Введение
Технология - это совокупность сведений о различных физико-механических, химических и других способах обработки или переработки сырья, изготовления полуфабрикатов и изделий.
Первичным видом сырья в деревообработке являются круглые сортименты от лесозаготовительных производств - пиловочник, шпальник, балансы, дрова и т.п., на базе которых выделились специфичные производства - лесопиление, шпалопиление, производство фанеры, плит, спичек.
Вторичным видом сырья в деревообработке являются пиломатериалы, фанера, плиты, на базе которых выделились производства - мебельное, лыжное, тарное, а также производство столярно-строительных изделий и комплектов деревянных домов. Каждое из перечисленных производств является специфичным по присущей ему технологии и оборудованию. Многие из этих производств обеспечены справочной и нормативной литературой.
1. Задание
Наименование изделия: фасадные
Вид отделочного материала: полиуретановый
Вид подложки: натуральное дерево
Годовая программа: 1750 шт.
Категория отделки 1 по ОСТ 13-28-92.
2. Описание технологического процесса
Пиломатериал с влажностью 7% - 9 % поставляется в деревообрабатывающий цех, со склада сухого пиломатериала, с помощью автопогрузчика и укладывается на траверсную тележку. Для повышения основного показателя раскроя, полезного выхода, пиломатериала и требования по качеству к заготовкам, проводим индивидуальный способ раскроя. Используется пиломатериал, только, первого и второго сорта, комлевая часть, в которой наименьшее количество сучков. Полезный выход должен составлять, в среднем, 62-67% для хвойных пиломатериалов.
С траверсной тележки, доски, по штучно, перекладываются на рольганг, и по роликам, подводятся к торцовочному однопильному станку ЦПА – 40. Каждая доска, перед раскроем, рассматривается, оценивается по качеству и распиливается так, что бы получить максимальный качественный и полезный выход. В начале выпиливаются длинные и широкие заготовки, которые пойдут на вертикальные бруски (стоевые), а затем короткие и узкие, которые пойдут на поперечные бруски, горбыльки, филенку.
Пиломатериал раскраивается по длине на черновые заготовки, с припуском на дальнейшую обработку в размер (2100мм.). Все остальные доски, которые меньше (2100мм.) пойдут на заготовки горбыльков, горизонтальных брусков и филенку. Полученные заготовки, по размерам, складываются на подстопное место.
После проведения операции поперечного раскроя заготовки отправляются на операцию продольного раскроя. Данная операция выполняется при помощи станка для продольного раскроя пиломатериала ЦДК – 5. Раскрой пиломатериала происходит со скоростью 10м/мин. В станке может устанавливаться до 5 пил. На данном этапе механической обработки заготовкам придают заданные размеры по ширине(130мм.) для вертикальных и горизонтальных брусков, (50мм.) для горбыльков и филенки с оставлением определенных припусков на дальнейшую обработку. Следующим этапом механической обработки является создание базовых поверхностей заготовок.
На одностороннем фуговальном станке СФ – 4 заготовки подвергаются операции фугования, причем фугуют одну пласть и одну кромку каждой заготовки. Сначала создают базовую поверхность, по пласти, заготовки. Базовая поверхность получаются за несколько проходов через станок, скорость фугования 3-5 м/мин., толщина снимаемого слоя за один проход 2-3 мм. Поэтому сильно покоробленные заготовки обрабатываются до тех пор, пока отклонение от плоскости базовой поверхности не будет 0,2мм. Подача должна быть равномерной и с небольшим прижимом на заготовку, так как при сильном нажатии тонкие и длинные заготовки выпрямляются при обработке, а после снятия нагрузки кривизна восстанавливается. Создание второй базовой поверхности, по кромке, осуществляется при подаче заготовки по направляющей линейке, по которой скользит базовая пласть. Угол между направляющей линейкой и столом, фуговального станка, должен быть 90 градусов.
После того, как все заготовки прошли операцию фугования они отправляются на подстопное место около рейсмусового станка СР – 6 где они подвергнутся операции обработки в размер по сечению для получения чистовых размеров по ширине и толщине (120×40) для вертикальных и горизонтальных брусков, (42×40) для горбыльков и филенки. Обработка заготовок производится, сначала, по толщине, затем по ширине. Толщина снимаемого слоя 2-4мм., при скорости подачи равной 8-12м/мин. Чем меньше толщина снимаемого слоя и скорость подачи, тем лучше качество поверхности.
Далее заготовки, проходят операцию чистовой поперечный раскрой на торцовочно - позиционном станке Ц – 6 , по размерам. Стоевые торцуются в размер (2060×120мм.), а горбыльки и горизонтальные бруски с припуском по длине (5мм.) на дальнейшую фрезерную обработку.
По окончанию всех подготовительных операций начинается вторая механическая обработка.
На фрезерном станке ФСШ – 1А обрабатываем заготовки по торцам (обратный профиль). Для этого на станке предусмотрена передвижная каретка. После этой операции все горбыльки и горизонтальные бруски имеют конечный размер по длине (670; 470мм.) Крепление заготовки, на станке, осуществляется с помощью прижима (эксцентрика), который расположен на подвижной каретке. Фрезерование проходит без изменения ширины и толщины бруска. Скорость подачи, ручной, до (5м/мин.) и к концу обработки уменьшается почти до нуля. Чтобы не было сколов при выходе инструмента из заготовки.
Дальнейшая обработка заготовок, по ширине, происходит на таком же станке. На заготовках получается продольный профиль. Скорость подачи также до (5м/мин.)
Заготовки, проходя через станок, прижимаются к направляющей линейке, которая в зависимости от ширины детали крепится на столе станка. Со второй стороны, ставятся два прижима: мягкий и жесткий. Мягкий ставится перед фрезой, а жесткий после, что бы заготовка не могла перемещаться в горизонтальной плоскости, так же предусмотрен и верхний прижим. Готовые детали тщательно просматриваются и при необходимости шпатлюются, после чего складываются на тележку и отправляются на участок шлифовки.
Завершает технологический процесс операции контроль ОТК, маркировка, упаковка и отправка на склад, либо отправка потребителю.
Технологический процесс на участке отделки
Грунтование изделия методом налива прозрачной грунтовкой TU 20 на лаконаливной машине ЛМ-140.
После грунтовки укладывают на этажерки и отправляют в трехсекционную сушильную камеру для ускорения процесса отвердевания.
После сушки двери вручную шлифуют и отправляют на участок окраски для покрытия лаком. Нанесение лака осуществляется ручными краскораспылителеми КР-20 в водяных окрасочных кабинах ZincoveloZPGB.
Далее изделия отправляют повторно на сушку.
3. Характеристика лакокрасочного материала
деревообработка пиломатериал лесозаготовительный
Для отделки используем полиэфирный лак ПЭ-246.
Характеристика лака:
1. Состав: полуфабрикатный лак, отвердитель в соотношении 100:50.
2. Способ нанесения: наливом, окунанием, распылением.
3. Вязкость по В3-4, с: 45…55.
4. Содержание не летучих веществ, %: 47…49.
5. Растворитель DT 446
6. Температура отверждения, 0С: 18…22, 45…50.
7. Расход, г/м3: 100…150.
Шпатлевка «Шпакрэм-Д» (ТУ 2316-007-0-31953544-00) водоразбавляемая акриловая безусадочная для выравнивания и исправления дефектов обработки на поверхности деревянных изделий.
Технические характеристики
Цвет………………………………………белый или любой по запросу
Разбавитель…………………………………….вода, если потребуется
Расход…………………………………………………по необходимости
Содержание сухих веществ………………………………………72-77%
Толщина одного слоя:
мокрого……………………………………………………...около 150 мкм
сухого……………………………………………………………..50-75 мкм
Способность шлифоваться………………………………………...хорошая
Достоинства шпатлевки – влагостойкая, быстросохнущая, эластичная.
Полученное покрытие соответствует ОСТ 13-27-82 «Покрытие защитно-декоративное».
4. Вид отделки. Характеристика покрытия
Категория отделки 1 по ОСТ 13-28-92 не допускает дефекты поверхности.
Покрытие образовано полиуретановым лаком.
Покрытие гладкое.
Покрытие полуглянцевое.
Обозначение покрытия:
Лак ПЭ- 246-Б1-П.ВГ.5
где:;
246 – марка лака;
Б1 – 1 категория;
П – прозрачное;
ВГ – высокоглянцевое;
5 – средне тепло- и морозостойкое, средневодостойкое.
Структурная схема покрытия:
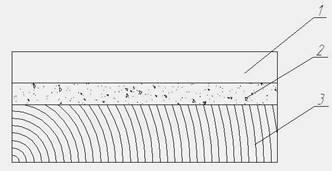
1- лак; 2 – прозрачный грунт; 3 – обрабатываемая поверхность.
Технологический процесс создания защитно-декоративного покрытия
Таблица 1
Последовательность операций технологического процесса
| № п/п |
Наименование операции |
Материалы |
Оборудование и приспособления |
| Подготовка поверхности |
| 1 |
Обессмоливание |
5%-й раствор кальцинированной соды |
рабочий стол, ветошь |
| 2 |
Сушка поверхности |
____ |
подстопное место под вытяжным зонтом |
| 3 |
Шлифование |
абразивный инструмент FlexifoamSoftPad № 280 |
рабочий стол |
| 4 |
Удаление пыли |
сжатый воздух |
пневмопистолет |
| 5 |
Местное шпатлевание |
шпатлевка «Шпакрэм-Д» |
рабочий стол, шпатель |
| 6 |
Сушка поверхности |
____ |
подстопное место под вытяжным зонтом |
| 7 |
Шлифование зашпатлеванных мест |
абразивный инструмент FlexifoamSoftPad № 220, № 280 |
рабочий стол |
| 8 |
Удаление пыли |
сжатый воздух |
пневмопистолет |
| 9 |
Грунтование |
грунтовка «Экогрунт-Антипайл» |
Распылительная кабина,
краскораспылитель
КРУ-1
|
| 10 |
Сушка поверхности |
____ |
подстопное место под вытяжным зонтом |
| 11 |
Шлифование |
абразивный инструмент FlexifoamSoftPad № 280 |
рабочий стол |
| 12 |
Удаление пыли |
сжатый воздух |
пневмопистолет |
| Лакирование |
| 1 |
Нанесение промежуточного слоя лака |
Лак |
Распылительная кабина,
краскораспылитель
КРУ-1
|
| 2 |
Сушка поверхности |
____ |
подстопное место под вытяжным зонтом |
| 3 |
Промежуточное шлифование |
абразивный инструмент FlexifoamSoftPad № 280 |
рабочий стол |
| 4 |
Удаление пыли |
сжатый воздух |
пневмопистолет |
| 5 |
Нанесение покровного слоя лака |
Лак |
Распылительная кабина,
краскораспылитель
КРУ-1
|
| 6 |
Сушка поверхности |
____ |
подстопное место под вытяжным зонтом |
| 7 |
Контроль качества |
____ |
рабочий стол |
| 8 |
Выдержка до упаковки не менее 24 часов |
____ |
подстопное место под вытяжным зонтом |
Описание технологического процесса на участке отделки
Технологический процесс начинается с подготовки поверхности изделий к нанесению лакокрасочного материала. В начале производится обессмоливание поверхности 5%-ым раствором кальцинированной соды на рабочем столе . Затем изделия при помощи ручных тележек откатываются на сушку под вытяжные зонты на один час. После чего тележки с высохшими изделиями поступают на участок шлифования для сошлифовывания поднявшегося ворса и удаления пыли воздухом из пневмопистолета. Изделия устанавливаются на рабочем столе и шлифуются вручную с помощью шлифовальных губок FlexifoamSoftPad. Далее изделия перекатывают к рабочему столу (1), где осуществляется местное шпатлевание дефектов обработки вручную, шпателем. Затем изделия снова сушатся в течение часа под вытяжными зонтами, шлифуются и обеспыливаются. После чего они при помощи ручных тележек перекатываются к распылительным кабинам (4), где изделие устанавливается на поворотном столе и производится перекрестное нанесение грунтовки с помощью краскораспылителей КРУ-1. После грунтования изделия на тележках снова закатываются под вытяжные зонты, где они сушатся в течение часа, затем тележки с изделиями поступают на участок шлифовки и обеспыливания.
После подготовки поверхностей изделий к лакированию осуществляется непосредственное нанесение промежуточного и покровного слоев лака. Загрунтованные изделия при помощи ручных тележек подкатываются к распылительным кабинам, где изделие устанавливается на поворотном столе и производится перекрестное нанесение лака с помощью краскораспылителей КРУ-1. Между лаконанесениями обязательна сушка изделий на тележках под вытяжными зонтами в течение часа, шлифование и удаление пыли.
По завершению отделки изделия на тележках перекатываются на подстопные места под вытяжные зонты для технологической выдержки до упаковки не менее чем на 24 часа.
5. Расчет расхода материалов
5.. Определение площади отделываемых поверхностей
 , м2 , м2
где: L – длина детали, м;
В – ширина детали, м;
m – количество одноименных деталей;
n – количество поверхностей детали, подлежащих отделки.
Результаты расчетов сведены в таблицу 1
Таблица 1. Расчет площади отделываемых поверхностей
Наименование
детали
|
Материал |
Колич. в изделии, m |
Размеры деталей в чистоте, мм. |
Количество поверхностей детали |
Площадь в изделии, м2 |
| Д |
Ш |
n |
S |
| Фасад 1 |
сосна |
2 |
2100 |
120 |
2 |
0,504 |
| Фасад 2 |
3 |
670 |
120 |
2 |
0,161 |
| Фасад 3 |
2 |
470 |
255 |
2 |
0,240 |
5.2 Определение расхода отделочных материалов
 ,кг ,кг
Результаты расчетов сведены в таблицу 2
Таблица 2. Расход лакокрасочного материала
Наименование
лкм
|
Категория покрытия |
Группа сложности |
Площадь изделия, м2 |
Расход
кг/м2
|
Расход на изделие, кг |
Расход на программу, кг |
| Лак |
1 |
2 |
0,97 |
0,055 |
0,053 |
795,0 |
| грунтовка |
1 |
2 |
0,97 |
0,05 |
0,049 |
727,5 |
Таблица 3. расход вспомогательных материалов
| Наименование операции |
Наименование материала |
Расход |
Расход на изделие |
Расход на программу, кг |
| Промывка оборудования |
Растворитель
ацетон
|
- |
- |
150 |
| Удаление пыли |
мешковина |
0,01
м2/м2
|
1,0 м2 |
15 м2 |
| Шлифование сухое |
Шкурка тканевая |
0,01
м2/м2
|
1,0 м2 |
15 м2 |
6. Расчет потребного количества оборудования
Расчет потребного количества оборудования производим исходя из расчета производительности оборудования и годовой программы выпуска изделия.
6.1 Производительность лаконаливной машины для грунтования
 , ,
где: П – производительность лаконаливной машины, шт/см.;
Тсм – продолжительность смены, мин;
U – скорость подачи, м/мин;
Км – коэффициент использования машинного времени;
Кd – коэффициент использования рабочего времени;
Z – число одновременно обрабатываемых изделий, шт;
L – длина обрабатываемого изделия, м;
S – расстояние между торцами деталей при подаче в станок, м;
M – число обрабатываемых сторон (кол-во проходов детали через станок).
 шт/см шт/см
6.2 Производительность сушильных камер:
 , ,
где: tц – продолжительность сушки покрытия, мин.
 шт/см шт/см
6.3 Производительность краскораспылителя для нанесения лака:
  шт/см шт/см
6.4 Время, необходимое для обработки одной детали
 , мин , мин
6.4.1 Время, необходимое для обработки одной детали для лаконаливной машины:
 мин мин
6.4.2 Время, необходимое для обработки одной детали для сушильной камеры:
 мин мин
6.4.3 Время, необходимое для обработки одной детали для краскораспылителя:
 мин мин
6.5 Затраты времени для обработки 1 изделия по каждой операции:
 , мин , мин
6.5.1 Для лаконаливной машины:
 мин мин
6.5.2 Для сушильной камеры:
 мин мин
6.5.3 Для краскораспылителя:
 мин мин
Результаты расчетов сведены в таблицу 4
| Оборудование |
Размеры,мм |
П, шт/см |
Нвр, мин |
Н1000вр, станко-час |
| длина |
ширина |
| ЛКМ |
2060 |
670 |
3434 |
0,14 |
2,36 |
| Сушильная камера |
2060 |
670 |
14,4 |
33,33 |
561,1 |
| Краскораспылитель |
2060 |
670 |
12,87 |
37,3 |
627,88 |
Таблица 5. Потребное количество оборудования.
| № п/п |
Наименование изделия |
Материал |
Количество |
Размеры, мм |
Оборудование |
| Д |
Ш |
Рабочий стол,
волосяная щетка
|
Лаконаливная машина ЛМ-140 |
Этажерка, сушильная камера трехсекционная |
Краскораспылитель КР-20 |
| Операция |
| Удаление пыли |
Грунтование прозрачным груном |
Сушка поверхностей |
Нанесение ПУ лака |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| 1 |
Сосна |
1 |
2060 |
670 |
2,36 |
561,1 |
627,88 |
| 2 |
Потребное количество станко-часов на 1000 изделий |
2,36 |
561,1 |
627,88 |
| 3 |
Потребное количество станко-часов на годовую программу |
35,4 |
8416,5 |
9418,2 |
| 4 |
Эффективный фонд времени работы оборудования в году, станко-часов |
1984 |
1984 |
1984 |
| 5 |
Расчетное количество станков |
0,018 |
4,24 |
4,75 |
| 6 |
Принятое количество станков |
1 |
5 |
5 |
| 7 |
Процент загрузки оборудования, % |
18,0 |
84,8 |
95,0 |
7. Экономическое обоснование
В результате проделанной работы была разработана конструкция и технологический процесс изготовления фасадов. Конструкция изделия современна и удобна для потребителя с точки зрения ее эргономических характеристик, а, следовательно, изделие является востребованным.
Спроектированный технологический процесс основан на рациональном выборе и комплексном использовании сырья. При соблюдении технологии производства обеспечивается необходимая прочность, надежность и долговечность изделия.
Внедрение новейших технологий, которые снижают себестоимость продукции, использования качественных, но недорогих материалов дают возможность увеличить рентабельность для данного вида деятельности. Т.о., можно сделать вывод, что воплощение данного проекта на практике целесообразно.
Список используемой литературы
1. Ветошкин Ю.И. Технология защитно-декоративных покрытий древесины и древесных материалов, 2007 г.
2. Бухтияров В.П. «Технология производства мебели». М. «Лесная промышленность», 1987 г.
3. Дополнительные материалы взяты с сайтов производителей оборудования.
|