| Методы изготовления печатных плат
Основные технологические принципы изготовления печатных плат:
- субтрактивный;
- аддитивный;
- полуадцитивный, сочетающий преимущества субтрактивного и аддитивного методов1
;
- комбинированный.
1. Субтрактивные методы
Субтрактивный метод наиболее освоен и распространен для простых и очень сложных конструкций печатных плат. Собственно, с него исторически начиналась индустрия печатных плат. В качестве исходного материала используются фольгированные (в основном медью) изоляционные материалы. После переноса рисунка печатных проводников в виде стойкой к растворам травления пленки на фольгированную основу, незащищенные ею места химически стравливаются. Защитную пленку наносят методами полиграфии: фотолитографией, трафаретной печати и др. При использовании фотолитографии, защитная пленка формируется из фоторезиста материала, очувстляемого через фотокопию печатного рисунка — фотошаблон. При трафаретной печати используют специальную, химически стойкую краску, называемую трафаретной.
1.1 Химический метод
Субтрактивный метод, в чистом виде, реализуется в производстве односторонних печатных плат, где присутствуют только процессы селективной защиты рисунка проводников и стравливания металла фольгированных диэлектриков с незащищенных мест (рис. 1.2.).

Схема стандартного субтрактивного (химического) метода изготовления односторонних печатных плат:
• вырубка заготовки;
• сверление отверстий;
• подготовка поверхности фольги (дезоксидация), устранение заусенцев;
• трафаретное нанесение кислотостойкой краски, закрывающей участки фольги, неподлежащих вытравливанию;
• травление открытых участков фольги;
• сушка платы;
• нанесение паяльной маски;
• горячее облуживание открытых монтажных участков припоем;
• нанесение маркировки;
• крнтроль.
Главные фрагменты субтрактивной технологии на основе фотолитографии показаны на рис. 1.2 Преимущества:
возможность полной автоматизации процесса изготовления;
- высокая производительность;
- низкая себестоимость. Недостатки:
- низкая плотность компоновки связей;
- использование фольгированных материалов;
наличие экологических проблем из-за образования больших объемов отработанных травильных растворов.
1.2. Механическое формирование зазоров (оконтуривание проводников)
Вместо химического травления, изоляционные зазоры между проводниками можно формировать механическим удалением при помощи режущего инструмента. Для изготовления односторонних печатных плат можно обойтись всего одним станком с ЧПУ, позволяющим по программе сверлить сквозные отверстия и скрайбировать зазоры.
Скрайбирование обычно ведется коническими фрезами с углом при вершине 60 или 30 градусов (в ряде случаев — менее 18 градусов). Для получения стабильной ширины контурной канавки необходимо строго контролировать глубину врезания фрезы в заготовку. Неплоскостность подложки, неравномерный прижим заготовки к рабочему столу могут привести к разбросу ширины реза. Именно поэтому свер-лильно-фрезерные станки должны иметь специальные прижимные головки, принудительно выравнивающие заготовки плат в плоскость стола станка.
Метод отличается коротким технологическим циклом изготовления, малой капиталоемкостью, не создает экологических проблем. Он очень удобен для изготовления полноценных экспериментальных образцов монтажных подложек. Но образцы плат получаются дороже (большой расход фрез), чем изготовленные химическим методом. Поэтому и из-за большого ритма выпуска (плата изготавливается более, чем 4 часа) этот метод не годится для серийного производства.
Таблица 1.1. Разновидности плат, полученных методом скрайбирования контура проводников
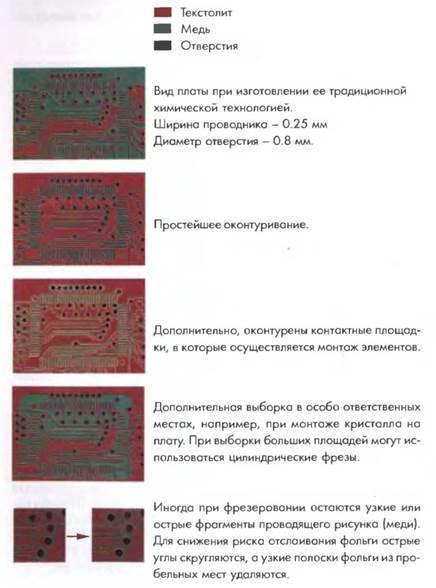
Чтобы избежать необходимости химических процессов металлизации отверстий, при изготовлении печатных плат методами скрайбирования и фрезеровки используют примитивные методы соединения двух сторон, как показано на рис. 1.4.
При скрайбировании контура проводников фрезы неизбежно вспарывают стеклоткань диэлектрика, что повышает его восприимчивость к загрязнениям. Поэтому такие платы требуют повышенного внимания к последующим процессам защиты поверхности от воздействия внешних сред паяльной маской или специальной пропиткой, не мещающей пайке, или лакировкой после монтажа.
1.3. Лазерное гравирование
Ультрафиолетовые лазеры (эксимерные и Nd:YAGwnvi Nd:LIF-na-зеры) способны испарять медь фольги и минимально травмировать диэлектрическую подложку Это позволяет использовать их для гравирования контуров проводников. Современное оборудование, предназначенное для этой цели, сочетает в себе две лазерных головки: СО^-лазер и УФ-лазер, которые попеременно сверлят сквозные и глухие отверстия и гравируют пробельные места плат.
Лазерные методы прямого формирования рисунка высокопроизводительны, воспроизводят рисунок с разрешением проводник/зазор = 0,05/0.05 мм. Но пока это оборудование слишком дорого для повсеместного использования.
2. Аддитивные методы
Эти методы предполагают использование нефольгированных диэлектрических оснований, на которые тем или другим способом, избирательно (там, где нужно) наносят токопроводящий рисунок. Разновидности метода определяются способами металлизации и избирательное™ металлизации.
Токопроводящие элементы рисунка можно создать:
• химическим восстановлением металлов на катализированных участках диэлектрического основания (толстослойная химическая металлизация — ТХМ);
• переносом рисунка, предварительно сформированного на металлическом листе, надиэлектрическую подложку (метод переноса);
• нанесением токопроводящих красок или паст или другим способом печати;
• восстановительным вжиганием металлических паст в поверхность термостойкого диэлектрического основания из керамики и ей подобных материалов;
• вакуумным или ионно-плазменным напылением;
• выштамповыванием проводников. Избирательность осаждения металла можно обеспечить:
• фотолитографией (через фотошаблон) фоторезиста, закрывающего в нужных местах участки поверхности основания, неподлежащие металлизации (для метола толстослойной химической металлизации - ТХМ);
• избирательным фотоочувствлением (через фотошаблон или сканирующим лучом) катализатора, предварительно нанесенного на всю поверхность основания (для фотоаддитивного метода ТХМ);
• трафаретной печатью (для паст и красок);
• масочные защиты (для вакуумной и ионогшазменной металлизации).
2.1 Фотоаддитивный процесс
Схема процесса фотоаддитивной технологии (как пример одного из вариантов аддитивного метода):
• вырубка заготовки;
• сверление отверстий под металлизацию;
• нанесение фотоактивируемого катализатора на все поверхности заготовки и в отверстия;
• активация катализатора высокоэнергетической экспозицией через фотошаблон-негатив;
• толстослойное химическое меднение активированных участков печатной платы (печатных проводников и отверстий);
• отмывка платы от остатков технологических растворов и 11еак-тивированного катализатора;

• глубокая сушка печатной платы;
• нанесение паяльной маски;
• нанесение маркировки;
• обрезка платы по контуру;
• электрическое тестирование;
• приемка платы — сертификация.
Основные фрагменты фотоаддитивного метода показаны на рис. 1.5. Преимущества:
- использование нефольгированных материалов;
- возможность воспроизведения тонкого рисунка. Недостатки:
- длительный контакт открытого диэлектрика с технологичес-
кими растворами металлизации, ухудшающими характеристики электрической изоляции без дополнительных мер по отмывке;
- длительность процесса толстослойного химического меднения.
2.2 Аддитивный процесс
Схема процесса аддитивной технологии с использованием фоторезиста:
• вырубка заготовки;
• сверление отверстий под металлизацию;
• нанесение катализатора на всю поверхности заготовки и отверстий;
• нанесение и экспозиция фоторезиста через фотошаблон-позитив;
• проявление фоторезиста с обнажением участков поверхности платы с нанесенным катализатором;
• толстослойная химическая металлизация отверстий и проводников;
• нанесение маркировки;
• обрезка платы по контуру;
• электрическое тестирование;
• приемка платы — сертификация. Преимущества:
использование нефольгированных материалов; изоляционные участки платы защищены фоторезистом — изоляции не загрязняется технологическими растворами;
- фоторезист может оставаться на плате в качестве защитного покрытия.
Недостатки:
- длительный процесс толстослойной химической металлизации;
необходимость использования фоторезиста, стойкого к длительному воздействию растворов химического меднения с щелочной реакцией.
2.3 Нанесение токопроводящих красок или металлонаполненных паст
Главные проблемы этого метода:
• создание в проводниках нужной проводимости, желательно соизмеримой с основным металлом;
• возможность воспроизведения рисунка с хорошим разрешением;
• обеспечение паяемости.
Проблемы проводимости могут быть решены, при условии максимального удаления связующего, разделяющего металлические частицы, из объема краски или пасты. Наилучшим образом, это достигается при высоких температурах обработки. Но для этого требуются нагревостойкие диэлектрические основания, типа стекла (си-талл), керамики (стеатит). Нанесение проводников на органические основания менее успешны из-за их ограниченной нагревостой-кости и связанными с этим трудностями в удалении связующего для сближения металлических частиц. Поэтому на органических подложках удается достичь 20% проводимости от чистого металла.
Вообще, чем выше температура обжига, тем лучше условия для обеспечения большей проводимости, силы сцепления с подложкой, пая-емости. Наиболее удовлетворительные результаты получены с составами на основе серебра и связующего из мелкодисперсного низкоплавкого стекла (фритты). При обжиге, с подъемом температуры до 500...800°С улетучивается растворитель, выгорает органическое связующее и, наконец, плавится фритта. При охлаждении частички серебра прочно сцепляются в объеме стекла (фритты), которое, в свою очередь, прочно сцепляется с керамической подложкой. Проводимость воженных проводников может достигать 95% проводимости чистого серебра.
Токопроводящую краску обычно наносят методом трафаретной печати, обеспечивая минимальную ширину проводника 0,8 мм при норме 1,5 мм. При этом формирование проводящего слоя в отверстиях связано с большими трудностями.
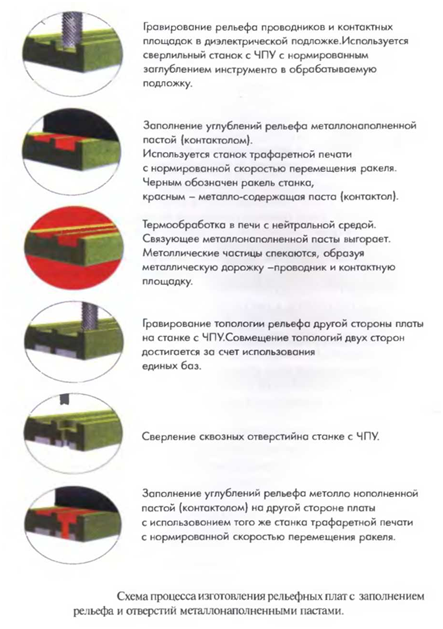
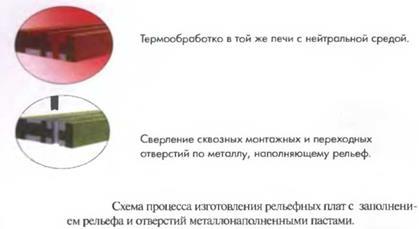
Появилась возможность изготовления полноценных плат, в которых токопроводящие краски заполняют рельеф проводников и отверстий. Такой процесс можно считать полностью аддитивным. Схема его показана на рис. 1.7. Авторы утверждают, что эта технология способна воспроизводить проводники и зазоры шириной по 0,15 мм, отверстия диаметром 0, [5мм, в основании толщиной 0,4мм. Типичное время изготовления двусторонней платы — 3...4 часа, 4-слойной — 8... 10 часов.
2.4 Горячая запрессовка металлического порошка (тиснение)
Тонкодисперсная металлическая пудра (порошок) наносится на поверхность подложки опудриванием, пульверизацией, катафорезом, накатыванием или любым другим способом. Затем нагретым штампом с рельефом, соответствующим топологии схемы, порошок впрессовывается в основание подложки. На пробельных местах порошок не закрепляется и удаляется для использования. Штамп может одновременно вырубать отверстия и контур плат. Этот метод незаменим для массового тиража плат из дешевых материалов подложек: картона, листовых термопластичных и термореактивных пластмасс и др. Схема процесса тиснения показана на рис. 1.8.

2.5 Штампование
При этом способе, медную фольгу сматывают с ролей, покрывают соответствующим клеящим веществом и подают в автоматический штамповальный пресс, как показано на рис. 1.9. Фольга вырубается и впрессовывается в изоляционный материал острыми кромками штампа по периметру проводников. Нагретый штамп не только впрессовывает края фольги в изоляционный материал, но и расплавляет склеивающее вещество, благодаря чему обеспечивается прочное сцепление проводников с основанием. Температура нагрева "штампа зависит от используемого клеящего вещества и составляет приблизительно 110° С для термопластичных и 150°Сдля термореактивных смол. Время выстоя штампа при склеивании термоштастичной смолой составляет примерно 2 сек. Для термореактивной смолы оно значительно больше (для окончательного отверждения). Поэтому для ускорения процесса, чтобы время выстоя штампа было минимальным, обеспечивают лишь закрепление фольги на подложке. После сверления отверстий, вырубки пазов, для разобщения цепей схема вновь нагревается под давлением до окончательного отверждения клеящего вешества.

2.6 Метод переноса
К аддитивным процессам можно полноправно отнести и метод переноса. Один из перспективных вариантов реализации такого процесса с использованием электрохимического осаждения металлов (ПАФОС) показан на рис. 1.10. В методе переноса проводящий рисунок создается на временных «носителях» — листах из нержавеющей стали, поверхность которых предварительное покрывается гальванически осажденной медью толщиной 2...5мкм.
По тонкому медному покрытию формируется защитный рельеф фоторезиста. Проводники получают гальваническим осаждением тонкого слоя никеля (2...3мкм) и меди (З0...50мкм) в рельеф фоторезиста. Затем фоторезист удаляют и проводящий рисунок на всю толшину впрессовывают в диэлектрик. Впрессованный рисунок проводников вместе с медной шиной механически отделяется от поверхности временных носителей. Таким образом, его переносят с металлического листа на диэлектрическую подложку. Отсюда название процесса — «метод переноса».

В слоях без межслойных переходов медная шина стравливается. При изготовлении двухсторонних слоев с межслойными переходами тонкая медная шина служит проводящим подслоем для электрохимического процесса металлизации отверстий.
Проводящий рисунок, утопленный в диэлектрик и сверху защищенный слоем никеля, не подвергается травлению при стравливании меди. Поэтому форма, размеры и точность проводящего рисунка определяется рисунком рельефа в фоторезисте, то есть процессами фотолитографии.
2.7 Общая оценка аддитивных методов
В большинстве аддитивных методов полностью отсутствуют процессы травления (удаления металла — субтракции), и, в этом смысле они экологически чистые, хотя другие, сопутствующие им процессы (отмывки от технологических загрязнений и растворов, избыточность растворов химической металлизации при их корректировках и т.п.) загрязняют промышленные стоки, но не в той мере, как субтрактивные технологии. И если все-таки процессы травления в них присутствуют (ПАФОС), то их объемы настолько незначительны, что они не создают серьезных экологических проблем.
Распространению аддитивных методов мешает ряд сложностей их использования:
• нет возможности использовать высокопроизводительные процессы электрохимической металлизации элементов печатного монтажа на диэлектрическом основании из-за их электрической разобщенности. Это, правда, не относится к методу ПАФОС;
- толстослойная химическая металлизация (ТХМ) — сложный и низкопроизводительный процесс, требуюший управления по большому количеству параметров. При любых сбоях управления он способен разрушаться с большими издержками для производства. Мало того, этот процесс имеет большую длительность: для достижения приемлемой толщины осаждения (например, 25 мкм для меди) процесс длится часами. Надежность технологических и энергетических систем зачастую не позволяет выдержи вать нужные режимы осаждения втечение этого времени;
• по всем (кроме чисто аддитивного процесса) схемам затруднена металлизация отверстий;
токопроводящие пасты имеют повышенное сопротивление, от чего, по крайней, мере, цепи питания не могут быть реализованы приемлемыми ширинами проводников; напыление через маски требует их очистки от осевших на них металлов химическим стравливанием, что уравнивает их с суб-трактивными методами;
• штампы для тиснения металлического порошка и выштампов-ки проводников из фольги дорогие, так что они оправдывают себя только при объемах партии более десятков тысяч.
3. Полуаддитивные методы
Полуаддитивные методы придуманы, чтобы избавиться от длительных и неустойчивых процессов ТХМ, заменив их на высокопроизводительные надежные электрохимические (гальванические) методы металлизации. Но для электрохимических методов металлизации электроизоляционных оснований нужен токопроводящий подслой. Его создают любым способом, удовлетворяющим требованиям по проводимости и прочности сцепления с подложкой:
• химическим осаждением тонкого слоя (до 1 мкм) металла. Процесс тонкослойной металлизации длится не более 15 мин и не требует высокой технологической надежности;
• вакуумным напылением металла, в том числе магнетронным;
• процессами газотермической металлизации;
• процессами термолиза металлоорганических соединений.
Уместно заметить, что для полуаддитивн ых методов неприемлемы процессы прямой металлизации, так как их использование связано с большим расходом катализатора, и возникают проблемы удаления проводящего подслоя из пробельных мест.
3.1 Классический полуаддитивный метод
По этому методу диэлектрическая подложка металлизируется тонким проводящим слоем.
По проводящему слою на подложку наносится и проявляется фоторезист или трафаретный рисунок из химически стойкой краски. В рельефе проявленного фоторезиста гальванически наращивается металл до толщин, обеспечивающих его механическую прочность и токонесущую способность проводников и отверстий (для меди — порядка 25...35 мкм). После этого защитные покрытия (фоторезист, краски) удаляются, в результате в пробельных местах обнажается тонкий проводящий подслой (порядка 1 мкм), который теперь не нужен и подлежит удалению для электрического разобщения элементов печатного монтажа. Стравливание такого тонкого подслоя (1 мкм) связано с гораздо меньшими затратами на очистку промышленных стоков, чем травление фольги (18...35 мкм). Мало того, стравливание тонкого слоя не создает такого подтравли -вания проводников, как для субтрактивных методов. Это означает, что при использовании полуаддитивных методов тонкие проводники и зазоры воспроизводятся гораздо лучше. Можно сказать, что разрешающая способность полуаддитивных методов соизмерима с возможностями используемых фоторезистов.
Распространению полуаддитивных методов мешает слабая сила сцепления проводников с подложкой и химическая неоднородность поверхностей промышленных диэлектриков, заставляющие для их компенсации использовать сложные процессы подготовки (активации) поверхности. В противовес этому производители фольгированных материалов научились изготавливать материалы с ультратонкой фольгой, что снимает необходимость в использовании технологических операций металлизации поверхностей у производителей печатных плат, а для отверстий применять процессы прямой металлизации.
Тем не менее, полуаддитивные методы незаменимы, когда необходимо по тем или иным причинам использовать нефольгированные диэлектрические подложки или получать тонкие проводники и зазоры (менее 0,1 мм).
Схема полуаддитивного процесса:
• вырубка заготовки;
• сверление отверстий под металлизацию;
• нанесение тонкого проводящего подслоя (чаще — тонкослойная химическая металлизация медью толщиной до 1 мкм);
• усиление тонкого слоя металлизации — гальваническая затяжка (до 6 мкм);
• нанесение и экспонирование фоторезиста через фотошаблон-позитив;
• основная гальваническая металлизация (до 25 мкм в отверстиях);
• гальваническое нанесение металлорезиста (олова, олова-свинца, олова-никеля, олова-кобальта, серебра, золота, никеля или др.);
• удаление экспонированного фоторезиста;
• вытравливание тонкой металлизации (гальванической затяжки) с пробельных участков;
• стравливание металлорезиста на основе олова для последующего нанесения паяльной маски;
• гальваническое осаждение контактных покрытий на концевые ламели;
• отм ывка платы от остатков технологических растворов;
• глубокая сушка печатной платы;
• нанесение паяльной маски;
• нанесение финишных покрытий на монтажные элементы под пайку;
• нанесение маркировки;
• обрезка платы по контуру;
• электрическое тестирование;
• приемка платы — сертификация. Преимущества:
-использование нефольгированных материалов; хорошее воспроизведение тонких проводников. Недостатки:
-недостаточная адгезия металлизации к диэлектрической подложке;
контакт открытой поверхности диэлектрика с растворами металлизации приводит к его загрязнению и требует дополнительных усилий для обеспечения требуемых электроизоляционных свойств.
1.4.3.2.Аддитивный метод с дифференциальным травлением
Этот процесс отличается от классического лишь тем, что в нем нет металлорезиста: для формирования рисунка используется разница в толщинах металлизации проводников (>30 мкм) и пробельных мест (< 6 мкм). Трудности реализации этого варианта аддитивного процесса состоят в необходимости создания равномерной толщины металлизации по всей поверхности заготовки. Иначе, где-то рисунок будет перетравлен, где-то не вытравлен. Такой равномерности по современным представлениям можно достичь, используя гальваническую металлизацию с реверсом тока и специальные для такой технологии выравнивающие добавки. Преимущества:
- высокое разрешение рисунка;
- меньшие прямые расходы за счет отсутствия операции нанесения и удаления металлорезиста.
Недостатки:
повышенные капиталозатраты для оснащения электрохимических операций;
- сложность управления процессом дифференциального травления.
3.3 Рельефные платы
Принципы изготовления рельефных плат можно без сомнений отнести к полуаддитивным методам, поскольку в их основе заложено использование нефольгированных подложек. Рельефные платы (РП) представляют собой диэлектрические основания, в которые углублены медные проводники, выполненные в виде металлизированных канавок, и сквозные металлизированные отверстия для монтажа выводов и соединения трасс на двух сторонах платы.
Авторами большинства распространенных конструкций и технологий РП в нашей стране являются русские изобретатели А.В. Богданов и Ю А. Богданов.
Один из наиболее распространенных методов изготовления РП П включает следующие основные операции:
• Выполнение рельефа проводников — углублений по трассам проводников и сверление отверстий. Если рельеф выполняется фрезерованием; сначала он выполняется на одной стороне: затем на другой. Сверление конусным сверлом с двух сторон платы; так что конусы сходятся, как показано на рисунке. Рельеф можно выполнить методами тиснения, прессования и литья.
• Очистка поверхности РП. С целью обеспечения равномерности последующей химической металлизации поверхностям РП придают шероховатость.
• Металлизация поверхностей и отверстий: химическое меднение или вакуумная металлизация толщиной 0,5... 1 мкм усиливаются гальваническим наращиванием меди до толщины 25...40 мкм.
• Нанесение защитного резиста — покрытие всей поверхности, рельефа и отверстий металлизированной заготовки кислотостойкой защитной краской (жидкой спиртоканифольной смесью или нитрокраской, нитрошпаклевкой).
• Удаление защитного резиста с пробельных мест (зернением, шлифованием). Защитная краска остается во всех углублениях — элементах проводящего рисунка. Обнажаются для травления пробельные места.
Операция зернения обычно проводится в так называемых «зер-нильных установках» — вибрирующих бункерах, в которые, кроме рельефной заготовки, помещены керамические шарики. Многочисленные удары шариков по заготовке «оббивают» краску с пробельных мест. Диаметр керамических шариков выбирают таким, чтобы удары не могли «выбить» краску из углублений рельефа и отверстий.
Шлифование поверхности пробельных мест, как правило, производится с помощью вибрационных машин.
• Травление металла с пробельных мест. Удаление медного покрытия с незащищенных краской пробельных мест проводится в кислотных растворах, не растворяющих защитные краски.
• Лужение проводящего рисунка для обеспечения паяемости и защиты меди от окисления. Лужение производят путем погружения заготовки в ванну с расплавленным легкоплавким припоем.
Модификация этой последовательности операции предусматривает предварительную тонкослойную металлизацию рельефной заготовки и накатка краски на пробельные места. Это позволяет
осуществить локальное гальваническое наращивание меди только в канавки и отверстия. После дополнительного гальванического осаждения металлорезиста в рельеф, удаляют краску с пробельных мест и стравливают медь с этих участков.
4. Комбинированные методы
Комбинированные методы объединяют в себе все приемы изготовления печатных плат, необходимые для изготовления печатных проводников и металлизированных отверстий. Поэтому они называются комбинированными. В зависимости от последовательности операций формирования печатных проводников и металлизированных отверстий различают комбинированный позитивный метод (используются фотошаблоны — позитивы) и комбинированный негативный (используются фотошаблоны — негативы).
4.1. Комбинированный негативный метод
В негативном методе сначала вытравливаются проводники, и затем металлизируются отверстия. Метод возник, когда в производстве еще отсутствовали сверлильные станки с программным управлением, и платы были вынуждены сверлить вручную по рисунку схемы (по контактным площадкам). Поскольку после травления рисунка нужно было не только сверлить отверстия, но и их металлизировать, принимались меры для создания проводящего подслоя в отверстиях, но не на поверхности платы. Для этого перед сверлением плату покрывают защитной «лаковой рубашкой», сверлят через нее отверстия
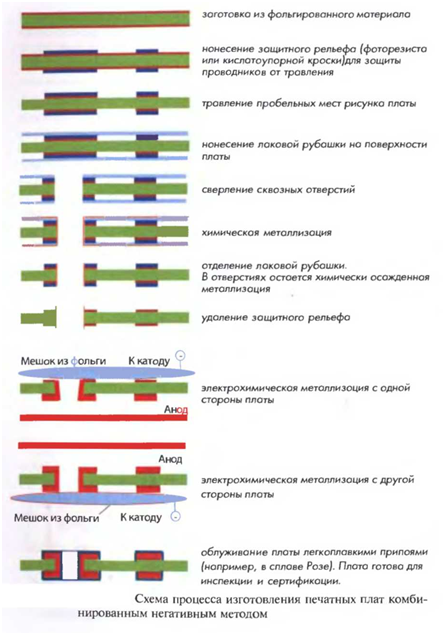
и химически металлизируют всю заготовку. Лаковую рубашку наносят так, чтобы она легко отслаивалась, и после ее удаления химически осажденный металл остается только в отверстиях. Поскольку рисунок схемы уже вытравлен, металлизированные отверстия, подлежащие электрохимической металлизации, не имеют электрического соединения с катодом гальванической ванны. Его создают или проводом, нанизывая на него все отверстия платы, или мягкими проводящими подушками, поддуваемыми воздухом или наполняемыми водой для надежного электрического контактирования по всей поверхности заготовки. Естественно, что подушки могут располагаться только с одной стороны платы, оставляя другую открытой для электролита металлизации. Чтобы обеспечить равномерность металлизации отверстий, в процессе осаждения заготовки меняют сторонами. Схема процесса комбинированного негативного метода изготовления печатных плат показана на Недостатки метода:
- при металлизации отверстий открытые участки диэлектрического основания насыщаются химическими растворами и получают за счет этого повышенную проводимость. Надежность изоляции, реализуемая этим методом, — низкая;
для гальванической металлизации отверстий возникают большие затруднения для организации электрического контакта стенок отверстий с катодом гальванической ванны. Это обуславливает наличие заметного количества непрокрытых или плохо прокрытых отверстий;
- при отделении лаковой рубашки возможно частичное разрушение проводящего подслоя в отверстиях. Условия для электрохимической металлизации нарушаются.
В связи с этим негативный метод уступил в распространении позитивному.
4.2 Комбинированный позитивный метод
Как уже отмечалось, единственным преимуществом негативного метода на ранних стадиях развития производства печатных плат с металлизированными отверстиями являлась возможность сверления отверстий по сформированному рисунку печатной платы, когда контактные площадки можно было использовать как мишень для ручного сверления отверстия. С появлением высокопроизводительных сверлильных станков с ЧПУ это единственное преимущество негативных методов исчезло.
В позитивном методе травление рисунка происходит после металлизации отверстий, а для соединения металлизируемых отверстий с катодом используется еще не вытравленная фольга, изначально присутствующая на поверхности заготовки.
Схема комбинированного позитивного метода изготовления двусторонних печатных плат с металлизированными отверстиями:
• нарезка технологических заготовок;
• очистка поверхности фольги (дезоксидация);
• сверление отверстий, подлежащих металлизации, на станках с ЧПУ;
• активация поверхностей под химическую металлизацию;
• тонкая химическая металлизация (до 1 мкм);
• предварительное тонкая гальваническая металлизация (до 6 мкм) — «гальваническая затяжка»;
• нанесение и экспонирование фоторезиста через фотошаблон — позитив;
• основная гальваническая металлизация (до 25 мкм внутри отверстий);
• нанесение металлорезиста;
• удаление экспонированного фоторезиста;
• травление обнаженных участков фольги;
• удаление металлорезиста;
• нанесение контактных покрытий на концевые печатные ламели;
• тщательная отмывка платы, сушка;
• нанесение паяльной маски;
• нанесение финишных покрытий под пайку;
• нанесение маркировочных знаков;
• обрезка платы по контуру;
• электрическое тестирование;
• приемка платы — сертификация. Преимущества:
- возможность воспроизведения всех типов печатных элементов с высокой степенью разрешения;
- защищенность фольгой изоляции от технологических растворов — хорошая надежность изоляции;
хорошая прочность сцепления (адгезия) металлических элементов платы с диэлектрическим основанием.
Недостатки:
относительно большая глубина травлении (фольга + металлизация затяжки) создает боковой подтрав, ограничивающий разрешающую способность процесса; травление рисунка по металлорезисту ограничивает свободу выбора травящих растворов;
после травления рисунка схемы, металлорезист или осветляют для улучшения паяемости, или удаляют и, после нанесения паяльной маски, осаждают финишные покрытия под пайку. Оба варианта требуют дополнительных капитальных затрат и прямых расходов.
4.3 Тентинг-метод
Процесс изготовления плат комбинированным позитивным методом становится короче и дешевле, если для защиты рисунка от травления использовать не металлорезист, а прочный, сухой пленочный фоторезист. Главная проблема тентинг-процесса — надежно закрыть отверстия от доступа травящих растворов. Не все пленочные фоторезисты способны к этому. Но, когда они появились, тентинг-метод начал успешно применяться для изготовления плат невысокой сложности.
Название процесса произошло именно потому, что пленка фоторезиста накрывает отверстия, как бы зонтиком или крышей, отсюда английское происхождение термина «tenting».
Преимущества тентинг-метода:
- меньшие капитальные затраты на оснащение производства относительно классических комбинированных методов;
- относительно меньшие прямые расходы за счет отсутствия необходимости осаждения и удаления металлорезиста.
Недостатки:
меньшая разрешающая способность метода за счет необходимости более глубокого травления рисунка: фольга + гальванически осажденная медь;
меньшая трассировочная способность за счет увеличенного размера контактных площадок под отверстия с целью надежного перекрытия отверстий фоторезистом.
5. Выбор методов изготовления печатных плат
Разнообразие методов изготовления печатных плат ставит нас перед необходимостью выбора схемы процесса с целью воспроизведения рисунка заданного класса точности. Для такого выбора можно руководствоваться рядом критериев, оговоренных в ГОСТ 23751. Попытаемся оценить возможности наиболее распространенных схем производства, исходя из одного из критериев: точности воспроизведения рисунка — проводника и зазора. Рассмотрим четыре базовых схемы:
• тентинг-метод с прямой металлизацией;
• комбинированный позитивный метод с прямой металлизацией;
• комбинированный позитивный метод с химической металлизацией;
• полуаддитивный метод с дифференциальным травлением. Принципиальная разница между этими процессами — толщина
вытравливаемого металла.
Принцип оценки точности воспроизведения проводника и зазо-ра (П/3).
Будем считать, что разрешение фоторезиста (РФ) сравнимо с 4/3 его толщины:
 
Предположим, что величина вытравливаемого металла равна Н. Известно, что величина подтравливания (ВП) рисунка сравнима
глубины травления:

Исходя из этого, можно, эмпирически получить формулу для оценки воспроизведения ширины зазора (3):
3 = РФ + 2-ВП

Следуя из необходимости обеспечения равнопрочное™ проводников и зазоров, их, как правило, выполняют равными по ширине. Поэтому, вытравив тонкие зазоры, можно с уверенностью сказать, что проводники могут быть воспроизведены, по крайней мере с той же шириной и, тем более, с большей. Таким образом, для оценки воспроизведения тонких проводников достаточно оценить ширину зазора.
Приведем пример численной оценки воспроизводимости зазора Здля тентинг-метода.
Для тентинг-метода вынуждены использовать толстопленочные фоторезисты (порядка 50мкм), чтобы после проявления они смогли выдержать напор струй травящих растворов.
Для уменьшения глубины травления в тентинг-методе используется фольгированный диэлектрик с толщиной фольги 18 мкм. После гальванического наращивания примерно 35 мкм меди на поверхности, толщина вытравливаемого металла будет:
Н =18 мкм+ 35 мкм= 53 мкм'* Используя формулу (2.1), получим разрешение фоторезиста:

Используя формулу (2.2), получим величину подтравливания:
Используя формулу (2.3), получим величину ширины зазора: 3 = РФ+2 ВП= 67 мкм+ 2 35 мкм= 137мкм~ 0.14 мм
Исходя из этого, можно утверждать, что при использовании тентинг-метода трудно ожидать воспроизводимость рисунка (П/3) лучше, чем 0.14/0.14 мм.
 Комбинированный позитивный метод (КПМ)позволяет воспроизводить более тонкие проводники за счет меньшей толщины вытравливаемого металла. Толшина используемых в этом методе фоторезистов определяется лишь тем, что толщина рельефа должна быть больше толщины наращиваемой в этом рельефе металлизации (проводников). Как правило, используют сухой пленочный фоторезист толщиной порядка 40 мкм. При расчете глубины травления приходится учитывать толщину гальванической затяжки порядка 6 мкм.
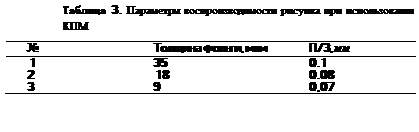
В таблице 1.3 указаны величины П/3 при разных толщинах фольги:
Нужно принять во внимание, что при травлении меди по метал-лорезисту включается в работу гальваническая пара медь-металлоре-зист (олово-свинец), и подтравливание может оказаться несколько больше. Но использование современных машин с интенсивным однонаправленным струйным травлением с большим напором струй может нейтрализовать это явление.

Полуаддитивный метод с дифференциальным травлением позволяет воспроизводить еще более тонкие проводники, чем все вышеуказанные методы. Это связано с тем, что в этом методе используется нефольгированный диэлектрик, на который осаждают минимальный слой меди для того, чтобы была возможна дальнейшая металлизация проводников и отверстий. И так как при травлении вытравливается только этот минимальный слой (порядка 3 мкм), то величина подтравов минимальна (< 2 мкм), что позволяет воспроизводить проводники малой ширины. В этом случае, воспроизведение рисунка определяется преимущественно толщиной используемого фоторезиста. В свою очередь, его толщина должна создать рельеф для металлизации, чтобы она не «выплескивалась» за границы трассы. Поэтому и в этом методе вынуждены использовать относительно «толстый» фоторезист с толщиной порядка 30 мкм. Таким образом, величина П/3 для этого метода определяется разрешением фоторезиста и может составлять 0,04/0,04 мм.
В таблице 4, собраны характеристики воспроизведения рисунка для рассмотренных методов с указанием толщин фольги, наращиваемого металла, фоторезиста и металлорезиста. Дана оценка величины П/3, а также стоимости создания производства для изготовления печатных плат одним из четырех способов. Оценки стоимости приведены в относительных единицах. За единицу принята стоимость основного и вспомогательного производства для изготовления печатных плат по тентинг-технологии.
|