| 1.
Вступ
В рішенні задач розвитку паливно-енергетичної бази ведуче місце відводиться нафтовій і газовій промисловості.
Для енергозабезпечення народного господарства України потрібно не менше, як 300 млн. тонн умовного палива. Самостійно свої потреби ми забезпечуємо на сьогодні десь близько до третини. Первинними джерелами енергії в Україні є вугілля, газ, нафта, уран і так звані відновлювальні джерела: енергія річок, вітру, сонця, гарячих джерел, відходів сільського господарства.
На даний час в Україні добувається близько 100 млн. енергетичного вугілля. Перспективні ресурси нафти в Україні оцінюються у 125 млн. тонн і щорічно ми зможемо добувати до 50 млн. тонн. В той же час наші нафтопереробні заводи мають можливість переробляти 62 млн. тонни нафти на рік. Проте глибина переробки сягає лише 50 відсотків, що робить нафтопереробні підприємства нерентабельними.
Україні володіє надзвичайно великими запасами вугілля. Тільки підготовлені до експлуатації родовища мають не менше ніж 10 млрд. тонн енергетичного вугілля. Ресурси України сягають 100 млрд. тонн. За інтенсивності видобутку до 240 млн. тонн на рік нам його вистачило б на 300–400 років.
Маємо величезні запаси вугілля і великі запаси урану, що дає можливість розвивати екологічно чисту національну енергетику і в майбутньому повністю забезпечити себе електроенергією. З кожним роком нафтодобувна промисловість оснащується новим більш досконалим обладнанням. Ряд бурових управлінь приступило до розробки глибоких нафтових покладів, що потребує міцного бурового інструменту. Тому системою ППР передбачається проведення поточного і капітального ремонту обладнання в залежності від об’єму складності ремонтних робіт.
Поточний ремонт – це мінімальний по об’єму плановий ремонт при допомозі якого бурові насоси підтримуються в робочому стані. Він виконується безпосередньо на місці установки. При поточному ремонті бурових насосів проводяться такі роботи:
– перевіряється швидкозношуючі деталі;
– замінюється при необхідності змазка;
– усувається дефекти, що не потребують розборки складних вузлів.
Капітальний ремонт – найбільш складний і трудомісткий вид планового ремонту при якому проводиться повна розборка бурових насосів з послідуючим ремонтом або заміни всіх зношених вузлів або деталей. Капітальний ремонт, як правило здійснюється на ремонтних заводах, а при необхідності виконується силами ремонтних баз або майстерень. Для підтримання бурових насосів в постійному технічному стані і експлуатаційної готовності, а також з метою запобігання аварій і поломок існує служба технічного обслуговування.
На Дрогобицькому машинобудівному завод проводять виготовлення деталей нафтопромислового обладнання, сюди відноситься сідло клапана і тарілка бурового насосу. Деталі випускаються серійно, партіями по договору з базовими підприємствами. Технологічний процес виготовлення постійно оновлюється в зв’язку з приміненнями верстатів з ЧПУ, що дає можливість значно скоротити час на обробку і одержати низьку собівартість виготовлення.
Продукція Дрогобицького машинобудівного заводу користується великим попитом в межах України, а також за її межами.
2. Вихідні дані
2.1 Конструкція і технічні дані насосу
Буровий насос УНБ – 600 призначений для нагнітання глинистого розчину в свердловину при її бурінні, з метою виносу із свердловини розбуреної породи.
Технічна характеристика насоса
| Хід поршня, мм
|
400
|
| Діаметр штока поршня, мм
|
70
|
| Потужність, кВт
|
600
|
| Корисна потужність, кВт
|
475
|
| Мінімальне число хвойних ходів, с-1
ход/хв
|
1,083 (65)
|
| Тип передачі
|
циліндрична косозуба
|
| Передаточне число
|
4,92
|
| Тип клапана
|
тарільчатий
|
| Розміри посадочного конуса гідрокоробки:
діаметр, мм
конусність
|
186,85 0,2 0,2
1:6
|
| Розміри посадочного кільця трансмісійного валу, мм:
довжина, мм
шпонка
|
407
45 25360 25360
|
| Число клинових ремнів Д
|
1
|
| Запобіжний клапан
|
мембранний
|
| Максимальний робочий тиск рідини,Мпа (кгс/см2
)
|
25,0 (250)
|
| Маса не більше, кг
|
25450
|
Поршневий привідний горизонтальний, 2х
циліндровий, двойної дії, буровий насос УНБ –600 складається з двох основних частин: гідравлічної частини і привідної.
Гідравлічна частина насоса складається із двох литих гідравлічних коробок з’єднаних між собою знизу приймальною коробкою, а зверху корпусом на якому встановлюється запобіжний клапан жорстко з’єднані з останньою.
Клапанні коробки.
В клапанну коробку вставляються змінні циліндрові втулки. Поршні складаються з сердечників і навулканізованих на них гумових манжет, що здійснюють ущільнення поршнів. Поршні закріпленні на штоках на конусній насадці і закріплені корончатими гайками. Стальне сідло клапанів запресоване в конічних гніздах клапанних коробок. Для забезпечення своєчасного закриття клапанів тарілки притискаються до сідел пружинами. Клапанні коробки закриті кришками з гумовими самоущільнюючими манжетами. Кришки закріплені з допомогою різьбових шпильок.
В нижній часині клапанні коробки з’єднані між собою приймальним колектором зварної конструкції, що являється також і всмоктуючим клапаном. На клапанних коробках встановлені повітряний нагнітальний клапан з фланцем для трійника під запобіжний трубопровід. У випадку перевищення тиску в насосі зверх встановленого, збільшується зусилля, що діє на поршень, зрізує запобіжну шпильку і поршень викидається із гнізда, тим самим відкриваючи вихідний отвір для рідини.
Станина являється основною для приводної частини, виготовляється із чавунного лиття і має направляючі паралелі для крейцкопфів
, гнізда роликопідшипників для корінного і трансмісійного валів, картер для масляної ванни в якій поміщаються зубчасті колеса.
Трансмісійний вал обертається на конічних роликопідшипниках. Один кінець трансмісійного вала, що виходить із станини на ліву сторону, виконаний корпусним і призначений для установки на ньому клиноремінного шківа.
Трансмісійний вал передає обертання головному валу за допомогою косозубої передачі. Ведуча шестерня виготовляється заодно ціле з трансмісійним валом, а ведена шестерня з корінним валом. Рух від корінного вала передається шатунами крейцкопфу. Крейцкопф виготовляється з стального лиття з чавунними накладками.
Зверху станина закрита стального кришкою, в якій міститься люк для заливки масла в картер насоса і для перевірки стану зубчатої передачі. Змазка всіх деталей механізму приводної частини проводиться маслом, що заливається в ванну картера станини.
2.2 Технологічний аналіз конструкції
Тарілка клапана являється деталлю бурового насоса. По технологічності виготовлення конфігурація деталі не складна, заготовку деталі можна виконувати методом штамповки по конфігурації близької до деталі.
У самої деталі чистота поверхні і точність виготовлення не завищені.
Для виготовлення деталі, розміри заготовки повинні знаходитися в границях допустимих припусків на обробку.
Деталь можна обробляти на багато різцевих верстатах, що дає можливість проводити процес обробки за більш короткий час, підвищити продуктивність праці і економічність виготовлення.
Обробка проводиться недорогим стандартизованим інструментом.
Для вимірювання оброблюваних поверхень застосовується універсальні інструменти, що дає велику продуктивність при контролі і вимірюванні.
2.3 Вибір типу виробництва
Тип виробництва визначається номенклатурою, програмою випуску і трудомісткістю деталей.
Тип виробництва визначається із умови маси деталі і річної програми випуску.
Так, як маса деталі Мg
= 0,88
кг, а річна програма N = 270000 шт, то і виробництво буде масовим. Для масового виробництва характерний випуск деталі безперервно, через визначений такт.
Величину такту визначають по формулі:
 хв., де хв., де
Fд
= Fн·K – дійсний фонд роботи обладнання в год.,
Fн
– номінальний фонд роботи обладнання в год.;
Fн
= 2094 год.
К – коефіцієнт простого верстатів К = 0,97
n – кількість змін n = 2.
 хв. хв.
Розрахунок коефіцієнти закріплення операцій Кз.о
по попередньо розробленому технологічному процесу для масового виробництва.
На дільниці з 14 – верстатів різних типів Ср.г.к,
Срсв
і т.д. рівномірно на протязі місяця оброблюється 12 типорозмірів деталей (mg
1
=mg
2
=mg
9
=9) при слідуючій кількості закріплених за ними операцій
| ср ток
=3
|
mод.ток
=2
|
ср рев
=2
|
mод.рев
=1
|
| ср
c
в
=2
|
mод.св
=1
|
ср шл
=3
|
mод.шл
=2
|
| ср фр
=4
|
mод.фр
=3
|
Тоді коефіцієнт закріплення операції буде дорівнювати
 , де: , де:
Ср
– число робочих місць (верстатів) на яких виконуються ці операції;
Ср2
– число верстатів одного найменування;
mд2
– кількість найменувань (типорозмірів);
mод.і
– кількість операцій, що закріплюється за одним верстатом при обробці деталей одного найменування;

Згідно коефіцієнта закріплення операції приймаємо виробництво середньосерійне, при якому Кз.о
=10–20.
2.4 Вибір заготовки
Вид заготовки в значній степені впливає на характер технологічного процесу механічної обробки деталі. Від величини припуска на механічну обробку залежить собівартість механічної обробки.
Чим більша заготовка по формі і розмірах готової деталі, тим менше потрібно затрат на її обробку.
Найбільший вплив на вибір виду заготовки має матеріал, розміри і форма деталі, тип виробництва. Із застосованих в машинобудуванні заготовок (прокат, відливка і поковки) в якості заготовки тарілки, враховуючи, що матеріал тарелі сталь 45ХН ГОСТ 4543–71, тип виробництва – середньосерійний, приймаємо заготовку із прокату.
Діаметр заготовки – 93 мм.
2.5 Розрахунок маси заготовки і коефіцієнт використання металу
Масу заготовки визначають по формулі:
m3
= V· , де , де
– щільність сталі:
= 7,85 кг/дм3
mзаг
= m1
+m2
+m3
+m4
+m5

mзаг
=1,6 кг.
Коефіцієнт використання металу визначаємо з відношення маси деталі до маси вихідної заготовки.

Відносно високе значення коефіцієнта свідчить про правильний вибір виду заготовки з точки зору корисного використання металу.
2.6 Економічне обґрунтування вибору заготовки
Для того, щоб вибрати економічно вигідний варіант заготовки, необхідно визначити технологічну собівартість заготовки по двох варіантах.
Технологічна собівартість визначається по формулі:
  грн. (6). грн. (6).
Q–маса заготовки, кг
S–ціна 1 т матеріалу заготовки, грн
Д–маса готової деталі, кг
S від х- ціна 1 т відходів, грн.
I варіант – заготовка – прокат
Q=1,60 кг S=3600; д=0,88 кг Sвід х=500грн
II варіант –заготовка – поковка
Q=1,60 кг S=3950грн; д=0,88 кг Sвід х=540 грн
Сзаг
I
= грн
грн
Cзаг
II
= грн.
грн.
Так, як по ІI варіанту собівартість нижча, то цей варіант більш вигідний.
Механічні властивості сталі 45ХН ГОСТ4543–71
Границя міцності Gвр
=610н/м3
м2
Границя текучості Gт
=450 МПа/м2
Питоме видовження  =16% =16%
Питоме звуження 
Ударна в’язкість dn
= 5кг/см2
Твердість по Брінелю НВ=197мн/м2
3. Технологічний розділ.
3.1 Розробка технологічного процесу виготовлення деталі
Проектуючий технологічний процес виготовлення штока насоса.
| № оп.
|
№ перех
|
Найменування і зміст операції
|
Обладнання
|
Пристрої
|
| 010
|
Фрезерно-центрувальна
|
Фрезерно-центрувальна
МР–73
|
Фр. пристрій
|
| 1
|
Встановити і зняти деталь
|
| 2
|
Фрезерувати торці в розм. 1352+4,0
|
| 3
|
Свердлити центрувальні отвори торцях 6,3 мм.
|
| 020
|
Фрезерна
|
Верстат фрезерний 6Р13
|
Фрез.пристрій
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Фрезерувати 3 лиски в розм.. 80±0,5 мм
|
| 030
|
Токарна
|
Ток.–гвин.верст. мод.1М63
|
3-х кул. патрон
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Точити поверхню Æ70–0,6
на l
=102±0.5 мм
|
| 3.
|
Точити поверхню Æ74–0,6
на l
=108±0.5 мм
|
| 4.
|
Точити поверхню Æ78–0,6
на l
=30±0.3 мм
|
| 040
|
Токарна
|
| 1.
|
Встановити і зняти деталь
|
Ток.–гвин. з ЧПУ мод. 1Б732Ф3
|
3-х кул.патрон
|
| 2.
|
Точити поверхню Æ69,5–0,6
по l
=230±0.5 мм
|
| 3.
|
Æ70,3  по l
=16±0.2 мм по l
=16±0.2 мм
|
| 4.
|
Æ71,0–0,25
по l
=63,0±1.0 мм
|
| 5.
|
Æ68,5–0,6
по
l
=16,5±0.5 мм
|
| 050
|
Фрезерна
|
Вертик.фр.мод.6113
|
Фр. пристрій
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Фрезерувати лиски в розмір 50±0,3 мм
|
| 060
|
Токарно-гвинторізна
|
Ток.гвин. мод.1М63
|
3-х кул.патрон
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Точити конічну поверхню D1:24 по дов.108±0,5
|
| 3.
|
Нарізати різьбу М64·3–6д
|
| 070
|
Токарно-гвинторізна
|
Ток.–гвинт. мод. 1М63
|
З-х кул. патрон
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Точити поверхню і нарізати різьбу М68·4–6д
|
| 080
|
Шліфувальна-полірувальна
|
Кругло-шліфув.мод.3151
|
3-х кул. патрон задня бабка
|
| 1.
|
Встановити і зняти деталь
|
| 2.
|
Шліфувати і полірувати поверхню Æ70 по l
=16 мм
|
| 3.
|
Поверхню Æ70,5 –0,25
по l
=68,0±1.0 мм
|
| 090
|
Контрольна
|
| 1.
|
Провести контроль розмірів
|
Вибір і характеристика обладнання
| № опер
|
Найменування операції
|
Найменування обладнання
|
Модель
|
Габаритні розміри
|
Потужність, кВт
|
| 010
|
Фрезерно-центрувальна
|
Фрезерно-центрувальний верстат
|
МР-63
|
3250´1450´1720
|
7,5
|
| 020
|
Фрезерна
|
Вертикально-фрезерний
|
6Р13
|
2600´2260´2120
|
13,0
|
| 030
|
Токарна
|
Токарно-гвинтовий
|
1М63
|
2055´1095´14150
|
7,0
|
| 040
|
Токарна
|
Токарно-гвинторізний з ЧПУ
|
1Б732Ф3
|
2505´1110´1500
|
11,0
|
| 050
|
Фрезерна
|
Вертикально-фрезерний
|
6Р13
|
2600´2260´2120
|
13,0
|
| 060
|
Токарно-гвинторізна
|
Токарно-гвинторізний
|
1М63
|
2505´1110´1500
|
11,0
|
| 080
|
Шліфувальна
|
Кругло-шліфувальна
|
3151
|
3190´2100´1900
|
7,0
|
3.2 Розрахунок режимів різання
010. Операція Фрезерно-центрувальна.
Фрезерно-центрувальний верстат мод. МР-73.
Перехід 1. Фрезерувати торці в розмір 1352 ± 4,0.
Різальний інструмент – фреза торцева, насадка ліва і прав. Д=125 мм. Z=8.
Фреза 2210–0006Т15К6 ГОСТ 85 29–69
Вимірний інструмент –шаблон
Режим різання
1. Глубина різання
 . .
2. Подача на зуб фрези
Sz
= 0.09 ¸0.11 мм/зуб
Приймаємо Sz
= 0,1 мм/зуб
3. Швидкість різання
 м/хв.. м/хв..
4. Частота обертання шпинделя фрези

По верстату n=500 об./хв.
5. Дійсна швидкість різання

6. Хвилинна подача
Sхв.
= Sz
·z·nфр
=0,1·8·500=400 мм/хв.
По паспорту верстата Sхв.
=400 мм/хв..
7. Потужність різання
Nел.
=4,0 кВт

Nеф.
£ Nел.
=5,5 < 7,5 кВт.
8. Основний технологічний час

Перехід 2. Свердлити центровий отвір по торцях.
Різальний інструмент свердло центрувальне Р9М5 Д=6,3 ГОСТ 14952-75.
Вимірний інструмент –
шаблон і калібр – уступ 114·80·750.
Режим різання
1. 
2. Подача S=0,07¸0,09 мм/об.
Приймаємо по паспорту Sкор
=0,085 мм/об.
3. Швидкість різання 18 м/хв. [к.42.н]
4. Число оборотів

Коректуємо по паспорту верстата
nкор.
=950 об/хв..
5. Дійсна швидкість різання

6. Потужність різання
Nел.
=1,1 кВт [ОМ стор 166]

Nеф.
£ Nел
; .
1,22 < 2,2 кВт.
7. Основний машинний час

020 операція. Фрезерна. Вертикально-фрезерний верстат мод. 6Р13.
Перехід 1. Встановити і зняти деталь.
Перехід 2. Фрезерувати 3 лиски в розмір 80±0,5 мм на глибину 2+0,5
мм.
Різальний інструмент: фреза пальцева 2240-0205 ГОСТ 3755–73
Вимірний інструмент – глубиномір мікрометричний ГМ-100 ГОСТ 7470-78.
Режим різання
1. Глубина різання
 . .
2. Подача хвилинна
Sz
= 285 мм/хв. [к.252. стор.17]
Коректуємо по верстату Sz
= 285 мм/хв.
3. Швидкість різання
 м/хв. [К.Н 158 стор.112] м/хв. [К.Н 158 стор.112]
4. Число оборотів

Коректуємо по паспорту nкор.
=110 об./хв.
5. Дійсна швидкість різання

6. Потужність різання
Nел.
=0,5 кВт

Nеф.пр.
£ Nел.зв.
; 0,7 < 2,8 кВт.
7. Основний технологічний час

030 операція. Токарна. Токарно-гвинторізний верстат мод. 1М63.
Перехід 1. Встановити і зняти деталь
Перехід 2. Точити поверхню Æ70–0,6
на l
=102±0.5 мм
Перехід 3. Точити поверхню Æ74–0,6
на l
=108±0.5 мм
Перехід 4. Точити поверхню Æ78–0,6
на l
=30±0.3 мм
Різальний інструмент – різець токарний прохідний з пластинкою твердого сплаву Т15К6 ГОСТ 18880–83
Вимірний інструмент – штангенциркуль ШЦ-ІІ-160-0,05 ГОСТ 166-80.
Штангенглибиномір ШГ -250ГОСТ 162-73
Шаблон 222.509.07.003
Режим різання
1. Глубина різання
  
Розрахунок для зх
розмірів ведемо по найбільшому значенню.
2. Подача S = 0,35 ¸ 0,50 мм/хв. [К3Н]
Коректуємо по верстату Sкор
= 0,4 мм/хв.
3. Визначаємо швидкість різання
 м/хв., м/хв.,
де: Сv
– коефіцієнт, що характеризує вид оброблювального матеріалу Cv
=350;
Xv
, Yv
, m – показники степені Xv
=0,15; Yv
=0,35; m=0,2.
Кv
– коефіцієнт, що характеризує конкретні умови роботи
Kv
=Km
·Kст
·Kj
·Kохол.
.
 – коефіцієнт якості оброблювального матеріалу [Т.9.М] – коефіцієнт якості оброблювального матеріалу [Т.9.М]
Кст.
=0,09 –коефіцієнт стану поверхні заготовки [Т.14.М]
Кj
– 1,0 – коефіцієнт головного кута в плані j [Т.16.М]
Kv
=1,23·0,09·1,0·0,7=0,77

4. Число оборотів шпінделя

Коректуємо по паспорту nкор.
=500 об./хв.
5. Дійсна швидкість різання

6. Сила різання:

де:  – коефіцієнт, що характеризує вид оброблювального матеріалу =300 [Т.20.М] – коефіцієнт, що характеризує вид оброблювального матеріалу =300 [Т.20.М]
Хрz
; Yрz
; npz
– показники степені
Х=1,0; Y=0,75; n=-0,15.
Кpz
– коефіцієнт, що характеризує конкретні умови роботи
Kpz
=Kmp
·Kст
·Kg
·Кl
·Kz
;
 – коефіцієнт матеріалу заготовки [Т.9.М] – коефіцієнт матеріалу заготовки [Т.9.М]
Кст.
=0,89; Кg
= 1,0 ; Кl
=1,0; Кz
=0,93
Kmz
=0,89·0,85·1,0·1,0·0,93=0,7
Pz
= 300·0.40,35
·122,4-0,15
·0,7·9,8=1795,6Н
7. Потужність різання


Nеф.
£ Nпр.
=3,6 < 4,5 кВт.
8. Основний технологічний час

Y=t·ctg900
=3.5·1,0=3,5
040 операція. Токарна. Токарно-гвинторізний верстат з ЧПУ мод 1Б732Ф3
Перехід 1. Встановити і зняти деталь
Перехід 2. Точити поверхню Æ69,5–0,6
по l
=230±0.5 мм
Перехід 3. Точити поверхню Æ70,3  по l
=16±0.2 мм по l
=16±0.2 мм
Перехід 4. Точити поверхню Æ71,0–0,25
по l
=63,0±1.0 мм
Перехід 5. Точити поверхню Æ68,5–0,6
по l
=16,5±0.5 мм
Різальний інструмент – різець токарний прохідний правий з пластинкою твердого сплаву Т15К6 ГОСТ 18880–83, головний кут в плані j=900
.
Вимірний інструмент: калібр – скоба 69,5 h11, калібр – скоба 71,0 h7, штангенциркуль ШЦ-ІІ-160-0,05 ГОСТ 166-80, штангенглибиномір мікрометричний ГМ-100 ГОСТ 7470 -78, мікрометр МК-25 ГОСТ 6507-78
Режим різання
1. Глубина різання
   
2. Подача повздовжня S = 0,35 –0,50 мм/хв. [К.3Н]
Коректуємо по верстату Sкор
= 0,4 мм/хв.
3. Швидкість різання V=133 м/хв
4. Число оборотів шпінделя

Коректуємо по паспорту nкор.
=400 об./хв.
5. Дійсна швидкість різання

6. Потужність різання

Nеф.пр.
£ Nел.
4,4 > 2,2 кВт.
7. Основний технологічний час

050 операція. Фрезерна. Вертикально-фрезерний верстат мод 6Р13
Перехід 1. Встановити і зняти деталь
Перехід 2. Фрезерувати лиски в розмір 60±0,3 мм
Різальний інструмент – кінцева фреза 2240–0203 ГОСТ 3755-78.
Вимірний інструмент: мікрометр–50 ГОСТ 7470-80 глибиномір мікрометричний ГМ-50 ГОСТ 7840 –80.
Режим різання
1. Глибина різання
2. Подача хвилинна Sхв.
= 300 мм/хв.
3. Швидкість різання V=10 м/хв
4. Число оборотів шпінделя

5. Швидкість різання дійсна

6. Потужність різання


Nеф.пр.
£ Nел.
=0,7< 2,8 кВт.
7. Основний машинний час

060 операція. Токарна. Токарно-гвинторізний верстат мод 1М63.
Перехід 1. Встановити і зняти деталь
Перехід 2. Точити конічну поверхню D1:24 по довжині l
=108±0,5
Перехід 3. Нарізати різьбу М64·3–6д
Різальний інструмент – різець правий прохідний з пластинкою твердого сплаву Т5К10 ГОСТ 18880–75, різець фасонний канавочний Т15К6 ГОСТ 18882–73, різець різьбовий Т15К6 ГОСТ 1880–78.
Вимірний інструмент: калібр-кільце конусне ГОСТ 7840–80, калібр-кільце різьбове ГОСТ 2090–81.
Режим різання
1. Глибина різання
2. Подача Sпозд.
= 3 мм/хв. Подача дорівнює кроку різьби.
3. Швидкість різання V=80 м/хв
4. Число оборотів шпінделя

Коректуємо по паспорту верстата
nкор.
= 315 об/хв.
5. Дійсна швидкість різання

6. Потужність різання


Nеф.пр.
£ Nел.дв.
2,8< 7,5 кВт.
7. Основний технологічний час

070 операція. Токарна. Токарно-гвинторізний верстат мод 1М63.
Перехід 1. Встановити і зняти деталь
Перехід 2. Нарізати різьбу М68·4–6д
Різальний інструмент – різьбовий різець ГОСТ 18880–78.
Вимірний інструмент: калібр-кільце різьбове.
Режим різання
2. Глибина різання
2. Подача S = 4 мм/хв., що відповідає кроку різьби.
3. Швидкість різання V=69,2 м/хв
4. Число оборотів n=315 об/хв.
5. Основний технологічний час

080 операція. Шліфувальна. Круглошліфувальний верстат мод 3151.
Перехід 1. Встановити і зняти деталь
Перехід 2. Шліфувати начисто поверхню Æ70  по 16 мм. по 16 мм.
Перехід 3. Поверхню Æ70,5 –0,25
по l
=68,0±1.0 мм
Різальний інструмент – шліфувальний круг ПП 300´40´205 24А40СТ1К5 ГОСТ 2424–76.
Вимірний інструмент: мікрометр МК-800 ГОСТ 6501-75.
Режим різання
1. Припуск на обробку 2П=0,4 мм
2. Швидкість різання V=30¸35 м/сек.
3. Число оборотів шліфувального круга

Коректуємо по паспорту верстата nкор.
=1500 об./хв.
4. Дійсна швидкість різання

5. Швидкість обертання деталі
Vдет.
=1,2¸2,5 м/хв. [стм ІІ стор.465]
6. Число оборотів деталі

По верстату nкор.
=150 об/хв.
7. Дійсна швидкість деталі

8. Повздовжня подача стола S=3,000 мм/хв.
9. Поперечна подача круга Sкр
=0,0071 мм/хід
10. Потужність різання

Cn
=0,1;t=0,2 мм;X=0,6;Y=0,7
Nеф.
=0,1 · 320,8
·1,00,6
· 980,7
= 5,2 кВт

Nеф.пр.
£ Nел.
5 £ 7,1 кВт.
11. Основний технологічний час

3.3 Розрахунок часу на обробку деталі (технічне нормування)
Розрахунок часу ведеться в наступній послідовності.
1. Основний технологічний час дорівнює
Т0
=Т01
+Т02
+Т03
+...+То
n
Т0
,Т01
, Т02
, Т03
...То
n
– основний технологічний час на виконання окремих переходів
2. Допоміжний час
Перехід 1. tуст.
– час на установку деталі.
Перехід 2. tпер.
– час на перехід.
tупр.
– час на управління верстатом.
tзам.
– час на замір і контроль.
tдоп.
=tуст.
+ tпер.
+tупр.
+tзам.
.
3. Оперативний час
Топ
=Т0
+Тдоп.
4. Час на обслуговування робочого місця, відпочинок і природні потреби

% об. – процент часу на обслуговування від оперативного часу
% відп. – процент часу на відпочинок від оперативного часу
5. Штучний час
Тшт
=Топ
+ Тобс.
+Твідп.
хв.
Операція 010 – фрезерно-центрувальна.
1. Основний технологічний час
T0
=t01
+t02
=0,3+0,1=0,4 хв.
2. Допоміжний час
Перехід 1 tуст
=0,31 [К,9М]
Перехід 2 tпер
=0,24 [К,27М]
tвим
=0,10 [К,74М]
tпер2
=0,24+0,10=0,34 хв
tдоп
= tуст
+ tпер2
=0,31+0,34=0,65 хв
3. Оперативний час
Топ
=То
+ Тдоп
=0,4+0,65=1,05 хв.
4. Час на обслуговування робочого місця і відпочинок
%обсл
=3 (К.72М) %відп
=7% [К.36М]
5. Штучний час
Тшт
= Топ
+Тобл
+Твідп
=1,05+0,03+0,07=1,15 хв.
Аналогічно розрахунок часу проводимо для всіх технологічних операцій і зводимо їх в таблицю
| № опер.
|
№ пер.
|
Назва операції
|
Т0
хв
|
Тдоп
|
Сума хв
|
Тобс
|
Тшт,хв
|
| tуст
|
tпер
|
tвим
|
%
|
хв
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 010
|
Фрезерна
|
| 1
|
0,31
|
| 2
|
0,4
|
0,24
|
0,10
|
| 0,4
|
0,31
|
0,24
|
0,10
|
1,05
|
10
|
0,1
|
1,15
|
| 020
|
Фрезерна
|
| 1
|
0,29
|
0,31
|
| 2
|
0,27
|
0,12
|
| 0,29
|
0,31
|
0,27
|
0,12
|
0,89
|
9
|
0,08
|
0,97
|
| 030
|
Токарна
|
| 1
|
1,23
|
0,37
|
| 2
|
0,14
|
0,08
|
| 3
|
0,14
|
0,09
|
| 4
|
0,10
|
0,11
|
| 1,23
|
0,37
|
0,34
|
0,28
|
2,22
|
10,5
|
0,23
|
2,45
|
| 040
|
Токарна
|
| 1
|
0,28
|
| 2
|
0,12
|
0,10
|
| 0,08
|
0,09
|
| 2,2
|
0,14
|
0,12
|
| 2,2
|
0,28
|
0,34
|
0,31
|
3,13
|
9,5
|
0,29
|
3,42
|
| 050
|
Фрезерна
|
| 1
|
0,18
|
0,31
|
| 2
|
0,24
|
0,10
|
| 0,18
|
0,31
|
0,24
|
0,10
|
0,83
|
15
|
0,12
|
0,95
|
| 060
|
Токарна
|
| 1
|
0,22
|
0,28
|
| 2
|
0,14
|
0,11
|
| 3
|
0,14
|
0,12
|
| 0,22
|
0,28
|
0,28
|
0,23
|
1,01
|
9,5
|
0,09
|
1,10
|
| 070
|
Токарна
|
| 1
|
0,09
|
0,27
|
| 2
|
0,14
|
0,12
|
| 0,09
|
0,27
|
0,14
|
0,12
|
0,62
|
14
|
0,08
|
0,70
|
| 080
|
Шліфувальна
|
| 1
|
0,80
|
0,41
|
| 2
|
0,37
|
0,32
|
| 3
|
0,37
|
0,28
|
| 0,80
|
0,41
|
0,74
|
0,60
|
2,55
|
10
|
0,25
|
2,80
|
| Всього
|
5,41
|
13,54
|
| 182 дет. за тиждень, 454 деталі за місяць, 54500 за рік.
|
3.4 Визначення кількості металорізальних верстатів
Кількість верстатів для серійного виробництва визначають виходячи із умови, необхідної для виконання окремих операцій, а також випуску типових деталей.
Соб
= ;
де ;
де
Соб
– кількість верстатів
Тшт
– штучний час на одну операцію
Tвип
– такт випуску. (1,42)
1. Визначаємо кількість металорізальних верстатів для кожної операції
Соб1
= приймаємо 1 верстат. приймаємо 1 верстат.
Соб2
= к-сть = 1 к-сть = 1
Соб3
= к-сть =3 к-сть =3
Соб4
= к-сть=5 к-сть=5
Соб5
= к-сть=1 к-сть=1
Соб6,7
= к-сть=2 к-сть=2
Соб8
= к-сть=4 к-сть=4
Таким чином, загальна кількість верстатів для виготовлення штока насоса складає:
Соб
= Соб1
+ Соб2
+ Соб3
+ Соб4
+ Соб5
+ Соб6,7
+ Соб8
= 1+1+3+5+1+2+4 = 17 верстатів.
3.5 Вибір і розрахунок пристрою
Вибір пристрою залежить від ряду факторів, в першу чергу від типу виробництва. Правильно вибраний пристрій повинен сприяти підвищенню продуктивності праці і точності обробки, покращенню умов праці, ліквідацію попередньої розмітки заготовок і вивірки їх при установці на верстаті.
В умовах мілко серійного виробництва застосовуються стандартні універсальні пристрої: патрони, машинні лещата, поворотні стопи, токарні пристрої.
В нашому технологічному процесі при фрезерних роботах застосовується фрезерний пристрій типу „машинних лещат” з пневматичним циліндром ГОСТ 24351–80, що дає можливість зменшити час на установку і закріплення заготовки, підвищує точність обробки за рахунок усунення вивірки при установці і зв’язаних із нею похибок.
При токарних роботах застосовується 3-х кулачковий патрон з пневмоциліндром.
Визначаємо осьову силу на штоці механізованого приводу для затиску деталі при відсутності всередині пристрою упора для точної установки деталі по довжині
 ) )
де: Qсум
–потрібна сумарна сила затиску, що рівномірно діє на базовій поверхні деталі;
Q’ – сила попереднього стискування губок пристрою для усунення зазору між губками лещат і поверхнею затискуючої деталі.
j – 6–80
– кут тертя між поверхнею губок і стискуючою поверхнею. – 6–80
– кут тертя між поверхнею губок і стискуючою поверхнею.
a – кут при вершині конуса губок.
Сумарна сила затиску

Кожна губка являється консольно закріпленою деталлю, тому сила

де: f –0.25¸1,5 – коефіцієнт тертя між губкою і обробляючою поверхнею;
К =1,2¸1,5 – коефіцієнт запасу;
М – момент, що передається губкою, кг/мм (Н·9,81);
Рz
– тангенціальна сила різання;
Д – найбільший діаметр оброблювальної деталі;
Pz
=1795,6H=183 кг/мм;

 – радіус базової затискуючої деталі – радіус базової затискуючої деталі
Рх
– сила, що діє вздовж осі деталі при обробці
Рх
=0,25·1795,6=449 Н/м
Е=21157·10-5
(22000) – модуль пружності матеріалу губок Н/м2
Y – момент інерції сектора кільця в місці дотику губок

де: Д – зовнішній діаметр губок пристрою, мм;
S – товщина губок;
a1
– половина кута сектора губок.
Підставляємо в формулу для Q1
одержані значення моменту інерції Y, тоді

Підставивши в формулу для Q’ замість Е його значення 22000 кгс/мм2
і f1
– його значення D/2, провівши перетворення дістанемо просту формулу

Осьова сила N, що діє на штоці механізованого приводу для затиску деталі буде дорівнювати:

Підставимо в формулу замість Qсум
і Q’ їх значення, тоді

3.6 Вибір різального і вимірного інструменту
Для розробленого технологічного процесу застосовуємо різальний інструмент, як найбільш дешевий. Одночасно з вибором верстату для кожної операції вибирається різальний інструмент, який забезпечує досягнення найбільшої продуктивності, потрібну точність і клас чистоти оброблювальної поверхні деталі.
Застосування того або другого інструменту і матеріалу, його ріжучої частини залежить від слідуючи факторів: виду верстату, методів обробки, режимів різання і умов роботи, матеріалу оброблюваної деталі, її розмірів і конфігурації, потрібної точності і класу чистоти обробки, виду виробництва.
Вибір матеріалу ріжучої частини має велике значення для підвищення продуктивності і зниження собівартості обробки. Для виготовлення ріжучої частини інструменту застосовують тверді сплави, мінералокерамічні матеріали і алмази.
Мінералокерамічні сплави застосовують для пів чистої і чистої обробки без ударних навантажень і при достатні жорсткості системи “верстат–пристрій–інструмент–деталь”.
В даному технологічному процесі механічної обробки застосовується слідуючий різальний інструмент:
– Для фрезерно-центрувальної операції – фреза 2214–0135 ГОСТ 1092–70, свердло центровочне Æ6,3 2117–0105 ГОСТ 14952–60 р.
– Для токарної операції – різець 2112 –0064 Т15К6 ГОСТ 18880–73.
- Різець канавочний 22514–0402000.
- Різець різьбовий 2119-0108 ГОСТ 14780-70
Для круглошліфувальної операції вибирають:
– шліфувальний круг ПП 300´40´203 24А40СТ1К5 35 м/сек. ГОСТ2424–83.
– олівець для правки круга ГОСТ 607-80.
Вимірний інструмент вибираємо в залежності від виду і розміру поверхні з відповідною точністю. В мілкосерійному виробництві з частим повторенням деталей одних і тих же розмірів застосовується універсальний вимірний інструмент – калібри, шаблони, штангенциркулі, мікрометри, щупи.
В технологічному процесі механічної обробки застосовується інструмент, який вибирається в залежності від операції.
Для фрезерно-центрувальної операції застосовується шаблон – 1342 мм., штангенглибиномір ШГ–250 ГОСТ 1080–80, калібр уступа 114.80.75.010.
Для токарної операції
– штангенциркуль ШЦІІ–250–0,05 ГОСТ 166–80;
– калібр – скоба Æ70 СТП 09-002-72;
– щупи №1 кл2 ГОСТ 882-75;
– мікрометр МК 75-200; 0,01 ГОСТ 6607-80;
– калібр-кільце різьбове КТК.000.
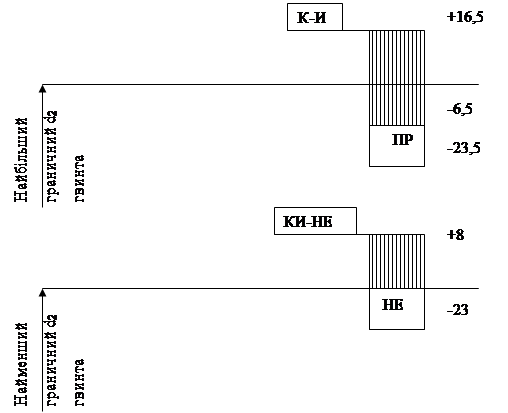
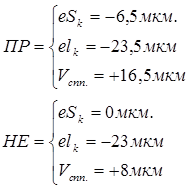
3.7 Розрахунок вимірного інструменту
Визначаємо розміри калібр-кільця для контролю різьби М64´3–6д по середньому діаметру. По СТСєВ 182-75 знаходимо граничні розміри діаметрів різьби d; d1
; d2
.
d=64.d2
=d-2+0,761=64-2+0,761=62,751 мм
d1=d –4+0,756=64-4+0,756=60,756 мм.
По ГОСТ 16093-70 знаходимо відхилення по посадці 6д для діаметрів:
d; d1
; d2
– верхнє відхилення eS=-48 мкм.
d – нижнє відхилення el
= – 423 мкм.
d2
– нижнє відхилення el
= –260 мкм.
Знаходимо граничні діаметри різьби вала
d2
max = d2
+ eS = 62,061 +(–0,048) = 62,013 мм.
d2
min = d2
+ el= 62,061 + (–0,260)= 61,801 мм
dmax = d+eS= 64+(–0,048) =63,952 мм.
dmin = d + el = 64+(–0,423) = 63,577 мм.
d1
max = d1
+ eS = 60,756 + (–0,048) = 60,708 мм
d1
min – не нормується.
Для калібр-кільця прохідного вибираємо повний профіль.
По таблиці 2.70 (Довідник по виробничому контролю проф.. А.К.Кутай) знаходимо відхилення для калібра по 6 степені точності
Граничні розміри калібра-кільця будуть
Р–ПР max = d2
max +eSk
=62,013+(–0,0065)=61,945 мм
P-ПР min = d2
max +eSk
=62,013+(-0,0235)=61,9875 мм
Р-ПР спр = d2
max+Vk
= 62,013 + 0,0165 = 62,0295 мм
Р–НЕ max = d2
min +eS = 61,801 + 0 = 61,801 мм
Р-НЕ min = d2
min + el = 61,801+ (-0,023) = 61,778 мм
Для контролю гладких циліндричних поверхонь штока використовуємо гладкий калібр – скобу для розмірів вказаних на кресленню.
3.8 Хіміко-термічна обробка
Термічна обробка полягає в зміні структури металів і сплавів при нагріві, витримці і охолодженні з дотриманням встановлених режимів. Цим досягається суттєва зміна властивостей при незмінному хімічному складі. Основними видами термічної обробки являється відпал, гартування, відпуск і старіння.
Посадочні місця штока гартують і відпускають. Мета гартування і відпуску – підвищення твердості і міцності сталі. Воно основане на перекристалізації сталі при нагріві до температури вище критичної, після достатньої витримки при цій температурі відбувається швидке охолодження. Таким чином проходить перетворення аустеніта в перліт. Для змягшення дії гартування сталь відпускають, нагріваючи нижче температури 723о
. Гартування на задану структуру залежить від різкості охолодження, яка в свою чергу визначається видом і температурою охолоджуючого середовища. Найбільш розповсюджене охолодження деталей зануренням їх у воду, лужні розчини, масло, розплавлені солі.
Шток загартовують струмами високої частоти по методу В.П.Вологдіна, який має високу продуктивність, легко піддається автоматизації, забезпечує одержання мілко зернистої структури, більш високої твердості і міцності, чим гартування в печі. Після гартування шток піддається відпуску шляхом нагріву деталі до температури нижче критичної (t=150–200о
) і в структурі сталі в основному залишається мартенсит.
3.9 Вибір і розрахунок пристроїв
Для затиску заготовки при фрезеруванні лисок тарелі передбачається застосовувати цанговий патрон, що здійснює затиск від пневматичного циліндра.
Визначаємо силу затиску від пневматичного циліндра оброблювальної деталі, тобто силу, що передається штоками пневмоциліндра.
Q=W0
·n·K’·(1+ )· )·
де: W0
– потрібна сила затиску на кожному кулачку
 , ,
 n – кількість кулачків (n=3) n – кількість кулачків (n=3)
К´ =1,05 – коефіцієнт, що враховує додаткові сили тертя в патроні;
l
– виліт кулачка від його опори до центра прикладання сили затиску (l
= 40 мм);
l
1
– довжина направляючої частини кулачка;
f1
– 0,1 – коефіцієнт тертя в направляючих кулачках;
a і b – плечі важеля приводу до осі штока;
Pz
–840H – сила різання;
a – 30-400
– кут при вершині конуса цанги;
f – коефіцієнт тертя на робочих поверхнях f=0,35
K – коефіцієнт запасу, визначається по формулі
K=К0
·К1
·К2
·К3
·К4
де: К0
=1,5 гарантований коефіцент запасу;
К1
= 1,0 – коефіцієнт, що враховує стан поверхні заготовки;
К2
=1,0 ¸ 1,9 – коефіцієнт, що враховує збільшення сил різання від затуплення інструмента;
К3
=1,0 – коефіцієнт, що враховує збільшення сил різання неперервнім різанні.
К4
=1,0 –коефіцієнт, що враховує постійність сил затиску
К=1,5·1,0·1,0·1,0·1,0=1,5
Підставляємо цифрові значення в формулу. Одержимо,


Сила, що передається штоком в пневмоциліндрі
 , де , де
Д – діаметр поршня пневмоциліндра, мм
 – тиск повітря в сітці, мПа (приймаємо – тиск повітря в сітці, мПа (приймаємо  =39,3 мПА) =39,3 мПА)
 =0,85–к·к·д =0,85–к·к·д
Так, як значення сили поршня циліндра відомо, то визначаємо діаметр поршня по формулі
 . .
Вибираємо ближчий діаметр циліндра Д=50 мм.
3.10 Вибір вимірного інструменту
Вимірний інструмент вибирається в залежності від виду і розміру поверхні і потрібної точності. В серійному виробництві з частим повтором деталей одних і тих розмірів застосовується жорсткий вимірний інструмент – калібри і шаблони, а також вимірні пристрої, прилади.
В даному технологічному процесі застосовується слідуючий вимірний інструмент. Він підбирається в залежності від операції.
Для фрезерно-центрувальної операції застосовується слідуючий вимірний інструмент.
Скоба КСД 110 мм.000. Штангенглибиномір ШГ -250 ГОСТ 166-73.
Калібр уступа 114.80.75.01.
Для токарно-копірувальної операції:
Штангенциркуль ШЦ-ІІ 160–0,05 ГОСТ 166-73
Шаблон ШФ 000
Для ІІ токарно-клопірувальної операції:
Штангенциркуль ШЦ –ІІ 160–0,05 ГОСТ 166-73
Шаблон222.609–07001
Калібр – скоба 2804 h12 КС00
Глибиномір мікрометричний ГМ-250 ГОСТ 166-78
Для фрезерної операції:
Калібр-скоба 12Н12, глибиномір мікрометричний ГМ-100 ГОСТ 7470-78.
Для свердлильної операції
Калібр-пробка КП-8Н7.1400
Для різьбофрезерної операції
Кільце різьбове М30´1,5–8 д. 8241 –0093 ГОСТ 17773-78
Для шліфувальної операції
Калібр-скоба 15В12КС000, калібр-скоба 87,2Н11
Калібр-кільцеКЦК000
3.11 Розрахунок вимірного інструменту
Для контролю шийки клапана застосовують калібр-скобу з номінальним розміром  . .
1. Визначаємо граничні розміри вала
dmax
=14,88 мм. dmin
=14,64 мм.
По ГОСТ 24853-81 знаходимо допуски і другі дані для розрахунку калібрів:
Н1
=5 мкм
Z1
= 4 мкм
Y1
=3 мкм
Нр
=2 мкм.
По цих даних будуємо схему розміщення полів допусків калібр-скоби і контркалібрів.

Найменший розмір прохідної нової калібр-скоби
Р-ПР min
=dmax
–z1
– . .
Розмір калібра ПР, що проставляється на кресленні при допуску на виготовлення Н1
=5мкм дорівнює 14,8735+0,005
Виконавчий розмір: найменший 14,873 мм, найбільший 14,8785 мм. ПР=14,8785 -0,005
Найбільший розмір зношеного калібр-скоби при допуску назнос y1
=3 мкм дорівнює
Р-ПРзн
= dmax
+y1
=14,88+0,003=14,883 мм.
Найменший розмір непрохідної калібр-скоби
Р-НЕmin
=dmin
–  =14,64–0,0025=14,6375 мм. =14,64–0,0025=14,6375 мм.
Розмір калібра НЕ, що проставляється на кресленні 14,6375+0,005
. Виконавчі розміри: найменший –14,6375; найбільший – 14,6425 мм.
2. Визначаємо розміри контрольних калібрів до скоб:
а) для контролю прохідної сторони скоби
К–ПРmax
=dmax
-z1
+HP/2=14,88-0,004+0,001=14,877 мм.
Розмір калібра К-ПР, що проставляється на кресленні дорівнює 14,877-0,002
мм.
б) для контролю непрохідної сторони скоби
К–НЕmax
=dmin
+HP/2=14,64+0,001=14,641 мм.
Розмір калібра К-НЕ, що проставляється на кресленні К-НЕпов
=14,641-0,002
мм.
в) для контролю спрацювання прохідної сторони скоби
K–Umax
=dmax
+y1
+HP/2=14,8+0,003+0,001=14,884 мм.
Розмір калібра K-U, що проставляється на кресленні K–Uпов
= 14,884-0,002
мм.
3.12 Вибір ріжучого інструменту
Одночасно з вибором верстата для кожної операції вибирають необхідний різальний інструмент, який забезпечує досягнення найбільшої продуктивності, потрібну точність і клас чистоти обробки поверхні. Застосування того або другого інструменту і матеріалу його ріжучої частини залежить від слідуючи факторів: виду верстата, методу обробки, режимів і умов роботи, матеріалу оброблюваної деталі, її розмірів і конфігурації: потрібної точності і класу чистоти обробки, виду виробництва.
Вибір матеріалу ріжучої частини інструменту має велике значення для підвищення собівартості обробки. Для встановлення ріжучої частини інструмента застосовують: тверді сплави, інструментальні сталі: вуглецеві, леговані і швидко ріжучі.
Мінерало-керамічні сплави застосовуються для чистової і пів чистової обробки без ударного навантаження і достатньо жорсткої системи: верстат–пристрій–інструмент–деталь.
Вуглецеві сталі застосовуються для інструментів, що працюють на низьких швидкостях різання, особливо для малих і ручних інструментів.
В даному технологічному процесі механічної обробки застосовується наступний різальний інструмент.
Для фрезерно-центрувальної операції вибираємо фрезу 2214–0135 ГОСТ 1069–72, свердло 2117–0105 ГОСТ 10952–69.
Для токарно-копіювальної операції – різець 2112–0064 Т5К10 ГОСТ 18880–75.
Різець 2112–0062 ГОСТ Т15К6 ГОСТ 18880–73.
Різець канав очний 222.514–0402.
Для фрезерної операції – фреза 2240–0205 ГОСТ3755–73.
Для свердлильної операції – свердло 2350–2455– ГОСТ10902–75.
Для різьбофрезерної операції – фреза різьбова гребінчаста Р6М6 Z=16НР-А-90´50´2Е ГОСТ 1336–62.
Для шліфувальної операції – шліфувальний круг ПП600´65´305 ЄБ940СТІК5ГОСТ2424–75, ПП600´65´305 24А40СМІ7К5 ГОСТ2428-85.
3.13 Хіміко – термічна обробка деталі
Хіміко–термічну обробку застосовують з метою одержання пару стальних деталей, що мають підвищену твердість, зносостійкість і корозійну стійкість.
Для цього нагріті деталі піддають дії середовища із якого шляхом дифузії в поверхневий шар деталей переходять деякі елементи (вуглець, азот, алюміній, хром і др.).
Ці елементи поглинають краще всього, коли вони виділяються в атмосферному стані, при розкладі якої-небудь сполуки. Таке розкладання легче всього проходить в газах, тому їх застосовують для хіміко-термічної обробки сталі.
Виділений при розкладі активізований атом елемента проникає в решітку кристалів сталі і утворює твердий розчин або хімічне з’єднання. Найбільш розповсюдженими видами хіміко-термічної обробки сталі являється: цементація, азотування, ціанування.
Цементація – це насичення вуглецем сталі з метою одержання у деталей високої поверхневої твердості а також зносостійкості при стиранні поверхні деталі.
Цементують деталь після механічної обробки. Поверхні, що не підлягають цементації, і волюють від карбюризатора нанесенням на них спеціальних обмазок або обміднюють таким шаром міді електролітичним способом.
Після цементації деталі піддають гартуванню і низькому відпуску. Однократне гартування з нагрівом до 820–8500
С застосовують для перекристалізації і змільчення зерна середини деталі, а також змільчення зерна і повне гартування ценситованого шару.
4. Охорона праці і протипожежний захист
Робоче місце повинно бути в чистоті і порядку. Інструменти, якими робітники користуються повинні бути справними і надійними в експлуатації.
Робочі повинні мати виданого адміністрацією інструкції по безпечних методах роботи по їх професіях.
Вантажно-розвантажувальні роботи з застосуванням вантажопідйомних механізмів повинні проводитися в відповідності з правилами будови і безпечної експлуатації вантажопідіймальних кранів і механізмів, затверджених держтехнонаглядом.
Утримування робочих дільниць і місць повинно відповідати загальним вимогам „Інструкції по санітарному утримуванню приміщень і обладнання виробничих підприємств затвердженим головним управлінням Міністерства охорони здоров’я України”.
Для роботи на металорізальних верстатах в інструкції по техніці безпеки, загальної для всіх професій виконуються слідуючи вимоги безпеки:
- Перед початком роботи необхідно привести в порядок спецодяг, одіти нарукавники або хустину, застебнути рукави, заправити блузку в штани або спідницю, пояс не повинен мати звисаючих кінців;
- При наявності довгого волосся одіти шапку або пов’язку на голову;
- Провести огляд робочого місця і змазку верстату, а також випробувати на холостому ході.
При виконанні робіт слідують:
- При знятті тяжких деталей з верстату або їх підйом, користуватися підіймальними пристроями.
- При закріплені деталей і інструмента, недопустимо користуватися ключами з тріснутими щітками і розмірами гайок, гвинтів і болтів, а також користуватися гвинтами, гайками з зірваною різьбою.
- Не допускати збільшення перерізу стружки зверх величини по технологічному процесі.
- Верстатнику не дозволяється самому проводити які-небудь ремонти в верстаті і електрообладнання, він повинен негайно заявити майстру або начальнику цеха.
- Підчас роботи верстату забороняється: спиратися на верстат, змазувати, чистити або проводити прибирання верстату, знімати або закріплювати огородження і захисні пристрої, одівати приводні ремні, гальмувати верстат натисканням руки на ступеневий привід, діставати деталь, що впала в місце, де можливі випадки захвату руки, спецодягу або притискання руки.
Закінчивши роботу верстатник повинен:
- Виключити верстат і електродвигун, вивести інструмент і оброблювану деталь із робочого положення, прибрати і зложити інструмент, провести чистку і змазку верстата, прибирання робочого місця і здати верстат майстру. При необхідності зварювальних робіт в пожарних місцях, на їх проведення необхідно одержати дозвіл в попарної охорони.
- Місце проведення зварки, установки зварювальних агрегатів, повинні бути очищенні від хламу і горючих матеріалів.
- Місце зварочних робіт повинно бути обладнане протипожежними засобами: вогнегасниками, піском в ящику, лопатами.
- Забороняється розкидувати по підлозі робочого місця ганчірки і другі матеріали, а також зберігати їх у верстатах, шафах. Приміщення повинно бути сухим, світлим, робочі місця повинні утримуватись в чистоті, температура повітря повинна бути не нижче 160
С.
- Розміщення обладнання повинно бути таким, щоби забезпечити умови для ремонту, обслуговування і огляду їх. В цеху повинна бути аптечка з повним набором медикаментів першої допомоги.
- Медпункт повинен розміщатися на заводі.
- Спецодяг і взуття повинні відповідати росту і видаватися для кожної професії робітників.
5. Охорона надр і захист навколишнього середовища
В XX і XXI столітті перед Україною постала проблема поліпшення стану навколишнього середовища, що перебуває в кризовому стані.
Високий рівень концентрації промисловості та непродумане, екологічно необґрунтоване розміщування і нарощування виробничих потужностей привело до високого техногенного навантаження на природне середовище, його деградації. Під загрозу поставлено здоров’я і розвиток нації, її генетичний фонд.
Генеральною стратегічною метою України щодо охорони навколишнього середовища і раціонального використання природних ресурсів є такий розвиток її сучасного соціально-господарського комплексу, за якого не було б суперечностей між економічними інтересами, природокористуванням і зберіганням цінності екосистеми та досягнення стабільного розвитку.
Шлях до генеральної мети веде через послідовне вирішення ряду стратегічних цілей:
- гарантування екологічної безпеки нинішнього і прийдешніх поколінь шляхом послідовних досягнень для кожного конкретного району якості середовища проживання., яке б забезпечило здоров’я населення в 3–4 поколіннях;
- відновлення і збереження біосферної рівноваги, генетичного фонду тваринного і рослинного світу;
- раціональне і комплексне використання всього природно-ресурсного потенціалу української держави.
Охорона навколишнього природного середовища і організація науково-обгрунтованого використання природних ресурсів є невід’ємної частиною економічного та соціального розвитку України.
Важливим напрямом практичної реалізації такої політики повинна стати державна програма охорони навколишнього природного середовища і раціонального використання природних ресурсів.
В умовах ставлення і розвитку ринкової економіки такі економічні важелі, як запровадження плати за забруднення навколишнього природного середовища і спеціальне природо користування, підвищення цін на ресурси, особливо на енергію і паливо, матимуть помітний вплив на зменшення рівнів забруднення.
У перший період кризової економіки України для вирішення найважливіших екологічних проблем, можливо було б доцільним взяти кредити світового та інших закордонних банків.
У другий період стабілізації економіки, впровадження ринкових відносин будуть вдосконалюватись і впроваджуватись на основі набутого досвіду: природоохоронне право, система оплати за забруднення навколишнього середовища і користування природними ресурсами:
- перегляд і встановлення більш вимогливих, на рівні європейських екологічних нормативів.
6. Організаційно-економічний розділ
Метою розділу є визначення собівартості виготовлення штоку бурового насосу.
1. Вихідні дані:
– Назва роботи – виготовлення штоку бурового насосу УНБ – 600.
– Визначення трудових витрат на річну програму даної деталі.
– Змінність роботи цеху – п.1.
– Коефіцієнт завантаження обладнання – 0,9.
– Планова кількість днів, необхідних для технічного обслуговування вибраного обладнання – 15 днів.
– Тарифи на оплату:
1 кВт/г електроенергії – 0,24 грн.
1 м3
води – 7,32 грн.
– Оплата праці відрядно-преміальна, премія 20% за якісне і вчасне виконання норм виробітку.
– Коефіцієнт перевиконання норм виробітку 1,05.
– Тривалість робочої зміни – 8 год.
– Рівень рентабельності (по даних підприємства – 12%).
2. Розрахунок трудомісткості.
| Річна програма
|
Витрати праці в л/г на шток насоса
|
Витрати праці в л/г на річну програму
|
| Верстатні
|
Всього
|
Верстатні
|
Всього
|
| 1500
|
17
|
17
|
25500
|
25500
|
3. Розрахунок необхідної кількості обладнання проводимо за такою формулою:
 , де: , де:
Кобл.
– кількість обладнання;
ΣЕтр.
– трудомісткість (нормо години) річного обсягу виготовлених деталей;
Фр.о
– річний фонд часу роботи одиниці обладнання;
n – змінність роботи цеху – 2.
Кз
– коефіцієнт змінності роботи обладнання – 0,9;
Для визначення фонду часу роботи обладнання складаємо баланс часу.
Фк
– фонд календарний – 365 днів.
В – Вихідні дні (суботи, неділі) – 104 дні.
С – святкові дні в році – 9 днів.
Фн
=Фк
–(В+С+Тр
)=237 днів.
Тр
– дні, заплановані для ремонту вибраного обладнання.
Фр.о.г
=Фр.о.д.
·Тзм
– Дп·1
, де:
Фр.о.т
– фонд роботи обладнання в годинах;
Фр.о.д
– фонд роботи обладнання в днях;
Тзм
– тривалість робочої зміни;
Дп·1
– кількість передсвяткових днів, скорочених на 1 год.
Фр.о.г
=237·8-8= 1888 год.
Кобл.
= 
Розрахунок вибраного обладнання зведемо в таблицю
| Тип, марка обладнання
|
Модель
|
К-сть
|
Вартість по прейскуранту
|
Вартість монтажу
|
Загальна вартість
|
Норма амортизації
|
Річна сума амортвідрахувань
|
| Фрезерно-центровий
|
МР-73
|
2
|
19913
|
1991
|
43808
|
15
|
6571
|
| Токарно-полірувальний
|
1722
|
2
|
9194
|
1022
|
20432
|
15
|
3065
|
Фрезерний
|
679
|
2
|
5724
|
572
|
12592
|
15
|
1889
|
| Свердлильний
|
2Н118
|
2
|
5724
|
572
|
12592
|
15
|
1889
|
| Різьбо-фрезерний
|
КТ-43
|
2
|
4673
|
519
|
10384
|
15
|
1557
|
| Шліфувальний
|
ЗА-151
|
2
|
808
|
160
|
1934
|
15
|
290
|
| Електротермічний
|
ЕТ-1,5
|
1
|
2650
|
265
|
2915
|
15
|
437
|
| Токарно-універсальний
|
Т1935
|
1
|
11060
|
1106
|
12166
|
15
|
1825
|
| Разом:
|
116823
|
17523
|
4. Розрахунок необхідної кількості робітників.
Розрахунок проведемо, виходячи із нормативів трудомісткості і планової кількості робочих годин в році.
 , де: , де:
Фр.ч.
– фонд робочого часу робітника в році;
Кп
– коефіцієнт виконання робітниками норм виробітку;
Для визначення річної кількості відпрацьованих годин одним робітником складемо баланс робочого часу.
| № п/п
|
Показники
|
К-сть днів
|
| 1.
|
Календарний фонд, Фк
|
365
|
| 2.
|
Вихідні дні (суботи, неділі), В
|
104
|
| 3.
|
Святкові дні, С
|
9
|
| 4.
|
Номінальний фонд, Фн
|
252
|
| 5.
|
Невиходи на роботу дозволені законом:
– чергова щорічна відпустка;
– відпустка для навчання;
– виконання громадських обов’язків;
– невиходи через хворобу.
|
21
3
2
3
|
| 6.
|
Втрати робочого часу:
Прогули, цілодобові простої, невиходи з дозволу адміністрації
|
5
|
| 7.
|
Ефективний фонд робочого часу
|
218
|
Фе.р.ч.г.
= Фе.р.ч.д.
· Тзм
– Дп·1
, де:
Фе.р.ч.г.
– фонд ефективний робочого часу в годинах;
Фе.р.ч.д.
– фонд ефективний робочого часу в днях;
Тзм
– тривалість робочої зміни.
Дп·1
– передсвяткові дні, скорочені на 1 год.
Фе.р.ч.г.
= 218 · 8 – 8= 1736 год.
 чол. чол.
Підібраних робітників розподілимо по професіях і кваліфікаціях.
| № п/п
|
Професії
|
К-сть роб.
|
Розряди
|
| ІІ
|
ІІІ
|
ІV
|
V
|
VI
|
| 1.
|
Токарі
|
3
|
1
|
1
|
1
|
| 2.
|
Фрезеровщики
|
2
|
1
|
1
|
| 3.
|
Свердлильники
|
2
|
1
|
1
|
| 4.
|
Шліфувальники
|
2
|
1
|
1
|
| 5.
|
Електротермісти
|
1
|
1
|
| 6.
|
Полірувальники
|
2
|
1
|
1
|
| 7.
|
Допоміжні робітники
|
3
|
1
|
2
|
| Разом:
|
15
|
1
|
3
|
4
|
4
|
3
|
Визначаємо середній розряд робітників цеху.
 р. р.
Відповідно до середнього розряду працівників цеху визначаємо їх середню тарифну ставку.
Тст.с.р.
=Тст.
IV
р.
+ (Тст.
V
р.
– Тст.
IV
р.
)·Δр.
Тст.с.р.
= 5,096+(6,792–5,906)·0,34=6,47.
Визначаємо зарплату робітників по тарифу:
Зт
=Тст.с.р.
·Фс.р.ч.с.
·чр
, де:
Зт
– зарплата робітників по тарифу;
Тсм.с.р.
– середня тарифна ставка;
Фс.р.ч.г
– фонд ефективний робочого часу в год.;
чр
– планова чисельність робітників.
Зт
= 6,47·1736·15·1,05=176902 грн.
Визначимо суму приробітку за якісне і вчасне виконання нормативного завдання.
 грн. грн.
Основні зарплата складе:
Зосн.
= Зт
+ Пр
=176902+35381 = 212283 грн.
Визначаємо додаткову зарплату.
В балансі робочого часу вона складає 11,5% від номінального фонду часу робітника.


Загальний фонд зарплати складе:
Збр.
=Зосн.
+ Здод.
Збр.
= 212283+24413 = 236696 грн.
Визначаємо відрахування органам соцстраху:

Середня зарплата за одну нормо годинну складає 2,42 грн., що створює матеріальну зацікавленість для високопродуктивної праці.
5. Визначення зарплати на основі матеріалу.
Вартість матеріалів на одну деталь Мд
визначається за формулою:
Мд
= мв
·а – мвід.
· в, де
мв
– маса вихідної заготовки в кг;
а – вартість одного кг металу в грн.;
мвід.
– маса реалізованих відходів у кг;
в – вартість одного кг відходів у грн.
Мд
= 47·3 – 15= 133,95 грн.
Вартість матеріалу на весь річний обсяг виробництва деталей складає:
Мріч.
= Мд
·N = 133,95 · 1500 = 200925 грн.
Відомість потрібних витрат основних матеріалів.
| Назва деталей
|
Річна програма виготовлення, шт..
|
Загальна
|
Норма розходу
|
Вартість матеріалу
|
Маса відходів
|
Вартість реалізованих відходів
|
Вартість матеріалу без відходів
|
| Марка матеріалу
|
Вид заготовки
|
На 1 деталь
|
На річний обсяг виробництва
|
На 1 деталь
|
На річний обсяг виробництва
|
На 1 деталь, кг
|
На річний обсяг виробництва
|
На 1 деталь
|
На річний обсяг виробництва
|
На 1 деталь
|
На річний обсяг виробництва
|
| Шток насосу
|
1500
|
Сталь 40-х
|
Проковка з прокату
|
47
|
70500
|
141
|
210500
|
15
|
22500
|
7,05
|
10575
|
133,95
|
200925
|
6.
Розрахунок окремих статей цехових витрат
6.1 Витрати на силову електроенергією визначаємо за формулою
Вел.
= Wел.річ.
·ЦкВт/г
, де:
Wел.
– річний розхід електроенергії в кВт/год.;
Ц – вартість (тариф) 1 кВт/год. електроенергії;

Nуст.
– встановлена потужність всіх електродвигунів на дільниці – 91,8 кВт;
Фро
– фонд роботи обладнання в році;
Кз
– коефіцієнт завантаження обладнання 0,75;
Чо
– коефіцієнт одночасної роботи обладнання;
Кс
– коефіцієнт втрат електроенергії в сітці;
Чд
– коефіцієнт КД електродвигунів.

Вел
= 0,24·106423,58 = 25542 грн.
6.2 Витрати електроенергії для транспортного обладнання

Вел
= 0,24·23417,82 = 5620,3 грн.
6.3 Витрати на стиснуте повітря
Вст.п.
= Цст.п.
Qст.п.
, де:
Цст.п.
–ціна м3
стиснутого повітря;
Qст.п.
– обсяг стиснутого повітря;
Вст.п.
= 0,4 · 4945=1978 грн.
6.4 Витрати на воду для виробничих потреб визначаємо за формулою
Вв
= Цв
· Qв
· Кз
·n · z, де:
Цв
– вартість 1м3
води;
Qв
– річний розхід води на 1 верстат;
Кз
– коефіцієнт завантаження;
n – кількість верстатів;
z – змінність роботи цеху.
Вв
= 7,32 · 25 · 15 · 0,75 · 1 = 2059 грн.
7.
Розрахунок річної суми амортизації.
7.1 Розрахунок річної суми амортизації обладнання транспортних засобів і дорогої оснастки приймаємо в долях від вартості основних фондів

Абуд.
– річна сума амортизації на будівлі;
На
– норма амортизації на будівлі – 5%;
Вбуд.
– вартість будівель.
Розрахунок вартості будівель проводимо відповідно до санітарних норм розташування верстатного парку обладнання і додаткової допоміжної праці.
Sцеху
=375 м2
;
Висота стін n=6 м;
Vбудівлі
= S·h=375·6=2250 м2
.
Вбудівель
= Ц·V = 600 · 2250= 135000 грн.

ΣА = Абуд.
+ Аобл.
+ Аінст.
, де:
ΣА – загальна сума амортвідрахувань.
ΣА = 67500 + 17523 + 6075 = 91098 грн.
8. Витрати на поточний ремонт приміщення цеху, обладнання, інструментів, інвентаря, приймаємо в розмірі 7 % від їх першопочаткової вартості

Витрати на зношення малоцінних інструментів і інвентаря складають 1150 в рік на один верстат.
Взнош
= 1150·15 = 17250 грн.
9. Вартість на допоміжні матеріали визначаємо орієнтовно по укрупненому нормативу в розмірі 240 грн. в рік на один верстат
Вдоп.
мат.
= 240 ·15 = 3600 грн.
10. Витрати на охорону праці і забезпечення техніки безпеки складають приблизно 300 грн. на одного робітника
В охор.
= 300 · 15 = 4500 грн.
11. Витрати преміювання раціоналізаторів і винахідників приймаємо приблизно 50 грн.
Врац.винах.
= 50 · 15 = 750 грн.
12. Витрати на опалення і освітлення виробничих приміщень, воду для санітарно-технічних і господарських потреб, канцелярські витрати й інші витрати по обслуговуванню дільниці цеховим персоналом складає 5–15% від суми витрат по всіх статтях

| № п/п
|
Назва статей витрат
|
Сума в грн.
|
| 1.
|
Витрати на отримання і експлуатацію обладнання:
|
| 2.
|
Витрати на силову електроенергію
|
31162
|
| 3.
|
Витрати на стиснуте повітря
|
1978
|
| 4.
|
Витрати на воду для виробничих потреб
|
2059
|
| 5.
|
Фонд основної і додаткової зарплати виробничого персоналу
|
236696
|
| 6.
|
Відрахування органам соцстраху
|
89944
|
| 7.
|
Вартість матеріалів (сталь) без відходів
|
200925
|
| 8.
|
Амортизація будівель, обладнання, транспортних засобів, інструментів
|
91098
|
| 9.
|
Витрати на поточний ремонт
|
105513
|
| 10.
|
Витрати на зношення малоцінних і швидкозношувальних предметів
|
17250
|
| 11.
|
Витрати на допоміжні матеріали
|
3600
|
| 780225
|
| Загальні витрати
|
| 1.
|
Основна і допоміжна зарплата допоміжних робітників, ІТП і МОП
|
14202
|
| 2.
|
Витрати по охороні праці і техніці безпеки
|
4500
|
| 3.
|
Витрати по раціоналізації і винахідництву
|
750
|
| 4.
|
Інші витрати
|
59672
|
| Разом по кошторису
|
859349
|
13. Визначення собівартості виготовлення штоку насосу

Річний економічний ефект у гривнях визначаємо за формулою:
E=[(C1
+EH
·K1
)–(C2
+EH
·K2
)]·Qріч.
Е=[(642+0,2·1005)–(573+0,2·1016)]·1500=100050 грн.
Список використаної літератури
1. Аршинов В.А, Алексєєв Г.А. Резание металлов и режущий инструмент, М. Машиностроение, 1978.
2. Ансеров М.А. Приспособление для металлорежущих станков М. 1980.
3. Режими різання металів (під ред. Ю.В. Барановського, М. 1972.
4. Данилевський В.В. Технологія машинобудування М. Вища школа. 1980.
5. Допуски і посадки. Довідник , т.1,2. Під редакцією В.Д. Мягкова,. М, Машинобудування 1980.
6. Егоров В.Г, Основы проектирования машиностроительных заводов, М. 1970.
7. Общие машиностроительные нормативы режимов резания и времени для технического нормирования робот. М. 1978.
8. Раабен А.А. Шавалдин П.Е, Монтаж і ремонт бурового і нафтопромислового обладнання. М, Надра,1980.
|