Министерство образования и науки Российской Федерации
Тольяттинский государственный университет
Кафедра «Технология машиностроения»
КУРСОВАЯ РАБОТА
по дисциплине
«Технология машиностроения»
на тему
«Размерный анализ технологических процессов изготовления вала-шестерни»
Выполнил:
Группа:
Преподаватель: Михайлов А.В.
Тольятти, 2005
УДК 621.965.015.22
Аннотация
Зарипов М.Р. размерный анализ технологического процесса изготовления детали вал-шестерня.
К.р. – Тольятти.: ТГУ, 2005.
Выполнен размерный анализ технологического процесса изготовления детали вал-шестерня в продольном и радиальном направлении. Рассчитаны припуски и операционные размеры. Проведено сравнение результатов операционных диаметральных размеров, полученных расчетно-аналитическим способом и методом размерного анализа с использованием операционных размерных цепей.
Расчетно-пояснительная записка на 23стр.
Графическая часть – 4 чертежей.
1. Чертеж детали – А3.
2. Размерная схема в осевом направлении – А2.
3. Размерная схема в диаметральном направлении – А2.
4. Размерная схема в диаметральном направлении продолжение – А3.
Содержание
1. Технологический маршрут и план изготовления детали
1.1. Технологический маршрут и его обоснование
1.2. План изготовления детали
1.3. Обоснование выбора технологических баз, классификация технологических баз
1.4. Обоснование простановки операционных размеров
1.5. Назначение операционных требований
2. Размерный анализ технологического процесса в осевом направлении
2.1. Размерные цепи и их уравнения
2.2. Проверка условий точности изготовления детали
2.3. Расчет припусков продольных размеров
2.4. Расчет операционных размеров
3. Размерный анализ технологического процесса в диаметральном направлении
3.1. Радиальные размерные цепи и их уравнения
3.2. Проверка условий точности изготовления детали
3.3. Расчет припусков радиальных размеров
3.4. Расчет операционных диаметральных размеров
4. Сравнительный анализ результатов расчетов операционных размеров
4.1. Расчет диаметральных размеров расчетно-аналитическим методом
4.2. Сравнение результатов расчета
Литература
Приложения
1.
Технологический маршрут и план изготовления детали
1.1.
Технологический маршрут и его обоснование
В данном разделе опишем основные положения, использованные при формировании технологического маршрута детали.
Тип производства – среднесерийный.
Способ получения заготовки – штамповка на ГКШП.
При разработке технологического маршрута используем следующие положения:
· Обработку разделяем на черновую и чистовую, повышая производительность (снятие больших припусков на черновых операциях) и обеспечивая заданную точность (обработка на чистовых операциях)
· Черновая обработка связана со снятием больших припусков, что ведет к износу станка и снижению его точности, поэтому черновую и чистовую обработку будем вести на разных операциях с применением различного оборудования
· Для обеспечения требуемой твердости детали введем ТО (закалка и высокий отпуск, шейки под подшипники - цементация)
· Лезвийную обработку, нарезку зубьев и шпоночного паза произведем перед ТО, а после ТО абразивная обработка
· Для обеспечения требуемой точности создаем искусственные технологические базы, используемые на последующих операциях – центровые отверстия
· Более точные поверхности будем обрабатывать в конце ТП
· Для обеспечения точности размеров детали будем использовать специализированные и универсальные станки, станки с ЧПУ, нормализованные и специальные режущие инструменты и приспособления
Для простоты составления плана изготовления закодируем поверхности рис.1.1 и размеры детали и приведем сведения о требуемой точности размеров:
ТА2 = 0,039(–0,039
)
Т2Б = 0,016( ) )
Т2В = 0,1(+0,1
)
Т2Г = 0,74(+0,74
)
Т2Д = 0,74(+0,74
)
Т2Е = 0,016()
ТЖ = 1,15(–1,15
)
ТИ = 0,43(–0,43
)
ТК = 0,22(–0,22
)
ТЛ = 0,43(–0,43
)
ТМ = 0,52(–0,52
)
ТН = 0,036( ) )
ТП = 0,2(-0,2
)

Рис. 1.1
Технологический маршрут оформим в виде таблицы:
Таблица 1.1
Технологический маршрут изготовления детали
| № операции |
Наименование
операции
|
Оборудование (тип, модель) |
Содержание операции |
| 000 |
Заготовительная |
ГКШП |
Штамповать заготовку |
| 010 |
Фрезерно-центровальная |
Фрезерно-центровальный
МР-71М
|
Фрезеровать торцы 1,4; сверлить центровальные отверстия |
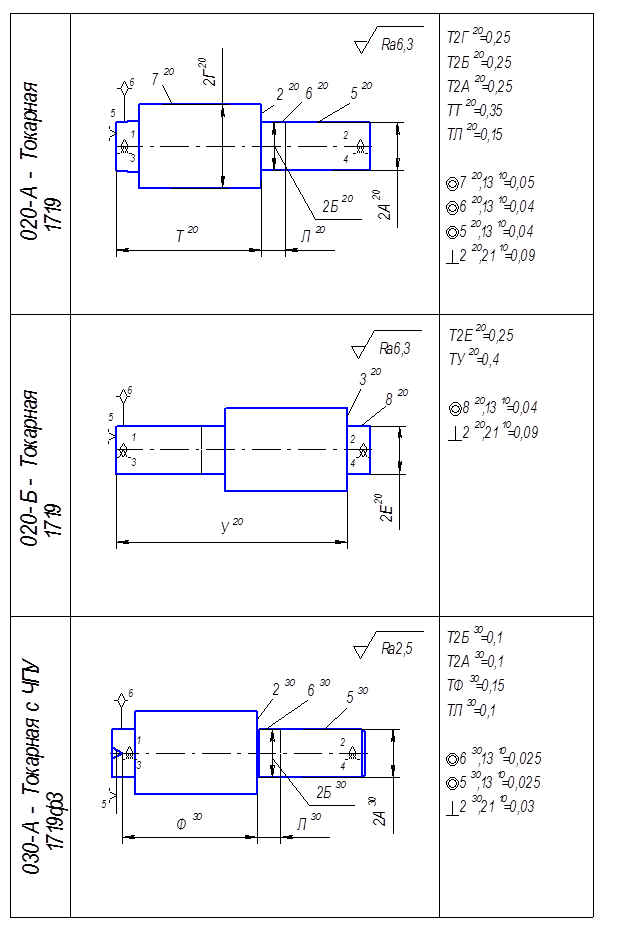
| 020 |
Токарная |
Токарный п/а 1719 |
Точить поверхности
2, 5, 6, 7; 8, 3
|
| 030 |
Токарная с ЧПУ |
Токарный с ЧПУ 1719ф3 |
Точить поверхности 2, 5, 6; 3, 8 |
| 040 |
Шпоночно-фрезерная |
Шпоночно-фрезерный 6Д91 |
Фрезеровать паз 9, 10 |
| 050 |
Зубофрезерная |
Зубофрезерный 5В370 |
Фрезеровать зубья 11, 12 |
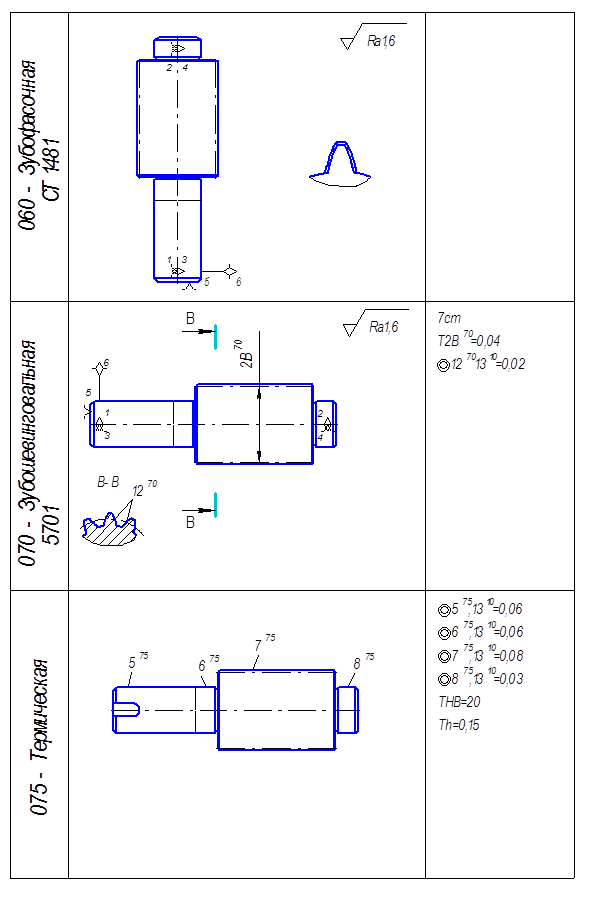
| 060 |
Зубофасочная |
Зубофасочный СТ 1481 |
Снять фаску с зубьев |
| 070 |
Зубошевинговальная |
Зубошевинговальный 5701 |
Шевинговать зубья 12 |
| 075 |
ТО |
Закалка, высокий отпуск, правка, цементация |
| 080 |
Центродоводочная |
Центродоводочный 3922 |
Зачистиь центровочные отверстия |
| 090 |
Круглошлифовальная |
Круглошлифовальный 3М163ф2Н1В |
Шлифовать поверхности 5, 6, 8 |
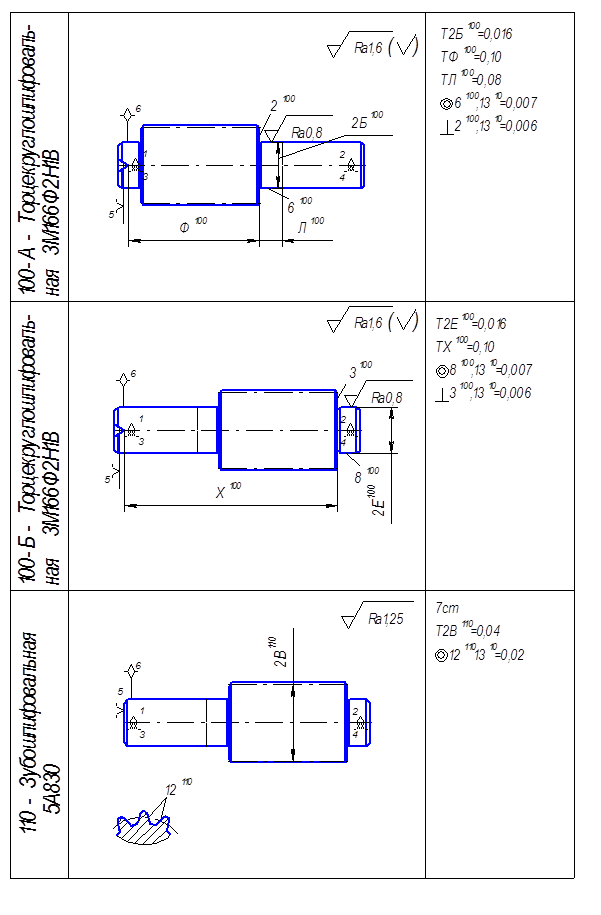
| 100 |
Торцекруглошлифовальная |
Торцекруглошлифовальный 3М166ф2Н1В |
Шлифовать поверхности 2, 6; 3, 8 |
| 110 |
Зубошлифовальная |
Зубошлифовальный 5А830 |
Шлифовать зубья
12
|
1.2.
План изготовления детали
Приведем в виде таблицы 1.2 план изготовления детали, оформленный в соответствие с требованиями [5]:
Таблица 1.2
План изготовления детали вал-шестерня


1.3.
Обоснование выбора технологических баз, классификация технологических баз
На фрезерно-центровальной операции в качестве черновых технологических баз выбираем общую ось шеек 6 и 8, и торец 3 – как будущими основными конструкторскими базами.
На черновом точении за технологические базы принимаем полученную на предыдущей операции ось 13 (используем центры) и обработанные на предыдущей операции торцы 1 и 4.
При чистовом точении используем в качестве технологических баз ось 13, а опорная точка лежит на поверхности центровых отверстий – используем принцип постоянства баз и исключаем погрешность неперпендикулярности, как составляющую погрешности выполнения осевого размера.
Таблица 1.3
Технологические базы
| № операции |
№ опорных точек |
Наименование базы |
Характер проявления |
Реализация |
№ обрабатываемых поверхностей |
Операционные размеры |
Единство баз |
Постоянство баз |
| Явная |
скрытая |
Естественная |
Искусственная |
Станочные приспособления |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 010 |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
13
1
4-
|
| 020-А |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
Жесткий и плавающий центры,
поводковый патрон
|
5
6
7
2
-
|
2А
2Б
2Г
Т
-
|
+
+
+
+
-
|
-
-
-
-
-
|
| 020-Б |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
8
3
-
|
2Е
У
-
|
+
-
-
|
+
-
-
|
| 030-А |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
5
6
2
-
|
2А
2Б
Ф
-
|
+
+
-
-
|
+
+
-
-
|
| 030-Б |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
8
3
-
|
2Е
Х
-
|
+
-
-
|
+
-
-
|
| 040 |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
10
9
-
|
П
Н
Ц
-
|
+
+
+
-
|
+
-
-
-
|
| 050 |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
11
12
-
-
|
2Д
2В
-
-
|
+
+
-
-
|
+
+
-
-
|
| 070 |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
12
-
-
|
2В
-
-
|
+
-
-
|
+
-
-
|
| 090-А |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
5
6
-
-
|
2А
2Б
-
-
|
+
+
-
-
|
+
+
-
-
|
| 090-Б |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
8
-
-
|
2Е
-
-
|
+
-
-
|
+
-
-
|
| 100-А |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
6
2
-
|
2Б
Ф
-
|
+
-
-
|
+
+
-
|
| 100-Б |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
-
+
|
+
+
-
|
8
3
-
|
2Е
Х
-
|
+
-
-
|
+
+
-
|
| 110 |
1- 4
5
6
|
ДН
О
О
|
-
+
+
|
+
-
-
|
-
+
+
|
+
-
-
|
12
-
-
|
2В
-
-
|
+
-
-
|
+
-
-
|
На зубообрабатывающих операциях используем ось 13 и опорную точку на центровом отверстии, соблюдая принцип постоянства баз (относительно шеек подшипников), ибо, являясь исполнительной поверхностью, зубчатый венец должен быть точно выполнен относительно шеек подшипников.
Для фрезерования шпоночного паза в качестве технологических баз используем ось 13 и торец 2.
В сводной таблице приводим классификацию технологических баз, указываем их целевую принадлежность, выполнение правила единства и постоянства баз.
1.4.
Обоснование простановки операционных размеров
Способ простановки размеров зависит в первую очередь от метода достижения точности. Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при использовании метода достижения точности размеров с помощью настроенного оборудования.
Особую важность представляет способ простановки продольных размеров (осевых для тел вращения).
На черновой токарной операции мы можем применить схемы простановки размеров «а» и «б» рис.4.1[1].
На чистовой токарной и шлифовальных операциях применяем схему «г» рис.4.1[1].
1.5.
Назначение операционных технических требований
Операционные технические требования назначаем по методике [5]. Технические требования на изготовление заготовки (допуски на размеры, смещение штампа) назначаем по ГОСТ 7505-89. Допуски на размеры определяем по приложению 1 [1], шероховатость – по приложению 4 [1], величины пространственных отклонений (отклонения от соосности и перпендикулярности) – по приложению 2 [1].
Для заготовки отклонения от соосности определим по методике [1].
Определим средний диаметр вала
 , (1.1) , (1.1)
где di
– диаметр i-ой ступени вала;
li
– длина i-ой ступени вала;
l – общая длина вала.
dср
=38,5мм. По приложению 5[1] определим рк
– удельная величина изогнутости. Величины изогнутости оси вала для различных участков определим по следующей формуле:
 , (1.2) , (1.2)
где Li
– расстояние наиболее удаленной точки i-ой поверхности до измерительной базы;
L – длина детали, мм;
Δmax
=0,5·рк
·L – максимальный прогиб оси вала в результате коробления;
 – радиус кривизны детали, мм; (1.3) – радиус кривизны детали, мм; (1.3)
Аналогично рассчитываем отклонения от соосности при термообработке. Данные для их определения также приведены в приложении 5[1].
После расчетов получаем

2.
Размерный анализ технологического процесса в осевом направлении
2.1.
Размерные цепи и их уравнения
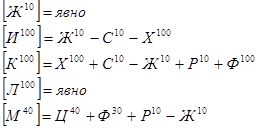
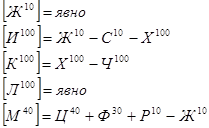
Составим уравнения размерных цепей в виде уравнений номиналов.
2.2.
Проверка условий точности изготовления детали
Проверку условий точности выполняем, чтоб убедиться в обеспечении требуемой точности размеров. Условие точности ТАчерт
≥ω[А],
где ТАчерт
– допуск по чертежу размера;
ω[А] – погрешность этого же параметра возникающая в ходе выполнения технологического процесса.
Погрешность замыкающего звена найдем по уравнению  (2.1) (2.1)

Из расчетов видно, что погрешность размер К больше допуска. А это значит, что мы должны корректировать план изготовления.
Для обеспечения точности размера [К]:
на 100-ой операции обработаем с одного установа поверхности 2 и 3, тем самым уберем из размерной цепи размера [К] звенья С10
, Ж10
и Р10
, «заменив» их на звено Ч100
(ωЧ=0,10).
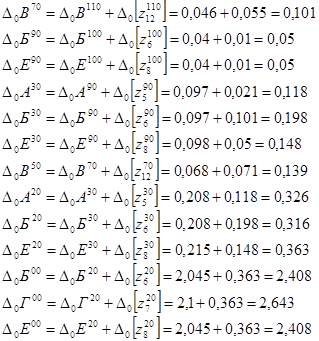
После внесения в план изготовления данных коррективов, получаем следующие уравнения размерных цепей, погрешность которых равна:
В итоге получаем 100% качество
2.3.
Расчет припусков продольных размеров
Расчет припусков продольных размеров будем вести в следующем порядке.
Напишем уравнения размерных цепей, замыкающим размером которых будут припуски. Посчитаем минимальный припуск на обработку по формуле
 , (2.2) , (2.2)
где  - суммарная погрешность пространственных отклонений поверхности на предыдущем переходе; - суммарная погрешность пространственных отклонений поверхности на предыдущем переходе;
 - высоты неровностей и дефектный слой, образовавшиеся на поверхности при предыдущей обработке. - высоты неровностей и дефектный слой, образовавшиеся на поверхности при предыдущей обработке.
Рассчитаем величины колебаний операционных припусков  по уравнениям погрешностей замыкающих звеньев-припусков по уравнениям погрешностей замыкающих звеньев-припусков
 (2.1) (2.1)
 (2.2) (2.2)
Расчет ведут по формуле (2.2) если количество составляющих звеньев припуска больше четырех.
Находим значения максимальных и средних припусков по соответствующим формулам
 , (2.3) , (2.3)
 (2.4) (2.4)
результаты занесем в таблицу 2.1
2.4.
Расчет операционных размеров
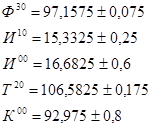
Определим величины номинальных и предельных значений операционных размеров в осевом направлении по методу средних значений
Исходя из уравнений, составленных в пунктах 2.2 и 2.3, найдем средние значения операционных размеров

запишем значения в удобной для производства форме
3.
Размерный анализ технологического процесса в диаметральном направлении
3.1.
Радиальные размерные цепи и их уравнения
Составим уравнения размерных цепей с замыкающими звеньями-припусками, т.к. почти все размеры в радиальном направлении получаются явно (см. п.3.2)

3.2.
Проверка условий точности изготовления детали

Получаем 100% качество.
3.3.
Расчет припусков радиальных размеров
Расчет припусков радиальных размеров будем вести аналогично расчету припусков продольных размеров, но расчет минимальных припусков будем вести по следующей формуле
 (3.1) (3.1)
Результаты заносим в таблицу 3.1
3.4.
Расчет операционных диаметральных размеров
Определим величины номинальных и предельных значений операционных размеров в радиальном направлении по методу координат средин полей допусков.
Исходя из уравнений, составленных в пунктах 3.1 и 3.2, найдем средние значения операционных размеров

Определим координату средин полей допусков искомых звеньев по формуле
 (3.2) (3.2)
Сложив полученные величины с половиной допуска, запишем значения в удобной для производства форме
    
4.
Сравнительный анализ результатов расчетов операционных размеров
4.1.
Расчет диаметральных размеров расчетно-аналитическим методом
Рассчитаем припуски для поверхности 8 по методике В.М. Кована [7].
Полученные результаты заносим в таблицу 4.1
4.2.
Сравнение результатов расчета
Посчитаем общие припуски по формулам
 (4.1) (4.1)
 (4.2) (4.2)
Посчитаем номинальный припуск для вала
 (4.3) (4.3)
Результаты расчетов номинальных припусков сводим в таблицу 4.2
Таблица 4.2
Сравнение общих припусков
| Метод расчета |
z0min
|
z0
max
|
z0ном
|
| Расчетно-аналитический |
2,780 |
5,174 |
3,977 |
| Расчет операционных цепей |
1,426 |
8,958 |
7,387 |
Найдем данные по изменению припусков
 (4.4) (4.4)
Мы получили разницу припусков в 86%, вследствие неучета при расчете методом Кована следующих моментов: особенностей простановки размеров на операции, погрешности выполняемых размеров, влияющих на величину погрешности припуска и др.
Литература
1. Размерный анализ технологических процессов изготовления деталей машин: Методические указания к выполнению курсовой работы по дисциплине «Теория Технологии»/ Михайлов А.В. – Тольятти,: ТолПИ, 2001. 34с.
2. Размерный анализ технологических процессов/ В.В. Матвеев, М. М. Тверской, Ф. И. Бойков и др. – М.: Машиностроение, 1982. – 264 с.
3. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В.Б. Дьячков, Н.Ф. Кабатов, М.У. Носинов. – М.: Машиностроение. 1983. – 288 с., ил.
4. Допуски и посадки. Справочник. В 2-х ч./ В. Д. Мягков, М. А. Палей, А. Б. Романов, В.А. Брагинский. – 6-е изд., перераб. и доп. – Л.: Машиностроение, Ленингр. отд-ние , 1983. Ч. 2. 448 с., ил.
5. Михайлов А.В. План изготовления детали: Методические указания к выполнению курсовых и дипломных проектов. – Тольятти: ТолПИ, 1994. – 22с.
6. Михайлов А.В. Базирование и технологические базы: Методические указания к выполнению курсовых и дипломных проектов. – Тольятти: ТолПИ, 1994. – 30с.
7. Справочник технолога-машиностроителя. Т.1/под. ред А.Г. Косиловой и Р.К. Мещерякова. – М.:Машиностроение, 1985. – 656с.
|