| Пояснительная записка к дипломному проекту написана на _____ листах, содержит ____ рисунков, _____ таблиц, _____ схем.
Графическая часть содержит _____ листов.
АННОТАЦИЯ:
В данном проекте отражены мероприятия по выбору и обоснованию технологии обогащения для заданного сырья, основываясь на анализе вещественного состава и технологических свойств минералов, входящих в состав исследуемого сырья. Описаны расчеты качественно-количественной и водно-шламовой схемы, а также обоснование и выбор оборудования. Весь комплекс мероприятий направлен на повышение эффективности производства на основе внедрения в производство нового изобретения для тяжелосредной сепарации, повышающего технологические показатели обогащения за счет улучшения реологических свойств тяжелой среды. Также был проведен анализ производственных факторов на предмет промышленной безопасности.
ВВЕДЕНИЕ
Задача моего проекта состоит в том, чтобы спроектировать обогатительную фабрику по заданному месторождению «Нюрбинскому», а также детально разработать передел тяжелосредной сепарации.
Ниже описан вещественный состав минералов, из которых компания «АЛРОСА» извлекает алмазы на обогатительных фабриках в районе Накынского рудного поля.
Алмаз («Адамас» - греч.) - твердый, несокрушимый, непреодолимый - один из самых необыкновенных и интересных материалов известной нам неорганической природы. Алмаз является эквивалентом валюты. Наиболее красивый из драгоценных камней и наиболее твердый из всех минералов, он широко распространяется в металлообрабатывающей промышленности, а некоторые разновидности его нашли применение в современной полупроводниковой технике. Кроме того, алмаз может служить ценнейшим средством наблюдения физико-химических процессов, происходивших некогда в недрах земной коры и недоступных для непосредственного изучения. Вместе с тем и сейчас алмаз, как и раньше, остается одним из самых красивых и дорогих драгоценных камней, идущих на создание различных ювелирных изделий и украшений, многие из которых являются настоящими произведениями искусства.
С развитием промышленности алмазы находят все большее и большее применение для технических целей. Согласно статистическим данным, до 80% добываемых в мире алмазов используется в промышленности и около 20% применяется в ювелирном деле. Ценность технических алмазов для промышленности любой страны так велика, что многие видные экономисты рассматривают их как стратегический промышленный материал.
В настоящее время зарубежные фирмы аттестуют алмазы по кристаллографической форме, цвету и качеству. Детальная аттестация алмазного сырья проводится обычно предприятиями, изготавливающими драгоценные камни - бриллианты и алмазный инструмент.
Согласно техническим условиям в России все алмазное сырье в зависимости от вида и назначения делится на 9 категорий:
I категория алмазов - ювелирные - в зависимости от веса подразделяются:
1) от 0,02 до 0,15 карата;
2) от 0,15 до 0,99 карата;
3) от 1 и более карат.
В пределах каждой группы кристаллы делятся на более узкие весовые группы.
II категория алмазов - светлые ювелирные алмазы пониженного качества.
III категория - алмазы технического предназначения для изготовления алмазных инструментов из отдельных кристаллов (алмазы для наконечников к измерительным приборам, резцов, игл, сверл).
IV категория - кристаллы для бурового инструмента и алмазо- металлических карандашей.
V категория - алмазы более низкого качества, подвергающиеся предварительной обработке - дроблению и овализации (обработка с целью придания им гладкой поверхности и округлой формы). К ним относятся кристаллы различной формы, а также обломки кристаллов.
VI категория - это алмазные концентраты, где содержание алмазов должно быть не менее 30%.
VII категория - алмазы для специальных целей.
VIII категория - алмазы технические, предварительно обработанные для инструментов.
IX категория - алмазы, овализированные и дробленные.
Первым денежное выражение стоимости алмаза указал арабский минеролог Трейфогил в 1150 г.
В настоящее время, несмотря на открытие новых месторождений и значительное увеличение добычи алмазов, цены на ювелирные алмазы продолжают возрастать.
В зависимости от качества и величины кристаллов цены на алмазы колеблются от нескольких долларов до нескольких тысяч долларов за 1 карат. Так, цены на самый дешевый сорт технических алмазов «борт», идущий на дробление и изготовление порошков составляет 2-8 долларов за 1 карат. Цены на технические алмазы средних сортов составляют 10-25 долларов за 1 карат. Стоимость высокосортных технических алмазов колеблется в пределах 45-55 долларов за 1 карат.
Цены на обработанные ювелирные алмазы большого размера достигают 5000 долларов за 1 карат и выше.
Огромный прогресс в развитии техники, достигнутый в XX в., а также резкий рост уровня добычи природных алмазов и освоение технологии синтеза искусственных алмазов значительно расширили границы применения алмазов в науке и технике.
Среди стран первое место по переработке алмазов в бриллианты и производству алмазных инструментов занимает Бельгия, которая ежегодно ввозит 25-27% мировой добычи алмазов. Изготавливаемые в Бельгии бриллианты и алмазные инструменты вывозятся главным образом в США, Великобританию, Францию и Германию. Крупные предприятия по производству алмазного инструмента организованы также в США, Израиле и Германии. В последние годы в России также увеличилось количество гранильных цехов.
1 ГЕОЛОГИЧЕСКАЯ ЧАСТЬ
1 Геологическая часть
1.1 Краткая характеристика кимберлитов тр. Нюрбинская
Кимберлитовое рудное тело трубки «Нюрбинская» с поверхности перекрыта пластом мезозойских осадочных пород мощностью 56-1м. Рудное тело имеет эллипсовидную форму при отношении длины к ширине 2:1 • 560:180 м). На глубине 300м трубка разделена на два самостоятельных рудных тела, Кимберлитовые породы представлены двумя разновидностями: автолитовой кимберлитовой брекчией (АКБ) и порфировыми кимберлитами (ПК).
Кимберлитовая трубка «Ботуобинская» с поверхности перекрыта толщей (78-110м) рыхлых мезозойских осадочных пород. На границе с перекрывающими отложениями (+170м) площадь трубки около 16 тыс. м2
, на глубине 400м - всего 612 м2
. Рудное тело имеет вытянутую форму. Выделено два технологических типа: автолитовая кимберлитовая брекчия и порфировые кимберлиты (АКБ+ПК) и кимберлитовая туфобрекчия (КГБ).
Кимберлитовые породы трубки «Нюрбинская» и «Ботуобинская», имеют близкий вещественный состав и содержания алмазов.
Характерным для них являются повышенная трещиноватость рудного материала, высокое качество алмазов и низкое содержание минералов тяжелой фракции плотностью более 2,9 г/см3
, крупность которых редко превышает 5 мм. АКБ имеют зеленовато-серый и реже желтовато-серый цвет. Типоморфным признаком АКБ является высокое содержание в них ксенолитов метаморфических пород фундамента (5-7% объема). Доля вмещающих осадочных пород составляет 5-8%. Ксенолиты представлены кристаллическими сланцами, токами, реже породами трапповой формации. Распределение ксенолитовых пород неравномерное.
Порфировые кимберлиты (ПК) встречаются в виде маломощных (10-20см) даек, мелких обломков (до 10 см) и отдельных крупных блоков. Распределение их неравномерное, а содержание не превышает 2%. Порфировые выделения представлены псевдоморфозами кальцита и серпентина по оливину (до 40%) и таблитчатым флогопитом (около 2%).
Для АКБ характерно низкое содержание минералов тяжелой фракции (2,14 кг/т) и минералов - спутников алмаза: пиропа (0,13 кг/т), хромшпинелидов – (0,04 кг/т). Содержание магнетита и сульфидов составляет, соответственно, 0,43 кг/т и 0,21 кг/т. Распределение минералов тяжелой фракции по рудному телу с глубиной не претерпевает существенных изменений.
1.2 Минералогический состав
Минералогический состав кимберлитов в качественном отношении постоянен, хотя количественные соотношения одних и тех же минералов в разных типах и отдельных трубках варьируют в значительных пределах.
Кимберлитовая брекчия, заполняющая трубку «Нюрбинская», состоит из следующих четырех групп минералов и пород:
1. Обломков собственно кимберлита - ультраосновной породы, представляющей собой агрегат, состоящий из оливина, флогопита, авгита, ильменита, перовскита и апатита;
2. Обломков минералов, генетически связанных с образованием кимберлитовой магмы: пиропа, моноклинного пироксена типа диоксида, энстатита, шпинели, хромита, дистена, корунда и рутила;
3. Обломков посторонних минералов;
4. Цемента, представленного серпентином и карбонатом.
Важными составными компонентами кимберлитов, которые принято называть индикаторными минералами, или минералами спутниками, является ассоциация глубинных минералов, включающая:
алмаз – чистый углерод, его плотность в пределах 3,52 г/см3
пироп – (Mg Fe)3Al2(SiO4)3 с плотностью p = 3,5 – 4,3 г/см3
;
пикроильменит – Fe TiO3 с плотностью p = 4 – 4,79 г/см3
;
хромшпинелид - FeMgCnAl2SiO4 с плотностью p = 3,6 – 5,09 г/см3
;
оливин –(Mg Fe)2 SiO4 с плотностью p = 4,2 – 4,7 г/см3;
циркон – Zr SiO4 с плотностью p = 4 – 4,86 г/см3
;
флогопит – KMSi3AlO10 с плотностью p = 3,5 – 3 г/см3
;
а также апатит, титанклиногумит, хромдиопсид и другие минералы.
Так как кимберлитовые породы интенсивно изменены кимберлитовыми породами, то особую роль играют вторичные минералы. Вторичные минералы — серпентин, карбонаты, хлорит — составляют основной объем кимберлитов как верхних, так и глубоких частей тела. Другие вторичные фазы встречаются гораздо реже. В отдельных блоках трубки они доминируют или присутствуют в повышенных количествах. К таким минералам следует относить доломит, магнетит, пирит, кварц, битум, галенит, барит, пироаурит, амакинит, брусит, хантит, шортит, галит и ряд других.
Почти во всех кимберлитах широким распространением пользуются оливин, ильменит, магнетит и в большинстве трубок – пироп. Этими минералами в основном сложена тяжелая фракция кимберлитов. Такие минералы как, хромдиопсид, энстатит, хромит, апатит, циркон, роговая обманка, перовскит и другие, встречаются обычно или в единичных зернах или входят в заметных количествах в состав некоторых ксенолитов. Карбонаты, главным образом кальцит, выделяется в трещинах и пустотах кимберлита, часто в ассоциации с пиритом, реже с кварцем, а в некоторых трубках с битумом. Флогопит повсюду в большей или меньшей степени подвержен процессу хлоритизации. Гидроокислы железа встречаются в виде локальных участков в верхних горизонтах всех трубок, окрашивая иногда участки пород в буровато-красные и бурые цвета. Содержание в породе разрушенных пород и охристо-глинистых минералов, образующих при измельчении большое количество первичных и вторичных шламов, осложняя процесс обогащения, варьирует в значительных пределах. Это пределы характеризуется количеством минералов, подверженных вторичным изменениям (серпинтизации, хлоритизации, карбонатизации), в результате чего увеличивается разрушающая способность.
Количество граната в трубке повышено (среднее 0,51 %). Преобладает магнезиальная разновидность с высоким (50 — 70 %) содержанием пиропового компонента. Эклогитовые гранаты в кимберлитовом цементе составляют не более 5-7% всей выборки. Среднее содержание Сг2
О3
в гранате представительной выборки (несколько сотен зерен) варьирует от 3,07 до 5,10 %, предельные значения в отдельных зернах граната — от 0,5 до 11,0 %. Довольно часто встречаются гранаты уваровит-пиропового состава; количество этого минерала алмазной ассоциации составляет 3,8 %.
Содержание пикроильменита в трубке также повышено (0,75 %). Состав минерала варьирует в широких пределах — изменяются концентрации титана, магния, железа и хрома.
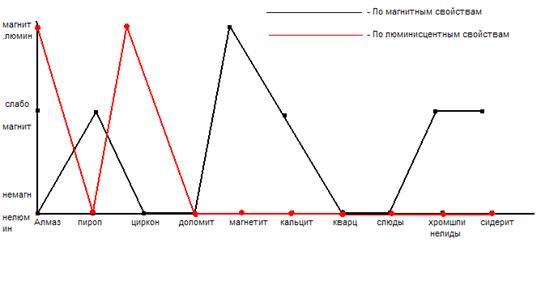
Малое содержание в руде кальция, шеелита, циркона и других минералов, люминесцирующих наряду с алмазами, позволяет благополучно применять люминесцентные сепараторы, тогда как повышенное содержание их увеличивает выход концентрата, снижая его качество.
Среднее содержание тяжелой фракции с удельным весом более 3,2 в кимберлитовой брекчии составляет 1-3%, т.е. материал легко обогащается гравитационными методами (отсадка, винтовая сепарация и тяжелосредная сепарация).
1.3 Гранулометрический состав
Гранулометрический состав характеризуется количественным распределением зерен полезного ископаемого по крупности, и играет немаловажную роль при выборе схем дробления, измельчения и грохочения.
По гранулометрии алмазов основная масса (51,0-70,9 %), представлена мелкими кристаллами класса -1+0,5 мм. На долю алмазов класса -2+1 мм приходится 1/4-2/5 от общего количества кристаллов. Крупные камни класса -4+2 мм составляют 2,01-9,6 % от общего количества всех алмазов. По массе алмазов наиболее продуктивными являются классы -2+1 мм (30,02-50,7 %) и -4+2 мм (23,3-52,6 %), а наиболее крупные камни класса -8+4 мм составляют 10,45-27,26 % от общей массы. На долю более мелких, резко преобладающих по количеству, кристаллов класса -1+0,5 мм приходится лишь 7,33-12,6 % от общей массы всех алмазов.
Гранулометрическая характеристика исходного сырья представлена в таблице 1.
Таблица 1.1 - Гранулометрическая характеристика руды трубки "Нюрбинская".
| Класс
крупности, мм
|
-1200
+1000
|
-1000
+800
|
-800
+600
|
-600
+400
|
-400
+200
|
-200
+100
|
-100
+50
|
-50
+20
|
| Выход классов, %
|
3,7
|
4,3
|
6,4
|
13,0
|
19,6
|
6,2
|
8,9
|
10,5
|
| Класс
крупности, мм
|
-20
+10
|
-10
+8
|
-8
+5
|
-5
+2
|
-2
+1
|
-1
+0,5
|
-0,5
+0
|
Итого
|
| Выход классов, %
|
6,4
|
2,0
|
3,0
|
4,9
|
3,0
|
1,7
|
6,4
|
100
|
Результаты анализа показывают, что на фабрику будет поступать руда, представленная до 15% крупным (+600 мм) и до 11% мелким (-2мм) рудным материалом. Кумулятивная кривая гранулометрического состава исходного сырья представлена на рисунке 1.1.

Рис. 1.1. - Кумулятивная кривая исходной руды.
1.4 Химический состав
В тяжелой фракции преобладают пироп (до 5 %) и хромшпинелид (0,9 %), реже встречаются пикроильменит. Отмечаются розовые, красные, оранжевые и фиолетовые гранаты при главенстве зерен, окрашенных в оранжевый и розовый цвет. По данным оптико-спектроскопических исследований среди изученных зерен гранатов установлено три генетических типа: высокобарические мантийные гранаты пиропового ряда перидотит-пироксенитовых и эклогитовых глубинных парагенезисов, альмандины из эклогитоподобных пород нижней коры.
Ильменит является характерным минералом верхних горизонтов трубки Нюрбинская. По содержанию Fе2
Оз ильмениты делятся на две серии. Первая включает парамагнитный ильменит с содержанием Fe2
O3
менее 20 %. Сюда отнесены высокотитанистые, высокомагнезиальные и низкохромистые ильмениты. Пределы колебания содержаний основных оксидов для них таковы (в %): ТiO2
= 44,69-49,20; МnО = 7,00-9,66; Сг2
О3
= 0,09-0,51. Ко второй серии относится ферромагнитный ильменит с содержанием Fe2
O3
более 20 %. Среди ильменитов этой серии выделяются три подгруппы, в целом отличающиеся между собой по соотношению Сг2
О3
. В первую из них попадают хромсодержащие ильмениты (Сг2
О3
0,06-0,73 %) с относительно низким количеством титана. Ко второй (промежуточной) подгруппе относятся ильмениты с умеренной хромистостью и титанистостью (Сг2
О3
0,71-1,71 %). Третья подгруппа представлена ильменитом с высоким содержанием хрома, низким титана и магния (ТiO2
30,37-32,1 %, МnО 3,47-3,86 %, Сг2
О3
3,47-3,95 %). Повышенное содержание оксида хрома, вероятно, отражает их высокотемпературный генезис. Что же касается повышенного содержания в кимберлитовых породах трубки ферромагнитного ильменита, то этот минерал является довольно характерным для кимберлитовых трубок Малоботуобинского района.
Породы коры выветривания характеризуются повышенными содержаниями SiO2
, TiO2
А12
Оз, Fe2
O3
и очень низкими концентрациями СаО и МnО, что обусловлено процессами гипергенеза.
Химический состав кимберлитовых пород трубки «Нюрбинская» представлен в таблице 1.2.
Таблица 1.2 - Химический состав кимберлитовых пород трубки «Нюрбинская» в %.
| Оксиды
|
1(47)
|
2(28)
|
3(15)
|
4(15)
|
| SiO2
|
48,55
|
25,27
|
29,44
|
25,42
|
| ТiO2
|
1,18
|
0,49
|
0,38
|
0,39
|
| А12
03
|
9,79
|
3,76
|
3,32
|
3,74
|
| Fе2
03
|
12,33
|
4,49
|
5,91
|
4,72
|
| МnО
|
0,15
|
0,13
|
0,12
|
0,12
|
| МgО
|
10,81
|
17,53
|
27,44
|
20,34
|
| СаО
|
2,17
|
19,68
|
10,84
|
18,55
|
| Ка2
О
|
0,04
|
0,00
|
0,00
|
0,00
|
| К2
О
|
0,84
|
1,14
|
0,40
|
1,25
|
| Р2
05
|
0,45
|
0,58
|
0,41
|
0,53
|
| П.п.п.
|
13,64
|
27,40
|
22,54
|
25,27
|
| Сумма
|
99,95
|
100,47
|
100,80
|
100,33
|
Примечание:
1- кора выветривания, 2 – 4 – плотные кимберлитовые брекчии.
1.5 Физические свойства минералов
Кварц бывает окрашенным в различные цвета. Излом раковистый, обладает пьезоэлектрическими свойствами, возникающими при сжатии и растяжении пластин кварца.
Каолинит. Отдельные чешуйки бесцветны, сплошные массы белые. Блеск чешуек перламутровый, сплошных скоплений – матовый. Спайность – весьма совершенная.
Полевой шпат. Цвет бледный разных оттенков. Спайность совершенная.
Оливин. Цвет изменяется от темно-желтого до зеленого. Блеск стеклянный, сильный. Спайность несовершенная.
Ильменит цвет – железо-черный, цвет черты – черный. Блеск полуметаллический, не прозрачный, спайность отсутствует. Хрупкий. Отмечается сильное двупреломление. Отражательная способность низкая – 18%.
Циркон. Цвет – оранжевый, желтый, коричневый, часто сероватый, розовый, красный. Блеск алмазный, иногда жирный. Спайность средняя по призме. Хрупкий. Оптические свойства: одноосный, положительный. Часто радиоактивный и метамиктный.
Хромит. Цвет черный. Цвет черты бурый. Блеск металловидный. Спайность отсутствует. Изотропный. Отражательная способность низкая – 12%.
Роговая обманка. Цвет от светло-зеленого до зелено-черного и черного. Блеск стеклянный.
Гематит. Цвет: железо-черный, землистые разности ярко-красные. Цвет черты вишнево-красный. Блеск полуметаллический. Спайность отсутствует. Излом раковистый до неровного.
Алмаз характеризуется высоким показателем преломления (2,42) и высокой дисперсией (0,65). В рентгеновских лучах люминесцирует до 95-98% всех разновидностей алмазов. В ультрафиолетовом излучении люминесценция алмазов менее постоянная.
Сидерит. Цвет желтовато-серый, сероватый, в катодных лучах светится ярким оранжево-красным цветом. Блеск стеклянный. Спайность совершенная.
Доломит. Цвет серовато-белый, иногда с желтоватым, буроватым и зеленоватым оттенком. Блеск стеклянный. Спайность совершенная по ромбоэдру.
Другие физические свойства минералов легкой и тяжелой фракций представлены в таблице 1.3.
Таблица 1.3. - Физические свойства минералов
| Минералы
|
Химическая формула
|
Плотность
г/см3
|
Твердость по шкале Мооса
|
хрупкость
|
| |
Легкая фракция
|
|
|
| Кварц
|
SiO2
|
2.65
|
7
|
хрупкий
|
| Полевой шпат
|
NaAlSi3
O8
. KALSi3
O8
.CaAlSi2
O8
|
2.65-2.76
|
6-6,5
|
нехрупкий
|
| кальцит
|
CaCO3
|
2.6-2.8
|
3-3,5
|
хрупкий
|
| глауконит
|
K(Fe.Al.Mg)2
(OH)2
(AlSi3
O10
)*nH2
O
|
2.2-2.9
|
2-3
|
хрупкий
|
| каолинит
|
Al4
(OH)8
(Si4
O10
)
|
2.58-2.63
|
2,5-3
|
хрупкий
|
| слюды
|
KAl2
(OH)2
(ALSi3
O10
)
|
2.76-3.1
|
2-3
|
хрупкий
|
| |
Тяжелая фракция
|
|
|
| Ильменит
|
FeTiO3
|
4.72
|
5-6
|
нехрупкий
|
| Циркон
|
ZrSiO4
|
4.68-4.7
|
7-8
|
нехрупкий
|
| Пироксен
|
CaMg(Si2
O6
)
|
3.22-3.55
|
5-6
|
нехрупкий
|
| Хромшпинелиды
|
(Mg.Fe)(Cr.Al.Fe)2
O4
|
4-4.8
|
5,5-7,5
|
нехрупкий
|
| Магнетит
|
Fe3
O4
|
4.9-5.2
|
5,5-6
|
хрупкий
|
| Пироп
|
Mg3
Al2
(SiO4
)3
|
3.51
|
7-7,5
|
нехрупкий
|
| Доломит
|
CaMg(CO3
)2
|
2.8-2.9
|
3.5-4.0
|
хрупкий
|
| Гидрооксиды железа
|
Fe(OH)3
Fe2O3
|
5 – 5.53
|
|
хрупкий
|
| Роговая обманка
|
Алюмосиликат Fe.Ca.Na
|
3.1-3.3
|
5,5-6
|
нехрупкий
|
| Сидерит
|
FeCO3
|
3.9
|
3.5-4.5
|
хрупкий
|
| Алмаз
|
С
|
3,52
|
10
|
хрупкий
|
1.6 Текстурно-структурная характеристика
В легкой фракции в значительных количествах присутствует кварц, который образует различные формы от угловатых слабо окатанных до хорошо окатанных и отполированных шариков.
Полевые шпаты представлены микроклином в виде обломков различной формы, окатанные слабо прозрачные, буроватые в значительной степени измененные, иногда в них наблюдается микроклиновая решетка.
Глауконит светло-зеленого цвета имеет форму округлых комочков с характерным для него агрегатным строением и интерференционной окраской. Каолинит – основной минерал глинистой части фракции, но встречается в зернах размером больше 0,1 мм, где образует неправильно округлой формы агрегаты серовато-белого цвета.
В тяжелой части фракции в значительных количествах присутствует сидерит, образующий желтовато-бурые, ожелезненные выделения сферической, эллипсоидальной, реже неправильной формы.
Магнетит и ильменит представлены обломками, иногда кристаллами таблитчатой формы серовато-черного и смолисто-черного цвета, покрытыми продуктами разложения буровато-красного цвета. Зерна ильменита имеют неправильную форму, размеры их от 0,1 до 3 мм.
Гидроокислы железа (гетит, гидрогетит, гематит) образуют тонкодисперсные бурые и красновато бурые землистые массы. Гидроксиды железа в одних случаях образуют бобовины, и тогда порода ими не «загрязнена», в других – они равномерно (или не совсем равномерно) пропитывают всю породу, придавая ей коричневый цвет различной интенсивности.
Глинисто-карбонатные агрегаты наблюдаются в виде зерноагрегатных строений, центральные части которых темно-бурые, а по краям просматривается карбонатный материал. В единичных зернах в описываемых отложениях встречаются пироксены, хромит и циркон.
Хромшпинелиды в количественном отношении уступают пиропу. Их выделения разнообразны по морфологии – наряду с правильными октаэдрическими кристаллами с четкими идиоморфными очертаниями присутствуют зерна неправильных очертаний размером от 0,1 до 1-4 мм.
Алмазы в основном (92 %) представлены кристаллами I разновидности по Ю.Л. Орлову различной морфологии, а также поликристаллическими агрегатами VIII разновидности (2 %).
Среди алмазов I разновидности по кристалломорфологическим особенностям преобладают кристаллы октаэдрического (1/3) и переходного от октаэдрического к ромбододекаэдрическому (1/6) габитусов, при заметном (> 1/5) содержании бесформенных осколков без признаков кристаллографической огранки. Редки типичные округлые алмазы уральского (бразильского типа) (2 %) и додекаэдроиды с шагренью и полосами пластической деформации даечного типа (1 %).
Сопоставив все известные данные по физическим, химическим, механическим и другим свойствам минералов составляем сводную таблицу и строим графики, необходимые для обоснования схемы фабрики:
Таблица 1.4. – Свойства минералов
| Минерал
|
Хим. Форм.
|
Плотн.
|
Тверд.
|
Хрупкость
|
Люменесц
свойства
|
Эл. свойства
|
Магнитные
свойства
|
Гидрофильн.
Гидрофобн.
|
| Алмаз
|
C
|
3,52
|
10
|
Хрупкий
|
+
|
Непровод
|
Немагнит
|
Гидрофоб
|
| Пироп
|
Mg3Al2
(SiO4)3
|
3,51
|
7-7,5
|
Не хрупкий
|
-
|
Непровод
|
Слабомаг
|
Гидрофоб
|
| Циркон
|
ZrSiO4
|
4,68-4,7
|
7,8
|
Не хрупкий
|
+
|
Непровод
|
Немагн
|
Гидрофил
|
| Доломит
|
CaMg
(CO3)2
|
2,8-2,9
|
3,5-4
|
Хрупкий
|
-
|
Полупровод
|
Немагнит
|
Гидрофил
|
| Магнетит
|
Fe3O4
|
4,9-5,2
|
5,5-6
|
Хрупкий
|
-
|
Проводни
|
Магнитн
|
Гидрофил
|
| Кальцит
|
CaCo3
|
2,6-2,8
|
3-3,5
|
Хрупкий
|
-
|
Не провод
|
Слабомаг
|
Гидрофил
|
| Кварц
|
SiO2
|
2,65
|
7
|
Хрупкий
|
-
|
Не провод
|
Немагнит
|
Гидрофил
|
| Слюды
|
KAl(OH)2(AlSl3O10)
|
2,76-3,1
|
2-3
|
Хрупкий
|
-
|
Непровод
|
Немагнит
|
Гидрофил
|
| Хромшпинелиды
|
(MgFe)(CrAlFe)2O4
|
4-4,8
|
5,5-7,5
|
Не Хрупкий
|
-
|
Непровод
|
Слабомаг
|
Гидрофил
|
| Сидерит
|
FeCO4
|
3,9
|
3,5-4,5
|
Хрупкий
|
-
|
Провод
|
Слабомаг
|
Гидрофил
|
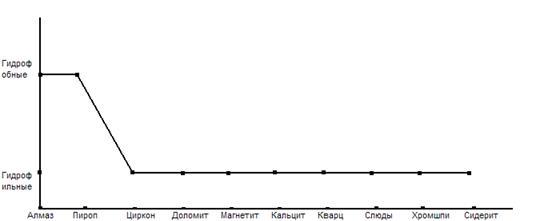
График по гидрофильным и гидрофобным свойствам

График по хрупкости и электрическим свойствам
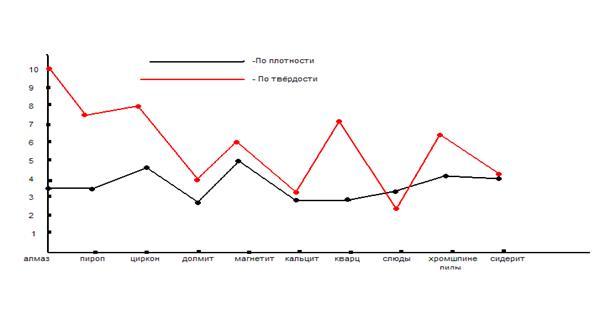
График по плотности и твердости
aά
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2 Технологическая часть
2.1 Описание технологической схемы
Исходная руда из карьера автосамосвалами доставляется на пандус фабрики. По сигналу светофора разгрузка руды производится на один из двух приемных бункеров. На бункере установлена стационарная колосниковая решетка с отверстиями 1000на1000 мм в свету. Негабариты оставшиеся на решетке разбиваются гидравлическим бутобоем, расположенным на площадке между двумя бункерами.
Под бункером установлен пластинчатый питатель шириной 2400мм, который работает под завалом руды. Для предохранения пластин питателя от ударов падающих кусков руды, на питателе постоянно должна лежать рудная "подушка" высотой один метр. Питатель равномерно загружает дробилку рудой через приемную пасть.
Дробленая руда разгружается на колосниковый подпружиненный грохот, который гасит удары от падающих кусков на ленту конвейера.
Под поддоном питателя установлен конвейер, который перегружает просыпи на конвейер дробленой руды. Далее материал конвейерным транспортом передается в главный корпус фабрики.
Дробленая руда системой конвейеров распределяется по приемным бункерам мельниц самоизмельчения.
Из бункеров, посредством питателей руда равномерно загружается в мельницы. Также на мельницу поступает материал крупностью +35мм от узла валковой дробилки, через свою систему конвейеров, бункеров и вибропитателей. Слив мельниц системой желобов равномерно распределяется на спиральные классификаторы типа КСН.
Пески каждого классификатора самотеком поступают на свой грохот, где отсеиваются на три класса: +32; -32+ 1 и -1+0 мм. Слив классификации подвергается еще одной операции обесшламливания, пески которой поступают на грохот с сеткой 1мм. Класс -1мм вместе со сливом отводится в отвал, а класс +1мм присоединяется к материалу крупностью -32+1мм.
Объединенный продукт крупностью -32 +1мм распределяется на классы -32+6, -6+1 и -1мм.
Продукты крупностью -32+6 мм и -6+1мм подаются в промежуточные бункеры тяжелосредных установок крупного и мелкого материала соответственно. Материал крупностью -1мм откачивается в зумпф сбора шламов.
Рудный материал крупностью +32 мм и хвосты тяжелосредной установки крупного материала системой конвейеров подаются в участок ВПВД. Этот материал поступает на грохот, отсеивающий на классы: +32 мм и -32 мм. Если ВПВД не работает, тогда весь материал подается по обходному конвейеру на мельницы.
Продукт крупностью -32мм после грохота поступает в бункер. Из бункера материал питателем подается в ВПВД. Продукт ВПВД - прессованный рудный материал (кек) конвейером передается в скруббер для промывки и дезинтеграции.
Продукт скруббера поступает на двухдечный грохот, где рассевается на три продукта: +32 мм, -32+1 мм и -1 мм. Материал крупностью +32 мм возвращается на конвейер питания ВПВД, материал крупностью -32+1мм подается в бункер подготовки питания тяжелосредной установки, а материал крупностью -1мм перекачивается в зумпф сбора жидких хвостов.
Материал крупностью -32+6мм и -6+1мм поступают на тяжелосредную сепарацию. Легкая фракция (хвосты) поступает на грохот, где ферросилиций дренируется и отмывается от рудного материала. После этой операции хвосты крупностью -32+6 мм поступают в ВПВД, а хвосты крупностью -6+1 мм транспортируются в мельницу.
Тяжелая фракция (концентрат) подается на грохот, где ферросилиций дренируется и отмывается от материала. Отмытый концентрат передается в цех доводки для дальнейшей обработки.
Дренированный ферросилиций подается в зумпф кондиционной суспензии, а отмытый - в зумпф разбавленной суспензии.
Кондиционная суспензия возвращается в процесс, непосредственно в смесительную емкость.
Концентраты тяжелосредной сепарации далее поступают в цех окончательной доводки где грохотятся на более узкие классы (-32+12, -12+6, -6+3 и -3+1мм) и подвергаются основной и контрольной рентгенолюминесцентной сепарации. Кондиционные концентраты попадают на сортировочные ящики для ручной разборки. Хвосты крупностью -32+12мм и -12+6мм объединяются и передаются в узел ВПВД. Хвосты крупностью-6+3мм и -3+1мм направляются в узел липкостной сепарации. Концентраты липкостной сепарации, после отмывки от жира и подсушки, отправляются на ручную разборку, а хвосты возвращаются на доизмельчение.
2.2 Расчет качественно-количественной схемы
Технологические результаты обогащения того или иного полезного ископаемого нельзя оценить при помощи одного какого-либо показателя. Необходимо учитывать несколько основных показателей, характеризующих процесс обогащения в целом. К основным показателям относят: содержание компонента в исходном сырье и продуктах обогащения; выход продуктов обогащения; извлечение компонентов в продукты обогащения.
Все технологические показатели обогащения взаимосвязаны. Поэтому, зная значения одних, можно расчетным путем получить значения других. Если нам известно содержание полезного компонента в исходном сырье и продуктах обогащения, то можно подсчитать выходы продуктов обогащения, извлечение полезного компонента в концентрат и т.д. Целью расчета является определение для всех продуктов и операций схемы ряда показателей, характеризующих технологический процесс качественно и количественно.
При расчете качественно-количественной схемы используются уравнения баланса:
по руде и продуктам обогащения:
 ; (2.1) ; (2.1)
где γк
– выход концентрата, %;
γхв
– выход хвостов, %.
по ценному компоненту:
 (2.2) (2.2)
где α – содержание ценного компонента в исходной руде, %;
άк
– содержание ценного компонента в концентрате, %;
άхв
– содержание ценного компонента в хвостах, %;
Выход продуктов обогащения находим по формуле:
 (2.3) (2.3)
где Qn
–
выход н-го продукта обогащения, т/ч;
Q1
– исходная производительность, т/ч.
Извлечение рассчитываем по формуле:
 (2.4) (2.4)
где εβ – извлечение ценного компонента, %;
γ – выход продуктов обогащения, %;
α и β – содержание ценного компонента в исходной руде и в продуктах обогащения соответственно, %.
1
Рассчитываем производительность (Q) для каждой операции и продуктов.
Q1
= Q2
= 300 т/ч; С=36т/ч
300-100%
Х-136%
Частный выход слива 1ст классификации составляет 41 %, отсюда:
408– 100 %
Х –41%
Q4
= Q3
– Q5
=408–167,28= 240,72т/ч
Частный выход классов + 32мм и – 1 мм составляет 4% и 56 % соответственно, отсюда:
240,72– 100 %
Х – 4 %
240,72– 100 %
Х –56%
Q7
= Q4
– Q6
– Q8
=240,72–9,63–134,8= 96,3т/ч
Частный выход слива 2ст классификации составляет 36 %, отсюда:
167,28– 100 %
Х –36%
Q9
= Q5
– Q10
=167,28–60,22= 107,06т/ч
Частный выход класса – 1 мм (14 продукта) принимаем 32 %, отсюда:
107,06– 100%
Х –32%
Q13
= Q9
– Q14
=107,06–34,502= 72,558т/ч
Q21
принимаем 10,53 т/ч, таким образом нагрузка на VI стадию грохочения составит: Q = 10,53 + 96,3 + 72,558 = 179,388 т/ч.
Частный выход классов – 32 +6мм и – 1мм составляет 33% и 9% соответственно, отсюда:
179,388 – 100%
Х – 33%
179,388 – 100%
Х – 9%
Q16
= Q – Q15
– Q17
= 179,388 – 59,198 – 16,145 = 104,045 т/ч;
Частный выход концентрата ТСС крупностью -32 +6мм составляет 9%, отсюда:
59,198 – 100%
Х – 9%
Q24
= Q15
– Q23
= 59,198 – 5,328 = 53,87 т/ч;
Частный выход концентрата ТСС крупностью – 6 +1мм составляет 23%, отсюда:
104,045 – 100%
Х – 23%
Q26
= Q16
– Q25
= 104,045 – 23,92 = 80,125 т/ч;
300 – 100 %
Х – 36%
Q11
= С – Q26
= 108 – 80,125 = 27,875 т/ч;
Q12
= Q6
+ Q24
– Q11
= 9,63 + 53,87 – 27,875 = 35,6 т/ч;
Q22
= Q1
– Q8
– Q10
– Q14
– Q17
– Q25
– Q23
;
Q22
= 300 – 134,8 – 60,22 – 34,502 – 16,145 – 23,93 – 5,328 = 20,075 т/ч;
Частный выход класса + 32 мм (20 продукт) составляет 2%, отсюда:
36,6 – 100%
Х – 2%
Q18
= Q19
= Q12
+Q20
= 35,6 + 0,727 = 36,327 т/ч.
2
Для каждой операции схемы составляем систему уравнений, решая которую определяем выхода продуктов и содержание ценного компонента в них. Общий выход продуктов рассчитываем по формуле (2.3).
I Дробление
γ1
= γ2
= 100%; β2
= β = 10%; ε2
= ε1
=100%.
II Самоизмельчение
γ2
+ γ26
+ γ11
= γ3
γ2
β2
+ γ26
β26
+ γ11
β11
= γ3
β3
Решаем первое уравнение системы



γ2
+ γ26
+ γ11
= γ3
100 + 26,705+ 9,295 = 136
Решаем второе уравнение системы
γ2
β2
+ γ26
β26
+ γ11
β11
= γ3
β3
Известно α = 10%, принимаем β26
= 4%, β11
= 6%.
100·10 + 26,705·4 + 9,295·6 = 136·β3
1000 + 106,82 + 55,77 = 136·β3
1162,59 = 136·β3
β3
= 1162,59 : 136
β3
= 8,55%.
По формуле (2.4) находим извлечение ценного компонента по продуктам обогащения:



III Классификация
γ3
= γ4
+γ5
γ3
β3
= γ4
β4
+ γ5
β5
Решаем первое уравнение системы



γ3
= γ4
+γ5
136 = 80,24 + 55,76
Решаем второе уравнение системы
γ3
β3
= γ4
β4
+ γ5
β5
Известно β3
= 8,55%, принимаем β4
= 11,5%;
136 · 8,55 = 80,24 · 11,5 + 55,76 · β5
1162,59 = 922,76 + 55,76 · β5
239,83 = 55,76· β5
β5
= 239,83 : 55,76
β5
= 4,3%;
Находим извлечение:


IV Грохочение материала крупностью -32 +1 мм
γ4
= γ6
+ γ7
+ γ8
γ4
β4
= γ6
β6
+ γ7
β7
+ γ8
β8
Решаем первое уравнение системы



γ4
= γ6
+γ7
+ γ8
80,24 = 3,21 + 32,1 + 44,93
Решаем второе уравнение системы
γ4
β4
= γ6
β6
+ γ7
β7
+ γ8
β8
Известно β4
= 11,5%, принимаем β6
= 20 %, β8
= 1 %;
80,24 · 11,5 = 3,21 · 20 + 32,1 · β6
+ 44,93 · 1
922,76 = 64,2 + 32,1 · β7
+ 44,93
922,76 – 64,2 – 44,93 = 32,1 · β7
β7
= 813,63 : 32,1
β7
= 25,346 %;
Находим извлечение:



V Обесшламливание
γ5
= γ9
+ γ10
γ5
β5
= γ9
β9
+ γ10
β10
Решаем первое уравнение системы


γ5
= γ9
+γ10
55,76 = 35,686 + 20,073
Решаем второе уравнение системы
γ5
β5
= γ9
β9
+ γ10
β10
Известно β5
= 4,3%, принимаем β10
= 1,3%;
55,76 · 4,3 = 35,686 · β9
+ 20,073 · 1,3
239,768 = 35,686 · β9
+ 26,095
213,673 = 35,686 · β9
β9
= 5,987%;
Находим извлечение:


VII Грохочение материала крупностью 1мм
γ9
= γ13
+ γ14
γ9
β9
= γ13
β13
+ γ14
β14
Решаем первое уравнение системы


γ9
= γ13
+ γ14
35,686 = 24,186 + 11,5
Решаем второе уравнение системы
γ9
β9
= γ13
β13
+ γ14
β14
Известно β9
= 5,987 %, принимаем β14
= 1 %;
35,686 · 5,987 = 24,186 · β12
+ 11,5 · 1
213,653 = 24,186 · β13
+ 11,5
202,153 = 24,186 · β13
β13
= 8,36 %;
Находим извлечение:


VIII Грохочение материала крупностью -32 +0мм
γ21
+ γ7
+γ13
= γ15
+ γ16
+ γ17
γ21
β21
+ γ7
β7
+γ13
β13
= γ15
β15
+ γ16
β16
+ γ17
β17
Решаем первое уравнение системы




γ21
+ γ7
+γ13
= γ15
+ γ16
+ γ17
3,51 + 32,1 + 24,186 = 19,733 + 34,682 + 5,382
59,796 = 59,796
Решаем второе уравнение системы
γ21
β21
+ γ7
β7
+γ13
β13
= γ15
β15
+ γ16
β16
+ γ17
β17
Известно β7
= 25,346 %, β13
= 8,36 %, принимаем β21
= 9,8%, β16
= 20 %, β17
= 7%;
3,51·9,8 + 32,1·25,346 + 24,186·8,36 = 19,733·β15
+ 34,682·20 + 5,382·7
34,398 + 813,607 + 202,195 = 19,733·β15
+ 693,64 + 37,674
318,882 = 19,733·β15
β15
= 16,16 %;
Находим извлечение:




IX Тяжелосредная сепарация материала крупностью -32+6 мм
γ15
= γ23
+ γ24
γ15
β15
= γ23
β23
+ γ24
β24
Решаем первое уравнение системы


γ15
= γ23
+ γ24
19,733 = 1,776 + 17,957
Решаем второе уравнение системы
γ15
β15
= γ23
β23
+ γ24
β24
Известно β15
= 16,16%, принимаем β23
= 95 %;
19,733 · 16,16 = 1,776 · 95 + 17,957 · β24
318,885 = 168,72 + 17,957 · β24
150,165 = 17,957 · β24
β24
= 8,362%;
Находим извлечение:


XI Тяжелосредная сепарация материала крупностью -6+1 мм
γ16
= γ25
+ γ26
γ16
β16
= γ25
β25
+ γ26
β26
Решаем первое уравнение системы


γ16
= γ25
+ γ26
34,682 = 7,977 + 26,70
Решаем второе уравнение системы
γ16
β16
= γ25
β25
+ γ26
β26
Известно β16
= 20%, принимаем β26
= 4 %;
34,682 · 20 = 7,977 · β25
+ 26,70 · 4
693,64 = 7,977 · β25
+ 106,8
586,84 = 7,977 · β25
β25
= 73,56 %;
Находим извлечение:


VI Грохочение материала крупностью -32 +6 мм
γ6
+ γ24
= γ11
+ γ12
γ6
β6
+ γ24
β24
= γ11
β11
+ γ12
β12
γ12
= γ6
+ γ24
– γ11
γ12
= 3,21 + 17,957 – 9,295 = 11,872 %.
ε12
= ε6
+ ε24
– ε11
= 6,42 + 15,02 – 5,58 = 15,86 %.

X Грохочение материала крупностью -32 +0 мм
γ12
+ γ20
= γ20
+ γ21
+ γ22
γ12
β12
+ γ20
β20
= γ20
β20
+ γ21
β21
+ γ22
β22

β20
– принимаем 6%;


ε22
= ε12
– ε21
= 15,86 – 3,44 = 12,42%;

Составим баланс металлов по конечным продуктам
100·α = γ8
β8
+ γ10
β10
+ γ14
β14
+ γ17
β17
+ γ22
β22
+ γ23
β23
+ γ25
β25
1000 = 44,93 + 26,095 + 11,5 + 37,674+ 124,2 + 168,72 + 586,79
1000 = 1000 (999,9)
Результаты расчетов заносим в таблицу 2.1. Баланс продуктов схемы приведен в таблице 2.2.
Таблица 2.1 – Результаты расчета качественно-количественной схемы
| № оп/пр
|
Наименование продуктов и операции
|
Q, т/ч
|
γ, %
|
β, %
|
ε, %
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| I
|
Дробление
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 1
|
исходная руда
|
300
|
100
|
10
|
100
|
| |
Итого:
|
300
|
100
|
10
|
100
|
| |
Выходит:
|
|
|
|
|
| 2
|
дробленая руда
|
300
|
100
|
10
|
100
|
| |
Итого:
|
300
|
100
|
10
|
100
|
| II
|
Самоизмельчение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 2
|
дробленая руда
|
300
|
100
|
10
|
100
|
| 11
|
класс + 32 мм
|
27,885
|
9,295
|
6
|
5,58
|
| 26
|
хвостыТСС -6+1
|
80,115
|
26,7
|
4
|
10,68
|
| |
Итого:
|
408
|
136
|
8,55
|
116,26
|
| |
Выходит:
|
|
|
|
|
| 3
|
измельченная руда
|
408
|
136
|
8,55
|
116,26
|
| |
Итого:
|
408
|
136
|
8,55
|
116,26
|
| III
|
Классификация
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 3
|
измельченная руда
|
408
|
136
|
8,55
|
116,26
|
| |
Итого:
|
408
|
136
|
8,55
|
116,26
|
| |
Выходит:
|
|
|
|
|
| 4
|
пески классификации
|
240,72
|
80,24
|
11,50
|
92,28
|
| 5
|
слив классификации
|
167,28
|
55,76
|
4,30
|
23,98
|
| |
Итого:
|
408
|
136,00
|
8,55
|
116,26
|
| IV
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 4
|
пески классификации
|
240,72
|
80,24
|
11,5
|
92,28
|
| |
Итого:
|
240,72
|
80,24
|
11,5
|
92,28
|
| |
Выходит:
|
|
|
|
|
| 6
|
класс + 32 мм
|
9,63
|
3,21
|
20
|
6,43
|
| 7
|
класс-32 +1мм
|
96,3
|
32,1
|
25,35
|
81,36
|
| 8
|
класс -1мм
|
134,8
|
44,93
|
1
|
4,49
|
| |
Итого:
|
240,72
|
80,24
|
11,5
|
92,28
|
| V
|
Обесшламливание
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 5
|
слив классификации
|
167,28
|
55,76
|
4,3
|
23,98
|
| |
Итого:
|
167,28
|
55,76
|
4,3
|
23,98
|
| |
Выходит:
|
|
|
|
|
| 9
|
Пески
|
107,06
|
35,69
|
5,99
|
21,37
|
| 10
|
Слив
|
60,22
|
20,07
|
1,3
|
2,61
|
| |
Итого:
|
167,28
|
55,76
|
4,3
|
23,98
|
Продолжение табл. 2.1
| 1
|
2
|
3
|
4
|
5
|
6
|
| VII
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 9
|
Пески обесшламливания
|
107,06
|
35,69
|
5,99
|
21,37
|
| |
Итого:
|
107,06
|
35,69
|
5,99
|
21,37
|
| |
Выходит:
|
|
|
|
|
| 13
|
класс +1мм
|
72,558
|
24,19
|
8,36
|
20,2
|
| 14
|
класс – 1мм
|
34,502
|
11,5
|
1
|
1,15
|
| |
Итого:
|
107,06
|
35,69
|
5,99
|
21,35
|
| VIII
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 7
|
класс -32 +1мм
|
96,3
|
32,1
|
25,35
|
81,36
|
| 13
|
класс +1мм
|
72,558
|
24,19
|
8,36
|
20,2
|
| 23
|
класс -32 +1мм
|
10,53
|
3,51
|
9,8
|
3,44
|
| |
Итого:
|
179,388
|
59,8
|
17,56
|
105
|
| |
Выходит:
|
|
|
|
|
| 15
|
класс -32 +6мм
|
59,198
|
19,73
|
16,16
|
31,89
|
| 16
|
класс -6 +1мм
|
104,045
|
34,68
|
20
|
69,36
|
| 17
|
класс -1мм
|
16,145
|
5,38
|
7
|
3,77
|
| |
Итого:
|
179,388
|
59,79
|
17,56
|
105
|
| IX
|
ТСС -32 +6мм
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 15
|
класс -32 +6мм
|
59,198
|
19,73
|
16,16
|
31,89
|
| |
Итого:
|
59,198
|
19,73
|
16,16
|
31,89
|
| |
Выходит:
|
|
|
|
|
| 23
|
концентрат ТСС
|
5,328
|
1,776
|
95
|
16,87
|
| 24
|
Хвосты ТСС
|
53,87
|
17,957
|
8,36
|
15,02
|
| |
Итого:
|
59,198
|
19,733
|
16,16
|
31,89
|
| XI
|
ТСС -6 +1мм
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 16
|
класс -6 +1мм
|
104,05
|
34,68
|
20
|
69,36
|
| |
Итого:
|
104,05
|
34,68
|
20
|
69,36
|
| |
Выходит:
|
|
|
|
|
| 25
|
концентрат ТСС
|
23,93
|
7,98
|
73,56
|
58,68
|
| 26
|
хвосты ТСС
|
80,115
|
26,7
|
4
|
10,68
|
| |
Итого:
|
104,045
|
34,68
|
20
|
69,36
|
| VI
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 6
|
класс +32 мм
|
9,63
|
3,21
|
20
|
6,42
|
| 24
|
хвосты ТСС -32 +6мм
|
53,87
|
17,957
|
8,364
|
15,02
|
| |
Итого
|
63,5
|
21,167
|
10,13
|
21,44
|
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
Выходит:
|
|
|
|
|
| 11
|
класс +32 мм
|
27,885
|
9,295
|
6
|
5,58
|
| 12
|
класс -32 мм
|
35,6
|
11,872
|
13,36
|
15,86
|
| |
Итого:
|
63,485
|
21,167
|
10,13
|
21,44
|
Продолжение табл. 2.1
| 1
|
2
|
3
|
4
|
5
|
6
|
| X
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 12
|
класс -32 мм
|
35,6
|
11,872
|
13,36
|
15,86
|
| 20
|
класс +32 мм
|
0,727
|
0,24
|
6
|
0,144
|
| |
Итого:
|
36,33
|
12,11
|
13,21
|
16,00
|
| |
Выходит:
|
|
|
|
|
| 20
|
класс +32 мм
|
0,727
|
0,24
|
6
|
0,144
|
| 21
|
класс -32 +1мм
|
10,53
|
3,51
|
9,8
|
3,44
|
| 22
|
класс -1 мм
|
25,075
|
8,358
|
14,86
|
12,42
|
| |
Итого:
|
36,33
|
12,11
|
13,21
|
16
|
Таблица 2.2 – Баланс продуктов
| № продукта
|
Наименование
|
Q, т/ч
|
γ, %
|
β, %
|
ε, %
|
| 8
|
Класс крупности– 1 мм
|
134,800
|
44,930
|
1,0
|
4,49
|
| 10
|
Слив обесшламливания
|
60,220
|
20,070
|
1,3
|
2,61
|
| 14
|
Класс крупности – 1 мм
|
34,502
|
11,500
|
1,0
|
1,15
|
| 17
|
Класс крупности – 1 мм
|
16,145
|
5,382
|
7,0
|
3,77
|
| 22
|
Класс крупности – 1 мм
|
25,075
|
8,358
|
4,9
|
12,42
|
| 23
|
Концентрат ТСС -32 +6мм
|
5,328
|
1,776
|
95,0
|
16,87
|
| 25
|
Концентрат ТСС -6 +1мм
|
23,930
|
7,977
|
73,6
|
58,68
|
| 1
|
Исходное питание
|
300,000
|
100,000
|
10,0
|
100,00
|
2.3 Расчет водно-шламовой схемы
Целью проектирования водно-шламовой схемы является:
1 обеспечение оптимальных отношений Т : Ж в операциях схемы;
2 определение количества воды, добавляемой в операции или наоборот, выделяемой из продуктов при операциях обезвоживания;
3 определение разжижения Ж : Т в продуктах схемы;
4 определение объёмов пульпы для всех продуктов и операций схемы;
5 определение общей потребности воды по обогатительной фабрике и составление баланса по воде.
Для расчета водно-шламовой схемы используются следующие формулы:
Wn
= Qn
·Rn
, (2.5)
R = Wn
/ Qn
, (2.6)
R = 100-T/T, (2.7)
Vn
= Qтв
·(Rn
+1/δn
), (2.8)
Wуд
= Wобщ
/Qисх
, (2.9)
где Wn
– количество воды в операции или продукте в ед. времени, м3
/ч.
Qn
– количество твёрдого, т/ч;
Т – содержание твердого в пульпе, %;
Ln
– количество свежей воды, добавляемой в операцию или продукты, м3/ч
δn
- плотность руды, т/м3
;
Vn
– объём пульпы, м3
/ч;
Rn
– весовое соотношение Ж : Т в операциях или продуктах.
Результаты расчета водно-шламовой схемы представлены в таблице 2.3.
Таблица 2.3 – Результаты расчета водно-шламовой схемы
| № оп/пр
|
Наименование продуктов и операции
|
Q, т/ч
|
R
|
W, м3
/ч
|
V, м3
/ч
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| I
|
Дробление
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 1
|
исходная руда
|
300
|
0,05
|
15
|
115
|
| |
Итого:
|
300
|
0,05
|
15
|
115
|
| |
Выходит:
|
|
|
|
|
| 2
|
дробленая руда
|
300
|
0,05
|
15
|
115
|
| |
Итого:
|
300
|
0,05
|
15
|
115
|
| II
|
Самоизмельчение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 2
|
дробленая руда
|
300
|
0,05
|
15,0
|
115
|
| 11
|
класс + 32 мм
|
27,885
|
0,43
|
12,0
|
21,3
|
| 26
|
хвосты ТСС – 6 +1 мм
|
80,115
|
3,08
|
246,4
|
273,1
|
| L1
|
свежая вода
|
|
|
93,8
|
|
| |
Итого:
|
408
|
0,9
|
367,2
|
501,8
|
| |
Выходит:
|
|
|
|
|
| 3
|
измельченная руда
|
408
|
0,9
|
367,2
|
501,8
|
| |
Итого:
|
408
|
0,9
|
367,2
|
501,8
|
| III
|
Классификация
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 3
|
измельченная руда
|
408
|
0,9
|
367,2
|
501,8
|
| L2
|
свежая вода
|
|
|
641,5
|
|
| |
Итого:
|
408
|
2,47
|
1008,7
|
1144,7
|
| |
Выходит:
|
|
|
|
|
| 4
|
пески классификации
|
240,72
|
0,25
|
60,2
|
140,42
|
| 5
|
слив классификации
|
167,28
|
5,67
|
948,5
|
1004,24
|
| |
Итого:
|
408
|
2,47
|
1008,7
|
1144,7
|
| IV
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 4
|
пески классификации
|
240,72
|
0,25
|
60,2
|
140,42
|
| L3
|
свежая вода (1м.куб. на тонну)
|
|
|
240,7
|
|
| |
Итого:
|
240,72
|
1,25
|
300,9
|
381,2
|
| |
Выходит:
|
|
|
|
|
| 6
|
класс + 32 мм
|
9,63
|
0,43
|
4,1
|
7,4
|
| 7
|
класс-32 +1мм
|
96,3
|
0,54
|
52
|
84,1
|
| 8
|
класс -1мм
|
134,8
|
1,82
|
244,82
|
289,8
|
| |
Итого:
|
240,72
|
1,25
|
300,92
|
381,2
|
| V
|
Обесшламливание
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 5
|
слив классификации
|
167,28
|
5,67
|
948,5
|
1004,2
|
| L4
|
свежая вода
|
|
|
55,18
|
|
| |
Итого:
|
167,28
|
6
|
1003,68
|
1059,38
|
| |
Выходит:
|
|
|
|
|
| 9
|
класс +1мм
|
107,06
|
1,33
|
142,71
|
178,3
|
| 10
|
класс – 1мм
|
60,22
|
14,29
|
860,97
|
880,8
|
| |
Итого:
|
167,28
|
6
|
1003,68
|
1059,38
|
Продолжение табл. 2.3
| 1
|
2
|
3
|
4
|
5
|
6
|
| VII
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 9
|
класс +1мм
|
107,06
|
1,33
|
142,98
|
178,3
|
| L5
|
свежая вода (1 м.куб. на тонну)
|
|
|
107,06
|
|
| |
Итого:
|
107,06
|
2,33
|
249,98
|
285,31
|
| |
Выходит:
|
|
|
|
|
| 13
|
класс +1мм
|
72,558
|
1
|
72,56
|
96,7
|
| 14
|
класс – 1мм
|
34,502
|
5,14
|
177,42
|
188,76
|
| |
Итого:
|
107,06
|
2,33
|
249,98
|
285,31
|
| VIII
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 7
|
класс -32 +1мм
|
96,3
|
0,54
|
52
|
84,1
|
| 13
|
класс +1мм
|
72,558
|
1
|
72,6
|
96,7
|
| 21
|
класс -32 +1мм
|
10,53
|
0,67
|
7,1
|
10,6
|
| L6
|
свежая вода
|
|
|
179,38
|
|
| |
Итого:
|
179,388
|
1,73
|
311,1
|
370,9
|
| |
Выходит:
|
|
|
|
|
| 15
|
класс -32 +6мм
|
59,198
|
0,56
|
33,15
|
52,9
|
| 16
|
класс -6 +1мм
|
104,045
|
0,79
|
82,19
|
116,9
|
| 17
|
класс -1мм
|
16,145
|
12,12
|
195,76
|
201,1
|
| |
Итого:
|
179,388
|
1,73
|
311,1
|
370,9
|
| IX
|
ТСС -32 +6мм
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 15
|
класс -32 +6мм
|
59,198
|
0,56
|
33,2
|
52,9
|
| L7
|
вода для приготовления суспензии
|
|
|
104,7
|
|
| |
Итого:
|
59,198
|
2,33
|
137,9
|
157,7
|
| |
Выходит:
|
|
|
|
|
| 23
|
концентрат ТСС
|
5,328
|
1,33
|
7,1
|
8,9
|
| 24
|
Хвосты ТСС
|
53,87
|
2,43
|
130,8
|
148,8
|
| |
Итого:
|
59,198
|
2,33
|
137,9
|
157,7
|
| XI
|
ТСС -6 +1мм
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 16
|
класс -6 +1мм
|
104,05
|
0,79
|
82,2
|
116,9
|
| L8
|
вода для приготовления суспензии
|
|
|
193,8
|
|
| |
Итого:
|
104,05
|
2,65
|
276
|
310,70
|
| |
Выходит:
|
|
|
|
|
| 25
|
концентрат ТСС
|
23,93
|
1,22
|
29,22
|
37,2
|
| 26
|
хвосты ТСС
|
80,115
|
3,08
|
246,78
|
273,5
|
| |
Итого:
|
104,045
|
2,65
|
276
|
310,70
|
Продолжение таблицы 2.3.
| 1
|
2
|
3
|
5
|
6
|
7
|
| VI
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 6
|
класс +32 мм
|
9,63
|
0,43
|
4,10
|
7,4
|
| 24
|
хвосты ТСС -32 +6мм
|
53,87
|
2,43
|
130,8
|
148,8
|
| L9
|
свежая вода (1м.куб. на тонну)
|
|
|
63,5
|
|
| |
Итого:
|
63,5
|
3,12
|
198,40
|
219,60
|
| |
Выходит:
|
|
|
|
|
| 11
|
класс +32 мм
|
27,885
|
0,43
|
12
|
21,3
|
| 12
|
класс -32 мм
|
35,6
|
5,24
|
186,4
|
198,3
|
| |
Итого:
|
63,5
|
3,12
|
198,4
|
219,60
|
| X
|
Грохочение
|
|
|
|
|
| |
Поступает:
|
|
|
|
|
| 12
|
класс -32 мм
|
35,6
|
5,24
|
186,4
|
198,3
|
| 20
|
класс +32 мм
|
0,727
|
0,79
|
0,6
|
0,8
|
| L10
|
свежая вода (1м.куб. на тонну)
|
|
|
36,3
|
|
| |
Итого:
|
36,33
|
6,15
|
223,3
|
235,40
|
| |
Выходит:
|
|
|
|
|
| 20
|
класс +32 мм
|
0,727
|
0,79
|
0,6
|
0,8
|
| 21
|
класс -32 +1мм
|
10,53
|
0,67
|
7,1
|
10,6
|
| 22
|
класс -1 мм
|
25,075
|
8,60
|
215,6
|
224,1
|
| |
Итого:
|
36,33
|
6,15
|
223,3
|
235,5
|
Таблица 2.4. – Баланс воды
| Поступает воды в процесс
|
м3
/час
|
Выходит воды из процесса
|
м3
/час
|
| С исх. Рудой W1
|
15
|
с мат-ом крупностью -1мм (W8
)
|
244,82
|
| на самоизмельчение (L1)
|
93,8
|
со сливом обесшламливания (W10
)
|
860,97
|
| на классификацию (L2)
|
641,5
|
с мат-ом крупностью -1мм (W14
)
|
177,42
|
| на грохочение IV (L3)
|
240,7
|
с мат-ом крупностью -1мм (W17
)
|
195,76
|
| на обесшламливание V (L4)
|
55,18
|
с мат-ом крупностью -1мм (W22
)
|
215,63
|
| на грохочение VII (L5)
|
107,06
|
концентрат ТСС -32+6мм (W23
)
|
7,1
|
| на грохочение VIII (L6)
|
179,38
|
концентрат ТСС -6+1мм (W25
)
|
29,22
|
| на ТСС -32+6 мм (L7)
|
104,7
|
|
|
| на ТСС -6 +1 мм (L8)
|
193,8
|
|
|
| на грохочение VI (L9)
|
63,5
|
|
|
| на грохочение X (L10)
|
36,3
|
|
|
| итого поступает (W+Ln)
|
1730,92
|
итого выходит (Wк)
|
1730,92
|
2.4 Выбор основного и вспомогательного оборудования
2.4.1 Общие сведения
При выборе обогатительного оборудования приходится решать три основных вопроса — выбор типа аппарата, определение его производительности, выбор оптимального и в технико-экономическом отношении размера аппарата и в связи с этим потребного количества устанавливаемых аппаратов.
Расчет установочной и потребляемой мощности, числа оборотов и других показателей при выборе оборудования обычно не производится, так как эти данные берутся из каталогов заводов-изготовителей. Исключением является транспортное оборудование, где расход мощности может меняться в широких пределах в зависимости от производительности, высоты подъема, длины транспортирования и других условий.
В ряде случаев для проектируемых условий может быть применен только один тип аппарата. Однако часто для осуществления одной и той же операции могут быть применены аппараты разных типов. Правильный выбор в этом случае может быть сделан только на основании технико-экономического сравнения отдельных типов аппаратов. Решающую роль в вопросе о выборе типа аппарата играет учет накопленных практических данных по эксплуатации подобных аппаратов, работающих в условиях, аналогичных условиям проектируемой обогатительной фабрики.
Производительность обогатительных аппаратов зависит от многих причин. Применяемые для технологического расчета некоторых аппаратов теоретические формулы исходят из идеализированных условий их работы и учитывают только главнейшие причины, влияющие на конечный результат. Поэтому формулы являются приближенными, а получаемые по этим формулам результаты могут расходиться с данными практики. Большая ценность последних заключается в том, что они указывают, от каких основных условий зависит конечный результат, и как влияют отдельные условия на работу аппарата.
Для расчета оборудования используем следующие формулы:
n = Qо
/Qк
(2.10)
Кз
= 1/n (2.11)
где n – количество аппаратов, шт.;
Qо
– производительность по операции, т/ч;
Qк
– производительность оборудования по каталогу, т/ч;
Кз
– коэффициент запаса оборудования.
2.4.2 Выбор и расчет дробилок
Выбор типа и размера дробилок для крупного и среднего дробления зависит от физических свойств полезного ископаемого, требуемой производительности дробилки и крупности дробленого продукта. Из физических свойств полезного ископаемого имеют значение твердость и вязкость, наличие глины, влажность, крупность максимальных кусков.
Максимальный размер куска, поступающего на дробление, составляет 1200мм. Средняя плотность руды составляет 2,6 т/м3
. Нагрузка на дробление составляет 300 т/ч (300т/ч · 2,6 т/м3
= 780 м3
/ч). Влажность руды от 5 до 10%.
Исходя из данных параметров выбираем щековую дробилку типа ЩДС – 1521.
По формуле (2.10) рассчитываем необходимое количество дробилок:
n = Qр
/ Qп
= 780/550 = 1,42 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,42 = 1,4
Принимаем к установке 2 дробилки типа ЩДС – 1521. Техническая характеристика дробилки приведена в таблице 2.5.
Таблица 2.5 – Техническая характеристика дробилки ЩДС – 15Ч21
| Наименование
|
Размерность
|
Показатели
|
| Максимальный размер куска
|
мм
|
1300
|
| Размер выходной щели
|
мм
|
180
|
| Производительность
|
м3
/ч
|
550
|
| Установочная мощность
|
кВт
|
250
|
Для дробления куска материала +32 мм применяем валковый пресс высокого давления 45-4680-GR, производительностью до 80 т/час. Эти дробилки в основном использовались в качестве вторичных дробилок, поскольку они были существенно лучше конусных дробилок с точки зрения характеристик по высвобождению и обеспечению сохранности алмазов.
Нагрузка на данную стадию дробления составляет 36,33 т/час.
По формуле (2.10) рассчитываем необходимое количество дробилок:
n = Qр
/ Qп
= 36,33/80 = 0,45 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,45 = 2,2
К установке применяем 1 дробилку типа валковый пресс высокого давления
Техническая характеристика валкового пресса приведена в таблице 2.6
Таблица 2.6 – Техническая характеристика дробилки 45-4680-GR
| Наименование
|
Размерность
|
Показатели
|
| Диаметр валков
|
мм
|
450
|
| Мощность электродвигателя
|
кВт
|
320
|
| Крупность питания
|
мм
|
-50+0
|
| Производительность
|
т/ч
|
80
|
2.4.3 Выбор и расчет мельниц
На алмазодобывающих фабриках хорошо зарекомендовали себя мельницы мокрого самоизмельчения (ММС), которые позволили повысить сохранность алмазов, увеличить производительность фабрик. Учитывая большую нагрузку, равную 408 т/ч, дефицит электроэнергии на площадке большую крупность исходного сырья в проекте принимаются мельницы типа ММС фирмы «SVEDALA».
По формуле (2.10) рассчитываем необходимое количество мельниц:
n = Qр
/Qт
= 408/550 = 0,74 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,74 = 1,35
К установке принимаем 2 мельницы с учетом резерва. Техническая характеристика мельницы приведена в таблице 2.7.
Таблица 2.7 – Техническая характеристика мельницы «SVEDALA»
| Наименование
|
размерность
|
Показатели
|
| Производительность по исходной руде
|
т/ч
|
550 – 650
|
| Циркуляционная нагрузка от исходной нагрузки
|
%
|
45 – 55
|
| Крупность питания
|
мм
|
1200
|
| Крупность слива
|
мм
|
- 50,0 + 0,0
|
| Отношение Ж : Т в питании
|
|
(0,5-0,56) : 1
|
| Коэффициент заполнения барабана рудой
|
%
|
40
|
| Площадь живого сечения разгрузочных решёток
|
м2
|
5,7274
|
| Внутренний диаметр барабана без футеровки
|
мм
|
10360
|
| Номинальный объём барабана мельницы
|
м3
|
340
|
| Скорость вращения барабана
|
об/мин
|
9,5
|
| Общая установочная мощность привода
|
кВт
|
560
|
2.4.4 Выбор и расчет оборудования для классификации
Перед процессом грохочения и обогащения продукт подвергается обесшламливанию. Наибольшее распространение в практике обогащения алмазосодержащего сырья получили обесшламливающие воронки и спиральные классификаторы с непогруженной спиралью.
На первую стадию обесшламливания поступает 408 т/ч, с учетом запаса выбираем спиральный классификатор типа 2КСН-24М.
По формуле (2.10) рассчитываем необходимое количество классификаторов:
n = Qр
/Qт
= 408/600 = 0,68 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,68 = 1,47
К установке принимаем 2 классификатора (один резервный). Техническая характеристика классификатора приведена в таблице 2.8.
Таблица 2.8 – Техническая характеристика классификатора 2КСН-24М
| Наименование
|
Размерность
|
Показатели
|
| Производительность: по пескам
по сливу
|
т/ч
т/ч
|
до 600
до 102
|
| Диаметр спирали
|
мм
|
2400
|
| Количество спиралей
|
шт.
|
2
|
| Частота вращения
|
об/мин
|
1,5 – 3,6
|
| Длина корыта
|
мм
|
9200
|
| Угол наклона корыта
|
град.
|
18
|
| Габаритные размеры: длина
ширина
высота
|
мм
мм
мм
|
12900
5700
4500
|
| Масса с электрооборудованием
|
кг
|
39000
|
На вторую стадию обесшламливания поступает 167,28 т/ч, с учетом запаса выбираем спиральный классификатор типа 1КСН-20М.
По формуле (2.10) рассчитываем необходимое количество классификаторов:
n = Qр
/Qт
= 167,28/220 = 0,76 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,76 = 1,32
К установке принимаем 2 классификатора (один резервный). Техническая характеристика классификатора приведена в таблице 2.9.
Таблица 2.9 – Техническая характеристика классификатора 1КСН-20М
| Наименование
|
Размерность
|
Показатели
|
| Производительность: по пескам
по сливу
|
т/ч
т/ч
|
до 220
до 37
|
| Диаметр спирали
|
мм
|
2000
|
| Количество спиралей
|
шт.
|
1
|
| Частота вращения
|
об/мин
|
5
|
| Длина корыта
|
мм
|
8400
|
| Угол наклона корыта
|
град.
|
18
|
| Габаритные размеры: длина
ширина
высота
|
мм
мм
мм
|
11500
2700
4500
|
| Масса с электрооборудованием
|
кг
|
16000
|
2.4.5 Выбор и расчет оборудования для грохочения
Для грохочения выбираем вибрационные инерционные грохоты с самобалансным вибратором, так как эти грохоты рекомендуются для грохочения с отмывкой, для обезвоживания. Для всех операций принимаем грохота типа ГИСТ – 72 производительностью до 200 т/ч.
Грохочение материала крупностью -50 +0мм (IV операция)
По формуле (2.10) рассчитываем необходимое количество грохотов:
n = Qр
/Qт
= 240,72/200 = 1,2 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,2 = 1,67
К установке принимаем 3 грохота с учетом резерва. Техническая характеристика грохота приведена в таблице 2.10
Грохочение материала крупностью 1 мм (VII операция)
По формуле (2.10) рассчитываем необходимое количество грохотов:
n = Qр
/Qт
= 107,06/100 = 1,1 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,1= 1,8
К установке принимаем 3 грохота с учетом резерва. Техническая характеристика грохота приведена в таблице 2.10.
Грохочение материала крупностью -32 +0 мм (VIII операция)
По формуле (2.10) рассчитываем необходимое количество грохотов:
n = Qр
/Qт
= 179,388/200 = 0,89 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,89= 1,12
К установке принимаем 2 грохота с учетом резерва. Техническая характеристика грохота приведена в таблице 2.10.
Грохочение материала крупностью +32 мм (VI операция)
По формуле (2.10) рассчитываем необходимое количество грохотов:
n = Qр
/Qт
= 63,5/100 = 0,635 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,635= 1,57
К установке принимаем 2 грохота. Техническая характеристика грохота приведена в таблице 2.10.
Грохочение материала крупностью -32 +0 мм (X операция)
По формуле (2.10) рассчитываем необходимое количество грохотов:
n = Qр
/Qт
= 36,33/100 = 0,363 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,363= 2,75
К установке принимаем 1грохот. Техническая характеристика грохота приведена в таблице 2.10.
Таблица 2.10 – Техническая характеристика грохота ГИСТ-72
| Наименование
|
Размерность
|
Показатели
|
| Производительность
|
м3
/час / т/час
|
до 300 / до 200 (100)
|
| Крупность питания
|
мм
|
- 50,0 + 0,0
|
| Количество сит
|
шт.
|
1 (2)
|
| Размер ячеек
|
мм
|
32 (30), 16 (10, 6), 1,2 (1)
|
| Эффективность грохочения,
|
%
|
88 – 98
|
| Расход воды на орошение
|
м3
/час
|
20
|
| Амплитуда колебаний
|
мм
|
не менее 6
|
| Размер просеивающей поверхности:
- длина
- ширина
- площадь
|
мм
мм
м2
|
6000
2580
15
|
| Частота вращения вала вибратора
|
об/мин
|
760
|
| Мощность двигателя
|
кВт
|
2 х 22
|
| Масса грохота
|
кг
|
не более 15000
|
2.4.6 Выбор и расчет оборудования для тяжелосредной сепарации
Для тяжелосредного обогащения применяются модульные установки DMS «Metso Minerals» производительностью 50 т/ч, укомплектованные гидроциклонами диаметром 610 и 420 соответственно для крупных и мелких классов материала. Паспортная производительность передела ТСС материала классом крупности -30+6 мм составляет 33,26 т/ч, -6+1 мм - 52,42 т/ч, следовательно устанавливаем по одной установке на каждый класс крупности. Утяжелителем суспензии является гранулированный ферросилиций.
ТТТ материала крупностью -32 +6 мм (IX операция)
По формуле (2.10) рассчитываем необходимое количество установок:
n = Qр
/Qт
= 59,198/33,26 = 1,78 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,78 = 1,12
ТТТ материала крупностью -6 +1 мм (XI операция)
По формуле (2.10) рассчитываем необходимое количество установок:
n = Qр
/Qт
= 104,045/52,42 = 1,9 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,9 = 1,05
Принимаем две модульные установки.
2.4.7 Выбор и расчет для дезинтеграции
Для осуществления дезинтеграции дробленого материала, выходящего из валкового пресса в виде плотного кека, принимается к установке скруббер диаметром 1600 мм, производительностью до 70 т/ч.
По формуле (2.10) рассчитываем необходимое количество скрубберов:
n = Qр
/Qт
= 36,33/70 = 0,519 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,519 = 1,9
К установке принимаем 1 скруббер.
3 ТЕХНИКА БЕЗОПАСНОСТИ
3.1 Общие сведения
При функционировании производственного процесса могут возникнуть производственные опасности - возможность воздействия на рабочих опасных и вредных производственных факторов: движущиеся машины и механизмы, незащищенные подвижные элементы производственного оборудования; повышенная запыленность и загазованность воздуха рабочей зоны; повышенный уровень шума на рабочем месте; повышенный уровень вибрации; повышенная или пониженная влажность воздуха; повышенный уровень ионизирующих излучений; опасный уровень напряжения в электрической цепи; отсутствие или недостаток естественного света; недостаточная освещенность рабочего места.
Система технических мероприятий и средств, предупреждающих воздействие на рабочих опасных производственных факторов, называется техникой безопасности, а система гигиенических и санитарно-технических мероприятий и средств, предотвращающих воздействие на работающих вредных производственных факторов, - производственной санитарией.
Главной задачей техники безопасности является профилактика производственного травматизма на основе исследований производственных процессов и безопасных приемов труда.
Учитывая специфику на обогатительных фабриках, их насыщенность современными высокопроизводительными агрегатами, всем рабочим и инженерно-техническим работникам обогатительных фабрик необходимо не только изучать и хорошо знать требования техники безопасности, инструкции и правила, но и обеспечивать их строгое выполнение.
Для предупреждения несчастных случаев большое значение имеет инструктаж по безопасным методам работ при эксплуатации и ремонте оборудования.
В соответствии с ГОСТом проводятся следующие виды инструктажа:
- вводный инструктаж всех принимаемых на работу проводят инженер по охране труда, и работник пожарной охраны и газоспасательной службы, если такая имеется на предприятии.
- первичный инструктаж на рабочем месте проходят все работники, вновь поступившие на работу и прошедшие вводный инструктаж, переведенные из одного цеха в другой, а также переведенные с одной работы на другую в одном и том же цехе.
- периодический инструктаж проходят все работающие не реже чем через 6 мес. Его цель – повысить уровень знаний инструкций по охране труда.
- внеочередной инструктаж проводится при изменении технологического процесса или правил по охране труда, замене или модернизации оборудования, нарушении работникам требований безопасности труда, перерывах в работе свыше 60 дней.
- повседневный инструктаж проводится с работниками перед производством труда.
3.2 Меры безопасности при обслуживании технологического оборудования
Для предупреждения производственного травматизма технологическое оборудование устанавливают в производственных помещениях в соответствии с действующими правилами, обеспечивая свободный проход к оборудованию для его обслуживания и ремонта.
Расстояние между выступающими частями машин, фундаментов, ограждений и стенами зданий, с учетом укрепленных на них трубопроводов, должно быть не менее: 1,5м - для основных проходов; 1 м - для рабочих проходов; 0,7 м - для рабочих проходов между стеной и машиной и для местных сужений; 0,6 м - для проходов к бакам, чанам и резервуарам для их обслуживания и ремонта. Минимальная ширина проходов, предназначенных для транспортирования крупных сменных узлов и деталей во время ремонта оборудования, должна на 1,2 м превышать их максимальный размер.
Передвижение работников по фабрике допускается только по предусмотренным для этого проходам, лестницам и площадкам. Площадки для обслуживания оборудования, переходные мостики и лестницы должны быть прочными, устойчивыми и снабжены перилами высотой не менее 1 м с перекладиной и сплошной обшивкой понизу перила на высоту 0,14 м.
Угол наклона лестниц к рабочим площадкам и механизмам зависит от условий эксплуатации (при постоянной эксплуатации – не более 45о
, при посещении 1 - 2 раза в смену – не более 60о
, а в зумпфах и колодцах – до 75о
).
Во всех случаях ширина лестниц должна быть не менее 0,6 м, высота ступеней – не более 0,3 м, ширина ступеней – не менее 0,25 м. Металлические ступеньки лестниц и площадки должны выполняться из рифленого металла.
Все движущиеся части машин и механизмов, ременные и другие передачи должны быть ограждены, чтобы исключить доступ к ним во время работы. Ограждение должно быть надежно закреплено. Вращающие части (валы, муфты, шкивы, барабаны и т. п.) должны иметь сплошные или сетчатые ограждения с ячейками размером не более 25 на 25 мм. Для барабанов конвейеров допускается сетчатое ограждение с размером ячейки 40х40 мм.
Как правило, предусматривают кнопочное управление оборудованием. Кнопки располагают на высоте 1 – 1,5 м над уровнем пола рабочего места при обслуживании стоя и 0,6 – 1,2 м – при обслуживании сидя. Пульты и панели управления располагают в местах с хорошим обзором обслуживаемого агрегата и прилегающих к нему участков. Для оповещения о пуске, остановке и нарушениях режима работы обслуживаемых агрегатов используют световую и звуковую сигнализацию.
Перед пуском в работу оборудования, находящегося вне зоны видимости, должен быть подан звуковой, предупредительный сигнал продолжительностью не менее 10 с, а затем после паузы (не менее 30 с) – второй сигнал продолжительностью 30 с.
Кроме того, о пуске такого оборудования оповещают по громкоговорящей связи с указанием его наименования и технологической нумерации.
3.3 Электробезопасность
На обогатительной фабрике используется электромеханическое оборудование, электродвигатели, трансформаторы, измерительные приборы, электросварочные агрегаты, светильники, кабели, провода и т.д.
Для защиты от поражения электрическим током применяются отдельно или в сочетании друг с другом следующие технические способы и средства: защитное заземление, защитное отключение, изоляция токоведущих частей, оградительные устройства, знаки безопасности, средства защиты и предохранительные приспособления.
Защитное заземление - преднамеренное электрическое соединение с землей эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением. Оно предохраняет человека от поражения током в случае прикосновения к корпусу под напряжением в результате случайного соединения с токоведущими частями. В помещениях с повышенной опасностью и особо опасных, заземление металлических частей оборудования является обязательным.
Защитные заземления - быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током. Его применяют тогда, когда защитное заземление и зануление не обеспечивают полной безопасности работ.
Для уменьшения опасности поражения электротоком, ручной инструмент и переносные лампы питаются от источников напряжения до 42в.
Для защиты человека от поражения электрическим током используют различные виды изоляции: электрическую изоляцию токоведущих частей электроустановки, обеспечивающую ее нормальную работу и защиту от поражения электротоком, называемую рабочей изоляцией; кроме того - дополнительную; двойную; усиленную.
Для предупреждения электротравматизма применяют оградительные устройства, знаки безопасности, вспомогательные и изолирующие средства (перчатки, калоши, сапоги, коврики и т.д.).
3.4 Пожарная безопасность
Проектируемая фабрика относится к пожароопасным предприятиям группы Д в соответствии со СНиП II 01.02-85. По правилам устройства электроустановок - к категории пожароопасные. По взрывоопасности реагентное отделение относится к группе В.
По противопожарным нормам обслуживания обогатительная фабрика относится к категории трудновозгораемых. В процессе обработки находятся материалы, несгораемые в холодном состоянии. Во всех цехах фабрики предусмотрена сеть водопроводов и отходящих шлангов, которые, в случае необходимости, можно использовать для тушения пожара; имеются также пожарные щиты на территории фабрики и первичные средства тушения пожара в специально отведенных местах. Пожарный инвентарь должен содержаться в порядке и готовности. Расход пожарной воды строго фиксируется по цехам у дежурного диспетчера.
Здание фабрики относится ко II степени огнестойкости. Все несущие элементы конструкции несгораемые, за исключением дверных переплетов и настилов полов. Выполнение проемов в противопожарных стенах (двери, окна) выполняются из несгораемых материалов или трудносгораемых. Общая площадь проемов в противопожарных стенах не должна превышать 0,25 % от ее площади.
Все цеха запроектированы с учетом возможности быстрой эвакуации людей. Эвакуация людей осуществляется через эвакуационные выходы. Ворота соответствуют ширине коридора. Ширина лестницы не уменьшает расчетную ширину лестничных площадок и маршей. Высота прохода по путям эвакуационного выхода выше двух метров.
Для обеспечения безопасной эвакуации людей их цеха расчетное время эвакуации не должно быть больше необходимого времени. Время устанавливается по расчетному времени движения людских потоков через эвакуационные пути (выходы) от наиболее удаленных мест размещения людей.
Корпус обогащения относится к категории производства Д, необходимое время эвакуации людей - 5 минут.
3.5 Шум и вибрация
Длительное воздействие шума на организм человека приводит к частичной, а иногда и к полной потере слуха. Воздействие же на центральную нервную систему приводит к шумовой болезни. Источниками шума на фабрике являются: мельницы, вентиляторы, конвейеры, грохоты, отсадочные машины насосы и другое оборудование.
В зависимости от интенсивности частных характеристик и продолжительности воздействия шум по разному влияет на организм человека. Для оценки параметров шума в производственных помещениях и на рабочих местах проводят их измерение специальными приборами - шумометрами. Допустимый уровень шума по ГОСТу 12.1.003-83-99дб; по цеху обогащения - 90дб. ГОСТом установлено допустимые значения этих параметров в помещениях, где в установленном режиме работает не менее 2/3 единиц технологического оборудования.
Уменьшить воздействие шума на организм человека можно установкой звукопоглотителей, звукоизолирующих кожухов в источнике образования шума.
Вибрацию различают общую, передающуюся через опорные поверхности на рабочее место, и локальную, передающуюся непосредственно через руки работающего. При воздействии общей вибрации наблюдается расстройство нервной и сердечно-сосудистой систем. При локальной вибрации вредному воздействию подвергаются руки человека, нервно-мышечный аппарат. При длительном воздействии на человека, у него может возникнуть вибрационная болезнь. Параметры вибрации регламентируются санитарными нормами и ГОСТом. Допустимый уровень вибрации по ГОСТу 12.1.012-78-92гц, по цеху обогащения - 75гц.
Для снижения воздействия вибрации на человека используют средства автоматизации, применяют прогрессивную технологию, исключающую контакт работающих с вибрацией, применяют прокладки из резины, дерева, звукопоглотителей.
3.6 Рентгеновское излучение
Рентгеновское излучение - поток -излучений и нейтронов, излучаемых от источника излучения,- поражает клетки организма человека, что приводит к возникновению онкологических заболеваний.
Конструкция рентгенолюминесцентных сепараторов обеспечивает надежную защиту обслуживающего персонала от воздействия рентгеновского излучения. Ежемесячно должен проводится дозиметрический контроль сепараторов.
3.7 Запыленность и загазованность
Производственная пыль - тонко диспергированные частицы твердых веществ, образующиеся при производственном процессе и способные длительное время находится в воздухе во взвешенном состоянии. Пыль образуется при транспортировке, дроблении, просеивании, при подаче материала в аппараты, при сушке.
Пыль воздействует на кожу, легкие, глаза. При этом возникают такие тяжелые заболевания, как экзема, дерматиты, силикозы дыхательных путей, коньюктивит. Также пыль является одной из причин возникновения пожаров и взрывов.
Присутствие в воздухе различных вредных веществ обусловлено различными высокотемпературными способами сварки, наплавки, резки металла. Это, так называемая, “сварочная аэрозоль”.
Существует несколько методов борьбы с запыленностью:
1)уменьшение количества пыли путем совершенствования технологии, т.е. брикетирование, спекание, увлажнение материалов;
2)совершенствование аппаратов и способов подачи пылевых веществ, т.е высокая герметичность, использование пневмотранспорта;
3)использование пылеулавливателей (инерционных, гравитационных);
4)использование фильтров воздушных, волокнистых, масляных;
5) использование местных вытяжных систем.
3.8 Освещение
Учитывая высокую биологическую и гигиеническую ценность естественного света, в проекте предусматривается естественное освещение производственных помещений, для чего конструктивные решения зданий фабрик, каждого отделения выполняются с учетом требований СНиП-М,2-72. Естественное освещение предусматривается для помещений с постоянным пребыванием в них людей.
Исходя из конструктивного решения здания проектируемого цеха обогащения, устанавливается боковое освещение, естественное на всех отметках выше нулевой. На верхних отметках можно предусмотреть комбинированное освещение.
В цехах фабрики применяется общее равномерное освещение.
4 ЭКОНОМИЧЕСКАЯ
ЧАСТЬ
4 Экономическая часть
На современном этапе развития общества значительно возрастают масштабы производства, связанные с техническим прогрессом в области добычи и переработки сырья.
С увеличением объемов капитальных вложений и размеров производственных фондов ставиться задача – повышения эффективности общественного производства на основе внедрения в производство научно-технического прогресса. Одни и те же общественные потребности могут быть удовлетворены с помощью новой техники, нового строительства или расширения, реконструкции действующих предприятий, внедрения новых технологий.
Таблица 4.1 Капитальные затраты.
| №
|
Наименование
оборудования
|
Количество
|
Стоимость
за единицу, руб.
|
Общая стоимость,
руб.
|
| 1
|
Дробилка ЩДС–1521
|
2
|
21 700 000
|
43 400 000
|
| 3
|
ВПВД
|
1
|
67 200 000
|
67 200 000
|
| 4
|
Мельница
|
2
|
37 800 000
|
75 600 000
|
| 5
|
Грохот ГИСТ - 72
|
11
|
183 000
|
2 013 000
|
| 7
|
Классификатор 2КСН-24м
|
2
|
443 000
|
886 000
|
| 8
|
Классификатор 1КСН-20м
|
2
|
436 000
|
872 000
|
| 9
|
Тяжелосредный модуль
|
2
|
14 450 000
|
28 900 000
|
| |
ИТОГО ПО ОБОРУДОВАНИЮ
|
|
142 212 000
|
218 871 000
|
Амортизационные отчисления составляют 15% от стоимости оборудования:
32 830 650 рублей.
Монтажные работы составляют 20% от стоимости оборудования:
43 774 200 рублей.
Капитальные строения составляют 50% от стоимости оборудования:
109 435 500 рублей.
На приобретение запасных частей отчисляем 10% от стоимости оборудования: 21 887 100 рублей.
ИТОГО: Капитальные затраты составляют 426 798 450 рублей.
Таблица 4.2 Эксплуатационные затраты.
| №
|
Затраты
|
Кол-во
|
Разряд
|
Ставка, ч
|
Кол-во
часов
за год
|
Начисления.
|
Начисления 2,5
|
Зар.
плата за год
|
ИТОГО
|
| 1
|
Начальник
|
1
|
16
|
56
|
2920
|
163 520
|
408 800
|
572 320
|
572 320
|
| 2
|
Инженер
|
1
|
14
|
49
|
2920
|
143 080
|
357 700
|
500 780
|
500 780
|
| 3
|
Мастер
|
4
|
6
|
21
|
2190
|
45 990
|
114 975
|
160 965
|
643 860
|
| 4
|
Энергетик
|
1
|
6
|
20
|
2920
|
58 400
|
146 000
|
204 400
|
204 400
|
| 5
|
Механик
|
1
|
6
|
20
|
2920
|
58 400
|
146 000
|
204 400
|
204 400
|
| 6
|
Мастер КИПиА
|
4
|
6
|
21
|
2190
|
45 990
|
114 975
|
160 965
|
643 860
|
| 7
|
Служба
режима
|
1
|
6
|
20
|
2920
|
58 400
|
146 000
|
204 400
|
204 400
|
| 8
|
Конролер
|
4
|
4
|
16
|
2190
|
35 040
|
87 600
|
122 640
|
490 560
|
| 9
|
Бункеровщик
|
4
|
3
|
15
|
2190
|
32 850
|
82 125
|
114 975
|
459 900
|
| 10
|
Машинист мельниц
|
4
|
4
|
21
|
2190
|
45 990
|
114 975
|
160 965
|
643 860
|
| 11
|
Машинист насосов
|
4
|
4
|
18
|
2190
|
39 420
|
98 550
|
137 970
|
551 880
|
| 12
|
Грохотовщик
|
4
|
3
|
15
|
2190
|
32 850
|
82 125
|
114 975
|
459 900
|
| 13
|
Оператор ТСС
|
4
|
5
|
18
|
2190
|
39 420
|
98 550
|
137 970
|
551 880
|
| 14
|
Оператор
|
4
|
4
|
16
|
2190
|
35 040
|
87 600
|
122 640
|
490 560
|
| 15
|
Электрослесарь
|
4
|
4
|
17
|
2190
|
37 230
|
93 075
|
130 305
|
521 220
|
| 16
|
Слесарь
|
4
|
4
|
17
|
2190
|
37 230
|
93 075
|
130 305
|
521 220
|
| 17
|
Уборщица
|
4
|
3
|
14
|
2190
|
30 660
|
76 650
|
107 310
|
429 240
|
| 18
|
Прачка
|
4
|
3
|
14
|
2190
|
30 660
|
76 650
|
107 310
|
429 240
|
| ИТОГО:
|
8 523 480
|
Начисления на зарплату составляют 35,8%: 3 051 406 рублей.
ИТОГО: 11 574 886 рублей.
Таблица 4.3 Затраты на электроэнергию
| Наименование оборудования
|
Количество
(единиц)
|
Потребляемая
мощность эл.дв.
(кВт)
|
Всего (кВт)
|
| Дробилка
|
2
|
250
|
500
|
| ВПВД
|
1
|
320
|
320
|
| Мельница
|
2
|
560
|
1120
|
| Грохот ГИСТ - 72
|
11
|
22
|
242
|
| Классификатор 2КСН-24м
|
2
|
70
|
140
|
| Классификатор 1КСН-20м
|
2
|
70
|
140
|
| Тяжелосредный модуль
|
2
|
140
|
280
|
| ИТОГО:
|
2742
|
Потребляемое электричество на освещение и сварочные работы составляет 5 %: 137 кВт.
ИТОГО: 2879 кВт.
| Мощность
|
Коэффициент
использования
|
Кол-во часов
за один год
|
Стоимость
1 кВт
|
Общая стоимость
|
| 2879
|
0,75
|
8760
|
3,05
|
57 690 084,5
|
ИТОГО: Стоимость электроэнергии за год составляет 57 690 084,5 рублей.
Таблица 4.4 Водопотребление.
| Расход воды,
м3
/ч
|
Количество часов за один год (365дней)
|
Стоимость
1 м 3
воды (руб)
|
Общая стоимость
(руб)
|
| 1730,92
|
8760
|
0,15
|
2 274 428,88
|
ИТОГО:
Стоимость потребляемой воды за год составляет 2 274 428,88 рублей
Рассчитываем себестоимость продукции проектируемой фабрики:
Спр
= Экз
+ 0,15Кз
/Q = 71 539 399,38 + 0,15*426 798 450 / 2 000 000 = 67,8 р/т.
где ЭкЗ
- эксплутационные затраты, руб;
КЗ
- капитальные затраты, руб;
Q
- годовая производительность проектируемой фабрики.
Рассчитываем прибыль от основной продукции:
Эосн.пр.
= Q·α·ε·Ск
= 2 000 000 · 0,0002 · 75,55 · 750 = 22 650 000 р
где
- содержание ценного компонента 10 у.е. (1 у.е. = 0,1 кар/т = 0,0002%),
- извлечение ценного компонента, Ск
– стоимость 1 у.е.
Рассчитываем эффективность проектной фабрики:
Эф
= (Сф
– Спр
)·Q + Эосн.пр
= (120 - 67,8) · 2 000 000 + 22 650 000 = 127 050 000 р/г
Рассчитываем коэффициент окупаемости проектной фабрики:
К = 0,15 · Кз
+ Экз
/ Эф
К= 0,15·426 798 450 + 11 574 886 + 57 690 084,5 + 2 274 428,88/127 050 000 =1,1 г
5 СПЕЦИАЛЬНАЯ
ЧАСТЬ
5 Специальная часть
5.1 Описание действующей тяжелосредной установки
Тяжелосредный модуль представляет собой совокупность агрегатов, деятельность которых направлена на выполнение определенных задач. Таких как, подготовка питания, подготовка суспензии, перемещение материала внутри системы, собственно процесс разделения и прочие функции. Установка состоит из металлоконструкции с несколькими уровнями отметок, на которых расположены единицы оборудования, входящие в состав тяжелосредной установки: бункер подготовки питания, питающий конвейер, смешивающая коробка, где происходит смешивание исходного питания с суспензией. Из смешивающей коробки смесь руды и суспензии подается в гидроциклон, откуда через дуговое сито, на котором отбивается готовая суспензия, продукты разделения подаются на отмывочный грохот. Первый отсек на грохоте не орошается, так как остатки готовой суспензии, не отбитые на дуговом сите с первого отсека, поступают в коллектор готовой суспензии. Второй отсек отмывочного грохота орошается для удаления остатков утяжелителя в коллектор некондиционной суспензии. В этой точке ожидаются наиболее значительные потери ферросилиция, в результате неэффективной отмывки, уходящего вместе с продуктами в цех доводки, препятствовать нормальной работе рентгенолюминесцентных сепараторов, в случае движения концентрата, либо в сохранный отвал, в случае с хвостами, т.е. безвозвратно утрачиваются.
Далее гравитационный концентрат системой конвейеров доставляется в голову цеха доводки, на доводочные операции. Хвосты отвального класса крупности (-6+1мм) удаляются на сухое складирование, а крупные хвосты ТСС возвращаются на доизмельчение.
Готовая суспензия с дугового сита подается в конус готовой среды, а не кондиционная, т.е. разбавленная водой суспензия, из зумпфа-коллектора насосом подается в узел регенерации. Первая стадия очистки ферросилиция от шламов осуществляется в батарейном гидроциклоне или трубчатом сгустителе. Пески с батарейного гидроциклона поступают на магнитную сепарацию. Здесь в результате окисления ферросилиция также ожидаются его потери в немагнитную фракцию. Далее магнитная фракция, т.е. чистый ферросилиций, поступает в конус готовой среды, а немагнитная фракция, т.е. шламы насосом в виде пульпы транспортируются в хвостохранилище.
Предотвращения осаждения утяжелителя осуществляется рабочими органами устройств для выгрузки продуктов обогащения. Однако в ряде случаев за счет рабочих органов создается турбулизация потоков суспензии, что снижает эффективность разделения.
ЗАКЛЮЧЕНИЕ
В дипломной работе разработан проект фабрики на базе месторождения тр. «Нюрбинская» производительностью 300 тыс. т/ч.
Для реализации этого проекта был выполнен анализ: геологии и вещественного состава, на основе чего была выбрана и обоснована схема рудоподготовки и обогащения сырья.
В специальной части проекта разработан вариант замены гидроциклонов на новое изобретение обогащения в тяжелых средах.
Согласно технологии сделан выбор оборудования и разработан проект обогатительной фабрики.
По охране труда и экологии фабрика соответствует всем государственным нормам.
Экономический эффект проектной фабрики составляет 127 050 000 рублей в год, коэффициент окупаемости 1,1 год.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Харькив А. Д.; Зинчук Н. И.. Крючков А. И. Коренные месторождения алмазов мира. - М.: Недра. 1998.
2. Разумов К. А. Проектирование обогатительных фабрик. - М.: "Недра", 1970.-592с.
3. Кармазин В. И., Серго Е. Е. Жендринский А. П. Процессы и машины для обогащения полезных ископаемых. - М.: Недра, 1974. – 560 с.
4. В.М. Авдохин «Основы переработки и обогащения полезных ископаемых», Москва-1996 год, 117 с;
5. Васильев Л.А., Белых З.П. «Алмазы, их свойства и применение», Москва «Недра» 1983 год, 99 с;
6. Лазаренко Е.К. Курс минералогии. – М.: «Высшая школа», 1971. – 607 с.
7. Минько В. М., Поярков В. Г., Шарапов В. И., Светильников А. Ф., Погожева Н. В., Гордин А. П., Никишин А. А., Антонович А. И. Безопасность жизнедеятельности. Калининград, 1995.
8. Кириллин А.Д., Кириллин О.А., Кириллин Г.А. «Мировой алмазный рынок», Москва-1999 год, 397 с;
|