| М
ІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ
Механічний факультет
Кафедра: “Металорізальні верстати та системи”
КУРСОВ
И
Й ПРОЕКТ
З
дисципліни
: “
Різальний інструмент
”
На тему: “
Розрахунок металорізальних інструментів
”
ПК 07.6.090203.28.00.000
Виконавець ст. гр. МС-04б
Хачатуров А.
Консультант Кисельова І.В.
Нормоконтр. Кисельова І.В.
Донецьк 2007
РЕФЕРАТ
Курсовий проект: __ стр., 11 рис., 4 додатка, 5 джерел.
Об'єкт дослідження - металорізальні інструменти: протяжка шліцьова, розвертка комбінована і фреза черв'ячна для обробки зубчатого колеса.
Мета роботи: спроектувати вказані інструменти для обробки деталей із заданими розмірами і параметрами. У курсовому проекті приведені розрахунки всіх параметрів і розмірів вказаних інструментів, вибрані матеріали для виготовлення інструменту і верстати, на яких вестиметься обробка.
Розроблені робочі креслення інструментів, що розраховуються.
ПРОТЯЖКА, РОЗВЕРТКА, ФРЕЗА, СЕКЦІЯ, СТРУЖКОВІ КАНАВКИ, ХВОСТОВИК.
ЗМІСТ
I РОЗРАХУНОК ЧЕРВ'ЯЧНОЇ ФРЕЗИ ДЛЯ ОБРОБКИ ЗУБЧАСТОГО КОЛЕСА
1.1 Вихідні дані для проектування черв'ячних фрез
1.2 Аналіз і технічне обґрунтування прийнятої конструкції фрези
1.3 Проектний розрахунок фрези
1.3.1 Визначення розмірів фрези в нормальному перетині
1.3.2 Визначення конструктивних та геометричних параметрів фрези
1.3.3 Визначення розмірів фрези в осьовому перетині
1.4 Профілювання фрези
II РОЗРАХУНОК КОМБІНОВАНОГО СВЕРДЛА
III Розрахунок комбінованої протяжки
3.1
Вихідні дані для проектування комбінованої протяжки
3.2 Вибір конструкції та матеріалу протяжки
3.2.1 Аналіз і технічне обґрунтування прийнятої конструкції протяжки
3.2.2 Вибір матеріалу протяжки
3.3 Вибір типу хвостовика і його розмірів
3.4 Визначення профілю і геометричних параметрів зубців протяжки
3.4.1 Вибір розмірів та профілю стружкових канавок
3.4.2 Вибір геометричних параметрів
3.4.3 Визначення підйомів на зубець
3.5 Вибір верстата
3.5.1 Розрахунок сил різання при протягуванні
3.5.2 Вибір моделі верстата
3.5.3 Перевірка протяжки на міцність
3.6 Розрахунок круглої частини протяжки
3.6.1 Визначення величини припуску на круглі зубці
3.6.2 Розрахунок кількості зубців
3.6.3 Визначення параметрів викружок
3.6.4 Розрахунок довжини круглої частини протяжки
3.7 Розрахунок фасочної частини протяжки
3.7.1 Визначення припуску на фасочні зубці
3.7.2 Розрахунок кількості зубців
3.7.3 Визначення параметрів викружок
3.7.4 Розрахунок довжини фасочної частини протяжки
3.8 Розрахунок шліцьової частин протяжки
3.8.1 Припуск на шліцьові зубці
3.8.2 Розрахунок кількості зубців
3.8.3 Параметри викружок
3.8.4 Розрахунок довжини круглої частини протяжки
3.9 Визначення конструктивних розмірів протяжки
3.9.1 Визначення діаметрів зубців
3.9.2 Передня направляюча
3.9.3 Шийка та перехідний конус
3.9.4 Задня направляюча
3.9.5 Загальна довжина протяжки
Список літератури
I
РОЗРАХУНОК ЧЕРВ'ЯЧНОЇ ФРЕЗИ ДЛЯ ОБРОБКИ ЗУБЧАСТОГО КОЛЕС
А
1.1 Вихідні дані для проектування черв'ячних фрез
При розрахунку модульної черв'ячної фрези вихідними параметрами є:
- модуль колеса, що нарізається, m=4 мм;
- кут нахилу зубців колеса, =0°;
- кут профілю на ділильному діаметрі α=20°;
- число зубців колеса, що нарізається, Zк
=35;
- точність оброблюваного колеса, Ст.8-D;
- матеріал оброблюваної колеса чавун НВ180.
Висоту голівки haк
і ніжки hfк
, зубця колеса, що нарізається, товщину зубця Säк
та шаг td
к
по ділильному діаметрі визначаю по формулах теорії зубчастого зачеплення:
ha
к
=1,0∙ m=1,0∙4=4 мм;
hf
к
=1,25∙m=1,25∙4=5 мм;
Sa
к
=0,5∙πm=0,5∙π ∙4=6,283 мм;
td
к
=πm=π ∙4=12,57 мм
1.2 Аналіз і технічне обґрунтування прийнятої конструкції фрези
Черв'ячні фрези застосовують для чорнового, напівчистового і чистового нарізування циліндричних прямозубих, косозубих і черв'ячних зубчастих коліс з модулем 0,1...40 мм. У залежності від призначення і розмірів черв'ячні фрези виготовляють класів точності ААА, АА, А, В, С и Д, які рекомендуються відповідно для нарізування зубчастих коліс ступеня точності Ст.5-6, Ст.7, Ст.8, Ст.9 і Ст.11. Фрези класів ААА та АА відносяться до прецизійних, інші – до фрез загального призначення.
Відповідно до технічних вимог різальна частина фрези повинна виготовлятися зі швидкорізальної сталі зі змістом ванадію не менш 3% і кобальту більш 5% із твердістю робочої частини 63...67 HRCЭ
, наприклад, зі сталі Р6М3К5, Р3М5К5. Черв’ячні фрези можна виготовлювати цільними або збірними зі вставними рейками. У цьому випадку корпус фрези виготовлюють із конструкційної легованої сталі, наприклад, 40Х, а ріжучу частину – із швидкорізальної сталі.
По числу заходів (витків) фрези бувають однозаходні (для чистової обробки) і багатозаходні (для чорнової обробки).
Як інструмент черв'ячну фрезу одержують з архімедового, конвалютного або евольвентного черв'яка шляхом прорізання стружкових канавок і затилування задніх поверхонь. Правильне зачеплення з евольвентним зубчастим колесом забезпечує тільки евольвентний черв'як, тому спрофільовані на його основі фрези є найбільш точними унаслідок відсутності органічних погрішностей. Але вони складні в виготовлені і переваги точності втрачаються після декількох перезагострювань. Фрези, які спрофільовані на базі архімедового черв'яка, мають найбільше наближення до евольвентного. Вони більш технологічні в виготовленні, тому набули найбільшого розповсюдження. На базі евольвентного черв'яка виготовляють фрези класу точності ААА модулем 1...10 мм. Можуть виготовлятися фрези класу точності АА. Фрези більш низьких класів точності, частіш за все, виготовлюють на базі архімедового черв'яка.
Стружкові канавки можуть бути прямими (рівнобіжними осі фрези) або гвинтовими.

Рисунок 2.1 - Черв'ячна фреза для обробки циліндричного зубчастого колеса
Загальний вид черв'ячної фрези для обробки циліндричного зубчастого колеса приведений на рис. 2.1.
На підставі аналізу конструкції і ступеня точності колеса, що нарізується, з урахуванням літературних рекомендацій вибираю фрезу цільну однозаходну, клас точності фрези – В, матеріал фрези – швидкорізальна сталь Р6М3К5.
1.3 Проектний розрахунок фрези
Розрахунок черв'ячних фрез полягає, головним чином, у визначенні розмірів профілю фрези в нормальному і осьовому перетинах.
1.3.1 Визначення розмірів фрези в нормальному перетині
1. Модуль, профільний кут, крок зубців по ділильної прямої фрези приймаються рівними відповідно модулеві, профільному куту, кроку зубців оброблюваного колеса
mи
= mк
= 4 мм, aи
= a к
= 200
, tди
= tдк
= 12,57, мм.
2. Розміри зубця фрези в нормальному перетині.
Для забезпечення радіального зазору в зубчастій передачі висота зубця фрези приймається рівною
hи
= 2,5m = 2,5∙4 = 10 мм;
haи = hfи = 1,25m = 1,25∙4 = 5 мм.
Висоту ніжки зубця черв’ячної фрези приймають на 0,25m більшою висоти головки зуба колеса, що нарізується, для того, щоб під час обробки запобігти контакту поверхні западин фрези з поверхнею виступів колеса.
Для забезпечення бічного зазору товщина зубця фрези по ділильній прямій приймається рівною
Sди= 0,5 tди
+ DS = 0,5∙12,57 + 0,2=6,48 мм,
де DS = 0,2 мм - гарантований бічний зазор залежно від модуля фрези [1].
1.3.2 Визначення конструктивних та геометричних параметрів фрези
До основних конструктивних параметрів фрези відносяться зовнішній діаметр фрези Da
, довжина фрези L, діаметр отвору під оправку d, число і форма зубців, розміри і напрямок стружкових канавок, кути різальної частини. Ці параметри або вибирають по нормалям і стандартам, виходячи з паспортних даних верстата і досвіду експлуатації фрез, або розраховують.
1 Зовнішній діаметр фрези Daи
.
При збільшенні діаметра фрези зменшується шорсткість і хвилястість оброблюваної поверхні, зростає продуктивність обробки, але при цьому збільшуються крутний момент, шлях врізання, витрата матеріалу і трудомісткість виготовлення фрези. З цих причин для чистових фрез зовнішній діаметр вибирається більшим, ніж у чорнових фрез, а в прецизійних - більшим, ніж у чистових.
З іншого боку, зовнішній діаметр, так само як діаметр отвору під оправку і загальна довжина черв'ячної фрези, повинні бути ув'язані з паспортними даними зубофрезерних верстатів.
Діаметр отвору під оправку повинний забезпечити необхідну жорсткість кріпильної оправки і міцність тіла фрези. Доцільно починати розрахунок з визначення d для фрез нормальної точності по залежності:
d = 20 m0,373=20∙40,373
=33,54 мм, приймаю d = 34 мм.
Зовнішній діаметр фрези Dаи визначається за умовою
Dаи ³ 2H + 2р' + (C1 – d) =2∙16,6+2∙10,06+(3,3+34)=90,62 мм,
де  - глибина стружкової канавки; - глибина стружкової канавки;
р'≥(0,25...0,3)d=0,3∙34=10,06 мм - товщина тіла фрези в небезпечному перетині;
С1=3,3 мм - розміри шпонкового паза за ДСТУ 9472-90;
rк
= 2 мм – радіус округлення дна канавки;
K, K1 - величина остаточного і попереднього затилування; для попередніх розрахунків:
K ≈ 0,8π(2m + 1) tg 10°=0,8 (2∙4+1) tg 10=3,99 мм; приймаю K=4 мм
Κ1 = (1,2...1,4)К=1,3∙4=5,2 мм
Приймаю Dаи=100 мм.
Для остаточного уточнення d і Dаи варто виконати перевірку dвп
по западинах стружкових канавок
dвп = Dаи – 2Н ³ 1,75d
dвп
=100 – 2∙16,6 > 1,75∙34
66,8 > 58,7
Умова виконується
2. Довжина фрези.
В останні роки в серійному і масовому виробництві зубчастих коліс широко застосовуються верстати, що забезпечують осьові пересування черв'ячної фрези. Це дозволяє використовувати всю довжину різальної частини фрези і значно збільшити час між перезагострюваннями. Для найбільш повного використання можливості підвищення стійкості черв'ячні фрези виконують зі збільшеними довжинами різальної частини.
Довжина робочої частини фрези L1 визначається двома умовами:
1) правильністю профілювання зубців колеса, що забезпечується умовою
 мм, мм,
де hк
= 9 мм– висота зубця колеса, що нарізається, мм;
Sди
= 6,48 мм – товщина зубця фрези по ділильній прямій, мм.
2) забезпеченням вирізання металу з западин без перевантаження крайніх зубців, у цьому випадку довжина L1 визначається по точках перетинання окружності виступів колеса, що нарізається, і лінії зовнішнього діаметра черв'ячної фрези Dа в зачепленні
  мм, мм,
де zк
= 24 – число зубців колеса, що нарізається.
Перший спосіб можна рекомендувати при чистовій обробці попередньо прорізаного зубчастого колеса.
При роботі фрез з осьовими пересуваннями для рівномірності зносу по всіх зубцях довжина L1 збільшується на (1...4) tос
, де tос
– осьовий шаг зубців.
Загальна довжина фрези з урахуванням контрольних буртиків:
L = L1 + 2ℓ
= 67,9 + 10 = 77,9 мм
де ℓ
= 5 мм – довжина контрольного буртика.
Діаметр контрольних буртиків вибирається конструктивно в межах
d < d < Dвп
, приймаю d=50 мм
де Dвп
=Dаи
– 2Н= 100 – 2∙16,6 = 66,8 мм, діаметр западин фрези, мм.
По контрольних буртиках перевіряється торцеве і радіальне биття фрези при її установці на верстат.
3. Число зубців фрези
Число зубців фрези zи
впливає на якість поверхні зубців колеса, що нарізується. З цього погляду zи
варто збільшувати, однак при збільшенні zи
зменшується товщина зубця, що зменшує його міцність і число перезагострювань.
Для чистових фрез число зубців орієнтовно розраховується по формулі

де
 . .
Для чорнових фрез число зубців можна приймати на 20-30% менше.
Приймаю zи
= 10
4. Призначення кутів різальної частини.
Кути різання повинні мати наступні значення. Передній кут на вершині зубця gв
=0°, що полегшує профілювання фрези.
При нульовому значенні переднього кута передня поверхня фрези розташовується в нормальному перетині, тому параметри зубця фрези в цьому перетині приймаються рівними параметрам зубця вихідної інструментальної рейки.
Задній кут на вершині зубця aв
=10°.
5. Визначення бічного заднього кута.
Задній кут на бічній різальній кромці у перетині, перпендикулярному до неї, змінюється вздовж бічної різальної кромки і залежить від радіуса, на якому він визначається. Для довільної точки на бічній різальній кромці бічний задній кут визначається по формулі
 ; ;
де Rх
- радіус окружності розташування довільної точки, для якої розглядається кут aбік
, мм.
aвх
– задній кут на окружності радіусом Rх
.
Бажано, щоб для будь якого радіуса виконувалася умова aбікк
≥3°. Тому значення бічного заднього кута розраховують для внутрішнього діаметра фрези Df
и
Df
и
=Dd
и
– 2hи
=100 - 2∙10 = 80 мм.
6. Визначення величини падіння затилку.
Для збереження профілю зубців фрези після перезагострювання задня поверхня фрези утворюється шляхом затилування. Для фрез класів точності В, С, D затилування виконують різцем без наступного шліфування, для фрез класів точності А, АА, ААА виконується подвійне затилування, спочатку різцем, потім шліфувальним кругом (рис. 2.2).

Рисунок 2.2 – Форма зубця і стружкової канавки затилованої фрези
Величина падіння першого затилку, виконаного шліфувальним кругом, визначається по формулі
 мм. мм.
Результат округлюється до величини, кратної 0,5 мм. 
Другий затилок К1
обробляють різцем. Шліфована частина зуба С повинна складати більше половини товщини зуба.
Величина другого затилку К1
у фрез зі шліфованим профілем дорівнює
 , мм , мм
8. Визначення параметрів стружкової канавки фрези.
Глибина канавки для фрез з профілем, який не шліфують:
 , мм. , мм.
Кут розкриття стружкової канавки черв'ячної фрези qк
призначається в залежності від zи
Радіус округлення дна канавки
 , мм. , мм.
9. Розрахунковий діаметр ділильної окружності фрези.
Для збереження точності фрези при перезагострюваннях і збільшення числа перезагострювань вводиться розрахунковий перетин, який зміщений від передньої поверхні на (0,2...0,3)К. У цьому перетині розраховується теоретичний діаметр ділильної окружності фрези при m £ 4:
Dd
и
= Da
и
– 2ha
и
– 0,3K = 100 - 2∙10 -0,3∙4,5 = 78,65 мм.
10. Визначення кута підйому та напрямку витків вихідного черв’яка фрези.
Кут підйому витка вихідного черв'яка визначається на теоретичному ділильному діаметрі Dd
и
 , ,
де а = 1 – число заходів вихідного черв'яка.
Значення кута підйому витків розраховують з точністю 1``.
При виборі напрямку витків фрези бажано дотримувати наступного правила: для нарізання прямозубих коліс напрямок витків правий.
1.3.3
Визначення розмірів фрези в осьовому перетині
1. Визначення напрямку та кута нахилу стружкових канавок.
Черв'ячні фрези з кутом підйому витка t£3 можуть бути виконані з осьовими стружковими канавками або з гвинтовими. При t>3 стружкові канавки виконуються тільки гвинтовими. Приймаю виконання гвинтових стружкових канавок, тоді їх напрямок протилежний напрямкові витка фрези, а кут нахилу дорівнює кутові нахилу витка w = t.
2. Визначення параметрів зубців фрези.
Для можливості контролю правильності виготовлення фрези задаються шаг tос
і товщина зуба Sос
. в осьовому перетині.
 , мм, , мм,  , мм. , мм.
3. Визначення шагу стружкових канавок.
Осьовий шаг гвинтовий стружкової канавки підраховується тільки для фрези з гвинтовими канавками
 мм. мм.
4. Кут установки фрези на верстаті.
Кут установки фрези на верстаті  . .

Рисунок 2.3 – Розміри зубця фрези в осьовому перетині
5. Визначення конструктивних параметрів зубців фрези.
Радіуси округлення бокової та вершинної різальних кромок зубця фрези приймається рівним r1
= 0,2m=0,8 мм. Значення округлюють до десятих часток мм.
Радіуси округлення бокової різальної кромки та западини r2
= 0,3m=1,2 мм.
1.4
Профілювання фрези
Профілювання черв'ячної фрези полягає у визначенні кута профілю вихідного черв'яка і корекції цього кута з урахуванням впливу затилування і форми стружкових канавки. При профілюванні черв'ячної фрези необхідно прагнути до дотримання двох умов:
1. різальні кромки повинні лежати на гвинтовій поверхні вихідного черв'яка;
2. задні затиловані поверхні повинні бути такими, щоб після перезагострювання різальні кромки залишалися на тій же поверхні вихідного черв'яка.
У черв'ячних фрез з радіальним затилуваням зубців після перезагострювання зменшуються діаметральні розміри. При використанні евольвентного черв'яка для черв'ячної фрези висока точність профілю може бути забезпечена тільки для нової фрези. Зі збільшенням числа перезагострювань різко погіршується точність через зменшення діаметральних розмірів і перевага по точності таких фрез губиться. Зберегти точність профілю евольвентних фрез можна тільки застосуванням осьового затилування, однак при перезагострюваннях таких фрез буде губитися точність товщини зубця.
Черв'ячні фрези на базі вихідного архімедового черв'яка (ГОСТ 9324-80) застосовуються найбільше широко через їхню технологічність. Профілювання таких фрез полягає в тім, що профіль теоретичного вихідного евольвентного черв'яка заміняється еквівалентним йому профілем архімедового черв'яка з прямолінійною утворюючою в осьовому перетині і визначається кут його профілю aэкв.
1. Визначення кута профілю вихідного черв'яка.
Кут профілю еквівалентного архімедового черв'яка визначається по залежності
 , ,
де – теоретичний кут зачеплення зубчастої передачі;
w - кут нахилу стружкової канавки фрези.
2. Визначення кутів профілю зубців фрези.
Кут профілю зубців черв'ячної фрези буде залежати від форми і розташування передньої поверхні. При прямих стружкових канавках і куті w=0 передня поверхня співпадає з осьовим перетином вихідного черв'яка, тоді кути правої і лівої сторін профілю будуть однакові і рівні aправ
= aлев
= aэкв
.
Для фрез із гвинтовим розташуванням стружкових канавок кути профілю правої і лівої сторін будуть змінюватись за рахунок затилування. Кути профілю можна розрахувати по залежностях:
а) для правої сторони
 ; ;
б) для лівої сторони  . .
Верхні знаки відносяться до правозаходних фрез, а нижні - до лівозаходних.
Основні розміри стандартних черв’ячних фрез за ГОСТ 9324-80 наведені у табл. 2 додатку 2. Допуски на виготовлення фрез вибирають по ГОСТ 10331-81 і 9324-80, або по довіднику [6].
II
РОЗРАХУНОК КОМБІНОВАНОГО СВЕРДЛА
Сверло комбинированное для обработки отверстий d1
=25мм, d2
=28мм, l1
=45мм, l2
=48мм
Исходные данные
| отклонения
|
| число
|
квалитет
|
верхнее, В
|
нижнее, Н
|
| Диаметр
|
D1=
|
25
|
Н11
|
0,13
|
0
|
| Диаметр
|
D2=
|
28
|
Н11
|
0,13
|
0
|
| Длина
|
L1=
|
45
|
| Длина
|
L2=
|
48
|
| Обраб. материал
|
Сталь 40
|
Термообработка – нормализация
σв=700 Мпа
НВ=196
Предельные размеры диаметров отверстий




Допуск на диаметр отверстия

Коэффициент глубины сверления


Т.к. оба Кгм<3, то расчетный диаметр определяем по следующей формуле:
dp1
=Dmax1
-0,667δo1
=25,13-0,667*0,13=25,043мм
dp2
=Dmax2
-0,667δo2
=28,13-0,667*0,13=28,043мм
Принимаем:
dp1
=25мм
dp2
=28мм
Ленточка сверла
Ширина ленточки


Высота ленточки
q1
=0.025*D1
=0.025*25=0.625мм
q2
=0.025*D2
=0.025*28=0.7мм
Геометрические параметры режущей части сверла
| 2φ=
|
118
|
±3º
|
| ωт=
|
30
|
| αт=
|
12
|
±3º
|
Значение заднего угла


Угол стружечной канавки


Шаг стружечной канавки:


Ширина пера:
ν=92º=2,0246 радиан, т.к. обрабатываемый материал – сталь. 

Осевая сила и крутящий момент
Выбираем подачу: S=0,35 мм/об.
Первая ступень:
Первая ступень работает по принципу сверления, следовательно для определения осевой силы и крутящего момента используем следующие формулы:

Выбираем коэффициенты и показатели степени в формуле осевой силы:
| Cp=
|
680
|
| Zp=
|
1
|
| S=
|
0,35 мм/об
|
| Yp=
|
0,7
|
| Kmp=
|
0,949571
|
 = Kmp = Kmp
Коэффициент Kmp, учитывающий качество обрабатываемого материала на силовые на силовые зависимости, определяем по формуле:


Выбираем коэффициенты и показатели степени в формуле крутящего момента:
| См=
|
0,345
|
| Zm=
|
2
|
| S=
|
0,35 мм/об
|
| Ym=
|
0,8
|
| Kmр=
|
0,949571
|
Вторая ступень:
Вторая ступень работает по принципу рассверливания, поэтому для определения осевой силы и крутящего момента используем следующие формулы:

Определяем глубину резания t по следующей зависимости:

Выбираем коэффициенты и показатели степени в формуле осевой силы:
| Cp=
|
670
|
| Х=
|
1,2
|
| S=
|
0,35
|
| Yp=
|
0,65
|
| Kmp=
|
0,949571
|
| t=
|
1,5 мм
|
| Х=
|
1,2
|
 Выбираем коэффициенты и показатели степени в формуле крутящего момента: Выбираем коэффициенты и показатели степени в формуле крутящего момента:
| См=
|
0,9
|
| Zm=
|
1
|
| S=
|
0,35 мм/об
|
| Ym=
|
0,8
|
| Km=
|
0,949571
|
| Х=
|
0,9
|
| t=
|
1,5 мм
|
Суммарная осевая сила равна: Ро.сум
= Ро1
+ Ро2
=8264,55 Н
Суммарный крутящий мемент равен: Мкр.сум
=Мкр1
+ Мкр2
=103,29 Нм
Диаметр сердцевины
K1=(0.145…0.125)*dP
1
=0.135*25=3.375мм
K2=(0.145…0.125)*dP
2
=0.135*28=3.78мм
Длина сверла
Длина первой ступени:

 - длина заборного конуса - длина заборного конуса
 - длина перебега сверла - длина перебега сверла
 - запас на переточку сверла - запас на переточку сверла

 =45° - угол перехода между ступенями =45° - угол перехода между ступенями
Длина второй ступени:
 , принимаю , принимаю 
 - длина последней ступени отверстия - длина последней ступени отверстия
 - длина стружечной канавки неполной глубины, необходимая для выхода фрезы - длина стружечной канавки неполной глубины, необходимая для выхода фрезы
 - запас на переточку сверла - запас на переточку сверла
Общая длина сверла:

Площадь поперечного сечения
Оптимальная площадь сечения:
Fопт1=0.4*d1
1.9
=0.4*251.9
=181.2
Fопт2=0.4*d2
1.9
=0.4*281.9
=224.73
Максимально допустимая площадь сечения:
Fдоп1=0.5*d1
1.9
=0.5*251.9
=226.5
Fдоп2=0.5*d2
1.9
=0.5*281.9
=280.9
Критическая сжимающая сила
Выбираем коэффициент критической нагрузки η:

 - момент инерции первой ступени сверла - момент инерции первой ступени сверла
 - момент инерции второй ступени сверла - момент инерции второй ступени сверла

 - осевая сила на первой ступени - осевая сила на первой ступени
 - η=7,87 - η=7,87
Критическую сжимающую силу определяем по формуле:

Е – обобщенный модуль упругости материала сверла; Е=2*105
МПа
 - наименьший из главных центральных моментов инерции сверла - наименьший из главных центральных моментов инерции сверла
Проверяем сверло на устойчивость:

КФ
– коэффициент формы перемычки, КФ
=1 при наличии перемычки
Условие проверки выполняется.
Хвостовик сверла
Средний диаметр хвостовика сверла находим по формуле:

μ=0,1 – коэффициент трения (сталь по стали)
 =1°26΄ - половина угла конуса Морзе =1°26΄ - половина угла конуса Морзе
 ≈5΄=0,0833° - отклонение угла конуса ≈5΄=0,0833° - отклонение угла конуса
 ; ;
По полученному значению Dmax
выбираем конус Морзе №2
III
Розрахунок комбінованої протяжки
Протяжка для обробки шліцьової втулки d-16х56H7х65H12х5F9; l=75мм,
Rа
=2,5мкм
3
.
1 Вихідні дані для проектування комбінованої протяжки
Вихідними даними для розрахунку шліцьової протяжки групового різання є:
- зовнішній діаметр шліців D = 65Н12 мм;
- внутрішній діаметр шліців d = 56Н7 мм;
- число шліців n=16;
- ширина шліців b=5F9 мм;
- спосіб центрування шліцьового з'єднання – по d;
- довжина втулки, що протягається, L=75 мм;
точність та шорсткість обробки Ra=2,5 мкм;
- матеріал оброблюваної деталі – сталь 40.
Розміри шліцьової втулки та вимоги до точності її елементів обговорені в ГОСТ 1139-60.
3.2 вибір конструкції та матеріалу протяжки
3.2.1 Аналіз і технічне обґрунтування прийнятої конструкції протяжки
Конструктивні особливості, сумарна довжина і технологічність виготовлення шліцьових протяжок багато в чому залежать від прийнятої послідовності зрізання припуску, тобто від комбінації зубців, що обробляють ті або інші елементи шліцьової втулки.
При обробці втулки для шліцьового з'єднання з центруванням по зовнішньому діаметрі (D) або бічним поверхням шліців (b) протяжка має тільки фасочні (Ф) і шліцьові (Ш) групи зубців. При центруванні по внутрішньому діаметрі шліців протяжка повинна містити додатково круглі (К) зубці. При цьому в залежності від черговості зрізання елементів припуску можливо наступне розташування груп зубців на протяжках (типи протяжок):
1 – фасочні, шліцьові, круглі відсутні (ФШ); 2 – круглі, фасочні, шліцьові (КФШ); 3 – фасочні, круглі, шліцьові (ФКШ); 4 – фасочні, шліцьові, круглі (ФШК).
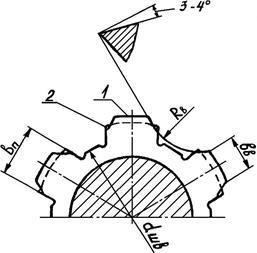
Секція протяжки, що складається з фасочних зубців, зрізує припуск 2 (рис. 3) для формування фасок f у основі шліців. Секцією, що складається з круглих зубців, здійснюють зняття припуску 1 у попередньо виготовленому отворі; шліцьовими зубцями виконують обробку прямокутних шліцьових пазів 3.
Протяжки типу 1 використовують при обробці втулки для шліцьового з'єднання з центруванням по зовнішньому діаметрі або бічних поверхнях шліців.

Рисунок
3 – Схема зрізання припуску комбінованою протяжкою
При центруванні по внутрішньому діаметрі можливе використання протяжок типу 2, 3 або 4. Однак варто мати на увазі, що комбіновані протяжки, виготовлені по типу 4, коротші за протяжок типів 2 і 3. Крім того, протяжки типу 4 більш технологічні у виготовленні, тому їм варто віддавати перевагу.
Таким чином обираємо протяжку типу 4.
3.2.2 Вибір матеріалу протяжки
Матеріал різальної частини протяжки вибирається в залежності від оброблюваного матеріалу, його фізико-механічних властивостей, типу протяжки, характеру виробництва. Обираю протяжку виготовлену зі швидкорізальної сталі Р6М3
Протяжки зі швидкорізальної сталі виготовляють звареними з хвостовиком зі сталі 45Х, якщо D>
15 мм. Зварювання хвостовика зі стрижнем роблять по перехідній шийці на відстані 15 – 25 мм від початку перехідного конуса зварюванням тертям або электроконтактним зварюванням.
3.3 Вибір типу хвостовика і його розмірів
Тип хвостовика і його розміри вибирають у залежності від виду патрона протяжного верстата, перевагу варто віддавати швидкозмінним патронам.
Діаметр хвостовика повинний бути менше діаметра попередньо обробленого отвору D0
не менш, ніж на 0,3 мм для вільного входу хвостовика у деталь. Остаточний діаметр хвостовика приймається рівним найближчому стандартному розміру. Хвостовик протяжки виконують з допуском по e7 або f7.
Форма хвостовика під швидкозмінний патрон для внутрішньої протяжки показана на рис. 4. Основні розміри хвостовика приводжу в табл. 3.1.
Таблиця 3.1 – Основні розміри і припустимі зусилля на розрив для хвостовика під швидкозмінні патрони
| Dхв
|
D1
|
D2
|
ℓ1
|
ℓ2
|
ℓ3
|
С
|
Припустиме розривне зусилля, Рдоп., Н
|
| для сталі
Р6М5
|
| 50
|
36
|
49
|
90
|
20
|
32
|
8
|
453200
|
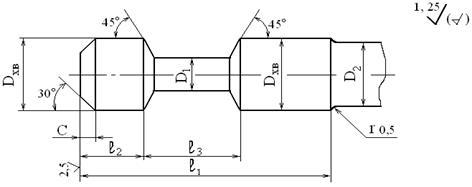
Рисунок 4 – Основні розміри хвостовика протяжки
3.4 Визначення профілю і геометричних параметрів зубців протяжки
3.
4.1 Вибір розмірів та профілю стружкових канавок
У протяжок групового різання шаг чорнових і перехідних зубців на всіх частинах протяжки приймається однаковим і рівним

де L – довжина оброблюваної втулки.

Рисунок
5 – Форма і розміри профілю зубців протяжки
Отримане значення шагу зубців t округляється до найближчого більшого стандартного. Шаг, форму, розміри профілю зубців і активну площу стружкової канавки приводжу в табл. 3.2. Форма профілю показана на рис. 5.
Таблиця 3.2 – Розміри профілів зубців протяжки у (мм)
| №
проф.
|
t
|
b
|
R
|
h
|
r
|
Fакт,
мм2
|
| 10
|
17
|
5
|
12
|
7
|
3,5
|
38,46
|
Для забезпечення нормальної роботи протяжки без вібрацій та задовільної якості обробленої поверхні одночасно в роботі повинно знаходитись чотири-п’ять зубців. При обробці коротких втулок припустимо, щоб в роботі одночасно знаходилось не менш двох зубців. Але кількість одночасно працюючих зубців не повинна перевищувати вісім штук. Тому розраховане значення шагу зубців необхідно перевірити на виконання цієї умови.
Кількість одночасно працюючих зубців розраховується по формулі
 . .
Ціла частина показує мінімальну кількість одночасно працюючих зубців Zmin
, а величина Zmax
= Zmin
+1 – максимальну кількість одночасно працюючих зубців.
3.
4.
2
Вибір геометричних параметрів
протяжки
Величини передніх кутів зубців протяжки залежать від оброблюваного матеріалу. Величина заднього кута на чорнових зубцях обмежена тим, що при значних величинах задніх кутів протяжка швидко втрачає діаметральні розміри після перезагострювань по передній поверхні.
Передні і задні кути зубців протяжки вибирають по табл. 3 у залежності від типу зубців і оброблюваного матеріалу.
Таблиця 3 – Геометричні параметри протяжок групового різання
| Вид зубців
|
Передні кути g в залежності від оброблюваного матеріалу
|
Задні кути a в залежності від точності обробки
|
| Чавун
св. HB 180
|
7-9-й квалітети
|
| Чорнові, перехідні
|
15°
|
3°
|
| Чистові
|
18°
|
2°
|
| Калібруючі
|
18°
|
1°
|
Через невеликі значення задніх кутів зубців протяжки, допустимі відхилення на них приймаються рівними ±15`.
На чистових зубцях допускається фаска на задній поверхні не більш 0,05 мм. На калібруючих зубцях фаска по задній поверхні може досягати 0,2-0,3 мм.
3.4.3 Визначення підйомів на зубець
Чорнові зубці протяжки об’єднані у групи по два зубці в кожній. Підйом на чорнову групу розраховується по формулі
Szч
= Fакт
/(L×Kдоп
)=38,46/(75∙3)=0,17 мм/гр.
де Fакт
– активна площа стружкової канавки зубців протяжки (вибирається по табл. 2), мм2
;
Kдоп
– мінімально припустимий коефіцієнт заповнення стружкової канавки, який залежить від оброблюваного матеріалу. При обробці сталі Kдоп
=3.
Приймаю значення Szч
=0,17 мм/гр.
Для нормального розміщення в канавці стружка повинна звертатися у спіральний валик. Для кожної глибини стружкової канавки h (див. табл. 2) існує максимальний підйом на зубець, при якому звертання стружки в валик відбувається нормально. Ці значення підйомів приведені у таблиці 3.4. Розраховані значення Szч
повинно бути меншим, ніж наведені у таблиці.
Таблиця 3.4 – Максимальні значення підйому на зуб, при яких стружка звертається у валик, мм/зуб
| Ширина слою, що зрізається, b, мм
|
Максимальний підйом на зуб при глибині стружкової канавки h
|
| 7
|
| до 1,2Öd
|
0,30
|
Після цього визначають фактичний коефіцієнт заповнення стружкової канавки

і перевіряють виконання умови К³Кдоп
.Умова виконується
На перехідній частині протяжки зубці також об’єднані у двозубі групи. Підйом на перехідну групу вибирається в залежності від знайденої Szч
. по таблиці 3.5.
Таблиця 3.5 – Підйом на перехідну групу зубців протяжки
| Підйом на чорнових зубцях Sz
ч
, мм
|
Підйом на перехідні зубці Sz
пер
, мм
|
Припуск на перехідні зубці Апер
, мм
|
| 0,17
|
0,1
|
0,32
|
Таблиця 3.6 – Підйом зубців на чистовій частині, припуск, число чистових і калібруючих зубців
| Вид зубців
|
Шліцьові
|
Круглі
|
| Квалітет точності, шорсткість поверхні
|
8, Ra=2,5 мкм
|
8, Ra=2,5 мкм
|
| Число чистових зубців Zчт
|
2 Sz год m = 0,02;
2 Sz год m = 0,01;
|
1
2
|
2
3
|
| Припуск на чистові зубці на діаметр
|
0,08
|
0,14
|
| Число зубців, що калібрують
|
4
|
4
|
Чистові зубці протяжки виконують несекціонованими з підйомом на кожний зуб. Підйом на чистові зубці та загальна кількість чистових та калібруючих зубців залежить від квалітету точності і шорсткості обробленої поверхні. Значення їх приведені у таблиці 3.6.
3.
5 Вибір верстата
3.
5.1 Розрахунок сил різання при протягуванні
Для вибору верстата необхідно визначити сили різання, що виникають при протягуванні на різних частинах комбінованої протяжки. Максимальні сили різання виникають при роботі чорнових зубців, тому при виборі верстата враховують тільки їх.
Сила різання, яка виникає під час роботи чорнових зубців протяжки, залежить від параметрів зрізу та оброблюваного матеріалу
P=npSzчb1Zmax, Н,
де р=455 Н/мм – питома сила різання, яка припадає на одиницю довжини різальної кромки зубця;
n – число шлиців;
Sz
ч
– підйом на чорнові групи зубців, мм/зуб;
Zmax
– максимальне число одночасне працюючих зубів;
b1
- довжина різальної кромки одного зубця, мм.
Для протяжок групового різання кожний зубець групи знімає 1/Z частину загальної ширини знімаємого шар металу, де Z – кількість зубців в групі. Для фасочної частини протяжки довжина різальної кромки одного зубця рівна

де b – ширина шліцьового пазу, мм,
f =0,5 мм – величина фаски в основі шліцу,
Zф
=2 – кількість зубців у групі фасочної частини протяжки,
n – кількість шліців.
Для шліцьової частини протяжки довжина різальної кромки одного зубця рівна

де Zш
=2 – кількість зубців у групі шліцьової частини протяжки.
Для круглої частини протяжки довжина різальної кромки одного зубця рівна

де d – внутрішній діаметр оброблюваної втулки, мм,
Zк
=2 – кількість зубців у групі круглої частини протяжки.
Таблиця
3.
7 – Сила різання на фасочних, шлицьових
та круглих зубцях, Н
|
|
Фасочные
|
Шлицевые
|
Круглые
|
| Р=
|
15096
|
12580
|
15080
|
3.
5.2 Вибір моделі верстата
Таблиця 8 – Характеристики протяжних верстатів
| Показники
|
Показники по моделі верстатів
|
| 7Б510
|
| Номінальне тягове зусилля верстата Q, Н
Максимальна довжина робочого ходу, мм
|
100000
1250
|
| Межі швидкості робочого ходу протяжки в м/хв
|
1 – 9
|
| Мінімальний розмір від торця хвостовика протяжки до першого зуба, що ріже lсч
= l1
+l2
+l3
+l4
(рис.1)
|
190 + L =190 + 75 =265
|
L – довжина втулки, що протягається.
В даний час найбільш широко використовуються чотири моделі протяжних верстатів, які відрізняються по тяговому зусиллю і максимальній довжині ходу штока. Характеристики протяжних верстатів приведені в табл. 8. Для ефективної роботи верстатів необхідно їхнє оптимальне використання по потужності. Найбільш раціональним є використання потужності верстата на (80-90)%. Верстат вибирають по максимальній розрахованій силі різання.
3.
5.3 Перевірка протяжки на міцність
Для того, щоб у процесі роботи не відбулося розриву протяжки, необхідно зробити її перевірку на міцність по небезпечному перетину. Небезпечним перетином протяжки є той, у якому її діаметр мінімальний. У залежності від розмірів оброблюваної втулки небезпечним може бути перетин, що проходить через мінімальний діаметр хвостовика, або перетин, що проходить по западині першого зубця. Необхідно перевірити виконання двох умов:
1) умова відсутності небезпеки розриву протяжки по хвостовику
Рдоп
³Qh,
453200>90000
де Рдоп
- припустиме розривне зусилля для хвостовика (див. табл. 1), Н,
Q – тягове зусилля верстата, Н,
h= 0,9 – ККД верстата.
2) умова відсутності небезпеки розриву протяжки по западині першого зубця
 , ,
де Dоп
= Do
– 2h - мінімальний діаметр протяжки в перетині, що проходить по западині першого зуба,
Do
– діаметр отвору до протягування, мм,
h – глибина стружкової канавки, мм,
[sр
] – припустиме напруження матеріалу протяжки на розрив, для швидкорізальної сталі [sр
] = 400 МПа
Обидві умови виконуються, тому розрахункові значення залишаємо незмінними.
3.6 Розрахунок круглої частини протяжки
3.
6.1 Визначення величини припуску на круглі зубці
Протяжка повинна мати круглу частину лише у тому випадку, коли шліцьове з’єднання має центрування по внутрішньому діаметру d, Це необхідно для того, щоб забезпечити необхідну точність з’єднання. У цьому випадку попередньо виготовлений в заготовці отвір повинний бути менше остаточно обробленого внутрішнього діаметра шліцьової втулки на величину припуску під протягування круглими зубцями протяжки Акр
(припуск 1 на рис. 2). Величина припуску вибирається по табл. 9 у залежності від діаметра і довжини оброблюваної втулки і способу попередньої обробки отвору.
Діаметр попередньо обробленого отвору дорівнює
D0
= dmax
– Акр = 56,03 – 1,2 = 54,83мм,
де dmax
– максимальний внутрішній діаметр втулки, що протягується; з урахуванням допуску, мм,
Акр
– припуск на круглі зубці.
Таблиця 9 – Припуски під протягування для круглих зубців
| Довжина отвору, що протягується,
мм
|
Припуск після свердлення або чорнового розточування отвору
|
| Діаметри отворів, що протягуються, мм
|
| 50-80
|
| 50-80
|
1,2
|
Весь припуск Акр
знімають чорнові, перехідні та чистові круглі зубці протяжки. Припуск на перехідні групи (Ак пер
) та чистові зубці (Ак чист
) вибирають з таблиць 3.5 і 3.6 відповідно.
Припуск на чорнову частину розраховують по формулі
Ак ч
= Ак
– (Ак пер
+ Ак чист
)=1,2-(0,32+0,07)=0,81 мм
3.6.2 Розрахунок кількості зубців
Кількість чорнових зубців
 шт., приймаю шт., приймаю 
де Szч
– підйом на зуб у чорнових секціях по п.4.3.
Одиниця додається через те, що перший зубець протяжки виконується без підйому – його діаметр дорівнює діаметру попередньо обробленого отвору. Це робиться для того, щоб уникнути випадкового збільшення навантаження на перший зубець через нерівномірність припуску, побічних включень у метал та ін.
Якщо виходить дробове число, то його округляють у меншу сторону до найближчого цілого числа, а не знятий припуск переноситься на перехідні секції.
Кількість перехідних зубів
 шт., конструктивно приймаю шт., конструктивно приймаю 
Кількість чистових (Zкчист
) та калібруючих (Zк кал
) зубців вибирається по табл 3.6.
3.
6.3 Визначення параметрів викружок
Круглі чорнові і перехідні зуби групуються в секції по два зубці в кожній. Викружки для розподілу стружки роблять тільки на першому зубці секції, другий зуб роблять циліндричним без викружок (рис. 6) заниженним по діаметрі на 0,02 – 0,04 мм для компенсації пружної деформації металу втулки.

Рисунок
6 – Профіль чорнових і перехідних круглих зубів
Ширина ріжучих виступів між викружками рівна
 мм, конструктивно приймаю мм, конструктивно приймаю  мм мм
де d – внутрішній діаметр оброблюваної втулки, мм.
Значення bв
округляється до значення, кратного 0,5.
Кількість викружек дорівнює

де d – внутрішній діаметр оброблюваної втулки.
Таблиця 3.11 – Радіуси викружок Rв2
і діаметри
шліфувальних кругів Dкр
, мм
| Ширина викружок
bв
, мм
|
Діаметр протяжки, мм
|
| 80 – 120
|
| Dкр
|
Rв
|
| 15 – 20
|
60
|
36
|
Кількість викружок округляється до найближчого більшого цілого числа.
Радіуси викружок Rв2
і діаметри шліфувального круга приймаються по табл. 3.11.
Чистові зуби виконують не секціонированними з підйомом на кожен зуб. Викружок на чистових і калібруючих зубцях немає.
3.6.4 Розрахунок довжини круглої частини протяжки
Для підвищення точності обробленої поверхні шаг чистових та калібруючих зубців приймають меншим, ніж шаг чорнових зубців tчист
= (0,7 – 0,8)t = 0,75*17=13 мм.
Загальна довжина круглої частини протяжки визначається по формулі
Lк
= (Zк черн
+ Zк пер
)*t +(Zк чист
+ Zк кал
)*tчист
=(5+12)*17+(2+3)*13=354 мм.
3.
7 Розрахунок фасочної частини протяжки
Фасочна частина протяжки призначена для формування фаски в основі шліцу. Вона знімає припуск 2 (див. рис.3). Ця частина протяжки має лише чорнові зубці.
3.7.1 Визначення припуску на фасочні зубці
Величина припуску, який знімають фасочні зубці протяжки залежить від її типу (див. п.3.1). Для протяжки типу 4 припуск під фасочні зубці дорівнює
Аф
= dфп
- D0
=57,3 – 54,83 = 2,47, мм
де dф.п
= d + 2¦ + (0,3...0,4)=56+2*0,5+0,3=57,3 мм – діаметр останнього фасочного зубця, мм;
¦ - величина фаски в основі шліца, мм;
d – внутрішній діаметр шліцьової втулки, мм.
D0
- діаметр попередньо обробленого отвору, мм.
Діаметр останнього фасочного зуба приймається на 0,3…0,4мм більше діаметра фаски для того, щоб забезпечити запас на переточування протяжки.
3.7.2 Розрахунок кількості зубців
Для усіх типів протяжок, коли фасочні зубці розташовані першими, кількість зубців визначається по формулі
 шт, приймаю шт, приймаю 
де Szч
– підйом на зуб у чорнових секціях по п.7.
Одиниця додається через те, що перший зубець протяжки виконується без підйому – його діаметр дорівнює діаметру попередньо обробленого отвору. Це робиться для того, щоб уникнути випадкового збільшення навантаження на перший зубець через нерівномірність припуску, побічних включень у метал та ін.
Коли фасочні зубці розташовані після круглих під час розрахунку кількості зубців одиниця не додається і усі зубці об’єднані у двохзубі секції.
Отримане значення округляють у більшу сторону до цілого числа. При цьому підйом на останню секцію може вийти менше розрахункового, але діаметр останнього фасочного зубця повинний бути дорівнює розрахованому в п. 7.1.
3.7.3 Визначення параметрів викружок
Фасонні зуби групуються в двозубі секції, причому перші зубці в кожній секції мають на бічних сторонах викружки для розподілу стружки по ширині, а другі виконуються без викружок, занижені по діаметрі на 0,02 – 0,04 мм для компенсації пружної деформації металу втулки. Радіус викружки вибирається графічно так, щоб ширина першого зубця секції була приблизно на половину менше ширини другого зуба (рис. 7). Глибина викружки повинна бути не менше 3Sz
. Бічні сторони зубців виконують під кутом фаски.

Рисунок 7 – Профіль фасочних зубців
3.
7.4 Розрахунок довжини фасочної частини протяжки
Загальна довжина фасочної частини протяжки визначається по формулі
Lф
= Zф
*t =17*17=289 мм.
де t – крок чорнових зубів протяжки по п.4.1.
3.
8 Розрахунок шліцьової частин протяжки
3.
8.1 Припуск на шліцьові зубці
Шліцьові зубці протяжки, незалежно від її типу, знімають припуск 3 (див. мал.2), величина якого розраховується по формулі
Аш
= Dmax
- dф.
- d=65,3-57,3-0,05=7,95, мм,
де Dmax
– максимальний зовнішній діаметр втулки, що протягується, з урахуванням допуску, мм,
dф.
– діаметр фаски в основі шліцу,
d=0,02 - 0,05 мм - допуск на розбивання отвору.
Весь припуск Аш
знімають чорнові, перехідні та чистові зубці протяжки. Припуск на перехідні групи (Аш пер
) та чистові зубці (Аш чист
) вибирають з таблиць 5 і 6 відповідно.
Припуск на чорнову частину розраховують по формулі
Ашчерн
= Аш
– (Аш пер
+ Аш чист
)=7,95 – 0,32 – 0,04=7,59 мм.
3.8.2 Розрахунок кількості зубців
Кількість чорнових зубців
 шт., приймаю шт., приймаю 
де Szч
– підйом на зуб у чорнових секціях по п.4.3.
Якщо виходить дробове число, то його округляють у меншу сторону до найближчого цілого числа, а не знятий припуск переноситься на перехідні секції.
Кількість перехідних зубів
 шт., конструктивно приймаю шт., конструктивно приймаю 
Кількість чистових (Zшчист
) та калібруючих (Zшкал
) зубців вибирається по табл.3.6.
3.
8.3 Параметри викружок
Рисунок
8 – Профіль чорнових і перехідних шліцьових зубів
Шліцьові чорнові і перехідні зуби групуються в секції, причому перші зуби в кожній секції мають на бічних сторонах викружки для розподілу стружки по ширині, а другі виконуються без викружок, занижені по діаметрі на 0,02 – 0,04 мм для компенсації пружної деформації металу втулки. Радіус викружки вибирається графічно так, щоб ширина першого зуба секції була приблизно на половину менше ширини другого зуба. Глибина викружки повинна бути не менше 3Sz
.. На зубах, діаметр яких більше dф
+2,5 мм, роблять бічні піднутрення (кут j1)
для зменшення тертя між бічною поверхнею зуба й обробленою поверхнею (мал. 8).
Чистові зубці виконують не секціонированими з підйомом на кожен зубець. Викружок на чистових і калібруючих зубцях немає.
3.8.4 Розрахунок довжини шліцьової частини протяжки
Для підвищення точності обробленої поверхні шаг чистових та калібруючих зубців приймають меншим, ніж шаг чорнових зубців tчист
= (0,7 – 0,8)t=15 мм.
ℓш
= (Zш черн
+ Zш пер
)*t +(Zш чистий
+ Zш кал
)* tчист
= (42+6)*17+(2+3)*13=881 мм.
3.9 Визначення конструктивних розмірів протяжки
3.
9.1 Визначення діаметрів зубців
Усі чорнові та перехідні зубці у фасочній, круглій та шліцьовій частинах протяжки об’єднані у групи. У межах кожної групи зубці відрізняються між собою шириною, між групами – діаметром.
Діаметри перших зубців грип визначають шляхом додатка подвійного підйому на зубець до діаметра першого зубця попередньої групи
di+1
= di
+ 2 Szч
, мм.
Діаметр другого зубця групи виконуються меншим по діаметрі на 0,02–0,04мм для компенсації пружної деформації оброблюваного металу.
Зубці у чистових частинах протяжки виконують несекціонованими, тобто діаметр кожного наступного зубця розраховується по формулі:
di+1
= di
+ 2 Sz истч
, мм.
Діаметри останнього чистового зубця і всіх калібруючих однакові і рівні максимальному діаметру оброблюваної втулки з урахуванням допуску на розбиття:
для круглої частини протяжки dmax
- d = 56,03 – 0,03 = 56 мм,
для шліцьової частини Dmax
- d = 65,3 – 0,05 = 65,25 мм,
де d=0,02 - 0,05 мм - допуск на розбиття отвору.
3.
9.2 Передня направляюча
Передня направляюча призначена для встановлення оброблюваної втулки співвісною з протяжкою, завдяки чому знімається рівномірний припуск по всьому периметру отвору.
За довжину передньої направляючої приймається відстань від кінця перехідного конусу до першого ріжучого зубця, включаючи ширину першої западини між зубцями.
Довжина передньої направляючої вибирається в залежності від відношення довжини втулки, що протягається L, до її діаметра D
при L/D£1,5 lпн
= L = 75 мм;
Форма та діаметр передньої направляючої приймається рівним діаметру отвору до протягування Dпн
= D0
з допуском по ¦7.
3.
9.3 Шийка та перехідний конус
Ці елементи призначені для з’єднання хвостовика протяжки з її робочою частиною. Довжина перехідної шийки повинна забезпечити можливість приєднання протяжки до патрону протяжного верстата.
Перехідний конус виконується для забезпечення легкого вводу направляючої протяжки в оброблювану втулку. Довжина перехідного конуса l3
= 10 - 20 мм, в залежності від діаметра
Мінімальна довжина шийки визначається в залежності від типу верстата та довжини оброблюваної деталі.
lш
= lст
– lпк
– lпн
=190+75-10-75=180 мм,
де Lст
- мінімальний розмір від торця хвостовика протяжки до першого ріжучого зубця (див. табл. 3.8),
l3
= 10 мм – довжина перехідного конусу, мм,
l4
= 75 мм – довжина передньої направляючої, мм.
Розраховану довжину збільшують на 5-30 мм для більш вільного оперування з хвостовиком.
Діаметр перехідної шийки приймається меншим ніж діаметр хвостовика на 0,3-1 мм з допуском по h14. Шийка оброблюється з чистотою поверхні Ra3,2 і використовується для маркування протяжки та зварювання.
3.
9.4 Задня направляюча
Задня направляюча (l7
рис. 1)призначена для того, щоб виключити можливість перекосу обробленої деталі в момент виходу з неї останнього зубця протяжки і пошкодження обробленої поверхні.
Форма та діаметр задньої направляючої Dзн
приймається рівним номінальному діаметрові оброблюваного отвору з допуском по ¦7.
Довжина задньої направляючої залежить від довжини оброблюваної втулки і вибирається з табл. 10.
Таблиця 10 – Довжина задньої направляючої, мм
| Довжина оброблюваної втулки, L
|
70-100
|
| Довжина задньої направляючої, lзн
|
60
|
3.
9.5 Загальна довжина протяжки
Загальна довжина протяжки розраховується як сума довжин усі складових частин протяжки
L= l1
+ l2
+ l3
+ l4
+ lф
+lш
+lкр
+ lзн
= =90+180+10+75+272+890+287+60= =1939 мм.
Довжина протяжки перевищує величину, що допускається технологічними можливостями її виготовлення (див. табл. 3.11), і параметрами верстата (див. табл. 3.8), тому виготовляємо дві протяжки з рівномірним розподілом зубців.
Таблиця 3.11 – Граничні довжини протяжок,
оброблюваних у центрах, мм
| Діаметр протяжки
|
більш 70
|
| Припустима довжина протяжки
|
1500
|
Список использованной литературы
1. Методичні вказівки до виконання курсового проекту з дисципліни „Різальний інструмент”. Розрахунок інструментів для обробки зубчастих коліс та шліцьових валів./ Укл.: Малишко І.О., Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 48 с.
2. Косилова А.Г., Мещеряков Р.К. Справочник технолога – машиностроителя. В 2–х т. – М.: Машиностроение, 1985. – Т.2 – 496 стр.
3. Методические указания к выполнению контрольных работ по курсу «Проектирование и производство металлорежущих инструментов»/Сост.: И.А. Малышко, С.Л. Толстов. – Донецк : ДПИ, 1991. – 39с.
4. Справочник инструментальщика/ И.А. Ординарцев и др. – Л.: Машиностроение, 1987. – 846 с.
5. Методичні вказівки до виконання курсового проекту з дисципліни „Різальний інструмент”. Розрахунок комбінованої протяжки для обробки шліцьової втулки, / Укл.: Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 22 с.
|