АЛМАТИНСКИЙ ТЕХНОЛОГИЧЕСКИ УНИВЕРСИТЕТ
КАФЕДРА ТКШИ
КУРСОВАЯ РАБОТА ПО ТЕХНОЛОГИИ ШВЕЙНЫХ ИЗДЕЛИЙ
Тема: Разработка технологической последовательности по изготовлению женского комплекта
Исполнитель:
Группа:
Руководитель:
Допущен к защите:____________
Защита с оценкой:_____________
2000
Содержание:
Введение 3
1. Выбор модели 4
1.1. Перспективное направление моды 4
1.2. Требования, предъявляемые к проектируемому ассортименту одежды и тканям 5
1.3. Характеристика модели 6
2. Характеристика материалов 8
3. Выбор методов обработки и оборудования 12
3.1. Режимы обработки 13
3.2. Поузловая обработка 15
3.3. Совершенствование методов обработки 17
3.4. Характеристика оборудования 18
4. Технологическая последовательность обработки изделия 21
Выводы
Список использованных источников
Введение
Швейная промышленность является одной из крупнейших отраслей легкой промышленности.
Главная задача швейной промышленности – удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно – технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства.
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий.
Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом. Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности.
Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования.
Решение задач, стоящих перед швейной промышленностью требует больших и глубоких знаний от технологов. Без этих знаний невозможно внедрять новые технологические процессы швейного производства, необходимые для изготовления одежды высокого качества.
Целью данной курсовой работы разработка технологической последовательности по изготовлению женского комплекта с применением новейшего высокопроизводительного оборудования и усовершенствованных методов обработки.
1. Выбор модели
1.1.Перспективное направление моды
Конечно, нельзя сказать, что в моде начала XXI века вообще нет никаких правил и перемен. Нет тотальных, кардинальных изменений. Но существуют четкие тенденции развития моды, и с ними надо считаться, чтобы не «выпасть из времени». Это, однако, не мешает придерживаться своего собственного стиля, соответствующего личной философии и образу жизни.
Силуэт всегда был главной характеристикой модной одежды. Сегодня он изменился до неузнаваемости, – вытянулся, утончился. Исчезли накладные плечи, к которым мы так привыкли, что не мыслим без них свой облик. Естественно, сузились рукава, «поползли» вверх проймы. Застежки тоже поднялись кверху.
Жакеты часто имеют увеличенную длину. Они прилегают в груди и талии, плавно расширяясь книзу. По-прежнему популярен жакет полуприлегающего силуэта с карманами-«листочками», высокой застежкой и отложным воротником.
Юбки разнообразны, но лидируют узкие и длинные – то середины икр до щиколоток. Высокие разрезы на юбках являются не просто приемом для показа соблазнительных ножек, но и необходимостью, дарующей свободу движений.
Брюки привлекают разнообразием – от широких, развевающихся, расклешенных от бедер или от колен, как в 70-е годы, до классических прямых и узких. Не забыты и короткие узкие брючки – бриджи, молодежи они особенно по вкусу. Брюки проникают и в вечернюю одежду. Сшитые из шелка или шифона, отделанные плиссе, гофре, ажурной каймой, драпировками, высокими поясами, они выглядят особенно женственно.
Платье – самый традиционный и женственный вид одежды – снова выходит на первый план. Обычно это платье нового силуэта – узкое в груди и талии, расширенное книзу, либо платьице в стиле «ампир» – с приподнятой талией.
Жилеты по-прежнему остаются любимцами моды. Причем не только классические (типа мужских), сшитые из шерстяных тканей, но и похожие на туники, очень длинные, зауженные в груди и талии, выполненные из шелка, крепдешина, ажурные вязаные, с воротником и лацканами.
Ткани стали менее грубыми, более изящными, мягкими и пластичными. Они обтекают тело, обволакивают его. Акцент делается на гибкие, гладкие ткани с матово-блестящими контрастами. Это груботканые крепы; прозрачные шелка, шифоны, креп-жоржеты; костюмные шерстяные в тонкую полоску, клетку, с мелкими узорами; вельветовые.
| ДО 4107
|
| Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Разработка технологического процесса по изготовлению женского комплекта (технологическая часть)
|
Лит |
Лист |
Листов |
| Разработал |
10
V
.00
|
| Проверил |
15
V
.00
|
| Утвердил |
Сохраняется тенденция к необычному комбинированию вещей. Речь прежде всего идет о многослойности. Нередко предметы одежды комбинируются по принципу «из-под пятницы суббота».
Модная цветовая гамма изменилась кардинально. Бледность возобладала над яркими красками. Многие модельеры взяли за основу деревья, цветы. Некоторые специалисты выделяют группу розовых цветов, актуальны нейтральные цвета. Единственное исключение – красный цвет, который вновь солирует. Среди синих оттеков можно отметить «индиго», который переживает свое возрождение.
1.2.Требования, предъявляемые к проектируемому ассортименту одежды и тканям
Данный комплект, состоящий из жилета и брюк, предназначен для повседневной носки. Поэтому в порядке значимости к выбранному изделию (комплекту) предъявляются следующие требования:
1) гигиенические – защита человека от воздействий неблагоприятных факторов внешней среды; обеспечение нормальной жизнедеятельности организма (кожное дыхание, газообмен); вентиляция пододежного слоя воздуха; поддержание теплового баланса благодаря выбору материала из ассортимента шерстяных тканей для пошива данного изделия.
2) эксплуатационные – обеспечение удобства в носке благодаря достаточной свободе движений и правильному выбору застежек (на жилете – однобортная до низа жилета, на брюках – в боковом шве левой половинки); прочность и надежность в эксплуатации, характеризующиеся хорошим сопротивлением материалов и швов разрывным нагрузкам, формоустойчивостью деталей и износостойкостью материалов.
3) эстетические – художественное оформление одежды, выражающееся в выборе полуприлегающего силуэта жилета и гармоничных пропорций частей одежды.
4) функциональные – соответствие своему основному назначению, соответствие свойств ткани назначению модели и выбор ткани в соответствии с сезоном.
5) экономические – проектируемое изделие характеризуется минимальной площадью деталей и, соответственно, минимальными отходами материалов при раскрое.
6) технологические – уменьшение трудоемкости обработки за счет ликвидации отдельных операций, упрощения способов обработки, создания условий для максимальной механизации технологических процессов и повышения производительности труда.
При изготовлении женских изделий различной сезонности (костюмы, жилеты, жакеты) используют костюмные ткани. В данном случае выбрана полушерстяная камвольная ткань, так как ее физико-механические свойства наиболее полно удовлетворяют перечисленным выше требованиям.
Оптимальные теплозащитные свойства материала складываются из: величины воздухопроницаемости (55-250 дм3
/м2
с) и толщины ткани (0,50-1,00 мм). Хорошие гигиенические свойства изделиям обеспечивают гигроскопичность и влагоотдача используемых для шитья материалов (шерсть в смеси с полиэфирным волокном - лавсаном).
В реальных условиях эксплуатации качество и долговечность ткани определяется стойкостью к истиранию. Она, в свою очередь, зависит от вида волокнистого материала, вида переплетения, жесткости, отделки и других факторов. Нормы стойкости к истиранию камвольных тканей до полного разрушения согласно требованиям ГОСТ 15966-70 соответственно для полушерстяных – не менее 4000 циклов. Прочность и надежность материала характеризуется разрывной нагрузкой: по основе 98-118 даН, по утку 77-97 даН.
В выбранном ассортименте материалов наиболее полно проявляются такие ценные свойства полиэфирных волокон как несминаемость, безусадочность, стойкость к истиранию, способность сохранять заутюженные складки. Изделия из них не требуют частого глажения, благодаря малому водопоглощению чистка их как в мокром, так и в сухом состоянии очень проста.
1.3.Характеристика модели
Комплект женский повседневный, полушерстяной, состоящий из жилета и брюк (рис.1).
Жилет полуприлегающего силуэта с центральной бортовой застежкой на 7 обметанных петли и 7 пуговиц.
Полочки с рельефными швами от проймы; с боковыми прорезными карманами с листочками, расположенными горизонтально.
Спинка с рельефными швами от проймы.
Жилет на подкладке.
Рекомендуемые размеры 84-96 рост 170-176.
Брюки прямые. Пояс притачной. Застежка на 1 обметанную петлю, 1 пуговицу и на тесьму-молнию в боковом шве.
На передней половинке брюк по линии талии две вытачки.
На задней половинке брюк по линии талии две вытачки.
Рекомендуемые размеры 88-96 рост 170-176.
Рис. 1 Эскиз модели
2. Характеристика материалов
Ассортимент шерстяных тканей отличается большим разнообразием. По способу производства шерстяные ткани делятся на камвольные (гребенные) и суконные (тонкосуконные и грубосуконные). Камвольные шерстяные ткани могут быть чистошерстяными и полушерстяными - в смеси с другими волокнами. Полушерстяная камвольная ткань составляет основную группу тканей, использующихся для изготовления костюмов и комплектов.
В данном случае в качестве основного материала выбрана полушерстяная ткань с лавсаном: с 65%-ным содержанием шерсти и 35%-ным содержанием лавсана. Для этой группы часто используются вискозные нити (линейная плотность 16,6 текс) или комплексные профилированные капроновые нити (линейная плотность 2,22 текс) вприкрутку. Ткани с лавсаном вырабатывают преимущественно из пряжи линейной плотностью 22,2 текс х2, в отдельных случаях – из пряжи линейной плотности 31,2 текс; 30,3 текс х2; 29,4 текс х2; 25,0 текс х2; 23,8 текс х2. Основные виды переплетений, используемых в тканях с лавсаном – комбинированное, полотняное, креповое. Применяются также переплетения сатиновое, саржевое, рогожка. Плотность тканей данного вида находится в диапазоне по основе 192-353 нити на 10 см, по утку 173-250 нитей. Поверхностная плотность полушерстяных тканей с лавсаном 180-300 г/м2
.
таблица 2.1
Характеристика основных материалов
| ткань |
артикул |
вид ткани |
переплетение |
волокнистый состав, % |
вид и линейная плотность нитей, текс (№) |
плотность нитей на 10 см |
масса 1 м2
,
г
|
| основа |
уток |
основа |
уток |
| Сириус |
23610 |
пестротканая |
комбинированное |
ВШрс-65 ВЛс-35 |
22х2 (45/2) |
22х2 (45/2) |
325 |
230 |
254 |
| Енисей |
23453 «С» |
пестротканая меланжевая |
мелкоузорчатое |
ВШрс-55 ВЛс-45 |
22х2 (45/2) |
22х2 (45/2) |
313 |
235 |
268 |
| Апуокас |
23601 «С» |
пестротканая |
мелкоузорчатое |
ВШрс-55 ВЛс-45 |
25х2 (40/2) |
25х2 (40/2) |
272 |
204 |
256 |
Подкладочные ткани предназначены для удобства эксплуатации одежды, оформления ее изнаночной стороны и предохранения одежды от износа и загрязнения. В соответствии с этим подкладочная ткань должна иметь гладкую поверхность, малый коэффициент трения, достаточную стойкость к истиранию и прочность, быть мягкой и гигиеничной. Окраска подкладочных тканей должна быть стойкой к поту и трению, стирке и химчистке.
Ассортимент подкладочных тканей представлен тканями различного волокнистого состава: из вискозных, капроновых, ацетатных нитей.
Соответствие износостойкости, массы и внешнего вида подкладочной ткани назначению одежды является главным принципом подбора подкладки для изделия.
Для повседневного комплекта подкладочная ткань должна иметь высокую износостойкость. Лучшими подкладочными тканями по показателям физико-механических свойств являются ткани из вискозных и капроновых нитей.
таблица 2.2
Характеристика подкладочных тканей
| артикул |
масса 1м2
, г |
волокнистый состав, линейная плотность, |
плотность |
усадка после замачивания, % ГОСТ 5012-66 |
стойкость к истиранию, кол. циклов ГОСТ 18976- |
| текс (номер) |
О |
У |
О |
У |
73 |
| 32290 |
100 |
НВис,
13,33(75)
|
507 |
305 |
4,6 |
2,2 |
1069 |
| 32380 |
100 |
НВис,
13,33(75)
|
507 |
305 |
4,2 |
-2,4 |
843 |
| 32379 |
100 |
НВис,
13,33(75)
|
507 |
305 |
1,9 |
0,8 |
692
|
Для создания и сохранения формы одежды в процессе ее изготовления и при эксплуатации в швейном промышленности применяются прокладочные материалы. Одним из направлений развития ассортимента прокладочных материалов является разработка и внедрение в производство нетканых прокладочных полотен, в частности клеевых прокладочных полотен.
Клеевое прокладочное полотно представляет собой прессованный волокнистый холст, состоящий из смеси различных химических волокон, пропитанный связующим веществом. Свойства клеевых нетканых полотен зависят от качества и количества связующего вещества, от вида волокон, входящих в состав смеси, от структуры холста и от технологического процесса его изготовления.
В настоящее время промышленностью нетканых материалов выпускается ряд прокладочных нетканых полотен: флизелин, прокламилин, , Вива, Лийва, Сюрт.
Нетканый прокладочный клеевой материал флизелин арт.935502 и 915502, вырабатываемый Моршанской суконной фабрикой, используют как прокладку в мелкие детали швейных изделий – клапаны, листочки, низ рукавов и т.д.
Димитровоградский комбинат технических сукон и Ровенская фабрика нетканых материалов выпускают нетканое клеевое полотно прокламилин трех артикулов (935506, 935507, 935508) из смеси вискозных и нитроновых волокон. В качестве связующего вещества применяют синтетический латекс СКН-40-1ГП. Прокламилин используют в качестве однослойных прокладок при изготовлении платьев, костюмов, пальто.
таблица 2.3
Характеристика прокладочных тканей
| артикул |
масса 1м2
, г |
толщина, мм при давлении 196 МПа |
несмина-емость,%
ГОСТ 19204-73
|
жесткость, сН
ГОСТ 8977-74
|
разрывная нагрузка, даН
ГОСТ 15902.3-71
|
разрывное удлинение, %
ГОСТ 15902.3-71
|
усадка, %
ГОСТ 5012-66
|
| вдоль |
поперек |
вдоль |
поперек |
вдоль |
поперек |
вдоль |
поперек |
| 935507 |
70±6 |
0,7±0,07 |
75 |
2-4 |
2-4 |
5,5 |
4,0 |
15 |
15 |
2 |
2 |
| 935502 |
90±7 |
0,5±0,55 |
75 |
5-7 |
3-5 |
10,0 |
7,0 |
10 |
15 |
2 |
2 |
| 915502 |
110±9 |
0,6±0,06 |
75 |
6-8 |
3-5 |
15,0 |
7,0 |
10 |
15 |
2 |
2 |
Швейные нитки являются основным материалом для соединения деталей одежды, кроме того они служат и в качестве отделочного материала.
В швейной промышленности находят применение нитки различного волокнистого состава (хлопчатобумажные, шелковые, синтетические) и различного способа производства (мононити, комплексные, штапельные, армированные, смешанные). Данные нити имеют специфические свойства, своеобразно проявляющиеся при одинаковых условиях пошива на швейных машинах и в процессе эксплуатации.
таблица 2.4
Характеристика швейных ниток
| вид, условный номер ниток |
Разрывная нагрузка,
сН
не менее
|
разрывное удлинение,
%
|
коэффициент вариации разрывной нагрузки, % |
выполняемая строчка |
| комплексная лавсановая 55л |
1962 |
28 |
8,5 |
отделочная,
обметочная внешняя, петельная
|
| армированная 65лх-1 |
2256 |
24 |
7,5 |
стачивающая, пуговичная |
| хлопчато-бумажная, 60 в 3 сложения |
1388 |
5,1 |
8,8 |
стачивающая, обметочная внутренняя, пуговичная |
К швейным ниткам в зависимости от их назначения предъявляются различные требования. Основными требованиями к швейным ниткам являются обеспечение удовлетворительных пошивочных свойств и обеспечение необходимой прочности и износостойкости швов в процессе эксплуатации.
В процессе производства одежды швейные нитки применяются для выполнения различных технологических операций: стачивание деталей, выполнение отделочных строчек, подшивание низа, пришивание пуговиц, изготовление петель и т.п. Для обеспечения высокого качества и надежности ниточных соединений при изготовлении швейных изделий должно быть обеспечено рациональное использование швейных ниток.
Для застегивания одежды с помощью петель, а также для украшения изделий служат пуговицы. Различают пуговицы следующих типов: по материалам – пластмассовые, металлические, керамические, комбинированные; по элементам крепления – с отверстиями, с ушком; по способу производства – литые, прессованные, механически обработанные, штампованные, сборные; по отделке – без защитно-декоративного покрытия, с защитно-декоративным покрытием, тисненные фольгой.
Пуговицы для женской одежды выпускаются разнообразной формы и отделки: плоские (круглые, овальные, трех- и четырехугольные; с различной отделкой лицевой стороны – гладкой, выпуклой или с рельефным рисунком), шарообразные, цилиндрические и др. Для женской одежды пуговицы подбираются по цвету, размеру и форме в зависимости от модели изделия.
В данной модели применяются пластмассовые пуговицы.
Для изготовления пластмассовых пуговиц используют различные полимерные материалы: аминопласты, фенопласты, полиэтилен, полиамиды, полистирол, полипропилен, полиэфиры и др.
таблица 2.5
Характеристика пуговиц
| размер (диаметр) пуговицы, мм |
размер отверстий, мм |
расстояние между центрами отверстий, мм |
высота ушка, мм |
выдерживаемая статическая нагрузка, даН не менее |
материал |
отделка |
| 23 |
2,5 |
- |
4,5 |
5 |
пластмасса |
гладкие |
| 18 |
2 |
- |
4 |
5 |
пластмасса |
рельефный рисунок |
| 12 |
1,8 |
3 |
- |
3 |
пластмасса |
выпуклые |
Для брюк применяется застежка тесьма-молния. Застежка-молния состоит из двух рядов звеньев, укрепленных на полосах ленты; замка, который при передвижении замыкает или размыкает звенья; ограничителя хода замка. В данном случае использована пластмассовая застежка-молния с неразъемным ограничителем.
таблица 2.6
Характеристика застежек-молний
| тип |
ширина замкнутых звеньев, мм |
усилие разрыва замкнутых звеньев, даН/см |
усилие разрыва замка, даН |
усилие фиксации замка, даН |
усилие продвижения замка,
даН не более
|
| 0 |
4,0 |
7,8 |
5,8 |
4,9 |
0,39 |
| 10 |
6,5 |
14,7 |
11,7 |
7,8 |
0,49 |
| 10с |
6,5 |
19,6 |
22,5 |
11,7 |
0,49 |
3. Выбор методов обработки и оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции существующих предприятий, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей. Использование малооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций.
Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологичных конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения удельного веса ручных работ, применения высокоэффективных клеевых материалов, унификации деталей, узлов.
Технологические конструкции предусматривают также снижение расхода материала на изготовление изделия.
Таким образом, все возрастающий спрос на красивую и высококачественную одежду, улучшение внешнего оформления изделий, особенности и проблемы массового производства требуют от производителей глубоких знаний в области технологии швейных изделий.
3.1.Режимы обработки
Режимы обработки выбираются для выполнения ниточных, клеевых, сварных швов и соединений, операций влажно-тепловой обработки, содержание которых определяется технологической последовательностью на проектируемое изделие (комплект).
таблица 3.1.1
Режимы выполнения ниточных соединений
| название шва |
ширина шва, см |
частота строчки, число стежков в см |
№ иглы |
№ ниток |
область применения |
| 55л |
65лх-1 |
х/б
60 в 3
|
1. Стачной шов вразутюжку |
1,0 |
3,5 |
100 |
+ |
стачивание шаговых, боковых, плечевых срезов |
2. Стачной шов взаутюжку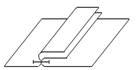 |
1,0 |
3,5 |
90 |
+ |
стачивание рельефов, притачивание к подбортам, обтачкам подкладки |
3. Накладной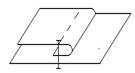 |
0,15-0,2 |
3 |
90 |
+ |
настрачивание концов листочки |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
4. В подгибку с закрытым срезом 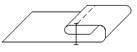 |
0,4-0,6 |
3 |
90 |
+ |
обработка низа брюк |
5. Обтачной |
0,5-0,7 |
3,5 |
100 |
+ |
обработка бортов, пройм, горловины, листочки |
таблица 3.1.2
Режимы влажно-тепловой обработки утюгами
| тип утюга |
температура глажения, 0
С |
время глажения, с |
увлажнение, % |
| УТП-2ЭП |
до 180 |
60 |
15-20 |
| Cs-392 |
150-160 |
60-70 |
10-15 |
таблица 3.1.3
Режимы влажно-тепловой обработки прессами
| тип пресса |
температура прессования, 0
С |
длительность прессования, с |
усилие прессования, кН |
увлажнение, % |
| ППУ-1 |
150-160 |
10-15 |
20 |
10-15 |
| Cs-313 |
150 |
10-15 |
20 |
10-20 |
3.2.Поузловая обработка
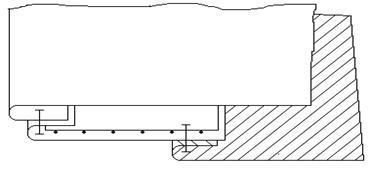
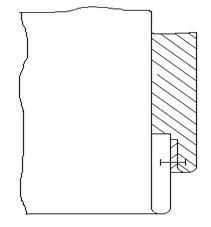
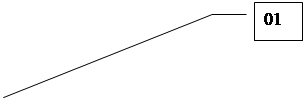
Рис. 3.2.1 Обработка борта
 |
 |
 |
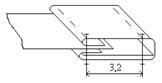
| Рис. 3.2.3 Обработка низа брюк |
|
 |
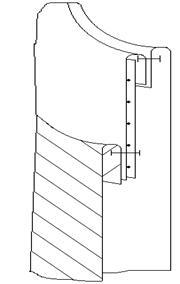
| Рис. 3.2.2 Обработка низа жилета |
|
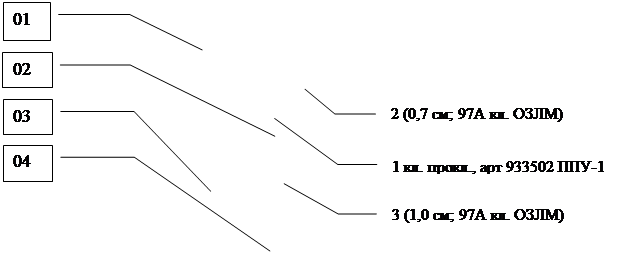
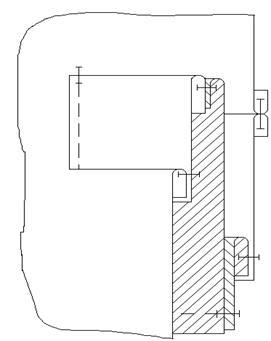
Рис. 3.2.4 Обработка горловины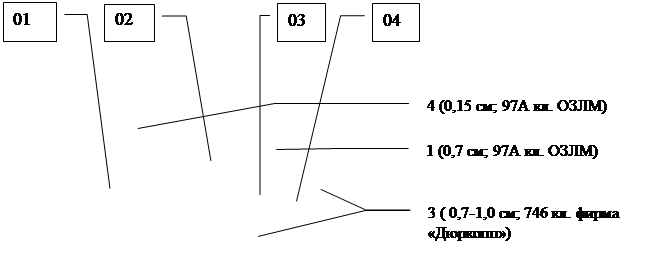
  Рис. 3.2.5 Обработка бокового прорезного кармана с листочкой Рис. 3.2.5 Обработка бокового прорезного кармана с листочкой
3.3.Совершенствование методов обработки
таблица 3.3.1
Характеристика усовершенствованных методов обработки и расчет их эффективности
| Существующий метод обработки |
Проектируемый метод обработки |
ПСЗВ,% |
ППТ, % |
| наименование операций |
спец-ть |
разряд |
время, с |
оборуд. |
наименование операций |
спец-ть |
разряд |
время, с |
оборуд. |
    Обработка Обработка
кармана с
листочкой
|
М |
4 |
78 |
маш. 97А кл. ОЗЛМ, ножницы |
Обработка
кармана с
листочкой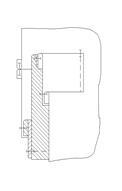
|
С |
4 |
36 |
маш. 746 кл. “Дюр-копп” |
53,85 |
116,67 |
    Притачивание Притачивание
застежки-
молнии
|
М |
3 |
56 |
маш. 97А кл. ОЗЛМ |
Притачивание
застежки-
молнии
|
М |
3 |
27 |
маш. 852 кл., ПМЗ |
51,78 |
107,41 |
    Притачивание Притачивание
пояса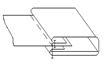
|
М |
3 |
129 |
маш. 97А кл. ОЗЛМ |
Притачивание
пояса
|
С |
3 |
94 |
маш. 852 кл., ПМЗ |
27,13 |
37,23 |
ПСЗВ =Тс-Тн
*100%
Тс
ППТ =Тс-Тн
*100%
Тн
3.4.Характеристика оборудования
таблица 3.4.1
Характеристика швейных машин
| оборудование, предприятие - изготовитель |
тип или класс |
тип стежка |
макс. частота вращения главного вала |
длина стежков, мм |
используемый механизм перемещения материала |
иглы (ГОСТ 22249-76) |
нитки |
обрабатываемые материалы |
толщина сшиваемого пакета материалов, мм |
дополнительные данные |
| Швейные машины двухниточного челночного стежка
|
| Одноиголь-ная стачивающая машина. ОЗЛМ |
97-А |
301 |
5500 |
до 4 |
нижняя зубчатая рейка |
0052-90
0052-100
0052-110
0052-120
|
х/б №30,40, 50, 60,80; шелковые №65 |
костюмные, платьевые ткани из натурал. волокон и смешанных |
до 4 |
оснащена насосом для автомати-ческой смазки механизмов |
| Швейные машины трехниточного цепного стежка
|
| Одноиголь-ная краеобметоч-ная машина. ПМЗ |
851 |
503 |
6500 |
2-4,8 |
дифферен-циальный (нижние зубчатые рейки) |
0204-80
0204-90
|
х/б №50, 60, 80; шелковые №33,65; лавсановые №33,55л |
костюмные, платьевые ткани из натурал. волокон и смешанных с синтетич. |
до 4 |
ширина обме-тывания 3,5,6 мм; требует подключения к пневмосети с давлением 0,3-0,5 Мпа или сети вакуум-отсоса |
| Швейные машины полуавтоматического действия
|
| Полуавтомат для изготовления прямых петель. «Минерва» |
72702 -101 |
301 |
3500 |
- |
специаль-ный |
1906 №80,90 |
х/б №50,60,80 |
костюмные ткани из натурал. волокон и смешанных с синтетич. |
до 6 |
длина петли 10-22 мм, ширина до 5 мм, ши-рина обметы-вания кромок 1-2,5 мм, ширина закрепок 2-5мм, число стежков в закрепке 5-10 |
| Полуавтомат для пришивания сферических пуговиц с ушком. ПМЗ |
1595 |
101 |
1500 |
до 5 |
специаль-ный |
0724-90
0724-100
0724-110
0724-120
|
х/б №50,60,80; шелковые №33 |
платьевые и костюмные ткани из натурал. волокон и смешанных с синтетич. |
до 5 |
обрезка ниток автоматическая; число проколов 14, последний прокол закре-почный; диа-метр пуговиц 11-24 мм |
Кроме того используются:
Полуавтомат 746 кл. фирмы «Дюркопп» для обработки кармана с листочкой.
Двухигольная машина 852 кл. ПМЗ для притачивания пояса и застежки-молнии в брюках.
Машина 2222 кл. промышленного объединения «Промшвеймаш» для выметывания деталей.
таблица 3.4.2
Характеристика приспособлений
| марка приспособления |
наименование |
схема шва |
класс машины |
область применения |
| 2-33 |
лапка-рубильник для подгибания среза |
 |
97А кл. ОЗЛМ |
застрачивание низа жилета |
| 3-57 |
приспособление для притачивания пояса |
 |
852 кл. ПМЗ |
брюки |
| 3-61К |
приспособление для притачивания застежки-молнии |
 |
852 кл. ПМЗ |
брюки |
таблица 3.4.3
Характеристика утюгов
| оборудование, предприятие - изготовитель |
марка (тип) |
температура нагрева, 0
С |
установленная мощность, кВт |
расход пара, кг/ч |
время разогрева, мин |
габариты, мм |
масса, кг |
| длина |
ширина |
высота |
| Электропаровой утюг. Орловский машиностроит-ый завод |
УТП-2ЭП |
100-240 |
1 |
3 |
10 |
240 |
125 |
153 |
2 |
| Электропаровой утюг. «Паннония», Венгрия |
Cs-392 |
100-200 |
1 |
2 |
10 |
215 |
128 |
160 |
3 |
таблица 3.4.4
Характеристика прессов
| оборудование, предприятие - изготовитель |
марка (тип) |
производительность, циклов/ч |
усилие прессования, кН |
тип нагрева подушек |
температура нагрева подушек, 0
С |
тип привода |
установленная мощность, кВт |
расход воздуха, м3/ч |
расход пара, кг/ч |
время разогрева, мин |
длительность автоматического цикла, с |
Масса без подушек, кг |
| верхней |
нижней |
верхней |
нижней |
| Пресс гладильный с программным управлением. Горьковский завод «Легмаш» |
ППУ-1 |
до 75 |
20 |
эл. |
пар. |
100-200 |
105-110 |
пневм. |
до 10 |
0,82 |
12 |
40 |
90 |
400 |
| Пресс гладильный с индивидуаль-ным парогенерато-ром и программным управлением «Паннония» |
Сs-313 |
до 50 |
20 |
эл. |
пар. |
80-250 |
105-110 |
эл-мех. |
до 9,5 |
- |
20 |
40 |
80 |
510 |
Габариты прессов, мм:
ППУ-1 : 1400х1180х1300
Cs-313 : 1200х1265х1450
4. Технологическая последовательность обработки изделия
таблица 4.1
Технологическая последовательность обработки жилета
| № п/п |
Содержание технологической неделимой операции |
Специаль-ность |
Разряд |
Затраты времени, с |
Оборудование, спецприспособления, инструменты |
| Обработка полочек
|
| 1. |
Стачивание рельефных срезов |
М |
3 |
68 |
Машина 97А кл. ОЗЛМ |
| 2. |
Заутюживание рельефных швов |
У |
3 |
44 |
Утюг УТП-2ЭП, ОЗЛМ |
| 3. |
Обтачивание листочки подкладкой кармана |
М |
3 |
10 |
Машина 97А кл. ОЗЛМ |
| 4. |
Подрезание швов в углах |
Р |
1 |
8 |
Ножницы |
| 5. |
Вывертывание листочки |
Р |
1 |
7 |
Спецколышек |
| 6. |
Выметывание листочки |
С |
2 |
5 |
Машина 2222 кл. ПО «Промшвеймаш» |
| 7. |
Приутюживание листочки |
У |
3 |
17 |
Утюг Сs-392, «Паннония» |
| 8. |
Притачивание подкладки кармана к подзору |
М |
1 |
12 |
Машина 97А кл. ОЗЛМ |
| 9. |
Нанесение линий месторасположе-ния кармана на полочке |
Р |
2 |
9 |
Мел, лекало |
| 10. |
Притачивание листочки и подзора к полочке с одновременным разре-занием входа в карман |
С |
4 |
36 |
Полуавтомат 746 кл. фирмы «Дюркопп» |
| 11. |
Закрепление концов листочки |
М |
3 |
15 |
Машина 97А кл. ОЗЛМ |
| 12. |
Стачивание подкладки кармана |
М |
2 |
18 |
Машина 97А кл. ОЗЛМ |
| 13. |
Приутюживание кармана |
У |
3 |
32 |
Утюг Сs-392, «Паннония» |
| Обработка спинки
|
| 14. |
Стачивание рельефных швов |
М |
3 |
68 |
Машина 97А кл. ОЗЛМ |
| 15. |
Заутюживание рельефных швов |
У |
3 |
44 |
Утюг УТП-2ЭП, ОЗЛМ |
| Обработка обтачек и подбортов
|
| 16. |
Дублирование обтачек пройм клеевой прокладкой |
П |
3 |
18 |
Пресс ППУ-1, Горьковский завод «Легмаш» |
| 17. |
Стачивание боковых срезов обтачек пройм |
М |
3 |
5 |
Машина 97А кл. ОЗЛМ |
| 18. |
Разутюживание швов стачивания |
У |
3 |
13 |
Утюг УТП-2ЭП, ОЗЛМ |
| 19. |
Дублирование подбортов клеевой прокладкой |
П |
3 |
18 |
Пресс ППУ-1, Горьковский завод «Легмаш» |
| 20. |
Дублирование обтачки горловины клеевой прокладкой |
П |
3 |
18 |
Пресс ППУ-1, Горьковский завод «Легмаш» |
| 21. |
Стачивание боковых срезов подбортов и обтачки горловины |
М |
3 |
7 |
Машина 97А кл. ОЗЛМ |
| 22. |
Разутюживание швов стачивания |
У |
3 |
13 |
Утюг УТП-2ЭП, ОЗЛМ |
| Обработка подкладки
|
| 23. |
Стачивание боковых срезов |
М |
2 |
55 |
Машина 97А кл. ОЗЛМ |
| 24. |
Стачивание плечевых срезов |
М |
2 |
36 |
Машина 97А кл. ОЗЛМ |
| 25. |
Приутюживание подкладки |
У |
2 |
50 |
Пресс Сs-313, «Паннония» |
| Монтажная секция |
| 26. |
Стачивание боковых срезов |
М |
3 |
80 |
Машина 97А кл. ОЗЛМ |
| 27. |
Разутюживание боковых швов |
П |
3 |
72 |
Пресс Сs-313, «Паннония» |
| 28. |
Стачивание плечевых срезов |
М |
3 |
50 |
Машина 97А кл. ОЗЛМ |
| 29. |
Разутюживание плечевых швов |
У |
3 |
72 |
Утюг Сs-392, «Паннония» |
| 30. |
Обтачивание бортов подбортами, горловины обтачкой |
М |
4 |
74 |
Машина 97А кл. ОЗЛМ |
| 31. |
Обтачивание пройм обтачками |
М |
3 |
63 |
Машина 97А кл. ОЗЛМ |
| 32. |
Притачивание подкладки к низу, подбортам и обтачке горловины |
М |
3 |
247 |
Машина 97А кл. ОЗЛМ |
| 33. |
Притачивание подкладки к обтачкам пройм |
М |
3 |
72 |
Машина 97А кл. ОЗЛМ |
| 34. |
Подрезание швов |
Р |
1 |
9 |
Ножницы |
| 35. |
Вывертывание жилета |
Р |
1 |
10 |
| 36. |
Выметывание швов обтачивания |
С |
2 |
290 |
Машина 2222 кл. ПО «Промшвеймаш» |
| 37. |
Приутюживание горловины, бортов |
П |
3 |
48 |
Пресс Сs-313, «Паннония» |
| Окончательная отделка и влажно-тепловая обработка |
| 38. |
Разметка месторасположения петель |
Р |
2 |
20 |
Мел, лекало |
| 39. |
Обметывание петель |
С |
3 |
46 |
Полуавтомат 72702-101 кл. «Минерва» |
| 40. |
Чистка жилета |
Р |
1 |
70 |
| 41. |
Окончательная влажно-тепловая обработка жилета |
П |
5 |
270 |
Пресс Сs-313, «Паннония» |
| 42. |
Разметка месторасположения пуговиц |
Р |
2 |
20 |
Мел, лекало |
| 43. |
Пришивание пуговиц |
С |
2 |
41 |
Полуавтомат 1595 кл. ПМЗ |
| 44. |
Навешивание товарного ярлыка |
Р |
1 |
35 |
| 45. |
Упаковка жилета |
Р |
3 |
33 |
таблица 4.2
Технологическая последовательность обработки брюк
| № п/п |
Содержание технологической неделимой операции |
Специаль-ность |
Разряд |
Затраты времени, с |
Оборудование, спецприспособления, инструменты |
| Обработка передних половинок брюк
|
| 1. |
Стачивание вытачек |
М |
3 |
9 |
Машина 97А кл. ОЗЛМ |
| 2. |
Заутюживание вытачек |
У |
3 |
25 |
Утюг УТП-2ЭП, ОЗЛМ |
| 3. |
Обметывание боковых срезов |
С |
2 |
78 |
Машина 851 кл. ПМЗ |
| 4. |
Обметывание шаговых срезов |
С |
2 |
63 |
Машина 851 кл. ПМЗ |
| 5. |
Обметывание среднего среза |
С |
2 |
45 |
Машина 851 кл. ПМЗ |
| Обработка задних половинок брюк
|
| 6. |
Стачивание вытачек |
М |
3 |
12 |
Машина 97А кл. ОЗЛМ |
| 7. |
Заутюживание вытачек |
У |
3 |
28 |
Утюг УТП-2ЭП, ОЗЛМ |
| 8. |
Обметывание боковых срезов |
С |
2 |
78 |
Машина 851 кл. ПМЗ |
| 9. |
Обметывание шаговых срезов |
С |
2 |
63 |
Машина 851 кл. ПМЗ |
| 10. |
Обметывание среднего среза |
С |
2 |
45 |
Машина 851 кл. ПМЗ |
| Обработка пояса
|
| 11. |
Заутюживание пояса пополам с прокладыванием клеевой прокладки |
П |
3 |
20 |
Пресс ППУ-1, Горьковский завод «Легмаш» |
| 12. |
Стачивание боковых срезов |
М |
3 |
9 |
Машина 97А кл. ОЗЛМ |
| 13. |
Подрезание швов в углах |
Р |
1 |
7 |
Ножницы |
| 14. |
Вывертывание пояса |
Р |
1 |
10 |
Спецколышек |
| 15. |
Приутюживание пояса |
У |
3 |
28 |
Утюг Сs-392, «Паннония» |
| Монтажная секция |
| 16. |
Стачивание боковых срезов |
М |
3 |
113 |
Машина 97А кл. ОЗЛМ |
| 17. |
Разутюживание боковых швов |
У |
3 |
68 |
Утюг Сs-392, «Паннония» |
| 18. |
Стачивание шаговых срезов |
М |
3 |
73 |
Машина 97А кл. ОЗЛМ |
| 19. |
Разутюживание шаговых швов |
П |
3 |
60 |
Пресс Сs-313, «Паннония» |
| 20. |
Притачивание застежки-молнии |
М |
3 |
27 |
Машина 852 кл. ПМЗ с приспособлением 3-61К |
| 21. |
Стачивание средних срезов |
М |
3 |
48 |
Машина 97А кл. ОЗЛМ |
| 22. |
Разутюживание среднего шва |
У |
3 |
45 |
Утюг Сs-392, «Паннония» |
| 23. |
Притачивание пояса |
С |
3 |
94 |
Машина 852 кл. ПМЗ с приспособлением 3-57 |
| 24. |
Застрачивание низа брюк |
М |
3 |
28 |
Машина 97А кл. ОЗЛМ с приспособлением 2-33 |
| Окончательная отделка и влажно-тепловая обработка |
| 25. |
Обметывание петли |
С |
3 |
12 |
Полуавтомат 72702-101 кл. «Минерва» |
| 26. |
Чистка брюк |
Р |
1 |
83 |
| 27. |
Окончательная влажно-тепловая обработка |
У |
5 |
129 |
Утюг Сs-392, «Паннония» |
| 28. |
Пришивание пуговиц |
С |
2 |
10 |
Полуавтомат 1595 кл. ПМЗ |
| 29. |
Прикрепление бирок |
Р |
1 |
35 |
| 30. |
Упаковка брюк |
Р |
3 |
37 |
Выводы
Целью данной курсовой работы являлась разработка технологической последовательности по изготовлению женского комплекта.
Был выбран женский комплект (жилет и брюки), предназначенный для повседневной носки. В соответствии с этим был выбран ассортимент основных материалов и пакет прикладных материалов (подкладочные, прокладочные ткани; швейные нитки; фурнитура), которые в полной мере соответствуют предъявляемым к изделию требованиям: гигиеническим, эксплуатационным, эстетическим и пр.
Выбранная модель не только отвечает существующему направлению моды, но и благодаря своей классичности будет востребована и во многих последующих сезонах.
При изготовлении выбранного изделия было применено новое высокопроизводительное оборудование и усовершенствованные методы обработки, которые позволили сократить затраты времени выполнения отдельных операций на 50%, и , соответственно, поднять производительность труда на 100%.
Таким образом, итогом проведенной работы является разработка технологической последовательности и построение граф-процесса изготовления выбранного изделия.
Список использованных источников
1. Бузов Б. А. и др. Материаловедение швейного производства. М. Легпромбытиздат, 1986
2. Гущина К. Г., Беляева С. А. Ассортимент, свойства и технические требования к материалам для одежды. М. Легкая индустрия, 1978
3. Зак И. С., Горохов И. К. Справочник по швейному оборудованию. М. Легкая индустрия, 1981
4. Кокеткин П. П. и др. Промышленная технология одежды. Справочник. М. Легпромбытиздат, 1988
5. Першина Л. Ф., Петрова С. В. Технология швейного производства. М. Легпромбытиздат, 1991
6. Пожидаев Н. Н. и др. Материалы для одежды. М. Легкая индустрия, 1975
7. Савостицкий А. В., Меликов Е. Х. Технология швейных изделий. М. Легкая индустрия, 1982
8. Типовая технологическая документация по конструированию, технологии изготовления, организации труда и производства, основным и прикладным материалам, применяемым при изготовлении мужских костюмов. М. 1983
|