МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ХЕРСОНСКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ПИЩЕВЫХ ТЕХНОЛОГИЙ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОМУ ПРОЕКТУ ПО ПРОЦЕССАМ И АППАРАТАМ ПИЩЕВЫХ ПРОИЗВОДСТВ
на тему:
РАСЧЕТ ВАКУУМ-ВЫПАРНОЙ УСТАНОВКИ
ПО ПРОИЗВОДСТВУ ТОМАТНОЙ ПАСТЫ
| Разработал: |
| студент группы 3ТК___ .
|
Тулученко А.А. |
| Руководитель проекта: |
| ст. преподаватель |
Шанин А.Д. |
Херсон 2010
ХЕРСОНСКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедрапищевых технологий
ДисциплинаПроцессы и аппараты пищевых производств
Специальность7.091704. Технология хранения консервирования и переработки плодов и овощей
Курстретий
Группа 3ТК
Семестрпятый
ЗАДАНИЕ
на курсовой проект студента
Тулученко Андрея Андреевича
1 . Тема проекта
Расчет вакуум-выпарной установки по производству томатной пасты
|
2. Срок сдачи студентом завершенного проекта (работы):
10.01.2011
|
3. Исходные данные по проекту (работе):
Сырье – томатное сусло 5% концентрации, скорость загрузки G
н
=9,72 кг/с, давление греющего пара в первом корпусе Р
1
=0,12МПа, давление в барометрическом конденсаторе Р
бк
=0,011 МПа.
|
4. Содержание расчетно-объяснительной записки (список вопросов, которые
необходимо разработать):
Описание принципиальной схемы трехкорпусной выпарной установки, описание технологической схемы прямоточной трехкорпусной выпарной установки, технологический расчёт выпарных аппаратов, расчёт и выбор вспомогательного оборудования, выводы, список использованной литературы, приложения.
|
5. Список графического материала (с точным указанием обязательных чертежей):
1) Технологическая схема процесса выпаривания;
2) Общий вид вакуум-выпарной установки ВНИИКОП.
|
6. Дата
выдачизадания
: 15.10.2010
|
РЕФЕРАТ
В курсовом проекте выполнен расчет трехкорпусной вакуум-выпарной установки по производству 30 % томатной пасты, имеющей скорость загрузки 5% томатного сусла
9,72 кг/с. В работе описаны конструкция установки, ее принцип действия и технологическая схема процесса выпаривания. Проведены расчеты (тепловой и конструкционный) названой установки и вспомогательного оборудования. По результатам исследований для реализации технологической схемы с заданными параметрами рекомендовано использовать трехкорпусную вакуум-выпарную установку марки ВНИИКОП, а для поддержания в ней давления ниже атмосферного рекомендовано использовать вакуум-насос ВВН-3.
Так же в курсовом проекте предложены способы повышения эффективности технологии изготовления томатной пасты на действующем оборудовании и пути перехода на новые прогрессивные технологии выпаривания.
Объяснительная записка содержит 48 страниц, 7 рисунков, 18 таблиц.
Введение
Обеспечение конкурентоспособности изготовленных в Украине продуктов питания высокого качества, уменьшение расходов сырья и снижение ресурсоемкости производства является актуальной проблемой современного этапа развития отечественной пищевой промышленности [5].
Процесс выпаривания относится к числу широко распространенных. Последнее объясняется тем, что многие вещества, например, получают в виде разбавленных водных растворов, а на дальнейшую переработку и транспортировку они должны поступать в виде концентрированных продуктов [1, 3, 4].
Выпаривание
— процесс концентрирования растворов твердых нелетучих веществ путем удаления жидкого летучего растворителя в виде паров. Сущность выпаривания заключается в переводе растворителя в парообразное состояние и отводе полученного пара от оставшегося сконцентрированного раствора. Выпаривание обычно проводится при кипении, т.е. в условиях, когда давление пара над раствором равно давлению в рабочем объеме аппарата.
В химической технике используются следующие основные способы выпаривания: простое выпаривание,
проводимое как непрерывным, так и периодическим методами, многократное выпаривание,
осуществляемое только непрерывно, выпаривание с применением теплового насоса.
Все перечисленные процессы проводят как под давлением, так и под вакуумом, в зависимости от параметров греющего пара и свойств выпариваемых растворов [6-8].
Простое выпаривание.
Простое выпаривание осуществляется на установках небольшой производительности, когда экономия тепла не имеет большого значения. Кроме того, простое выпаривание на установках периодического действия оправдывается в случае выпаривания растворов, отличающихся высокой депрессией.
Как было указано, простое выпаривание проводится либо непрерывным методом, либо периодическим. Проведение периодического процесса возможно двумя приемами: с одновременной загрузкой исходного раствора и с порционной загрузкой.
Проведение процесса под вакуумом имеет в большинстве случаев существенные преимущества: снижается температура кипения раствора, а это позволяет применять для
нагревания выпарного аппарата пар низкого давления, являющийся тепловым отходом других производств.
Многократное выпаривание
— процесс, при котором в качестве греющего используют вторичный пар и, следовательно, достигается значительная экономия тепла.
Проведение подобного процесса возможно либо при использовании греющего пара высокого давления, либо при применении вакуума.
Сущность многократного выпаривания состоит в том, что процесс выпаривания проводится в нескольких соединенных последовательно аппаратах, давление в которых поддерживают так, чтобы вторичный пар предыдущего аппарата мог быть использован как греющий пар в последующем аппарате.
Очевидно, что многократное выпаривание позволяет сокращать расход тепла на проведение процесса приблизительно пропорционально числу последовательно соединенных аппаратов или, как принято называть в технике числу корпусов. Установки для многократного выпаривания всегда имеют несколько корпусов и поэтому называются многокорпусными.
Многокорпусные выпарные установки могут быть прямоточными, противоточными и комбинированными. Давление в прямоточной выпарной установке уменьшается в направлении от корпуса к корпусу, что позволяет перемещать раствор под действием перепадов давлений. Давление в противоточной выпарной установке в каждом последующем корпусе меньше, чем в предыдущем, для перемещения раствора используются насосы. В комбинированных схемах осуществляются различные варианты ввода и перемещения раствора. Так, например возможны схемы с вводом раствора в каждый корпус в отдельности, с вводом раствора в средний корпус с дальнейшей передачей его в последний и выпуск через первый. Подобные схемы мало распространены и применяются только в специальных случаях.
Следует упомянуть об установках многократного выпаривания, работающих с отбором так называемого «экстра-пара». «Экстра-паром» называют часть вторичного пара из какого либо корпуса выпарной установки, отбираемого «на сторону» для питания теплом различных аппаратов, непосредственно не связанных с выпариванием (например, сушилок, ректификационных колонн и т.п.) Энергетическая связь различных по назначению установок не зарекомендовала себя в химических производствах положительно.
Очевидным преимуществом прямоточной схемы является возможность перемещения раствора из корпуса в корпус без применения насосов, работающих на горячих потоках. К недостаткам прямоточной схемы можно отнести неблагоприятные для теплопередачи условия. Как известно, коэффициенты теплоотдачи к кипящим растворам уменьшаются с ростом концентрации раствора и снижением давления в рабочем объеме. В прямоточной установке каждому последующему корпусу по сравнению с предыдущим соответствуют более высокая концентрация и более низкое давление. По указанной причине коэффициент теплопередачи в последнем корпусе оказывается в несколько раз меньше, чем в первом, а средний коэффициент теплопередачи прямоточной установки ниже, чем противоточной, где более концентрированный раствор выпаривается при высшем давлении.
Таким образом, можно допустить, что преимуществом противоточной схемы является меньшая поверхность нагрева, а недостатком — необходимость включения в схему насосов, работающих на горячих потоках.
Недостатки прямоточных схем менее существенны, чем противоточных, поэтому первые получили значительно большее распространение в промышленности.
Выпаривание с применением теплового насоса
. Выпаривание с применением теплового насоса основано на возможности использования вторичного пара для испарения растворителя в том же аппарате, если температура вторичного пара будет тем или иным способом повышена до температуры греющего пара. Температуру вторичного пара можно повысить до температуры греющего пара путем сжатия его компрессором или паровым инжектором.
В первом случае вторичный пар поступает из выпарного аппарата в турбокомпрессор, сжимается до давления, соответствующего температуре греющего пара, и вводится в греющую камеру выпарного аппарата, и вводится в греющую камеру выпарного аппарата.
Необходимость применения сложных машин (компрессоров), а также затрат дорогой механической энергии приводит к практической нецелесообразности теплового насоса с компрессорами. Больший практический интерес представляют тепловые насосы с паровыми инжекторами. В этих установках исходный греющий пар поступает предварительно в паровой инжектор. В инжекторе каждая весовая единица свежего пара инжектирует m
весовых единиц вторичного пара.
Выпарные установки в пищевой промышленности работают обычно в невыгодных для инжекции условиях, поэтому этим обстоятельством объясняется крайне ограниченное распространение в пищевой промышленности выпарных установок с тепловым насосом; эти установки применяют только для выпаривания растворов с малой температурной депрессией
Наиболее распространены многокорпусные выпарные установки, состоящие из нескольких выпарных аппаратов. Первый корпус обогревается первичным (греющим) паром, остальные обогреваются вторичным паром (образуется при удалении части растворителя) каждого предыдущего корпуса
1.
Описание принципиальной схемы
трехкорпусной выпарной установки

Рис. 1. Общий вид трехкорпусной выпарной установки
|
Внешний вид трехкорпусной выпарной установки показан на рис. 1.
Принципиальная схема трехкорпусной прямоточной выпарной установки, состоящей из выпарных аппаратов с естественной циркуляцией (с соосной камерой) и кипением раствора в трубах, приведена на рис. 2.
Исходный раствор из емкости 1
насосом 2
подается в теплообменник 3
, где подогревается до температуры кипения, а затем – в первый корпус 4 выпарной установки. Первый корпус обогревается свежим водяным паром. Вторичный пар, образующийся при концентрировании раствора в первом корпусе, направляется в качестве греющего во второй корпус 5.
|
Сюда же перетекает частично сконцентрированный раствор из 1-го корпуса. Аналогично корпус 6
обогревается вторичным паром второго корпуса и в нем производится концентрирование раствора, поступающего из корпуса.
Первый корпус обогревается свежим водяным паром. Вторичный пар, образующийся при концентрировании раствора в первом корпусе, направляется в качестве греющего во второй корпус 5
. Сюда же перетекает частично сконцентрированный раствор из 1-го корпуса. Аналогично корпус 6 обогревается вторичным паром второго корпуса и в нем производится концентрирование раствора, поступающего из второго корпуса.
Самопроизвольный переток раствора и вторичного пара в следующие корпуса возможен благодаря общему перепаду давлений, возникающему в результате создания вакуума конденсацией вторичного пара последнего корпуса в барометрическом конденсаторе смешения 7
. В барометрическом конденсаторе заданное давление
поддерживается подачей охлаждающей воды и отсосом неконденсирующихся газов
вакуум-насосом 8
. Смесь охлаждающей воды и конденсата выводится из конденсатора через барометрическую трубу с гидрозатвором 9
. Образующийся в третьем корпусе концентрированный раствор насосом 10
подается в емкость 11
. Конденсат из выпарных аппаратов выводится с помощью конденсатоотводчиков 12
.
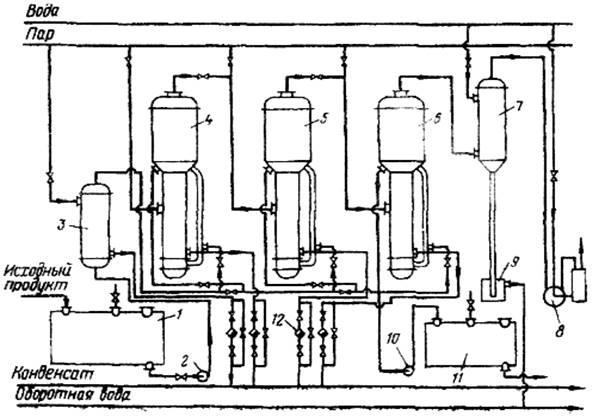
Рис. 2. Общая схема трехкорпусной выпарной установки:
1 – емкость исходного раствора;
2, 10 – насосы;
3 – теплообменник;
4 – 6 – выпарные аппараты;
7 – барометрический конденсатор;
8 – вакуум-насос;
9 – гидрозатвор;
11 – емкость упаренного раствора;
12 – конденсатоотводчик
|
2. Описание технологической схемы прямоточной трёхкорпусной выпарной установки
Технологическая схема прямоточной трехкорпусной выпарной установки соответствует общепринятым теоретическим положениям реализации процесса выпаривания жидкости из плодоовощного сырья в пищевой промышленности [13-15, 18, 20-21].
Исходный продукт – томатный сок – подается в количестве 9,72 кг/с (25 т/час) с начальной концентрацией 5% из ёмкости Е-1
нагнетается насосом Н-2
в трубное пространство подогревателя раствора АТ-1
. Здесь раствор нагревается водяным паром и направляется в первый корпус АВ-1
выпарной установки. В трубном пространстве нижней части аппарата раствор принимает тепло греющего пара, поступающего в межтрубное пространство (давление 0,12 Па, температура 100,32о
С). Процесс упаривания происходит в кипящем при температуре 96ºС растворе, который поднимается в трубном пространстве за счёт энергии поднимающихся паров. Вторичный пар, поднимается в верхнюю часть выпарного аппарата, где пары освобождаются от жидкости и поступают в межтрубное пространство второго корпуса АВ-2
выпарной установки в качестве греющего пара в количестве  кг/с (давление кг/с (давление МПа, температура 95ºС). Жидкая фаза самотёком сливается по внешней трубе в нижнюю часть выпарного аппарата. По достижению концентрации томатного сока в циркулирующем растворе 10,6% (контролируется по температуре кипения 85,5о
С) вентилями В-7
и В-12
устанавливается расход упаренного раствора 4,567 кг/с, который самотёком перетекает из верхней части АВ-1
в трубное пространство АВ-2. МПа, температура 95ºС). Жидкая фаза самотёком сливается по внешней трубе в нижнюю часть выпарного аппарата. По достижению концентрации томатного сока в циркулирующем растворе 10,6% (контролируется по температуре кипения 85,5о
С) вентилями В-7
и В-12
устанавливается расход упаренного раствора 4,567 кг/с, который самотёком перетекает из верхней части АВ-1
в трубное пространство АВ-2.
В трубном пространстве нижней части аппарата АВ-2
раствор принимает тепло вторичного пара от первого корпуса, процесс упаривания происходит в кипящем при растворе, аналогично процессу происходящему в первом корпусе. Вторичные пары из второго корпуса поступают в межтрубное пространство третьего корпуса АВ-3
выпарной установки в качестве греющего пара с давлением 0,047 МПа и температурой 80ºС. По достижению концентрации томатный сок в циркулирующем во втором корпусе растворе 10,6 % (контролируется по температуре кипения Т=85,5ºС), вентилями В-9
и В3-7
устанавливается расход упаренного раствора 1,6 кг/с, который самотёком перетекает из верхней части АВ-2
в трубное пространство АВ-3
.
В трубном пространстве нижней части аппарата АВ-3
раствор принимает тепло вторичного пара от второго корпуса, процесс упаривания происходит в кипящем при температуре 64-85о
С растворе, аналогично процессу происходящему в первом и втором корпусах, но в отличие от двух первых корпусов, раствор в третьем корпусе кипит под давлением ниже атмосферного. Вакуум в третьем корпусе создаётся вакуум-насосом номинальной производительностью 20,4 м 3
/мин. Необходимая производительность вакуум-насоса (20,4 м 3
/мин) задаётся путём регулирования количества подаваемой на всас вакуум насоса циркуляционной воды вентилем В48
. Вода на всас вакуум-насоса ВН-1
подаётся для создания в нём кольцевого зазора, и отделяется от инертных газов завакуумированных из установки во влагоотделителе ВД-1
.
По достижению концентрации томатной пасты в циркулирующем в третьем корпусе растворе 30% (контролируется по температуре кипения Т
=64ºС), вентилями В 40
и В 43
устанавливается расход упаренного раствора который самотёком перетекает из верхней части АВ-3
в сборник готового раствора Е-2
, из которого насосом Н-2
перекачивается на дальнейшую переработку или упаковку.
Технологической схемой предусмотрена возможность регулирования концентраций упаренных промежуточных и конечного растворов путём перепуска необходимого количества растворов с более низкой концентрацией с предыдущих стадий через систему байпасов. Регулирование расходов производится вентилями В17-20
, В21
. Также возможно разбавление исходного и конечного растворов конденсатом водяного пара.
Вторичные пары из корпуса АВ-3
поступают под давлением 0.011 МПа и температурой 50ºС конденсируются в барометрическом конденсаторе КБ-1
, образующийся конденсат через барометрический стакан Е-3
выводится в канализацию. Охлаждение паров производится оборотной водой из производственной сети.
Образующийся после теплообменников АТ-1
, АВ-1
, АВ-2
и АВ-3
конденсат греющих паров отводится в производственную линию конденсата через конденсатоотводчик КО-1
—КО-4
соответственно.
| Технологическая схема производства томатной пасты
|

|
 |

Рис. 3. Получение и сортировка

Рис. 4. Процесс соковыжимания

Рис. 5. Выпаривание томатной пасты

Рис. 6. Асептическая упаковка
3. ТЕХНОЛОГИЧЕСКИЙ РАСЧЁТ ВЫПАРНЫХ АППАРАТОВ
3.1 Определение поверхности теплопередачи выпарных аппаратов
3.1.1 Расчёт общего количества выпариваемой воды
Первое приближение производительности установки по выпариваемой воде определим из уравнения материального баланса по формуле [2, 15]:
 , , |
(1) |
где  – производительность установки по выпариваемой воде; – производительность установки по выпариваемой воде;  – скорость подачи сырья; – скорость подачи сырья;  – начальная концентрация рабочего раствора (томатного сусла); – начальная концентрация рабочего раствора (томатного сусла);  – конечная концентрация рабочего раствора (томатной пасты). – конечная концентрация рабочего раствора (томатной пасты).
На основании практических данных в первом приближении считают, что распределение производительности выпаривания по корпусам находится по формулам:
где  – производительность по выпариваемой воде і
-ого корпуса; – производительность по выпариваемой воде і
-ого корпуса;  . .
Из формул (2) получаем первое приближение распределения производительности по корпусам:
Распределение концентрации растворов по корпусам вычисляется по формулам:
где  – концентрация раствора (томатной пасты) в і
-ом корпусе; – производительность по выпариваемой воде і
-ого корпуса; ; – скорость подачи сырья ; – концентрация раствора (томатной пасты) в і
-ом корпусе; – производительность по выпариваемой воде і
-ого корпуса; ; – скорость подачи сырья ; – начальная концентрация рабочего раствора (томатного сусла). – начальная концентрация рабочего раствора (томатного сусла).
Из формул (3) получаем следующие концентрации томатной пасты в корпусах:
Концентрация томатной пасты в последнем (третьем) корпусе соответствует заданной концентрации готовой томатной пасты.
3.1.2 Определение температур кипения
растворов
Общий перепад давления в установке равен [11]:
 , , |
(4) |
где  – общий перепад давления в установке; – общий перепад давления в установке;  – давление греющего пара в первом корпусе; – давление греющего пара в первом корпусе;  – давление пара в барометрическом конденсаторе. – давление пара в барометрическом конденсаторе.
Откуда
 . . |
В первом приближении общий перепад давлений распределяют между корпусами поровну, т.е. они вычисляются по формулам:
где – общий перепад давления в установке;  – давление греющего пара в і
-ом корпусе; – давление пара в барометрическом конденсаторе. – давление греющего пара в і
-ом корпусе; – давление пара в барометрическом конденсаторе.
Таким образом, имеем следующие значения давления греющего пара по корпусам установки и в барометрическом конденсаторе:
В таблице 1 приведены характеристики греющих паров, найденные по известным значениям давлений этих паров [12].
Таблица 1
Характеристики греющих паров
| Давление, МПа |
Температура, о
С |
Энтальпия, кДж/кг |
 |
 105 105 |
 2684 2684 |
 |
 95 95 |
 2667 2667 |
 |
 80 80 |
 2642 2642 |
 |
 50 50 |
 2591 2591 |
Физико-химическую депрессию томатных соков можно рассчитать по формуле [2, С. 67]:
 , , |
(6) |
где  – концентрация сухих веществ; р – концентрация сухих веществ; р
 – давление. – давление.
В качестве значений концентраций сухих веществ используем значения концентрации томатной пасты в корпусах, вычисленные по формулам (3). Тогда получим такие значения физико-химической депрессии томатных соков по корпусам:
Температура кипения раствора в корпусе отличается от температуры греющего пара в последующем корпусе на сумму температурных потерь от температурной депрессии  , гидростатической депрессии , гидростатической депрессии  и гидродинамической депрессии и гидродинамической депрессии  . .
Гидродинамическая депрессия обусловлена потерей давления пара на преодоление гидравлических сопротивлений трубопроводов при переходе из корпуса в корпус. Приближенно можно считать  С на корпус [11]. Тогда температуры вторичных паров в корпусах равны: С на корпус [11]. Тогда температуры вторичных паров в корпусах равны:
где  – температура вторичного пара в i
-ом корпусе; – температура вторичного пара в i
-ом корпусе;  – температура греющего пара в i
-ом корпусе; – температура греющего пара в i
-ом корпусе;  – гидродинамические депрессии по корпусам. – гидродинамические депрессии по корпусам.
Из формул (7), используя значения температур греющих паров по корпусам из табл. 1, находим:
По температурам вторичных паров определим такие их характеристики как давление и плотность [12].
Таблица 2
Характеристики вторичных паров
| Температура, о
С |
Давление, МПа |
Плотность, кг/м3
|
 |
 0,08786 0,08786 |
1006 |
 |
 0,0495 0,0495 |
1017 |
 |
 0,0131 0,0131 |
1124 |
Для определения температур кипения растворов в среднем слое найдем вспомогательные характеристики.
Давление в среднем слое кипятильных труб корпусов находится по формуле [2]:
 , , |
(8) |
где  – высота кипятильных труб аппарата, м; – высота кипятильных труб аппарата, м;
 – плотность кипящего раствора, кг/м3
; – плотность кипящего раствора, кг/м3
;
 – паронаполнение (объемная доля пара в кипящем растворе) м3
/м3
. – паронаполнение (объемная доля пара в кипящем растворе) м3
/м3
.
Будем считать [11], что объемная доля пара в кипящем растворе приближенно равна  , высота кипятильных труб , высота кипятильных труб  м, а плотность кипящего раствора и давление вторичных паров определяется из табл. 2, тогда м, а плотность кипящего раствора и давление вторичных паров определяется из табл. 2, тогда
Этим давлениям соответствуют температуры кипения томатного сока и теплота испарения влаги, которые приведены в табл. 3.
Таблица 3
Характеристики томатной пасты в среднем слое кипятильных труб
| Давление, Мпа |
Температура, о
С |
Теплота испарения, кДж/кг |
 |
 99,0 99,0 |
 2382 2382 |
 |
 85,5 85,5 |
 2420 2420 |
 |
 64,0 64,0 |
 2453 2453 |
Поверхность теплопередачи первого корпуса  ориентировочно равна [11]: ориентировочно равна [11]:
 , , |
(9) |
где  – поверхность теплопередачи первого корпуса; – поверхность теплопередачи первого корпуса;  – теплота парообразования вторичного пара; – теплота парообразования вторичного пара;  – удельная тепловая нагрузка аппарата. – удельная тепловая нагрузка аппарата.
Для аппаратов с принудительной циркуляцией можно принять  [11], а теплоту парообразования вторичного пара равной [11], а теплоту парообразования вторичного пара равной  [19]. [19].
После подстановки всех значений в формулу (9) получаем поверхность теплопередачи первого корпуса равной:
 . .
Гидростатические депрессии  по корпусам определяются по формулам [11]: по корпусам определяются по формулам [11]:
Откуда
Сумма гидростатических депрессий равна

Температурная депрессия определяется по формуле [11]:
 , , |
(11) |
где  – температура паров в среднем слое кипятильных труб; – температура паров в среднем слое кипятильных труб;  – температурная депрессия при атмосферном давлении; – температурная депрессия при атмосферном давлении;  – теплота испарения в среднем слое кипятильных труб. – теплота испарения в среднем слое кипятильных труб.
Справочные данные для формулы (11) возьмем из [19]. После подстановок получим:
Сумма температурных депрессий равна:
 . .
Температуры кипения растворов в корпусах определяются по формуле [11]:
где  – температура кипения раствора в i
-ом корпусе; – температура кипения раствора в i
-ом корпусе;  – температура греющего пара в i
-ом корпусе; – температура греющего пара в i
-ом корпусе;  – температурная депрессия; – температурная депрессия;  – гидростатическая депрессия; – гидростатическая депрессия;  – гидродинамическая депрессия. – гидродинамическая депрессия.
Таким образом, температуры кипения растворов в корпусах соответственно равны:
Площадь сечения потока определим по формуле [2]:
 , , |
(13) |
где  – площадь сечения потока; – поверхность теплопередачи; – площадь сечения потока; – поверхность теплопередачи;  – внутренний диаметр труб; – внутренний диаметр труб;  – высота кипятильных труб аппарата. – высота кипятильных труб аппарата.
По формуле (13) получим такую площадь сечения потока:
3.1.3 Определение полезной разности температур
Полезные разности температур по корпусам вычисляются по формуле [11]:
 , , |
(14) |
где  – полезная разность температур по і
-ому корпусу; – температура – полезная разность температур по і
-ому корпусу; – температура
греющего пара в i
-ом корпусе;  – – температура кипения раствора в i
-ом корпусе. – – температура кипения раствора в i
-ом корпусе.
По формуле (14) последовательно получаем:
Общая полезная разность температур равна:
 . .
Проверка найденного значения общей полезной разности температур может быть выполнена по формуле [11]:
 . . |
(15) |
Подставив все найденные ранее значения, убеждаемся в правильности сделанных вычислений:
 . . |
3.1.4. Определение тепловых нагрузок
Теплоемкость томатных соков определяется по формуле:
 , , |
(16) |
где  – теплоемкость томатного сока; – теплоемкость томатного сока;  – содержание сухих веществ; – содержание сухих веществ;  – температура сока. – температура сока.
По формуле (16) определим теплоемкость томатного сока на разных стадиях процесса выпаривания:
теплоемкость исходного раствора начальной концентрации:
  ; ;
теплоемкость раствора в первом корпусе:

  ; ;
теплоемкость раствора в втором корпусе:

 . .
Скорости перехода томатной массы из корпуса в корпус определяются по формулам [2, С.70]:
из первого корпуса во второй:  ; ;
из второго корпуса в третий:  ; ;
на выходе из третьего корпуса:  , ,
|
(17) |
где  – скорость выхода томатной массы из i
-ого корпуса; – скорость выхода томатной массы из i
-ого корпуса;  – скорость подачи томатного сусла в выпарную установку; – скорость подачи томатного сусла в выпарную установку;  – производительность по выпариваемой воде і
-ого корпуса; – производительность по выпариваемой воде і
-ого корпуса;  . .
Вычисления показывают, что томатная масса выходит из корпусов с такими скоростями:
Тепловые нагрузки на корпуса могут быть рассчитаны по формулам [2, С.71]:
где  – тепловая нагрузка на i
-ый корпус; – тепловая нагрузка на i
-ый корпус;  – соответствующая теплоемкость томатной массы; – производительность по выпариваемой воде – соответствующая теплоемкость томатной массы; – производительность по выпариваемой воде
і
-ого корпуса; – скорость выхода томатной массы из i
-ого корпуса;  – температура томатной массы в среднем слое кипятильных труб i
-ого корпуса; – температура томатной массы в среднем слое кипятильных труб i
-ого корпуса;  –теплота испарения в среднем слое кипятильных труб i
-ого корпуса. –теплота испарения в среднем слое кипятильных труб i
-ого корпуса.
Подставив все, найденные ранее значения, в формулу (18) получаем:
Расход греющего пара  на i
-ый корпус определяется по формуле [2]: на i
-ый корпус определяется по формуле [2]:
 , , |
(19) |
а удельный расход пара  для того же корпуса вычисляется так: для того же корпуса вычисляется так:
 (кг на 1 кг воды). (кг на 1 кг воды). |
(20) |
По формулам (19-20) последовательно найдем:
 – расход греющего пара на первый корпус; – расход греющего пара на первый корпус;
 (кг на 1 кг воды) – удельный расход пара на первый (кг на 1 кг воды) – удельный расход пара на первый
корпус;
 – расход греющего пара на второй корпус; – расход греющего пара на второй корпус;
 (кг на 1 кг воды) – удельный расход пара на второй (кг на 1 кг воды) – удельный расход пара на второй
корпус;
 – расход греющего пара на третий корпус; – расход греющего пара на третий корпус;
 (кг на 1 кг воды) – удельный расход пара на третий (кг на 1 кг воды) – удельный расход пара на третий
корпус.
4. РАСЧЁТ И ВЫБОР ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
4.1. Расчёт тепловой изоляции
Толщину тепловой изоляции  находят из равенства удельных тепловых потоков через слой изоляции от поверхности изоляции в окружающую среду по формуле [11]: находят из равенства удельных тепловых потоков через слой изоляции от поверхности изоляции в окружающую среду по формуле [11]:
 , , |
(21) |
где  – толщина тепловой изоляции; – толщина тепловой изоляции;  – температура окружающей среды; – температура окружающей среды;  – температура изоляции; – температура изоляции;  – коэффициент теплопроводности изоляционного материала; – коэффициент теплопроводности изоляционного материала;  – коэффициент теплоотдачи от внешней поверхности изоляционного материала во внешнюю среду. – коэффициент теплоотдачи от внешней поверхности изоляционного материала во внешнюю среду.
Для аппаратов, работающих в закрытом помещении, температура окружающей среды может быть принята равной  , а температура изоляции равной температуре греющего пара , а температура изоляции равной температуре греющего пара   . Коэффициент теплоотдачи от внешней поверхности изоляционного материала во внешнюю среду примем равным . Коэффициент теплоотдачи от внешней поверхности изоляционного материала во внешнюю среду примем равным  [11]. [11].
После подстановки выбранных значений в формулу (21) получим:
 . . |
4.2 Расчёт барометрического конденсатора
Расход охлаждающей воды  определяют из теплового баланса конденсатора по формуле [11]: определяют из теплового баланса конденсатора по формуле [11]:
 , , |
(22) |
где  – расход охлаждающей воды; – расход охлаждающей воды;   – производительность по выпариваемой воде третьего корпуса; – производительность по выпариваемой воде третьего корпуса;  – энтальпия паров в барометрическом конденсаторе; – энтальпия паров в барометрическом конденсаторе;  – теплоемкость воды; – теплоемкость воды;  – конечная температура смеси и конденсата; – конечная температура смеси и конденсата;  – начальная температура охлаждающей воды. – начальная температура охлаждающей воды.
Конечную температуру воды  на выходе из конденсатора принимают на на выходе из конденсатора принимают на  ниже температуры конденсации пара. В нашем случае будем считать, что ниже температуры конденсации пара. В нашем случае будем считать, что
 . . |
По формуле (22) получим, что расход охлаждающей воды равен
 . . |
Диаметр барометрического конденсатора определяется из уравнения расхода:
 , , |
(23) |
где  – диаметр барометрического конденсатора; – производительность по выпариваемой воде третьего корпуса; – диаметр барометрического конденсатора; – производительность по выпариваемой воде третьего корпуса;  – плотность паров; – плотность паров;  – скорость паров. – скорость паров.
Скорость паров, в свою очередь, рассчитывается по формуле:
 . . |
(24) |
По формулам (23-24) поочередно получаем:
 ; ;
 . .
|
Высоту барометрической трубы  определяют из уравнения [2, С.75]: определяют из уравнения [2, С.75]:
 . . |
(25) |
В результате очевидных тождественных преобразований находим:





Принимаем высоту барометрической трубы равной 11 м.
4.3. Расчёт производительности вакуум-насоса
Расчет производительности вакуум-насоса  производят по формуле [11]: производят по формуле [11]:
 , , |
(26) |
где  – производительность вакуум-насоса; – производительность вакуум-насоса;  – количество газа, выделяющееся из 1 кг воды; – производительность по выпариваемой воде третьего корпуса; – расход охлаждающей воды. – количество газа, выделяющееся из 1 кг воды; – производительность по выпариваемой воде третьего корпуса; – расход охлаждающей воды.
Откуда

Объемная производительность вакуум-насоса равна [11]:
 , , |
(27) |
где  – объемнаяпроизводительность вакуум-насоса; – производительность вакуум-насоса; – объемнаяпроизводительность вакуум-насоса; – производительность вакуум-насоса;  – универсальная газовая постоянная; – универсальная газовая постоянная;  – молекулярная масса воздуха; – молекулярная масса воздуха;  – температура воздуха; – температура воздуха;  – парциальное давление сухого воздуха в барометрическом конденсаторе. – парциальное давление сухого воздуха в барометрическом конденсаторе.
Составные элементы формулы (27) находят так.
Температура воздуха равна:
  |
(28) |
 . . |
Давление воздуха равно :
Окончательно получаем
 . .
5. ВЫБОР КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Нержавеющую сталь используют во всех сферах деятельности человека, начиная от тяжелого машиностроения, заканчивая электроникой и точной механикой. Наиболее большее применение она нашла в строительстве и архитектуре, пищевой промышленности, бытовых приборах, химической и нефтехимической промышленности, целлюлозно-бумажном производстве, электроэнергетике, охране окружающей среды, домашнем хозяйстве, транспортном машиностроении, химической промышленности.
Практически все емкости, трубы и другое оборудование химической индустрии изготавливается из аустенитных нержавеющих сталей. Минимально допустимой маркой является 1.4404 (AISI 316L); однако, зачастую требуются высоколегированные марки с содержанием молибдена до 6%, стоимость которых значительно выше. Выбор необходимой марки определяется конечной задачей.
На сегодняшний день не так много материалов одобрены для изготовления оборудования в пищевом производстве, а так же для хранения и транспортировки пищевых продуктов, в их число входит и нержавеющая сталь, помимо нее остаются только стекло и некоторые виды пластмасс. Это обусловлено высокими требованиями по гигиене, токсичности и др.
Нержавеющая сталь признана, как наиболее гигиеническая поверхность для приготовления пищевых продуктов. Уникальность поверхности нержавеющей стали в том, что она не имеет пор или трещин для проникновения грязи и бактерий. Это свойство простой очищаемости, в сравнении с другими поверхностями, делает нержавеющую сталь первым выбором в строгих гигиенических условиях больниц, общественных кухонь, на скотобойнях, перерабатывающих предприятиях АПК и при изготовлении пищевого оборудования.
Обычно для производства оборудования пищевой промышленности используются марки нержавеющей стали AISI 304 и AISI 316; в очень редких случаях могут потребоваться высоколегированные марки.
Рассмотрим преимущества нержавеющих сталей.
Срок службы.
Если анализировать полный цикл службы нержавеющих сталей - можно сказать, что это более выгодный по своим характеристикам материал.
Простота изготовления.
Современные методы металлообработки подразумевают, что нержавеющая сталь может быть порезана, сварена, сформована и обработана также, как традиционные стали и другие материалы.
Сопротивление коррозии.
Более низкие сорта сопротивляются коррозии в нормальных атмосферных и водных средах, в то время как более высокие сорта могут сопротивляться коррозии во многих кислотах, щелочах и некоторых хлористых растворах, присущих окружающим средам, типичным для многих обрабатывающих заводов.
Прочность.
Механические свойства нержавеющих сталей позволяют снизить толщины используемых материалов, таким образом, сокращая вес без риска снижения прочностных характеристик. Аустенитные и дуплексные сорта не теряют прочности при низких температурах и при учете меньших толщин по сравнению с традиционными сортами. Таким образом, достигается существенная экономия по отношению к альтернативным материалам.
Гигиена.
Правильно выбранная и используемая нержавеющая сталь требует минимального ухода. Обычно достаточно мытья теплой водой или нейтральными моющими средствами (мыло). Дезинфицирующие жидкости, содержащие хлор, или порошки абсолютно неприемлемы! Хлориды (соли) являются злейшими врагами нержавеющей стали.
Для очистки поверхностей из нержавеющей стали можно применять обычные растворители (не содержащие хлор). После этого рекомендуется ополаскивать водой.
Правильно подобранные и обработанные нержавеющие стали при надлежащем уходе являются идеальным материалом для широкого применения и гарантией того, что изделия, изготовленные из них, прослужат долгие годы.
Наиболее популярные импортные хромоникелевые стали
Сталь AISI 304.
Базовая аустенитная нержавеющая сталь (аналог 08Х18Н9). Превосходные показатели по свариваемости. При длительном использовании при температуре от 450 до 850 градусов Цельсия в стали может развиваться процесс МКК. Данная сталь является основной сталью для пищевой промышленности.
Сталь AISI 304L.
Полный аналог стали AISI 304, но содержание углерода менее 0,03%, что гарантирует минимальную склонность к МКК даже при температуре 450-850 градусов Цельсия. Данная сталь является основной сталью для пищевой промышленности.
Сталь AISI 321.
Аналог стали 08Х18Н10Т. При достаточно высоком содержании углерода для защиты от МКК применяется легирование титаном. Возможно длительное использование при температура 700-800 градусов Цельсия. Данная сталь активно применяется в машиностроении и нефтехимии.
Сталь AISI 316.
Данная сталь содержит 2-3% молибдена, что обеспечивает прекрасную устойчивость против коррозии в агрессивных средах. При критических температурах (порядка 800 градусов Цельсия) возникает опасность МКК. Данная сталь является основной сталью для пищевой промышленности.
Сталь AISI 316L.
Аналог стали AISI 316, но с содержанием углерода менее 0,03%, что обеспечивает защиту от МКК даже в диапазоне критических температур. Данная сталь является основной сталью для пищевой промышленности.
Сталь AISI 316Ti.
Аналог стали AISI 316, но с добавлением титана, что обеспечивает защиту от МКК даже в диапазоне критических температур 800-850 градусов Цельсия. Данная сталь активно применяется в машиностроении и нефтехимии.
Остановимся на характеристиках стали AISI 316.
Марка AISI 316 - улучшенная версия 304, с дополнением молибдена и немного более высоким никелевым содержанием. Данная композиция AISI 316 значительно повышает коррозионное сопротивление в большинстве агрессивных средах. Молибден делает сталь более защищенной от питтинговой и щелевой коррозии в хлористой среде, морской воде и в парах уксусной кислоты. Более низкий показатель общей коррозии в слегка коррозионных средах дает хорошее коррозионное сопротивление в загрязненной и морской атмосфере.
316-я обладает более высокой прочностью и имеет лучшее сопротивление ползучести в более высоких температурах, чем AISI 304. AISI 316 также обладает отличными механическими и коррозионными свойствами в поднулевых температурах.
Когда есть опасность коррозии в околошовных сварных зонах, должна быть использована низко-углеродная марка - AISI 316L. AISI 316Ti стабилизированная титаном
версия, используется для сопротивления сенсибилизации в течение продолжительного времени в температурном диапазоне 550 - 800°C.
Таблица 5
Химический состав (ASTM A240)
| C |
Mn |
P |
S |
Si |
Cr |
Ni |
Mo |
Ti |
| AISI 316 |
0.08 max |
2.0
max |
0.045
max |
0.030
max |
1.0
max |
16.0
–
18.0 |
10.0
–
14.0 |
2.00
–
3.00 |
- |
| AISI 316L |
0.03 max |
0.5 max |
| AISI 316Ti |
0.08 max |
5X%C |
Типичные свойства в отожженном состоянии:
Свойства, указанные в этой публикации типичны для производства одного из заводов и не должны быть расценены как гарантируемые минимальные значения для целой спецификации.
Таблица 6
Механические свойства при комнатной температуре
| AISI 316 |
AISI 316L |
AISI 316Ti |
| Типичн |
Min |
Типичн |
Min |
Типичн |
Min |
Rp m
Предел прочности (при растяжении), N/mm2 |
580 |
515 |
570 |
485 |
600 |
515 |
Rp0,2
Предел Упругости (текучесть), (0.2 %), N/mm2 |
310 |
205 |
300 |
170 |
320 |
205 |
Продолжение таблицы 6
| удлинение (% in L = 5.65 S0) |
55 |
40 |
60 |
40 |
50 |
40 |
| Твердость по Бринеллю - НВ |
165 |
- |
165 |
- |
165 |
- |
| Органолептическая проба Эриксена, мм |
8 - 10 |
- |
10 - 11 |
- |
- |
- |
| Усталостная прочность, N/mm2 |
260 |
- |
260 |
- |
260 |
- |
Таблица 7
Предел прочности при повышенных температурах
| Температура, °C |
600 |
700 |
800 |
900 |
1000 |
Rp m
Предел прочности (при растяжении), N/mm2 |
460 |
320 |
190 |
120 |
70 |
Таблица 8
Минимальные величины предела упругости (ползучесть) при высокой температуре (деформация в 1 % за 10 000 часов)
| Температура, °C |
550 |
600 |
650 |
700 |
800 |
Rp 1,0
1.0% пластичная деформация (текучесть) N/mm2 |
160 |
120 |
90 |
60 |
20 |
Максимум, рекомендованных температур обслуживания (условия окисления):
непрерывное воздействие 925°C
прерывистые воздействия 870°C
Таблица 9
Свойства в низких температурах (AISI 316)
| Температура, °C |
-78 |
-161 |
-196 |
Rp m
Предел прочности (при растяжении), N/mm2 |
400 |
460 |
580 |
Rp0,2
Предел Упругости, (0.2 %),
(условный предел текучести) N/mm2 |
820 |
1150 |
1300 |
| Ударная вязкость, J |
180 |
165 |
155 |
Таблица 10
Сопротивление коррозии в кислотных средах
| Температура, °C |
20 |
80 |
| Концентрация, % к массе |
10 |
20 |
40 |
60 |
80 |
100 |
10 |
20 |
40 |
60 |
80 |
100 |
| Серная кислота |
0 |
1 |
2 |
2 |
1 |
0 |
2 |
2 |
2 |
2 |
2 |
2 |
| Азотная кислота |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
0 |
0 |
0 |
1 |
2 |
| Фосфорная кислота |
0 |
0 |
0 |
0 |
1 |
2 |
0 |
0 |
0 |
0 |
1 |
2 |
| Муравьиная кислота |
0 |
0 |
0 |
1 |
1 |
2 |
0 |
0 |
1 |
1 |
1 |
0 |
Код:
0 = высокая степень защиты - Скорость коррозии менее чем 100 mm/год;
1 = частичная защита - Скорость коррозии от 100m до 1000 mm/год;
2 = non resistant - Скорость коррозии более чем 1000 mm/год.
Таблица 11
Атмосферные воздействия*
| Окружающая среда |
Скорость коррозии (mm/год) |
| AISI 316 |
Aлюминий-3S |
углеродистая сталь |
| Сельская |
0.0025 |
0.025 |
5.8 |
| Морская |
0.0076 |
0.432 |
34.0 |
| Индустриальная морская |
0.0051 |
0.686 |
46.2 |
*Сравнение 316-й марки с другими металлами в различных окружающих средах (скорость коррозии рассчитана при 10-летнем подвержении).
Рассмотрим свойства стали 3 (СТ 3, СТ3) - сталь конструкционной углеродистой.
Таблица 12
Характеристика стали 3 (СТ 3, СТ3)
| Марка: |
СТ3 |
| Заменитель: |
ВСт3сп |
| Классификация: |
Сталь конструкционная углеродистая обыкновенного качества |
| Применение: |
несущие и ненесущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от —40 до +425 °С.Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от —40 до +425°С при условии поставки с гарантируемой свариваемостью. |
Таблица 13
Химический состав в % материала стали 3 (СТ 3, СТ3)
| 0.14-0.22 |
0.05-0.17 |
0.4-0.65 |
до 0.3 |
до 0.05 |
| P |
Cr |
Cu |
As |
| до 0.04 |
до 0.3 |
до 0.3 |
до 0.08 |
Таблица 14
Температура критических точек стали 3 (СТ 3, СТ3)
| Ac1=735, Ac3(Acm)=850, Ar3(Arcm)=835, Ar1=680 |
Таблица 15
Механические свойства при Т=20o
С стали 3 (СТ 3, СТ3)
| Сортамент |
Размер |
Напр. |
sв |
sT |
d5 |
y |
KCU |
Термообр. |
| – |
мм |
– |
МПа |
МПа |
% |
% |
кДж / м2 |
– |
| Прокат горячекатан. |
до 20 |
370-480 |
245 |
26 |
Состояние поставки |
| Прокат горячекатан. |
20-40 |
235 |
25 |
Состояние поставки |
Таблица 16
Технологические свойства стали 3 (СТ 3, СТ3)
| Свариваемость: |
без ограничений. |
| Флокеночувствительность: |
не чувствительна. |
| Склонность к отпускной хрупкости: |
не склонна. |
Таблица 17
Обозначения
| Механические свойства стали 3 (СТ 3, СТ3): |
| sв |
- Предел кратковременной прочности, [МПа] |
| sT |
- Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 |
- Относительное удлинение при разрыве, [ % ] |
| y |
- Относительное сужение, [ % ] |
| KCU |
- Ударная вязкость, [ кДж / м2] |
| HB |
- Твердость по Бринеллю |
Продолжение таблицы 17
| Физические свойства стали 3 (СТ 3, СТ3): |
| T |
- Температура, при которой получены данные свойства, [Град] |
| E |
- Модуль упругости первого рода , [МПа] |
| a |
- Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] |
| l |
- Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r |
- Плотность материала , [кг/м3] |
| C |
- Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] |
| R |
- Удельное электросопротивление, [Ом·м] |
| Свариваемость стали 3 (СТ 3, СТ3): |
| без ограничений |
- сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая |
- сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая |
- для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
Учитывая рассмотренные выше положительные характеристики стали марки
AISI 316, рекомендуем ее в качестве конструкционного материала для камеры выпаривания. Для кипятильных труб и кожуха рекомендуем сталь марки № 3 СТ.
6. ВЫБОР ОБОРУДОВАНИЯ
Сведем исходные и рассчитанные данные о вакуум-выпарной установке в табл. 18.
Таблица 18
Характеристики вакуум-выпарной установки
| Наименование |
Символ |
Размерность |
| Давление греющего пара |
Р
1
|
0,120МПа |
| Р
2
|
0,084 МПа |
| Р
3
|
0,047 МПа |
| Давление в барометрическом конденсаторе |
 |
0,011 МПа |
| Температура греющего пара |
t
гр1
|
105 о
С |
| t
гр2
|
95 о
С |
| t
гр3
|
80 о
С |
| Температура в барометрическом конденсаторе |
tбк
|
 50 о
С 50 о
С |
| Высота кипятильных труб |
H
|
4 м |
| Высота барометрической трубы |
Hбк
|
10 м |
| Количество корпусов в установке |
n
|
3 шт |
Исходя из этих данных, принимаем трехкорпусную вакуум-выпарную установку марки ВНИИКОП.
Для поддержания в установке давления ниже атмосферного принимаем вакуум насос марки ВВН-3.
ВЫВОДЫ
Полученные расчетные данные соответствуют известным теоретическим зависимостям изменению содержания сухих веществ в томатной пасте при процессе выпаривание в вакууме. Выполненные расчеты соответствуют выданному заданию на курсовой проект.
Рассмотрим некоторые возможности модернизации и интенсификации производства томатной пасты, которые могут быть реализованы благодаря современным технологиям машиностроения, которые находят применение в пищевой промышленности.
Одним из основных недостатков производства плодоовощных паст является существенна потеря биологически активных веществ при тепловой обработке сырья, особенно при концентрировании, длительность которого зависит от вида готового продукта и может составлять от 60 до 300 мин. При этом потери витамина С достигают 30-70%. Перспективным способом интенсификации процессов выпаривания пастоподобных продуктов из плодоовощного сырья является использование пленочного течения жидких продуктов под действием силы тяжести, центрированных сил и сопутствующего парового потока, которое имеет место в роторных пленочных аппаратах. Использование этих аппаратов дает возможность значительно сократить длительность термообработки продуктов, снизить потери биологически активных веществ, проводить их активную гомогенизацию, уменьшить габариты оборудования и эксплуатационных затраты [5].
При активном развитии в современном мире электротехнического оборудования имеет практическую целесообразность использование установки для выпаривания томатопродуктов облучением СВЧ диапазона. Эта технология позволяет значительно снизит энергозатраты - энергоемкость процесса снижается в 1,6 - 1,8 раз по сравнению с традиционной технологией [9, 23].

Рис. 7. Перистальтический насос производства научно-производствен-ной фирмы "ФЛАЙТ-М"
|
Для лучшего поддержания вакуума можно предложить использование перистальтического насоса. Насосы такого вида являются новинкой на рынке оборудования для пищевой промышленности [17].
Принцип действия перистальтического насоса заключается в следующем: при вращении ротора специальный башмак полностью пережимает шланг, расположенный по окружности внутри корпуса, и выдавливает рабочую среду в напорную линию. За башмаком шланг восстанавливает свою форму и обеспечивает самовсасывание.
|
Преимущества такого насоса:
· Надежность, простота эксплуатации;
· Единственная изнашивающаяся деталь - шланг - заменяется без демонтажа
насоса через 1000 - 2000 часов работы в зависимости от свойств
перекачиваемой среды;
· Гладкая проточная часть, отсутствуют клапаны, карманы. Нет контакта
перекачиваемой среды с движущимися металлическими частями;
· Не разрушается структура перекачиваемой среды;
· Абсолютно герметичен, отсутствуют уплотнения;
· Возможность реверсивной работы. Самоочистка насоса изменением
направления вращения;
· Постоянная подача;
· Возможность работы "всухую", т.е. необязательно наличие жидкости в
проточной части;
· Возможна прокачка газожидкостных смесей;
· Самовсасывание до 9 м вод.ст. без предварительной заливки;
· Всасывание разлитой жидкости с горизонтальных поверхностей;
· Частота вращения - 10-75 оборотов в минуту.
Так же в настоящее время научно доказано, что для повышения качества концентрированных томатных продуктов в процессе их производства является целесообразной их тепловая обработка в отваре шиповника, которая способствует стабилизации цвета конечного продукта и сохранению биологически активных веществ. Проведенные эксперименты свидетельствуют, что оптимальным способом предварительной обработки томатов с максимальным сохранением β-каротина является их бланширование в водном растворе с массовой долей шиповника 4% при температуре 93-95о
С в течение 17-20 с [10].
При разработке современного высокотехнологического оборудования для пищевой промышленности стандартом является использование деталей и узлов из нержавеющей стали шлифованной по высокому классу, которое обеспечивает качество и продолжительную работу установки без мойки [16]. Рекомендую учесть эту возможность при плановой модернизации производства. Для предохранения корпуса от коррозии следует применять антикоррозионные лаковые покрытия или включения ингибиторов в материал корпуса при его изготовлении.
Для улучшения отдачи тепла от теплоносителя к продукту в качестве материала для кипятильных трубок целесообразно использовать стали марок обладающих наилучшей теплопроводностью.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Аминов М.С. Процессы и аппараты пищевых производств / М.С. Аминов и др. — М.: Колос, 1999. — 504с.
2. Баранцев В.И. Сборник задач по процессам и аппаратам пищевых производств /
В.И. Баранцев. — М.: Агропромиздат, 1985. —136 с.
3. Горбатюк В.И. Процессы и аппараты пищевых производств / В.И. Горбатюк. — М: Колос, 1999. — 335 c.
4. Кавецкий Г.Д. Процессы и аппараты пищевой технологии / Г.Д. Кавецкий,
Б.В. Васильев. — М.: Колос, 2000. — 551 с.
5. Кіптела Л.В. Наукове обґрунтування процесів і обладнання виробництва харчових напівфабрикатів з нетрадиційної плодоовочевої сировини: Автореф. дис... д-ра техн. наук: 05.18.12 / Л.В. Кіптела; Харк. держ. ун-т харчування та торгівлі. — Х., 2005 — 34 с.
6. Липатов Н.Н. Процессы и аппараты пищевых производств / Н.Н. Липатов. — М.: Экономика, 1987. — 272с.
7. Лонцин М. Основные процессы пищевых производств: Пер. с англ. / М. Лонцин,
Р. Мерсон. — М.: Легкая и пищевая промышленность, 1983. — 384 с.
8. Машины и аппараты пищевых производств: В 2 кн. / С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; Под ред. В.А. Панфилова. — М. : Высш. шк., 2001. — Кн. 1. — 2001. — 703 с.
9. Могилевский Ф.Е. К расчету и конструированию аппарата выпаривания фосфорной кислоты энергией поля сверхвысокой частоты / Ф.Е. Могилевской, А.Л. Шаталов // Химическое и нефтегазовое машиностроение. —
2006. —
№8. —
С.10—12. [Режим доступа: http://www.himnef.ru/arhiv/list.html]
10. Ольховська В.С. Вдосконалення якості концентрованих томатопродуктів в процесі їх виробництва: автореф. дис... канд. техн. наук: 05.18.15 / В.С. Ольховська; Харк. держ. ун-т харчування та торгівлі. — Х., 2009. — 18 с.
11. Основные процессы и аппараты химической технологи: Пособие по проектированию / Г.С. Борисов, В.П. Брыков, Ю.И. Дытнерский и др..; под ред. Ю.И. Дытнерского. — М.: Химия, 1991. — 496 с.
12. Павлов К.Ф. Примеры и задачи по курсу процессов и аппаратов / К.Ф. Павлов, П.Г. Романков, А.А. Носков. — Л.: Химия, 1976. — 552 с.
13. Плаксин Ю. М. Процессы и аппараты пищевых производств / Ю. М. Плаксин,
Н. Н. Малахов, В. А. Ларин. — М.: КолосС, 2007. — 760 с.
14. Проектирование процессов и аппаратов пищевых производств / Под ред.
В. Н. Стабникова. — Киев: Вища школа, 1982. — 199 с.
15. Расчеты и задачи по процессам и аппаратам пищевых производств / Под. ред.
С.М. Гребенюка.— М.: Агропромиздат, 1987. — 304 с.
16. Сайт научно-производственной фирмы "ФЛАЙТ-М": Оборудование для консервной промышленности [Режим доступа: http://www.flight-m.ru/vvu_soky.html]
17. Сайт научно-производственной фирмы "ФЛАЙТ-М": Тематические статьи: "Перистальтический насос – новинка для российского рынка" [Режим доступа: http://www.flight-m.ru/staty_1.html]
18. Сенеш Э. Процессы выпаривания в пищевых производствах: Пер. с венгерского /
Э. Сенеш, Н. Надабан. — М.:Пищевая промышленность, 1969. — 312 с.
19. Справочник химика. — М.-Л., 1966. — Т. V. — 974 с.
20. Стабников В.Н. Процессы и аппараты пищевых производств / В.Н. Стабников,
В.И. Баранцев. — М.: Легкая и пищевая промышленность. — 1983. — 328 c.
21. Федоткин И.М. Физико-математические основы интенсификации процессов и аппаратов пищевой и химической технологии / И.М. Федоткин. — Кишенев: Штиинца, 1987. — 262 с.
22. Чубик И.А. Справочник по теплофизическим характеристикам пищевых продуктов и полуфабрикатов / И.А. Чубик, А.М. Маслов. – М.: Пищевая промышленность, 1970. – 184 с.
23. Шаталов А.Л. Интенсификация выпаривания фосфорной кислоты полем СВЧ и метод расчета аппарата/ А.Л. Шаталов, Ф.Е. Могилевский // Химическое и нефтегазовое машиностроение. —
2005. —
№9. —
С.7—10. [Режим доступа: http://www.himnef.ru/arhiv/list.html]
Содержание
| Реферат . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
3 |
| Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
4 |
| 1. |
Описание принципиальной схемы трехкорпусной выпарной установки |
8 |
| 2. |
Описание технологической схемы прямоточной трехкорпусной выпарной установки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
10
|
| 3. |
Технологический расчёт выпарных аппаратов . . . . . . . . . . . . . . . . . . . . . . . |
14 |
| 3.1. |
Определение поверхности теплопередачи выпарных аппаратов . . . . . . . . |
14 |
| 3.1.1. |
Расчёт общего количества выпариваемой воды . . . . . . . . . . . . . . . . . . . . . . |
14 |
| 3.1.2. |
Определение температур кипения растворов . . . . . . . . . . . . . . . . . . . . . . . . |
16 |
| 3.1.3. |
Определение полезной разности температур . . . . . . . . . . . . . . . . . . . . . . . . |
22 |
| 3.1.4. |
Определение тепловых нагрузок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
23 |
| 4. |
Расчёт и выбор вспомогательного оборудования . . . . . . . . . . . . . . . . . . . . . |
27 |
| 4.1. |
Расчёт тепловой изоляции . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
27 |
| 4.2. |
Расчёт барометрического конденсатора . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
28 |
| 4.3. |
Расчёт производительности вакуум-насоса . . . . . . . . . . . . . . . . . . . . . . . . . . |
30 |
| 5. |
Выбор конструкционных материалов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
32 |
| 6. |
Выбор оборудования . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
42 |
| Выводы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
43 |
| Список использованной литературы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
46 |
| Приложения |
|

 ;
;  ;
;  ,
, ;
;  ;
;  .
. ;
;  ;
;  ,
, ;
; ;
; .
.

