| ВВЕДЕНИЕ
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически и технически целесообразную совокупность технологических операций по обработке, заготовке и сборке деталей и узлов швейных изделий, а также изделия в целом.
К настоящему времени уровень развития технологии одежды, основанный на новых научно-технических достижениях, значительно изменился, и поэтому требуется обновление устаревших сведений по всем техническим и технологическим направлениям, особенно в области формования, склеивания, отделки, подготовке производства и раскроя, технологических процессов сборки изделий и их управления. Большая роль в повышении эффективности производства и выживания в конкурентной борьбе принадлежат информационным технологиям, которые все масштабнее проникают в сферу производства одежды. Современная техника позволяет механизировать и автоматизировать выполнение сборочно-соединительных технологических операций, а также подготовительно-заключительных операций, выполняемых вручную. В результате значительно повышается производительность труда, обеспечивается высокая точность сборки и стабильность обрабатываемых деталей, узлов и соединения в целом. Большие возможности имеет малооперационная технология, позволяющая за один подход выполнить несколько неделимых сборочно-соединительных операций на одном рабочем месте, что сокращает затраты ручного труда за счет переместительных работ с одновременным снижением монотонности и утомляемости.
В данной работе рассмотрены современные технологии разработки женского костюма, типовые технологические процессы производства одежды, а также вариант наиболее эффективного процесса изготовления изделия, дается их анализ и рекомендации; рассмотрено оборудование по этим процессам, его выбор в зависимости от эффективности его применения, приведен расчет технологических процессов, комплектование операций и последовательность их выполнения и сборки в потоках.
1. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА. РАСЧЕТ И АНАЛИЗ ПОТОКА
Любое материальное производство характеризуется составляющими его элементами. Для швейной промышленности, как и многих других отраслей, элементами производственного процесса являются процесс труда, средства труда и предметы труда. Совокупность взаимоотношений указанных элементов и составляет понятия производственного процесса.
Процесс
– это упорядоченное взаимодействие между продуктом природы и трудом, направленное на получение требуемого результата;
Производственный процесс
– это совокупность действий, связанных с функционированием какого-либо производственного подразделения.
В ходе производственного процесса предметы труда под воздействием средств труда и с участием живого труда превращаются в готовое изделие.
Производственный процесс в общем виде можно представить как управляемую систему (рис. 1.1).
Постоянными элементами производственного процесса, с точки зрения изготавливаемого вида одежды, являются средства труда и предметы труда, совокупность взаимоотношений которых определяет понятие «технологический процесс» изготовления изделия.

Рис.1.1 Производственный процесс.
Производственный процесс: Х1
– предметы труда, Х2
– средства труда, Х3
– живой труд, Ги
– готовое изделие, G
1,
G
2,
G
3…
G
п
– ограничения внешней среды.
В общем случае понятие «технология» определяется как способ воздействия орудия труда на предмет труда. В связи с этим под термином «технологический процесс»
понимается совокупность отношений средств труда и предметов труда для достижения определенной цели получения готового изделия.
Живой труд или участие исполнителя для осуществления технологического процесса, при изготовлении швейных изделий может изменяться и иметь с точки зрения условий производства три ситуации:
N
=1; 1 <
N
≤
m
;
N
=0,
Где N
–
число исполнителей, участвующих в производственном процессе; m – конечное целое число.
При N
=1
производство характеризуется как единичное или индивидуальное, при котором весь производственный процесс совершается одним человеком.
При N
=0
– автоматическое производство, которое исключает использование человека как непосредственного исполнителя трудового процесса.
В данной курсовой работе рассматривается ситуация 1 <
N
≤
m
– поточного производства, при которой весь трудовой процесс делится на отдельные элементы и распределяется между исполнителями.
Поточное производство на современном этапе научно-технического развития является высшей формой общественного разделения труда. Это наиболее прогрессивный метод организации производства, отличительной особенностью которого является наличие определенного числа исполнителей, участвующих в изготовлении изделия.
Поточное производство наиболее полно отвечает требованиям основных направлений развития техники и технологии и обеспечивает интенсивное использование высокопроизводительного технологического оборудования, экономит трудовые, материальные, энергетические ресурсы. Поточная форма организации производства имеет ряд преимуществ:
· Значительно повышается производительность труда за счет специализации рабочих и рабочих мест, многократной повторяемости выполняемых работ, а так же за счет повышения трудовой дисциплины, механизации транспортных работ;
· Повышается качество продукции, чему также способствует специализация рабочих;
· Сокращается длительность производственного цикла (время пребывания каждого изделия в цехе от момента поступления его в крое до момента сдачи готовой продукции) за счет повышения производительности труда и ритмичности работы;
· Повышается коэффициент использования оборудования;
· Создаются благоприятные условия для комплексной механизации и автоматизации производства.
Организация поточного производства требует бесперебойного снабжения потока предметами труда, вспомогательными материалами, электроэнергией, паром, а так же четкой, налаженной работы оборудования. Смена ассортимента даже моделей требует значительной перестройки всего производственного процесса. Отрицательно сказываются и случаи невыходов рабочих.
1.1 Предварительный расчет потоков цеха
Расчет технологического потока сводится к определению расчетной величины такта (τ), допустимых отклонений времени организационных операций от расчетного такта (основное и дополнительное условие согласования) и расчетного количества рабочих или мощности потока в зависимости от способа задания мощности.
При технологических расчетах потоков действующих фабрик мощность может быть задана количеством установленных рабочих мест (N
)
, площадью цеха (
F
),
при известной трудоемкости изделия (затрата времени на обработку, с.) мощность может быть рассчитана графическим, табличным и способом компоновок. В данной работе мощность потока рассчитывается табличным способом, при известной трудоемкости изделия, в данном случае, - «женского костюма» с соблюдением последовательности организационных операций в соответствии с технологической последовательностью обработки изделия равной Т = 6388с
(таблица 1.1).
Для определения оптимальной мощности заполняем таблицу (1.1). Из исходной технологической последовательности выбираем и вписываем в вертикальную
графу механизированные неделимые организационные операции (СМ – специальные машины; МА – машины автоматы; МП – машины полуавтоматы; М – машинные работы; П – работы на прессе), в горизонтальную
затраченное на них время. Соответственно, вписываемое затраченное время должно входить в один из предложенных интервалов (тактов).
Таблица 1.1 Подбор оптимальной мощности потока табличным способом.
| №
|
Интервал
|
0-10
|
11-20
|
21-30
|
31-40
|
41-50
|
51-60
|
61-70
|
71-80
|
81-90
|
91-100
|
101-110
|
111-120
|
151-160
|
161-170
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 2
6
7
8
9
10
11
12
14
15
17
20
21
22
24
25
26
29
30
31
33
34
35
38
39
41
42
44
45
46
47
49
51
52
55
56
57
58
61
62
64
65
66
67
68
69
71
74
76
77
78
79
81
82
4
6
7
9
10
12
13
15
17
18
19
20
21
23
24
26
30
32
|
19
13
17
17
20
15
17
16
13
|
26
26
30
28
28
|
35
39
34
36
36
35
40
33
39
35
38
32
32
|
48
44
49
48
|
59
53
56
54
51
56
59
58
60
60
55
54
56
|
68
69
|
77
76
75
79
70
72
|
87
87
81
82
84
88
90
|
97
97
98
93
90
|
110
|
115
120
120
|
156
158
|
162
166
|
| количество операций
|
0
|
9
|
5
|
13
|
4
|
13
|
2
|
6
|
7
|
5
|
1
|
3
|
2
|
2
|
| общее время
|
731
|
1.1.1 Расчет параметров основного потока
Заполнив таблицу и подытожив ее, видно, что наиболее повторяющееся количество технологических операций встречаются в пятой и седьмой графах, но так как выбранное изделие технологически является сложным и имеет высокую трудоемкость Т = 6388 с. в предварительном расчете при подборе мощности и определения оптимального такта целесообразно использование интервала от 51-60с. Просуммировав время этой графы и разделив его на полученное количество операций определим такт потока (τ):
τ =
731 / 13 = 56,2 с,
зная такт определяем мощность:
М =
R
см
/ τ,
шт,
где М – мощность или выпуск изделий в смену, шт.;
R – продолжительность смены, с.
М = 28000 / 56,2 = 512 ед.
При заданном объеме выпуска изделий М и известной затрате времени на изготовление изделия Тизд количество рабочих в потоке рассчитывается по формуле:
N
р
=
T
изд
*
M
/
R
см
, чел,
где Nр – количество рабочих в потоке, чел.
Nр = 6388 * 512 / 28800 = 113,5 = 114 чел.
РАСЧЕТ ТАКТА С ЦИКЛИЧЕСКИМ ЗАПУСКОМ
В потоках с циклическим запуском моделей расчеты ведутся по средним показателям. Исходными данными для расчета являются: мощность потока М (выпуск в смену), продолжительность рабочей смены Rсм, соотношение выпуска по моделям, трудоемкость моделей Тизд, цикл согласования (с).
N
р
ср
=
T
изд
ср
*
M
ср
/
R
см
= 6155 * 512 / 28800 = 109,4 = 110 чел,
τ
ср
= Т
ср
/
N
р
= 6155 / 110 = 55,9 с,
τ
ц
= τ
ср
* С
= 55,9 * 3 = 168 с.
Таблица 1.2 Расчет такта с цикличным запуском
| №№ моделей
|
Соотношение выпуска моделей
|
Выпуск по моделям в смену, ед
|
Трудоемкость изделий, Т
|
Количество рабочих
Nр = Tизд * M / Rсм, чел,
|
Такт потока
τср = Тср / Nс, с
|
Такт цикловой
τц = τср * С, с
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1
|
1
|
512
|
6388
|
110
|
55,9
|
167,7
|
| 2
|
1
|
512
|
5682
|
| 3
|
1
|
512
|
6393
|
| Среднее значение
|
512
|
6155
|
Площадь, необходимую для размещения проектируемого потока, определяем по формуле:
Sn
=
Np
*
Sp
= 110 * 7,3 = 803 м²,
Где Sn – площадь, занимаемая потоком, м²;
Sp – норма площади на одного рабочего, м².
По нормативным данным S
на одного рабочего при изготовлении женского костюма равна 7,3 м².
Определив площадь, найдем длину поточной линии:
L
пл
=
N
*
K
1
*
Z
,
Где K1 – количество рабочих мест, приходящихся на одного рабочего;
Z – шаг рабочего места, м.
K
1
= 1,1;
Z
= 1,2 м,
L
пл
= 110 * 1,1 * 1,2 = 145,2 м.
Действующая в настоящее время форма изложения технологической последовательности неделимых операций изготовления изделия не дает возможности быстро и правильно судить о взаимосвязях между операциями, порядке их выполнения, наличии параллельно выполняемых операций.
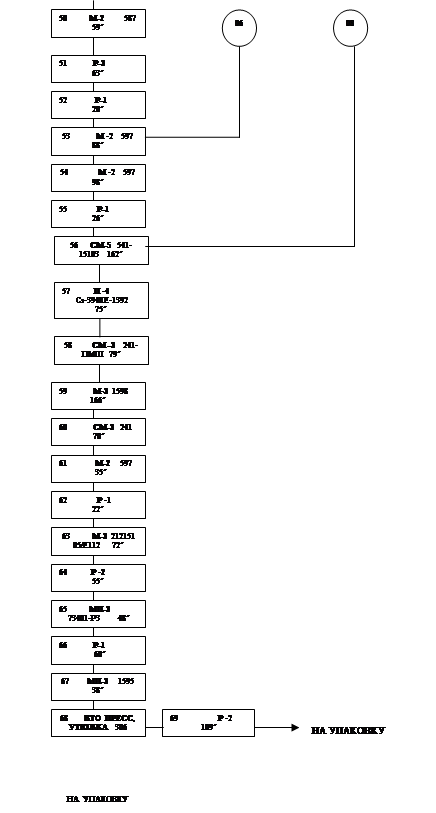
Разработана схема графического построения технологической последовательности в виде графа «дерева» процесса.
Для построения графа – процесса вначале выделим основную сборочную единицу[1]
изделия, к которой крепятся остальные сборочные единицы.
Основная сборочная единица условно будет «стволом дерева» процесса, который характеризует монтаж и отделку изделия. Обработку отдельных сборочных единиц (узлов) определяют «ветви дерева». За основную сборочную единицу примем ту, которая имеет наибольшее количество связей между основными сборочными единицами.
Построение графа – процесса (рис. 1.2) производим по технологической последовательности, в виде квадратов, в котором указываются номер неделимой операции, вид оборудования, специальность, затрата времени и разряд.


1.2 АНАЛИЗ ИСХОДНЫХ ДАННЫХ, ВЫБОР И ОБОСНОВАНИЕ ТИПОВ ПОТОКА, ЕГО СТРУКТУРЫ, ВИДА ЗАПУСКА ИЗДЕЛИЙ В ПОТОК, ХАРАТЕРИСТИКИ ПИТАНИЯ ПОТОКА, ТРАНСПОРТНЫХ СРЕДСТВ
Анализ методов обработки по моделям производится для определения возможностей использования единых схем обработки и сборки по участкам и секциям. По предложенным моделям и известным исходным данным в таблице 3.1 представлен анализ их трудоемкости.
Как видно из анализа таблицы 1.3, трудоемкость по моделям соответствует достигнутому в промышленности уровню, что позволяет сделать вывод о возможности изготовления выбранных моделей в стабильном потоке, например, многофасонного конвейерного с цикличным запуском.
Таблица 1.3 Анализ трудоемкости моделей одного потока по исходным данным.
| модель
|
Трудоемкость обработки, с
|
| Заготовительная секция
|
Монтажная секция
|
Отделочная секция
|
общая по из- делию
|
Достигнутая в отрасли
Т
об
, с
|
| заготовка мелких деталей, общая
|
Обработка
|
общая по изделию, Т,с
|
жакет
|
брюки
|
жакет
|
брюки
|
| подкладки
|
рукава
|
спинки
|
полочки
|
передних половинок
|
задник половинок
|
| Т
1ср
,
с
|
Т
2ср,
с
|
Т
3ср,
с
|
Т
4
ср,
с
|
Т
4
ср,
с
|
Т
5
ср
, с
|
Т
5
ср,
с
|
Т
6ср,
с
|
Т
7ср
с
|
Т
8ср
с
|
Т
9ср
с
|
Т
10
ср,
с
|
Т
11ср
,
с
|
| 1
2
3
|
363
|
644
|
360
|
291
|
655
|
81
|
81
|
2475
|
Т7 = 2125
Т8 = 869
|
472
|
214
|
6155 =
1,70ч
|
6225 =
1,72 ч
|
По анализу данных таблиц 1.2 и 1.3 определим организационные условия построения многофасонного циклического потока с прямоточным перемещением полуфабриката, при котором используется средняя мощность на монтажных и отделочных секциях при изготовлении трудоемких и крупногабаритных изделий стабильного ассортимента.
Итак, в данной работе, выбран поток с цикличным запуском:
А. средней мощности
(для обеспечивания на предприятии высокой производительности труда и улучшения использования спецмашин, возможности выпуска изделий широкого ассортимента).
строгим ритмом
(для соблюдения строгого согласования времени перемещения предметов труда со временем выполнения операций, что способствует укреплению трудовой дисциплины и повышению роста производительности труда). В проекте рабочие места расположены в соответствии последовательности технологического процесса. Ритм работы организован за счет подачи предметов труда на каждое рабочее место в строго установленном количестве (в данном случае, поштучно) через определенный интервал времени.
Выпуск изделий широкого ассортимента с частой сменяемостью моделей усложняется организацией работы, что является одним из недостатков потоков со строгим ритмом.
Б. по преемственности смен несъемный
(для уменьшения потери рабочего времени на подготовительно-заключительные операции, объема незавершенного производства. Отличается большей непрерывностью обработки изделия, запущенного в поток одной рабочей смены. Не используется дополнительная площадь для хранения полуфабрикатов).
В. по количеству одновременно изготавливаемых изделий многомодельный
(изготавливается несколько моделей (3) одного вида в течение смены.
Г. циклическом способе запуска
моделей (изделий) в поток запускаются по циклам. В трехмодельном потоке при изготовлении моделей А, Б, В запуск может осуществляться по схеме А, А, Б, В; А, А, Б, В и т.д. В первом случае выпуск модели А составит 50% от общего выпуска, а моделей Б и В – 25%. В данной работе запуск осуществляется по схеме А, Б, В; А, Б, В; А, Б, В, когда при цикле А, Б, В выпуск изделий по моделям одинаков.
Потоки с цикличным запуском являются конвейерными. Конвейер в этом случае выполняет роль регулятора не только ритма, но и циклов.
Циклический запуск, как и в данной работе, целесообразно применяется при одновременном изготовлении небольшого количества моделей (двух-трех) в равном или кратном количестве. При этом выпуск моделям применяют одинаковым, либо в простом процентном соотношении. Во всех случаях ассортиментная сумма не должна быть больше 3-4 (например, в двухфасонном потоке МА:МВ = 1:2). В данном случае ассортиментная сумма ∑
т
равна 3. Цикл С
также равен 3.
Д. по характеру питания с децентрализованным запуском
(в
заготовительной секции
). Отдельные узлы и детали подаются пачками только на те рабочие места, где их обрабатывают.
с централизованным запуском
(запуск изделий осуществляется с единого центра полным комплектом всех деталей по одной единице пачками (или поштучно на заключительном этапе в монтажной секции
)).
поштучной подачей
предметов труда на рабочие места конвейерным (
приводным стационарным) перемещением
( изделие может находится в собранном виде на заключительных стадиях монтажной или отделочной секции). Между рабочими местами и секционной транспортировкой полуфабрикатов перемещение осуществляется с помощью конвейера. В данной работе применяется для стремления к достижению минимальных запасов незавершенного производства, четкой организации всех звеньев для обеспечивания ритмичной работы.
прямолинейным
движением предметов труда (для последовательного перемещения предметов труда от первого рабочего места к последнему).
Е. по степени прерывности секционный
(организация межсекционного контроля качества полуфабрикатов между секциями, препятствующая поступлению бракованной продукции на последующую секцию и обеспечение между ними (секциями) ритмичной работы).
В данной работе, трехсекционный: заготовительная, монтажная и секция влажно-тепловой обработки и окончательной отделки изделия;
В заготовительной секции
сосредоточены операции по заготовке отдельных узлов и деталей (операции, связанные с обработкой модельных особенностей швейных изделий. В этой секции можно выделить заготовительные участки или группы по обработке отдельных узлов).
В монтажную секцию
выносят наиболее стабильные операции и виды работ, которые в меньшей степени зависят от модели. Каждая секция представляет собой отдельный поток, в котором может быть свой ритм работы. Мощность же всех секций строго согласуется между собой.
Окончательная отделка изделия переходит в отделочную секцию
, если на швейном предприятии отсутствует отделочный специализированный цех.
Преимуществом секционных потоков является повышение качества продукции и производительности труда за счет специализации рабочих мест и обеспечения ритмичной работы потока во время перезаправки на новые модели за счет межсекционных запасов.
Ж. групповой
(применен для более полного использования специального оборудования и специализирования труда исполнителей, возможности оказания взаимной помощи разных групп при ликвидации кратковременных неполадок в работе).
При изготовлении выбранных моделей одежды применяются однотипные методы обработки, требующие использования одного и того же оборудования при неизменных режимов его работы с применением одних и тех же средств малой механизации.
При использовании материалов, однотипных по технологическим свойствам и близких по расцветке, смена ниток внутри цикла не допускается.
Основное преимущество потоков с цикличным запуском - изготовление моделей одежды различной сложности и трудоемкости (отклонение до 15-20%) с отклонениями в последовательности обработки отдельных узлов. Отклонение трудоемкости по моделям до 15-20% допустимы при таком запуске потому, что выравнивание времени организационных операций с тактом потока производится не на одном изделии, а на цикле (С
). За счет этого в одном потоке можно одновременно изготовлять различные модели, и даже изделия.
1.3 ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО ПОТОКА
Способ запуска зависит от типа потока, выбранных методов и трудоемкости обработки моделей и выбирается на основании анализа этих данных.
В сводную таблицу 1.4 внесем расчеты трудоемкости выбранного в проекте изделия, для этого воспользуемся результатами технологической последовательности изделий и таблиц 1.2 и 1.3.
графа 1 – стадия и узлы обработки изделия;
графа 2 – время обработки (среднее), с
графа 3 – количество рабочих (расчетное), чел
N
расч.
=
T
/
τ,
(τср = 55,9 с).
графа 4 – длина поточной линии, м
L
пл
=
N
*
K
1
*
Z
,
K
1
= 1,1;
Z
= 1,2 м,
L
пл
= 110 * 1,1 * 1,2 = 145,2 м,
длина поточной линии на 1 рабочего:
L
пл
= 145,2 / 110 = 1,32 м
.
графа 5 – площадь, м²
графа 6 – наименование секции, группы (в потоках средней мощности целесообразно деление потока по секциям: заготовительная, монтажная, отделочная. Отделка в настоящее время выполняется в отделочном цехе, (т.е. централизована в объеме всей фабрики)).
Таблица 1.4 Трудоемкость изготовления проектируемых изделий (женских костюмов).
| стадия и узлы обработки изделия
|
время обработки (среднее или основной модели), с
|
количество рабочих (расчетное),чел.
|
Предварительные расчеты
|
| длина поточной линии, м
|
площадь, м²
|
наименование секции, группы
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| Подготовка деталей кроя к пошиву, запуск
|
164
|
2,93
|
3,86
|
21,39
|
заготовительная
|
| 1.заготовка деталей:
Жакет
-подкладки
-подкладки рукава
-рукава
-листочки
-нижнего воротника
-спинки
-полочки
-подборта
Брюки
-пояса
-передней половинки
-задней половинки
Итого по заготовительной секции
|
449
195
360
91
26
291
655
30
52
81
81
2311
|
8,03
3,49
6,44
1,63
0,46
5,21
11,7
0,54
0,93
1,45
1,45
41,3
|
-
-
-
-
-
-
-
-
-
-
-
54,56
|
301,49
|
Группа А
Группа Б
Группа В
Группа Г
-//-
Группа Д
Группа Е
Группа Ж
-//-
Группа З
-//-
|
| 2. монтаж изделия
Итого по монтажу изделия
|
2994
|
53,5
|
70,68
|
390,55
|
монтажная
|
| 3. отделка изделия
Итого по отделке изделия
|
686
686
|
12,3
12.3
|
16,23
16,23
|
89,79
|
отделочная
|
| Всего по изделию
|
6155
|
110,03
|
145,24
|
803,13
|
Так как проектируемые изделия являются многомодельными (по основе однотипными), относятся к стабильному ассортименту, имеют между собой небольшие отклонения по времени обработки (трудоемкости изделия), в потоке обрабатываются согласно технологической последовательности, придерживаются строгого ритма – такие изделия свойственны типу потока с циклическим способом запуска.
Далее в таблице 1.5 составим характеристику потока с циклическим запуском.
Таблица 1.5 Характеристика проектируемых потоков (потока с циклическим запуском). Поток по изготовлению женского костюма (жакета и брюк) из костюмной ткани, строгим ритмом работы. Количеством, изготавливаемых моделей равным трем (3).
| секции
|
число поточных линий или групп
|
мощность ед/смену
|
организа-ционная форма. Способ расстановки оборудования или рассадки рабочих
|
способ запуска, характер питания
|
способ передачи полуфабрикатов
|
Величина транспор-тной партии, ед.
|
Наимено-вание
|
Количество рабочих, чел
|
Площадь, м²
|
| поточной линии
|
суммарной по потоку
|
потока
|
изделия
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| заготовительная
|
заготовительная группа
|
512
|
512
|
циклический, групповой
|
многофасонный циклический запуск, децентрализованный
|
Беспри-
водные средства
|
Пачка (10ед)
|
проектируемый
|
Жакет и брюки, жен.
|
44
|
| монтажная
|
2 потока
|
256
|
512
|
конвейерный
|
многофасонный циклический запуск, централизованный
|
1 ед.
|
-//-
|
//-
|
53
|
| отделочная
|
1 поточная линия
|
512
|
512
|
конвейерный
|
То же
|
Подвесной
|
1 ед.
|
-//-
|
-//-
|
13
|
1.4 СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОЕКТИРУЕМОГО ПОТОКА
1.4.1 Условия согласования времени операций потока. Производственные требования к согласованию операций
Исходя из данных предварительного расчета потока и в соответствии с выбранных типом потока (с циклическим запуском), определяем условия согласования времени операций потока с тактом.
Для многомодельных потоков с регламентированным ритмом работы (конвейерных) согласование ведется по двум условиям согласования основному и дополнительному.
Основное условие согласования времени выполнения организационной операции с тактом потока, с.
∑
t
рА
+ ∑
t
рБ
+ ∑
t
рВ
= (0,95 – 1,05)
τ
ср
* С * К,
где t
р
– время выполнения операций, с.
∑
t
рА
,∑
t
рБ
,… ∑
t
рВ
–
сумма затрат времени на выполнение технологических операций по моделям, входящим в цикл.
Τ
ср
– средний такт потока,
К – кратность исполнителей на организационной операции,
С – цикл согласования.
Данные расчетов условий согласования времени операций для различного количества рабочих сведем в таблице 1.6.
Таблица 1.6 Условия согласования времени операций потока
| Количество рабочих
|
Величина минимального времени организационных операций tp min, с
tср = 0,95*τ
|
Величина максимального времени операций tp max, с
tср =1,05*τ
|
| 1
|
53,105
|
58,695
|
| 2
|
106,21
|
117,39
|
| 3
|
159,34
|
176,09
|
| 4
|
212,42
|
234,54
|
| 5
|
265,52
|
293,47
|
1.4.2 Технологическая схема проектируемого потока
Технологическая схема потока составляется на основе последовательности технологической обработки и таблицы согласования времени операций потока после поправок, внесенных в нее после поправок.
1.4.2.1 Составление технологической схемы потока с циклическим запуском
При составлении технологической схемы потока с цикличным запуском учитываются дополнительные условия согласования – выравнивание времени операций с тактом потока производится на нескольких моделях, входящих в такт; допускаются операции с неполным циклом согласования, т.е. такие организационные операции на которых обрабатывается одна модель. Технологическая схема обработки изделия (схема разделения труда) является основным технологическим документом, на основании которого производится расстановка рабочих мест, оборудования, рабочей силы, оснащения рабочих мест инструментом, приспособлениями, контроль работы потока, учет выработки и заработной платы рабочих. На основании технологической последовательности и предварительного расчета потока скомплектовываются организационные операции из неделимых, соблюдая указанные выше условия согласования и особенности комплектования операций в зависимости от организационных форм потока.
Таблица 1.7. Технологическая схема многофасонного потока с циклическим запуском
| Изделие ………. костюм женский (жакет и брюки из костюмной ткани)
|
| Мощность потока в смену …………………………….………М = 512 ед.,
|
| Время изготовления изделия (среднее по моделям)……… Тср = 6155 с.,
|
| Количество рабочих в потоке ………………………………..N = 110 чел.,
|
| Такт потока (средний) ………………………………………… τ = 55,9 с.,
|
| Цикл согласования …………………………………………………С = 3 с.,
|
| Цикловой такт ………………………………………………...τц = 167,7 с.
|
Расчетное количество рабочих (графа 10) определяется путем деления затраты времени организационной операции на такт потока с точностью до второго знака до запятой.
Np = tорг. опер. / τ,
где tорг. опер – затрата времени на организационную операцию.
Норма выработки Нвыр (графа 12) определяется:
Нвыр = Rсм / tорг. опер,
где Rсм - продолжительность смены, с.
Расценка Рн.оп. (графа 13) на каждую неделимую операцию определяется: Рн.оп = Тс * tн.оп.,
где Тс – тарифная ставка соответствующего разряда, руб;
tн.оп – затрата времени на неделимую операцию, с.
По организационным операциям определяется суммарная расценка:
Ро.оп. = ∑ Р н.оп.
Описание внешнего вида проектируемых моделей.
Модель 1: Жакет из плотной костюмной ткани полуприлегающего силуэта, слегка расширен к низу. Перед с отрезными бочками, с вытачками от горловины, открытой бортовой застежкой на две пуговицы и две прорезные петли. Спинка со швом посередине в вертикальном направлении, с отрезными бочками. Рукава втачные двухшовные, слегка заужены к низу.
Воротник – стойка переходит в глубокий, длиной до талии, овальный вырез. По краю борта, отрезным бочкам, воротнику проходит отделочная строчка на расстоянии 5 мм от края. Брюки из плотной ткани прилегают по бедрам, слегка заужены к низу, с притачным поясом. Застежка «молния» в боковом шве. Правый конец пояса удлинен и заканчивается мысом. Застегивается пояс на прорезную петлю и пуговицу. Передние и задние половинки имеют в верхней части вытачки. Низ брюк закончен швом вподгибку (рис. 1).
Модель 2: Жакет из плотной костюмной ткани полуприлегающего силуэта, слегка расширен к низу. На переде расположены рельефы, выходящие из плечевых швов, на срезе горловины вытачки, открытая бортовая застежка на две пуговицы и две прорезные петли. Спинка со швом посередине в вертикальном направлении, с рельефами, выходящими из плечевых швов. Рукава втачные двухшовные, слегка заужены к низу. Воротник – стойка переходит в глубокий, длиной до талии, овальный вырез. По краю борта, рельефам, воротнику проходит отделочная строчка на расстоянии 5 мм от края. Брюки из плотной ткани прилегают по бедрам, слегка заужены к низу. Застежка «молния» в боковом шве. Правый конец пояса удлинен и заканчивается мысом. Застегивается пояс на прорезную петлю и пуговицу. Передние и задние половинки имеют в верхней части вытачки. Низ брюк закончен швом вподгибку (рис. 2).
Модель 3: Жакет из плотной костюмной ткани полуприлегающего силуэта, слегка расширен к низу. На переде расположены рельефы, выходящие из верхнего среза горловины (имитация реглана «обычной» формы). Спинка со швом посередине в вертикальном направлении, с рельефами, выходящими из плечевых швов. Рукава втачные двухшовные гладкие. Воротник цельновыкроенная стойка. По краю борта, рельефам, воротнику проходит отделочная строчка на расстоянии 5 мм от края. Брюки из плотной ткани прилегают по бедрам, слегка заужены к низу, на обтачке. Застежка «молния» в боковом шве. Передние и задние половинки имеют в верхней части вытачки. Низ брюк закончен швом вподгибку (рис. 3).
Таблица 1.7 Технологическая схема многофасонного потока с циклическим запуском
| Номер операции
|
Наименование секции, узла и содержание организационной операции
|
специальность
|
разряд
|
Время выполнения операции, с
|
Количество рабочих, чел.
|
Норма выработки, ед.
|
Расценка за ед., руб.
|
Оборудование, приспособление, инструменты
|
| организационная
|
неделимая
|
По моделям
|
Суммарное по моделям
|
Среднее на одну модель
|
Расчетное
|
Фактическое
|
| 1
|
2
|
3
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| Заготовительная секция
|
| 1
|
1
|
Жакет, брюки. Запустить пачки кроя в процесс
|
Р
|
2
|
30
|
30
|
30
|
90
|
30
|
0,0837
|
тележки-контейнеры
|
| 2
|
Жакет, брюки. Выполнить дублирование клеевой прокладкой:
подкройных бочков;
плечевой пояс и низ спинки;
оката и низа рукавов; подборта;
нижнего воротника; пояса.
|
П
|
4
|
26
|
26
|
26
|
78
|
26
|
0,0936
|
334 «Макпи» Италия
|
| 3
|
Нанести на детали спинки жакета места расположения вытачек
|
Р
|
2
|
19
|
19
|
19
|
57
|
19
|
0,0530
|
Лекало, мел
|
| 4
|
Нанести на детали переда жакета места расположения вытачек
|
Р
|
2
|
19
|
19
|
19
|
57
|
19
|
0,0530
|
Лекало, мел
|
| 2
|
Нанести контуры вытачек
на переднюю половинку брюк
|
Р
|
2
|
23
|
23
|
23
|
69
|
23
|
0,0641
|
Лекало, мел
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 3
|
Нанести контуры вытачек на заднюю половинку брюк
|
Р
|
2
|
23
|
23
|
23
|
69
|
23
|
0,0641
|
Лекало, мел
|
| 5
|
Жакет. Раздать крой
|
Р
|
1
|
12
|
12
|
12
|
36
|
12
|
0,03
|
Конвейер
|
| 1
|
Брюки. Раздать крой
|
Р
|
1
|
12
|
12
|
12
|
36
|
12
|
0,03
|
Конвейер
|
| 164
|
2,93
|
3
|
175,6
|
0,4715
|
| 2
|
6
|
Отрезать и настрочить тканевую ленту с изображением товарного знака на перед подкладки жакета
|
М
|
1
|
35
|
35
|
35
|
105
|
35
|
0,0025
|
1597 кл,
ножницы
|
| 7
|
Стачать плечевые вытачки спинки подкладки на жакете
|
М
|
2
|
39
|
39
|
39
|
117
|
39
|
0,1088
|
1597 кл
|
| 10
|
Стачать средний шов подкладки спинки жакета
|
М
|
2
|
34
|
34
|
34
|
102
|
34
|
0,0948
|
1597 кл
|
| 108
|
1,93
|
2
|
266,6
|
0,2061
|
| 3
|
8
|
Стачать вытачки переда подкладки на жакете
|
М
|
2
|
87
|
87
|
87
|
261
|
87
|
0,2427
|
1597 кл
|
| 9
|
Стачать талевые вытачки спинки, бочок со спинкой подкладки на жакете
|
М
|
2
|
87
|
87
|
87
|
261
|
87
|
0,2427
|
1597 кл
|
| 174
|
3,11
|
3
|
165,5
|
0,4854
|
| 4
|
11
|
Стачать подкладку переда жакета со спинкой по боковому срезу
|
М
|
2
|
59
|
59
|
59
|
177
|
59
|
0,1646
|
1597 кл
|
| 12
|
Стачать подкладку жакета по плечевым срезам
|
М
|
2
|
48
|
48
|
48
|
144
|
48
|
0,1329
|
1597 кл
|
| 107
|
1,91
|
2
|
269,1
|
0,2975
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 5
|
14
|
Стачать подкладку рукава по переднему срезу жакета, оставляя незастроченный участок левого рукава
|
М
|
2
|
68
|
68
|
68
|
204
|
68
|
0,1897
|
1597 кл
|
| 15
|
Стачать подкладку рукава по локтевому срезу
|
М
|
2
|
77
|
77
|
77
|
231
|
77
|
0,2148
|
1597 кл
|
| 45
|
Нарезать тканевую ленту с памяткой по уходу и притачать к правому подборту жакета
|
М
|
1
|
30
|
30
|
30
|
90
|
30
|
0,075
|
1597 кл, ножницы
|
| 175
|
3,13
|
3
|
164,5
|
0,4795
|
| 6
|
13
|
Приутюжить подкладку плечевых швов жакета
|
У
|
2
|
60
|
60
|
60
|
180
|
60
|
0,1674
|
СУ-В+УТП-2ЭП
|
| 16
|
Приутюжить подкладку рукава
|
У
|
2
|
50
|
50
|
50
|
150
|
50
|
0,1395
|
| 110
|
1,96
|
2
|
261,8
|
0,3069
|
| 7
|
17
|
Обтачать концы листочки
|
М
|
2
|
36
|
–
|
36
|
72
|
24
|
0,0669
|
1597
|
| 18
|
Высечь уголки и вывернуть листочку
|
Р
|
2
|
40
|
–
|
40
|
80
|
26,7
|
0,0742
|
Спец.
Колышек
|
| 20
|
Проложить по краю листочки отделочную строчку
|
М
|
2
|
36
|
–
|
36
|
72
|
24
|
0,0669
|
1597
|
| 21
|
Стачать воротник жакета (нижний) из частей
|
М
|
2
|
26
|
26
|
26
|
78
|
26
|
0,0725
|
1597 кл
|
| 4
|
Стачать пояс брюк из частей
|
М
|
1
|
17
|
17
|
17
|
51
|
17
|
0,0425
|
1597 кл
|
| |
117,7
|
2,10
|
2
|
244,6
|
0,323
|
| 8
|
22
|
Стачать рукава жакета по переднему срезу
|
М
|
2
|
69
|
69
|
69
|
207
|
69
|
0,1925
|
1597 кл
|
| 24
|
Стачать рукава по локтевому срезу
|
М
|
2
|
76
|
76
|
76
|
228
|
76
|
0,2120
|
1597 кл
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 6
|
Стачать пояса брюк в ленту
|
М
|
1
|
17
|
17
|
17
|
51
|
17
|
0,0425
|
1597
|
| 162
|
2,89
|
3
|
177,8
|
0,447
|
| 9
|
19
|
Приутюжить листочку кармана
|
У
|
2
|
24
|
–
|
24
|
48
|
16
|
0,0446
|
СУ-В+УТП-2ЭП
|
| 23
|
Разутюжить швы стачивания рукавов изделия
|
У
|
2
|
23
|
23
|
23
|
69
|
23
|
0,0641
|
СУ-В+УТП-2ЭП
|
| 5
|
Разутюжить шов стачивания пояса брюк
|
У
|
1
|
18
|
18
|
18
|
54
|
18
|
0,045
|
СУ-В+УТП-2ЭП
|
| 57
|
1,01
|
1
|
505,2
|
0,1537
|
| 10
|
25
|
Заметать низ рукава изделия
|
СМ
|
2
|
35
|
35
|
35
|
105
|
35
|
0,0976
|
2222 кл
|
| 26
|
Закрепить припуск на подгиб низа рукава по передним и локтевым швам жакета
|
М
|
2
|
40
|
40
|
40
|
120
|
40
|
0,1116
|
1597 кл
|
| 7
|
Стачать вытачки на передних половинках брюк
|
М
|
2
|
32
|
32
|
32
|
96
|
32
|
0,0892
|
1597 кл
|
| 107
|
1,91
|
2
|
269,1
|
0,2984
|
| 11
|
27
|
Вывернуть рукава на лицевую сторону и приутюжить низ
|
У
|
2
|
48
|
48
|
48
|
144
|
48
|
0,1339
|
СУ-В+УТП-2ЭП
|
| 28
|
Удалить нитки заметывания низа рукавов
|
Р
|
1
|
16
|
16
|
16
|
48
|
16
|
0,04
|
Спец.
Колышек
|
| 29
|
Приутюжить рукава
|
П
|
3
|
53
|
53
|
53
|
159
|
53
|
0,1478
|
Сs-371КМ +12-45+396В
|
| 117
|
2,09
|
2
|
246,1
|
0,3217
|
| 12
|
30
|
Стачать вытачки спинки жакета
|
М
|
2
|
33
|
33
|
33
|
99
|
33
|
0,0920
|
1597 кл
|
| 31
|
Притачать боковую часть спинки к средней
|
М
|
3
|
97
|
97
|
92
|
286
|
95,3
|
0,3011
|
1597 кл
|
| 10
|
Стачать вытачки задней половинки брюк
|
М
|
2
|
32
|
32
|
32
|
96
|
32
|
0,0892
|
1597 кл
|
| |
160,3
|
2,86
|
3
|
179,6
|
0,4823
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 13
|
9
|
На передних половинках брюк обметать боковые швы по рассечкам
|
СМ
|
2
|
28
|
28
|
28
|
84
|
28
|
0,0781
|
208-А кл
|
| 12
|
Задние половинки брюк обметать по боковым срезам
|
СМ
|
2
|
28
|
28
|
28
|
84
|
28
|
0,0781
|
208-А кл
|
| 56
|
1,0
|
1
|
514,2
|
0,1562
|
| 14
|
32
|
Спинка. Заутюжить швы притачивания
|
У
|
3
|
55
|
55
|
55
|
165
|
55
|
0,1738
|
СУ-В+УТП-2ЭП
|
| 55
|
0,98
|
1
|
523,6
|
0,1738
|
| 15
|
33
|
Стачать средний шов спинки
|
М
|
2
|
39
|
39
|
39
|
117
|
39
|
0,1088
|
1597 кл
|
| 34
|
Спинка. Проложить по швам притачивания отделочные строчки
|
М
|
2
|
115
|
–
|
90
|
205
|
68,3
|
0,1905
|
1597 кл
|
| 107,3
|
1,91
|
2
|
268,4
|
0,2993
|
| 16
|
35
|
Модель 1. стачать вытачки на переде жакета, притачать бочок к переду
|
М
|
3
|
81
|
158
|
81
|
320
|
106,8
|
0,3368
|
1597 кл
|
| Модель 2. стачать вытачки на переде, притачать бочок и подкройную деталь к переду
|
| Модель 3. стачать вытачки на переде, стачать рельефы, выходящие из линии горловины
|
| 106,8
|
1,9
|
2
|
269,9
|
0,3368
|
| 17
|
36
|
Заутюжить и разутюжить на полочке жакета швы притачивания
|
У
|
3
|
42
|
52
|
42
|
136
|
45,3
|
0,1431
|
СУ-В+УТП-2ЭП
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 37
|
На полочках жакета наметить места расположения карманов
|
Р
|
2
|
30
|
–
|
30
|
60
|
20
|
0,0558
|
Лекало, мел
|
| 8
|
Заутюжить вытачки на передней половинке брюк
|
У
|
2
|
21
|
21
|
21
|
63
|
21
|
0,0585
|
СУ-В+УТП-2ЭП
|
| 11
|
Заутюжить вытачки на задней половинке брюк
|
У
|
2
|
21
|
21
|
21
|
63
|
21
|
0,0585
|
СУ-В+УТП-2ЭП
|
| 107,3
|
1,91
|
2
|
268,4
|
0,3159
|
| 18
|
38
|
Полочка. Обработка карманов. Притачать подкладку к левому припуску бочка
|
М
|
2
|
120
|
–
|
120
|
240
|
80
|
0,2232
|
1597 кл
|
| 39
|
Срезы листочки и подкладки уровнять и притачать к правому припуску бочка жакета
|
М
|
2
|
120
|
–
|
120
|
240
|
80
|
0,2232
|
1597 кл
|
| 160
|
2,96
|
3
|
180
|
0,4464
|
| 19
|
40
|
Полочка. Вывернуть подкладку карманов на изнаночную сторону и заутюжить швы притачивания
|
У
|
2
|
82
|
–
|
82
|
164
|
54,7
|
0,4575
|
СУ-В+УТП-2ЭП
|
| 54,7
|
0,97
|
1
|
526,5
|
0,4575
|
| 20
|
41
|
Полочка. Стачать мешковины карманов
|
М
|
3
|
156
|
–
|
156
|
312
|
104
|
0,3286
|
1597 кл
|
| 42
|
Настрочить концы листочки
|
М
|
2
|
44
|
–
|
44
|
88
|
29,3
|
0,0817
|
1597 кл
|
| 44
|
Проложить на полочках по швам притачивания, согласно моделям, отделочные строчки
|
М
|
2
|
82
|
120
|
90
|
292
|
97,3
|
0,2714
|
1597 кл
|
| 230,6
|
4,12
|
4
|
124,8
|
0,3531
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 21
|
43
|
На полочках изделия приутюжить карманы
|
У
|
2
|
56
|
–
|
56
|
112
|
37,3
|
0,1040
|
СУ-В+УТП-2ЭП
|
| 37,3
|
0,67
|
1
|
772,1
|
0,1040
|
| Итого по заготовительной секции:
|
2474
|
44,24
|
44
|
6992,9
|
6,916
|
| Монтажная секция
|
| 22
|
46
|
Стачать боковые срезы на жакете
|
М
|
3
|
56
|
56
|
56
|
168
|
56
|
0,1769
|
1597 кл
|
| 56
|
1,0
|
1
|
514,2
|
0,1769
|
| 23
|
47
|
Разутюжить швы стачивания боковых и среднего шва спинки
|
П
|
3
|
54
|
54
|
54
|
162
|
54
|
0,1706
|
Сs-371КМ +12-45+396В
|
| 54
|
0,96
|
1
|
533,3
|
0,1706
|
| 24
|
13
|
Стачать боковые срезы брюк
|
СМ
|
3
|
110
|
110
|
110
|
330
|
110
|
0,3476
|
508-М кл
|
| 110
|
1,96
|
2
|
261,8
|
0,3476
|
| 25
|
14
|
Заутюжить швы брюк
|
У
|
3
|
58
|
58
|
58
|
174
|
58
|
0,1832
|
СУ-В+УТП-2ЭП
|
| 58
|
1,03
|
1
|
496,5
|
0,1832
|
| 26
|
15
|
Стачать шаговые срезы брюк
|
СМ
|
3
|
93
|
93
|
93
|
279
|
93
|
0,2938
|
508-М кл
|
| 17
|
Стачать средние срезы брюк до отметки застежки
|
СМ
|
3
|
48
|
48
|
48
|
144
|
48
|
0,1516
|
508-М кл
|
| 18
|
Закрепить средний шов брюк в конце застежки
|
М
|
2
|
20
|
20
|
20
|
60
|
20
|
0,558
|
1597 кл
|
| 161
|
2,9
|
3
|
178,8
|
1,0034
|
табл. Мерки,сант. лента, лекало, мел. Ножницы
|
| 27
|
48
|
Осноровить жакет
|
Р
|
4
|
190
|
190
|
190
|
570
|
190
|
0,684
|
| 16
|
Заутюжить шаговый срез брюк
|
У
|
3
|
44
|
44
|
44
|
132
|
44
|
0,1390
|
СУ-В+УТП-2ЭП
|
| 234
|
4,18
|
4
|
123,0
|
0,823
|
| 28
|
49
|
Стачать плечевые срезы жакета
|
М
|
3
|
51
|
51
|
51
|
153
|
51
|
0,1611
|
1597 кл
|
| 51
|
Обтачать борт подбортом по шаблону
|
М
|
4
|
19
|
19
|
19
|
57
|
19
|
0,0684
|
1597 кл
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 19
|
Брюки. Втачать застежку – «молния»
|
М
|
3
|
90
|
90
|
90
|
270
|
90
|
0,2804
|
1597 кл
|
| 160
|
2,9
|
3
|
180
|
0,5099
|
| 29
|
20
|
Притачать пояс к верхнему срезу брюк
|
М
|
3
|
54
|
54
|
54
|
162
|
54
|
0,1706
|
1597 кл
|
| 54
|
0,96
|
1
|
533,3
|
0,1706
|
| 30
|
52
|
Втачать воротник в горловину спинки
|
М
|
4
|
158
|
158
|
158
|
474
|
158
|
0,5688
|
1597 кл
|
| 21
|
Стачать концы пояса брюк
|
М
|
2
|
15
|
15
|
15
|
45
|
15
|
0,0418
|
1597 кл
|
| 173
|
3,09
|
3
|
166,5
|
0,6106
|
| 31
|
50
|
Разутюжить шов втачивания воротника в горловину, плечевые швы жакета
|
У
|
3
|
26
|
26
|
26
|
78
|
26
|
0,0821
|
СУ-В+УТП-2ЭП
|
| 53
|
Разутюжить шов втачивания воротника
|
У
|
3
|
98
|
98
|
98
|
294
|
98
|
0,3096
|
СУ-В+УТП-2ЭП
|
| 54
|
Подрезать припуски швов обтачивания в уступах, вывернув борта и углы воротника на лицевую сторону, выправив уголки
|
Р
|
2
|
25
|
25
|
25
|
75
|
25
|
0,0697
|
Спец.
Колышек, ножницы
|
| 22
|
Брюки. Высечь припуск швов стачивания уголков, вывернув концы пояса и выправляя углы
|
Р
|
1
|
10
|
10
|
10
|
30
|
10
|
0,025
|
Спец. Колышек, ножницы
|
| 159
|
2,84
|
3
|
181,1
|
0,4864
|
| 32
|
55
|
Выметать края бортов, воротника, низ жакета
|
СМ
|
4
|
84
|
84
|
84
|
252
|
84
|
0,3024
|
2222 кл
|
| 23
|
Застрочить уголки на поясе брюк
|
М
|
2
|
17
|
17
|
17
|
51
|
17
|
0,0474
|
1597 кл
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 24
|
Обметать петлю на поясе брюк
|
МП
|
3
|
16
|
16
|
16
|
48
|
16
|
0,0505
|
73401-Р3 кл
|
| 117
|
2,09
|
2
|
246,1
|
0,4003
|
| 33
|
56
|
Приутюжить воротник, борта и низ жакета
|
П
|
4
|
56
|
56
|
56
|
168
|
56
|
0,2016
|
Сs-371КМ +12-45+396В
|
| 56
|
1,0
|
1
|
514,2
|
0,2016
|
| 34
|
25
|
Нанести линию ширины подгиба низа брюк
|
Р
|
3
|
57
|
57
|
57
|
171
|
57
|
0,1801
|
Линейка (лекало), мел
|
| 57
|
1,01
|
1
|
505,2
|
0,1801
|
| 35
|
57
|
Нарезать вешалку из специальной тесьмы и притачать подкладку к подборту и верхнему воротнику жакета. Притачивая одновременно вешалку и закладывая складку на спинке подкладки жакета
|
М
|
3
|
97
|
97
|
97
|
291
|
97
|
0,3065
|
1597 кл, ножницы
|
| 58
|
Прикрепить шов притачивания подкладки к верхнему воротнику ко шву втачивания воротника в горловину изделия
|
М
|
2
|
59
|
59
|
59
|
177
|
59
|
0,1646
|
1597 кл
|
| 26
|
Обметать низ брюк с клеевой нитью
|
СМ
|
2
|
56
|
56
|
56
|
158
|
56
|
01562
|
208-А кл
|
| 212
|
3,79
|
4
|
135,8
|
0,6273
|
| 36
|
59
|
Вывернуть жакет на лицевую сторону и проверить подкладку по длине жакета, осноровить
|
Р
|
3
|
63
|
63
|
63
|
189
|
63
|
0,1990
|
Ножницы, мел
|
| 60
|
Вывернуть жакет на изнанку
|
Р
|
1
|
20
|
20
|
20
|
60
|
20
|
0,05
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 27
|
Подогнуть низ брюк
|
Р
|
1
|
40
|
40
|
40
|
120
|
40
|
0,1116
|
| 28
|
Приутюжить низ брюк
|
У
|
3
|
40
|
40
|
40
|
120
|
40
|
0,1264
|
СУ-В+УТП-2ЭП
|
| 163
|
2,91
|
3
|
176,6
|
0,487
|
| 37
|
61
|
Притачать подкладку к низу жакета, застрачивая складку на спинке жакета
|
М
|
2
|
88
|
88
|
88
|
264
|
88
|
0,2455
|
1597 кл
|
| 62
|
Прикрепить припуск на подгиб низа жакета к боковым швам, среднему шву спинки
|
М
|
2
|
98
|
98
|
98
|
294
|
98
|
0,2734
|
1597 кл
|
| 63
|
Вывернуть жакет на лицевую сторону
|
Р
|
1
|
26
|
26
|
26
|
78
|
26
|
0,065
|
_
|
| 212
|
3,80
|
4
|
135,8
|
0,5839
|
| 38
|
64
|
Втачать рукава в пройму
|
М
|
3
|
166
|
166
|
166
|
498
|
166
|
0,5245
|
1597 кл
|
| 166
|
2,96
|
3
|
173,4
|
0,5245
|
| 39
|
65
|
Сутюжить посадку после втачивания рукавов
|
П
|
4
|
75
|
75
|
75
|
225
|
75
|
0,27
|
Сs-371КМ +12-45+396В
|
| 29
|
Вывернуть брюки на лицевую сторону
|
Р
|
1
|
11
|
11
|
11
|
33
|
11
|
0,0275
|
_
|
| 30
|
Заутюжить стрелки брюк
|
П
|
3
|
90
|
90
|
90
|
270
|
90
|
0,2844
|
Сs-371КМ +12-45+396В
|
| 176
|
3,14
|
3
|
163,6
|
0,5889
|
| 40
|
67
|
Вывернуть рукав в сторону подкладки и втачать подкладку рукава в пройму изделия
|
М
|
3
|
166
|
166
|
166
|
498
|
166
|
0,5245
|
1597 кл
|
| 166
|
2,96
|
3
|
173,4
|
0,5145
|
| 41
|
66
|
Притачать верхнюю плечевую накладку
|
СМ
|
3
|
79
|
79
|
79
|
237
|
79
|
0,2496
|
1597 кл
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 68
|
Прикрепить швы проймы подкладки к швам проймы верха в верхней и нижней частях шва втачивания
|
СМ
|
3
|
70
|
70
|
70
|
210
|
70
|
0,2212
|
1597 кл
|
| 69
|
Застрочить отверстие в переднем шве рукава подкладки жакета
|
М
|
2
|
35
|
35
|
35
|
105
|
35
|
0,0976
|
1597 кл
|
| 70
|
Вывернуть рукава на лицевую сторону
|
Р
|
1
|
22
|
22
|
22
|
66
|
22
|
0,055
|
_
|
| 71
|
Проложить отделочную строчку по краю воротника и бортам жакета
|
М
|
3
|
72
|
72
|
72
|
216
|
72
|
0,2275
|
1597 кл
|
| 278
|
4,97
|
5
|
103,5
|
0,8509
|
| 42
|
72
|
Удалить нитки от строчек выметывания бортов, воротника, заметывания низа
|
Р
|
1
|
30
|
30
|
30
|
90
|
30
|
0,075
|
Спец.
Колышек
|
| 73
|
По шаблону наметить места расположения петель на жакете
|
Р
|
2
|
25
|
31
|
31
|
87
|
29
|
0,0809
|
Лекало, мел
|
| 59
|
1,05
|
1
|
488,1
|
0,1559
|
| 43
|
74
|
Жакет. Обметать петли
|
МП
|
3
|
49
|
61
|
61
|
171
|
57
|
0,1802
|
73401-Р3 кл
|
| 75
|
Очистить жакет от производственного мусора
|
Р
|
1
|
60
|
60
|
60
|
180
|
60
|
0,15
|
Мех. Щетка МЩА-2А
|
| 117
|
2,09
|
2
|
246,1
|
0,3302
|
| Итого по монтажной секции:
|
3098
|
53,53
|
54
|
6234,6
|
9,5797
|
| Отделочная секция
|
| 44
|
76
|
Приутюжить перед жакета
|
П
|
5
|
58
|
58
|
58
|
174
|
58
|
2,4186
|
Сs-371КМ +12-45+396В
|
| 31
|
Брюки. Приутюжить готовое изд.
|
П
|
4
|
157
|
157
|
157
|
471
|
157
|
0,5652
|
| 215
|
3,84
|
4
|
133,9
|
2,9838
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 45
|
77
|
Приутюжить боковые швы и спинку жакета
|
П
|
5
|
60
|
60
|
60
|
180
|
60
|
2,502
|
Сs-371КМ +12-45+396В
|
| 78
|
Приутюжить окат рукава
|
П
|
5
|
60
|
60
|
60
|
180
|
60
|
2,502
|
Сs-371КМ +12-45+396В
|
| 79
|
Приутюжить воротник, борта и низ
|
П
|
5
|
55
|
55
|
55
|
165
|
55
|
2,2935
|
Сs-371КМ +12-45+396В
|
| 80
|
Приутюжить изделие со стороны подкладки жакета
|
У
|
3
|
70
|
70
|
70
|
210
|
70
|
0,2212
|
СУ-В+УТП-2ЭП
|
| 83
|
Навесить товарный ярлык на запасной кусок ткани
|
Р
|
2
|
30
|
30
|
30
|
90
|
30
|
0,0837
|
спец. Приспособление 6-54
|
| 275
|
4,91
|
5
|
104,7
|
7,6024
|
| 46
|
81
|
Пришить пуговицы по борту жаета
|
МП
|
3
|
38
|
47
|
47
|
132
|
44
|
0,1390
|
1595 кл
|
| 32
|
Пришить пуговицу на поясе брюк
|
МП
|
2
|
13
|
13
|
13
|
39
|
13
|
0,0362
|
1595 кл
|
| 57
|
1,01
|
1
|
505,2
|
0,1752
|
| 47
|
82
|
Жакет. Вложить запасную пуговицу
|
Р
|
1
|
13
|
13
|
13
|
39
|
13
|
0,0325
|
_
|
| 33
|
Брюки. Навесить товарный ярлык и памятку по уходу
|
Р
|
2
|
30
|
30
|
30
|
90
|
30
|
0,0837
|
спец. Приспособление 6-5
|
| 84
|
Скомплектовать. Повесить готовый комплект на плечики, обернуть п/э пленкой
|
Р
|
2
|
67
|
67
|
67
|
201
|
67
|
0,1869
|
Подвесной кронштейн
|
| 110
|
1,96
|
2
|
261,8
|
0,3031
|
| 48
|
85
|
Жакет/брюки. Сдать изделия на склад
|
Р
|
2
|
30
|
30
|
30
|
90
|
30
|
0,0837
|
Подвесной кронштейн
|
| 34
|
| 30
|
0,53
|
1
|
960
|
0,0837
|
| Итого по всему изделию:
|
6155
|
109,9
|
112
|
15462,2
|
27,5602
|
|
1.5 АНАЛИЗ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПОТОКА
Таблица 1.8 Анализ загруженности организационных операций потока во времени
| Мощ-
ность потока, ед/смена
|
Коли-чество организационных операций
|
Операции с отклонением такта
|
| Равные такту
|
До
– 5%
|
До
+ 5%
|
Менее
– 5%
|
До
+ 10%
|
Свыше +10%
|
| количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
| 512
|
48
|
−
|
−
|
2
|
4,1
|
8
|
16,7
|
4
|
8,3
|
13
|
27,1
|
21
|
43,8
|
Таблица 1.9 Анализ состава организационных операций
| Мощность потока, ед/см
|
Количество организационных операций
|
Количество специализированных организационных операций
|
В том числе по видам работ
|
| М
|
СМ
|
МП
|
Р
|
У
|
П
|
| количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
количество
|
%
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
| 512
|
48
|
20
|
12
|
60
|
2
|
10
|
1
|
5
|
4
|
2
|
6
|
3
|
2
|
1
|
1.5.3 Определение загрузки потока в целом
Анализ загруженности организационных операций определим по формуле:
Кз = Тизд / Nф * τ,
Кз = 6155 / 110 * 55,9 = 1,0009 = 1,001 = 1.
Для конвейерного потока пределы отклонения коэффициента согласования ±0,01, т.е. Кз = 0,99 + 1,01.
В данном случае Кз = 1, значит, в потоке отклонений, выше допустимых, в операциях не было. Предлагаемый поток мощностью М = 512 ед, при Кз = 1 находится в норме.
1.5.4 Графический анализ загрузки (синхронности) организационных операций
Для графического анализа загрузки организационных операций с целью выявления отдельных операций от такта строим график согласования времени выполнения организационных операций (рис. 1.3).
График строим в виде оси координат, где переменными х
является номер организационной операции и количество рабочих, у
– линия такта потока.
1.5.5 Графический анализ структуры потока
Для графического анализа структуры потока строим монтажный график (рис. 1.4). График дает возможность проследить поступление деталей из одной операции в другую, что отражается линиями на схеме (рис. 1.4), около которых указывается номер детали, так наглядно прослеживаются возможные переброски и возврат деталей. Монтажный график дает наглядное представление о последовательности движения полуфабрикатов в процессе изготовления изделия по рабочим местам как в целом по потоку, так и по отдельным секциям.
1.5.6 Анализ характеристики технического уровня потока
Таблица 1.10 Сводная таблица рабочей силы технологического потока
Изделие………. костюм женский (жакет и брюки из костюмной ткани),
Мощность потока…………………………………………… 512 ед/смену,
Количество рабочих в потоке ……………………………………..110 чел,
Такт потока …………………………………………………………...55,9 с.
| Разряд
|
Время обработки по специальностям, с
|
Общее время обработки по разрядам, с
|
Расчет
ное количество рабочих по разрядам, чел
|
Сумма разрядов
|
Тариф-
ный коэффициент
|
Сумма тарифных коэффициентов
|
| М
|
СМ
|
МП
|
П
|
Р
|
У
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| 1
|
82
|
17
|
–
|
–
|
232
|
18
|
349
|
6,24
|
6,24
|
1,00
|
6,24
|
| 2
|
1580,9
|
147
|
13
|
−
|
371,7
|
371
|
2483,6
|
44,42
|
88,84
|
1,21
|
53,75
|
| 3
|
951,1
|
341
|
117
|
197
|
120
|
436,3
|
2162,4
|
38,68
|
116,0
|
1,37
|
53
|
| 4
|
177
|
84
|
–
|
314
|
190
|
–
|
765
|
13,68
|
54,72
|
1,65
|
22,57
|
| 5
|
–
|
162
|
–
|
233
|
–
|
–
|
395
|
7,06
|
35,3
|
1,81
|
12,78
|
| Итого:
Общее время по специаль-
ностям
|
2791
|
751
|
130
|
744
|
913,7
|
825,3
|
6155
|
∑р=
301,4
|
∑кт=
148,34
|
| Количе-ство рабочих по специаль- ностям
|
49,9
|
13,4
|
2,3
|
13,3
|
16,3
|
14,8
|
110
|
| Удель-
ный вес
по специальностям
|
43,0
|
14,6
|
2,0
|
12,1
|
14,8
|
13,5
|
100%
|
Проведем анализ технологической схемы потока, определив следующие показатели:
1. средний разряд:
Ср = ∑р / Nр,
где ∑р – сумма разрядов (графа 10), получена сложением по вертикали;
Nр – расчетное количество рабочих потока (графа 9);
Ср = 301,14 / 110 = 2,73
2. средний тарифный коэффициент:
Ст.к. = ∑кт / Nр,
где ∑кт – сумма тарифных коэффициентов, получена сложением по вертикали (графа 12);
Ст.к. = 148,34 / 110 = 1,34
Количество рабочих по каждой специальности и разряду устанавливаем на основании технологической схемы (таблица 1.7). После определения итоговых показателей по каждой специальности по отношению к общему количеству рабочих потока находим удельный вес.
1.6 РАСЧЕТ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ПРОЕКТИРУЕМОГО ПОТОКА
Таблица 1.11 Технико-экономические показатели проектируемого потока.
| № п/п
|
Технико-экономические показатели
|
Размерность
|
Числовое значение
|
| 1
|
2
|
3
|
4
|
| 1
|
Выпуск в смену
|
ед.
|
512
|
| 2
|
Время изготовления изделия
|
с
|
6155
|
| 3
|
Количество рабочих в потоке
|
чел.
|
110
|
| 4
|
Производительность труда одного рабочего в смену
|
ед/см
|
4,7
|
| 5
|
Средний разряд
|
2,73
|
| 6
|
Средний тарифный коэффициент
|
1,34
|
| 7
|
Коэффициент механизации
|
0,85
|
| 8
|
Уровень специализации
|
0,4
|
| 9
|
Стоимость изготовления изделия
|
руб.
|
21,18
|
Производительность труда одного рабочего в смену Пт определяется:
Пт = М / Nф = 512 / 110 = 4,65 = 4,7 ед/см.
Коэффициент механизации Км:
Км = tм + tс + tп + tапп / Тизд = 5241,3 / 6155 = 0,85,
где tм, tс, tп, tапп – время работы на машинах, спецмашинах, аппаратах и прессах, т.е время на механизированные работы, с.
Уровень специализации:
Ус = ∑с / ∑о = / 43 = 48 / 119 = 0,4
где Пс – количество специализированных организационных операций,
По – общее количество организационных операций.
Стоимость изготовления изделия или величина заработной платы за единицу изделия, руб.:
С = Дст1р * ∑Кт / М = (73,13 * 148,34) / 512 = 21,18 руб.,
где Дст1р – дневная ставка 1 разряда (Дст1р = 73,13),
∑Кт – сумма тарифных коэффициентов,
М – выпуск изделий в смену, ед.
Таблица 1.12 Сводная таблица оборудования проектируемого потока.
| № п/п
|
оборудование
|
Количество оборудования
|
Тип, класс
машины
|
| основного
|
резервного
|
всего
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1
|
М. универсальная стачивающая машина
|
49
|
4
|
53
|
1597 кл
|
| 2
|
СМ. спец. машины
стачивающая
выметочная
обметочная
|
3
2
3
|
0
0
0
|
3
2
3
|
508-М кл
2222 кл
208-А кл
|
| 3
|
МП.машины полуавтоматы:
обметочная (петельная)
пришивание пуговиц
|
2
2
|
0
0
|
2
2
|
73401-Р3 кл
1595 кл
|
| 4
|
П. прессы:
дублирование мелких и крупных деталей
приутюживание и разутюживание швов деталей изделия, придание форм изделию (формообразование)
|
1
10
|
0
1
|
1
11
|
334 «Макпи» Италия
Сs-371КМ +12-45+396В
|
| 5
|
У. утюжильные работы:
разутюживание, заутюживание, приутюживание швов стачивания и деталей изделия
приутюживание мелких деталей, воротника, низа рукавов и изделия, подкладки.
|
17
|
2
|
19
|
СУ-В+УТП-2ЭП
|
| Итого по изделию:
|
91
|
5
|
96
|
Количество резервного оборудования берется в размере 7-10% от основного для потоков с циклическим запуском, АГП, ГПП.
2. ПЛАНИРОВКА ПОТОКОВ В ЦЕХЕ
По ходу технологического процесса в соответствии с организационными операциями выполняется расстановка рабочих мест и оборудования.
В зависимости от производственной площади применяют следующие виды планировок рабочих мест:
· Поперечные рабочие места, расположенные перпендикулярно столу, по которому передвигается обрабатываемое изделие.
· Диагональные рабочие места располагают под углом 45° к линии продвижения изделия.
· Комбинированные рабочие места расположены параллельно и перпендикулярно линии продвижения обрабатываемого изделия.
Для обеспечения бесперебойной работы бригады, в случае отсутствия одного рабочего, производится замена запасным (в количестве 5% от числа рабочих мест). Рабочее место запуска размещают поблизости от места подачи кроя, а место выхода изделия от места сдачи продукции.
Для наилучшего использования оборудования рабочие места и спецмашины размещают так, чтобы можно было этими машинами обслуживать несколько специализированных бригад.
3. ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
Выбор транспортных средств для перемещения предметов труда.
В поточном производстве транспорт является не только средством перемещения предметов труда, но и важным фактором организации производства, обеспечивающим сокращение длительности производственного цикла изготовления швейных изделий.
Правильный выбор транспортирующих устройств обеспечит непрерывное и ритмичное перемещение предметов труда между рабочими местами исполнителей организационных операций за время, не превышающее время их обработки. Из раскройного цеха в заготовительную секцию крой передается с помощью бесприводных транспортных средств. Ими могут являться напольные тележки. Перемещение предметов труда в них осуществляется между группами, а также внутри групп при прямолинейном расположении рабочих мест. Для перемещения пачек кроя применим тележки-контейнеры и тележки-стеллажи. Габаритные размеры тележек контейнеров (длина х ширина х высота): (0,51-0,90) х (0,40-0,74) х (0,60-1,15)м. Тележек-стеллажей – (0,50-1,18) х (0,25-0,82) х (0,60-1,28)м.
При использовании напольных тележек пачки предметов труда связываются тесьмой. Преимуществом их является перемещение предметов труда к любому рабочему месту потока, по любому маршруту, недостатком - использование мускульной силы. Приводные напольные конвейеры предназначены для перемещения предметов труда в потоках со строгим ритмом работы. Ленточные вертикально-замкнутые конвейеры, грузонесущим и тяговым элементом которых является лента. В данном проекте в действующем потоке с циклическим запуском для изготовления «женского костюма» в цехе монтажной секции применяется конвейер КТДД-1. КТДД-1
– двухлинейный (с двумя параллельными лентами, движущимися в одном направлении) конвейер с двухрядным расположением рабочих мест.
Лента конвейеров разделена перегородками. Шаг образовавшихся ячеек (гнезд) обусловлен видом изделия – его габаритами и массой, и колеблется в пределах 0,3-0,7 м. Эта величина определяет расстояние l
, на которое предметы труда перемещаются за время, равное такту потока.
V
=
l
/ τ
.
Ленточный конвейер имеет вариатор для установления заданного скоростного режима. Скорость колеблется в пределах 0,007 – 0,050 м/с (0,4 – 0,3 м/мин). Траектория движения предметов труда в потоке при использовании этого конвейера является прямоточной.
В отделочной секции можно использовать подвесной транспортер (ОАО ЦНИИШП), длина агрегата не ограничена, шаг рабочего места колеблется в пределах 1,1-1,6.
4. КОНТРОЛЬ КАЧЕСТВА. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУЦИИ В ЦЕХЕ, НА ПОТОКЕ
Качество продукции – совокупность свойств продукции, характеризующих ее пригодность, удовлетворяющее определенные потребности. В соответствии с назначением качество продукции проверяется по действующим стандартам. Контроль качества швейных изделий определяется органолептическим и измерительными методами. Органолептический метод – осмотр изделия, надетого на манекен или расположенного на столе. Изделие сопоставляют с образцом эталоном: проверяют крепления клеевых соединений, совмещают симметричные детали для проверки их размеров и формы. Измерительный метод – контроль с помощью линейки, сантиметровой ленты или текстильной лупы.
Контроль может быть сплошным и выборочным. Методы контроля качества ГОСТ 4103 – 82 «Изделия швейные. Методы контроля качества».
На участках экспериментального и раскройного производства, а также в подготовительной секции выполняется контроль качества материалов, изготовленных лекал, раскладок, контроль настилания материалов и кроя.
В швейных цехах: исполнители высокой квалификации следят за точным соблюдением всех технических условий и режимов обработки, исправностью и качеством оборудования, инструментов и приспособлений, ритмичностью поступления кроя и полуфабрикатов. За выпуск продукции отвечает мастер и все рабочие. Каждый должен проверять свое качество и качество предыдущего исполнителя.
Технический контроль распределяется:
Входной – контроль продукции поставщика, поступивший на предприятие для использования при изготовлении изделия.
Межоперационный – контроль полуфабрикатов, прошедших законченный этап обработки.
Операционный – контроль продукции во время выполнения или после завершения технологической операции.
Виды операционного контроля:
· Периодический контроль технологических операций − качество выполнения операции, происходящей через установленные интервалы времени, осуществляющийся мастерами, технологами, ОТК (отдела технического контроля).
· Самоконтроль – объект контроля является качество выполнения своей операции, осуществляется исполнителем технологической операции.
· Взаимоконтроль – объект контролирует качество выполнения предыдущей операции, осуществляется исполнителем технологической операции.
· Приемочный контроль – результат пригодности изделия к поставке, осуществляется контролером ОТК. Требование стандартов, технических условий, точное описание образцу – эталону.
Во время работы комиссии на предприятии просматриваются и оцениваются все изделия, сдаваемые заказчикам.
Для повышения качества на предприятии проводится день качества, в котором участвуют рабочие, мастера, технологи – контролеры, работники всех служб и отделов. Их основной задачей является – предотвращение выпуска продукции не соответствующей требованиям технической документации, утверждения образцам – эталонам, условиям поставок и договоров, укрепление производственной дисциплины и повышение всех звеньев за выпуск продукции.
СПИСОК ЛИТЕРАТУРЫ
1. Изместьева А.Я. и др. Проектирование предприятий швейной промышленности. М.: Легкая и пищевая промышленность, 1983.
2. Инструкция по организации контроля качества продукции. М.: ЦНИИТЭИ Илегпром, 1986.
3. Справочник по швейному оборудованию. М.: Легкая индустрия, 1981.
4. Промышленная технология одежды. Справочник (Кокеткин П.П.). М.: Легпромбытиздат, 1988.
[1]
Под сборочной единицей понимают деталь изделия.
|