение изоляции.
Эксплуатационные характеристики:
диапазон рабочих температур;
относительная влажность воздуха.
Потребительские свойства:
а) производительность:
1) время выполнения операции;
2) функциональность.
б) Надежность:
1) наработка на отказ;
2) среднее время восстановления.
в) Затраты
1) Стоимость приобретения;
2) Стоимость эксплуатации.
г) Массогабаритные характеристики
При этом критериями выбора следует считать потребительские свойства, т.е. соотношение показателей затраты/ производительность/ надежность, а технические и эксплуатационные характеристики ограничениями для процедуры выбора. Т.к. характеристики между собой конфликтны, т.е. улучшение одной характеристики почти всегда приводит к ухудшению другой, необходимо оценивать их применительно к решаемым задачам управления.
Из анализа достоинств и недостатков технических средств управления дискретными технологическими процессами наиболее подходящим систем является программируемый контроллер MELSEC FX3U
фирмы Mitsubishi Electric Этот выбор основан на следующих основных факторах:
простоте данного средства автоматизации;
относительно небольшой стоимости контроллера;
довольно хорошем быстродействии процессорного модуля;
достаточном количестве дискретных и аналоговых входов-выходов при возможности их расширения;
понятном для пользователей программном обеспечении, которое поставляется вместе с контроллером и является относительно недорогим;
существует широкий спектр модулей для максимальной адаптации к требованиям решаемой задачи;
есть возможность свободного наращивания функциональных возможностей при модернизации системы управления;
простое включение контроллера в сетевые конфигурации;
удобная конструкция и работа с естественным охлаждением.
Контроллер будет следить за:
наличием заготовки в устройствах ориентации и склизе. При необходимости сообщать об этом ПР.
запуска/окончания цикла обработки станков,
управлять координатами ПР.
Электрическая схема соединений разработанной системы управления состоит из датчиков перемещения ПР (SQ1. SQ14), датчиков наличия деталей (ДП-1, ДП-2, ДП-3), датчиков зажима/разжима, опускания/поднятие руки ПР (Y1…Y55).
Для передачи информации с датчиков на более высокий уровень используем канал связи ModbusRTU - RS232. Так как он обеспечивает более высокую надёжность, позволяет использовать более длинные линии связи и подключать к одной линии несколько устройств. Сбор информации от датчиков осуществляется через контроллер MITSUBISHI ELECTRIC MELSEC FX3U. Он предназначен для сбора и передачи телемеханической информации, необходимой для диспетчерского и автоматического контроля и управления автоматической линии.
Для запуска электромагнита устройства ориентации используется реле нагрузки. Для запуска электродвигателей в ПР используется электромагнитный пускатели. (КМ1, КМ2, КМ3). Для запуска пнемоцилиндров ПР использутся электромагнитные клапана (КЛ1 … КЛ45). Все станки на участке поддерживают последовательный интерфейс RS-232 (MODBUS RTU).
Алгоритм для данной системы управления разработан.
Описание программы
Программное обеспечение для данной микропроцессорной системы управления строим согласно спроектированной выше функциональной модели и дереву вызова процедур.
В программе реализованы следующие процедуры:
Процедура инициализации. Производим установку начальных значений переменных, проверка оборудования.
Процедура ввода данных из портов. С портов последовательно считывается и инвертируется информация от датчиков, после чего сохраняется в ячейках оперативной памяти.
Процедура расчета математической модели. В соответствии с математической моделью рассчитываются управляющие воздействия. Данные берутся из ВПД записанных ранее из порта (считывание состояния датчиков). Формируется два управляющих слова и записываются в регистры РПД.
Процедура вывода данных в порт (регистр). Процедура выводит последовательно сформированные управляющие воздействия в порт BUS, Р0 микропроцессора для их дальнейшего использования. В случае наличия сигнала ошибки процедура обнуляет сигналы для остановки системы.
Листинг программы на языке RS-Logixприведен в приложении Г.



Характеристика предприятия
Дипломная работа по разработке автоматической линии разрабатывается на основе одного из участков цеха по производству деталей конической шестерни среднего и заднего моста “Агрегатного завода”.
Общие сведения о производственном предприятии, в состав которого входит автоматизированный производственный комплекс:
санитарный класс предприятия. На основании СанПиН 2.2.1/21.1.1200-03, который разделяет все промышленные предприятия на пять классов, данное предприятие можно отнести к Iклассу и поэтому санитарно защитная зона должна быть не менее 1000 м.;
категория пожарной опасности участка - согласно СНиП II-90-81 [1] можно отнести к категории Д, так как обрабатываются материалы в холодном состоянии;
характеристика участка по условиям окружающей среды. Данный участок, характеризующийся незначительными выделением теплоты и категорией работ средней тяжести, удовлетворяет нормам метеорологических условий. В холодный период температура воздуха 15-18 градусов, относительная влажность воздуха не более 80 %, скорость движения воздуха не превышает 0,5 м/с. В теплый период соответственно 22-25 градусов, 60-75 %, не более 0,7 м/с;
отопление и вентиляция. В холодное время для поддержания нормальной температуры используется водяное отопление. Вентиляция применяется приточно-вытяжная принудительная, искусственного типа;
источники шума. Источниками шума являются электродвигатели станков и вспомогательного оборудования;
освещение участка местное на самом оборудовании и общее над всем участком, цехом и т.д.;
вибрации в пределах нормы 80 дб в основном возникающие при больших силах резания.
При работе на станках с ЧПУ, оснащенных инструментальными магазинами и системами автоматической смены инструмента, существует опасность травмирования рабочих-операторов или наладчиков инструментом при транспортировании его из магазина к посадочному гнезду. Опасную зону могут создать также открытые вращающиеся или перемещающиеся детали машин или обрабатываемые изделия, она может быть даже на расстоянии от источника опасности - от отлетающей стружки, частиц абразива, смазочно-охлаждающей жидкости (СОЖ) и т.п.
Цветовое решение производственного интерьера, сигнальные цвета и знаки безопасности
Цвета широко используются в качестве закодированного носителя информации об опасности. Принятая в СССР система сигнальных цветов безопасности ГОСТ 12.4.026-76* определяет характеристики сигнальных цветов, размеры, формы и цвета знаков безопасности. Установлены следующие сигнальные цвета и их значения:
красный - запрещение, непосредственная опасность, средства пожаротушения;
желтый - предупреждение, возможная опасность;
зеленый - безопасность, предписание;
синий - указание, информация, места для курения, средства защиты.
Оборудование оформлено в зеленом и желтом цвете это рациональное цветовое оформление производственного интерьера является действенным средством улучшения условий труда, создания благоприятной эстетической обстановки. Поэтому при оформлении интерьера цвет используют: как композиционное средство, обеспечивающее гармоничное единство производственного помещения и технологического оборудования; как фактор, создающий оптимальные условия для зрительной работы и способствующий повышению работоспособности. На шумных производствах теплая гамма цветов оказывается более благоприятной, чем холодная. Разностороннее эмоциональное воздействие цвета на человека позволяет широко использовать его в гигиенических целях.
В качестве вспомогательных цветов приняты белый и черный - для усиления контраста сигнальных цветов. Белый цвет применяется также для обозначения габаритов внутрицеховых проездов, пешеходных дорожек и рабочих мест.
Знаки безопасности в производственных помещениях вывешены так, чтобы они отчетливо были видны с любой точки каждого рабочего места, также знаки прикреплены на производственном оборудовании.
Требования, предъявляемые к рабочим местам
В данном производственном помещении условия труда характеризуются совокупностью факторов производственной среды, оказывающих, влияние на здоровье и работоспособность человека в процессе труда регулируется СанПиН 2.2.2.1327-03.
экономические - повышение технической вооруженности труда; наиболее полное использование оборудования и рациональная организация рабочего места; выбор оптимальной технологии, устранение и уменьшение ненужных затрат рабочего времени; строгая регламентация темпа и ритма работы;
эргономические - установление соответствия скоростных, энергетических, зрительных и других физиологических возможностей человека в рассматриваемом технологическом процессе; введение рациональных режимов труда и отдыха, сокращение объема информации, снижение нервно-эмоциональных напряжений и физиологических нагрузок; профессиональный отбор;
психофизиологические - установление соответствия закрепленных и формируемых навыков возможностям восприятия, памяти и мышления;
антропометрические - установление соответствия орудий труда размерам, форме и массе тела человека, силе и направлению движений;
санитарно-гигиенические - создание оптимальных метеорологических условий, оптимального физико-химического состава воздушной среды, освещенности, уровней шума, вибраций, ультра - и инфразвука, различных видов производственных излучений в пределах требований ГОСТов ССБТ и т.д.; уровни опасных и вредных производст-венных факторов на рабочих местах должны соответствовать требованиям стандартов безопасности по всем видам опасных и вредных факторов;
Для работающих, участвующих в технологическом процессе механической обработки, обеспечены удобные рабочие места, не стесняющие их действий во время выполнения работы. На рабочих местах предусмотрена площадь, на которой располагается станочное оборудование, подъемно-транспортные средства, столы, тары, стеллажи и другие устройства для размещения оснастки, материалов, заготовок, полуфабрикатов, готовых изделий и отходов производства.
Предусмотрено удобное расположение инструмента и приспособлений в тумбочках и на стеллажах, заготовок в специализированной таре, применение планшетов для чертежей что позволяет снизить утомление и производственный травматизм рабочих.
Предусмотрены перерывы в работе что является важным фактором, влияющих на процесс труда, позволяющие восстанавливать работоспособность и обеспечивать равномерную производительность труда. Эффективность перерывов зависит от их количества, времени и продолжительности.
Санитарно гигиенические требования к воздуху рабочей зоны
Нормирование параметров микроклимата.
Согласно СанПиН 2.2.4.548-96 устанавлены гигиенические требования к микроклимату производственных помещений, включающий значения температуры, относительной влажности и скорости движения воздуха, при выборе которых необходимо учитывать: время года - холодный и переходный периоды с температурой наружного воздуха ниже 10°С и теплый период с температурой 10°С и выше. Категория работ относится к IIб категории - физические работы средней тяжести с энергозатратами 233.290 Вт, например работа, связанная с переноской тяжестей до 10 кг.
Интенсивность теплового облучения работающих от нагретых поверхностей технологического оборудования, осветительных приборов, инсоляции на постоянных и непостоянных рабочих местах не должна превышав 35 Вт/м2
при облучении 50 % поверхности тела и более, 70 Вт/м2
- при величине облучаемой поверхности от 25 до 50% и 100 Вт/м2
- при облучении не более 25 % поверхности тела и обязательным является использование средств индивидуальной защиты лица и глаз.
На данном участке относительная влажность для всех периодов года 40-60%.
Защита от производственных вибраций, шума, ультра - и инфразвука
Методы борьбы с шумом
. Для борьбы с шумом на предприятии применяются следующие методы: бируши, звукозащитные наушники, снижение шума в источнике; изменение направленности излучения; рациональная планировка предприятий и цехов; акустическая обработка помещений; уменьшение шума на пути его распространения.
Методы борьбы с вибрацией
. При работе с ударным инструментом (молотком, зубилом и т.п.) используются антивибрационные рукавицы.
Ниже приведен расчет зануления:
Р = 7 кВт - мощность электродвигателя;
Ip= 12 А - рабочий ток;
Uл = 380 В - линейное напряжение;
Uф = 220 В - напряжение на фазе;
Iн = 24 А - номинальный ток предохранителя;
Zт = 0,09 Ом - сопротивление трансформатора;
Условие срабатывания защиты: Iк. з. ³ 3Iн =72 А;
Определяем сопротивление фазного и нулевого защитного проводников по формуле:
 (11) (11)
где r= 0,018 Ом мм2
/м - удельное сопротивление медного проводника;
l= 40 м - длина линии;
S= 25 мм2
- площадь сечения медного провода;
Определяем активное сопротивление стальной полосы Rн. з прямоугольного сечения S= 40*4 мм длиной l= 0,4 используемой в качестве нулевого защитного проводника электродвигателя по формуле:
 (12) (12)
Ожидаемая плотность тока в стальной полосе:
ј = Iк. з/S=72*160=0,45 А/мм2
при ј = 0,5 ®Xw= 1,68 Ом/км
Xн. з = Xw* l= 0,672 Ом (5.6)
Внешнее индуктивное сопротивление Xп.
Xn= 0,6 Ом/км; Xп =Xn* l=0,24 Ом
Находим действительное значение токов однофазного короткого замыкания, проходящих по петле фаза - нуль.
При замыкании фазы на корпус двигателя вычисляем по формуле:
 (13) (13)
Поскольку действительное значение тока однофазного короткого замыкания (126А) превышает наименьшее допустимое по условиям срабатывания защиты (72А) нулевой защитной проводник выбран правильно, т. е отключающая способность системы зануления обеспечена.
Ниже приведены пункты из "Общих требований безопасности" Автомобильного завода.
При поступлении на работу ознакомиться с условиями труда и их состоянием на рабочем месте и с учетом наличия на этом рабочем месте вредных или опасных производственных факторов пройти предварительный медицинский осмотр с целью выявления возможных противопоказаний для работы в этих условиях труда.
В процессе трудовой деятельности при выполнении работ с вредными или опасными условиями труда проходить в установленные сроки периодический медицинский осмотр с целью выявления их неблагоприятного воздействия на организм работающего и начальных форм (признаков) профессиональной патологии, легко поддающихся лечению.
Работник, уклоняющийся от прохождения периодического медицинского осмотра, к работе не допускается.
Систематически знакомиться и знать состояние условий труда на своем рабочем месте.
Знать свойства применяемых на рабочем месте материалов, характер воздействия этих материалов и продуктов их разложения на организм человека, а также меры по оказанию первой медицинской помощи при поражении ими.
В целях обеспечения нормального микроклимата (температура, влажность и подвижность воздуха) все производственные помещения должны быть оборудованы общеобменной приточно-вытяжной вентиляцией.
На предприятиях должна быть организована сушка спецодежды и спецобуви для работников, занятых на наружных работах в неблагоприятных условиях (дождь, снег) или на работах внутри помещений с повышенной влажностью.
На предприятиях должны быть оборудованы помещения (комнаты) или передвижные вагончики для обогрева работников, занятых на работах, связанных с переохлаждением тела, обусловленным пониженной температурой воздуха рабочей зоны или пребыванием в холодной среде (водолазы, работники холодильных камер и т.п.)
Для обеспечения питьевого режима на предприятии должны быть оборудованы сатураторы и фонтанчики для питьевой воды, которые должны размещаться, как правило, на расстоянии не более 75 м от рабочего места.
Для поддержания в организме человека солевого баланса вода должна быть умеренно охлажденная, слегка подсоленная и желательно газированная.
На горячих участках работ должна быть организована выдача работникам горячего чая.
Рабочие места, производственные площадки и помещения, проезды, проходы, коридоры, лестницы, и т.д. должны быть освещены в соответствии с нормами.
Рабочие места и технологические процессы, связанные с выделением в воздух пыли и вредных веществ, должны быть оборудованы исправно работающей местной вытяжной вентиляцией, обеспечивающей их удаление и содержание в воздухе рабочей зоны в концентрациях, не превышающих санитарно-гигиенические нормативы.
Работа в условиях превышения гигиенических нормативов допускается только при использовании средств индивидуальной защиты (СИЗ) и/или ограничения времени контакта с вредными производственными факторами.
Соблюдать правила личной гигиены и промышленной санитарии.
Все вновь поступающие на работу проходят в пожарной охране первичный инструктаж о правилах пожарной безопасности, введенных на предприятии, и порядке пользования средствами пожаротушения и пожарной сигнализации и связи.
Повторный инструктаж проводится на рабочем месте с целью ознакомления с возможными причинами возникновения пожара, связанными с технологическими особенностями производства в цехе, на участке и т.п.
Инструктаж по мерам пожарной безопасности со всеми рабочими и служащими предприятия проводиться ежегодно. Ответственность за пожарную безопасность предприятия возложена персонально на руководителей предприятий, а в отдельных цехах, складах - на начальников цехов, складов. Должностные лица, виноватые в возникновении пожара, привлекаются к административной или уголовной ответственности.
На предприятии используются системы пожарной сигнализации. В случае возгорания должна сразу же сработать система пожарной сигнализации, за которой следует регламентированная система мероприятий.
Система специальной связи обеспечивает передачу сообщений о пожаре персоналу пожарного управления. Сообщение может поступить по общей телефонной сети, от сигнализационной кнопки, предусмотренной вне здания, по громкоговорящему телефону, от дуплексной портативной радиостанции, от муниципальной системы пожарной сигнализации или от коммерческой системы автоматической сигнализации. Все сообщения автоматически регистрируются вместе со всеми радио - и речевыми сообщениями из пожарного управления. На проектируемом мной участке предусмотрена только такая система оповещения.
Пожарное управление принимает и обрабатывают сигнал, оперативно направляет пожарных на место пожара и приступает к операции борьбы с огнем. Как бы быстро ни работали пожарные, решающее значение для спасения жизней и имущества имеет раннее пожароизвещение.
На участке используются также огнетушители.
Переносные огнетушители делятся на четыре класса соответственно классам пожара. Некоторые из них пригодны для тушения пожаров двух или трех разных классов, но не всех четырех.
В данном предприятии применяется в основном порошковые огнетушители.
В порошковых огнетушителях сжатый газ выбрасывает тушащее вещество. Они особенно подходят для пожаров классов B и C, но могут использоваться и для тушения пожаров класса A до доставки жидкостных огнетушителей.
Для тушения пожаров класса D применяются специальные порошки.
Мероприятия по защите от электротравматизма
.
Мероприятия по защите обеспечивают недоступность токоведущих частей для случайного прикосновения; пониженное напряжение; заземление и зануление электроустановок; автоматическое отключение; индивидуальную защиту и др.
Недоступность токоведущих частей электроустановок обеспечивается размещением их на необходимой высоте, ограждением от случайного прикосновения, изоляцией токоведущих частей.
Внутри производственных зданий, в цехах, зонах, на участках не огражденные провода, не имеющие изоляции, троллейные провода и другие токоведущие части подвешивают на высоте не менее 3,5 м.
Ограждение токоведущих частей обычно предусматривается конструкцией электрооборудования, наличие этих ограждений в условиях эксплуатации является обязательным. Провода, не имеющие изоляции, шины, приборы и аппараты с незащищенными токоведущими частями, помещают в специальные ящики, шкафы, камеры и другие устройства, закрывающиеся сплошными или сетчатыми ограждениями.
Пониженное напряжение (36 или 12 В) должно применяться в помещениях с повышенной опасностью или особо опасных для местного освещения, а также для общего освещения при размещении светильников на высоте не менее 2,5 м от пола.
На территории завода применяется защитное заземление, оно является простым, эффективным и широко распространенным способом защиты человека от поражения электрическим током при прикосновении к металлическим поверхностям, оказавшимся под напряжением, и землей до безопасной величины. Применяется в трехфазной трехпроводной сети напряжением до 1000 В с изолированной нейтралью и выше 1000 В - с любым режимом нейтрали.
Конструктивными элементами защитного заземления являются заземлители - металлические проводники, находящиеся в земле, и заземляющие проводники, соединяющие заземляемое оборудование с заземлителем.
Нормативные правовые акты в области БЖД на предприятии
ГОСТ 12.0.002-80 ССБТ. Термины и определения.
ГОСТ 12.0.001-82 ССБТ. Основные положения.
ГОСТ 12.1.007-76 ССБТ. Вредные вещества. Классификация и общие требования безопасности.
ГН 2.2.5.563-96. Предельно допустимые уровни (ПДУ) загрязнения кожных покровов вредными веществами.
СанПиН 2.2.0.555-96. Гигиенические требования к условиям труда женщин.
Р 2.2.755-99. Гигиенические критерии оценки и классификация условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса.
РД 153-34.0-03.702-99. Инструкция по оказанию первой помощи при несчастных случаях на производстве.
ГОСТ 12.1.009-76 ССБТ. Электробезопасность. Термины и определения.
ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление и зануление.
ГОСТ 12.1.038-82 ССБТ. Электробезопасность. Предельно допустимые уровни напряжений прикосновения и токов.
ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
ГОСТ 12.1.051-90 ССБТ. Электробезопасность. Расстояния безопасности в охранной зоне линий электропередачи напряжением свыше 1000 В.
ГОСТ 12.4.155-85 ССБТ. Устройство защитного отключения. Классификация. Общие технические требования.
ГОСТ 12.2.007.14-75 ССБТ. Кабели и кабельная арматура. Требования безопасности.
ГОСТ 12.1.018-93 ССБТ. Пожаровзрывобезопасность статического электричества. Общие требования.
СНиП 3.05.05-85. Электротехнические устройства.
ТОИ Р-45-068-97. Типовая инструкция по охране труда при работе с электроинструментом, ручными электрическими машинами и ручными электрическими светильниками.
ГОСТ 12.1.006-84 ССБТ. Электромагнитные поля радиочастот. Допустимые уровни на рабочих местах и требования к проведению контроля.
ГОСТ 12.4.154-85 ССБТ. Устройства экранирующие для защиты от электрических полей промышленной частоты. Общие технические требования, основные параметры и размеры.
ГН 2.6.1.054-99. Нормы радиационной безопасности (НРБ-99).
ГОСТ 12.1.003-83 ССВТ. Шум. Общие требования безопасности.
ГОСТ 12.1.029-80 ССБТ. Средства и методы защиты от шума. Классификация.
ГОСТ 12.4.01 1-89 ССБТ. Средства защиты работающих. Общие требования и классификация.
ГОСТ 12.4.115-82 ССБТ. Средства индивидуальной защиты работающих. Общие требования к маркировке.
ГОСТ 12.4.103-83 ССБТ. Одежда специальная защитная. Средства индивидуальной защиты ног и рук. Классификация.
ГОСТ 12.4.034-01 ССБТ. Средства индивидуальной защиты органов дыхания. Классификация и маркировка.
ГОСТ Р 22.0.01-94. БЧС. Безопасность в чрезвычайных ситуациях. Основные положения.
Правовые и нормативно-технические основы обеспечения БЖД
Основные положения изложены в Конституции (дек. 1994г) в законе по охране
труда и охране природы (1992-93) в КЗоТе. В качестве подзаконных актов выступают ГОСТы, Нормы и Правила. Взаимодействие государственного надзора, ведомственного и общественного контроля.
I. Высший надзор по соблюдению законности осуществляет ген. прокурор.
II. Государственный надзор в соответствии со 107 ст. КЗоТ за соблюдением
норм и правил по охране труда осуществляется:
III.1. спец. уполномоченными инспекциями, независящими в своей деятельности
от деятельности предприятия (Укркомгидромет, Госгортехнадзор, Госатомнадзор и т.д.);
IV.2. профсоюзами в лице правовой и технической инспекцией труда.
V. Ведомственный контроль осуществляется министерствами и ведомствами в соответствии с подчиненностью.
VI. Общественный контроль - ФНП в лице профсоюзных комитетах, находящихся на каждом предприятии.
Одним из главных звеньев в системе МЧС РФ в силу своих людских и материальных ресурсов считается объект экономики. Объект экономики (ОЭ) - это предприятие, объединение, учреждение или организация сферы материального производства или непроизводственной сферы хозяйства, расположенных на единой промышленной площадке. Структура по делам ГОЧС организуется на всех ОЭ любой формы собственности, с учетом существующей системы управления деятельностью объекта, наличия людских и материальных ресурсов, минимального отрыва людей от выполнения функциональных обязанностей.
Общие положения
Гражданская оборона на промышленном объекте (в дальнейшем - на объекте) организуется с целью защиты персонала объекта и населения, проживающего вблизи от него, от чрезвычайных ситуаций природного, техногенного и военного характера.
Защита обеспечивается проведением комплекса мероприятий, позволяющих предотвратить или уменьшить последствия опасных при родных явлений, аварий, катастроф, максимально ослабить результаты воздействия ОМП, создать благоприятные условия для работы объекта, проживания и деятельности населения.
Основными задачами ГО на объекте являются:
защита персонала объекта и населения от ЧС;
повышение устойчивости функционирования объекта в ЧС;
проведение аварийно-спасательных и других неотложных работ в очагах поражения и зонах катастрофического затопления.
Задачи гражданской обороны объекта решаются путём проведения комплекса организационных, инженерно-технических, технологических, экономических и экологических мероприятий.
Организационные мероприятия предусматривают разработку и планирование действий руководящего, командно-начальствующего со става отдела по делам ГОЧС, служб и формирований ГО по защите персонала объекта, проведению аварийно-спасательных и
других не отложных работ, восстановлению производства, а также по выпуску продукции на сохранившемся оборудовании.
Инженерно-технические мероприятия ГО - это комплекс мероприятий, осуществляемых инженерно-техническими методами и средствами и направленных на предотвращение или уменьшение возможных потерь и разрушений, повышение устойчивости работы объекта в чрезвычайных ситуациях, на успешное проведение аварийно спасательных и других неотложных работ в очаге поражения.
Технологические мероприятия предусматривают повышение устойчивости работы объекта путём таких изменений технологических процессов, которые способствовали бы обеспечению бесперебойного выпуска продукции, а также исключали бы возникновение вторичных факторов поражения.
Экономические мероприятия предусматривают такой подход к выполнению всего комплекса работ, который обеспечил бы их эффективность при минимальных капитальных затратах.
Экологические мероприятия представляют собой продолжение комплекса работ данного направления, которые должны вестись каждым объектом с целью максимально возможного уменьшения вредно го воздействия продуктов технологического цикла на окружающую среду и рабочие места работающего персонала.
Объём и порядок разработки и проведения рассматриваемых мероприятий регламентируются "Нормами проектирования инженерно - технических мероприятий гражданской обороны" (ИТМ ГО) и другими нормативными документами по организации и ведению гражданской обороны на промышленном объекте. Введение "Норм проектирования ИТМ ГО" возложено на систему гражданской обороны объекта, и в частности на начальника отдела ГОЧС.
Организация защиты персонала объекта и населения от ЧС возложена на систему гражданской обороны объекта.
Начальником гражданской обороны объекта является его руководитель. Он подчиняется вышестоящему ведомству (министерству, отрасли), а в оперативном отношении начальнику гражданской обороны города (района, префектуры), на территории которого расположен объект.
На крупных промышленных объектах, как правило, предусматривается штатный заместитель начальника гражданской обороны, который в мирное время является основным организатором всех подготовительных мероприятий по гражданской обороне.
Кроме штатного заместителя приказом начальника гражданской обороны назначаются заместители: по рассредоточению и эвакуации персонала объекта и членов их семей; по инженерно-технической части; материально-техническому снабжению и др. В отличие от штатного заместителя они не освобождаются от выполнения своих обязанностей.
Заместителем начальника гражданской обороны по рассредоточению и эвакуации персонала назначается обычно зам. руководителя объекта по общим вопросам. Являясь, как правило, председателем эвакуационной комиссии, он разрабатывает план рассредоточения работающего персонала и их семей, организует подготовку мест в загородной зоне, перевозку туда людей, а также доставку рабочих смен к месту работы, руководит службой охраны общественного порядка.
Заместителем начальника ГО по инженерно-технической части назначается главный инженер предприятия. Он непосредственно руководит службами (аварийно-технической, противопожарной, убежищ и укрытий), а также осуществляет техническое руководство аварийно спасательными и другими неотложными работами.
Заместителем начальника ГО по материально-техническому снабжению назначается заместитель (помощник) руководителя объекта, но этим вопросам. Он руководит службой материально-технического снабжения.
Заместителем начальника ГО по материально-техническому снабжению назначается заместитель (помощник) руководителя объекта, но этим вопросам. Он руководит службой материально-технического снабжения.
На всех объектах, как правило, создаются отделы по делам ГОЧС (в дальнейшем отделы ГО). Численность штатных работников отдела определяется ведомством, в ведении которого находится объект. Отдел ГО является органом управления начальника ГО объекта.
В состав отдела ГО крупного объекта входят: начальник от дела и его заместители (помощники) по оперативно - разведывательной части, боевой подготовке, жилому сектору. В не го могут входить различные специалисты и представители общественных организаций. На небольших объектах отделы ГО комплектуются из штатных работников и должностных лиц, не освобожденных от их основных обязанностей.
Должность начальника отдела ГО объекта обычно предусмотрена в штатном расписании предприятия. Являясь первым заместителем начальника ГО объекта, начальник отдела имеет право от его имени отдавать приказы и распоряжения. Он организует устойчивое управление и надёжно действующую систему оповещения, разведку, текущее и перспективное планирование, боевую подготовку личного состава формирований, осуществляет контроль над выполнением всех мероприятий ГО.
Для решения возлагаемых на ГО задач, на располагающих соответствующей базой объектах создаются следующие службы: оповещения и связи, охраны общественного порядка, противопожарная, медицинская, аварийно-техническая, убежищ и укрытий, энергетики и светомаскировки, радиационной и химической защиты, материально - технического снабжения, транспорта и др.
В данном разделе были рассмотрены вопросы безопасности жизнедеятельности и основ промышленной экологии на предприятии. Дана общая характеристика предприятия. Рассмотрены вредные и опасные факторы, возникающие при работе технологического оборудования и определены допустимые значения вредных и опасных факторов влияющих на человека.
Рассмотрены мероприятия по чрезвычайным ситуациям, пожарной безопасности, спасательных работ. В первую очередь в плане необходимо предусматривать работы, направленные на прекращение воздействия внешнего фактора на объект, локализацию очага поражения, постановку средств, препятствующих распространению опасности по территории объекта.
Номинальный ток предохранителя должен составлять 72А, это значение выбрано правильно т.к. значение однофазного короткого замыкания будет составлять 126А что превышает наименьшее допустимое по условиям срабатывания защиты.
Расчет экономической эффективности проекта автоматизации разгрузочно-загрузочных операций за счет оснащения участка промышленным портальным роботом
Суть проекта и исходные данные для расчета.
В данном проекте осуществляется автоматизация процесса разгрузки и загрузки деталей, осуществляемого до внедрения проекта рабочим-станочником, за счет оснащения участка, состоящего из трех станков с ЧПУ промышленным портальным роботом и установки дополнительных устройств электроавтоматики (датчиков, ЭВМ).
Автоматизация отдельных операций в процессе обработки деталей позволит снизить затраты на производство деталей за счет уменьшения времени обработки детали; уменьшить процент брака, повысить производительность изготовления деталей.
Экономическая эффективность создания оптимальной САУ определяется посредством разностного подхода на основе сравнительной оценки базового варианта и проектного.
процесс оценки эффективности осуществляется в следующей последовательности:
оценка необходимых инвестиционных затрат на реализацию проекта;
оценка получаемой экономии производственных затрат от реализации проекта;
планирование денежного потока с использованием разностного подхода;
расчет показателей эффективности проекта.
Срок жизни проекта составляет 5 лет, что обусловлено сроком предполагаемого использования результатов проекта без существенных изменений.
Соответствующие исходные данные для расчета по базовому и проектному вариантам представлены в таблице 2.6.
Рассчитаем инвестиционные затраты на реализацию проекта. Инвестиционные затраты связаны с приобретением необходимого для реализации проекта движимого и недвижимого имущества, нематериальных активов, осуществлением НИОКР, проектных работ, пусконаладочных работ и т.п.
Состав инвестиционных затрат для реализации нашего проекта представлен в таблице 18.
Таблица 18
| Наименование данных |
характеристика |
| Базовый вариант |
Проектный вариант |
| Годовая программа производства деталей Вг
, шт. - год |
100000 |
100000 |
| Коэффициент сменности, kсм
|
3 |
3 |
| Штучное время обработки детали (tшт
), мин |
25,3 |
18,25 |
| Коэффициент, учитывающий приработок рабочих ά |
1,4 |
1,4 |
| Коэффициент, учитывающий отчисления в фонд соц. страхования (для машиностроительной отрасли) |
1,272 |
1,272 |
| Коэффициент, учитывающий численность бригады βо
|
20 |
1 |
| Первоначальная (восстановительная) стоимость Кот
, руб/ед. |
35120000 |
11505450
|
| Количество технологического оборудования О |
26 |
10 |
| Коэффициент занятости технологического оборудования μо
|
1 |
1 |
| Норма годовых автоматизированных отчислений по оборудованию А, % |
10 |
10 |
Затраты на ремонт оборудования
Ср
%
|
1,6 |
1,6 |
| Годовой расход силовой электроэнергии Эс,
кВт*ч/год |
416000 |
144000 |
| Стоимость 1 кВт*ч электроэнергии Цэ
, руб. / кВт*ч |
1,65 |
1,65 |
| Суммарная установленная мощность оборудования Nyi
, кВт |
130 |
46,2 |
| Коэффициент спроса электроэнергии Кспр
|
0,5 |
0,5 |
| Процент брака, КБ
|
0,12 |
0,03 |
| Продолжение таблицы 18 |
| Наименование данных |
Базовый вариант |
Проектный вариант |
| Затраты на смазочно-обдирочные материалы СВ
, руб/год. шт. |
150000 |
110 000 |
| Затраты на приспособления, Сп, руб/год |
250000 |
150000 |
| Площадь занимаемая оборудованием SO
, м2
|
468 |
162 |
| Коэффициент занятости площади μS
|
0,83 |
0,83 |
| Годовые расходы на содержание помещения СКГ
, руб. / (м2
*год) |
170 |
170 |
| Коэффициент учитывающий прочие цеховые расходы КПРЦ
|
0,25 |
0,25 |
Состав инвестиционных затрат на реализацию проекта на таблице 19
Таблица 19
| Статьи затрат |
Сумма, руб. |
| Промышленные роботы манипуляторы |
2750000 |
| Станки с ЧПУ |
8150000 |
| Схват |
60000 |
| Комплект радиодеталей |
50 000 |
| Разработка схемы |
65 00 |
| Монтаж оборудования (3% от стоимости оборудования) |
330300
|
| Пусконаладочные работы (1,5% от стоимости оборудования) |
165150
|
| ИТОГО инвестиционных затрат |
11505450
|
Допускается такие затраты, как монтаж, пусконаладочные работы, транспортировка и т.п., устанавливать в процентах от покупной стоимости оборудования. Соответствующие пропорции определяются по данным предприятия (на основе принятых нормативов или по итогам аналогичных осуществленных затрат).
Технологическая себестоимость изготовления изделий определяется по формуле:
СТi=Cзпi+Соi+Соснi+Скi+Спi+Сомi, (14)
где СТi - технологическая себестоимость производства одного изделии, руб. /шт
Cзпi - заработная плата основных и вспомогательных рабочих (с отчислениями), приходящая на изделие при выполнении i-й операции;
Соi Соснi - затраты по эксплуатации оборудования, оснастки, приходящее на изделие при выполнении i-й операции;
Скi - затраты по использованию производственного здания, приходящее на изделие при выполнении i-й операции;
Спi - прочие цеховые расходы, приходящие на изделие при выполнении i-й операции.
СОМi - затраты на основной материал приходящееся на изделие при выполнении i-й операции.
Заработная плата (с отчислениями), приходящаяся на изделие по операции:
Сзпi=Сзоi+Сзвi+Сзиi, (15)
где Сзоi, Сзвi - заработная плата основных и вспомогательных рабочих (с отчислениями), приходящее на изделие при выполнении i-й операции, руб. /шт.
Сзиi - заработная плата инженерно-технических работников, связанных с выполнением i-й операции, руб. /шт.
В рамках данного проекта оборудование 1 инженер. Он является основным рабочим. Поэтому необходимо рассчитать заработную плату основных рабочих, т.е. СЗП=СЗОi
Заработная плата основных рабочих по операции определяется по формуле:
 , (16) , (16)
По базовому варианту:
Cб
ЗПi
= 32,70*1.4*1.1*1.272*25,3/60*2=54 (руб. /шт.)
По проектному варианту:
Cп
ЗПi
= 32,7*1,4*1,1*1,272*18,2/60*1=19,4 (руб. /шт.)
Затраты на эксплуатацию оборудования определяются по формуле:
 , (17) , (17)
где САi
-
амортизационные отчисления по оборудованию, в расчете на изделие при выполнении i-операции;
СРi
, СЭi
, СВ
i
- затраты на ремонт оборудования, энергию, смазочно-обдирочные материалы.
Амортизационныеотчисления (САi)
в расчете не включаются в себестоимость на данном этапе. Целесообразно считать прирост амортизационных отчислений в связи с приростом стоимости основных фондов в процессе технического оснащения участка в расчете на всю программу выпуска, что будет осуществлено позже.
Затраты на ремонт оборудования охватывают затраты на все виды ремонтов (капитальный, текущий и другие), на осмотры и все виды межремонтного обслуживания, включая расходы на материалы, энергию, оплату труда ремонтных рабочих отчислениями и прочие необходимые расходы. Данные затраты определяются по нормативам затрат, установленным самим предприятием исходя из плановой сметы соответствующих затрат; по аналогии с уровнем затрат, осуществленных в прошлых периодах или на аналогичных производствах; или исходя из установленного процента от первоначальной стоимости ОПФ.
Для данного расчета затраты на ремонт оборудования составляют 1,6% от первоначальной стоимости оборудования:
 (18) (18)
С'
Pi
=  , руб. /шт. , руб. /шт.
С''
Pi
=  , руб. /шт. , руб. /шт.
Затраты на электроэнергию определяется по формуле:
 , (19) , (19)
где СЭСi
- затраты на силовую электроэнергию, приходящиеся на изделие при выполнении i-й операции;
СЭТi -
затраты на технологическую электроэнергию, приходящиеся на изделие при выполнении i-й операции;
Затраты на силовую электроэнергию определяется по формуле:
 , (20) , (20)
Сб
ЭС
i
=  (руб. /шт.) (руб. /шт.)
Сп
ЭС
i
=  (руб. /шт.) (руб. /шт.)
Затраты на технологическую электроэнергию формуле:
 , (21) , (21)
Сб
ЭТ
i
=  (руб. /шт.) (руб. /шт.)
Сп
ЭТ
i
= (руб. /шт.)
Итого затраты на электроэнергию:
Сб
Э
= 6,8+0,495=7,2 (руб. /шт.)
Сп
Э
= 2,3+0,495=2,8 (руб. /шт.)
Затраты на смазочно-обдирочные материалы включают затраты на охлаждающие жидкости, производственную воду, и другие вспомогательные материалы:
 , (22) , (22)
Сб
В
i
=  , (руб. /шт.). , (руб. /шт.).
Сп
В
i
=  , (руб. /шт.). , (руб. /шт.).
В итоге рассчитываем затраты на эксплуатацию оборудования:
Сб
О
i
= 5,6+7,2+39=51,8 (руб. /шт.)
Сп
О
i
= 7, 19+2,8+11=21 (руб. /шт.)
Затраты по оснастке включают затраты на приспособления определяется по формуле:
СОСН
i
= , (23) , (23)
Сб
ОСН
i
=  , (руб. /шт.) , (руб. /шт.)
Сп
ОСН
i
= , (руб. /шт.) , (руб. /шт.)
Затраты на содержание помещения включают амортизационные отчисления, ремонт, отопление, освещение.
 , (24) , (24)
Сб
К
i
= (руб. /шт.) (руб. /шт.)
Сп
К
i
= (руб. /шт.) (руб. /шт.)
Прочие цеховые затраты включают расходы по охране труда и технике безопасности, канцелярские расходы, содержание прочего цехового персонала, аппарата управления и др.
Они устанавливаются исходя из норматива, установленного на конкретном предприятии. В рамках данного расчета примем уровень прочих цеховых затрат пропорционально сумме затрат на заработную плату и затрат определяется по формуле:
 , (25) , (25)
Сб
П
i
= (32,70*25,3/60*2+51,8) *0.25=19,8 руб. /шт.
СП
П
i
= (32,70*18,25/60*1+15,6) *0.25=8,8 руб. /шт.
Затраты на основные материалы определяются по следующей формуле:
 , (26) , (26)
где СОМ
- затраты на основные материалы, руб. /шт
МЗ
- масса заготовки, в кг. МЗ=8,5 кг;
СМ
- стоимость 1 кг материалов, в руб. См=12 руб/кг;
СOТХ
- стоимость 1 кг отходов, в руб. См=1,8 руб. /кг;
KБ -
коэффициент брака.
СБ
ОМ
= 19,6* (12-1,8) * (1+0,12) =223,9 (руб. /шт.)
СП
ОМ
= 19,6* (12-1,8) * (1+0,03) =205,9 (руб. /шт.)
Определим полную технологическую себестоимость операции изготовления изделия по базовому и проектируемому вариантам:
СБ
Т
i
= 54+51,8+2,5+0,66+19,8+223,9=315,06 (руб. /шт.)
СП
Т
i
= 19,4+21+1,5+0,22+10,2+205,9=258,22 (руб. /шт.)
Текущие затраты на годовую программу представлены в таблице 20
Таблица 20
| Наименование затрат |
Базовый вариант |
Проектный
вариант
|
экономия
(перерасход) затрат (+,-)
|
| руб. /шт. |
руб. /год |
руб. /шт. |
руб. /год |
руб. /шт. |
руб. /год |
| Зарплата основных рабочих СЗО
|
54 |
5400000 |
19,4 |
1940000 |
34,6 |
3460000 |
| Наименование затрат |
Базовый вариант |
Проектный
вариант
|
экономия
(перерасход) затрат (+,-)
|
| руб. /шт. |
руб. /год |
руб. /шт. |
руб. /год |
руб. /шт. |
руб. /год |
| Затраты на ремонт оборудования СР
|
5,6 |
560000 |
1,8 |
180000 |
3,8 |
380000 |
| Затраты на электроэнергию СЭ
|
6,8 |
680000 |
2,3 |
230000 |
4,5 |
450000 |
| Затраты на смазочно-обдирочные материалы СВ
|
39 |
3900000 |
11 |
1100000 |
28 |
2800000 |
| Затраты на эксплуатацию оборудования Со |
51,8 |
5180000 |
15,6 |
1560000 |
36,2 |
3620000 |
| Затраты по оснастке СОСН
|
2,5 |
250000 |
1,5 |
150000 |
1 |
100000 |
| Затраты по использованию производственного здания Ск |
0,66 |
66000 |
0,22 |
622000 |
0,44 |
44000 |
| Прочие цеховые расходы СП
|
19,8 |
1980000 |
8,8 |
880000 |
11 |
1100000 |
| Затраты на основные материалы СОМ
|
223,4 |
22340000 |
205,9 |
20590000 |
17,5 |
1750000 |
| Амортизация оборудования |
5,85 |
585450 |
37,47 |
3747120 |
31,6167 |
3161670 |
| Полная технологическая себестоимость |
358,01 |
35801450 |
288,89 |
28889120 |
69,12 |
6312330 |
Экономическим эффектом от реализации проекта является снижение себестоимости производства детали.
Для планирования денежного потока в данном случае используется разностный подход, в рамках которого учитываются все изменения в затратах на производство и экономия затрат. Инвестиционные затраты должны возмещаться за счет получаемой в результате реализации проекта экономии текущих затрат. Экономия текущих затрат рассматривается как дополнительный источник дохода и поэтому подлежит налогообложению.
Планирование денежных потоков и расчет показателей эффективности осуществляются по формулам (9) - (12).
Срок жизни проекта составляет 5 лет, что обусловлено планируемым сроком использования результатов проекта без каких-либо существенных изменений.
Шаг расчета составляет 1 год.
Приток средств в проект формируется из разницы (экономии) затрат на производство по проектному и базовому варианту. Экономия затрат рассчитывается по формуле
 (27) (27)
Годовая экономия затрат составила 6312330 руб.
Отток средств формируется из следующих статей: инвестиционные затраты, налог на имущество и прибыль.
Суммарные инвестиционные затраты. - 11505450
руб. Инвестиционные затраты осуществляются в начальный момент времени t0
.
Поскольку в проекте осуществляется приобретение основных фондов, происходит прирост амортизируемой стоимости оборудования, и необходимо учесть соответствующие изменения величины амортизационных отчислений, а также налога на имущество.
Амортизация начисляется от первоначальной стоимости приобретаемого оборудования. Первоначальная стоимость по правилам бухгалтерского учета включает стоимость купли-продажи по контракту, затраты на транспортировку, хранение в пути, монтаж, пусконаладочные работы и др. То есть сумма инвестиционных затрат в данном проекте подлежит амортизации. Нормы годовых амортизационных отчислений по данной группе оборудования - 10%. Метод начисления амортизации - линейный.
Налог на имущество рассчитывается по формуле (28) от среднегодовой стоимости имущества, ставка 2,2%:
 (28) (28)
Расчет амортизации и налога на имущество представлен в таблице 21
Таблице 21
Стоимость на нач. года
Сн
|
Стоимость на кон. года
Ск
|
Амортиз. отчисления
10%
|
Среднегодовая стоимость оборудования
|
Налог на имущество |
| 1 |
11505450 |
10354905 |
1150545 |
10930178 |
240463,91 |
| 2 |
10354905 |
9204360 |
1150545 |
9779632,5 |
215151,92 |
| 3 |
9204360 |
8053815 |
1150545 |
8629087,5 |
189839,93 |
| 4 |
8053815 |
6903270 |
1150545 |
7478542,5 |
164527,94 |
| 5 |
6903270 |
5752725 |
1150545 |
6327997,5 |
139215,95 |
Налог на прибыль рассчитывается по формуле:
 (29) (29)
Денежный поток от операционной деятельности формируется по следующей формуле:
 . (30) . (30)
Для дисконтирования денежных потоков ставка дисконта установлена на уровне средней доходности по депозитным вкладам в коммерческих банках высокой степени надежности и составляет 7,5%. Ставка на риск не корректируется, поскольку проект имеет высокую степень надежности, риск по проекту минимален.
Планирование денежных потоков представлено в таблице 22
Таблица 22
| Статья |
0 |
1 |
2 |
3 |
4 |
5 |
| I. Инвестиционные затраты (I) |
11505450 |
| II. Операционная деятель-сть |
Экономия затрат
(С0
-С1
)
|
6312330 |
6312330 |
6312330 |
6312330 |
6312330 |
| Амортизационные отчисления по приобретенным основным фондам (ΔА) |
1150545 |
1150545 |
1150545 |
1150545 |
1150545 |
| Статья |
0 |
1 |
2 |
3 |
4 |
5 |
| Налог на имущество по приобретаемому оборудованию (ΔНи) |
240463,91 |
215151,92 |
189839,93 |
164527,94 |
139215,95 |
| Налог на прибыль (в части экономии затрат) (ΔНп) |
984264,2 |
989326,62 |
994389,02 |
999451,41 |
1004513,8 |
| Чистая прибыль (как результат экономии) (ΔЧП) |
3937057 |
3957306,5 |
3977556,1 |
3997805,7 |
4018055,2 |
| III. Эффективность проекта |
| чистый денежный поток от операционной деятельности |
-11505450 |
5087602 |
5107851,5 |
5128101,1 |
5148350,7 |
5168600,2 |
| - чистый денежный поток проекта (NCF) |
-11505450 |
5087602 |
5107851,5 |
5128101,1 |
5148350,7 |
5168600,2 |
| - чистый денежный поток проекта кумулятивный |
-11505450 |
-6417848,1 |
-1309996,66 |
3818104,404 |
8966455,056 |
14135055
|
| -коэффициент дисконтирования (Е=7,5%) |
1,000 |
0,925 |
0,857 |
0,793 |
0,735 |
0,68 |
| дисконтированный денежный поток |
-11505450 |
4706032 |
4377428,7 |
4066584,1 |
3784037,7 |
3514648,2 |
| дисконтированный денежный поток кумулятивный |
-11505450 |
-6799418 |
-2421989,6 |
1644594,6 |
5428632,3 |
1913984,1
|
Чистый доход проекта составит по формуле:
 (руб.). (31) (руб.). (31)
Чистый дисконтированный доход проекта рассчитывается по формуле (32) и составит:
 (32) (32)
Рентабельность инвестиций рассчитывается по формуле:
 (33) (33)
Внутренняя норма доходности может быть определена по формуле (32). Для получения отрицательного значения ЧДД норма дисконта была увеличена, отрицательное значение ЧДД составило:
 = 370385,9 = 370385,9
Используя (16) рассчитаем:
 (34) (34)
Срок окупаемости определим в соответствии с формулой (17), только для дисконтированных денежных потоков. Таким образом, дисконтированный срок окупаемости составит:

Таким образом, проект автоматизации выполняемых операций за счет оснащения участка промышленным портальным роботом является эффективным. Проект направлен на снижение себестоимости производства, увеличение производительности и снижение процента брака.
Проект позволяет получить существенную экономию по затратам за счет прежде всего снижения штучного времени обработки детали, а также за счет трудоемкости ее изготовления. Чистый дисконтированный доход проекта составил руб. Срок окупаемости проекта составил 2 года, рентабельность инвестиционных затрат 2,07, внутренняя норма доходности 11%.
Целью дипломного проекта является повышение технико-экономических показателей производства и качества выпускаемой продукции за счет создания автоматизированной системы управления процессом производства конической шестерни среднего и заднего моста.
Данная работа была посвящена автоматизации автоматической линии.
Цели и задачи, решаемые при разработке автоматической линии достигнуты.
Разработаны устройства ориентации и транспортная система, которые предусматривают автоматически ориентацию заготовки и транспортировка заготовки. В линию внедрены промышленные роботы, для загрузки-выгрузки станков. Для управления всей системой разработана система управления на базе промышленного контроллера MITSUBISHI ELECTRIC MELSEC FX3U.
1. В.А. Горохов "Проектирование и расчет приспособлений", Минск "Вышэйшая школа", 1986.
2. А.К. Горошкин "Приспособления для металлорежущих станков" справочник, издание седьмое, переработанное и дополненное, Москва "Машиностроение", 1979.
3. Справочник технолога-машиностроителя в 2-х томах, том 2, четвертое издание, переработанное и дополненное. Под редакцией кандидатов технических наук А.Г. Косиловой и Р.К. Мещерякова, Москва "Машиностроение", 1986.
4. "Безопасность жизнедеятельности", Высшая школа, под общей редакцией д-ра техн. наук, проф. С.В. Белова. Издание третье, исправленное и дополненное. Москва "Высшая школа" 2001.
5. М.К. Полтев "Охрана труда в машиностроении", Москва "Высшая школа", 1980.
6. "Инструкция по охране труда. Общие требования безопасности. ИОТ 37.104.58.0001-2002", Набережные Челны, 2003
7. Бизнес план инвестиционного проекта. Практическое пособие / Под ред. Иванниковой И.А. - М.: "Экспертное бюро - М", 1997. - 112 с.
8. Методические рекомендации по оценке эффективности инвестиционных проектов: (Вторая редакция) / М-во экон. РФ, М-во фин. РФ, ГК по стр-ву, архит. и жил. политике; рук. авт. кол.: Коссов В.В., Ливщиц В.Н., Шахназарова А.Г. - М.: ОАО "НПО "Изд-во "Экономика", 2000. - 421. с.
9. Белов С.В., Ильницкая А.В., Козьяков А.Ф. и др. Безопасность жизнедеятельности. - Москва: Изд-во "Высшая школа", 1999. - 448с.
10. Федеральный закон Российской Федерации "Об основах охраны труда в РФ" от 17 июня 1999 г. № 181-ФЗ.
11. Федеральный закон Российской Федерации "Трудовой кодекс Российской Федерации" от 30 декабря 2001 г. № 197-ФЗ.
12. Постановление Правительства РФ "О нормативных правовых актах, содержащих государственные нормативные требования охраны труда" от 23 мая 2000 г. № 399.
13. Постановление главного санитарного врача РФ "О введении в действие санитарных правил СП 1.1.1058-01" от 13 июля 2001 г. № 18.
14. Охрана труда. Г.Ф. Денисенко. - М.: Высшая школа, 1985 - 319 с.
15. СанПиН 2.2.4.548-96. Гигиенические требования к микроклимату производственных помещений.
|