Содержание
| I.
|
Литературный обзор по теме «Лакокрасочные отделочные и защитные материалы, применяемые в автотракторостроении»
|
| 1. |
Назначение ЛКМ..................................................................... |
3 |
| 2. |
Подготовка поверхности......................................................... |
5 |
| 3. |
Способы формирования покрытий........................................ |
7 |
| 4. |
ЛКМ, используемые в автотракторостроении ..................... |
8 |
| 4.1 |
Лак............................................................................................. |
8 |
| 4.2 |
Эмаль......................................................................................... |
11 |
| 4.3 |
Краска....................................................................................... |
16 |
| 4.4 |
Грунтовка................................................................................. |
16 |
| 4.5 |
Шпатлевка................................................................................ |
18 |
| I I.
|
Технология окрашивания
|
| 1. |
Покрасочно-сушильная камераPL 16 MAXI........................ |
19 |
| 2. |
Технология окрашивания крупногабаритных изделий........ |
25 |
| 3. |
Схема техпроцесса окрашивания крупногабаритных изделий..................................................................................... |
30
|
| I I I.
|
Экспериментальная часть
|
| 1. |
Подготовка образцов............................................................... |
31 |
| 2. |
Контроль качества лакокрасочного покрытия...................... |
34 |
| 2.1 |
Адгезия..................................................................................... |
34 |
| 2.2 |
Ударная прочность.................................................................. |
37 |
| 2.3 |
Коррозионная стойкость......................................................... |
48 |
| IV
.
|
Вывод
.................................................................................................... |
50 |
| Список литературы............................................................................... |
51 |
I. Литературный обзор по теме «Лакокрасочные отделочные защитные материалы, применяемые в автотракторостроении»
1. Назначение ЛКМ
Лакокрасочные материалы выполняют две функции — защитную
и декоративную,
т.е. техническую и эстетическую. При нанесении на окрашиваемую поверхность они образуют пленку защищающую металлические изделия от коррозии, а деревянные от гниения. Благодаря соответствующей окраске (особенно легковых автомобилей и автобусов) достигаются увеличение срока службы автомобилей и красивый внешний вид. [2]
Срок службы легковых автомобилей в значительной степени определяется коррозионной стойкостью их кузовов, которые зачастую приходят в негодность быстрее, чем двигатель и другие агрегаты. Особенно неблагоприятное воздействие на кузовы автомобилей оказывает соль, которой посыпают дороги, в совокупности с механическими воздействиями мелких камней, песка и вибрации. [3]
По назначению лакокрасочные материалы подразделяют на грунтовки, шпатлевки, краски, эмали и лаки.
Грунтовкипредназначены для обеспечения прочной связи между лакокрасочным покрытием и окрашиваемой поверхностью, а так же для ее надежной антикоррозионной защиты.
Шпатлевки применяют для выравнивания окрашиваемой поверхности.
Эмалислужат для получения наружного слоя лакокрасочного покрытия, который придает ему необходимый цвет, блеск, гладкость, устойчивость против воздействия окружающей среды, механическую прочность и химическую стойкость.
Лаки служат для получения прозрачных покрытий или нанесения поверхностного слоя по слою эмали для увеличения блеска покрытия. [2, 3, 7]
По составу выделяют АК
— полиакрилатные; АУ
— алкидноуретановые; АЦ
— ацетилцеллюлозные; БТ
— битумные; ВА
— поливинилацетатные; ВЛ
— поливинилацетальные; ВС
— винилацетатные; ГФ
— глифталевые; КО
— кремнийорганические; КФ
— канифольные; КЧ
— каучуковые; МА
— масляные; МЛ
— меламиновые; МС
— масляно- и алкидностирольные; МЧ
— мочевинные (карбамидные); НП
— нефтеполимерные; НЦ
— нитроцеллюлозные; ПЛ
— полиэфирные насыщенные; ПФ
— пентафталевые; ПЭ
— полиэфирные ненасыщенные; УР
— полиуретановые; ФА
— фенолоалкидные; ФЛ
— фенольные; ХВ
— перхлорвиниловые; ХС
— винилхлоридные; ШЛ
— шеллачные; ЭП
— эпоксидные; ЭФ
— эпоксиэфирные; ЭЦ
— этилцеллюлозные; ЯН
— янтарные лакокрасочные материалы.
2.
Подготовка поверхности
Основной целью подготовки поверхности является удаление с нее веществ, препятствующих окрашиванию и ускоряющих коррозионные процессы, а также получение поверхности, обеспечивающей требуемую адгезию с металлической подложкой лакокрасочного покрытия. [16]
Поверхность очищают пескоструйными или дробеструйными аппаратами до полного удаления окалины, ржавчины и жировых загрязнений согласно ГОСТ 9.402-2004. Для очистки конструкций в труднодоступных местах пластовую и рыхлую ржавчину, отслоившуюся краску, грязь очищают металлическими щетками и скребками. После чего проводится обдувка поверхности сжатым воздухом, который должен быть сухим, чистым и соответствовать ГОСТ 9.010-80.
Заключительным этапом подготовки поверхности под покрытие является обезжиривание, которое проводится с помощью салфеток, смоченных растворителем, с помощью питьевой воды или щелочных средств.
Во избежание окисления свежеочищенной поверхности первый слой защитного состава необходимо нанести на металл не позднее 4 часов после очистки и обезжиривания. [7, 10]
Нанесение лакокрасочного покрытия на плохо подготовленную поверхность приводит к вспучиванию покрытия и развитию коррозии под ним.
Металлические детали, очищенные от загрязнений, подвергают пассивированию, т.е. повышению коррозионной устойчивости с помощью создания на их поверхности тончайших пленок окислов или солей. Обычно пассиватор в виде солей хромовой кислоты (PbCrO4
, ZnCrO4
), способных образовывать окисную пленку, вводится в состав грунтовки, применяемой для создания первого слоя покрытия. В данном случае пассивирование не предшествует окраске, а совмещается с малярными операциями. Изделия, испытывающие повышенное коррозионное воздействие, подвергаются предварительному фофатированию — химической обработке с целью получения на поверхности детали слоя нерастворимых соединений. При этом на поверхности создается пленка, представляющая собой тонкий микропористый слой фосфорнокислых солей железа и марганца (FeHPO4
• ЗН2
О и МпРО4
• ЗН2
О) толщиной 2...5 мкм. Кроме того, фосфатные слои, обладая пористым строением, значительно улучшают адгезию и препятствуют распространению коррозии под покрытием. Для фосфатирования применяют растворы КФ-1, КФ-2 и др., грунтовки ВЛ-02, ВЛ-08 и др. [2, 6]
3.
Способы формирования покрытий
На окрашиваемую поверхность лакокрасочные материалы в большинстве случаев наносят распылением. Метод погружения используют дляокрашивания кузовов, погружая деталь в ванну с краской. Этот способ применяют на автомобильных заводах при поточном способе производства для нанесения подслоев или специальных красок, особенно для защиты деталей, образующих внутреннюю полость. Краска проникает внутрь через отверстия, а затем капает при извлечении из ванны. При ремонте этот способ не применяется.
Нанесение кистью является малопроизводительным процессом и может применяться при незначительном объеме работ и при медленно сохнущих эмалях. Для нитроэмалей и других быстровысыхающих лакокрасочных материалов этот способ непригоден.
Однако у широко распространенного высокопроизводительного способа воздушного распыления
имеется существенный недостаток — потери лакокрасочных материалов достигают 40... 50 % вследствие образования в воздухе тумана из лакокрасочного материала, который к тому же легко горюч и вреден для здоровья работающих.
При окраске в электростатическом поле
распыляемые частицы краски приобретают заряд и притягиваются к противоположно заряженной окрашиваемой поверхности. По сравнению с распылением в этом способе расход краски снижается на 30...50 % и производительность возрастает в 2 раза.
Существуют разновидности электроокраски, в их числе принципиально новые методы электрофореза,
или электроосаждения, и напыление полимерных порошковых красок в электростатическом поле.
Применение электрофореза
стало возможным в связи с появлением водоразбавляемых лакокрасочных материалов. Окрашивание проводится в гальванической ванне и основано на принципе электростатического осаждения эмали. В ванну, корпус которой обычно служит одним из электродов, заливают водоразбавляемую лакокрасочную композицию, вторым электродом (как правило, анодом) является покрываемое изделие. Под действием постоянного тока в течение 3...5 мин на изделие осаждается пленка толщиной 20...30 мкм.
Напыление полимерных порошковых красок
осуществляется из пистолета в электростатическом поле в специальных установках. Порошок под действием электростатических сил прилипает к поверхности окрашиваемого изделия. После этого изделие нагревают до температуры 130...200°С, при которой порошок плавится, создавая стойкое защитное покрытие.
Разновидностью такого способа является окраска подогретыми эмалями.
Данный способ дает существенное снижение расхода компонентов, особенно растворителя (его требуется меньше почти на 50 %). В этом способе температуру нитроэмали на выходе из аппарата доводят до 60...70°С или до 70... 80 °С для синтетической эмали. При подогреве до указанных температур вязкость снижается и обеспечивается нанесение качественного покрытия при меньшем числе слоев.[2]
4.
ЛКМ, используемые в автотракторостроении
4.1 Лак
— это раствор пленкообразующих веществ в органических растворителях или в воде, образующий после высыхания твердую прозрачную однородную пленку. [2, 10]
Целлю
лозные
лаки сегодня практически не применяются при ремонте кузовов автомобилей. Они высыхают гораздо быстрее масляных красок, после высыхания дают блеск. Сушка лака на отсутствие прилипания длится от 45 минут до 4—6 часов, в зависимости от температуры окружающей среды. После сушки покрытие полируют. Целлюлозные лаки пожароопасны, быстро испаряются (в них много растворителя), требуют нанесения большого количества слоев, быстро теряют цвет (выгорают), обладают слабым блеском после нанесения из краскораспылителя, требуют полировки. [7]
Глифталевые
лаки -
это растворы синтетических смол. Глифталевые лаки обладают высокой закрывающей способностью, блестят сразу же после покраски, образуют более эластичную и менее хрупкую пленку лака по сравнению с пленкой целлюлозного лака.
Новое поколение глифталевых лаков — двухкомпонентные. Речь идет о глифталевых лаках, вступающих в реакцию с катализатором (отвердителем), который позволяет значительно уменьшить время сушки и ощутимо повысить прочность лака. Сушка глифталевых лаков с отвердителем может проходить на воздухе при температуре окружающей среды 18 — 22 °С в течение 24 – 30 часов, но эти покрытия уступают по твердости и водостойкости аналогичным покрытиям, высушенным при повышеной температуре. После высыхания образуются необратимые покрытия.
Можно наносить глифталевые лаки кистью, окунанием, распылением или распылением с подогревом (до 70 ºС).[7, 11, 12]
Глифталевые покрытия по атмосферостойкости уступают пентафталевым
, поэтому для получения атмосферостойкого покрытия по предварительно подготовленной поверхности из металлов и древесины рекомендуется алкидный пентафталевый лак ПФ-170. Данный лак обеспечивает получение высокоглянцевого прозрачного покрытия. Наносится он методом распыления, окунанием или кистью. Время высыхания лака при температуре 18 – 22 ºС – не более 72 часов, при 90 ºС – не более 3 часов. [11, 15]
Акриловые
лаки — это синтетические смолы, получаемые из нефтепродуктов. Термотвердеющие лаки, отверждение которых происходит нагревом в печи, и термопластичные лаки, затвердевание которых осуществляется физической сушкой с испарением растворителя, применяются как в автомобилестроении, так и в других отраслях промышленности.
Термопластичные лаки быстро сохут даже при температуре окружающей среды, покрытия обладают блеском, который можно улучшить с помощью полировки. Но им свойственна слабая закрывающая и заполняющая способности, потребление большого количества разбавителя, необходимость многократного нанесения слоев. Лак наносят распылением в 4—5 слоев. Слои накладывают с интервалом 5—10 мин для испарения растворителя.
Затвердевает лак через 2 часа, сушку можно ускорить нагревом в течение 30 мин в камере при температуре 60—80 °С. [7]
Покрытие получается высокоэластичное, ударопрочное и атмосферостойкое.
Металлизированные
лаки - это лаки с металлическими красителями и пигментами, обеспечивающими цвет. Основные металлические красители изготовляют на основе алюминия или бронзы. Наиболее часто используют в металлизированных лаках краситель из алюминиевых блесток. Мелкие металлические частицы отражают окружающий свет, что и придает краске особый металлический блеск.
Металлические частицы в акриловом лаке окисляются гораздо меньше, чем в глифталевом, и блеск их намного интенсивнее ввиду высокой прозрачности акриловых лаков. Преимущества и недостатки металлизированных акриловых лаков те же, что и прозрачных акриловых лаков. [7]
Полиуретановые
лаки - это самые распространенные и популярные лаки. Практически единственный их недостаток состоит в том, что их нельзя наносить при низких (ниже 20 °С) температурах и повышенной влажности воздуха.
Полиуретановые лаки обладают высокой твердостью и устойчивостью к абразивным воздействиям и механическим повреждениям, высокой химическоой стойкостью к воздействию растворителей и различных активных реагентов, легко наносятся и быстро высыхают. Покрытия обладают хорошим блеском.
Наносят лак методом пневмораспыления при температуре не ниже 20 °С.
Лаковое покрытие сушат 30-60 мин при температуре 60 °С.
Лаковые покрытия подвергаются последующей шлифовке шлифовальной шкуркой.[7]
Акрилполиуретановые лаки.
Это двухсоставные акриловые лаки, полученные в результате химического соединения акриловых смол с полиуретановыми.
Как правило, это непрозрачные лаки или металлизированные лаки. Высыхание их происходит в результате полимеризации с отвердителем. Их применяют для создания непрозрачных покрытий.
Наносится 3 слоя распылением с интервалом 10— 15 мин и сушкой в течение 30 мин при температуре 60 °С. [7]
4.2 Эмали
являются суспензией пигмента или смеси пигментов с наполнителем в лаке и после высыхания образуют непрозрачную твердую пленку с разнообразными фактурой поверхности и блеском. [2]
В автомобилестроении и при ремонте автомобилей применение находят меламиновые эмали.
Покрытия устойчивы к действию нефтемаслопродуктов, воды, ультрафиолета, тепла, обладают высокой прочностью и твердостью. Благодаря таким свойствам эти эмали используются для окраски кузовов и кабин, для составления эмалей необходимых цветов и ремонтной окраски, окраски радиаторов, рам, колес и др. деталей. Покрытия подвергают горячей сушке для образования необратимой пленки. [1, 11]
Для окончательной окраски кузовов, оперения и кабин автомобилей чаще используютсямеламиноалкидные эмали серии МЛ-12. Наносятся они пневмораспылением. Сушка при температуре 130 ºС в течение 30 минут. [1, 15]
Для составления эмалей требуемых цветов и ремонтной окраски используется эмаль МЛ-1195 (однопигментная). Наносится она пневмораспылением. Сушка при температуре 80 ºС в течение 30 минут.
Для окраски радиаторов, рам, колес и других деталей эмаль МЛ-1196 черного цвета наносят распылением, кистью, обливом или окунанием. Сушка при температуре 100 ºС в течение 30 минут. [1, 10]
Нитроэмали
не образуют покрытия с достаточной механической прочностью, они не обладают достаточной адгезией, растрескиваются. Тем не менее нитроцеллюлозные эмали быстро высыхают при обычной температуре (1 час при 18—25°С), образуя обратимые покрытия, после шлифования дают блестящую ровную пленку, поэтому применяются для окончательной окраски кузовов автомобилей высшего класса (черного цвета), для декоративной отделки деталей, окраски литых деталей. Покрытия обладают твердостью, стойкостью к минеральным маслам, бензину и слабым щелочам. [2, 11]
Для окончательной окраски кузовов легковых автомобилей используются эмали НЦ-11 и НЦ-11А. НЦ-11 наносят пневмораспылением, НЦ-11А – аэрозольным распылением. Режим сушки 18 – 25 ºС в течение 1 часа.
Для окраски литых деталей пневмораспыленем наносят эмаль НЦ-184 черного цвета. Режим сушки 18 – 25 ºС в течение 1 часа.
Для декоративной отделки деталей используется эмаль НЦ-271М черного цвета. Режим сушки 18 – 25 ºС в течение 3 часов. [10]
Двигатель
окрашивают алюминиевой эмалью НЦ-273, состоящей из алюминиевой пасты или пудры и основы. В качестве основы служит лак. [2]
Глифталевые
эмали
используют достаточно ограниченно из-за плохой высыхаемости.
Глифталевые покрытия по атмосферостойкости уступают пентафталевым, поэтому их используют преимущественно в качестве грунтовок, а также эмалей, эксплуатируемых внутри помещения. [11]
Эмаль ГФ-571 серого цвета используется в качестве выравнивающего слоя по грунту. Наносится пневмораспылением, сушится при 140 ºС 20 минут. В процессе сушки покрытие переходит в необратимое состояние. [10, 11]
Алкидная пентафталевая
эмаль ПФ-133 предназначена для окрашивания металлических и деревянных поверхностей, подвергающихся атмосферным воздействиям. Эмаль обеспечивает получение атмосферостойкого глянцевого покрытия. Наносится эмаль распылением, окунанием, кистью. Сушка покрытия в течение 30 часов при температуре 18 - 22 ºС. [15]
Эпоксидные
эмали образуют необратимые покрытия с хорошей адгезией, стойкостью к воде, щелочам, слабым кислотам, электроизоляционными свойствами. Перевод эпоксидных покрытий в необратимое состояние осуществляется с помощью отвердителей или модификаторов. Отвердители способны образовывать необратимую систему как при горячей сушке, так и без нагрева. Эпоксиднымиэмалями окрашивают рамки двери кузовов, кабины и некоторые детали грузовых автомобилей.
Для окраски кабин, деталей грузовых автомобилей используется эмаль ЭП-191. Наносится пневмораспылением. Сушка при 60 ºС 3 часа.
Для декоративной окраски рамок дверей кузовов, других деталей используют эмаль ЭП-1240 черного цвета. Наносят пневмораспылением, сушат при 18 – 25 ºС в течение 2 часов. [11, 12]
Мочевиноалкидные
эмали превосходят глифталевые и пентафталевые по твердости, блеску, стойкости к бензину, маслам, моющим средствам и стабильности цвета при горячей сушке.
Мочевиноалкидные эмали МЧ-123 используют для окаски автомобильных рам, колес, радиаторов и других деталей. Наносят распылением, обливом, окунанием, кистью и сушат при 110 – 120 ºС 30 минут или при 140 – 150 ºС 12 минут.
Эмаль МЧ-145 используется для окраски деревянных и металлических платформ грузовых автомобилей. [1, 10]
Фенолоформальдегидноалкидными
эмалями ФЛ-787 красят внутренние поверхности топливных баков. Наносят эмаль пневмораспылением и сушат при 90 ºС 10 минут. [6, 10]
Алкидностирольные
эмали быстро высыхают в естественных условиях (1,5 – 2 часа при 18 – 25 ºС) с образованием необратимой пленки. Покрытия блестящие твердые, стойкие к минеральным маслам, бензину, щелочным эмульсиям, действию атмосферы с повышенной влажностью и нагреву до 80 ºС. [11]
Алкидностирольнаяэмаль МС-17 светло серого цвета используется для окраски двигателей, узлов шасси. Наносится распылением или кистью. [1, 6, 10]
Эмали на основе каучуковых пленкообразователей
образуют обратимые покрытия. Полное высыхание происходит в течение суток при комнатной температуре. Эмали на основе каучука обладают твердостью и абразивостойкостью, невоспламеняемостью, низкой влагопроницаемостью, атмосферостойкостью, стойкостью к действию химических реагентов. Эти эмали служат для окраски пружин подвесок, деталей шасси. Эмаль КЧ-190 черного цвета наносят распылением, окунанием или кистью. Сушат 40 минут при 18 – 25 ºС. [1, 6, 10]
Кремнийорганические
эмали при горячей сушке образуют необратимые покрытия, отличающиеся термостойкостью, высокими электроизоляционными свойствами, стойкостью к действию воды, масла, бензина, плесени, низких температур. Кремнийорганические эмали могут выдерживать длительное нагревание до нескольких сот градусов без существенных изменений. Кремнийорганические эмали КО-828 и КО-813 цвета алюминия предназначены специально для окрашивания деталей системы выпуска отработавших газов автомобиля. [3]
При окрашивании сельскохозяйственных машин на загрунтованную поверхность наносят эмали алкидно-акриловую АС-182, пентафталевые ПФ-188, ПФ-1126, этрифталевая ЭТ-199. Деревянные детали защищают тремя слоями сополимерно-винилхлоридной эмали ХС-710. [12, 13]
Водоразбавляемые
лакокрасочные материалы получают на основе специально синтезированных водорастворимых смол: алкидных, эпоксиэфирных, феноло- и меламиноформальдегидных, акриловых и др. Для получения водоразбавляемых лакокрасочных материалов используют не одну из указанных смол, а их смеси, что позволяет после горячей сушки получать покрытия более водостойкими, с лучшей адгезией и большей твердостью. [12]
Водоразбавляемая фенольная эмаль В-ФЛ-1199 используется для окраски деталей шасси методом окунания, водоэмульсионная эмаль ПФ-1147 и водоэмульсионная эмаль ГФ-1147 используются для окраски кабин, облицовочных деталей и платформ грузовых автомобилей. [2, 5]
Эмаль В-ФЛ-149 наносится электроосаждением на различные детали и узлы автомобилей. Высыхает при 180 ºС за 30 минут.
В тракторостроении находит применение водоразбавляемая эмаль В-ПЭ-1179. [13]
В автомобильной промышленности в последние годы широкое распространение получили полимерные порошковые
краски, которые наносят в электростатическом поле, при этом полностью исключается применение растворителей. [2]
Покрытия, полученные на основе эпоксидных порошковых материалов, обладают хорошим внешним видом и высокими защитными характеристиками. Для защиты стальных деталей и сборочных единиц сельскохозяйственных машин, подвергающихся механическому износу, а также находящихся в контакте с минеральными и органическими удобрениями, применяют порошковую эпоксидную краску П-ЭП-45 и П-ЭП-219. Для этих целей рекомедуется также порошковая полиэфирная краска П-ЭП-1130.
4.3 Красками
называется суспензия пигмента или смеси пигментов с наполнителями в олифах, масле, эмульсии, латексе, образующая после высыхания однородную пленку.
От красок требуется: достаточная адгезия к грунтам и шпатлевкам; способность образовывать сплошную защитную пленку; высокая атмосферостойкость; устойчивость к воздействию технических жидкостей и других веществ, с которыми покрытие контактирует при эксплуатации машин; способность хорошо закрывать цвет нижележащих слоев покрытия; стойкость к механическим воздействиям (ударам, вибрации, изгибу и т.п.); способность к полировке. [2, 6]
Масляные краски,несмотря на хорошую адгезию, эластичность, атмосферо- и нефтемаслостойкость долго сохнут и не дают блестящих поверхностей даже после полирования, а потому практически не находят применения в автомобилестроении (за исключением окраски деревянных бортов грузовых автомобилей). [7]
4.4 Грунтовки
представляют собой суспензию пигмента или смеси пигментов (преимущественно антикоррозионных) с наполнителями в пленкообразователе и после высыхания образуют однородную пленку.
От грунтов требуется: высокая прилипаемость (адгезия) к металлам, древесине и другим конструкционным материалам; способность удерживать последующие слои покрытия за счет взаимопроникновения материалов; хорошие противокоррозионные свойства; быстрое высыхание. [2, 6]
Различают следующие виды грунтовки:
грунтовки с инертными пигментами
, которые не взаимодействуют с пленкообразующей основой и не влияют на коррозионный процесс (например, грунтовки ГФ-021, ФЛ-03КК);
пассивирующие грунтовки
, т.е. содержащие пассивирующие пигменты, например хроматы или фосфаты. Это грунтовки ФЛ-017, ФЛ-03Ж, КФ-030, а также свинцово-суричная грунтовка, часто используемая для защиты днища и крыльев автомобилей. [3, 10]
Для грунтования кузовов, кабин, узлов и деталей автомобилей применяется грунтовка В-КЧ-0207, которая наносится электроосаждением на аноде, высыхает за 30 минут при 180 ºС. Для грунтования металлических и деревянных поверхностей, а также прошлифованных участков пневмораспылением наносят грунтовку НЦ-081, которая высыхает при 65 ºС за 30 минут. Также для грунтования кузовов автомобилей используются глифталевые ГФ-073, ГФ-018, ГФ-031 грунтовки, фенольные ФЛ-03К, ФЛ-03Ж грунтовки. Для окраски деталей автомобилей применяют пентафталевую ПФ-099, глифталевую ГФ-089, водорастворимую меламиновую В-МЛ-0143 грунтовки;[10]
протекторные
грунтовки
(ЭП-057) содержат металлический порошок с более отрицательным потенциалом (цинковый порошок), чем железо, обеспечивающий катодную защиту. Специально для защиты днища и крыльев автомобиля предназначена протекторная «Автогрунтовка цинконаполненная»;
фосфатирующие грунтовки
, применяемые по стали, цинку, меди, алюминию и его сплавам, магниевым сплавам, олову и другим металлам помимо пассивирующего действия, обеспечиваемого хроматными пигментами, фосфатируют металл вследствие присутствия фосфорной кислоты. [3, 10]
Для грунтования поверхностей из черных и цветных металлов с одновременным фосфотированием применяют быстросохнущие грунтовки ВЛ-02, ВЛ-08, ВЛ-023, которые наносятся пневмораспылением или кистью и высыхают при 18 – 22 ºС за 15 минут; [10]
изолирующие грунтовки
содержат в качестве пигментов железный сурик и цинковые белила и защищают металл от проникновения влаги. [10]
Для грунтования металлических и деревянных изделий применяют грунтовку ГФ-021, наносится пневмораспылением или кистью, высыхает при 100 ºС за 30 минут. Для грунтования кузовов и кабин используется грунтовка ПФ-033, наносится окунанием или пневмораспылением, высыхает при 170 ºС за 20 минут;
грунтовки-преобразователи ржавчины
содержат фосфорную кислоту, вступающую в химическое взаимодействие с продуктами коррозии на поверхности металла и преобразующую их в подслой под лакокрасочные покрытия. [10]
4.5 Шпатлевки
представляют собой густую вязкую массу, состоящую из смеси пигментов с наполнителями в пленкообразователе.
Шпатлевкане улучшает механические качества лакокрасочного покрытия, и, более того, при значительной толщине шпатлевки происходит снижение прочности лакокрасочного покрытия.
Шпатлевочные материалы должны обладать: хорошей прилипаемостью к грунтам; достаточной механической прочностью, особенно ударо- и виброустойчивостью; хорошей высыхаемостью; способностью к шлифовке. [2, 3, 6]
Используются нитроцеллюлозные шпатлевки НЦ-007, НЦ-008, НЦ-009, эпоксидные ЭП-0010, ЭП-0020, пентафталевые ПФ-002, полиэфирные ПЭ-0044, ПЭ-0085. [12]
II.Технология окрашивания
1. Покрасочно-сушильная камера
PL 16
MAXI
Покрасочно-сушильная камераPL 16
MAXI
предназначена для окраски методом пневмораспыления крупногабаритных изделий массой до 12 тонн и 14 метров в длину. Данная камера оснащена лифтами для перемещения рабочего в горизонтальном и вертикальном направлениях.
Цистерна поставляется в камеру на тележке. Расположение покрасочно-сушильной камеры позволяет беспрепятственно передвигаться тележке с любого участка завода к камере и от нее.
Технические характеристики покрасочно-сушильной камеры
| № п/п
|
Параметр
|
Ед. изм.
|
Значение
|
| 1. |
Внутренние размеры камеры |
м |
14,84 / 5,04 / 5,04 |
| 2. |
Размер проёмов ворот |
м |
3,8 / 4,42 |
| 3. |
Тепловая мощность теплообменника |
кКал/ч. |
220 000 |
| 4. |
Подача воздуха |
м3
/ч. |
64 000 |
| 5. |
Вытяжка |
м3
/ч. |
62 000 |
| 7. |
Температура в режиме окраски |
0
С |
20 |
| 9. |
Температура в режиме сушки |
0
С |
60 |
Преимущество покрасочно-сушильной камеры состоит в том, что окраска и сушка происходит в одном и том же помещении. Нет необходимости перемещать свежеокрашенное изделие в другое помещение, что сопровождается появлением различных дефектов покрытия (пыли, следов прикосновения пальцев рук и т.п.). Технологический процесс сушки, в этом случае, соблюдается более качественно. Площадь, занимаемая покрасочно-сушильной камерой вдвое меньше, чем раздельные окрасочная и сушильная камеры.
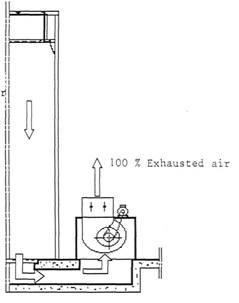
Принцип работы покрасочно-сушильной камеры основывается на вертикально нисходящем воздушном потоке с избыточным давлением в рабочей области, что является необходимым условием для эффективного удаления остаточных частиц лакокрасочных материалов (ЛКМ) и гарантирует отсутствие пыли в зоне покраски. Вентиляторы группы вытяжки всасывают отработанный воздух; до 95% частиц ЛКМ задерживаются в напольных фильтрах и до 97% в фильтрах окончательной очистки воздуха, установленных в группе вытяжки. Для очистки отработанного воздуха от паров ЛКМ применяются кассетные фильтры на основе активированного угля, устанавливаемых в секции вытяжки. Температура воздушного потока регулируется электротермостатом, управление которым выведено на пульт управления. По окончании фазы покраски до начала фазы сушки для удаления паров растворителя внутри камеры установка работает при тех же параметрах (температура, воздухообмен и пр.), что и при покраске. В режиме сушки используется 90% рециркуляция воздуха, которая реализуется при помощи автоматической заслонки. Использование рециркуляции обеспечивает значительную экономию времени и топлива, позволяя в то же время сохранить скорость потока воздуха вокруг изделия и добиться максимальной равномерности температуры по всему объему камеры.

Внешний вид покрасочно-сушильной камеры
Принцип работы
1. Цикл окраски
Воздух забирается снаружи здания посредством входных воздушных каналов, затем проходит сквозь приточные вентиляторы, фильтр предварительной очистки, горячие воздухоподогреватели и вводится в верхний пленум камеры, где проходит сквозь окончательные фильтры, перед вводом в камеру.
Воздух в вертикальном направлении окружает окрашиваемое изделие и уносит частицы краски и пары растворителя к вытяжным фильтрам.
После очистки этими фильтрами, выпущенный воздух вытяжными вентиляторами выводится наружу по откачивающей трубе.
Вентиляция выполнена на всей длине камеры.


2. Цикл сушки
Вытяжные вентиляторы остановлены.
Воздушный клапан, зафиксированный в трубопроводах закрывается (остается просвет для притока 20 % свежего воздуха).
Воздух передается сквозь приточные вентиляторы и тогда нагревается в теплообменнике, потом проходит сквозь потолочные фильтры перед вводом в камеру.
Цикл сушки включает в себя предвентиляционный цикл, отрегулированный на таймере, чтобы откачать основной объем растворителей. После цикла сушки имеется цикл поствентиляции.
В этом случае воздух передается сквозь открытые клапаны рециркуляции и подается к приточным вентиляторам.
20 % воздуха выводится наружу, посредством откачивающих труб.
80 % воздуха рециркулирует, чтобы уменьшить расход топлива и увеличить более быстрый рост температуры сушки.
20 % воздуха подается снаружи и следует по тому же пути , как и при цикле распыления.
 



3. Циклы пред- и поствентиляции
Перед каждой операцией окраски, таймер задерживает открытие электроклапана распыления, чтобы гарантировать проведения предвентиляционного цикла.
После каждого цикла, камера продолжает функционировать в течение регулируемой таймером продолжительности (приблизительно 5 минут), чтобы провести гарантированный предвентиляционный цикл и полное удаление паров растворителя.
Когда окончен цикл сушки, горелки останавливаются в течение поствентиляционного цикла.
Окрасочная камера разделена на два независимых друг от друга модуля, разделенных роллинговой дверью.
2. Технология окрашивания крупногабаритных изделий
Изделия, поставляемые на окрасочный участок, поступают в разобраном виде. Демонтированы:
· настил площадки обслуживания из алюминия;
· пеналы и хомуты для пенала;
· защита топливного бака;
· ящик для песка и кошмы;
· ящик для катушки заземления и т.д.
Перед окрашиванием поверхности автоцистерн из углеродистых сталей подготавливают к покраске. Подготовка поверхности состоит из ряда операций, первой из которых является очистка от следов брызг, отслоившейся окалины, следов масла, грязи, ржавчины.
Очистку допускается проводить механическими, химическими (при помощи технической воды, растворителей, химических продуктов) методами.
Механическую очистку изделий проводят в обитаемой камере абразиво-струйной очистки металла с применением чугунной дроби Ø 1 – 2 мм в течение 30 – 60 минут в зависимости от размера автоцистерны. После механической обработки производится обдув поверхности сжатым воздухом.
Очистку и обезжиривание поверхностей химическим методом производят при помощи моющего прибора высокого давления HDS 895 M/MX ESO производства Германии, используя техническое моющее средство КМ-1. Концентрация раствора 30 г/л, температура воды 60 – 90 ºС.
КМ-1 представляет собой смесь поверхностно-активных веществ, фосфатов, щелочных неорганических солей, ингибитора коррозии, регулятора пенообразования, без силиката нитрия.При очистке изделий методом распыления применяется водный раствор средства концентрацией (2-10) г/л при температуре (30-65)° С (время обработки — 0,5-2,5 мин).
Если все поверхности изделия обработаны моющим прибором (определяют визуальным осмотром), то включают приточную вентиляцию и сушат до полного исчезновеня воды с поверхности изделия.
При необходимости, ржавые места обрабатывают преобразователем ржавчины АНТИКОР-1 производства ОАО «Гродно Азот». Преобразователь наносится на предварительно обезжиренную поверхность кистью. Обработанная поверхность должна быть выдержана при температуре 18 – 20 ºС в течение 24 часов. Места, обработанные преобразователем вытирают насухо ветошью.
Поверхности, подготовленные к окрашиванию должны быть сухими и не иметь налетов вторичной коррозии. Качество обезжиривания металлических поверхностей перед окрашиванием контролируют визуальным осмотром.
Для контроля качества обезжиривания изделий водными растворами ТМС следует приенять метод смачиваемости, котрый основан на способности пленки воды не собираться в капли на чистой поверхности в течение определенного времени. На поверхность распыляют питьевую воду с содержанием солей по ГОСТ 6709 и визуально фиксируют нарушение сплошности пленки. Степень обезжиривания характеризуется временем от начала испытания до разрыва водной пленки. Первая степень обезжиривания – время более 30 секунд, вторая степень обезжиривания – менее 30 секунд.
При визуальном осмотре подготовленной поверхности выявляются мелкие дефекты изделия, которые выравнивают при помощи универсальной автомобильной шпатлевки UNI и двухкомпонентной жидкой наполнительной шпатлевки Solid SPRAY.
Каждый слой шпатлевки UNI(общая толщина не более 3 мм) наносится на хорошо просушенную поверхность шпателем. Режим сушки: 3 – 5 часов при температуре 18 – 22 ºС. После высыхания поверхность выравнивают с применением технологии шлифования «по сухому» с использованием ротационно-вибрационной машины шлифовальными кругами с зерном Р120 и Р180. После шлифовки производят обдув сжатым воздухом.
Solid SPRAY наносится на поверхность распылением в 2-3 слоя при общей толщине 300 – 400 мкм и послойной сушке 20 – 30 минут при 20 ºС.
Следующей операцией является грунтование. Его следует производить сразу или с задержкой не более двух часов после окончания работ по подготовке поверхности.
Поверхности изделий из углеродистой стали, обезжиренные химическим методом, должны быть покрыты фосфатирующей антикоррозионной грунтовкой ВЛ-023.
Грунтовка ВЛ-023 применяется для фосфатирования металлических поверхностей. Наносится кистью, валиком, пневмо- и безвоздушным распылением. На 1 кг грунтовки добавляют 300 г растворителя Р-648. Толщина покрытия 8 – 12 мкм на 1 слой. Время высыхания 0,5 часа при 20 ºС.
На подготовленные поверхности наносится: двухкомпонентная эпоксидная грунтовка SG-64-0000/0 производства Германии или двухкомпонентная грунтовка ЭП-045 производства ОАО «Лакокраска» г. Лида.
Двухкомпонентная эпоксидная антикоррозионная грунтовка SG-64-0000/0 представляет собой двухкомпонентную систему, состоящую из полуфабриката грунтовки и отвердителя SH-23-000, смешиваемых перед применением. На 1 кг полуфабриката добавляют 30-100 г растворителя VS20-2183/0 и 200 г отвердителя. Время сушки 2 – 4 часа при 20 ºС. Толщина покрытия 60 - 80 мкм.
Грунтовка ЭП-045 на основе эпоксидной смолы представляет собой двухкомпонентную систему, состоящую из полуфабриката грунтовки и полиамидного отвердителя Э-45, смешиваемых перед применением. На 1 кг полуфабриката добавляют 500 г растворителя Р-5А и 140 г отвердителя. Время сушки 6 часов при 20 ºС. Толщина покрытия 25 мкм.
Подготовленный грунт послойно наносится на поверхность изделия распылительной головкой пистолета-краскораспылителя MVX мобильной установки с системой распыления AIRMIX производства Франции. На изделия малой площади допускается наносить грунт пневмораспылением при помощи покрасочного пистолета СО-71В производства России.
Контроль толщины покрытия грунта производится гребенкой по мокрой поверхности.
После полного высыхания грунта (4 часа при температуре 20 ºС) всю поверхность обрабатывают водостойкой шкуркой на тканевой основе №4 с применением шлифмашинки. После зачистки пыль необходимо сдуть воздухом и вытереть чистой ветошью.
Затем на изделия наносится:
- двухкомпонентная акрилово-полиуретановая краска PD-15.0000/0;
- двухкомпонентная полиуретановая эмаль УР-140;
- двухкомпонентная эпоксидная эмаль ЭП-140.
Двухкомпонентная акрилово-полиуретановая краска PD-15.0000/0 шелкоглянцевая с термостойкостью 100 ºС применяется для покраски деталей автомашин, цистерн, пеналов и т.д. Покрытие обеспечивает стойкость цветного оттенка, устойчиво к погодным условиям, конденсату и щелочным моющим растворам. На 1 кг полуфабриката краски добавляют 50 – 100 г растворителя DV30-2483/0 и 110 г отвердителя PH33-000. Наносится краска пневматически или кистью. Толщина покрытия 40 – 50 мкм. Время высыхания 3 – 12 часов при 20 ºС.
Двухкомпонентная полиуретановая эмаль УР-140 устойчива к изменению температур от – 40 ºС до + 50 ºС, применяется для окрашивания бензовозов, платформ, автомобилей, прицепов. Покрытие обладает повышенной стойкостью к бензину и маслам. На 1 кг полуфабриката эмали добавляют 200 г растворителя Р-189Д и 150 г полиизоционатного отвердителя. Наносится краска пневматически. Толщина покрытия 30 – 35 мкм на 2 слоя. Время высыхания 24 часа при 20 ºС.
Двухкомпонентная эпоксидная эмаль ЭП-140 на основе эпоксидной солы Э-41 применяется для окрашивания предваврительно загрунтованных поверхностей из стали. На 1 кг полуфабриката эмали добавляют 500 г растворителя Р-5А и 430 г отвердителя №2. Наносится краска пневматически или кистью. Толщина покрытия 45 – 50 мкм. Время высыхания 6 часов при 20 ºС.
Подготовленные ЛКМ наносятся на поверхность изделия распылительной головкой пистолета-краскораспылителя MVX мобильной установки с системой распыления AIRMIX. Контроль толщины покрытия производится гребенками по мокрому слою покрытия.
Допускается подкрашивать изделия специальным покрасочным пистолетом Professional 2002 (производства Италии).
Покраска и сушка осуществляются на покрасочном участке, после введения в работу покрасочно-сушильной камерыPL 16 MAXIданные работы будут осущестляться в ней.
3. Схема техпроцесса окрашивания крупногабаритных изделий:

III. Экспериментал
ьная часть
1. Подготовка образцов
Для проведения эксперимента образцы из конструкционной низколегированной стали для сварных конструкций 09Г2С окрашиваем согласно технологии, предварительно подготовив поверхность.
Поверхности первой группы
образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного грунта ВЛ-023 зеленого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 30 минут наносим 1 слой эпоксидной грунтовки Э-045 бежевого цвета.
После полного высыхания грунта (6 часов при 20 ºС) всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя эмали ЭП-140 черного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 6 часов.
Поверхности второй группы
образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного эпоксидной грунтовки SG-64-0000/0 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 4 часов всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя акрилово-полиуретановой краски PD-15.0000/0 оранжевого цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 12 часов.
Поверхности третьей группы
образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя жидкой наполнительной шпатлевки Solid SPRAY серого цвета. Интервал времени между нанесением слоев 30 минут.
По истечение 30 минут после нанесения последнего слоя шпатлевки наносим 2 слоя антикоррозионной эпоксидной грунтовки SG-64-0000/0 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 4 часов всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя акрилово-полиуретановой краски PD-15.0000/0 оранжевого цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 12 часов.
Поверхности четвертой группы
образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Обрабатываем обезжиренные поверхности преобразователем ржавчины АНТИКОР-1 с помощью кисти и выдерживаем при температуре 18 – 20 ºС в течение 24 часов.
Вытираем насухо ветошью поверхности, обработанные преобразователем. Наносим 2 слоя эпоксидной грунтовки ЭП-045 бежевого цвета. Интервал времени между нанесением слоев 15 минут.
После полного высыхания грунта (6 часов при 20 ºС) всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя полиуретановой эмали УР-140 красного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 24 часа.
Поверхности пятой группы
образцов обрабатываем шкуркой № 25 для получения матовой поверхности. Затем обезжириваем ТМС КМ-1 и проверяем качество обезжиривания чистой ветошью. Сжатым воздухом высушиваем поверхности.
Наносим 2 слоя антикоррозионного грунта ВЛ-023 зеленого цвета. Интервал времени между нанесением слоев 15 минут.
По истечение 30 минут всю поверхность обрабатываем водостойкой шкуркой на тканевой основе №4. Пыль сдуваем воздухом и вытираем чистой ветошью. После чего наносим 2 слоя эмали ЭП-140 черного цвета. Интервал времени между нанесением слоев 15 минут. Время высыхания эмали при 20 ºС – 6 часов.
2. Контроль качества лакокрасочного покрытия
Качество лакокрасочных покрытий необходимо контролировать по внешнему виду, толщине, сплошности и адгезии.
Качество внешнего вида покрытий следует контролировать визуальным осмотром невооруженным взглядом при естественном или искусственном рассеянном освещении 100% конструкций. Покрытие не должно иметь пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, и по внешнему виду должно соответствовать требованиям ГОСТ 9.032.
На полученных нами образцах наблюдаются некоторые включения пыли, иных дефектов внешнего вида образцов не выявлено. Для оценки блеска покрытия следует использовать блискомер ФБ-2.
Сплошность покрытий необходимо контролировать дефектоскопом.
Толщину покрытия следует контролировать магнитным толщиномером типа МТ-41НЦ (ТУ 25-06.2500-82) с диапазоном измерений 0-12 мм и погрешностью 5%.
2.1 Адгезия
Адгезию покрытия проверяют методом решетчатых надрезов по #M12293 1 1200004028 2115024422 247265662 4292526659 557313239 2960271974 3594606034 4293087986 48240061ГОСТ 15140#S на контрольных образцах, окрашенных в общем потоке с конструкциями.
Сущность метода заключается в нанесении на готовое лакокрасочное покрытие решетчатх надрезов и визуальной оценке состояния покрытия по четырехбалльной системе.
После холодной сушки образцы выдерживают при температуре (20±2)ºС и относительной влажности (65+5)% в течение 48 часов.
Перед определением адгезии замеряют толщину покрытия микрометром не менее чем на трех участках поверхности испытуемого образца, расхождение в толщине покрытия не должно превышать 5 мкм.
Адгезию проверяют не менее чем на трех участках повехности испытуемого образца. На каждом испытуемом участке поверхности образца делают не менее пяти параллельных надрезов до пластины бритвенным лезвием или скальпелем по линейке на расстоянии 1 или 2 мм друг от друга и столько же надрезов перпендикулярных первым.
Для покрытия толщиной менее 60 мкм наносят решетку размером 1×1 мм. Для покрытий тодщиной более 60 мкм - размером 2×2 мм. Максимальная толщина покрытия для определения адгезии методом решетчатых надрезов составляет 200 мкм. После нанесения надрезов поверхность очищают кистью от отслоившихся кусочков и оценивают адгезию по четырехбалльной системе.
| Балл |
Поверхность ЛКМ после нанесения надрезов в виде решетки |
| 1 |
Края надрезов должны быть гладкими и не должно быть отслоившихся кусочков покрытия |
| 2 |
Незначительное отслаивание покрытия в виде точек на линии надрезов или в местах их пересечения (до 5 % поверхности каждой решетки) |
| 3 |
Отслаивание покрытия вдоль линии надрезов (до 35 % поверхности каждой решетки) |
| 4 |
Полное или частичное отслаивание покрытия полосами или квадратами вдоль линии надрезов (более 35 % поверхности каждой решетки) |
Балл, соответствующий большинству значений, определенных на участках поверхности образцов, принимают за результат испытания. Расхождение между отдельными значениями не должно превышать 1 балла.
При оценке адгезии лакокрасочного покрытия к поверхности металла в 3 и 4 балла, данное покрытие бракуется и подлежит снятию и повторному нанесению ЛКП.
Графические результаты испытаний:
| № образца |
А) |
Б) |
В) |
| 1 |
 |
 |
 |
| 2 |
 |
 |
 |
| 3 |
 |
 |
 |
| 4 |
 |
 |
|
| 5 |
 |
 |
 |
| № образца |
Покрытие |
Толщина покрытия мкм |
Оценка адгезии по четырехбалльной системе |
| А) |
Б) |
В) |
Результат |
| 1 |
Грунтовка ВЛ-023
Грунтовка ЭП-045
Эмаль ЭП-140
|
140 |
1
|
1 |
1 |
1 |
| 2 |
Грунтовка SG-64-0000/0
Краска PD-15.0000/0
|
120 |
1 |
1 |
1 |
1 |
| 3 |
Жидкая наполнительная шпатлевки Solid SPRAY
Грунтовка SG-64-0000/0
Краска PD-15.0000/0
|
140 |
1 |
1 |
1 |
1 |
| 4 |
Грунтовка ЭП-045
Эмаль УР-140
|
80 |
2 |
2 |
2 |
2 |
| 5 |
Грунтовка ВЛ-023
Эмаль ЭП-140
|
140 |
1 |
2 |
1 |
2 |
2.2 Ударная прочность
Прочность лакокрасочного покрытия при ударе – это способность покрытия противостоять разрушению под действием механической нагрузки, характеризующаяся минимальной высотой свободного падения груза и минимальной массой груза при определенном размере бойка, при котором произошло растрескивание и/или отслаивание покрытия от окрашиваемой поверхности.
Проверяют прочность ЛКП при ударе методом падающего груза.
На прибор для испытания прочности при ударе устанавливают первичный груз на высоте, при которой не ожидается разрушение покрытия. Помещают испытуемую пластинку на наковальню покрытием наружу. Удерживают испытуемую пластинку в этом положении с помощью прижимной муфты. Освобождают груз и позволяют ему упасть на испытуемую пластинку или на боек, лежащий на пластинке.
Вынимают испытуемую пластинку из прибора и осматривают поверхность, подвергнутую удару, с помощью лупы для выявления трещин и/или отслаивания от окрашенной поверхности. Если нет трещин и/или не произошло отслаивание, повторяют испытание, постепенно увеличивая высоту на 25 мм или кратно 25 мм, пока не появятся трещины и/или отслаивание. Отмечают высоту, при которой впервые появились трещины и/или произошло отслаивание.
Если трещины и/или отслаивание не обнаружены, когда груз падает с максимальной высоты прибора, повторяют испытание (начиная с наименьшей высоты) с дополнительным грузом.
Испытания проводят в случайном порядке так, чтобы все удары с одной высоты не были непрерывной цепью на одной пластинке.
Осматривают поверхность, подвергнутую удару, для обнаружения трещин, используя лупу.
За результат испытания прочности при ударе принимают комбинацию минимальных значений высоты (см), с которой падает груз, и массы груза (кг), при которых произошло разрушение.
Протокол
Испытания проводятся согласно ГОСТ Р 53007-2008.
Поверхность заматована шкуркой № 25 и обезжирена ТМС КМ-1. Толщина окрашиваемой поверхности – 4 мм.
Нанесенное покрытие выдержано в течение 4 суток при температуре 20 ºС и влажности 70 %.
Определяем минимальную высоту падения и массу груза, приводящих к растрескиваниюи/или отслаиванию покрытия от окрашиваемой поверхности.
Груз падает на сторону пластинки с покрытием.
Диаметр использованного бойка – 0,8 см. Масса груза – 1±0,001 кг.
1. Покрытие
| № слоя |
Наименование ЛКМ |
Способ нанесения |
Продолжительность сушки при 20 ºС |
| 1 |
Грунтовка ВЛ-023 |
пневмораспылением |
15 мин |
| Грунтовка ВЛ-023 |
пневмораспылением |
30 мин |
| 2 |
Грунтовка ЭП-045 |
пневмораспылением |
6 часов |
| 3 |
Эмаль ЭП-140 |
пневмораспылением |
15 мин |
| Эмаль ЭП-140 |
пневмораспылением |
6 часов |
Толщина высушенного многослойного покрытия – 140 мкм определена микрометрическим способом по ГОСТ Р 51694.
2.
Покрытие
| № |
Наименование ЛКМ |
Способ нанесения |
Продолжительность сушки при 20 ºС |
| 1 |
Грунтовка SG-64-0000/0 |
пневмораспылением |
15 мин |
| Грунтовка SG-64-0000/0 |
пневмораспылением |
4 часа |
| 2 |
Краска PD-15.0000/0 |
пневмораспылением |
15 мин |
| Краска PD-15.0000/0 |
пневмораспылением |
12 часов |
Толщина высушенного многослойного покрытия – 120 мкм определена микрометрическим способом по ГОСТ Р 51694.
Определение минимальной высоты падения и массы груза, приводящих к растрескиваниюи/или отслаиванию от окрашиваемой поверхности.
Груз падает на сторону пластинки с покрытием.
Диаметр использованного бойка – 0,8 см. Масса груза – 1±0,001 кг.
| Высота, см |
Характеристика |
Вид |
| 10 |
Повреждение покрытия до подложки, частично отслоилось |
 |
| 8 |
Повреждение до грунта, мелкие трещины, сколы |
 |
| 7 |
Повреждение до грунта, мелкие трещины, сколы, небольшое вспучивание |
 |
| 6 |
Повреждение до грунта, мелкие трещины, сколы |
 |
| 5 |
Мелкие трещины, сколы, небольшое вспучивание |
 |
| 4 |
Покрытие потрескалось, отслоилось |
 |
| 3 |
Покрытие вспучилось |
 |
| 2 |
Появилась вмятина, целостность покрытия не нарушена |
 |
3.
Покрытие
| № |
Наименование ЛКМ |
Способ нанесения |
Продолжительность сушки при 20 ºС |
| 1 |
Жидкая наполнительная шпатлевки Solid SPRAY 64-0000/0 |
пневмораспылением |
30 мин |
| Жидкая наполнительная шпатлевки Solid SPRAY |
пневмораспылением |
30 мин |
| 2 |
Грунтовка SG-64-0000/0 |
пневмораспылением |
15 мин |
| Грунтовка SG-64-0000/0 |
пневмораспылением |
4 часа |
| 3 |
Краска PD-15.0000/0 |
пневмораспылением |
15 мин |
| Краска PD-15.0000/0 |
пневмораспылением |
12 часов |
Толщина высушенного многослойного покрытия – 140 мкм определена микрометрическим способом по ГОСТ Р 51694.
| Высота, см |
Характеристика |
Вид |
| 50 |
Покрытие полностью разрушилось до подложки |
 |
| 10 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 8 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 7 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 6 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 5 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 4 |
Покрытие разрушилось до грунта, появились трещины |
 |
| 3 |
Появилась вмятина и мелкие трещины |
 |
| 2 |
Появилась вмятина, целостность покрытия не нарушилась |
 |
4.
Поверхность заматована шкуркой № 25, обезжирена ТМС КМ-1, обработана преобразователем ржавчины АНТИКОР-1 и выдержана при температуре 18 – 20 ºС в течение 24 часов.
| № |
Наименование ЛКМ |
Способ нанесения |
Продолжительность сушки при 20 ºС |
| 1 |
Грунтовка ЭП-045 |
пневмораспылением |
15 мин |
| Грунтовка ЭП-045 |
пневмораспылением |
6 часов |
| 2 |
Эмаль УР-140 |
пневмораспылением |
15 мин |
| Эмаль УР-140 |
пневмораспылением |
24 часа |
Толщина высушенного многослойного покрытия – 80 мкм определена микрометрическим способом по ГОСТ Р 51694.
| Высота |
Характеристика |
Вид |
| 30 |
Покрытие полностью разрушилось до подложки |
 |
| 20 |
Покрытие разрушилось до подложки, отслоилось |
 |
| 10 |
Появились трещины, сколы |
 |
| 8 |
Четко очерченная вмятина, небольшое вспучивание без нарушения целостности |
 |
| 7 |
Четко очерченная вмятина, небольшое вспучивание без нарушения целостности |
 |
| 6 |
Четко очерченная вмятина, небольшое вспучивание без нарушения целостности |
 |
| 5 |
Четко очерченная вмятина, без нарушения целостности |
 |
5.
Покрытие
| № |
Наименование ЛКМ |
Способ нанесения |
Продолжительность сушки при 20 ºС |
| 1 |
Грунтовка ВЛ-023 |
пневмораспылением |
15 мин |
| Грунтовка ВЛ-023 |
пневмораспылением |
30 мин |
| 2 |
Эмаль ЭП-140 |
пневмораспылением |
15 мин |
| Эмаль ЭП-140 |
пневмораспылением |
6 часов |
Толщина высушенного многослойного покрытия – 140 мкм определена микрометрическим способом по ГОСТ Р 51694.
Диаметр использованного бойка – 0,8 см. Масса груза – 1±0,001 кг.
| Высота |
Характеристика |
Вид |
| 10 |
Покрытие вспучилось, появились трещины |
 |
| 5 |
Четко очерченная вмятина, вспучивание покрытия |
 |
| 4 |
Четко очерченная вмятина, вспучивание покрытия |
 |
| 3 |
Четко очерченная вмятина, вспучивание покрытия |
 |
| 2 |
Небольшая вмятина, вспучивание покрытия |
 |
2.3
Коррозионная стойкость
Для того чтобы проверить коррозионную стойкость лакокрасочного покрытия помещаем образцы в камеру соляного тумана, содержащую 10 % раствор морской соли. Температура поддерживается постоянной 60 ºС.
По истечении 24 часов и 48 часов оцениваем внешний вид покрытия по ГОСТ 9.407 - 84. Визуально оцениваем изменение цвета, блеска, грязеудержание и меление.
При наличие коррозии, трещин, отслаивания, сморщивания, пузырей по площади разрушенного покрытия оцениваем защитные свойства покрытия по шестибалльной шкале.
После проведения испытаний при визуальном осмотре изменений внешнего вида покрытий не обнаружено, покрытия не разрушились.
| № образца |
Внешний вид |
| 1 |
 |
| 2 |
 |
| 3 |
 |
| 4 |
 |
| 5 |
 |
IV. Вывод
При оценке качества лакокрасрчного покрытия мы уделили особое внимание внешнему виду покрытия и его характеристикам, таким как адгезия, ударная прочность и коррозионная стойкость.
Из рассмотренных нами лакокрасочных материалов наибольшим блеском отличается эпоксидная эмаль ЭП-140, наименьшим – акрилово-полиуретановая краска PD-15.0000/0.
Цвет у всех эмалей яркий, насыщенный. Меление и грязеудержание покрытиям не присуще. Однако на поверхности всех образцов имеются включения мелкой пыли. Введение в работу новой покрасочно-сушильной камеры избавит окрашиваемые изделия от данного недостатка.
Адгезия у всех изученных покрытий соответствует требованиям, предъявляемым к лакокрасочным покрытиям (1 – 2 балла).
Испытание на ударную прочность ни одно из покрытий не выдержало (50 см, 1кг). Лучший результат у полиуретановой эмали УР-140 – (5 см, 1 кг), но данная величина недостаточна.
Все изученные покрытия обладают высокой коррозионной стойкостью.
Список литературы
:
1. Фокин В.В., Марков С.Б. Материаловедение на автомобильном транспорте / В.В. Фокин, С.Б. Марков. – Ростов н/Д: Феникс, 2007. – 288 с.: ил.
2. Колесник П.А. Материаловедение на автомобильном транспорте: Учебник для студ. высш. учеб. заведений / П.А. Колесник, В.С. Кланица. – М.: Издательский центр «Академия», 2005. – 320 с.
3. Кириченко Н.Б. Автомобильные эксплуатационные материалы: Учеб. пособие для студ. учреждений сред. проф. образования / Н.Б. Кириченко. – 2-е изд., стер. – М.: Издательский центр «Академия», 2005. – 208 с.
4. Мотовилин Г.В. Автомобильные материалы: Справочник. – 3-е изд., перераб. и доп. / Г.В. Мотовилин, М.А. Масино, О.М. Суворов. – М.: Транспорт, 1989. – 463 с.
5. Материаловедение: учебник / В.А. Струк [и др.]. – Минск: ИВЦ Минфина, 2008. – 519 с.
6. Трофименко, И.Л. Автомобильные эксплуатационные материалы : учеб. пособие / И.Л. Трофименко, Н.А. Коваленко, В.П. Лобах. — Минск: Новое знание, 2008. — 232 с. : ил.
7. Мельников И. В. Автомобиль: покраска и защита от коррозии / И. В. Мельников. — Изд. 3-е — Ростов н/Д.: Феникс, 2007. — 288 с: ил.
8. Кузовные работы: рихтовка, сварка, покраска, антикоррозионная обработка / авт.-сост. М.С. Ильин. -Минск : Соврем, шк., 2007. - 480 с.
9. Якобс, Дэвид X. Мл. Как покрасить автомобиль: пер. с англ. / Дэвид X. Якобс Мл. — М.: ACT: Астрель, 2006. — 159,[1] с.: ил.
10. Химики – автолюбителям: Справ. изд. / Б.Б. Бобович, Г.В. Бровак, Б.М. Бунаков и др. – 2-е изд., испр. – Л.: Химия, 1991. – 320 с., ил.
11. Лакокрасочные покрытия в машиностроении. Справочник. Изд. 2-е, перераб. и доп. Под ред. канд. техн. наук М.М.Гольдберга. М., Машиностроение, 1974, 576 с.
12. Денкер И.И. Технология окраски изделий в машиностроении: Учебн. Для технических училищ. – 2-е изд., перераб. и доп. – М.: Высш. шк., 1984, - 287с., ил.
13. Карякина М.И. Лакокрасочные материалы для защиты сельскохозяйственной техники. – М.: Химия, 1985. – 112с., ил.
14. Розенфельд И.Л., Рубинштейн Ф.И. Антикоррозионные грунтовки и ингибированные лакокрасочные покрытия. – М.: Химия, 1980. – 200с., ил.
15. Каталог продукции ОАО «Лакокраска» г. Лида
16. Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию. ГОСТ 9.402 – 2004
17. Материалы лакокрасочные. МЕТОД ИСПЫТАНИЯ НА БЫСТРУЮ ДЕФОРМАЦИЮ (ПРОЧНОСТЬ ПРИ УДАРЕ). ГОСТ Р 53007-2008
18. Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида. ГОСТ 9.407 - 84
|





