Министерство образования и науки Республики Казахстан
Павлодарский государственный университет им. С. Торайгырова
Факультет энергетический
Кафедра Автоматизации и управления
КУРСОВОЙ ПРОЕКТ
КП. 050702. 24 - 03. 06. 07. ПЗ
По дисциплине
. Автоматизация технологических систем .
Тема
Регулирование давления в рабочем пространстве дуговой сталеплавильной печи ДСП-25Н5 .
Руководитель
ст. преподаватель
У.К. Жалмагамбетова .
Студент
А.С. Семёнов
Заведующий кафедрой
профессор, д.т.н. В.Ф. Хацевский
2007
Содержание
Введение.
1 Описание технологического процесса и технологического оборудования
2 Характеристика производственных процессов как объектов автоматизации
2.1 Определение входных, выходных величин, возмущающих воздействий, контролируемых и неконтролируемых параметров
3 Составление структурной схемы
4 Составление функциональной схемы
5 Обоснование выбранного уровня автоматизации
6 Анализ технологической схемы, формирование требований, разработка задания
7 Построение математической модели
8 Синтез системы автоматического регулирования
9 Исследование устойчивости
10 Исследование переходного процесса
11 Выбор аппаратов и составление спецификации
Заключение
Список используемых источников
Введение
Развитие народного хозяйства требует увеличения производства металла, улучшения его качества, увеличения ассортимента изделий. При больших масштабах производства металлов совершенно небезразлично, с какими затратами энергии, материалов будет получена каждая тонна чугуна, стали и различных других цветных металлов. Эта задача не может быть решена без постоянного совершенствования принципов работы и конструкции металлургических печей. Высокие скорости процессов требуют ликвидации ручного труда по обслуживанию печей и управлению тепловым режимом. В последние годы широко внедряется механизация и автоматизация многих операций по загрузке, выгрузке, транспортированию горячего металла. Оптимизация параметров металлургического процесса – температуры, расхода сырья, состава печной атмосферы (среды), давления и многих других, осуществляется с помощью современных средств контроля технологических и теплотехнических процессов.
Конструкция промышленных печей развивается в направлении интенсификации процессов теплообмена при непрерывном повышении уровня их автоматизации и механизации. При этом постоянно растущая производительность машиностроительных заводов предъявляет серьёзные требования к работе промышленных печей.
В современном машиностроении широко применяются различные плавильные и нагревательные устройства (печи), а в таких цехах, как литейные и термические, они являются основным оборудованием и используются для плавления чёрных и цветных металлов, сушки литейных форм и стержней, нагрева для термической и химико-термической обработки (закалки, нормализации, отжига, отпуска, цементации). В прокатных и кузнечно–прессовых цехах печи применяются для нагрева металлов перед обработкой давлением.
При огромном разнообразии промышленных печей общими для всех них являются процессы превращения какого-либо вида энергии в тепловую и передачи тепла нагреваемому материалу. При этом процессу теплообмена должны быть подчинены горение топлива – превращение химической энергии в тепловую, а в электрических печах – превращение электрической энергии в тепло, движение газов в рабочем пространстве печей и т.д. Конструкция печи в целом и её отдельные элементы должны обеспечивать оптимальные условия протекания теплообменных процессов для получения наибольшего теплового потока к обрабатываемому материалу.
Использование электрической энергии в печах позволяет значительно шире применять автоматическое регулирование процессов нагрева и плавления, а также повышает качество продукции. Автоматизированные системы управления, базирующиеся на современных научных достижениях в области технической кибернетики, применении экономико – математических методов, с широким использованием средств вычислительной техники, являются мощным средством повышения производительности труда и качества выпускаемой продукции, значительно экономят материальные, энергетические и трудовые ресурсы.
Развитие систем автоматизации литейного производства от простейших локальных систем автоматического контроля и регулирования до современных автоматизированных систем управления (АСУ) на основе электронно – вычислительных машин является одним из наиболее действенных средств мобилизации резервов дальнейшего повышения технико – экономических показателей металлургических процессов и производства отливок.
Поэтому рассмотренная в данной курсовой работе локальная автоматизация дуговой печи на примере ДСП-25Н5 (дуговой сталеплавильной печи емкостью 25 тонн, производитель: город Новосибирск) ныне действующего завода ПФ ТОО “Кастинг” может иметь практическое применение, так как автоматизация позволяет повысить эффективность производства за счёт устранения ручного труда, качество выпускаемой продукции; позволяет рационально использовать оборудование и материалы, сократить численность рабочего персонала и облегчить условия труда. В то же время локальная система автоматизации повышает культуру производства, качество труда и эффективность использования оборудования.
1 Описание технологического процесса и технологического оборудования
Прежде чем разрабатывать систему автоматического управления или регулирования, необходимо ознакомиться с технологическими особенностями объекта управления.
Объектом регулированиямогут быть различные устройства для осуществления производственных процессов, энергетические и силовые установки, летательные аппараты и транспортные механизмы, специальные установки и устройства, в которых осуществляется регулирование определённых величин по заданным законам управления.
В данном курсовом проекте объектом управления является дуговая электросталеплавильная печь  .
.
Электросталеплавильные печи имеют преимущества по сравнению с другими плавильными агрегатами. В электропечах можно быстро нагревать, плавить и точно регулировать температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этих печах можно выплавлять сталь и сплавы любого состава, более полно раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных сталей ответственного назначения, высоколегированных, инструментальных, коррозионностойких (нержавеющих) и других специальных сталей и сплавов. Инструментальная сталь – сталь, идущая на изготовление режущего, измерительного, штампового и другого инструмента. Легированная сталь – сталь, которая помимо обычных примесей (С, Mn, S, P), содержит и другие (легирующие) элементы (хром, никель, молибден, вольфрам, ванадий, титан и др.), либо кремний или марганец в повышенном против обычного количестве. При суммарном содержании легирующих элементов до 2% сталь считается низколегированной, от 2,5 – 10% – среднелегированной, более 10% – высоколегированной.
Электросталеплавильному способу принадлежит ведущая роль в производстве качественной и высоколегированной стали. Благодаря ряду принципиальных особенностей этот способ приспособлен для получения разнообразного по составу высококачественного металла с низким содержанием серы, фосфора, кислорода и других вредных и нежелательных примесей и высоким содержанием легирующих элементов, придающих стали особые свойства – хрома, никеля, марганца, кремния, молибдена, вольфрама, ванадия, титана, циркония и других элементов.
Дуговая печь – промышленная печь, в которой теплота электрической дуги используется для плавки металлов и других материалов. По способу нагрева дуговые печи делят на печи прямого действия (дуга горит между электродом и нагреваемым телом), печи косвенного действия (дуга горит между электродами) и печи с закрытой дугой (дуга горит под слоем твёрдой шихты). Наибольшее применение в промышленности (главным образом для выплавки стали) находят дуговые печи первого типа.
В этих печах в качестве источника теплоты используют электрическую дугу, возникающую между электродами и металлической шихтой. Дуговая электросталеплавильная печь (рисунок 1) питается трёхфазным переменным током и имеет 3 цилиндрических электрода 9, изготовленных из графитовой массы. Электрический ток от трансформатора гибкими кабелями 7 и медными шинами подводится к электрододержателям 8, а через них к электродам 9. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия превращается в теплоту, которая передаётся металлу и шлаку излучением. Рабочее напряжение 180 – 600В, сила тока 1 -10кА. Во время работы печи длина дуги регулируется автоматически путём вертикального перемещения электродов. Печь имеет стальной сварной кожух 4. Кожух печи изнутри футерован теплоизоляционным и огнеупорным кирпичом 1, который может быть основным (магнезитовый, магнезитохромовый) или кислым (динасовый). Подина 12 печи набивается огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6, изготовляемым также из огнеупорного кирпича и имеющим отверстия для хода электродов. В стенках печи имеется рабочее окно 10, предназначенное для управления ходом плавки и летка для выпуска готовой стали по желобу 2 в ковш.
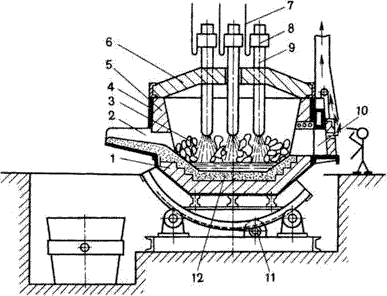
Рисунок 1 - Схема дуговой электрической плавильной печи.
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Емкость дуговых электропечей 0,5-400 тонн. В нашем случае ёмкость печи составляет 25 тонн. Дуговые печи могут иметь основную или кислую футеровку. В металлургических цехах обычно используются дуговые электропечи с основной футеровкой, а в литейных цехах – с кислой.
Электрические печи с кислой футеровкойобычно используются в литейных цехах при выплавке стали для фасонного литья. Основным недостатком кислых печей является то, что во время плавки из металла не удаляются сера и фосфор.Поэтому в нашем случае используется печь с основной футеровкой, так как ПФ ТОО “Кастинг” не выплавляет сталь для фасонного литья, а выплавляет сталь для прокатного стана. Планируется ввести в эксплуатацию прокатный стан для производства строительной арматуры и мелкосортовой продукции. В дальнейшем планируется освоить производство проволоки и труб большого диаметра для нефтегазовой отрасли.
Рассматриваемая нами печь является основной дуговой печью. Плавку в ней проводят на углеродистой шихте (с окислением примесей). Такую технологию чаще всего применяют для производства конструкционных углеродистых сталей. Конструкционная сталь – сталь, предназначенная для изготовления деталей машин и механизмов. Плавку проводят за 2 периода: окислительный и восстановительный. Данная технология также носит название технология плавки на свежей шихте с окислением и применяется на печах малой и средней ёмкости  при выплавке качественных легированных сталей. Плавка состоит из следующих периодов (этапов): при выплавке качественных легированных сталей. Плавка состоит из следующих периодов (этапов):
1.заправка печи;
2.загрузка печи;
3.плавление;
4.окислительный период;
5.восстановительный период;
6.выпуск стали.
Заправка – исправление изношенных и повреждённых участков футеровки пода.
После заправки печи, удаления остатков металла и шлака предыдущей плавки, исправления повреждённых мест футеровки в печь загружают шихту: стальной лом (до 90 %), чушковый передельный чугун (до 10%),электродный бой или кокс для науглероживания металла и 2 – 3% извести. По окончании завалки шихты электроды опускают вниз и включают ток. Шихта под электродами плавится, металл накапливается на подине печи. Во время плавления шихты начинается окислительный период плавки:
за счёт кислорода воздуха, окислов шихты и окалины окисляется углерод, железо, кремний, марганец, Вместе с окисью кальция, содержащейся в извести, окислы этих элементов образуют основный железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до 1500 – 1540o
C в печь загружают руду и известь. Содержащийся в руде кислород интенсивно окисляет углерод и вызывает кипение ванны жидкого металла за счёт выделяющихся пузырьков окиси углерода. Шлак вспенивается (шлак металлургических расплавов – после затвердевания камневидное или стекловидное вещество, покрывающее при плавке поверхность жидкого металла), уровень его повышается. Для выпуска шлака печь наклоняется в сторону рабочего окна, и он стекает в шлаковую чашу. Кипение металла ускоряет нагрев ванны, удаление из металла газов, неметаллических включений, способствует удалению фосфора. Шлак удаляют, руду и известь добавляют 2 – 3 раза.В результате содержание фосфора в металле снижается до 0,01% и одновременно за счёт образования окиси углерода при кипении уменьшается содержание углерода. Когда содержание углерода становится меньше заданного на 0,1%, кипение прекращают и полностью удаляют из печи шлак. Этим заканчивается окислительный период плавки.
Восстановительный период плавкивключает раскисление металла, удаление серы и доведение химического состава до заданного. После удаления окислительного шлака в печь подают ферромарганец в количестве, обеспечивающем заданное содержание марганца в стали, а также производят науглероживание,если выплавляют высокоуглеродистые стали (
до 1,5%).
Затем в печь загружают флюс, состоящий из извести, плавикового шпата и шамотного боя.Флюс – материал, вводимый в плавильные печи или ковши для образования жидких шлаков, очищающих металл от нежелательных примесей.После расплавления флюсов и образования шлака в печь вводят раскислительную смесь, состоящую из извести, плавикового шпата, молотого кокса и ферросилиция.Молотый кокс и ферросилиций вводят в порошкообразном виде. Они очень медленно проникают через слой шлака. В шлаке восстанавливается закись железа
 (1) (1)
При этом содержание закиси железа в шлаке снижается, и она из металла согласно закону распределения начинает переходить в шлак. Этот процесс называют диффузионным раскислением стали.Раскислительную смесь вводят в печь несколько раз. По мере раскисления и понижения содержания FeO цвет шлака изменяется, и он становится почти белым. Раскисление под белым шлаком длится 30 – 60 минут.
Во время восстановительного периода сера удаляется из металла, что объясняется высоким (до 55 – 60%) содержанием CaO в металле и низким (менее 0,5%) содержанием FeO. Это способствует интенсивному удалению серы из металла.
По ходу восстановительного процесса берутся пробы для определения химического состава металла. При необходимости в печь вводят ферросплавы для достижения заданного химического состава стали. Когда достигнуты заданные состав металла и температура, выполняют конечное раскисление сталиалюминием и силикокальцием. После этого следует выпуск металла из печи в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду. Никель и молибден обладают меньшим сродством к кислороду, чем железо, их вводят в период плавления или в окислительный период. Хром легко окисляется, и его вводят в восстановительный период; кремний, ванадий, титан – перед выпуском металла из печи в ковш, так они легко окисляются.
Процесс плавления стали наглядно представлен в следующем рисунке:

Рисунок 2 - Технологическая схема производства стали в дуговой сталеплавильной печи.
Дуговые печи, являющиеся плавильными агрегатами периодического действия, в основном используются для плавки стали, а в ряде случаев чугуна в литейных цехах. На заводе ПФ ТОО “Кастинг” печь ДСП-25Н5 используется для выплавки стали.
На заводе ПФ ТОО “Кастинг” загрузка печи производится двумя корзинами. В первой корзине на дне лежит известняк, во второй – коксик, после чего идёт металл.
1 корзина
| стружка |
| уголок, швеллер (1тонна) |
| связка, проволока (2тонны) |
| габаритный лом (5тонн) |
| мягкий лом (2тонн) |
| известь |
2 корзина
| стружка |
| уголок, швеллер (1тонна) |
| связка, проволока (2тонны) |
| габаритный лом (5тонн) |
| мягкий лом (2тонн) |
| Кокс |
Основным материалом для электроплавки является стальной лом. Лом не должен быть сильно окисленным, так как наличие большого количества ржавчины вносит в сталь значительное количество водорода. В зависимости от химического состава лом необходимо рассортировать на соответствующие группы. Основное количество лома, предназначенное для плавки в электропечах, должно быть компактным и тяжеловесным. При малой насыпной массе лома вся порция для плавки не помещается в печь. Приходится прерывать процесс плавки и подгружать шихту. После частичного расплавления первой корзины засыпают вторую. Это увеличивает продолжительность плавки, приводит к повышенному расходу электроэнергии, снижает производительность электропечей.
Для наиболее полного использования рабочего пространства печи в центральную ее часть ближе к электродам загружают крупные куски (40 %), ближе к откосам средний лом (45%), на подину и наверх загрузки мелкий лом (15%). Мелкие куски должны заполнять промежутки между крупными кусками.
Углерод в завалке не должен превышать 0,4%.
Габаритный лом нельзя класть наверх, так как это сопутствует быстрому износу электродов (большая вероятность их поломки). На дне должно быть 2 тонны мягкой стружки. Загрузка печи должна быть минимальной 3 – 5 минут.
После окончания завалки опускают электроды и включают ток. Металл под электродами разогревается, плавится и стекает вниз, собираясь в центральной части подины. Электроды прорезают в шихте колодцы, в которых скрываются электрические дуги. Под электроды забрасывают известь для наведения шлака, который закрывает обнаженный металл, предохраняя его от окисления. Постепенно озеро металла под электродами становится все больше. Оно подплавляет куски шихты, которые падают в жидкий металл и расплавляются в нем. Уровень металла в печи повышается, а электроды под действием автоматического регулятора поднимаются вверх. Продолжительность периода расплавления металла равна 1 – 3 ч в зависимости от размера печи и мощности установленного трансформатора. В период расплавления трансформатор работает с полной нагрузкой и даже с 15 % перегрузкой, допускаемой паспортом, на самой высокой ступени напряжения. В этот период мощные дуги не опасны для футеровки свода и стен, так как они закрыты шихтой. Остывшая во время загрузки футеровка может принять большое количество тепла без опасности ее перегрева. Для ускорения расплавления шихты используют различные методы. Например, применяют топливные мазутные или газовые горелки, которые вводят в печь либо через рабочее окно, либо через специальное устройство в стенах. Применение горелок ускоряет нагрев и расплавление шихты, особенно в холодных зонах печи. Продолжительность плавления сокращается на 15—20 мин. Эффективным методом является применение газообразного кислорода. Кислород подают в печь как через стальные футерованные трубки в окно печи, так и при помощи фурмы, опускаемой в печь сверху через отверстие в своде. Расплавляют металл до температуры 1550о
С. Берут пробу на анализ и скачивают шлак. Берут кислородное конье диаметром 18мм и опускают его в металл на 20см, при давлении 6 – 8 атмосфер подают кислород (1 атмосфера равна 760мм ртутного столба). Использование кислорода уменьшает длительность нагрева печи. Период расплавления сокращается на 20 – 30 мин, а расход электроэнергии на 60 – 70 кВтч на 1 т стали.
Для наведения повторного шлака бросают известь 5 лопат и кокс 2 лопаты. Всё это проделывают 4 раза через каждые 5 минут в 10 – тонную печь. Следовательно, на ДСП-25Н5 – 12,5 лопат извести, 5 лопат кокса за раз.
Наведение пенистого шлака
 (2) (2)
Шлак, как и свод, удерживает температуру металла до 10о
С в минуту и даже больше при дутье кислородом. При температуре 1600о
С дутье кислородом понижает углерод. Чем больше температура в печи, тем больше уходит углерода из металла.
Фосфор убираем при реакции
 (3) (3)
В основном шлаке кальция в 3 раза больше, чем кремния. Шлака убирают 60 – 70%, остальной шлак закрывает поверхность металла. Отправляют анализ на углерод и продолжают при температуре 1600о
С наводить шлак, который скачивают при температуре 1650о
С. Сливают металл в ковш. Ферросплавы в печь не вводятся, а подаются в печь – ковш.
После выпуска стали из печи через объём металла в ковше продувают аргон, который подают либо через пористые пробки, зафутерованные в днище, либо через швы кладки подины ковша. Продувка стали в ковше аргоном позволяет выровнять температуру и химический состав стали, понизить содержание водорода, удалить неметаллические включения, что в конечном итоге позволяет повысить механические и эксплуатационные свойства стали.
2 Характеристика производственных процессов как объектов автоматизации
Процессы плавки проводят преимущественно в непрерывно действующих печах большой ёмкости. В нашем случае ёмкость печи составляет 25 тонн. При допустимых колебаниях прихода и расхода материалов и энергии печи, как правило, обладают способностью к самовыравниванию, но характеризуются большим временем разгона и значительным запаздыванием.Также как и, например, в обжиговых печах, механизация загрузки часто затруднена плохой подготовкой исходной шихты, в результате чего расстраивается работа дозирующих и загрузочных механизмов. Недостаточно отработано измерение основных параметров, характеризующих процессы плавки, и, в первую очередь, измерение температуры. Также нет уравнений, описывающих работу плавильных печей.
Оценивая в целом процессы плавки как объекты автоматизации, необходимо отметить, что они в современном виде менее подготовлены для автоматизации, чем, например, процессы обжига и гидравлические процессы.
Проведена только частичная автоматизация. Широко распространенная в настоящее время транспортировка жидких продуктов плавки ковшами и мостовыми кранами явно не соответствует требованиям автоматизации проекта, поэтому она должна быть заменена непрерывной транспортировкой по трубам, обогреваемым желобами или с помощью вагонов – миксеров.
Несмотря на перечисленные выше недостатки, частичная автоматизация печей (в том числе дуговых) возможна. Задача управления отдельными стадиями обычно направлена на оптимизацию (в частном случае стабилизацию) технологического параметра или критерия, легко вычисляемого по измеренным режимным параметрам (производительность, концентрация продукта, степень превращения вещества, расход энергии). На основе задачи оптимального управления отдельными стадиями процесса формулируют задачи автоматического регулирования технологических параметров для отдельных аппаратов (например, печь).
2.1 Определение входных, выходных величин, возмущающих воздействий, контролируемых и неконтролируемых параметров
Любой технологический процесс характеризуется физическими величинами, называемыми показателями процесса. Для одних процессов показатели могут быть постоянными, для других допускается их изменение в заданных пределах по определенному закону. Физические показатели объекта, которые преднамеренно изменяются или сохраняются неизменными в процессе управления, называются управляемыми величинами(регулируемыми координатами).
Управляемый объект и управляющее устройство (т.е. устройство для реализации целенаправленных воздействий) образуют систему автоматического управления.
Воздействия, которые определяют состояние объекта, называют выходными. Выходными переменными служат физические параметры материальных и энергетических потоков (температура, давление, их производные по времени), конструкционные параметры, технологические параметры, влияющие на скорость технологического процесса, выход и качество готовых продуктов. Часть выходных переменных мы можем наблюдать с помощью наблюдающих устройств (идентификаторов) – они называются наблюдаемыми (Y). По этим переменным и ведется управление.
Величины, характеризующие внешнее влияние на систему, или на её части называют входными переменными. К ним относятся управляющие и возмущающие воздействия. Управляющими воздействиями dY являются управляемые изменения расходов, параметры материальных и энергетических потоков (регулирование подачи сырья, тепловых процессов, частоты вращения приводов).
Воздействия внешней среды называют возмущающими воздействиями F . Возмущения могут быть контролируемыми и неконтролируемыми. Они делятся на нагрузку и помеху.
Нагрузка – это возмущающее воздействие на изменение условий работы,
поступающее в систему помимо управляющего устройства и влияющее на переменные состояния объекта. Помеха – это возмущающее воздействие, искажающее поступающую в управляющее устройство информацию о нагрузке, состоянии и динамических свойствах объекта (изменение состава, энергетического состояния исходных материалов, отказы оборудования, наводки в проводах, шум, и т.д.).
Характеристика входов и выходов дуговой плавильной печи как технологического объекта управления (ТОУ) представлена в таблице 1.
ТОУ – совокупность технологического оборудования и реализуемого на нём технологического процесса. Следовательно, рассматриваемая нами ДСП-25Н5 является ТОУ.
Таблица 1 – Характеристика входов и выходов дуговой плавильной печи как технологического объекта управления
| Величина |
Технологическая характеристика величины |
Входные величины
Возмущения на входе:
а) контролируемые
б) неконтролируемые
Возмущения:
электрического режима
технологического и теплотехнического характера
Управляющие воздействия:
при автоматическом режиме управления
при ручном управлении
|
Изменение напряжения в сети электропитания, обгорание электродов, изменение нагрузки отдельных фаз трёхфазной сети электропитания
Короткие замыкания при обвалах плавящейся шихты и обрывы дуг в период плавления; изменение свойств шихты (состав, крупность куска) и огнеупорной футеровки
Возникают из – за обвалов шихты в период плавления, кипения металла в периоды с жидкой ванной, обгорания электродов, подъёма уровня металла по мере плавления, колебаний сопротивления дугового промежутка, вызванных изменением температурных условий в зоне дугового разряда
Связаны с нестабильностью состава шихты, нестационарностью протекания физико – химических реакций в печи, введением присадок, износом кладки, выбиваниями и подсосом газов в печь
Полезная электрическая мощность, темп ввода электроэнергии в печь, напряжение дуги, её длина (напряжение питающего тока) и ток фазы; а также электромагнитное перемешивание в печи, расход кислорода на продувку
Выполнение технологических операций по проведению окислительного и восстановительного периодов, по поддержанию шлакового режима и вводу добавок по ходу плавки; а также состав шихты, количество и состав присадок (для придания заданных свойств металлу)
|
| Выходная величина |
Производительность печи, химический состав и температура металла, удельный расход электроэнергии |
Регулируемые параметры для нашего объекта управления:
- сопротивление дуги и примыкающего участка электрода;
- количество электроэнергии, израсходованной в течение заданного времени;
- время периода плавки, температура футеровки;
- давление газов.
Мы будем наиболее подробно рассматривать регулируемый параметр – давление газов в рабочем пространстве печи (управляемая величина). Величину давления мы наблюдаем с помощью датчика – дифманометра. Управляющей величиной является положение шибера, % хода исполнительного механизма. Возмущения технологического характера: нестабильность состава шихты, нестационарность протекания физико – химических реакций в печи, выбивание и подсос газов в печь. Неконтролируемым возмущением в данном случае является изменение свойств шихты (состав, крупность куска) и огнеупорной футеровки. В зависимости от свойств загружаемого в печь материала, химические реакции будут протекать по – разному с разным количеством выделяемых в печь газов.
3 Составление структурной схемы
При анализе систему автоматического управления представляют совокупностью типовых звеньев: пропорционального, апериодического или инерционного первого порядка, колебательного, интегрирующего, дифференцирующего или запаздывающего звеньев.
Рассмотрим структурную схему типовой САР (рисунок 3).
Рисунок 3 - Структурная схема типовой САР.
На рисунке 3 регулирующее устройство РУ с исполнительным механизмом ИМ, задающим ЗУ и суммирующими устройствами образуют автоматический регулятор 1. Регулирующий орган РО, собственно объект регулирования ОР и измерительное устройство ИУ образуют обобщенный объект регулирования 2. Таким образом, автоматическая система регулирования состоит из регулятора (Р) и объекта (О), взаимодействующих между собой по замкнутому контуру (рисунок 4).

Рисунок 4 - Упрощённая структурная схема типовой САР.
Объект управления, как уже отмечалось выше, у нас представлен совокупностью двух типовых звеньев: апериодического и звена запаздывания.
Инерционное или апериодическое звено 1 – го порядка (применяется при теплообмене, при подаче газа в емкость).
Звено характеризуется передаточным коэффициентом k
и постоянной времени Т,
определяемой, например, по касательной в точке t0
(максимальной скорости изменения выходной величины);
Запаздывающее звено,
в котором входная величина копируется на выход, но с некоторой задержкой по времени Y
(
t
+
T
) =
X
(
t
)
(например, ленточный транспортер или эскалатор метро). Звено характеризуется временем задержки τ.
4 Составление функциональной схемы
По ходу плавки в электродуговую печь требуется подавать различное количество энергии. Менять подачу мощности можно изменением напряжения или силы тока дуги. Регулирование напряжения производится переключением обмоток трансформатора. Регулирование силы тока осуществляется изменением расстояния между электродом и шихтой путем подъема или опускания электродов. При этом напряжение дуги не изменяется. Опускание или подъем электродов производятся автоматически при помощи автоматических регуляторов, установленных на каждой фазе печи. В современных печах заданная программа электрического режима может быть установлена на весь период плавки.
В состав автоматизированной плавильной установки входят следующие агрегаты: I – дуговая плавильная печь, II – печной трансформатор, III – переключатель ступеней напряжения, IV – выключатель электропитания. Эта установка оборудована также комплексом контрольно – измерительных приборов.
Для измерения напряжения фазы после печного трансформатора на схеме имеется точка отбора (
ЕЕ)
с позиционным обозначением 1а.В этой точке снимаются показания (рабочее напряжение) и сигнал передаёт на нормирующий преобразователь Е825/1 (
ЕУ)
с позиционным обозначением на схеме – 1б.Затем в этой системе регулирования параметров электрического режима Е(ток, напряжение, мощность, количество израсходованной энергии) расположен на щите управления вторичный прибор (
EIR – показывающий и регистрирующий значение напряжения фазы) – 1в.На этом приборе отображается численное значение рабочего напряжения (≈280В). До печного трансформатора (II) осуществляют снятие показаний по измерению тока фазы – трансформатор тока (
ЕЕ)
– 1г. Для преобразования полученного значения в унифицированный сигнал используется нормирующий преобразователь Е824 (
ЕУ) –
1д. Сигнал поступает на щит управления: на прибор с позиционным обозначением 1е (
EIR –
прибор показывающий и регистрирующий). Задатчик Z с позиционным номером 1з вырабатывает задание для регулятора и подаёт его непосредственно на регулятор (EC)
напряжения – 1ж.С регулятора сигнал поступает на исполнительный механизм – 1и – привод электрода, который перемещает электрод в нужную сторону на определённую длину, тем самым в печи поддерживается необходимый электрический режим. Расход электроэнергии на 1 тонну выплавленной стали и производительность печи зависят не только от технологических факторов (марки выплавленной стали, качества шихты и электродов, умения персонала, длительности простоев), но и от того, насколько правильно выбран электрический режим печи. Регулировать электрический режим можно, изменяя либо питающее напряжение(что было описано выше), либо длину, а, следовательно, и токи дуг.Первым способом пользуются обычно при переходе от одного этапа плавки к другому. Второй способ позволяет регулировать режим печи непрерывно и плавно, опуская и поднимая электроды при помощи системы автоматического регулирования, поддерживающей токи фаз печи на заданном уровне.
Так как регулирование режима ДСП осуществляется в основном путём изменения длины дуги, а с нею и тока, целесообразно в системе автоматического регулирования выявить зависимость от тока её основных параметров: полной (активной) мощности и количества израсходованной электроэнергии. Поэтому в рассматриваемой САР имеется нормирующий преобразователь Е829 (EY) –
1к для определения активной мощности фазы (P=IU) и показывающий и регистрирующий прибор на щите управления (
EIR)
также для отображениячисленного значения потребляемой мощности –
1л. Прибор с позиционным номером 1мявляется счётчиком электроэнергии (
EQRS) и, одновременно, вычислительным устройством (Q=IUt). С него сигнал поступает на специальный дозатор электроэнергии (ES) –
1н,который имеет своё задание Z –
1п (по энергии)и 1о (по времени). KS – прибор для управления процессом во временной программе, установленный по месту для определения времени, прошедшего с начала плавки (необходимого для последующего расчёта электроэнергии). Примером может быть командный электропневматический прибор, многоцепное реле времени, и т.п. Прибор с номером 1с на щите управления (TIR)
является показывающим и регистрирующим температуру футеровки (
Тф)
, на который поступает сигнал с датчика температуры (ТЕ) –
1р, установленного по месту (например, термопара). Приборы 1ри 1с образуют отдельную систему контроля температуры металла. Со специального дозатора электроэнергии с позиционным обозначением 1н сигнал поступает на исполнительный механизм 1т, с помощью которого происходит включение привода переключателя печного трансформатора и переключение ступеней напряжения, то есть изменение электрического режима плавки. Регулятор 1ж обрабатывает новую информацию (произошло изменение величины напряжения) и, в зависимости от величины рассогласования между показанием прибора 1а и величиной задания 1з, вырабатывает сигнал на исполнительный механизм, приводящий в действие привод электрода, который, в свою очередь, перемещает электрод. Дуги горят между концами электродов и металлом печи, который является нулём трёхфазной звезды нагрузки. Перемещением электродов вверх и вниз можно регулировать длину дуги, а с ней ток и мощность каждой фазы печи, устраняя колебания тока, короткие замыкания и обрывы дуг. Выше описанный комплект приборов используют для каждой фазы соответственно.
В схеме кроме рассмотренных ранее приборов, входящих в каскадную систему автоматического регулирования параметров электрического режима печи, имеются также:
1) Датчик положения (
GE),
например, типа ППФ-3 –
2а – для приёма сигнала о положении электрода (
G)
в каждый момент времени в течение плавки (по месту) и передачи показаний на щит управления на показывающий прибор с сигнализацией (
GIA) –
2б. На щите расположены две сигнальных лампочки, свидетельствующие о перемещении электрода (движении его вверх и вниз).
2) Приборы для контроля температуры металла:
по месту – датчик (например, термопара) –
TEc позиционным обозначением 3а, на щите управления – вторичный прибор TIR – показывающий, регистрирующий температуру металла (
Tм)
в градусах (о
С) –
3б.
3) Чтобы в процессе работы печи не было перегрева отдельных частей её конструкции, используют систему контроля параметров водяного охлаждения (температура, расход и давление воды) –
O.Для этого по трубопроводу подают воду, идущую на охлаждение отдельных частей конструкции печи (эркер, кожух, свод и газоотсос печи). Для измерения давления подаваемой в печь воды на трубопроводе установлен манометр (PE) – позиционный номер на схеме – 4а. На щите управления установлен вторичный прибор (
PRA), регистрирующий величину давления охлаждающей жидкости и сигнализирующий об изменении давления подаваемой воды – 4б. Для измерения расхода воды на трубопроводе выхода из печи установлена диафрагма – FE – позиционное обозначение – 5а и дифманометр – (
FT) –
5б. Т – дистанционная передача (промежуточное преобразование с дистанционной передачей сигнала). По перепаду давления регистрирующий и сигнализирующий о подаче воды в печь вторичный прибор (
FRA) определяет величину расхода и регистрирует это значение – 5в.
Для контроля температуры охлаждающей жидкости имеется датчик температуры (TE) –
6а и вторичный прибор на щите управления для отображения численного значения температуры воды (
TIR) –
6б.
4) Процесс плавления сопровождается выделением большого количества различных газов в рабочее пространство печи (CO, H2
, N2
и др.). С течением времени давление газов в рабочем пространстве становится достаточно большим, около 0,5 – 1 атм. Для того, чтобы не было нарушений в технологическом процессе плавки, и чтобы очередная плавка не привела к разрыву печи (вследствие накопления в ней газов), необходимо в рабочем пространстве печи поддерживать определённое давление печной среды. Регулирование давления в печи осуществляется с помощью шибера 7з. Давление газов измеряется дифманометром (
PE)
непосредственно в печи – 7а, отображается на вторичном регистрирующем приборе (
PIR) –
7б. Сигнал с датчика поступает на регулятор давления (PC) с позиционным обозначением 7г.На регулятор также поступает сигнал с задатчика Z –
7в. Регулятор сравнивает два поступивших сигнала и вырабатывает управляющее воздействие на исполнительный механизм – 7ж, который, в свою очередь, открывает и закрывает шибер и, тем самым, изменяет проходное сечение газоотводящего устройства. Приборы с позиционными обозначениями 7д и 7е (PHK и PS) соответственно блок управления и электропневматический преобразователь.
Для определения количественного отношения (расход) отходящих газов используется труба Вентури (
8а), дифманометр (8б)
и вторичный показывающий регистрирующий прибор на щите, рассчитывающий количество отходящих газов по перепаду давления до и после специального устройства – трубы Вентури (
8в).
Для измерения температуры – имеется термопара (
9а)
и электронный потенциометр в качестве вторичного прибора (
9б).
Химический состав отходящих газов определяется оптико – акустическим газоанализатором (комплект на CO/CO2
), в который входят датчики 10а и вторичные приборы – 10б.
5)Для ускорения процесса плавки в печь подают кислород (О2
).Расход кислорода в печи определяют следующим путём: в трубопроводе подачи кислорода установлена диафрагма (
11а), дифманометр (
11б)
определяет перепад давления, и по этому перепаду вторичный прибор на щите судит о величине расхода кислорода (
11в)
и передаёт сигнал на счётчик количества (интегратор расхода) – 11г.
5 Обоснование выбранного уровня автоматизации
Во внешней структуре АСУ ТП (автоматизированная система управления технологическим процессом) могут быть определены системы различных уровней или подсистемы АСУ ТП, выделяемые по функциональному или структурному признаку, отвечающему конкретным целям и задачам.
АСУ ТП называется АСУ (автоматизированная система управления) для выработки и реализации управляющих воздействий на ТОУ в соответствии с принятым критерием управления – показателем, характеризующим качество работы ТОУ и принимающим определённые значения в зависимости от используемых управляющих воздействий.
АСУ ТП отличается от локальных систем автоматизации более совершенной организацией потоков информации; практически полной автоматизацией процессов получения, обработки и представления информации; возможностью активного диалога с УВМ (управляющей вычислительной машиной) в процессе управления для выработки наиболее эффективных решений; более высокой степенью автоматизации функций управления, включающих пуск и останов всего производства в целом.
Если функции системы ограничены одним механизмом, то она называется локальной. Например, в нашем случае ТОУ является дуговая электросталеплавильная печь – один агрегат. Следовательно, автоматизацию дуговой печи проводим на базе локальных систем автоматического управления отдельными параметрами технологического процесса плавки. Локальные системы автоматизации в основном замыкаются на задачах автоматического регулирования электрического и теплового режима (таблица 2).
Таблица 2 – Характеристики систем автоматического регулирования электрического и теплового режимов дуговых печей
| Система |
Регулируемый параметр |
Регулирующее воздействие |
| Система регулирования соотношения между напряжением и током фазы |
Сопротивление дуги и примыкающего участка электрода |
Перемещение электрода |
| Система регулирования полезной мощности |
Количество электроэнергии, израсходованной в течение заданного времени |
То же |
| Система переключения ступеней напряжения |
Время периода плавки, количество израсходованной электроэнергии, температура футеровки |
Включение привода переключателя печного трансформатора |
| Система регулирования давления газов в рабочем пространстве печи |
Давление газов |
Изменение проходного сечения газоотводящего устройства |
Примечание.Системы регулирования соотношения между напряжением и током и стабилизации полезной мощности устанавливаются на каждой фазе печной установки.
Следует отметить, что специальные автоматические устройства, а также и схемные решения в недостаточной степени удовлетворяют требованиям точности и надёжности. То же относится к отдельным электромеханическим устройствам автоматизации технологического процесса плавки, т.е. автоматические регуляторы и серийные автоматические регуляторы не находят широкого применения в системах управления процессом плавки в дуговых печах. Необходимо использовать более надёжное и точное оборудование для этих целей (например, контроллеры).
Ещё более эффективным оказывается комплексное решение проблем управления процессом плавки с помощью АСУТП (преимущества которой перед локальными системами были описаны выше). До внедрения последних собственно процессами выплавки металла повсеместно управляли ручным способом, руководствуясь оперативной информацией о ходе плавки.
В частности, отношение CO2
/CO позволяет повысить точность регулирования окислительно – восстановительного потенциала рабочего пространства печи.
ПФ ТОО “Кастинг” занимает далеко не последнее место среди предприятий отрасли по уровню автоматизации. Здесь применяют такие автоматизированные системы (АС) как – АСУТП, АСУП (автоматизированные системы управления предприятием), АСОДУ (автоматизированные системы диспетчерского управления). Постоянно проводится модернизация систем АСУТП и расширение круга выполняемых ими задач.
Эти системы нацелены на оптимальное решение комплекса взаимосвязанных задач электрического, энергетического, технологического и организационно – экономического характера на базе применения ЭВМ (таблица 3).
Таблица 3 – Функции АСУ ТП дуговой плавки
Операция
|
Источник информации |
Адреса информационных сообщений и управляющих команд |
| 1 |
2 |
3 |
Учёт поступления шихтовых материалов
|
Приращение сигналов тензодатчиков закромов для хранения шихтовых материалов |
Устройство печати, дисплей (по запросу обслуживающего и руководящего персонала) |
Учёт расходования шихтовых материалов
|
Уменьшение сигналов тех же датчиков или использование сигналов датчиков дозаторов шихты |
То же |
Учёт динамики аккумуляции шихты на складе
|
Сопоставление прихода и расхода шихты |
То же |
Расчёт оптимального состава шихты, управление процессом её набора и загрузки в печь
|
Сигналы датчиков расходных бункеров и команды обслуживающего персонала |
Автоматические дозаторы компонентов шихты, машинисты магнитно – грейферных кранов |
Продолжение таблицы 3
| 1 |
2 |
3 |
| Оперативный контроль по сводным (расчётным) показателям электрического, теплового и технологического режимов плавки |
Комплекс контрольно – измерительных приборов |
Устройство печати, дисплей (по запросу), ЭВМ в режиме управления |
| Обеспечение обслуживающего персонала оперативной информацией о ходе плавки |
То же |
Устройство печати, дисплей (по запросу), система сигнализации |
| Оптимальное управление электрическим, тепловым и технологическими процессами плавки |
То же с использованием заложенных в память ЭВМ математических моделей и программ |
Обслуживающий персонал (выдача советов по ведению плавки) или исполнительные механизмы (непосредственное взятие УВК) |
| Обеспечение равномерного распределения мощности по фазам |
Комплекс контрольно – измерительных приборов |
Регуляторы мощности (непосредственное взятие УВК) |
| Расчёт сводных технико – экономических показателей |
Комплекс контрольно – измерительных приборов и ручной ввод информации |
Устройство печати, дисплей (по запросу) |
| Учёт выполнения производственной программы |
То же |
То же |
| Связь с вышестоящими уровнями |
То же |
АСУ ТП цеха и АСУП |
| Оперативная паспортизация процесса плавки |
То же |
Руководство цеха |
В связи с особенностями процесса плавки в дуговых печах признана рациональная децентрализация структуры АСУТП, в которой вместо одной мини-ЭВМ используют несколько микроЭВМ, выполняющих однородные функции переработки информации и её использования для управления в одном случае – электрическими параметрами, в другом – технологическими, в третьем – для расчётов плавильной шихты и т.д.
Однако перед нами стоит задача не глобального управления всем технологическим процессом изготовления готовой продукции, а всего лишь создание локальной системы управления одним технологическим параметром.
Исходя из выше изложенного, определяем уровень и источники эффективности системы в целом.
В курсовой работе ставим задачу разработки локальной системы автоматизации технологического агрегата – печи. Источниками экономической эффективности для данного уровня решения задачи будут являться:
- повышение культуры производства;
- повышение качества продукции;
- повышение качества труда;
- повышение эффективности использования оборудования.
6 Анализ технологической схемы, формирование требований, разработка задания
В результате изучения технологического процесса было определено:
1. Технологическое назначение промышленной установки в общем потоке производства предприятия.
Данный агрегат является одним из основных, так как не будет печи, не будет и всего производства на заводе ПФ ТОО "Кастинг" (да и на любом заводе, занимающимся выплавкой стали). Кроме того, дуговая печь может быть довольно хорошо герметизирована, сгорающие графитовые электроды поддерживают в ней восстановительный характер атмосферы, что позволяет полностью раскислить металл. Она представляет собой агрегат, в котором легко управлять выделяемой мощностью. Поэтому наиболее ответственные сорта стали, требующие тщательной очистки, или высоколегированные, такие как шарикоподшипниковая, электротехническая, инструментальная, нержавеющая, жаропрочная, выплавляются в дуговых сталеплавильных печах (ДСП).
1.1. Показатели, характеризующие качество:
Конечным продуктом плавки является сталь определённой марки. Марки стали отличаются друг от друга содержанием легирующих элементов, и, в зависимости от этого имеют различное предназначение. Для того чтобы получить надлежащее качество сталинеобходимо в правильном количестве подавать в печь ферросплавы, выдерживать необходимую температуру металла в печи, время и режим плавки, контролировать слив шлака во время работы печи и химический состав стали взятием пробы и проведением анализа в экспресс – лабораториях.
Температура металла при выпуске стали от 1600o
C до 1640o
C. Выше нагревать металл нельзя, так как увеличивается содержание фосфора в стали, т.е. фосфор со шлака начинает переходит назад в металл.
Температура футеровки во время плавки до 1100о
С– 1900о
С. Температура 1900o
C – критическая.
Химический состав шлака (хим. состав):
SiO2
– оксид кремния,
Al2
O3
– оксид алюминия,
CaO – оксид кальция,
MgO – оксид магния,
S – сера.
Для каждой конкретной плавки численные значения данных компонентов различны в зависимости от состава шихты и марки стали, которую необходимо получить.
Основность шлака – соотношение  . .
Сумма всех оксидов не менее 90%.
Хим. состав металла: например, сталь марки 35ГС (сталь содержит Г – марганец, С – кремний, причём содержание легирующих элементов не превышает 1,5%; сталь невысокого качества, так как нет указания на это (А)).
C (углерод) = 0,31 – 0,35; Si (кремний) = 0,60 – 0,70; Mn (марганец) = 1,00 – 1,15; P (фосфор) = 0,025 – не более; S (сера) = 0,025 – не более; Cr (хром) = 0,30 – не более; Ni (никель) = 0,30 – не более; Cu (медь) = 0,30 – не более; Nb (ниобий) – нет; Al (алюминий) – нет.
В зависимости от того сталь какой марки необходимо получить на конечном этапе плавки, содержание выше перечисленных элементов будет различным.
1.2. Регулирование показателей качества приведёт к снижению брака, поэтому нужно стремиться к их автоматическому регулированию этих показателей, хотя это не всегда достаточно просто осуществить, особенно в металлургии.
2. Характеристики материальных и энергетических потоков.
2.1. Номинальные значения расходов и диапазон изменений при различных режимах работы: сюда могут быть отнесены расход металлошихты, расход ферросплавов, расход электроэнергии, потребляемой ДСП в зависимости от времени плавки (время под током), расход охлаждающей воды на выходе из охладительной арматуры, расход кислорода в печь, расход аргона и рафинирующих металлов (используется на агрегате АКП – агрегат ковш – печь), расход природного газа и кислорода для предварительного подогрева (на заводе ПФ ТОО “Кастинг” подогрев металлошихты не осуществляется) и другое.
Природный газ и кислород для предварительного подогрева металлошихты нет необходимости оценивать. Так как металлошихту подают в печь без предварительного подогрева.
Параметры охлаждающей воды:
- кожух 142м3
, пост. 17o
C, выход 20o
C;
- эркер 53м3
, пост. 17o
C. выход 22o
C;
- свод 150м3
, пост. 17o
C, выход 19o
C.
Количество израсходованной электроэнергии: примерно 12200 кВтч и более зависимости от времени работы печи под током (данные приведены в таблице 4).
Таблица 4 - Расход электроэнергии, потребляемой ДСП, в зависимости от времени металла под током
| Расход электроэнергии |
15048 кВтч |
15548 кВтч |
12279 кВтч |
14562 кВтч |
14491 кВтч |
| Время под током (минуты) |
73' |
77' |
59' |
69' |
68' |
Из расчёта примерно 750 кВтч на одну тонну материала.
Расход аргона и расход рафинирующих материалов: аргоном плавка продувается на АКП (агрегат ковш – печь), на печи аргона нет.
2.2 Номинальные и предельные значения физических параметров потоков, характер влияния этих потоков на качество продукции –
На качество продукции оказывают большое влияние давление и температура охлаждающей воды, давление газов в рабочем пространстве печи (примерно 50 – 500 Н/м2
(1мм водяного столба равен 9,81 Па; 1мм ртутного столба равен 133,3 Па), – возможные колебания 5 – 50 Па), расход, температура и хим. состав отходящих газов и др.
Поддержание данных параметров на определённом уровне плодотворно сказывается на работе печи. При нарушении регламента печь может перегреться, накопить большое количество газов в рабочем пространстве, что неминуемо приведёт к разрыву печи и останову производства. С газами из металла удаляется ненужный углерод (в виде CO). Правильное дозирование его удаления повышает качество продукции.
Сталеплавильные дуговые печи во время работы выделяют в атмосферу значительное количество запылённых газов. Применение кислорода и порошкообразных материалов ещё более способствует этому. Содержание пыли в газах электродуговой печи достигает 10 г/м3
и значительно превышает норму. Для улавливания пыли производится отсос газов из рабочего пространства печи мощным вентилятором. Для этого в своде печи делают отверстие с патрубком для газоотсоса. Патрубок через зазор, позволяющий наклонять или вращать печь, подходит к стационарному трубопроводу. По пути газы разбавляются воздухом, необходимым для дожигания CO. Затем газы охлаждаются водяными форсунками в теплообменнике и направляются в систему труб Вентури, в которых пыль задерживается в результате увлажнения. Применяют также тканевые фильтры, дезинтеграторы и электрофильтры. Используют системы газоочистки, включающие полностью весь электросталеплавильный цех, с установкой зонтов дымоотсоса под крышей цеха над электропечами. Из всего выше описанного следует, что нельзя оставлять без внимания контроль параметров отходящих газов и необходимо устанавливать газоочистные сооружения. На заводе “Кастинг” в ЭСПЦ-1 это не очень развито. Ни расход, ни температура, ни химический состав газов на заводе не контролируют (поэтому численное значение достаточно сложно определить). Но система автоматизации ДСП должна включать приборы по контролю и сигнализации данных параметров, поэтому они имеют место на функциональной схеме, приведённой в следующем пункте настоящей курсовой работы.
3. Характеристики агрегатов участка.
3.1. Состав оборудования:
В электрическое оборудование дуговой печи входят:
1) Воздушный разъединитель, предназначенный для отключения всей электропечной установки от линии высокого напряжения.
2) Главный автоматический переключатель (IV на функциональной схеме дуговой печи ), служащий для отключения под нагрузкой электрической цепи, по которой протекает ток высокого напряжения. При неплотной укладке шихты в печи в начале плавки, когда шихта ещё холодная, дуги горят неустойчиво, происходят обвалы шихт и возникают короткие замыкания между электродами. При этом сила тока резко возрастает. Это приводит к большим перегрузкам трансформатора, который может выйти из строя. Когда сила тока превысит установленный предел (12 – 24кА в зависимости от ёмкости печи), выключатель автоматически отключает установку, для чего имеется реле максимальной силы тока.
3) Печной трансформатор (II на функциональной схеме дуговой печи) необходим для преобразования высокого напряжения в низкое (с 6 – 10кВ до 100 – 800В). Обмотки высокого и низкого напряжения и магнитопроводы, на которых они помещены, располагаются в баке с маслом, служащим для охлаждения обмоток. Охлаждение создаётся принудительно перекачиванием масла из трансформаторного кожуха в бак теплообменника, в котором масло охлаждается водой. Трансформатор устанавливают рядом с электропечью в специальном помещении. Он имеет устройство, позволяющее переключать обмотки (III на функциональной схеме дуговой печи). Участок электрической цепи от трансформатора до электродов называют короткой сетью.Выходящие из стены трансформаторной подстанции фидеры при помощи гибких, водоохлаждаемых кабелей подают напряжение на электрододержатель. Длина гибкого участка должна позволять производить нужный наклон печи и отворачивать свод для загрузки. Гибкие кабели соединяют с медными водоохлаждаемыми шинами, устанавливаемыми на рукавах электрододержателей. Турбошины непосредственно присоединены к головке электрододержателя, зажимающей электрод.
Помимо указанных основных узлов электрической сети в неё входит различная измерительная аппаратура, подсоединяемая к линиям тока через трансформаторы тока или напряжения, а также приборы автоматического регулирования процесса плавки.
3.2 Аварийные режимы ДСП:
1) Неравномерная температура: вверху горячий металл, внизу – холодный.
2) Прогар футеровки.
3) Неисправности в работе электродов (например, поломка электродов).
4) Попадание воды в печь.
5) Прогар кожуха.
6) Нарушение системы водоохлаждения (свод, кожух, эркер, газоотсос).
Во всех случаях требуется отключить печь от питания. Если необходимо, провести наладочные работы (заменить неработоспособный электрод, заделать футеровку, наладить систему водоохлаждения) или создать необходимое перемешивание металла (для равномерного обеспечения температуры).
На основании проведённого анализа составляется задание на автоматизацию в виде таблицы (таблица 5).
Таблица 5 – Техническое задание на автоматизацию
| № |
Наименование технологического агрегата |
Назначение |
Наименование параметра |
Величина параметра |
Степень автоматизации |
Точность поддержания (5% от заданного значения)
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Печной трансформатор |
Преобразо-вание высокого напряжения в низкое (с 6 – 10кВ до 100 – 800кВ) |
1) Напряжение фазы
2) Ток фазы
3) Активная мощность фазы (P=I.
U)
4) Количество израсходован-ной электроэнер-гии
|
280В
16 – 24кА (от 1 до 10кА)
5мВт
12200 – 15600
кВтч
|
- контроль,
- регистрация,
- автоматичес-кое регулирование
- контроль,
- регистрация,
- автоматичес-кое регулирование
- регистрация,
- автоматичес-кое регулирование
- регистрация,
- автоматичес-кое регулирование
|
±14В
±0,8 – 1,2кА
±250 кВт
±610 – 780 кВтч
|
| 2 |
Дуговая плавильная печь |
Для выплавки стали |
1) Положение электрода
2) Температура футеровки
3) Температура металла
4) Давление газов в рабочем пространстве печи
|
от 0 до 100% хода ИМ
1100 – 1900о
С
1620 – 1640о
С (от 1500 до 1750о
С)
5 – 500 Па
|
- контроль,
- сигнализация
- контроль,
- регистрация,
- автоматичес-кое регулирование
- контроль,
- регистрация
- контроль,
- регистрация,
- автоматичес-кое регулирование
|
±5% хода ИМ
55 – 95о
С
± 81 – 82о
С
5 – 50 Па
|
Продолжение таблицы 5
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 3 |
Охладительная арматура
|
Для обеспечения правильного режима работы печи |
1) Давление охлаждаю-
щей воды
2) Расход воды
3) Температура воды
4) Расход кислорода в печь
|
_____
372м3
на входе 17о
С (постоянно) на выходе 19 – 22о
С
за сутки 27987м3
, за 1 час 1105м3
|
- регистрация,
- сигнализация
- регистрация,
- сигнализация
- регистрация,
- сигнализация
- контроль,
- регистрация,
- сигнализация
|
5% от заданного значения
5% от заданного значения по каждому элементу печи в отдельности
±1о
С
За сутки ±45о
С (от 1060м3
до 1750м3
)
|
| 4 |
Газоотсос |
Отвод газов из рабочего пространства печи |
1) Расход
2) Темпера-тура
3) Химичес-кий состав
|
______
|
- контроль,
- регистрация
|
5% от заданного значения
|
Примечание. Параметры, для которых в таблице не указаны численные значения, не замеряются на заводе ПФ ТОО “Кастинг” в настоящее время в ЭСПЦ-1, но для лучшего качества ведения технологического процесса их необходимо контролировать.
7 Построение математической модели
Регулирование электрического режима дуговых печей и соответствующая техника достигли высокого уровня развития. В существенно меньшей степени осуществлена автоматизация теплового и технологического режимов плавки. Поэтому выберем в качестве САР систему регулирования давления газов в рабочем пространстве печи, адавление газов – в качестве регулирующего параметра.
Регулирование давления в нашей схеме осуществляется за счёт выдвижения – задвижения шибера, установленного на газоотсосе, как было описано выше.
Давление газов в печи с течением процесса постоянно увеличивается. Максимально допустимое значение – примерно около 500 – 600Па. Может наступить такой момент, когда давление будет настолько высоким, что может привести к нарушению хода технологического процесса или разрыву печи. Поэтому его (давление) можно отнести к основным параметрам печи, подлежащим автоматическому контролю и регулированию, и данная система автоматического регулирования заслуживает внимания наравне с системой автоматического регулирования параметров электрического режима.
Расчёт автоматических систем регулирования основывается на статических и динамических характеристиках объекта управления. Эти характеристики находятся по справочным таблицам или определяются экспериментально.
Статической характеристикой ОУ (объект управления) называется зависимость регулируемой (управляемой) – выходной величины объекта управления от входной величины y в установившемся состоянии. Входной величиной являетсяположение регулирующего органа (регулирующий орган включён в объект) или величина, характеризующая нагрузку ОУ, то есть расход энергии, топлива, воды, пара (регулирующий орган не включён в ОУ).
Многие металлургические ОУ, являясь по существу объектами с распределёнными параметрами, могут при определённых условиях быть представлены в виде ОУ с сосредоточенными параметрами. Временными динамическими характеристиками таких ОУ называют изменение выходной величины во времени при некоторых типовых изменениях входной величины ОУ. В качестве типовых входных воздействий рассматривают ступенчатую и импульсную функцию. Для металлургических ОУ наиболее распространённой и легко получаемой динамической характеристикой можно считать кривую разгона, т.е. изменение во времени выходной величины x(t) после ступенчатого изменения входной величины на ∆y.
Входной величиной в нашей САР давления газов является положение регулирующего шибера, % хода ИМ (исполнительного механизма). Выходной величиной является величина давления.
Из справочников динамических характеристик похожих ОУ (мартеновская печь, методическая печь, доменное производство) за неимением возможности проведения опытов на самом ОУ (на заводе ПФ ТОО “Кастинг” данный параметр – давление – вообще не измеряется)
строим кривую разгона – динамическую характеристику дуговой сталеплавильной печи (изменение величины давления во времени в зависимости от изменения положения шибера).
Положение шибера (входная величина) изменяется скачкообразно (ступенчато) (рисунок 5):

Рисунок 5 - Ступенчатое изменение входной величины.
В результате давление в печи (выходная величина) отвечает на изменение положения шибера следующим образом (рисунок 6):
 Рисунок 6 - Кривая разгона объекта управления.
 Если шибер закрывается, то давление в рабочем пространстве печи начинает стремительно расти, и в определённый момент времени (≈7 – 8с) оно достигнет максимального значения (50Па). При этом необходимо будет вновь открыть шибер, чтобы разрядить печную атмосферу и понизить давление в печи. Если шибер закрывается, то давление в рабочем пространстве печи начинает стремительно расти, и в определённый момент времени (≈7 – 8с) оно достигнет максимального значения (50Па). При этом необходимо будет вновь открыть шибер, чтобы разрядить печную атмосферу и понизить давление в печи.
По приведённой кривой разгона можно сделать вывод, что рассматриваемый нами объект управления является объектом с самовыравниванием, так как описывается апериодическим (инерционным) звеном первого порядка, и статическим объектом.
Объекты управления могут быть одноемкостными и многоемкостными. Одноемкостные объекты описываются одним типовым звеном, многоемкостные — несколькими типовыми звеньями, включенными по последовательной, параллельной или смешанной схеме. В нашем случае объект многоемкостной, так как описывается двумя типовыми звеньями (апериодиодическое звено и звено транспортного запаздывания), а именно
 , (4) , (4)
для простейшего статического объекта с запаздыванием, где  – постоянная времени объекта, – постоянная времени объекта,  – время запаздывания. – время запаздывания.
Передаточная функция апериодического (инерционного) звена первого порядка
 (5) (5)
Передаточная функция звена транспортного запаздывания
 (6) (6)
По кривой разгона определяем следующие параметры, характеризующие динамические свойства объекта:
1) запаздывание – если в точке максимальной скорости изменения выходной величины провести касательную к кривой разгона и продолжить её до пересечения с линией начального установившегося значения выходной величины, то отрезок времени от момента внесения возмущения до точки пересечения касательной с осью абссцис определит общее запаздывание объекта управления τ.
2) постоянная времени – отрезок времени от момента пересечения касательной с линией начального установившегося значения до момента её пересечения с линией нового установившегося значения называется постоянной времени объекта Т.
3) коэффициент передачи – для статического объекта представляет собой изменение выходной величины объекта при переходе из начального в новое установившееся состояние, отнесённое к единичному возмущению на входе
 (7) (7)
Строим касательную к кривой разгона (рисунок 6), и определяем по графику основные параметры, описывающие динамические свойства объекта, на основе выше изложенного
 ; ;  ; ;  (8) (8)
Следовательно, передаточная функция объекта управления имеет вид
8 Синтез системы автоматического регулирования
В задачи синтеза автоматических систем регулирования входят выбор закона регулирования и определение параметров настройки регулятора, обеспечивающих заданное или оптимальное качество переходных процессов.
Оптимальными параметрами настройки замкнутой системы автоматического регулирования называются значения коэффициента усиления регулятора кр
и времени изодрома Ти
, при которых переходный процесс соответствует одному из следующих критериев: степень затухания равна ψ= 0,9 или 0,75; площадь под кривой переходного процесса минимальна.
Для определения оптимальных значений настройки регуляторов необходимо знать для объектов с самовыравниванием коэффициент усиления объекта коб
и постоянную времени объекта Тоб
. Эти параметры были определены в пункте 6 данной курсовой работы: ; .
На первом этапе настройки системы регулирования определяют желаемый вид переходного процесса. Наиболее общим критерием оптимальности является критерий минимума динамической ошибки. Когда для технологического процесса важна стабилизация процесса за заданное время, в качестве критерия выбирают степень затухания переходного процесса (переходной процесс с 20% перерегулированием). Если же необходимо исключить влияние регулирующего воздействия данной системы на другие переменные объекты, то выбирают апериодический переходной процесс, без перерегулирования.
Нам важно стабилизировать процесс за определённое заданное время (чтобы величина давления не превышала предельно допустимые значения), следовательно, выбираем процесс с 20% перерегулированием.
Одна из основных характеристик процесса регулирования – точность, оцениваемая значением статической ошибки, то есть остаточным отклонением регулируемой величины от заданного значения по окончанию переходного процесса. В реальных системах статическая ошибка не должна выходить за пределы, допускаемые технологией автоматизируемого процесса.
В практике автоматизации наибольшее распространение получили апериодические процессы и процессы с 20% перерегулированием.
Апериодические процессы применяются в тех случаях, когда не допускается перерегулирование, требуется минимальное время регулирования, а динамическое отклонение регулируемой величины от установившегося (заданного) значения может быть довольно большим.
Для нашего случая (регулирование давления в рабочем пространстве печи) время регулирования неважно (будет ли оно стремиться к минимуму или нет), а вот динамическую ошибку необходимо учитывать (необходимо стремиться к её уменьшению). Поэтому останавливаем свой выбор на переходном процессе с 20% перерегулированием.
На втором этапе определяют закон регулирования. Тип регулятора и закон управления (регулирования) выбирают в зависимости от технологических показателей, свойств ОУ, а также требований к качеству регулирования.
Свойства объекта управления в первом приближении могут быть оценены по отношению времени запаздывания τ к постоянной времени объекта Тоб
: τ
/Тоб
.
Чем это отношение больше, тем задача автоматизации сложнее, и поэтому обычно:
при τ
/Тоб
< 0,2 выбирают позиционный регулятор;
при 0,2 ≤ τ
/Тоб
≥ 1 выбирают регулятор непрерывного действия;
при τ
/Тоб
> 1 выбирают импульсный или цифровой регулятор.
Однако позиционные системы регулирования характеризуются автоколебаниями регулируемой величины, и если технология автоматизируемого процесса не допускает автоколебательного режима, то возможно применение регулятора непрерывного действия (например Р – 17).
Определим в нашем случае отношение τ
к Тоб
 (9) (9)
Следовательно, для осуществления регулирования выбираем регулятор непрерывного действия и у нас в системе не будет автоколебательного режима, которым характеризуется позиционный регулятор.
По графикам, приведённым на рисунке 7, выбираем простейший регулятор (закон управления) для процесса с 20% перерегулированием (график б
). Простейший закон регулирования обеспечивает П – регулятор (пропорциональный регулятор). Проверяем по графикам, приведённым на рисунке 8, для статических объектов управления, обеспечит ли выбранный регулятор допустимое время регулирования tp
; если не обеспечивает, то необходимо выбрать более сложный закон управления.

Рисунок 7 - Динамические коэффициенты регулирования на статических объектах при процессах а
– апериодическом, б
– с 20% перерегулированием, в
– с min ; 1
– И – регулятор, 2
– П – регулятор, 3
– ПИ – регулятор, 4
– ПИД – регулятор. ; 1
– И – регулятор, 2
– П – регулятор, 3
– ПИ – регулятор, 4
– ПИД – регулятор.
Из рисунка 8 видно, что время регулирования при использовании П – регулятора в рассматриваемой системе составит ≈
6с. Это не совсем нас устроит, так как необходимо, по крайней мере, 8с для осуществления процесса регулирования (рисунок 6).
Статическую ошибку, если выбран П – регулятор, находят по рисунку 9, и если она больше допустимой  , то вместо П – регулятора выбирают ПИ – регулятор. , то вместо П – регулятора выбирают ПИ – регулятор.
 . Следовательно, . Следовательно, , (10) , (10)
где хст
– статическая ошибка регулирования, – допустимая ошибка регулирования, равная 500Па (давление газов в печи колеблется в пределах от 50Па до 500Па).
Так как статическая ошибка регулирование меньше допустимой ошибки, то можно использовать П – регулятор, но для продления времени регулирования (до 8 – 10с) необходимо в системе использовать ПИ – закон регулирования и, следовательно, ПИ – регулятор (пропорционально – интегральный регулятор).Время регулирования в этом случае составит ≈ 12с(рисунок 8).
Динамические свойства типовых многоемкостных объектов могут быть аппроксимированы свойствами последовательно включенного интегрирующего звена и звена транспортного запаздывания. Поскольку АФЧХ (амплитудно – фазовая частотная характеристика) звена транспортного запаздывания проходит через все квадранты, то неограниченное увеличение коэффициента усиления регулятора всегда приводит к неустойчивым переходным процессам.
Оптимальные настройки для различных видов переходного процесса определяют по таблице 6.
Таблица 6 – Формулы для определения настроек регулятора
Тип
регуля-тора
|
Вид объекта |
Вид переходного процесса
|
апериодический
ψ=1
|
С 20% перерегулированим ψ=0,75 |
С минимальной динамической ошибкой |
| П |
с самовыравни-ванием |
 |
 |
 |
| ПИ |
с самовыравни-ванием |
 Ти
=0,6 Тоб Ти
=0,6 Тоб
|
 Ти
=0,7 Тоб Ти
=0,7 Тоб
|
 Ти
= Тоб Ти
= Тоб
|
| ПИД |
с самовыравни-ванием |
 Ти
=2,4 Тоб Ти
=2,4 Тоб
Тд
=0,4 Тоб
|
 Ти
=2 Тоб Ти
=2 Тоб
Тд
=0,4 Тоб
|
 Ти
=1,3 Тоб Ти
=1,3 Тоб
Тд
=0,5 Тоб
|
| П |
без самовыравни-вания |
 |
 |
- |
| ПИ |
без самовыравни-вания |
Ти
=0,6 τоб
|
Ти
=3 τоб
|

Ти
=4 τоб
|
| ПИД |
без самовыравни-вания |

Ти
=5 τоб
Тд
=0,2 τоб
|
Ти
=2 τоб
Тд
=0,4 τоб
|
Ти
=1,6 τоб
Тд
=0,5 τоб
|
Определяем настройки регулятора

 (11) (11)
где  – коэффициент передачи, % хода регулирующего органа / ед. регулируемой величины; Ти
– время изодрома, с. – коэффициент передачи, % хода регулирующего органа / ед. регулируемой величины; Ти
– время изодрома, с.
9 Исследование устойчивости
При некоторых условиях система автоматического регулирования вместо обеспечения стабилизации технологических параметров и компенсации возмущений может начать их усиливать, тогда переходный процесс становится расходящимся, неустойчивым. Критерием устойчивости являются условия, при которых данная система может быть устойчивой.
Замкнутая система автоматического регулирования будет находиться на границе устойчивости, если в разомкнутой системе сдвиг по фазе составляет 180° и отношение амплитуд равно единице. При сдвиге фаз φ(ω) = 180° и амплитуде выходных колебаний А
(ω)> 1 система неустойчива; А
(ω) < 1 — устойчива.
Амплитуда выходных колебаний может меняться в широких пределах путем изменения параметров настройки регулятора, т. е. изменения кр
и Тр
.
С изменением нагрузки технологического аппарата коэффициент усиления объекта будет существенно меняться, и устойчивая система при некоторых нагрузках может выйти за пределы устойчивости. Поэтому настройки регулятора выбирают с таким расчетом, чтобы был гарантирован запас устойчивости системы на всех технологических режимах.
Для определения устойчивости нашей системы в программе MatLab построим график переходного процесса и амплитудно – фазовую частотную характеристику (АФЧХ) разомкнутой системы.
Объект регулирования у нас представлен совокупностью апериодического (инерционного) звена первого порядка и звена запаздывания. Регулятор, реализующий ПИ – закон, – совокупностью пропорционального и интегрального звеньев. Передаточная функция ПИ – регулятора имеет вид
 , (12) , (12)
где – коэффициент передачи, % хода регулирующего органа / ед. регулируемой величины; Ти
– время изодрома, с.
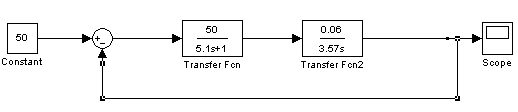
Рисунок 10 - Структурная схема разомкнутой АСР (автоматической системы регулирования).


Рисунок 11 - График переходного процесса.
Если после окончания переходного процесса система снова приходит в первоначальное или другое равновесное состояние, то такую систему называют устойчивой.
Если при тех же условиях в системе или возникают колебания со всё возрастающей амплитудой, или происходит монотонное увеличение отклонения регулируемой величины от её заданного равновесного значения, то систему называют неустойчивой.
По графику переходного процесса (рисунок 11) видно, что наша АСР устойчива, с течением определённого времени в системе устанавливается равновесное состояние.
Проверим устойчивость нашей АСР по критерию устойчивости Найквиста.
Амплитуда выходных колебаний может меняться в широких пределах путем изменения параметров настройки регулятора, т. е. изменения кр
и Тр
.
С изменением нагрузки технологического аппарата коэффициент усиления объекта будет существенно меняться, и устойчивая система при некоторых нагрузках может выйти за пределы устойчивости. Поэтому настройки регулятора выбирают с таким расчетом, чтобы был гарантирован запас устойчивости системы на всех технологических режимах.
Критерий устойчивости Найквиста — Михайлова имеет следующую формулировку: если амплитудно-фазовая частотная характеристика разомкнутой системы не охватывает точки с координатами —1;j0, то после замыкания этой системы отрицательной обратной связью она будет устойчива.
Критерий Найквиста – Михайлова позволяет судить об устойчивости САР еще до ее замыкания на объект (по экспериментальным частотным характеристикам).
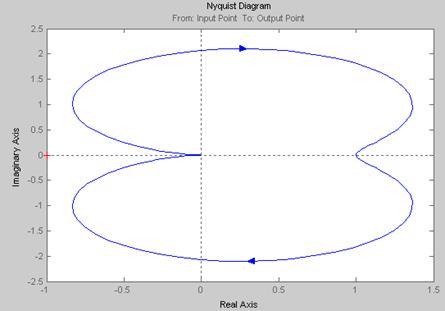
Рисунок 12 - Комплексная частотная характеристика разомкнутой системы АСР.
Если разомкнутая система устойчива, то для обеспечения её устойчивости в замкнутом состоянии необходимо и достаточно, чтобы КЧХ (комплексная частотная характеристика) разомкнутой системы не охватывала точку (– 1 , j0).
Если КЧХ устойчивой разомкнутой системы охватывает точку (– 1, j0), то система в замкнутом состоянии не устойчива.
Из рисунка 12 видно, что наша система автоматического регулирования давления газов в рабочем пространстве печи устойчива в замкнутом состоянии (при охвате отрицательной обратной связью – рисунок 13), так как в разомкнутом состоянии не охватывает точку (– 1, j0).

Рисунок 13 - Структурная схема замкнутой АСР (автоматической системы регулирования).
Запас устойчивости – это количественная оценка того, насколько значения параметров системы или ее характеристики отстоят от границы, опасной с точки зрения устойчивости. Различают запас устойчивости по амплитуде и по фазе.
Запас устойчивости по амплитуде показывает насколько необходимо изменить модуль К(ω)
АФХ разомкнутой системы при частоте среза ωср
, чтобы замкнутая система оказалась на границе устойчивости. За частоту среза разомкнутой системы принимают такую, при которой выполняется равенство: К(ω) =|W(jω) |= 1 .
Отсюда следует, что при частоте среза характеристика W(jω) пересекает окружность единичного радиуса с центром в начале координат. Если здесь частоту, соответствующую пересечению характеристики W(jω) с вещественной отрицательной полуосью, обозначить за ω1
,
то запас устойчивости по амплитуде будет определяться расстоянием от точки этого пересечения до точки с координатами ( – 1 ,j0).
Запас устойчивости по фазе ψ показывает насколько необходимо увеличить фазу в разомкнутой системе при частоте среза, чтобы соответствующая ей замкнутая система оказалась на границе устойчивости. Запас устойчивости по фазе определяется углом между вектором W(jωср
) и вещественной отрицательной полуосью. Обычно при определении необходимого запаса устойчивости вокруг опасной точки вычерчивается область, куда не должна заходить АФХ.
  

    
  Рисунок 14 Определение запаса устойчивости по модулю и по фазе с помощью ЛАЧХ (логарифмических амплитудно – частотных характеристик) разомкнутой системы АСР.
На рисунке 14 показаны логарифмические частотные характеристики, соответствующие КЧХ (рисунок 12) для устойчивой системы в разомкнутом и замкнутом состояниях. Частота, при которой ЛАЧХ пресекает ось абсцисс, называется частотой среза и обозначается ωс
.
В нашем случае частота среза равна ωс
=0,54 (рисунок 14).
Запасы устойчивости по модулю и по фазе определяем по ЛАЧХ и ЛФЧХ разомкнутой устойчивой системы автоматического регулирования (рисунок 14). Если при частоте ω1
>ωc
ЛФЧХ φ(ω1
)= – π, то абсолютная величина отрицательной амплитуды ЛАЧХ при этой частоте определяет запас устойчивости по модулю Lc
в децибелах, а запас устойчивости по фазе равен значению ЛФЧХ на частоте среза γ (ωс
)+π. Если ωс
>ω1
, то система неустойчива.
У нас ωc
<ω1
, следовательно, система устойчива. Запас устойчивости по модулю равен Lc
=54,4дБ. Запас устойчивости по фазе равен
γ= –140,10
+1800
=39,90
.
Таким образом, запас устойчивости по модулю представляет собой запас по коэффициенту передачи к
разомкнутой системы относительно его критического по устойчивости значения.
Запас устойчивости по фазе γ показывает, насколько возрастёт запаздывание по фазе в системе на частоте среза ωс
при неизменном коэффициенте усиления на этой частоте, чтобы система оказалась на границе устойчивости.
10 Исследование переходного процесса
Обеспечение устойчивости САР является необходимым, но недостаточным условием настройки системы авторегулирования. В зависимости от выбранных параметров настройки вид переходных процессов замкнутых систем авторегулирования существенно меняется. Основными показателями качества регулирования являются:
- время регулирования tр
;
- величина перерегулирования σ;
- колебательность процесса;
- наличие статической ошибки δ;
- запас устойчивости.
График переходного процесса
(полученный с помощью MatLab) был представлен в предыдущем пункте 9. График выглядит следующим образом:
  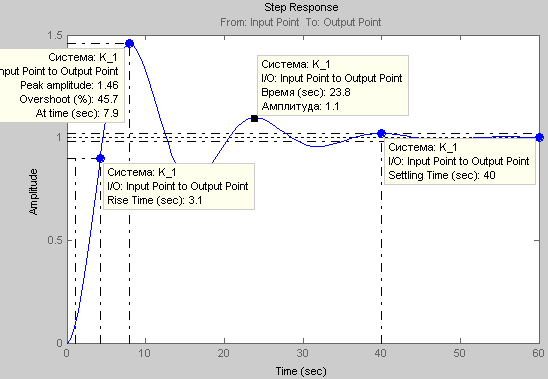 Рисунок 15 - Переходная функция системы с перерегулированием.
Рассмотрим основные показатели качества регулирования относительно нашей системы автоматического регулирования давления газов (по рисунку 15).
Время регулирования tp
характеризует быстродействие системы и соответствует периоду, по истечении которого управляемая величина входит в зону нечувствительности регулятора.
По графику, представленному на рисунке 14, определяем, что время регулирования составляет 40 с (Settingtime).
Перерегулированием σ называется максимальное отклонение управляемой величины от заданного значения, выраженное в процентах (оно должно составлять 20 – 30%)
 (13) (13)
Перерегулирование появляется потому, что система к новому установившемуся состоянию подходит с определенной скоростью, определяемой тангенсом угла наклона касательной в точке максимальной скорости изменения выходной величины. Чем больше скорость, тем больше будет перерегулирование, и для его снижения необходимо снижать скорость нарастания управляемой величины. Но снижение скорости приведет к увеличению времени регулирования, что нежелательно.
Перерегулирование в нашем случае из рисунка 15 равно 45,7% (Overshoot).
 (14) (14)
Вообще величина перерегулирования лежит в пределах 20% от требуемого значения регулируемой величины. В противном случае перерегулирование может привести к нарушению хода технологического процесса (в нашем случае избыточное давление может привести к взрыву печи). Система регулирования давления построена таким образом, что, как только давление газов в печи становится больше 50, открывается шибер, приводимый в действие регулятором, газы выходят через газоотсос, и давление в печи понижается. Это способствует нормальному ведению технологического процесса. Однако величина давления в печи стабилизируется не сразу, а по истечению определённого времени регулирования, то есть 40 с. В это время давление может превысить 50Па на 46% (перерегулирование), то есть на 23 Па. На работу печи это существенного влияния не окажет, так как точность поддержания нашей регулируемой величины составляет 5–50Па (таблица 6). Качество регулирования считается удовлетворительным, если перерегулирование не превышает 30 – 40%, а хорошим, если не превышает 20%.
В качестве оптимального переходного процесса регулирования на основе произведённого расчёта величины перерегулирования рекомендую переходной процесс с минимальной квадратичной площадью регулирования, характеризующийся наибольшим перерегулированием (приблизительно 40 – 45
%) и временем регулирования, наибольшим регулирующим воздействием.
Колебательность процесса характеризуется числом колебаний управляемой величины за время регулирования. Количественно колебательность оценивается по логарифмическому декременту затухания, который представляет собой натуральный логарифм отношения двух последующих амплитуд отклонений управляемой величины одного направления
 (15) (15)
Чем больше логарифмический декремент затухания, тем быстрее происходит затухание переходного процесса. У нас переходной процесс затухает примерно через 39 – 40с. Это не очень быстро, поэтому величина колебательности ближе к нулю, чем к единице.
Степень колебательности используется для оценки качества системы. Практически колебательность удобно характеризовать числом периодов переходного процесса за время регулирования. Процессы, у которых колебательность составляет 1 – 2 периода, называются слабоколебательными. Обычно в системе допустимо иметь 2 – 3 периода колебаний в переходном процессе. При числе периодов больше трёх система требует коррекции. В нашем случае 2 периода колебания, следовательно, система не требует коррекции.
Установившаяся ошибка показывает точность управления в установившемся режиме. Она равна разности между заданным значением управляемой величины и ее установившимся значением при номинальной нагрузке.
Обычно принимают, что по истечении времени регулирования отклонение регулируемой величины от установившегося значения должно быть не более ε=5%.
Степень затухания,измеряемая в процентах, служит количественной оценкой интенсивности затухания переходного процесса и определяется как отношение разности первой и третьей амплитуды к первой амплитуде переходного процесса
 (16) (16)
Интенсивность затухания колебаний в системе считается удовлетворительной, если степень затухания составляет 75% и выше. В некоторых случаях допускается около 60%.
С изменением параметров настройки регулятора степень затухания переходного процесса может меняться от 0 до 1. Она равна 0, когда система находится на границе устойчивости,
и равна 1 для апериодических переходных процессов.
11 Выбор аппаратов и составление спецификации
Выбор аппаратуры с точки зрения рода энергии определяется спецификой технологического процесса, условиями пожаро – и взрывоопасности установки, агрессивности окружающей среды, требованиями к быстродействию, дальностью передачи информации.
Электрические приборы получили наиболее широкое распространение.
Для пожаро – и взрывоопасных условий применяют пневматические и гидравлические средства. Основные преимущества таких систем: большой коэффициент усиления по мощности; высокое быстродействие; малые габариты и металлоемкость на 1 кВт выходной мощности. Недостаток их применения – необходимость использования специализированных источников питания (гидравлических насосов, компрессоров). Кроме того, гидросистемы требуют более тщательной герметизации линий связи и нуждаются в специальных емкостях для хранения рабочей среды (воды либо специального негорючего масла).
Чем выше класс точности аппаратуры, тем более сложной и дорогой является конструкция. Поэтому целесообразно выбирать аппаратуру с тем классом точности, который определяется действительными требованиями установки.
Следует стремиться к применению однотипных средств автоматизации, что дает преимущества как с точки зрения обслуживания и обеспечения запасными частями.
Заказные спецификации приборов и средств автоматизации содержат перечни измерительных преобразователей, приборов, регуляторов и пр. В спецификации указывают наименование устройства, его тип и количество аппаратов, приводят техническую характеристику. В графе “позиция” указывается номер позиции прибора на схеме автоматизации.
Для нашей АСР давления газов в рабочем пространстве печи выберем аппаратуру с учётом соблюдения условий технологического процесса и составим спецификацию (приведена в графической части).
При выборе аппаратуры контроля и сигнализации необходимо учитывать параметры контролируемой и окружающей среды – температуру, давление, состав, влажность, запылённость, электрические свойства, а также условия измерения – размеры и характер контролируемого объекта, расстояние между точкой измерения и вторичным прибором, механические воздействия (удары, вибрацию), наличие источников питания. Должны быть выдержаны требования противопожарной техники и охраны труда и требования, предъявляемые технологическим процессом к погрешности, чувствительности и инерционности аппаратуры. Если имеется возможность, то следует применять унифицированную аппаратуру: приборы и регуляторы одной информационной системы, одного завода – изготовителя и т. д. Это облегчит обслуживание системы управления и позволит сократить число резервных приборов, регуляторов и сигнализаторов.
При выборе аппаратуры для горячих и в то же время открытых цехов металлургического производства предпочтение следует отдавать приборам с температурной компенсацией
Заключение
В ходе выполнения курсового проекта были изучены: принцип работы дуговой сталеплавильной печи ДСП-25Н5, используемой на предприятии ПФ ТОО «Кастинг», параметры, регулирование которых можно автоматизировать, сложности регулирования этих параметров. Мы рассмотрели пример автоматизации регулирования давления в рабочем пространстве, составили задание на автоматизацию, выбрали закон регулирования (ПИ - закон), изучили график переходного процесса, проверили систему на устойчивость. Согласно специфики технологического процесса и требованиям пожаро- и взрывобезопасности была выбрана аппаратура системы регулирования и составлена спецификация.
В настоящее время происходит широкое внедрение САУ в производство. На заводах и предприятиях производство которых связанно с опасностью для жизни и здоровья рабочих, например нефтехимическое производство, САУ особенно необходимы, так как они позволяют управлять процессом без непосредственного участия рабочих.
ДСП-25Н5 то же является опасным объектом, так как температура плавления очень высока и долго находится в сталеплавильном цеху очень трудно. Поэтому автоматизировав её мы избежим длительного нахождения в цеху.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Автоматизация типовых технологических процессов и установок: Учебник для вузов / А.М.Корытин, Н.К.Петров, С.Н.Радимов, Н.К.Шапарев. – М.: Энергоатомиздат, 1988. – 432с.
2. Автоматизация типовых технологических процессов и установок. Учебное пособие для вузов. / А.М.Корытин, Н.К.Петров, С.Н.Радимов, Н.К.Шапарев. Киев – Одесса: Высшая школа, 1980. - 372с.
3. Государственная система промышленных приборов и средств автоматизации. Методическое пособие для инженерно-технических работников. / Под общей редакцией Г.И.Ковалерова. Каталог, ЦНИИТЭИ приборостроения, 1981.
4. Курсовое и дипломное проектирование при автоматизации производственных процессов./ Под ред. И.К. Петрова 1986.
5. Справочник. Автоматизация и средства контроля производственных процессов./ Под ред. Карибского
6. Клюев А.С., Глазов Б.В. Дубровский А.Х. Проектирование систем автоматизации ТП
7. Клюев А.С., Глазов Б.В. Приборы и средства автоматизации ТП
8. Кузнецов М.М., Волчкевич Л.И., Замчанов Ю.П. Автоматизация промышленных процессов: Учебник для вузов / Под ред. Г.А.Шаумяна. М.: Высшая школа, 1978. - 431с.
9. Шапарев Н.К. Автоматизация типовых технологических процессов металлообработки. Расчет и проектирование. Киев-Одесса: Высшая школа, 1984,- 312с.
10. Мельников В.А., Вальков В.М., Омельченко И.С. Автоматизированные и автоматические системы управления техническими процессами. - М.: Машиностроение, 1978. - 232с.
11. Горшков Б.И. Автоматическое управление. – М.:ИРПО: Издательский центр “Академия”, 2003. – 304с.
12. Глинков Г.М. Проектирование систем контроля и автоматического регулирования металлургических процессов. М.: Металлургия, 1986. – 352с.
13. Клюев А.С. Автоматическое регулирование. М.: Высшая школа, 1986. – 351с.
14. Дембовский В.В. Автоматизация литейных процессов. Л.: Машиностроение. Ленингр. отделение, 1989.– 264с.
15. Шипетин Л.И. Техника проектирования систем автоматизации технологических процессов. М.: Машиностроение, 1976. – 496с.
16. Иванов В.Н. Словарь – справочник по литейному производству. М.:Машиностроение, 1990. – 384с.
17. Болотов А.В., Шепель Г.А. Электротехнологические установки. Алматы: Мектеп, 1982. – 272с.
18. Свенчанский А.Д. Электротехнологические промышленные установки. М.: Энергоиздат, 1982. – 400с.
19. Ененко Г.М., Степанов Е.М., Филимонов Ю.П. Промышленные печи. М.: Машиностроение,1964. – 360с.
20. Никифоров В.М. Технология металлов и конструкционные материалы. Л.: Машиностроение. Ленингр. отделение, 1987.– 363с.
21. Технология конструкционных материалов: Учебник для вузов / А.М.Дальский, И.А.Арутюнова, Т.М.Барсукова, Л.Н.Бухаркин и др. – М.: Машиностроение, 1977. – 664с.
22. Ярошенко Ю.Г. Тепловая работа и автоматизация печей. М.: Металлургия, 1984. – 208с.
|

