|
Введение
Кисломолочные продукты играют важную роль в питании людей, особенно детей, лиц пожилого возраста и больных. Диетические свойства кисломолочных продуктов заключаются, прежде всего, в том, что они улучшают обмен веществ, стимулируют выделение желудочного сока и возбуждают аппетит. Наличие в их составе микроорганизмов, способных приживаться в кишечнике и подавлять гнилостную микрофлору, приводит к торможению гнилостных процессов и прекращению образования ядовитых продуктов распада белка, поступающих в кровь человека.
Немаловажной стадией при выработке кисломолочных продуктов является механическое воздействие на исходное сырье, т.е. гомогенизация. Она не только предотвращает отстаивание жира, но и способствует получению качественных кисломолочных продуктов с улучшенными консистенцией и вкусовыми свойствами, повышению его усвояемости организмом и более полному использованию содержащихся в нем жира и витаминов.
Диспергирование молока проводят в клапанных и ротационных гомогенизаторах, устройствах для ультразвуковой и электрогидравлической гомогенизации, быстроходных механических мешалках, гидродинамических ультразвуковых аппаратах, кавитационных и суперкавитирующих динамических смесителях-эмульсорах, центробежных струйных гомогенизаторах, но по эффективности воздействия на молоко без значительных нежелательных изменений его свойств все другие устройства уступают клапанным гомогенизаторам высокого давления
Гомогенизаторы клапанного типа.
Продукт в кольцевой канал между седлом и клапаном подается под давлением, создаваемым многоплунжерным насосом. Дробление жировых шариков и увеличение их дисперсности происходит при истечении молока через канал со скоростью 200 м/с, при этом количество жировых шариков увеличивается в 200–500 раз, а их суммарная поверхность в 6-10 раз. Гомогенизаторы клапанного типа относятся к энергоемким и металлоемким: в зависимости от давления и производительности расход электроэнергии изменяется от 36 до 140 кВт/ч, общая масса гомогенизатора может находиться в пределах от 600 до 4000 кг. Клапанными двухступенчатыми гомогенизаторами в настоящее время оснащены все комбинаты, заводы и цеха, вырабатывающие сухие и жидкие продукты питания.
Центробежные гомогенизаторы по конструкции проще клапанных, менее металлоемки, в них нет быстроизнашивающихся деталей, но они дают недостаточно высокую степень гомогенизации.
Ультразвуковые гомогенизаторы – это электромеханические и гидродинамические устройства, создающие упругие звуковые и ультразвуковые колебания в гомогенизируемой смеси. Наиболее известный из них – так называемый гидродинамический свисток. Принцип действия его основан на прохождении потока жидкости через зону максимального воздействия ультразвукового поля, создаваемого самим же потоком. Поток дробится на струи, которые, многократно взаимно пересекаясь с большой скоростью, создают интенсивные вихри и акустические колебания высоких частот. При выходе из сопла закрученного потока возникают наиболее интенсивные вихри, создающие колебания, еще более усиливаемые установленной на выходе трубки – резонатора, образующей в потоке жидкости кавитационные полости.
Ультразвуковой метод эмульгирования весьма эффективен: полнота эмульгирования составляет 95%. Метод обеспечивает высокую степень дисперсности (0,1–0,5 мкм) и устойчивость эмульсии при длительном хранении. Металлоемкость и энергоемкость ультразвукового гомогенизатора по сравнению с гомогенизатором ОМ такой же производительности, используемым в настоящее время в отечественной молочной промышленности, ниже в 5–7 раз.
Работы по оптимизации режимов ультразвуковой гомогенизации, изучению механизма эмульгирования в ультразвуковом поле проводились многими учеными в нашей стране и за рубежом, но в них не раскрыто или недостаточно раскрыто влияние ультразвукового облучения на изменения физико-химических свойств молока и его компонентов. Известно лишь, что в молоке может появиться привкус топленого молока. Предполагается, что это результат взаимодействия с жирами атомарного кислорода, выделившегося при распаде. Значительно уменьшается вязкость молока, что указывает на деструкцию молекул белка.
Как отмечалось выше, наибольшее распространение получили гомогенизаторы клапанного типа. В связи, с чем и рассмотрим их в данной работе.
1. Устройство и работа гомогенизатора клапанного типа
Машины этого типа обладают высокой эффективностью действия. Например, при гомогенизации цельного молока средний размер жировых шариков уменьшается с 3,5–4 до 0,7–0,8 мкм.
Первоначально рабочим органом гомогенизатора был пучок капиллярных трубок, через которые под давлением нагнеталось молоко, нагретое до 50–60°С. Гомогенизатор этого типа был несовершенен и часто засорялся, поэтому было предложено использование головки с пружинным клапаном. Гомогенизирующие головки подвергались тем или другим малосущественным изменениям, однако принцип устройства их сохранился до сих пор без изменения.
Принцип действия гомогенизирующей головки (рис. 1) основан на том, что гомогенизируемая жидкость нагнетается под большим давлением в канал и, поднимает прижатый пружиной 2 и стержнем 3 клапан 4 и с большой скоростью движется через узкую щель между клапаном и седлом 5. Высота клапанной щели при работе гомогенизатора не превышает 0,1 мм, а скорость молока при движении его в щели обычно достигает 150–200 м/сек. При этом молоко подвергается в зоне клапана сильному механическому воздействию, которое и приводит к раздроблению жировых шариков, т.е. к гомогенизации.
Форма рабочей поверхности клапана обычно плоская, тарельчатая или конусная с небольшим углом конусности. У гомогенизатора с плоскими клапанами с концентрическими рифлями (проточками) располагаются такие же рифли на поверхности седла. Следовательно, форма прохода для молока в радиальном направлении извилистая, что должно способствовать лучшей гомогенизации.
Кроме того, в результате патентного обзора можно отметить, что седло и клапан могут быть выполнены с возможностью вращения в противоположные стороны под действием движущегося потока продукта и установлены в подшипниках, расположенных в неподвижном корпусе.
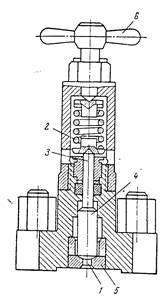
Рисунок 1 – Гомогенизирующая головка: 1
– канал, 2 –
пружина, 3
– стержень; 4 – клапан; 5
– седло; 6
– регулировочный винт
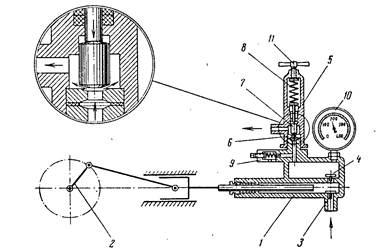
Рисунок 2 – Схема клапанного гомогенизатора: 1
– насос; 2
– кривошипно-шатунный механизм; 3 –
всасывающий клапан; 4
– нагнетательный клапан; 5 –
гомогенизирующая головка; 6 –
седло; 7
– клапан; 8 –
пружина; 9 –
предохранительный клапан; 10
– манометр; 11 –
регулировочный винт
Жидкий продукт в головку может нагнетаться любым насосом, обладающим равномерной подачей и способным создать высокое давление. Для этой цели применимы многоплунжерные, роторные и винтовые насосы. Наибольшее распространение нашли гомогенизаторы высокого давления с трехплунжерными насосами. Схема устройства плунжерного гомогенизатора клапанного типа показана на рис. 2.
Молоко при ходе плунжера влево проходит через всасывающий клапан 3 в цилиндр, а при ходе плунжера вправо проталкивается через клапан 4 в нагнетательную камеру, на которой установлена манометрическая головка 10 для контроля давления. Она имеет дросселирующее устройство, дающее возможность эффективно уменьшить амплитуду колебания стрелки манометра. Далее молоко по каналу поступает в головку 5, в которой поднимает клапан 7, прижимаемый к седлу 6 пружиной 8. Натяжение пружины регулируется винтом 11. Клапан и седло притерты друг к другу. В нерабочем положении клапан плотно прижат к седлу пружиной 8, которая сжата регулировочным винтом 11, а в рабочем, когда нагнетается жидкость, клапан приподнят давлением жидкости и находится в «плавающем» состоянии.
Характерным показателем режима гомогенизации, играющим большую роль при регулировке машины, является давление гомогенизации. Чем оно выше, тем эффективнее процесс диспергирования.
Давление регулируют винтом 11, руководствуясь показаниями манометра 10. При завинчивании винта давление пружины па клапан увеличивается, следовательно, высота клапанной щели уменьшается. Это приводит к увеличению гидравлических сопротивлений при движении жидкости через клапан, т.е. к увеличению давления, необходимого для проталкивания данного количества жидкости.
Способность плунжерного насоса создавать высокое давление ставит под угрозу сохранность деталей в случае, если канал засорится в седле клапана. Поэтому гомогенизатор снабжен предохранительным пружинным клапаном 9, через который жидкость выходит наружу, когда давление в машине выше установленного. Предельное давление, при котором предохранительный клапан открывается, регулируют, затягивая винтом пружину.
Недостаток простого плунжерного насоса одинарного действия заключается в крайне неравномерной подаче жидкости на протяжении одного оборота кривошипа. При ходе всасывания такой насос совсем не подает жидкости, а при ходе нагнетания подача изменяется от 0 до максимума аналогично изменению скорости плунжера, т.е. по синусоиде. В гомогенизаторах используют трехплунжерные насосы со сравнительно равномерной подачей, что достигается смещением кривошипов коленчатого вала на 120° и поочередной работой цилиндров.
Степень неравномерности подачи, представляющая собой отношение максимальной подачи к средней, для трехплунжерного насоса составляет 1,047, т.е. близка к единице. Поэтому в подаче жидкости через клапан не только нет полных перерывов, но и сам поток приблизительно постоянен, что обусловливает непрерывно «взвешенное» положение при работе и лишь небольшие его колебания относительно среднего положения.
Двигаясь с большой скоростью, жидкость оказывает сильное механическое действие на седло и клапан, что вызывает быстрый износ их. Клапан и седло изготовляют из стали высокой твердости. Они обычно имеют симметричную форму и рабочие поверхности с обеих сторон. Это позволяет после заметного износа рабочих поверхностей с одной стороны перевернуть седло и клапан другой стороной, использовать вторую пару рабочих поверхностей и продлить в 2 раза срок службы гомогенизатора.
Оригинальным способом решения этой задачи следует считать также применение клапанных конусов, изготовленных прессованием в специальных формах комков нержавеющей тонкой проволоки. Клапан представляет собой конус, пронизанный тонкими капиллярами извилистой формы. Такой клапан в рабочем положении плотно прижат к седлу, и гомогенизация происходит благодаря прохождению продукта под давлением через капилляры. После одного цикла работы клапан засоряется, и его заменяют другим. Действие такого клапана хорошо согласуется с приведенным ниже объяснением механизма процесса гомогенизации.
На рис. 3 приведен гомогенизатор ОГБ‑М производительностью 1200 л/ч. Станина 1 (рис. 3а) литая, чугунная, снабжена съемными крышками. На ней расположен электродвигатель 2, от которого движение передается на шкив 5 тремя клиновыми ремнями 3. Для натягивания ремней по мере их вытяжки служит натяжной винт 4, посредством которого электродвигатель перемещают по пазам. Шкив 5 насажен на конец коленчатого вала 6, который приводит в движение три шатуна 7 и соединенные с ними ползуны 8, передающие движение плунжерам 9.
Кривошипно-шатунный механизм расположен в картере в верхней части станины. Нижняя часть картера заполнена маслом, которое разбрызгивается во время работы машины и смазывает поверхности трения в головках шатунов и ползунах. Уровень масла в ванне контролируют по маслоуказателю.
Блок цилиндров (рис. 3б) изготовлен из нержавеющей стали. Вдоль блока проходит всасывающий канал 1, из которого гомогенизируемый продукт через свободные всасывающие клапаны 2 поступает в цилиндры. При работе плунжеров молоко выталкивается через нагнетательные клапаны 3 в нагнетательный канал 4, который проходит вдоль всего блока цилиндров. Он сообщен с гомогенизирующей головкой предохранительным клапаном и манометром.
Для уплотнения мест входа плунжеров в цилиндры имеются сальники с нажимными гайками.
Манометр 5 установлен на специальном штуцере, внутри которого расположен патрон, играющий роль мембраны. Она препятствует попаданию продукта внутрь манометра.
Плунжеры при работе сильно нагреваются от горячего продукта. Продукт, проникающий через уплотнение, присыхает к поверхности плунжеров, если не принимать меры к его удалению. Поэтому в гомогенизаторах находится специальное смывное приспособление, через которое на плунжеры подается вода, смывающая продукт.
Давление гомогенизации регулируют винтом 6, который нажимает на пружину 7, стержень 8 и клапан 9. Клапан и седло 10 симметричные, двусторонние. Перед работой винт послабляют, начинают работу при малом давлении по манометру, а затем плавно доводят его, вращая винт, до требуемого.
В клапане гомогенизатора резко падает давление жидкости в результате перехода потенциальной энергии давления в кинетическую в месте перехода жидкости из канала в седле в клапанную щель, где скорость потока увеличивается во много раз.
На рис. 4 приведен гомогенизатор с двойным дросселированием, в котором жидкость проходит последовательно через две рабочие головки. В каждой головке давление пружины на клапан регулируется отдельно, своим винтом. В таких головках гомогенизация происходит в две ступени. Рабочее давление в нагнетательной камере равно сумме обоих перепадов.
Применение двухступенчатой гомогенизации обусловлено преимущественно тем, что во многих эмульсиях после гомогенизации в первой ступени наблюдается на выходе обратное слипание диспергированных частиц и образование «гроздьев», которые ухудшают эффект диспергирования.
Задача второй ступени состоит в раздроблении, рассеивании таких сравнительно неустойчивых образований. Для этого требуется уже не столь значительное механическое воздействие, поэтому перепад давлений во второй вспомогательной ступени гомогенизатора значительно меньше, чем в первой, от работы которой в основном и зависит степень гомогенизации. С той же целью применяют и трехступенчатую гомогенизацию.

Рисунок 3 – Гомогенизатор ОГБ – М: а
– общий вид: 1 –
станина; 2
– электродвигатель; 3
– клиновые ремни; 4 –
натяжной винт; 5 –
шкив; 6
– коленчатый вал; 7 –
гомогенизирующая головка; 12 –
смывное приспособление; б –
разрез блока цилиндров и гомогенизирующей головки: 1 –
всасывающий канал; 2 –
всасывающий клапан; 4 –
нагнетательный канал; 5 –
манометр; 6 –
винт; 7
– пружина; 8 –
стержень; 9 –
клапан; 10 –
седло
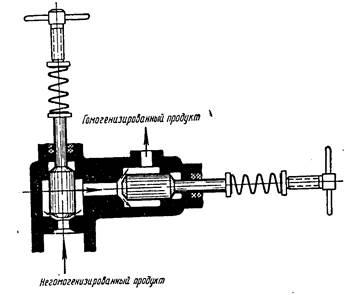
Рисунок 4 – Схема двухступенчатой гомогенизации
В общем, конструктивном оформлении современных гомогенизаторов находят применение основные принципы и положения технической эстетики, санитарии и гигиены. Следуя новым тенденциям в развитии оборудования молочных предприятий, новые конструкции гомогенизаторов выполняют обтекаемой формы, облицовывают и закрывают кожухами из нержавеющей стали с полированной поверхностью.
Одним из важных в санитарном отношении решений следует считать также установку этих машин не на фундаменте, а на регулируемых по высоте ножках, обеспечивающих возможность легкой уборки и мойки пола под машиной.
Описание машинно-аппаратурной схемы производства
Продукт из авто молоко цистерны при помощи центробежного самовсасывающего электронасоса через фильтр и пластинчато охладительную установку поступает в резервуар для охлаждения молока. При помощи продукт перемещается в резервуар для сырого молока и при помощи насоса-дозатора в начале поступает в уравнительный бачок, а затем в пластинчатую пастеризационно-охладительную установку, где при помощи пульта управления устанавливается заданный режим. Далее продукт поступает в сепаратор-нормализатор, где происходит его разделение на фракции, затем в гомогенизатор в котором, продукт подвергается воздействию высокого давления и происходит расщепления жировых шариков. Далее разделенный и нормализованный продукт поступает в фасовочную машину, где и происходит фасование в пакеты или бутылки.
1.
Технологический расчет
Производительность плунжерного гомогенизатора П, м3
/с
 [1] [1]
где d - диаметр плунжера, м;
s - ход плунжера, м;
n - частота вращения, с-1
;
z = 3 - число плунжеров;
φ - 0,85 – КПД насоса.

Средний диаметр жировых шариков, м
 [2] [2]
где Р - давление гомогенизации, МПа

При гомогенизации часть механической энергии превращается в теплоту, в следствии чего происходит повышение температуры гомогенизации продукта  t: t:
 [3] [3]
где Р - давление гомогенизации, Па
c = 3850 Дж/(кг·К) - удельная теплоемкость молока;
 – 1027 кг/м3
- плотность молока, кг/м3 – 1027 кг/м3
- плотность молока, кг/м3

2.
Энергетический расчет
Мощность, необходимая на привод, определяется по формуле для расчета мощности насосов:
N =  ∙ Vсек
∙ ρ ∙ с / ŋ (4) ∙ Vсек
∙ ρ ∙ с / ŋ (4)
c = 3850 Дж/(кг·К) - удельная теплоемкость молока;
– 1027 кг/м3
- плотность молока, кг/м3
Vсек.
– объемная производительность гомогенизатора, м3
/ с
N = 5,05 ∙ 0,00053 ∙ 3850 ∙1027 / 0,75 = 14,1 кВт
 (5) (5)
3.
Кинематический расчет
u = n1
/ n2
= 532 / 190 = 2,8 (6)
где u – передаточное отношение;
n1
– частота вращения электродвигателя, об/мин
n2
– частота вращения рабочего органа, об/мин
ω1
= πn1
/ 30 = 3,14 ∙532 / 30 = 55,7рад/с (7)
ω2
= πn2
/ 30 = 3,14∙ 190 / 30 = 19,8 рад/с (8)
ω1
и ω2
– угловая скорость, рад/с
N1
= Nэл.дв.
= 14,1 кВт
N2
= N1
∙ ŋрем. пер.
= 14,1 ∙ 0,94 = 13,3 кВт
N1
– мощность электродвигателя, кВт
ŋрем. пер
– КПД ременной передачи.
M1
= Mкр.
= N1
∙ ω1
= 14,1∙ 55,7 = 0,25 Н∙м
M2
= Mкр
∙ u ∙ ŋрем. пер.
= 0,25 ∙ 2,8 ∙0,94 = 0,66 Н∙м
M1
– крутящий момент на валу электродвигателя, Н∙м
M2
– крутящий момент на валу рабочего органа, Н∙м
4.
Расчет ременной передачи
Из формулы (5) находим диаметр ведущего шкива:
d1
=40·
Найдем диаметр ведомого шкива:
d2
=u· d1
(1-ξ) (20)
ξ - коэффициент упругого скольжения (0,01..0,02)
d2
= 2,8 · 232,26(1 - 0,02) = 637,32 мм
Значение диаметра шкивов выбираем из стандартного ряда:
d1
= 250мм, d2
= 710мм
Межосевое расстояние а предварительно вычисляем по формуле:
а = 0,55(d1
+ d2
) + h;
h - высота ремня, мм
а=0,55(250+710)+13,5=541,5 мм
Длина ремня
L=2·541.5+3.14(250+710)/2+(710-250)2
/4·541.5=2687.89 мм
Длину клиновых ремней уточняют по стандартному ряду: L=2800
Затем пересчитывают межосевое расстояние по формуле:

Угол обхвата ремнем меньшего шкива:
α1
=180° - 57(d2
- d1
)/а (24)
α2
=180° - 57(710 - 250)/602,5=136,48°
Для клиноременной передачи α1
≥90°. С уменьшением угла обхвата снижается тяговая способность передачи.
Усилие в ремне. Окружное усилие, Н
Ft
=2T/d
где Т - передаваемая мощность, Вт.

V=3.14·250·732/60·103
=9.577<25 м/с
Найдем предварительное натяжение ремня F0
, необходимое для создания силы трения между ремнем и ремнями; а также натяжение ведущей ветви F1
и ведомой ветви F2
по формулам:

где е – основание натурального логарифма;
f - коэффициент трения ремня по шкиву;



Сила натяжения в ремне создают нагрузки на валы. Равнодействующая этих сил:


Напряжения в ремне. В ведущей ветви ремня возникает наибольшее напряжение растяжения:
σ1
=F1
/A
σ1
=3067.8/230=13.34 Н/мм
Наибольшее напряжение изгибы возникает на ведущей шкивы:
σu
=Eδ/d1
где Е - модуль упругости материала ремня: для резинотканевых ремней Е = 200...350 МПа
δ/d1
- относительная удлинение ремня: для плоскоременных передач δ/d1
=1/100…1/250.
σu
=300·1/40=7,5 Мпа.
σмак
=7,5+13,34=20,84 МПа
Найдем коэффициент тяги, который показывает, какая часть предварительного натяжения ремня F0
реализуется для передачи полезной нагрузки Fт
:

φ=1566,2/2·2284,7=0,34
Расчет клиноременных передач. Основные параметры клиновых кордошнуровых ремней – формулу и размеры поперечного сечения, длину определяют в соответствии с ГОСТ 1284.1-89. Сечение ремня выбирают в зависимости от передаваемого момента. В приводах с/х машин используют ремни сечений А,В,С,Д .В нашем случае –это С.
Проектный расчет передачи ведет по допустимой мощности, передаваемой одним ремнем:
Рр
=р0
·Сα
·Сu·Cl
·Cp
;
Р0
- допустимая мощность , кВт, передаваемая одним ремнем при u=1,
Сu - коэффициент, учитывающий передаточное число;
Cl
- коэффициент, учитывающий длину ремня;
Сα
- коэффициент, учитывающий угол обхвата,
Cp
- коэффициент, учитывающий режим и характер работы.
Коэффициент, учитывающий длину ремня:
Cl
=
L0
- базовая длина клинового ремня:
Cl
= = 0,86 = 0,86
Рр
=6,02·0,868·1,14·0,96·0,8=4,57 кВт.
Передаточное число ремней в передаче:
где Р - передаваемая мощность, кВт
Cz
- коэффициент, учитывающий неравномерность распределения нагрузки между ремнями.
Значение коэффициента  принимают в зависимости от предварительного числа ремней, из следующих соотношений: принимают в зависимости от предварительного числа ремней, из следующих соотношений:
z1
1 2..3 4…6
1 0,95 0,9
Предварительное число ремней:
z1
=Р/Рр
(35)
z1
=15/4,57=3,3
z≥ =3,64 =3,64
рекомендуется принимать z≤6, поскольку из-за погрешностей изготовления длины ремней разная и нагрузка между ними распределяется неравномерно.
Расчет на долговечность .Основная причина усталостного разрушения ремня - циклически изменяющиеся напряжения, существенно зависящие от базового числа циклов изменения напряжений Nоц
и фактического числа пробегов ремня за время эксплуатации:
Nоц
=3600·а Т0
·λ,
где а - число шкивов,
Т0
- наработка ремня, ч
λ - частота циклов изменения напряжений, равная частоте пробегов ремня в секунду.
Наработка ремня, ч
Т0
=( )m
· )m
· ; ;
где  -предел выносливости, соответствующий базовому числу циклов изменения напряжения; -предел выносливости, соответствующий базовому числу циклов изменения напряжения;
m-опытный показатель;
 =1 =1
 =2 - При периодически изменяющихся нагрузках от 0 до номинального значения. =2 - При периодически изменяющихся нагрузках от 0 до номинального значения.
 =1,5 =1,5 =2,1 =2,1
Т0
=( )8
· )8
·
Nоц
=3600·2·0,4· =9850,6 =9850,6
Шкивы ременных передач. Конструкция шкива зависит от его размеров, материала и типа передачи. Шкивы изготавливают из чугуна, стали, легких сплавов и пластмасс. Основные размеры шкивов – диаметр и ширину обода рассчитывают, остальные размеры определяют по рекомендациям ГОСТ 17383-73 для плоских ремней и ГОСТ 20889-88 для клиновых ремней нормальных сечений.
Ширина шкива клиноременной поликлиновой:
М=(n-1)l+2f; (38)
n - число канавок на шкиве.
М=(4-1)·25,5+2·17=110,5мм
Толщина обода чугунных шкивов клиновых передач: δ = (1,1…1,3)h ;
δ = (1,1..1,3)·1,43=17,16 мм.
Ремонт, монтаж, наладка гомогенизатора
Монтаж гомогенизатора производиться на ровную поверхность (фундамент). Подвод коммуникаций производиться заранее, перед установкой. Рекомендуемый порядок действий при монтаже гомогенизатора:
• Для установки гомогенизатора следует применить кран с четырьмя крюками
• Установка всех деталей гомогенизатора, включая канализационные трубы.
• Контроль ориентации объекта (вход - выход) и проверка соосности объекта.
• При монтаже на поверхности обязательным является обеспечение устойчивости стен емкости (напр. самонесущая емкость), при монтаже в грунте следует обеспечить послойное бетонирование толщиной приблизительно по 30-50 см с напуском воды в емкость для обеспечения противодавления. Далее при бетонировании следует защитить емкость от распирания. В некоторых случаях проектант может рекомендовать просто обсыпать емкость песком.
• После окончания строительных работ очистить внутреннее пространство гомогенизатора, вложить и закрепить коалесцентную вставку, коалесцентный фильтр и адсорбционные единицы. Затем провести санитарное обслуживание.
• После контроля соединений гомогенизатор готов к работе.
Обращаться с деталями осторожно. Защищать их от повреждений, пыли и грязи. При установке убедиться, что детали чисты и не имеют заусенцев. Ни в коем случае не кладите детали на пол. Используйте чистый резиновый коврик, фибровый картон или другой подходящий поддон. При сборках и разборках обеспечьте точность расположения подъемного устройства. Ни в коем случае не использовать подъемное устройство, работающие рывками. Использовать подъемные крюки с зацепами.
Гомогенизаторы не требуют постоянного обслуживания. При работе с перерывами рекомендуется визуальный контроль 1 раз в неделю, при постоянной работе ежедневный контроль. При обслуживание следят за точностью установки диска и конической втулки, поскольку диск имеет большую частоту вращения (до 3000 об/мин), следят за маслосистемой и обеспечение смазки трущихся поверхностей. Особое внимание уделяют контролю уплотнений, чтобы смазка не попадала в продукт. Очистку гомогенизаторов следует проводить по необходимости, но не реже 2 раз в год.
Перед гомогенизатором в линию трубопроводов должен быть установлен фильтр очистки продукта. Для подачи и отвода продукта к гомогенизатору монтируются трубопроводы. Регулирование предохранительного клапана производиться так, чтобы при давлении превышающем 220кгс/см2
происходило его срабатывание т. е. вытекание продукта. Натяжение ремней клиноременной передачи производиться при помощи натяжных винтиков.
Охрана труда и техника безопасности.
Опасность для здоровья от попадания пыли при работе с фрикционными элементами.
В шумной среде следует применять шумозащитные средства. Смазочное масло и различные детали машины могут быть нагреты до высокой температуры и вызывать ожоги.
При использовании химических моющих средств следуйте общим правилам и рекомендациям поставщиков оборудования.
При подсоединении кабелей питания всегда следует проверять направление вращения электродвигателя. Если направление неправильное, крепления важных вращающихся деталей могут ослабнуть.
В случаях чрезмерной вибрации остановить гомогенизатор.
Использовать гомогенизатор только по назначению и в пределах установленных компанией изготовителем.
Прежде чем начинать любые демонтажные работы, убедитесь, что вращающиеся части полностью остановились. Что бы избежать случайного пуска, перед началом демонтажных работ отключайте и блокируйте питающую сеть.
Перед пуском машину необходимо собрать полностью. Все крышки защитные ограждения должны быть установлены на своих местах.
При выполнении электрического монтажа и обеспечения заземления оборудования, следует придерживаться местных требований.
Не работайте под подвешенным грузом.
Используйте надлежащее подъемное оборудование и следуйте инструкциям по подъему.
Аккуратно производить сборку и демонтаж, так как есть риск случайного соскакивания стопорных колец и пружин.
Список используемых источников
1. Пальчик А.В. « Методическое указания по выполнению курсавого проекта»
2. Методические рекомендации по выполнению дипломного проекта / В.А. Слесарчук; под общ. ред. В.А. Слесарчука. – Минск: 2009
3. Процессы и аппараты пищевых производств
|