| МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ СТАРООСКОЛЬСКИЙ ФИЛИАЛ
Факультет Технологический
Кафедра АиПЭ
Специальность 2102
ДИПЛОМНОМНЫЙ ПРОЕКТ
на тему: Разработка системы автоматизации компрессорного цеха
АННОТАЦИЯ
Объектом автоматизации является аммиачная холодильная установка в компрессорном цехе ОАО МК “АВИДА”.
Цель данного дипломного проекта: разработка системы автоматизированного управления компрессорного цеха за счет внедрения промышленного контроллера.
Внедрение промышленного контроллера позволит:
- достичь экономии электроэнергии;
- увеличить срок службы оборудования холодильной установки;
- поддерживать заданное давление в системе “ледяной воды”;
- увеличить надежность системы хладоснабжения в целом;
- облегчить работу машиниста компрессорного цеха.
Техническим обеспечением служит следующее оборудование:
- промышленный контроллер ЭК-2000 (ЗАО "Эмикон");
- преобразователь давления САПФИР 22ДИ ("Манометр" г. Москва).
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. РАСЧЕТНО-ТЕХНИЧЕСКАЯ ЧАСТЬ
1.1 КРАТКАЯ СПРАВКА О ПРЕДПРИЯТИИ
1.2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.2.1 УЧАСТОК ПРИЕМКИ МОЛОКА
1.2.2 АППАРАТНЫЙ ЦЕХ
1.2.3ТВОРОЖНЫЙ ЦЕХ
1.2.4 ЛАБОРАТОРИИ
1.2.5 УЧАСТОК ЗАКВАСКИ
1.2.6 ЦЕХ СУШКИ МОЛОКА
1.2.7 УЧАСТОК РОЗЛИВА
1.2.8 КОМПРЕССОРНЫЙ ЦЕХ
1.3 ИСХОДНОЕ СОСТОЯНИЕ СИСТЕМЫ АВТОМАТИЗАЦИИ КОМПРЕССОРНОГО ЦЕХА
1.4 ПОСТАНОВКА ЗАДАЧИ НА РАЗРАБОТКУ АСУТП
1.5 РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ
1.5.1 ОПИСАНИЕ РАЗРАБАТЫВАЕМЫХ КОНТУРОВ РЕГУЛИРОВАНИЯ
1.5.2 РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ КОНТУРОВ РЕГУЛИРОВАНИЯ
1.6 АЛГОРИТМ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО АММИАКА В ЦИРКУЛЯЦИОННОМ РЕССИВЕРЕ
1.7 ВЫБОР И ОБОСНОВАНИЕ ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ
1.7.1 ВЫБОР ПРЕОБРАЗОВАТЕЛЯ ДАВЛЕНИЯ
1.7.2 ВЫБОР КОНТРОЛЛЕРА
1.7.4 ВЫБОР ИНЖЕНЕРНОЙ СТАНЦИИ
1.8 ВЫБОР СИСТЕМНОГО ОБЕСПЕЧЕНИЯ
1.8.1 КРАТКОЕ ОПИСАНИЕ СИСТЕМЫ CONT-Designer
2. ОХРАНА ТРУДА
2.1 АНАЛИЗ УСЛОВИЙ ТРУДА
2.1.1 ОПАСНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
2.1.2 ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
2.2 РАССЛЕДОВАНИЕ И УЧЕТ НЕСЧАСТНЫХ СЛУЧАЕВ НА ПРОИЗВОДСТВЕ
2.3 МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА В КОМПРЕССОРНОМ ЦЕХЕ
2.3.1 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.3.2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
2.3.3 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ
4. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 ОРГАНИЗАЦИОННАЯ СТРУКТУРА УПРАВЛЕНИЯ КОМПРЕС-СОРНЫМ ЦЕХОМ
4.2 РАСЧЕТ ФОНДА ЗАРАБОТНОЙ ПЛАТЫ
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Современное развитие промышленного производства молочных продуктов сопровождается все более широким применением автоматизированных систем управления технологическими процессами. Предпосылками этого являются:
- концентрация производства;
- рост мощностей предприятий;
- применение поточных и непрерывных способов производства;
- оснащение предприятий новым высокопроизводительным оборудованием;
- наличие современных технических средств автоматизации.
Широкое применение автоматизированных систем управления обуславливается значительным экономическим эффектом, который достигается благодаря:
- обеспечению заданных качеств вырабатываемой продукции независимо от субъективных факторов;
- уменьшению потерь ценных продуктов;
- снижению трудоемкости процессов производства;
- и т.д.
Наряду с локальными системами управления отдельными операциями и основными технологическими процессами широко внедряются также централизованные системы управления на базе мини- и микро-ЭВМ. Опыт показал, что применение локальных систем управления отдельными операциями эффективно для небольших заводов и при малых объемов производства.
Применение систем управления отдельными технологическими процессами эффективно на предприятиях средней мощности при непрерывно-поточных процессах, больших объемов производства на высокопроизводительном оборудовании.
В ряде случаев системы управления характеризуются применением технических средств и устройств управления, построенных по принципу “жесткой логики”, т.е. по заранее заданной схеме коммутации аппаратуры и элементов без применения управляющих комплексов. Автоматические управляющие воздействия здесь запрограммированы по времени. Причем все функции управления выполняются техническими средствами . За оперативным персоналом остается лишь выполнение вспомогательных функций. Обычно такие системы проектируются вместе со всем комплексом предприятия.
Системы управления, построенные на основе использования устройств программного и логического управления с “жесткой логикой” функционирования, весьма консервативны к изменению структуры и алгоритмов управления. Необходимость модифицировать систему в процессе эксплуатации приводит к значительным затратам времени и материальных ресурсов. Любая поправка в алгоритме управления, например в следствии изменения технологии вырабатываемых продуктов, требует перемонтажа электрических и пневматических блоков и изменение их числа. Поэтому в последнее время во многих случаях автоматизированные системы управления применяются в наиболее прогрессивной форме, отличающейся тем, что вместо устройств программного и логического управления с жесткой логикой функционирования используются управляющие вычислительные комплексы на основе мини- или микро-ЭВМ и микропроцессорные контроллеры. Использование программируемых технических средств автоматизации дает возможность легко осуществлять необходимые изменения в системе управления путем перепрограммирования без монтажных переделок. Эта форма является наиболее эффективной при управлении технологическими процессами.
Применение систем управления с использованием средств управления на основе микропроцессорной техники обусловлено универсальностью, высокой надежностью в эксплуатации, возможностью изменения программ функционирования. Стоимость таких систем ниже стоимости аналогичных систем, созданных на основе традиционных технических средств автоматического управления.
Характерной особенностью современных автоматизированных систем управления в молочной промышленности является то, что они осуществляются на основе типовых алгоритмов и математических моделей с учетом особенностей данной отрасли.
1.1 КРАТКАЯ СПРАВКА О ПРЕДПРИЯТИИ
Старооскольский молочный комбинат, преобразовавшийся в 1993 году в Открытое акционерное общество “Осколмолоко”, а в 1997 году переименованное в АО Молочный комбинат “Авида” - ведущее предприятие молочной промышленности в Белгородской области.
Молочный комбинат строился с учетом бурного развития крупнейших в Европе двух Горно-обогатительных комбинатов и металлургического комбината и ростом численности населения в горняцких городах Старый Оскол и Губкин.
Пущенный в эксплуатацию в 1989 году, комбинат оснащен современным отечественным и импортным оборудованием. В 1997 году проведена модернизация оборудования в отдельных цехах. На участке расфасовки готовой продукции установлены разлив машины фирмы “Тетра-Пак”, другие современные автоматы по упаковке молочной продукции.
Молочный комбинат располагает большими резервами по переработке молока и сегодня его мощность 150 т/смену. Но предприятие имеет возможность перерабатывать 300 тонн молока в смену.
В настоящее время предприятие выпускает 12 наименований продуктов переработки молока и продолжает работу по расширению ассортимента выпускаемой продукции.
Кроме продуктов из молока производятся и другие пищевые продукты: майонез, маргарин, соки натуральные 100%-е, напитки и нектары фруктовые.
АО Молочный комбинат “Авида” имеет сеть магазинов розничной торговли и оптовый магазин, где широкий ассортимент: молоко питьевое с различным содержанием жира, стерилизованное молоко с длительным сроком хранения, диетические продукты, творог и творожные изделия, сметана, масло сливочное, молоко цельное сухое различной жирности, молоко сухое обезжиренное и др.
Продукция Молочного комбината “Авида” известна жителям многих городов России.
Старооскольский Молочный комбинат “Авида” сотрудничает с рядом зарубежных фирм, является дилером некоторых предприятий, участвует в семинарах, проводимых на базе передовых предприятий.
В состав молочного комбината “Авида ” входят следующие подразделения:
- участок приёмки молока;
- аппаратный цех;
- творожный цех;
- лаборатории;
- участок закваски;
- цех сушки молока;
- участок розлива;
- компрессорный цех;
- административные подразделения;
- транспортный цех;
- вспомогательные службы.
1.2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.2.1 УЧАСТОК ПРИЕМКИ МОЛОКА
Приёмка молока осуществляется в проездном помещении, состоящем из четырёх проездов. Каждый проезд состоит из трёх отделений:
- перемешивания и взятия проб;
- откачки молока;
- мойки автоцистерн.
После определения количества молоко, отвечающее требованиям ГОСТа, проходит через охладители цельномолочного производства и поступает в резервуары для промежуточного хранения. Не сортовое молоко подается в аппаратный цех. Некондиционное молоко поступает в творожный цех.
1.2.2 АППАРАТНЫЙ ЦЕХ
1.2.2.1 ПРОИЗВОДСТВО ПАСТЕРИЗОВАННОГО МОЛОКА
Молочная смесь с жирностью 2,5% пастеризуется на установке ALFA-LAVAL температуре 76 . Далее полученное молоко охлаждается в танке (ёмкость с “рубашкой” (двойными стенками)) до температуры 5. . Далее полученное молоко охлаждается в танке (ёмкость с “рубашкой” (двойными стенками)) до температуры 5.
Готовое молоко разливается в пакеты на установках “Тетра-Пак” и “ Тетра-Рекс”.
1.2.2.2 ПРОИЗВОДСТВО КЕФИРА
Молоко с содержанием жира 3,5% нормализуется до 2,5%. Затем оно пастеризуется и гомогенизируется при температуре 97. Далее полученная смесь охлаждается в танке до температуры 25 и заквашивается, после чего оставляется в покое на 12 часов. При достижении требуемой кислотности производится охлаждение полученного кефира на охладителе до 6.
1.2.2.3 ПРОИЗВОДСТВО СМЕТАНЫ
Сырое молоко сепарируется на сливкоотделителе-молокоочистителе для получения сливок, которые далее нормализуются обезжиренным молоком до 20% содержания жира. На трубчатом пастеризаторе полученные сливки пастеризуются и гомогенизируются. В танке сливки охлаждаются до температуры 30и заквашиваются, после чего оставляются в покое на 6 часов. При достижении нужной кислотности полученная сметана охлаждается до 6.
1.2.2.4 П
РОИЗВОДСТВО РЯЖЕНКИ
Сырое молоко закачивается в ванну, в которой оно пастеризуется и томится при температуре 99. После чего производится охлаждение до 42 и заквашивание. При достижении нужной кислотности полученная смесь охлаждается до 6.
1.2.3 ТВОРОЖНЫЙ ЦЕХ
1.2.3.1 ВЫРАБОТКА МАСЛА
Охлажденные сливки из резервуара подаются в пастеризованную установку, где пастеризуются и охлаждаются до температуры созревания и поступают в резервуары. По окончания процесса созревания сливки подогреваются и направляются в маслоизготовитель.
Для промывки масляного зерна промывочная вода охлаждается на охладителе. Пахта, полученная при выработке масла, охлаждается на охладителе и поступает в резервуар для промежуточного хранения. Далее пахта через счетчик направляется в резервуар цельномолочного производства для нормализации цельномолочной продукции.
Готовое масло расфасовывают на автомате в пакеты по 0,2 кг и в ящики по 20 кг.
Ящики с маслом закладываются на поддоны и электропогрузчиком перевозятся в холодильную камеру для хранения.
1.2.3.2 ПРОИЗВОДСТВО ТВОРОГА 9% ЖИРНОСТИ ТВОРОГА НЕЖИРНОГО И ТВОРОЖНЫХ СЫРКОВ
Выработка творога 9% жирности и нежирного творога предусмотрена традиционным способом по молдавской технологии с самопрессованием и охлаждением в ваннах сетках.
Сырое нормализованное молоко насосами подаётся в пастеризсванно-охла-дительную установку для подогрева, очистки в сепараторе, пастеризации и охлаждения до температуры заквашивания.
Пастеризованное нормализованное и обезжиренное молоко поступает в танки или ванны для подсквашивания.
В ваннах производится заквашивание и сквашивание молока, разрезание и отваривание сгустка, слив сыворотки.
Творожный сгусток сливается из ванн в самоходную тележку с насосом, в котором установлена ванна-сетка.
Заполненная тележкой ванна-сетка, затем электроталью транспортируется к ванне для охлаждения.
Снижение температуры творожного сгустка осуществляется циркулирующей холодной сывороткой, которая охлаждается в пластинчатым охладителе.
После охлаждения творожный сгусток переносится в следующую ванну для самопрессования, затем в ванну-нормализатор для нормализации по жирности и влаге.
Готовый творог насосом подаётся в автомат для расфасовки в пакеты, на весы для расфасовки во фляги.
Часть творога 9% жирности подается в коллоидную мельницу, затем в месильную машину для составления сырковой массы.
Сырковая масса насосом подаётся в автомат для расфасовки.
1.2.4 ЛАБОРАТОРИИ
В лаборатории готовится первичная закваскам, производятся анализы выпускаемой продукции.
1.2.5 УЧАСТОК ЗАКВАСКИ
Проектом предусмотрено три заквасочного отделения:
- отделение маточной закваски;
- отделение кефирной закваски;
- заквасочное отделение для производства закваски на творог, сметану.
Нормализованное или обезжиренное молоко поступает в заквасочники для приготовления производственной закваски и в заквасочники для приготовления маточной закваски.
В заквасочниках происходит повторная пастеризация, выдержка, охлаждение молока до температуры заквашивания, сквашивания и охлаждения закваски.
Проектом предусмотрена возможность приготовления закваски на стерилизованном молоке. Для получения стерилизованного молока установлены автоклав и установка для высокотемпературной пастеризации.
Готовая закваска насосами подается в танки.
1.2.6 ЦЕХ СУШКИ МОЛОКА
Из аппаратного цеха насосом нормализованное молоко подается в резервуары для промежуточного хранения, откуда оно подается на установку сгущения молока. Полученная сгущенка направляется на установку сушки молока. Сухое молоко расфасовывают в мешки по 25 кг.
1.2.7 УЧАСТОК РОЗЛИВА
На участке расфасовки готовой продукции установлены разлив машины фирмы “Тетра-Пак”, другие современные автоматы по упаковке молочной продукции.
1.2.8 КОМПРЕССОРНЫЙ ЦЕХ
Компрессорный цех аммиачной холодильной установки расположен в главном производственном здании.
Проектом предусмотрены системы охлаждения, характеристики которых приведены в таблице №1.
Таблица №1
Характеристики систем охлаждения
| №
п.п.
|
Наименование системы
|
Значение системы
|
Температура, 
|
Характеристика систем охлаждения
|
| Кипения хладо-
агента
|
Хладоносителя
|
| 1
|
Система “ледяная вода”.
|
Охлаждение продукта в технологических аппаратах.
|
-8
|
+2
|
Открытая, с установкой аккумулятора холода.
|
| 2
|
Система рассольного охлаждения.
|
Охлаждение продуктов в технологических аппаратах и холодильных камерах с температурой от 0до +10.
|
-15
|
- 8
|
Закрытая, с применением кожухотрубных испарителей.
|
| 3
|
Система непосредственного кипения аммиака.
|
Охлаждение продукта в холодильных камерах с температурой
-15  . .
|
-25
|
-
|
Закрытая, с применением кожухотрубных конденсаторов.
|
В качестве хладоагента принят аммиак. В качестве хладоносителя – “ледяная вода”  и рассол и рассол  с с  , плотностью 1,23 кг¤л при температуре замерзания - 25,7. , плотностью 1,23 кг¤л при температуре замерзания - 25,7.
Для уменьшения коррозии применяется пассиватор-гексаметофосфат натрия.
Охлаждение камер – воздушное с применением подвесных воздухоохладителей типа ВОП.
Маслоснабжение компрессоров осуществляется централизованно от маслонасосной установки. В состав маслонасосной установки входят:
- два рессивера;
- два шестерёнчатых насоса для грязного и чистого масла;
- для сбора масла от аппаратов предназначен маслосборник.
Выпуск воздуха из аммиачной системы происходит через воздухоотделитель АВ-4;
Для конденсации паров аммиака установлены кожухотрубные конденсаторы КТГ - 800;
Конденсация паров аммиака в кожухотрубных конденсаторах осуществляется водой системы оборотного водоснабжения;
В состав систем охлаждения входят агрегаты винтовые компрессорные одноступенчатые типа 2А 350-7, которые предназначены для работы в составе промышленных холодильных установок и обеспечивают температуры от +5 до -30 при температуре конденсации до +40. Ряд 2А 350-7 состоит из четырех модификаций и по температуре кипения распределен следующим образом: до -30 при температуре конденсации до +40. Ряд 2А 350-7 состоит из четырех модификаций и по температуре кипения распределен следующим образом:
- 2А 350-7-0 и 2А 350-7-1 работают от +5 до -15;
- 2А 350-7-2 и 2А 350-7-3 работают от -10 до -30.
Агрегат 2А 350-7(см. рис.1) работает в схеме одноступенчатого сжатия по следующему циклу:
Образовавшиеся в испарительной системе(приборы охлаждения, аккумуляторы холода) пары аммиака через запорный вентиль, обратный клапан и газовый фильтр поступают в винтовой компрессор и вместе с подаваемым в полость маслом сжимаются до давления конденсации. Масло служит для охлаждения паров, смазки пар трения и уплотнения зазоров между корпусам и роторами.
Из компрессора маслоаммиачная смесь поступает в трехступенчатый сепаратор (маслоотделитель), где происходит освобождение паров аммиака от частиц масла.
Пары аммиака через запорный вентиль и обратный клапан поступают в кожухотрубный конденсатор и после сжижения в испарительную систему. Описанный цикл непрерывно повторяется.
Работа составных частей агрегата 2А 370-7:
а). В сепараторе (маслоотделителе) происходит отделение частиц масла от паров аммиак за счет резкого изменения направления движения смеси, уменьшения его скорости и осаждения капель масла на сетках. Выделившееся масло по патрубкам стекает в маслосборник. На сепараторе установлены два предохранительных клапана. Клапан на линии, соединяющий сепаратор со всасывающей стороной компрессора (газовым фильтром), предназначен для защиты компрессора от превышения разности давлений нагнетания и всасывания. Второй клапан защищает сепаратор от повышения рабочего давления, этот клапан имеет сброс давления во внешний трубопровод.
б). В маслоохладителе кожухотрубного типа двухсекционном происходит охлаждение масла оборотной водой.
в). Схема циркуляции масла:
насос засасывает масло из маслосборника через сетчатый фильтр грубой очистки и подает его в маслоохладитель. После масло поступает в двухступенчатый фильтр тонкой очистки. После первой ступени фильтрации масло делится на две части:
- одна поступает в рабочую полость компрессора и на разгрузку золотника;
- остальная часть после очистки в сетчатых элементах поступает в распределительный коллектор и далее на смазку подшипников, в уплотнение вала и на шпонку золотника.
Отработанное масло стекает во всасывающую камеру компрессора и вместе с парами аммиака попадает в рабочую камеру.
Между нагнетательным и всасывающим трубопроводом маслонасоса установлен перепускной клапан РДМ, который защищает насос от перегрузки. Клапан отрегулирован на давление открытия 6  . Перепад между давлением всасывания и нагнетания должно быть не менее 1,5 . . Перепад между давлением всасывания и нагнетания должно быть не менее 1,5 .

11 - трубопроводы аммиака;
14 - трубопроводы масла;
28 – трубопроводы с маслоаммиачной смесью;
1 – трубопроводы оборотной воды;
КО – обратный клапан;
КП – предохранительный клапан;
Ф1 … Ф4 – фильтры;
ВН – вентиль регулировочный;
ВНС – соленоидный вентиль;
Н – маслонасос;
КР – клапан редукционный;
ИМ – исполнительный механизм;
М1…М2 – электродвигатели;
Т1…Т3 – термометр;
ДРТ1…ДРТ3 – датчик-реле температуры;
РКС – датчик-реле разности давлений;
РД1… РД2 – датчик-реле давления;
МН1…МН3 – мановакууметр.
Система “ледяной воды” (см. рис.2)предназначена для охлаждения продукта в технологических аппаратах:
- в танках;
- в ваннах-сетках;
- в пластинчатом охладителе;
- и другом технологическом оборудовании охлаждения продукции.
Отепленная “ледяная вода” возвращается в баки-аккумуляторы холода под остаточным давлением из безнапорных аппаратов. Возвращенная “ледяная вода ” в баках-аккумуляторах охлаждается до температуры и насосами подаётся потребителям. Охлаждается вода за счёт кипения аммиака в секциях батарей, помещённых в баках аккумуляторах. В период минимальных тепловых нагрузок на поверхности батарей происходит наращивание льда, который в последующем используется для охлаждение отепленной “ледяной воды”. Пары аммиака из секций батарей через отделитель жидкости отсасываются компрессором, где пары сжимаются от давления всасывания до давления нагнетания и через маслоотделитель подаются на горизонтальный кожухотрубный конденсатор. Сконденсированная жидкость сливается в линейный рессивер, откуда остаточным давлением подается через фильтр, вентиль соленоидный мембранный и регулирующий вентиль и поступает в секции батарей бака-аккумулятора. Уровень жидкости в секциях поддерживается автоматически.

1о – трубопровод оборотной воды;
1л – трубопровод “ледяной воды”;
11ж – жидкий аммиак;
11г – пары аммиака;
ПРУ – поплавковое реле уровня;
М – электродвигатель;
РД – датчик реле давления;
МН – мановакуумметр;
Т – термометр;
ДРТ – датчик-реле температуры;
Н – насос “ледяной воды”;
ВНС – соленоидный вентиль;
ВН – вентиль регулировочный;
В – клапан регулирующий.
Система непосредственного кипения аммиака (см. рис.3)принята для охлаждения камер с готовой продукцией. Пары аммиака из приборов охлаждения поступают в циркуляционный рессивер, откуда они отсасываются аммиачным компрессором и через горизонтальный кожухотрубный конденсатор поступает в линейный рессивер. Из линейного рессивера через вентиль соленоидный мембранный и регулировочный вентиль жидкий аммиак поступает в циркуляционный рессивер, откуда аммиачными насосами через регулировочный вентиль и вентиль соленоидный мембранный подаётся на приборы охлаждения.
Первоначальное заполнение и пополнение системы аммиаком предусматривается как из аммиачных цистерн, так и из баллонов.
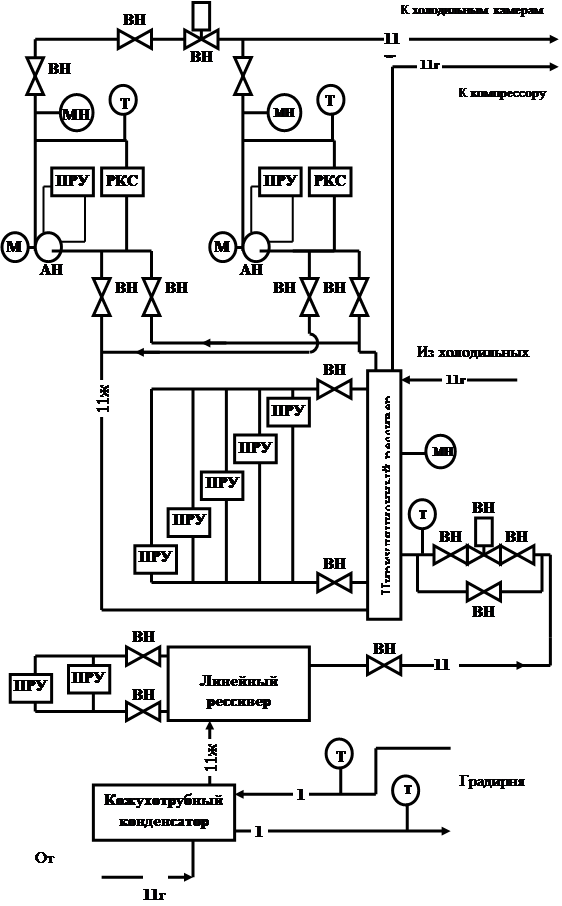
Рис.3 т Функциональная схема системы непосредственного кипения аммиака
Рассольная система охлаждения необходима для поддержания температуры -8 в технологических аппаратах (танках, охладителях) и холодильных камерах с продукцией. Охлажденный в трубном пространстве кожухотрубных испарителей рассол подается потребителям, откуда отепленным возвращается в бак для сбора рассола. Из этого бака забирается центробежными насосами, которые нагнетают через отстойник в испаритель для охлаждения. Таким образом, цикл охлаждения рассола повторяется. в технологических аппаратах (танках, охладителях) и холодильных камерах с продукцией. Охлажденный в трубном пространстве кожухотрубных испарителей рассол подается потребителям, откуда отепленным возвращается в бак для сбора рассола. Из этого бака забирается центробежными насосами, которые нагнетают через отстойник в испаритель для охлаждения. Таким образом, цикл охлаждения рассола повторяется.
Пары аммиака из межтрубного пространства кожухотрубного испарителя поступает в отделитель жидкости. После отделителя жидкости пары поступают на всасывание компрессоров. Дальнейший путь следования паров аммиака аналогичен схеме принятой для системы “ледяной воды”.
В данный момент рассольная система охлаждения не применяется.
1.3 ИСХОДНОЕ СОСТОЯНИЕ СИСТЕМЫ АВТОМАТИЗАЦИИ КОМПРЕССОРНОГО ЦЕХА
Проектом автоматизации холодильной установки разработан на основании задания технологического отдела и технологической планировки главного производственного корпуса.
1.3.1 ПОДСИСТЕМА АВТОМАТИЗАЦИИ \
АГРЕГАТОВ СЕРИИ 2А 370-7
Система автоматизации агрегатов предназначена для управления агрегатами, регулирования холодопроизводительности, защиты от аварийных ситуаций.
Перечень контрольно-измерительных приборов и приборов защитной автоматики приведен в таблице №2.
Таблица №2
Характеристики контрольно-измерительных приборов и приборов защитной автоматики
| Наименование прибора
|
Марка прибора
|
Контролируемые параметры
|
Место установки датчика
|
Величина уставки
|
| Мановакуум-
метр
|
МВТП-160А-
- 2,4МПа x 1,5
|
Давление всасы-вания
|
Газовый фильтр
|
-
|
| Мановакуум-метр
|
МВТП-160А-
- 2,4МПа x 1,5
|
Давление нагнетания
|
Сепаратор
|
-
|
| Мановакуум-метр
|
МВТП-160А-
- 2,4МПа x 1,5
|
Давление масла на нагнетании насоса
|
Нагнетательный маслопровод
|
-
|
| Датчик-реле давления
|
Д220А-13
|
Давление нагнетания
Давление всасы-вания
|
Сепаратор
Газовый фильтр
|
16 
0,7
|
| Датчик-реле разности давлений
|
РКС-1-ОМ5-
-03А
|
Разность давлений на нагнетании маслонасоса и в сепараторе
|
Нагнетательный маслопровод и сепаратор
|
1,5
|
| Датчик-реле температуры
|
ТР-ОМ5-09
|
Температура нагнетания
|
Сепаратор
|
95 
|
| Датчик-реле температуры
|
ТР-ОМ5-04
|
Температура масла высокая
|
Нагнетательный маслопровод
|
55
|
| Датчик-реле температуры
|
ТР-ОМ5-03
|
Температура масла низкая
|
Нагнетательный маслопровод
|
15
|
| Соленоидный вентиль
|
СВМ-40
|
-
|
Водопровод
|
-
|
| Устройство
А-80
|
-
|
-
|
Блок приборов
|
-
|
Устройство А-80 предназначено для контроля технологических процессов охлаждения, для управления работой поршневых и винтовых одноступенчатых холодильных машин, для защиты от недопустимых отклонений технологических параметров и выдачи аварийной сигнализации.
Устройство рассчитано для работы при:
- температура окружающего воздуха от 1 до 45 и относительной влажности до 80%;
- повышенной влажности окружающего воздуха до 98% при температуре 36;
- воздействии вибрационных нагрузок в диапазоне частот от 5 до 30 Hz с ускорением 15 . .
Питание устройства осуществляется напряжением переменного тока 220V
частоты 50 или 60Hz.
Функционирование устройства предусматривает три режима работы:
- местный;
- автоматический;
- полуавтоматический.
Устройство управляет следующими механизмами холодильных машин:
- пускателем компрессора (I=10A);
- соленоидными вентилями СВ1…СВ6 мощностью 40 V∙A каждый;
- двигателем рассольного насоса (I=2A);
- полупроводниковым реле уровня мощностью 5 V∙A.
Устройство обеспечивает:
- выдачу во внешнюю цепь (обесточенными контактами, обеспечивающими коммутацию тока 0,22 А напряжением 220 V) следующих сигналов:
а) включение компрессора;
б) аварии;
в) в блок регулирования производительности;
г) блокировки с выдержкой (15±3)s;
д) резерва;
- аварийное отключение компрессора и световую сигнализацию с запоминанием в полуавтоматическом режиме работы по сигналам датчиков:
– давление масла;
– давление нагнетания;
– температуры нагнетания;
– давления всасывания;
– уровень жидкости;
– температура масла (высокая);
- аварийное отключение компрессора и световую сигнализацию с запоминанием в местном режиме работы по сигналам датчиков:
– давление масла;
– давление нагнетания;
- световую сигнализацию по сигналу датчика:
- температура масла (низкая);
- пуск и остановку компрессора в местном режиме работы кнопками
ПУСК и СТОП;
- первичный пуск и остановку компрессора в полуавтоматическом режиме
кнопками ПУСК и СТОП, дальнейшее включение и отключение компрессора по сигналу пускателя рассольного насоса;
- первичный пуск и остановку компрессора в автоматическом режиме
кнопками ПУСК и СТОП, дальнейшее включение и отключе-
ние компрессора по сигналу от датчика температуры;
- самозапуск компрессора после исчезновения питания после питания в автоматическом режиме;
- снятие аварийной сигнализации кнопкой ПУСК одновременно с за-
пуском компрессора после устранения аварии;
- на время пуска компрессора блокировку защиты по температуре масла (высокой) и давления масла на (15±3)s ;
- селекция сигналов защиты по длительности и задержку отключения компрессора на время 0,1s при срабатывании одной из защит.
Система автоматизации агрегатов серии 2А 370-7 обеспечивает:
- ручной пуск и остановку масляного насоса (с индивидуального кнопочного поста);
- управление и работу агрегата при трех режимах: автоматическом – “А”, полуавтоматическом – “ПА”, местном – “М”;
- блокировку на пуск агрегата по включению водяного насоса в режимах “А”, “ПА”;
- пуск агрегата с устройства А-80 в последовательности: пуск масляного насоса, пуск компрессора через выдержку времени (15±3)с;
- регулирование холодопроизводительности от температурного режима, установленного в испарительной системе – двухпозиционное 100-0% пуском;
- управление соленоидным вентилем на водопроводе на водопроводе;
- аварийную остановку агрегатов в режимах “А”, “ПА” при следующих отклонениях рабочих параметров:
а). понижение давления всасывания;
б). повышение давления нагнетания;
в). понижение разности давлений нагнетании маслонасоса и в сепараторе;
г). повышение температуры нагнетания;
д). повышение и понижение температуры масла;
е). повышение уровня жидкости в отделителе жидкости.
- остановку агрегата в режимах “А”, “ПА” при отключении водяного или защит в пусковой аппаратуре электродвигателей маслонасоса, компрессора;
- световую сигнализацию на устройстве А-80 при включении питания, аварийных значениях рабочих параметров, по которым произошла остановка или не произошло пуска, причем при низкой температуре масла горят “информационный сигнал”, “температура масла” и аварийный сигнал “температура масла”, при высокой температуре аварийный сигнал “температура масла”;
- возможность подключения дистанционной сигнализации о работе или остановке агрегата;
- остановку агрегата с устройства А-80 или аварийного “СТОП” в следующей последовательности:
а). остановка электродвигателей компрессора и масляного насоса;
б). отключение и закрытие соленоидного вентиля на водопроводе оборотной воды.
Система включает в себя четыре агрегата марки А370-7-1, бак-аккумулятор холода с отделителями жидкости 200 ОЖГ и четыре насоса “ледяной воды”.
Схемой автоматизации предусмотрены следующие противоаварийные защиты компрессора:
а) от понижения давления всасывания и повышения давления нагнетания;
б) от повышения температуры нагнетания;
в) от понижения разности давления масла в системе смазки и давления в картере компрессора;
г) защита от повышения температуры масла;
д) защита от понижения температуры масла;
е) защита от повышения уровня аммиака в отделителе жидкости.
При срабатывании любой из защит останавливается компрессор и зажигается соответствующая сигнальная лампа на пульте на пульте управления. Последующий пуск возможен только после ликвидации причин аварийного останова.
Система автоматизации обеспечивает работу агрегата в полуавтоматическом, и ручном режимах работы. Ручной режим предназначен только для обкатки машины и выполнении наладочных работ. При полуавтоматическом режиме включены все виды блокировок, защит и осуществляется автоматическое питания испарителя.
Проектом предусмотрено пять насосов “ледяной воды”, один из них резервный. Насосы служат для подачи воды в теплообменные аппараты. Каждый насос может быть как основным так и резервным. При давлении, менее  включается резервный насос с подачей светового и звукового сигналов на щит управления насосами. включается резервный насос с подачей светового и звукового сигналов на щит управления насосами.
В системе “ледяной воды” работает аккумулятор холода с отделителями жидкости 200 ОЖГ. Уровень аммиака контролируется реле уровня полупроводниковое реле уровня (ПРУ-5). Проектом предусматривается поддержание рабочего уровня путем подключения соленоидного вентиля подачи аммиака через усилительный блок реле ПРУ-5 и аварийное отключение компрессоров при верхнем аварийном уровне аммиака в отделителях жидкости. Аварийный уровень контролируется с помощью двух реле уровня, дублирующих друг друга. Датчики этих реле устанавливаются на отделителях жидкости. На щит выведена сигнализация температуры “ледяной воды”  . .
В системе работают компрессорный агрегат А-370-7-2, два аммиачных насоса, рессивер циркуляционный. Система работает на камеры охлаждения.
Схема противоаварийной защиты включает:
а). защита от понижения давления всасывания;
б). защита от повышение давления нагнетания;
в). защита от понижение разности давлений нагнетании маслонасоса и в сепараторе;
г). защита от повышение температуры нагнетания;
д). защита от повышение и понижение температуры масла;
е). защита от повышения уровня аммиака в циркуляционном рессивере.
ПОДСИСТЕМА АММИАЧНЫЕ НАСОСЫ
Проектом принято два аммиачных насоса работающих в системе непосредственного кипения аммиака. Каждый насос может быть как основным, так и резервным. При давлении  включается резервный насос подачей светового и звукового сигналов на щит управления. Предусмотрен контроль уровня жидкого аммиака в полости двигателя с помощью реле уровня ПРУ-5. включается резервный насос подачей светового и звукового сигналов на щит управления. Предусмотрен контроль уровня жидкого аммиака в полости двигателя с помощью реле уровня ПРУ-5.
Проектом принят рессивер типа 1,5 . В циркуляционном рессивере контролируются: . В циркуляционном рессивере контролируются:
а) верхний аварийный уровень – 70% ( отключение компрессоров, подача светового и звукового сигналов на щит управления);
б) верхний предельный уровень – 50%(световая сигнализация на щите управления);
в) регулирование рабочего уровня – 30% ( путём подключения соленоидного вентиля, подачи аммиака через усилительный блок ПРУ-5);
г) нижний аварийный уровень – 15% (отключение аммиачных насосов, подача светового и звукового сигналов на щит управления);
Для измерения температуры воздуха в камерах служат термометры сопротивления, подключенные к логометру, установленному на щите управления. Управление температуры воздуха осуществляется с помощью моста в комплекте с термометрами сопротивления и вентилями соленоидными мембранными (СВМ), открывающими подачу аммиака. При работе камер в режиме охлаждения включаются подвесные воздухоохладители (ВОП) и открываются СВМ подачи хладоносителя в камеры. В камере предусмотрены кнопки безопасности “человек в камере”.
Проектом предусмотрены два линейных рессивера типа 5РД. Контроль верхнего уровня и нижнего уровней аммиака осуществляется реле уровня ПРУ-5 с подачей светового и звукового сигналов на щит сигнализации. Рабочий уровень аммиака в линейном рессивере – 50%, верхний уровень – 80%, нижний уровень – 20%.
Проектом предусмотрено аварийное отключение всех двигателей с включением вентиляции в случае критической концентрации аммиака в компрессорном цехе.
В проекте дана пятисекционная градирня для понижения температуры оборотной воды, которая идет на охлаждение аммиачных компрессоров, паров аммиака в кожухотрубном конденсаторе. При температуре 25включаются вентиляторы градирни. Контроль температуры ведётся логометром.
В насосной станции оборотной воды проектом предусмотрены два насоса для откачки воды из дренажного приямка. На основании задания сантехнического отдела выполнена автоматизация работы этих насосов по уровню воды в дренажном приямке. Каждый насос может быть как основным, так и резервным. При достижении 50% уровня воды насос включается, отключается - при 10%. Уровень в баке контролируется регулятором “ЭРСУ-3”, установленным на щите управления насосами. Управление работой насосов местное и автоматическое.
1.4 ПОСТАНОВКА ЗАДАЧИ НА РАЗРАБОТКУ АСУП
Цель: автоматизация технологического процесса управления оборудованием аммиачной холодильной установки, реализация за счет внедрения промышленного контроллера в компрессорном цехе.
АСУП компрессорного цеха должна решать следующие задачи:
- автоматическое управление работой агрегата винтового компрессорного;
- автоматическое регулирование давления в системе “ледяной воды”;
- автоматическое регулирование давления в системе “ледяной воды”;
- автоматическое регулирование уровня в циркуляционном рессивере;
- обеспечение бесперебойной работы компрессорного цеха;
- экстренная выдача информации в аварийных ситуациях;
- улучшение условий труда обслуживающего персонала.
1.5 РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ
Приступая к наладке любой автоматической системы, необходимо прежде всего определить математическую модель объекта.
Существует три основных подхода к построению математической модели объектов управления:
1-ый подход: получение структуры математической модели и её параметров на основе изучения процессов происходящих в объекте. К таким объектам можно отнести следующие:
- ёмкости заполняемые жидкостями, сыпучим веществами или газами, выходная величина: уровень или давление газа;
- электродвигатели, выходная величина: скорость или угол поворота вала;
- редукторы. Выходная величина: угол поворота.
2-ой подход: получение математической модели в результате обработки экспериментальных данных полученных в результате функционирования объекта.
3-ий подход: комбинированный подход, когда структура модели и часть параметров определяется на основе изучения процессов в объекте, а остальные параметры оцениваются по результатам обработки экспериментальных данных.
В компрессорном цехе объектами автоматизации являются:
- агрегат винтовой компрессорный;
- насосы “ледяной воды”;
- линейный и циркуляционный рессивера;
- аммиачные насосы;
- аккумуляторы холода;
- камеры хранения готовой продукции;
- и т.д.
Из перечисленных выше объектов автоматизации для дипломного проектирования можно выделить контуры регулирования:
- регулирование давления “ледяной воды”;
- регулирование температуры в камере хранения готовой продукции;
- регулирование уровня жидкого аммиака в циркуляционном рессивере.
Применим 3-ий подход к построению математической модели, получение математической модели на основе изучения процессов происходящих в объекте и по экспериментальным данным.
1.5.1 ОПИСАНИЕ РАЗРАБАТЫВАЕМЫХ КОНТУРОВ РЕГУЛИРОВАНИЯ
РЕГУЛИРОВАНИЕ ДАВЛЕНИЯ “ЛЕДЯНОЙ ВОДЫ”

Рис.4. Функциональная схема контура регулирования ледяной воды
-  воздействие на регулирующий вентиль; воздействие на регулирующий вентиль;
-  электрический сигнал; электрический сигнал;
-   трубопровод “ледяной воды”; трубопровод “ледяной воды”;
- неизменяемая часть;
-
регулирующий клапан. Наличие давления “ледяной воды” фиксируется и измеряется преобразователем электрическим Сапфир – 22ДИ (рабочее давление 3  ), который выдает электрический сигнал на регулятор. Далее регулятор в зависимости от величины давления выдает управляющее воздействие на исполнительный механизм. Исполнительный механизм уже непосредственно с регулирующим клапаном (ЕСПА 02 ВП) регулирует подачу “ледяной воды”. ), который выдает электрический сигнал на регулятор. Далее регулятор в зависимости от величины давления выдает управляющее воздействие на исполнительный механизм. Исполнительный механизм уже непосредственно с регулирующим клапаном (ЕСПА 02 ВП) регулирует подачу “ледяной воды”.
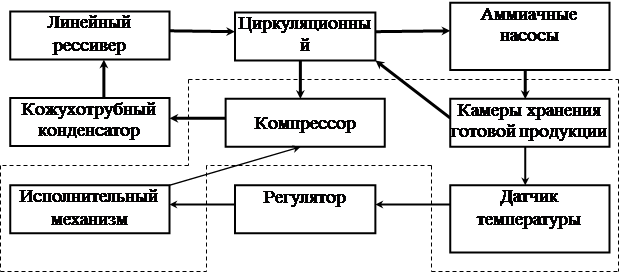
Рис. 5. Функциональная схема контура регулирования температуры в камере хранения готовой продукции
-  регулирование производительности компрессора; регулирование производительности компрессора;
- электрический сигнал ;
- трубопровод аммиака ; ;
-  неизменяемая часть контура регулирования. неизменяемая часть контура регулирования.
Датчик температуры (термометр сопротивления ТСМ-6114) фиксирует величину температуры в камере хранения готовой продукции (рабочая температура 2 ). Далее электрический сигнал поступает на регулятор, который в зависимости от значения температуры выдает управляющее воздействие на исполнительный механизм (МЭМ-10Б). Исполнительный механизм воздействует на золотник, с помощью которого регулируется производительность компрессора и тем самым изменяется температура в камере. ). Далее электрический сигнал поступает на регулятор, который в зависимости от значения температуры выдает управляющее воздействие на исполнительный механизм (МЭМ-10Б). Исполнительный механизм воздействует на золотник, с помощью которого регулируется производительность компрессора и тем самым изменяется температура в камере.

Рис. 6. Функциональная схема контура регулирования уровня жидкого аммиака в циркуляционном рессивере
– электрический сигнал;
– – пары аммиака;
– – жидкий аммиак.
Заполнение аммиаком в циркуляционного рессивера фиксируется поплавковыми реле уровня (ПРУ - 5), с которых электрический сигнал подается на регулятор. Далее регулятор в зависимости от уровня аммиака выдает управляющее воздействие на соленоидный вентиль, т.е. закрыть или открыть. Предусмотрен аварийный останов аммиачных насосов при аварийном уровне аммиака (15% от общего объема).
1.5.2 РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ КОНТУРОВ РГУЛИРОВАНИЯ
Определим неизменяемую часть контура регулирования:
1. Определим передаточную функцию исполнительного механизма:
Исполнительный механизм (ИМ) постоянной скорости может находиться только в трёх состояниях: перемещение регулирующего органа (РО) с постоянной скоростью S, неподвижность, перемещение РО в обратную сторону с постоянной скорость S. Без учёта времени разгона и торможения статическая характеристика dm/dt = f(Z) исполнительного механизма постоянной скорости с пусковым устройством является существенно нелинейной.

Рис.7 Статическая характеристика ИМ постоянной скорости
где, -
скорость перемещения РО; -
зона нечувствительности пускового устройства; - сигнал на выходе пускового устройства.
Её нельзя линеаризовать с достаточной для практических расчётов точностью при различных диапазонах изменения входного сигнала Z.
Однако такой исполнительный механизм может иметь достаточно близкие к линейным характеристики при релейно-импульсном изменении входного сигнала.
Подадим на вход исполнительного механизма с постоянной частотой вращения импульсы напряжения Zн
(см. рис. 7) с периодом следования Тпер
и скважностью:
g = Dtимп
/ Тпер ,
(1)
где, Тпер
= Dtимп
+ Dtпауз
(2)

Рис. 8. Характер перемещения ИМ постоянной скорости (б) при поступлении на его вход серии постоянных импульсов (а)
Dtимп
- длительность импульсов;
Dtпауз
- длительность пауз.
Во время поступления импульса исполнительный механизм будет перемещать РО с постоянной скоростью dm/dt = S = tg a (рис. 8, б). Во время пауз ИМ будет неподвижен.
При поступлении на ИМ серии импульсов характер его перемещения будет иметь вид, представленный на рис. 8, б.
Средняя скорость перемещения будет иметь равна:
dm/dt = tg a = Dtимп
S/T , (3)
или с учётом (1)
dm/dt = gS; (4)
Преобразовав (4) по Лапласу, получим
Wим(p) = M/
(p)/Г(p) = S/p; (5)
Таким образом исполнительный механизм можно представить интегрирующим звеном с передаточной функцией:
W(s) = 1/s×Тим
(6)
где, Тим
- постоянная времени исполнительного механизма постоянной скорости, время полного хода (расчётное время полного перемещения ИМ) которое по паспарту равно Тим
= 24с.
2. Определим уравнение регулирующего клапана.
Исходя из графика (рис. 9) характеристики регулирующего клапана получаем уравнение :
tga = Q/S, (7)
тогда уравнение регулирующего клапана:
W(s) = tga (8), т.е. W(s) = К (9)

Рис. 9. Характеристика регулирующего клапана
где, S – перемещение регулирующего органа;
Q – расход “ледяной воды” через регулирующий клапан.
3. Определение передаточной функции насосов “ледяной воды”
Давление на выходе насосов “ледяной воды” достигает нужной величины не мгновенно, а спустя некоторое время. По экспериментальным данным это время в среднем составляет 1,5 с. Можно сделать вывод, что компрессор является инертным объектом. Давление на выходе будет нарастать по зависимости полученной экспериментально и приведённой на рис. 10.
По графику (рис. 10), можно идентифицировать данный объект как апериодическое звено 1-го порядка с передаточной функцией:
W(s) = K/(Ts + 1 ). (10)
T = Tн
/ 3 = 0,5с; (11)
где, T - постоянная времени насоса “ледяной воды”;

Рис. 10. Характеристика насоса “ледяной воды”
Tн
- время за которое давление достигнет заданной величины (по экспери-
ментальным данным - 1,5 с).
K - коэффициент усиления насоса “ледяной воды”.
К =  = 0,45 (12) = 0,45 (12)
где,  - максимальное давление при полностью открытом регулировочном клапане, (по экспериментальным данным - 4,5 - максимальное давление при полностью открытом регулировочном клапане, (по экспериментальным данным - 4,5  ); );
 - расход “ледяной воды” через полностью открытый регулиро-вочный клапан (из паспорта - 10 - расход “ледяной воды” через полностью открытый регулиро-вочный клапан (из паспорта - 10  ). ).
Передаточная функция объекта имеет вид:
W(s) = 0,45/ (0,5s +1) (13)
Постоянной времени (время задержки) измерительного устройства (преобразователем электрическим Сапфир – 22ДИ) можно пренебречь, так как, оно очень мало по сравнению с постоянной времени объекта T, и не учитывать его в качестве звена в неизменяемой части объекта.
4. Выбор и настройка регулятора.
Исходя из графика статической характеристики ИМ постоянной скорос-ти (рис. 7) был выбран трехпозиционный регулятор. Путем моделирования в пакете “SIAM” были подобраны настройки регулятора (рис.11).

Рис.11. Математическая модель трехпозиционный регулятор
Таким образом получаем математическая модель контура регулирования “ледяной воды” (рис. 12).

Рис. 12. Математическая модель контура регулирования “ледяной воды”
-
сигнал задания; -
сигнал на выходе контура регулирования; - сигнал рассогласования.
Определим неизменяемую часть контура регулирования:
1.Определение передаточной функции исполнительного механизма
Производим аналогично тому, как это производилось в контуре регулирования давления “ледяной воды”:
исполнительный механизм можно представить реальным интегрирующим звеном с передаточной функцией:
W(s) = 1/s ×Тим
(14)
где, Тим
- постоянная времени исполнительного механизма постоянной скорости, время полного хода (расчётное время полного перемещения ИМ) которое по паспарту равно Тим
= 400с.
2.Определим передаточную функцию аммиачного компрессора.
Исходя из графика (рис. 13) характеристики аммиачного компрессора получаем уравнение: Р/S = tga, (15)
тогда уравнение аммиачного компрессора: W(s)= tga (16), т.е. W(s) = К=1 (17)

Рис. 13. Характеристика аммиачного компрессора
где, S – перемещение золотника;
Р – давление после аммиачного компрессора.
3. Определим передаточную функцию камеры хранения готовой продук-ции.
По экспериментальным данным получена характеристика камеры хранения готовой продукции, которая приведена на рис. 14.

Рис. 14. Характеристика камеры хранения готовой продукции
q – температура в камере хранения готовой продукции;
t – время.
По графику (рис. 14), можно идентифицировать данный объект как апериодическое звено 1-го порядка с передаточной функцией:
W(s) = K/(Ts + 1 ). (18)
T = Tк
/ 3 = 1120с; (19)
где, T - постоянная времени камеры хранения готовой продукции ;
Tк
- время за которое температура в камере достигнет заданной величины (по экспериментальным данным Tк
= 3360 с).
K - коэффициент усиления камеры хранения готовой продукции.
К = Dq / DS = 8 (20)
где, Dq - изменение температуры в камере хранения готовой продукции при открытии золотника на 50% (экспериментальным данным - 4 ); );
DS = 0,5 – изменение положения золотника от 0 до 50%.
Передаточная функция объекта имеет вид:
W(s) = 8/ (1120s +1) (21)
4. Определим передаточную функцию термометра сопротивления.
По экспериментальным данным получена характеристика термометра сопротивления, которая приведена на рис. 15.
Рис. 15. Характеристика термометра сопротивления
По графику (рис. 15), можно идентифицировать данный объект как апериодическое звено 1-го порядка с передаточной функцией:
W(s) = K/(Ts + 1 ); (22)
T = Tтс
/ 3 = 41,67с; (23)
где, T - постоянная времени термометра сопротивления;
Tтс
- время за которое температура термометра сопротивления достигнет заданной величины (по экспериментальным данным Tк
= 125 с).
K - коэффициент усиления камеры хранения готовой продукции.
К = 1, т.к. выходной сигнал термометра сопротивления имеет прямо-пропорционален измеряемой температуре.
Передаточная функция объекта имеет вид:
W(s) = 1/ (41,67s +1) (24)
5. Выбор и настройка регулятора.
Путем моделирования в пакете “SIAM” была проанализирована переходная характеристика объекта (камеры хранения готовой продукции) с различными регуляторами:
– с импульсным ПИД – регулятором (рис. 16)

Рис. 16. Математическая модель импульсного ПИД – регулятора
В результате моделирования в пакете “SIAM” была получена переходная
характеристика объекта регулирования (камеры хранения готовой продукции), приведенная на рис. 17.
Из графика переходная характеристика объекта регулирования были получены:
- время переходного процесса – 6912 с;
-
ошибка регулирования – » 11%.
На основе полученных данных делаем вывод, что импульсный ПИД – регулятор для контура регулирования температуры в камере готовой продукции по технологическим требованиям не подходит.

Рис. 17. Переходная характеристика камеры хранения готовой продукции
– с импульсным ПИ –регулятором (рис. 18)

Рис. 18. Математическая модель импульсного ПИ – регулятора
В результате моделирования в пакете “SIAM” была получена переходная
характеристика объекта регулирования (камеры хранения готовой продукции), приведенная на рис. 19.

Рис. 19. Переходная характеристика камеры хранения готовой продукции
Из графика переходная характеристика объекта регулирования были получены:
- время переходного процесса – 3552 с;
-
ошибка регулирования – » 0,004%.
На основе полученных данных делаем вывод, что импульсный ПИ – регулятор хорошо справляется с задачей регулирования температуры в камере готовой продукции. Таким образом получаем математическую модель контура регулирования температуры в камере хранения готовой продукции (см. рис.20).

Рис. 20. Математическая модель контура регулирования температуры в камере хранения готовой продукции
-
сигнал задания; -
сигнал на выходе контура регулирования; - сигнал рассогласования.

ъ

Продолжение рис. 21
  
 
Алгоритм регулирования уровня жидкого аммиака в циркуляционном рессивере приведен на рис.21 .
1.7 ВЫБОР И ОБОСНОВАНИЕ ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ
Приборы автоматики, входящие в состав системы автоматизации компрессорного цеха: поплавковые реле уровня, датчики-реле давления, датчики-реле температуры, термометры сопротивления, клапана регулировочные вполне удовлетворяют требованиям разрабатываемой системы автоматизации. При разработке системы автоматизации компрессорного цеха внедряются: программируемый контроллер, преобразователь измеренного давления.
1.7.1 ВЫБОР ПРЕОБРАЗОВАТЕЛЯ ДАВЛЕНИЯ
При выборе преобразователя измеренного давления был проведен анализ номенклатуры, выпускаемых измерительных преобразователей. В итоге был сделан вывод, что преобразователи серии САПФИР-22 по своим характеристикам более предпочтителен. Кроме того они уже имеются в требуемом количестве на складе, т.е. их уже не нужно закупать, что в наше время не маловажно.
1.7.1.2 КРАТКАЯ ХАРАКТЕРИСТИКА ПРЕОБРАЗОВАТЕЛЯ ДАВЛЕНИЯ САПФИР-22
Датчика давления преобразователя "САПФИР-22" установлен на трубопроводе после насосов “ледяной воды”. Электронный блок датчика преобразует изменение давления в стандартный сигнал постоянного тока. Чувствительный элемент, как правило, защищен от измеряемой среды с помощью гофрированной металлической мембраны, изготовляемой из коррозийно-стойких материалов. Отличительной особенностью дифманометров серии “САПФИР-22” является то, что их выпускают в виде многопредельных приборов с возможностью настройки без изменения каких-либо конструктивных элементов на максимальный, минимальный и промежуточный пределы.
Работа датчиков давления заключается в следующем. Измеряемое давление воздействует на воспринимающий элемент-мембрану. Последняя деформируется и передает воздействие через шток (передающий элемент) на балку (упругий элемент). Деформация упругого элемента вызывает механическое напряжение в тензорезисторах. Принципиально новые возможности улучшения тензорезистивных преобразователей открылись при их изготовлении на основе гетероэпитаксиальных пленок кремния на сапфире. Сапфир как материал для изготовления упругого элемента пленочного тензопреобразователя превосходит кремний, благодаря своим более высоким упругим, прочностным, термохимическим свойствам, высокой теплопроводности, прозрачности, а главное – он диэлектрик, способный сохранять свойства хорошего изолятора в широком диапазоне температур, в том числе превышающих 1300 К. Высокая чувствительность тензорезисторов позволяет значительно уменьшить рабочие прогибы мембраны и удерживать их в пределах интервала значений, соответствующих линейной зависимости изменения деформации, что способствует повышению точности измерений и линейности шкалы преобразователей. Сапфир обладает способностью пайки с металлами, а это обеспечивает жесткое его присоединения к металлическому основанию без применения пластичных клеевых слоев. Жесткое присоединение исключает гистерезисы и повышает точность измерений. Следует отметить высокую временную стабильность преобразователей на основе структур кремния на сапфире, а также их высокое быстродействие.
Технические характеристики выбранного преобразователя давления:
- модель – Сапфир 22ДИ;
- климатическое исполнение – Т3;
- температурный диапазон – (–10…+55 ); );
- класс точности – 0,25;
- верхний предел измерения – 0,6 МПа;
- выход токовый сигнал – 4-20мА.;
- питание – 36В.
В результате, анализа набора датчиков системы автоматизации компрессорного цеха, сделан вывод, что для оперативного контроля и управления компрессорным цехом в составе внедряемого контроллера должны быть:
аналоговые входы - 8;
дискретные входы - 42;
дискретные выходы – 22.
1.7.2 ВЫБОР КОНТРОЛЛЕРА
Для выбора типа контроллера также был проведен анализ существующих контроллеров различных иностранных и отечественных производителей. Были рассмотрены предложения фирм:
- ЭМИКОН (ЭК-2000);
- OMRON (CVM1);
- SIEMENS (Simatic S7-400).
Состав и цены промышленных контроллеров выше перечисленных фирм приведены в:
- таблице № SIEMENS (Simatic S7-400);
- таблице № OMRON (CVM1);
- таблице № ЭМИКОН (ЭК-2000).
Таблица № 3
SIEMENS (Simatic S7-400)
| Назначение устройств и программных средств
|
Тип устройств и программных средств
|
Кол-во
|
Цена USD
|
Стоимость USD
|
| Базовый комплект, включающий центральный модуль, блоки питания, каркасы и межблочные устрой-ства сопряжения
|
CVM1-CPU11-
EV2
CVM1-ВС 103
CVM1-PA208
CVM1-BI064
CV500-CN312
|
1
1
2
1
1
|
1349
358
315
249
249
|
1349
358
630
249
249
|
| Модуль ввода аналоговых сигналов
|
C500-AD501
|
1
|
1421
|
1421
|
| Модуль ввода дискретных сигналов
|
3G2A5-ID218
|
1
|
232
|
232
|
| Модуль вывода дискретных сигналов
|
3G2A5-OC224
|
2
|
429
|
858
|
| Сетевой модуль
|
CV500-SLR21
|
1
|
1969
|
1969
|
| ИТОГО стоимость контроллера:
|
7315
|
| Средства программирования контролле-ров
|
S4SWIN-V3.1
|
1
|
373
|
373
|
| ИТОГО стоимость программно-технического комплекса:
|
7688
|
| Упаковка, транспортировка, растаможивание( 18%):
|
3173
|
| ИТОГО стоимость ПТК со склада в Москве (USD):
|
10861
|
Таблица № 4
OMRON (
CVM1)
| Назначение устройств и программных средств
|
Тип устройств и программных средств
|
Кол-во
|
Цена USD
|
Стоимость USD
|
| Базовый комплект, включающий центральный модуль, блоки питания, каркасы и межбло-чные устройства сопряжения
|
CVM1-CPU11-
EV2
CVM1-ВС 103
CVM1-PA208
CVM1-BI064
CV500-CN312
|
1
1
2
1
1
|
1349
358
315
249
249
|
1349
358
630
249
249
|
| Модуль ввода аналоговых сигналов
|
C500-AD501
|
1
|
1421
|
1421
|
| Модуль ввода дискретных сигналов
|
3G2A5-ID218
|
1
|
232
|
232
|
| Модуль вывода дискретных сигналов
|
3G2A5-OC224
|
2
|
429
|
858
|
| Сетевой модуль
|
CV500-SLR21
|
1
|
1969
|
1969
|
| ИТОГО стоимость контроллера:
|
7315
|
| Средства программирования контрол-леров
|
S4SWIN-V3.1
|
1
|
373
|
373
|
| ИТОГО стоимость программно-технического комплекса:
|
7688
|
| Упаковка, транспортировка, растаможивание( 18%):
|
3173
|
| ИТОГО стоимость ПТК со склада в Москве (USD):
|
10861
|
Таблица № 5
ЭМИКОН (ЭК-2000)
| Назначение устройств и программных средств
|
Тип устройств и программных средств
|
Кол-во
|
Цена USD
|
Стоимость USD
|
| Базовый комплект, включающий центральный модуль, блоки питания, каркасы и межбло-чные устройства сопряжения
|
CPU-03A
С1М-4851
CIM-232N
OS-188
PU-01A
SU-06
СС-14-01
|
1
1
1
1
1
1
1
|
360
78
24
50
286
268
195
|
360
78
24
50
286
268
195
|
| Модуль ввода аналоговых сигналов
|
AI-03А
|
1
|
576
|
576
|
| Модуль ввода дискретных сигналов
|
DI-04A
|
1
|
96
|
96
|
| Модуль вывода дискретный сигналов
|
DO-01A
|
2
|
184
|
368
|
| Сетевой модуль
|
С-02А
|
1
|
480
|
480
|
| ИТОГО стоимость контроллера:
|
2486
|
| Средства программирования контроллеров
|
CONT-Designer
|
1
|
300
|
300
|
| ИТОГО стоимость ПТК со склада в Москве (USD):
|
2786
|
Как видно из таблиц стоимость контроллеров ЭК-2000 при одинаковой конфигурации намного ниже, чем контроллеры CVM1 и Simatic S7-400,особенно это актуально в настоящее время. Исходя из выше сказанного, выбираем контроллер фирмы ЭМИКОН ЭК-2000. Технические характеристики этого контроллера удовлетворяют требованиям системы управления и достаточны для ее нормального функционирования.
Программируемые контроллеры серии ЭК-2000 предназначены для использования в системах управления, где предъявляются повышенные требования к надежности, к защите систем управления от воздействия пыли, брызг, агрессивных сред, к работоспособности в широком диапазоне температур и воздействия вибрации.
Конструктивно контроллеры серии ЭК-2000 состоят из блока вычислительного, блока питания, панели оператора, панели кроссовой, модулей связи с объектом, шкафа или щита.
В состав блока вычислительного входят: каркас с объединительным модулем, модуль центрального процессорного устройства, модуль питания.
В каркас блока вычислительного устанавливаются модули центральный и питания, а также модули связи с объектом. Так как в модулях применены электронные элементы с малым потреблением энергии, отпадает необходимость в принудительной вентиляции (то есть в конструкции отсутствуют вентиляторы), что существенно упрощает эксплуатацию и увеличивает надежность контроллеров. Все модули блока вычислительного выполнены на печатных платах размером 260Х100 мм с двумя разъемами, одним системным и одним для подключения сигналов объекта. Блок питания обеспечивает питание +24 В блока вычислительного и дискретных входных и выходных устройств пользователя.
Панель кроссовая с клеммными соединителями служит для монтажа пользовательских кабелей сечением 2,5 кв.мм и позволяет располагать их в монтажных коробках. В качестве защитных кожухов используются шкафы и щиты производства завода СПУ (г. Санкт-Петербург) различных модификаций.
1.7.3.2 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОНТРОЛЛЕРА ЭК-2000
1. Центральный модуль CPU-03А:
- процессор I80C188EB (20 МГц);
- системная ПЗУ (32 Кб);
- пользовательская ПЗУ (256 Кб);
- энергонезависимая ОЗУ (128 Кб);
- энергонезависимый таймер и календарь;
- интерфейс RS 232;
- интерфейс RS 485.
2. Модуль ввода дискретных сигналов DI-04A:
- максимальное входное напряжение Uвх.mах. = 5В;
- количество дискретных каналов постоянного тока N=48;
- без гальванической развязки.
3. Модуль вывода дискретных сигналов DO-01A:
- максимальное входное напряжение Uвх.mах. = 24В;
- количество дискретных каналов постоянного тока N=48;
- электронная защита от короткого замыкания выхода;
- активная и индуктивная нагрузки;
- максимальный ток нагрузки I=2А.
4. Модуль ввода аналоговых сигналов АI-03А:
- двенадцатиразрядный аналого-цифровой преобразователь;
- количество аналоговых каналов N=8;
- возможность подачи на входы как для стандартных сигналов, так и для сигналов термопар и сопротивлений,
- возможность подключения до 9 расширителей;
5. Модуль сетевой высокого быстродействия С-02А:
- процессор 80С188ЕВ;
- ОЗУ (8Кб);
- интерфейс RS 485;
- быстродействие (2,5 Мбод при расстоянии до 100 м, 500 Кбод при расстоянии до 1500 м).
Электропитание контроллера осуществляется от однофазной сети переменного тока напряжением 220 В с допускаемым отклонением +10% -15% от номинального значения и частотой 50 Гц.
Рабочие условия эксплуатации:
- температура окружающего воздуха от –10 до +60 С (без конденсации влаги);
- относительная влажность воздуха 95% при температуре +30 С;
- атмосферное давление от 84 до 107 кПа.
1.7.4 ВЫБОР ИНЖЕНЕРНОЙ СТАНЦИИ
1.7.4.1. ТРЕБОВАНИЯ К ИНЖЕНЕРНОЙ СТАНЦИИ
Для программирования ЭК-2000 необходима инженерная станция удовлетворяющая следующим требованиям:
- IBM PC AT 386 и выше;
- размер ОЗУ - 4Мбайт или более (размер свободной XMS-памяти - не менее 3 Мбайт);
- операционная система MS-DOS версии 5.00 или выше.
С учетом требований к инженерной станции был произведен выбор:
- IBM PC Pentium 200;
- размер ОЗУ - 32Мбайт;
- операционная система MS-DOS версии 6.22.
Требуемая инженерная станция, операционная система уже есть в наличии, т.е. их закупать не надо, что не маловажно в наше время.
1.8 ВЫБОР СИСТЕМНОГО ОБЕСПЕЧЕНИЯ
В качестве системного обеспечения выступает система разработки прикладного программного обеспечения CONT-Designer.
1.8.1 КРАТКОЕ ОПИСАНИЕ СИСТЕМЫ CONT-Designer
Интегрированная система CONT-Designer разработана и реализована фирмой "ЭМИКОН" и предназначена для разработки прикладного программного обеспечения контроллеров серии ЭК-2000.
Интегрированная система разработки (ИСР) прикладного ПО CONT-Designer включает пользовательский язык программирования (ЯП) Turbo-CONT, библиотеку прикладных функций, набор сервисных программ, а также интегрированную среду, содержащую текстовый редактор, транслятор ЯП и систему отладки.
Программа, написанная на ЯП Turbo-CONT, работает под управлением операционной системы ОS-188, которая располагается в ППЗУ центрального процессорного модуля контроллера и обеспечивает самодиагностику контроллера, ввод значений пользовательских переменных с клавиатуры панели оператора и вывод их на индикацию, связь с персональной ЭВМ (ПЭВМ) при отладке программы, а также взаимодействие со SCADA-системами.
Разработанный ЯП Turbo-CONT является проблемно-ориентированным текстовым языком высокого уровня, т.е. содержит специальные операторы и структуры данных, отражающие специфику задач управления технологическими процессами. Язык программирования Turbo-CONT можно определить также как язык структурированного текста. Особое внимание при его разработке было уделено повышению наглядности представления технологической программы, а также легкости освоения и изучения языка.
Синтаксис разработанного ЯП Turbo-CONT позволяет при создании ПО использовать методы структурного, процедурного и модульного программирования, применение которых позволяет легко понимать структуру программы, осуществлять ее отладку и модификацию.
Метод модульного программирования, при котором логически связанные процедуры и подпрограммы оформляются в отдельные модули, позволяет создавать достаточно крупные проекты и использовать метод групповой разработки.
Для обеспечения еще большей ясности структуры алгоритма, лежащего в основе программы, в ЯП Turbo-CONT используются внутренние и внешние комментарии.
Для задания конфигурации контроллера, описания переменных и символических констант в интегрированной среде используется сервисная программа "Конфигуратор", которая значительно упрощает этот процесс, снижает временные затраты и исключает вероятность допущения ряда ошибок, таких как совпадающие имена или номера переменных, задание недопустимых номеров или значений, совпадающее или недопустимое расположение различных устройств связи с объектом или портов ввода-вывода и т.д.
Количество используемых в программе переменных ограничивается лишь размером памяти данных контроллера (63 Кбайт). Кроме того, имеется возможность выделения блоков в дополнительном сегменте памяти данных контроллера.
Представление таймера в виде структуры, полями которой являются регистр уставки, счетчик временных интервалов, биты состояния и управления, позволяет организовать работу с таймерами таким образом, что возможен доступ как к их абсолютным показаниям, так и к их состояниям типа "старт/стоп", "счет/нуль", "сработал/не сработал". Этот подход дает возможность использовать таймеры в логических выражениях.
В язык Turbo-CONT осознанно не включен механизм косвенной адресации, приводящий к потенциальной ненадежности технологических программ, соответственно не реализован и такой тип данных, как указатели. Тем не менее при написании программы имеется возможность использования в качестве операндов абсолютных адресов и порядковых номеров переменных. Для этого к переменным применяются специальные унарные операции извлечения адреса "$" и номера "#".
В языке имеется также возможность работы с 32 – разрядными числами, заданными в формате с плавающей точкой (вещественными числами), которые физически располагаются в двух соседних регистрах. Для записи вещественных чисел в регистры и выполнения арифметических действий над такими числами используются специальные функции.
В ЯП Turbo-CONT включен ряд операторов, в том числе и структурированных управляющих конструкций, характерных для большинства универсальных языков высокого уровня. Кроме того, в ЯП Turbo-CONT используются также специальные операторы, введение которых связано со спецификой задач управления технологическими процессами (для исключения зависания программы и подачи на дискретные выходы ложных сигналов, обеспечения корректного входа в программу после ее сброса и т.д.).
Важной особенностью задач управления технологическими процессами является необходимость гибкого переключения задач и оперативного реагирования на возникновение различных ситуаций. Также часто возникает необходимость в параллельном выполнении нескольких задач. Для удовлетворения этим требованиям ЯП Turbo-CONT имеет развитый механизм программного и аппаратного прерывания обычного хода выполнения программ при наступлении некоторого события.
Функциональные возможности разработанной ИСР ПО CONT-Designer значительно расширяются благодаря включению набора библиотек, содержащих объектные коды наиболее часто используемых в технологических программах стандартных функций и драйверов, реализующих арифметику с плавающей точкой, ПИД- и ПДД2-регуляторы, фильтрацию, линеаризацию, масштабирование измеренных значений, инициализацию и чтение таймера реального времени, работу с архивами и массивами переменных, с модулями аналогового ввода-вывода и другие возможности. Открытый формат оформления функций и драйверов позволяет пользователям ИСР ПО CONT-Designer самостоятельно расширять его возможности путем написания собственных функций и драйверов для дальнейшего использования их в программе.
При управлении сложными дискретными процессами возникает необходимость вычисления в пользовательской программе сложных логических выражений, в которых операндами являются битовые переменные (дискретные входы и выходы, флаги, таймерные биты). Для обеспечения такой возможности в ЯП Turbo-CONT применяется булева алгебра.
Поскольку при управлении технологическими процессами время реакции контроллера на входную информацию часто является критическим, в качестве метода трансляции при реализации ЯП Turbo-CONT использована компиляция. При включении соответствующей опции компилятора в интегрированной среде или в командной строке пользователь может получить промежуточные представления программных модулей, в которых после каждой команды ЯП Turbo-CONT следует ее перевод на язык ассемблера.
Транслятор ЯП Turbo-CONT, а также редактор исходных текстов и система отладки объединены в единую интегрированную среду, что заметно упрощает и ускоряет процесс создания прикладных программ. Для ускорения написания исходного текста программы в редакторе предусмотрена возможность работы с шаблонами.
Если в процессе компиляции не обнаружено ошибок, формируются исполняемые файлы, которые автоматически загружается в память контроллера. Соединение ПЭВМ с контроллером при загрузке и отладке программы может быть двухточечным и осуществляться через последовательный интерфейс RS-232, а также сетевым. В последнем случае связь осуществляется по интерфейсу RS-485 через специальные сетевые модули и к ПЭВМ может быть подключено несколько контроллеров, удаленных от нее на значительное расстояние.
При отладке программы пользователю доступны такие стандартные возможности, как исполнение в непрерывном и пошаговом режимах, с остановом на контрольных точках; отображение и модификация переменных. Отображение значений выбранных переменных возможно во всех режимах исполнения программы, в том числе и в непрерывном.
2.1 АНАЛИЗ УСЛОВИЙ ТРУДА
Охрана труда – система законодательных, социально-экономических, организационных, технических, санитарно-гигиенических мероприятий по созданию условий, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Техника безопасности – система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов.
Опасный производственный фактор - производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме или к другому внезапному резкому ухудшению здоровья.
Условия труда - совокупность факторов, оказывающих воздействие на человека и результаты его труда. Одной из важнейших характеристик условий труда является наличие опасных и вредных производственных факторов.
Опасный производственный фактор может привести к случаю травматизма, вредный – к профессиональному заболеванию.
К опасным производственным факторам компрессорном в цехе относят:
- пожароопасность;
- электрический ток;
- загазованность.
Вредными производственными факторами являются:
- шум;
- вибрация.
2.1.1.1 ПОЖАРООПАСНОСТЬ
Противопожарная защита - это комплекс организационных и технических мероприятий, направленных на обеспечении предотвращении пожара, ограничение его распространения, а так же создания условий для успешного тушения пожара.
Пожары в помещениях с автоматически работающими устройствами представляют собой достаточную опасность, так как сопряжены с большими потерями. Как известно пожар может возникнуть при взаимодействии горючих веществ, окислителя и источника зажигания. В данных помещениях присутствуют все три фактора, необходимые для возникновения пожара:
- горючими компонентами в этих помещениях являются: масло компрессорное, пары аммиака (при объемном содержании аммиака свыше 11% и наличии открытого пламени начинается его горение), перегородки, двери, изоляция проводов, пластиковые компоненты схем и т. п.;
- окислителем является кислород воздуха;
- источниками зажигания могут быть выделения тепла проводами при протекании по ним электрического тока или электрическая дуга которая может возникнуть в случае короткого замыкания.
Одной из наиболее важных задач пожарной защиты является защита строительных помещений от разрушений и обеспечение их достаточной прочности в условиях воздействия высоких температур при пожаре. Учитывая высокую стоимость электронного оборудования, а также категорию его пожарной опасности, помещение для данного оборудования и части здания другого назначения, в которых предусмотрено размещение дорогостоящего оборудования должны быть 1 и 2 степени огнестойкости.
К средствам тушения пожара, предназначенных для локализации небольших возгораний, относятся пожарные стволы, внутренние пожарные водопроводы, огнетушители, сухой песок, асбестовые одеяла и т. п.
Для тушения пожаров на начальных стадиях широко применяются огнетушители. По виду используемого огнетушащего вещества огнетушители подразделяются на следующие основные группы:
- пенные огнетушители, применяются для тушения горящих жидкостей, различных материалов, конструктивных элементов и оборудования, кроме электрооборудования, находящегося под напряжением.
- газовые и порошковые огнетушители применяются для тушения жидких и твердых веществ, а также электроустановок, находящихся под напряжением.
В помещениях с работающими электроустановками применяются главным образом углекислотные и порошковые огнетушители, достоинством которых является высокая эффективность тушения пожара, сохранность электронного оборудования, диэлектрические свойства углекислого газа и тушащего порошка, что позволяет использовать эти огнетушители даже в том случае, когда не удается обесточить электроустановку сразу.
В целях экономии средств бюджета предприятия лучше использовать порошковые, так как они дешевле.
Для обнаружения начальной стадии загорания и оповещения службы пожарной охраны используют системы автоматической пожарной сигнализации (АПС). Кроме того, они могут самостоятельно приводить в действие установки пожаротушения, когда пожар еще не достиг больших размеров. Строительная часть помещений компрессорного цеха должна соответствовать требованиям действующих СНиП. Помещение компрессорного цеха должно быть оборудовано приточно-вытяжной вентиляцией.
К противопожарному инвентарю и устройствам должны предъявляться требования установленные «Правилами пожарной безопасности»:
- Весь пожарный инвентарь, противопожарное оборудование и первичные средства тушения пожара должны содержаться в исправном состоянии, находиться на видном месте; при надобности в любое время суток к ним должен быть обеспечен беспрепятственный доступ.
- Все стационарные и переносные средства пожаротушения должны периодически проверяться и испытываться.
- Отверстия в перекрытиях, через которые проходят кабели или волноводы, должны быть плотно закрыты асбестом и герметизированы цементным раствором или другим несгораемым материалом.
2.1.1.2 ЭЛЕКТРИЧЕСКИЙ ТОК
Современное производство характеризуется широким применением различных электроустановок. В этой связи большое значение в общей системе мероприятий по охране труда приобретают вопросы обеспечения электробезопасности. Электроустановки и их части должны быть выполнены таким образом, чтобы люди, обслуживающие их, не подвергались опасным и вредным воздействиям электрического тока и соответствовать требованиям электробезопасности в течение всего срока службы.
Одним из основных факторов риска в промышленных помещениях является опасность поражения технического персонала электрическим током. Напряжение питающей сети 220/380В - напряжение опасное для человеческой жизни. Поэтому следует провести заземление внутри помещения и заземлить металлические корпуса элементов установки. Для выделения электроопасных участков помещения следует окрасить шину заземления в соответствии с ГОСТом рядом с розетками, к которым подведено напряжение 220/380В и нанести красной краской надпись: "220 V" или "380 V". При дальнейшей эксплуатации своевременно производить проверку контура заземления.
2.1.1.3 ЗАГАЗОВАННОСТЬ
В качестве хладоагента в системах охлаждения принят аммиак. Аммиак бесцветен и обладает характерным резким раздражающим запахом (нашатырного спирта). При атмосферном давлении и температуре выше минус 33,4°С аммиак находится в газообразном состоянии. Он относится к сжиженным газам и промышленностью выпускается в жидком виде. При испарении жидкого аммиака в атмосферу температура его может понизиться до минус 67°С. Токсические свойства аммиака (для людей) приведены в таблице №3.
Таблица № 6
Токсичные свойства аммиака
| Объемное содержание аммиака в воздухе, %( ) )
|
| Предельно допустимое в рабочей зоне
|
0,0028(20)
|
| Не вызывающее последствий после
Пребывания в течение 60 мин
|
0,035(250)
|
| Опасное для жизни
|
0,05-0,1(350-700)
|
| Вызывающее смертельный исход при
Воздействии в течение 30-60 мин
|
0,21-0,39(1500-2700)
|
| Аммиак даже при незначительных концентрациях обладает предупреждаю-
Мим запахом и оказывает раздражающее воздействие на глаза и слизистые оболочки носоглотки при содержании в воздухе, %(мг/м3
)
|
| Порог восприятия обонянием
|
0,0007-0,005(5-35)
|
| Ощущение раздражения слизистых оболочек
|
(100)
|
| Немедленное раздражение, мг/м3
|
| Горла
|
280
|
| Глаз
|
490
|
Жидкий аммиак вызывает ожоги кожи, а его пар — эритемы кожи. Большую опасность представляет попадание аммиака в глаза.
В компрессорном цехе в полном комплекте должны средства индивидуальной химической защиты. Кроме того должна присутствовать автоматическая система контроля уровня загазованности и оповещения об аварийных утечках аммиака в помещениях и на близь лежащей территории.
2.1.2 ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
2.1.2.1 ШУМ И ВИБРАЦИЯ
Шум естественным образом сопутствует технологическому процессу компрессорного цеха. Его источниками являются электродвигатели, аммиачные компрессора и насосы.
Вибрация - ощущаемые человеческим организмом низкочастотные колебания твердых тел. Наиболее мощными источниками вибрации компрессорном цехе являются агрегаты винтовые компрессорные с присоединенной к ним сетью трубопроводов.
Повышение уровня шума на рабочих местах неблагоприятно сказывается на организме человека и результатах его деятельности. При длительном воздействии шума снижается острота слуха, изменяется кровяное давление, ослабляется внимание, ухудшается зрение, происходят изменения в двигательных центрах, вызывающие нарушение координации движений. Увеличение шума с 76 до 96 дБ снижает производительность физического труда на 20 - 22 %, а умственного - более чем на 40 %. Значительно увеличивается расход энергии при одинаковой физической нагрузке. Интенсивный шум и в особенности вибрация являются причиной патологических изменений сердечно-сосудистой системы, желудка и ряда других функциональных нарушений в организме человека. Мерами по снижению и ликвидации неблагоприятного воздействия на организм человека повышенного уровня шума и вибрации являются:
- своевременное техническое обслуживание и ремонт оборудования и других источников шума и вибрации (снижение трения, устранение соударений и дисбаланса движущихся масс);
- использование звукоизолирующих и звукопоглощающих материалов;
- использование средств индивидуальной защиты (противошумные вкладыши "Беруши", наушники и шлемы).
Расследованию и учету подлежат несчастные случаи: травмы, острые профессиональные заболевания и отравления, тепловые удары, ожоги, обморожения, утопления, поражения молнией, повреждения в результате контакта с животными и насекомыми, а также иные повреждения здоровья при стихийных бедствиях (землетрясениях, оползнях, наводнениях, ураганах и другое), происшедшие:
- при выполнении трудовых обязанностей (в том числе во время командировки), а также при совершении каких-либо действий в интересах предприятия, хотя бы и без поручения администрации;
- в пути на работу или с работы на транспорте предприятия, сторонней организации, предоставившей его согласно договору (заявке);
- на территории предприятия или в ином месте работы в течение рабочего времени, включая установленные перерывы; в течение времени, необходимого для приведения в порядок орудий производства, одежды и тому подобное перед началом или по окончании работы;
- во время проведения субботника (воскресника), независимо от места его проведения, оказании шефской помощи предприятием;
- при авариях на производственных объектах, оборудовании;
- на транспортном средстве, территории вахтового поселка, с работником, который находился на сменном отдыхе;
- в рабочее время на общественном транспорте или по пути следования пешком с работником, чья деятельность связана с передвижением между объектами обслуживания, а также во время следования к месту работы по заданию администрации;
- в рабочее время на личном легковом транспорте при наличии распоряжения администрации на право использования его для служебных поездок или по поручению администрации;
- в рабочее время из-за нанесения телесных повреждений другим лицом либо преднамеренного убийства работника при исполнении им трудовых обязанностей.
Не подлежат учету случаи естественной смерти, самоубийства, а также травмы, полученные пострадавшими при совершении ими преступлений. Несчастный случай на производстве, вызвавший у работника потерю трудоспособности не менее одного дня или необходимость его перевода на другую работу на один день и более в соответствии с медицинским заключением, оформляется актом формы Н-1. Администрация предприятия обязана выдать пострадавшему или лицу, представляющему его интересы, акт формы Н-1 о несчастном случае, оформленный на русском языке или государственном языке союзной республики, снабженный переводом на русский язык, не позднее трех дней с момента окончания по нему расследования. Ответственность за правильное и своевременное расследование и учет несчастных случаев на производстве, составление актов формы Н-1, разработку и реализацию мероприятий по устранению причин несчастного случая несет руководитель предприятия (структурного подразделения).
О каждом несчастном случае на производстве пострадавший или очевидец в течение смены должен сообщить непосредственному руководителю, который обязан:
- срочно организовать первую помощь пострадавшему и его доставку в медсанчасть (здравпункт) или другое лечебное учреждение;
- сообщить о случившемся руководителю подразделения;
- сохранить до начала работы комиссии по расследованию обстановку на рабочем месте и состояние оборудования таким, каким они были в момент происшествия (если это не угрожает жизни и здоровью окружающих работников и не приведет к аварии). Руководитель подразделения, где произошел несчастный случай, обязан немедленно сообщить о случившемся руководителю и председателю профсоюзного комитета предприятия. Медсанчасть (здравпункт, поликлиника) в течение суток информирует руководителя и профсоюзный комитет обслуживаемого предприятия о каждом несчастном случае с работающими, обратившимися за помощью, в том числе о несчастных случаях, происшедших с командированными и работниками сторонних организаций, производящими работы на производственных объектах предприятия.
В компрессорном цехе можно выделить следующие виды происшествий, которые могут привести к несчастному случаю:
- воздействие движущихся, разлетающихся, вращающихся предметов и деталей;
- поражение электрическим током;
- воздействие аммиака;
- нервно-психические нагрузки;
- прочие.
Машинист компрессорного цеха по роду своей деятельности может получить травмы, обслуживая следующее оборудование:
- агрегаты винтовые компрессорные;
- насосы;
- специальное технологическое оборудование;
- и т.д.
2.3 МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА В КОМПРЕССОРНОМ ЦЕХЕ
К обслуживанию аммиачных холодильных установок (АХУ) допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и имеющие документ об окончании специального заведения или курсов.
Вновь поступающие на предприятие рабочие, специалисты и служащие, деятельность которых будет связана с непосредственным обслуживанием АХУ, должны дополнительно проходить тестирование на профессиональную пригодность по методикам, разработанным специализированными организациями и согласованными с Госгортехнадзором России.
К самостоятельному обслуживанию АХУ в качестве младшего и руководящего состава оперативного персонала допускаются только лица, прошедшие под руководством опытного наставника стажировку (дублирование) на рабочем месте сроком не менее 1 месяца и сдавшие экзамен на допуск к самостоятельной работе. Допуск к стажировке и самостоятельной работе оформляется распоряжением по предприятию.
Персонал, независимо от квалификации и занимаемой должности, имеющий отношение к обслуживанию АХУ, не допускается к работе без знания плана локализации аварийных ситуаций (ПЛАС) на рабочем месте.
Периодическую плановую проверку знаний обслуживающего персонала по безопасной эксплуатации АХУ и ПЛАСа следует проводить не реже 1 раза в 12 мес.
Проверка знаний требований правил безопасности у руководителей и специалистов осуществляется в соответствии с действующим Положением о порядке проверки знаний правил, норм и инструкций по безопасности у руководящих работников и специалистов предприятий, организаций и объектов, подконтрольных Госгортехнадзору России.
Руководители и специалисты, ответственные за безопасную эксплуатацию АХУ, проходят 1 раз в три года аттестацию в порядке, установленном Госгортехнадзором России.
Проведение учебных ежемесячных тренировок и ежеквартальных тревог по опасным режимам работы и возможным авариям АХУ должно осуществляться по программе и графику, утвержденным руководителем предприятия или главным инженером. Тематика проведения тренировок и тревог должна пересматриваться ежегодно.
Администрация и собственник предприятия обязаны обеспечить холодильные установки необходимым штатом обслуживающего персонала.
Холодильная установка должна обслуживаться не менее чем двумя машинистами в смену, если другое не предусмотрено специальными документами, согласованными с Госгортехнадзором России. В случае прекращения холодоснабжения и выключения этой установки допускается ее обслуживание одним машинистом в смену.
Запрещается использовать посуточный график работы дежурной смены оперативного персонала.
В машинном отделении на видном месте должны быть вывешены:
- технологическая схема аммиачной холодильной установки с пронумерованной запорной арматурой и кратким пояснением ее функционального назначения;
- план размещения основного холодильного оборудования, трубопроводов и отсечной запорной арматуры;
- режимная карта работы АХУ;
- инструкция по остановке холодильной установки и действиях при возникновении аварийных ситуаций;
- инструкция по действию персонала при пожаре;
- список должностных лиц и спецподразделений, которые должны быть немедленно извещены об аварии или пожаре;
- указатели местонахождения средств индивидуальной защиты.
В месте постоянного пребывания дежурной смены машинистов должны быть суточный журнал установленного образца, инструкции по безопасному обслуживанию холодильной установки охлаждающих устройств контрольно-измерительных приборов и автоматики годовые месячные графики проведения планово-предупредительного ремонта, а также план локализации аварийных ситуаций.
Лица, допустившие нарушение правил внутреннего распорядка, также курение не в отведенном для этого месте и распитие спиртных напитков на территории предприятия в рабочее и не рабочее время, наказываются в административном порядке.
Машинист компрессорного цеха обязан:
- при обслуживании оборудования руководствоваться правилами устройства и безопасной эксплуатации аммиачных холодильных установок;
- в случае получения травмы и обнаружении неисправности оборудования,
- приспособлений и инструмента известить об этом начальника или
- мастера;
- уметь оказать первую (доврачебную) помощь пострадавшим при
- травмировании, отравлении;
- знать и соблюдать правила личной гигиены при выполнении и окончании работы.
В зависимости от тяжести последствий к которым привело нарушение данной инструкции машинист компрессорного цеха несет административную, дисциплинарную или уголовную ответственность.
Прием дежурства:
Машинист компрессорного цеха перед началом дежурства, время которого определено графиком, утвержденным начальником района обязан:
- ознакомиться с записями в суточном журнале;
- проверить исправность всего оборудования, средств защиты, исправность аварийного освещения, телефонной связи, пожаротушения и автоматики безопасности, предохранительных клапанов;
- проверить проходы, необходимые для обслуживания оборудования, подходы к средствам пожаротушения и свободное открывание выходных дверей;
- все замечания и неисправности заносить в суточный журнал и доложить мастеру;
- смена считается принятой с момента росписи в журнале о приеме смены;
- при выявлении нарушений правил по технике безопасности на рабочем месте к работе не приступать.
2.3.2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
Машинист компрессорного цеха во время дежурства обязан:
- не оставлять работающее оборудование без надзора;
- содержать помещение компрессорного цеха, оборудование в исправном состоянии и надлежащей чистоте;
- не допускать посторонних лиц в помещение теплового пункта без разрешения администрации предприятия;
- следить, чтобы проходы к оборудованию были свободными, а двери легко открывались наружу;
- во время аварии принимать участие в устранении ее последствий;
2.3.3 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ
Во время сдачи дежурства машинист компрессорного цеха обязан:
- проверить наличие средств защиты пожаротушения;
- проверить состояние работающего оборудования, показания КИП;
- проверить наличие рабочей документации и журналов;
- привести в порядок и надлежащую чистоту оборудование и помещение компрессорного цеха;
- сдать смену путем совместного тщательного осмотра с принимающим
смену всего обслуживаемого оборудования.
В целом организация охраны труда в компрессорном цехе находится на соответствующем уровне. Однако по неосторожности или халатности обслуживающего персонала возможно нарушение техники безопасности. Для избежания нарушения техники безопасности необходимо провести ряд организационно-технических мер:
- усилить контроль за соблюдением техники безопасности;
- провести разъяснительную работу;
- усилить меры наказания за нарушение техники безопасности (вплоть до увольнения);
- ускорить темпы внедрения автоматизированных систем способствующих уменьшению аварий и контролю за соблюдением техники безопасности.
4.1 ОРГАНИЗАЦИОННАЯ СТРУКТУРА УПРАВЛЕНИЯ КОМПРЕС-СОРНЫМ ЦЕХОМ
Компрессорный цех молочного комбината “АВИДА” является административно обособленным производственным звеном. Во главе цеха стоит, назначаемый генеральным директором предприятия, начальник цеха, который является полновластным руководителем, отвечает за всю производственно-хозяйственную деятельность цеха. В функции начальника цеха входят:
- обеспечение выполнения плана цеха по всем показателям;
- совершенствование организации производства;
- улучшение использования производственной мощности цеха;
- оперативное регулирование работы цеха;
- расстановка кадров.
Непосредственно начальнику цеха подчиняются четыре сменных инженера-механика цеха, которые каждый в свою смену выполняет обязанности заместителя начальника цеха.
Заместитель начальника цеха руководит производственной деятельностью цеха, ему подчиняются:
- старший машинист;
- бригада сменных машинистов и слесарей.
На рисунке 24 приведена организационная структура управления компрессорным цехом.

Рис. 24. Организационная структура управления компрессорным цехом
Система оплаты труда работников представляет собой схему месячных должностных окладов. Размеры окладов зависят от занимаемой должности.
Проектный фонд заработной платы рассчитывается исходя из 100% выполнения плана производственной продукции
Расчеты заработной платы (за один месяц):
1. Средний оклад для работников компрессорного цеха составляет 2000 рублей в месяц.
2. Размер премии из фонда заработной платы рассчитывается исходя из принятого процента – 2000 · 0,8 = 1600 руб.
3. Льготы:
- сумма, не облагаемая налогом (минимальный размер заработной платы) – 83,49 руб.;
- сумма, не облагаемая налогом (в зависимости от количества детей, в среднем один ребенок) – 83,49 · 1 = 83,49 руб.;
т.е. в полная сумма льгот составляет – 83,49 · 2 = 250,47 руб.
4. Отчисления:
- в пенсионный фонд – (2000 + 1600) · 0,01=36 руб.;
- в ОВД – 0,83 руб.;
- подоходный налог – (3600 - 36 - 250,47) · 0,12 = 397,62 руб.
5. К выдаче – (3600 – 36 – 397,62 – 0,83) = 3165,55 руб.
Всего средняя заработная плата одного рабочего в год составляет:
3165,55 · 12 = 37986,6 руб.
Тогда фонд заработной платы на компрессорный цех составляет ( штат 19 человек ):
37986,6 · 19 = 721745,4 руб.
1) Кудрявцев В.С. “Введение в специальность” — Ст.Оскол, 1982.
2) Петров И.К., Солошенко М.М., Царьков В.А. “Приборы и средства автоматизации в пищевой прромышленности”— М., Легкая и пищевая промышленность, 1981.
3) 4.Якшаров Б.П., Смирнова И.В. “Справочник механика по холодильным усиановкам” — Л., ВО Агропромиздат Ленинградское отделение, 1989.
4) Брусиловский Л.П., Вайнберг А.Я., Черняков Ф.С. “Системы автоматизированного управления технологическими процессами предприятий молочной промышленности” — М., Агропромиздат, 1986.
5) Никольский Л.Е., Зинуров Н.Ю. “Оборудование и проектирование электросталеплавильных цехов” — М., Металлургия, 1993.
6) Жданов Л.С., Жданов Г.Л. “Физика для высших учебных заведений” — М., Наука, 1981.
7) Мюллер В.К. “Англо-русский словарь” — М., Русский язык, 1989.
8) “Техническая кибернетика” под редакцией доктора технических наук профессора Солодовникова В.В., том 1 “Измерительные устройства, преобразующие элементы и устройства” — М., Машиностроение, 1973.
9) Чистяков В.С. “Краткий справочник по тепло-техническим измерениям” — М., Энергоатомиздат, 1990.
10) Климовицкий М.Д., Шишкинский В.Ч. “Приборы автоматического контроля в металлургии” — М., Металлургия, 1979.
11) Гольцман В.А. “Приборы контроля и средств автоматики тепловых процессов” — М., Высшая школа, 1980.
12) Липаев В.В. “Проектирование математического обеспечения АСУ” — М., Советское радио, 1977.
13) Дедков В.К., Северцев Н.А. “Основные вопросы эксплуатации сложных систем” — М., Высшая школа, 1976.
14) “Справочник по теории автоматического управления” под редакцией Красовского А.А. — М., Наука, 1987.
15) Соколов М.П. “Автоматические измерительные устройства в экспериментальной физике” — М., автомиздат, 1978.
16) Топерверх Н.И., Шерман М.Я. “Теплотехнические измерительные и регулирующие приборы” — М., Металлургия, 1966.
17) Глинков Г.М., Косырев А.И., Шевцов Е.К. “Контроль и автоматизация металлургических процессов” — М., Металлургия, 1989.
18) Липаев В.В. “Качество программного обеспечения” — М., Финансы и статистика, 1983.
|