| МПС России
ГУП «Октябрьская железная дорога»
Санкт-Петербургский
электромеханический техникум
железнодорожного транспорта.
Курсовой проект на тему:
Ремонт колесных пар.
Выполнил: Голубев С.В.
Группа: ВР-44
Принял: Жарков Г.П.
Санкт-Петербург
2002 г.
Введение.
Из-за больших статических и динамических нагрузок, которые возникают в условиях эксплуатации колёсной пары, возникают различные дефекты.
Для обеспечения надёжной работы на железной дороге создана система выявления дефектов колёсных пар. Основой такой системы является выявление дефектов колёсных пар. В эксплуатации колёсная пара испытывает статические и динамические нагрузки.
Для грузовых вагонов норма статической нагрузки на рельсы от колёсной пары значительно меньше, чем у пассажирских и составляет 176,4 кН. Динамические силы взаимодействия между колесом и рельсом существенно возрастают. Как показывает анализ эксплуатации подвижного состава, это происходит в результате изменения жёсткости пути и увеличения дефектов на рельсах и колёсах. Наблюдения показали, что у поездов, которые обращаются на участках пути с железобетонными шпалами, колёса значительно чаще бракуют из-за дефектов поверхности катания колёс, чем колёса поездов, которые обращаются на участках с деревянными шпалами. Это происходит вследствие того, что жёсткость железобетонной шпалы по сравнению с деревянной в 2 раза больше, а зимой она возрастает ещё в 2 раза по сравнению с летом.
Для уменьшения дефектов тормозного происхождения применяются композиционные колодки вместо чугунных.
На прочность колеса помимо всего оказывает влияние и высокая температура, которая возникает при торможении, особенно в зоне перехода обода к диску. Температура в зоне обода и диска по мере уменьшения толщины обода, значительно увеличивается. А вследствие уменьшения толщины диска, радиальные напряжения в диске с внутренней стороны колеса к зоне перехода к ободу растут.
В последнее время увеличилось число изломов дисков колёс, из-за увеличения загрузки вагонов.
Применение роликовых подшипников в вагонных буксах привело к видоизменению шеек оси. Помимо совершенствования шеек оси, так же совершенствовались химический состав и механические свойства материала осей, а так же технология их изготовления. В 1976г. было освоено изготовление осей способом винтовой прокатки, что способствовало сокращению на 15% материала для изготовления колёсных пар.
В последние годы участились случаи образования неравномерного проката колёс. Главным образом он возникает у колёс пассажирских вагонов из-за значительной перегрузки элементов колёсной пары и рельсового пути. При скорости движения более 120 км/ч возникают наибольшие силы и ускорения буксы и при этом влияние видов дефектов колёс сказывается в меньшей степени.
Этот дефект возникает в основном из-за жёсткости пути, повышенной скорости и образования на поверхности катания колёс дефектов тормозного происхождения.
Для анализа причин появления дефектов и разработки мер по их устранению, большое значение имеет классификация, которая устанавливает связь между характеристиками износа, повреждения колёсной пары и условий эксплуатации. Качество и эффективность ремонта во многом зависит от исполнителей и организаторов производства в колёсных цехах, от их знаний передовой технологии и профессионализма.
Требования к колёсным парам в эксплуатации регламентированы:
"Инструкцией осмотрщику вагонов"
"Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками, при плановых ремонтах вагонов"
"Инструктивными указаниями по эксплуатации и ремонту колёсных пар, при плановых ремонтах вагонов"
Неисправности колесных пар.
В процессе эксплуатации происходит естественный износ, в частности равномерный прокат обода колеса возникает в результате трения его о рельсы.
Исправное содержание ходовых частей в эксплуатации обеспечивается периодическими видами ремонта (заводскими и деповскими), выполняемые в депо и на заводах, а так же текущим ремонтом. При деповском ремонте колёсных пар восстанавливаются узлы и детали (негодные заменяются новыми, а неисправные ремонтируются с доведением до альбомных размеров). Этот вид ремонта наиболее трудоёмок, требует большой затраты новых материалов и запасных частей.
Износ и повреждения колёсных пар выявляют наружным осмотром, шаблонами и измерительным инструментом.
Наружным осмотром выявляют видимые неисправности, например, трещины и отколы обода, диска и ступицы, цельнокатаных колёс.
Шаблоны применяют для проверки профиля обода цельнокатаных колёс, радиуса закруглений осей колёсных пар, а так же других деталей. Из измерительных инструментов наиболее распространены шаблоны, микрометры различных конструкций, штихмасы, линейки и угольники. Особенно широко применяют микрометры при ремонте деталей букс с роликовыми подшипниками и колёсных пар.
Для выявления трещин в металле, которые нельзя обнаружить наружным осмотром, проверяют магнитными и ультразвуковыми дефектоскопами.
Исправная работа колесных пар зависит от точности изготовления деталей и качества их обработки. Поэтому при ремонте колёс необходимо строго выполнять технические требования и соблюдать установленные размеры.
 Причины и методы выявления неисправностей колёсных пар. Причины и методы выявления неисправностей колёсных пар.
Главными неисправностями колёсных пар являются: прокат ободьев колёс; износ ободьев по толщине, а так же вертикальный подрез гребней; ползуны, выщерблины и раковины на поверхности катания; износ и повреждения шеек осей; трещины в осях; протёртость и изгиб оси; ослабление и сдвиг колеса на оси; трещины в колёсах.
Неисправности колёс.
Прокат по поверхности катания колеса образуется вследствие его трения о рельсы (рис.1). Практически принято считать, что 1мм проката обода цельнокатаного колеса возникает в среднем после пробега колёсной парой 30000 км.
При большом прокате увеличивается сопротивление движению поезда, кроме того, гребень колеса низко опускается и может касаться болтов рельсовых креплений, ослаблять соединение рельсов и даже срезать их болты, что создаёт угрозу для безопасности движения поездов. Наибольшие допускаемые размеры равномерного проката при периодическом и текущем ремонте вагонов, а так же при их эксплуатации, установленные Инструкцией по освидетельствованию, формированию и ремонту вагонных колёсных пар, приведены в таблице 6.
Прокат измеряется абсолютным шаблоном (рис.2). При измерении вертикальный движок шаблона устанавливают на расстоянии 70 мм от внутренней грани колеса, а шаблон свободно накладывают на обод колеса. Чтобы вертикальный движок установить на расстоянии 70мм от внутренней грани колеса, необходимо поворотом стопорного винта ослабить рамку движка, передвижением последнего по прорези совместить риски на шаблоне и рамке и завернуть стопорный винт. Величину проката отсчитывают по делениям, нанесённым на рамке вертикального движка и риске, имеющейся на самом движке. Если прокат смещён относительно круга, измерительную ножку ставят в месте наибольшего износа. Для выявления наибольшего проката измерения производят в нескольких местах по окружности обода колеса. При измерении вертикальный движок шаблона устанавливают на расстоянии 70 мм от внутренней грани колеса, а шаблон свободно накладывают на обод колеса. Чтобы вертикальный движок установить на расстоянии 70мм от внутренней грани колеса, необходимо поворотом стопорного винта ослабить рамку движка, передвижением последнего по прорези совместить риски на шаблоне и рамке и завернуть стопорный винт. Величину проката отсчитывают по делениям, нанесённым на рамке вертикального движка и риске, имеющейся на самом движке. Если прокат смещён относительно круга, измерительную ножку ставят в месте наибольшего износа. Для выявления наибольшего проката измерения производят в нескольких местах по окружности обода колеса.
 Износ по толщине ободьев колёс наблюдается после продолжительной работы колёсных пар в эксплуатации и неоднократных обточек колёс на станке. Наименьшие допустимые размеры толщины ободьев колёс при подкатке колёсных пар под вагоны, выпускаемые из периодических видов и текущего ремонта, установлены Инструкцией по освидетельствованию, формированию и ремонту колёсных пар и приведены в таблице 1. Измеряют толщину ободьев в наиболее тонком месте шаблоном, называемом толщиномером (рис.3).Для этого ножку шаблона устанавливают на расстоянии 70 мм и толщиномер линейкой плотно прижимают к внутренней грани обода. Затем, двигая движок, подводят ножку к поверхности катания. Цифры, нанесённые на линейке шаблона и совпадающие с указательной чертой на движке, показывают действительную толщину обода с учётом износов на поверхности катания колеса. Износ по толщине ободьев колёс наблюдается после продолжительной работы колёсных пар в эксплуатации и неоднократных обточек колёс на станке. Наименьшие допустимые размеры толщины ободьев колёс при подкатке колёсных пар под вагоны, выпускаемые из периодических видов и текущего ремонта, установлены Инструкцией по освидетельствованию, формированию и ремонту колёсных пар и приведены в таблице 1. Измеряют толщину ободьев в наиболее тонком месте шаблоном, называемом толщиномером (рис.3).Для этого ножку шаблона устанавливают на расстоянии 70 мм и толщиномер линейкой плотно прижимают к внутренней грани обода. Затем, двигая движок, подводят ножку к поверхности катания. Цифры, нанесённые на линейке шаблона и совпадающие с указательной чертой на движке, показывают действительную толщину обода с учётом износов на поверхности катания колеса.
Износ и вертикальный подрез гребней колёс.
Износ гребня образуется от соприкосновения с рельсом вследствие извилистого движения колёсной пары на прямых участках пути и при прохождении вагона по кривым.
Таблица 1
| Пассажирские вагоны
|
Наименьшая толщина при ремонте, мм
|
| заводском
|
деповском
|
текущем
|
текущем
|
| |
|
отцепочном
|
безотцепочном
|
| обращающиеся в поездах со скоростью свыше 120 до 140 км\ч
|
40
|
40
|
37
|
35
|
| обращающиеся в поездах со скоростью свыше 140 до 160 км\ч
|
55
|
45
|
42
|
40
|
| обращающиеся в поездах со скоростью до 120 км\ч
|
33
|
33
|
30
|
25
|
Допускаемая толщина гребня колёс, измеренная на расстоянии 18 мм от его вершины, при подкатке колёсных пар под вагоны, выпускаемые из деповского, текущего оценочного ремонтов, а так же у вагонов, находящихся в эксплуатации, приведена в таблице 2.
Таблица 2
| Пассажирские вагоны
|
Толщина гребня при ремонте, мм
|
| заводском
|
деповском
|
текущем
|
| |
|
|
| обращающиеся в поездах со скоростью свыше 120 до 140 км\ч
|
30-33
|
30-33
|
28-33
|
| обращающиеся в поездах со скоростью свыше 140 до 160 км\ч
|
32-33
|
32-33
|
30-33
|
Для измерения толщины гребня применяют абсолютный шаблон (рис.4),  который устанавливается так же, как и при проверке проката. Чтобы выявить толщину гребня, нужно горизонтальную измерительную ножку шаблона подвести до соприкосновения с гребнем и на горизонтальной шкале прочесть величину действительной толщины гребня. который устанавливается так же, как и при проверке проката. Чтобы выявить толщину гребня, нужно горизонтальную измерительную ножку шаблона подвести до соприкосновения с гребнем и на горизонтальной шкале прочесть величину действительной толщины гребня.
 Вертикальный подрез гребня является следствием нарушения нормальных условий работы колёсных пар. Подрез гребня особенно часто образуется: у четырёхосных вагонов, имеющих большую разность баз боковых рам тележек; при большой разности диаметров колёс, насаженных на одну ось; если имеется большой зазор между буксами и челюстями, а так же перекос рамы тележки; от несимметричной насадки колёс на оси. Вертикальный подрез гребня является следствием нарушения нормальных условий работы колёсных пар. Подрез гребня особенно часто образуется: у четырёхосных вагонов, имеющих большую разность баз боковых рам тележек; при большой разности диаметров колёс, насаженных на одну ось; если имеется большой зазор между буксами и челюстями, а так же перекос рамы тележки; от несимметричной насадки колёс на оси.
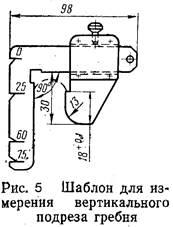
Изношенный гребень колеса может вызвать сход вагона с рельсов, в особенности на противошёрстных стрелках. Поэтому к работе под вагонами не допускаются колёсные пары, имеющие вертикальный подрез гребня, верхний край которого находится на расстоянии 18мм и более от поверхности катания колёс. Для выявления вертикального подреза гребня применяют специальный шаблон (рис.5). Колёсную пару бракуют, если вертикальная поверхность движка соприкасается хотя бы только в верхней части с подрезанной поверхностью гребня.
При наличии остроконечного наката в верхней части гребня, независимо от высоты подреза и толщины гребня, колёсная пара в эксплуатацию не допускается.
Ползуны (выбоины) образуются на поверхности катания колёс при их скольжении по рельсам в случае заклинивания колёсных пар. Ползуны во время движения вагона вызывают удары, разрушительно действующие на рельсовый путь, колёсные пары и ходовые части. Поэтому колёсные пары с роликовыми подшипниками, имеющие ползуны более 1мм, для работы под вагонами не допускаются.
Глубину ползуна определяют движком абсолютного шаблона путём сравнения измерения на месте выбоины с измерением в другом месте поверхности катания колёс, где нет выбоины.
Выщерблинами называют местные углубления на поверхности обода колеса колёсной пары, появляющиеся вследствие отслаивания или выкрашивания металла. Выщерблины возникают чаще всего на месте ползунов и располагаются симметрично на одной линии у обоих колёс. Такие дефекты могут быть и на одном колесе, возникают они от проскальзывания колеса в процессе движения вагона на башмаке при расформировании состава.
Выщерблины на поверхности катания колёс допускается глубиной до 10 мм или длиной по наибольшему измерению до 25 мм у пассажирских вагонов. Толщина обода колеса в месте выщерблины не должна быть менее допускаемой (31 мм. в пассажирских поездах со скоростью до 120 км\ч, 34 мм. до 140 км\ч, 40 мм. до 160 км\ч ).
Раковины в колёсах являются следствием неметаллических включений (шлак, песок) внутрь металла, которые обнаруживаются на поверхности катания колеса после её истирания или обточки.
  Кроме перечисленных выше неисправностей колёс, также нередко встречаются на поверхности катания кольцевые выработки (рис.6), смещение металла и остроконечный накат на участке сопряжения подрезанной части гребня с его вершиной (рис.7) .Кольцевая выработка допускается у основания гребня глубиной не более 1 мм и на уклоне 1:7 не более 2 мм или шириной б не более 15 мм. Смещение метала (навар) допускается высотой у колёсных пар пассажирских вагонов не более 0,5мм. Кроме перечисленных выше неисправностей колёс, также нередко встречаются на поверхности катания кольцевые выработки (рис.6), смещение металла и остроконечный накат на участке сопряжения подрезанной части гребня с его вершиной (рис.7) .Кольцевая выработка допускается у основания гребня глубиной не более 1 мм и на уклоне 1:7 не более 2 мм или шириной б не более 15 мм. Смещение метала (навар) допускается высотой у колёсных пар пассажирских вагонов не более 0,5мм.
Трещины чаще всего возникают в подступичной части оси с внутренней стороны ступицы колеса и реже в средней части. Причиной появления трещин в осях могут служить удары, испытываемые колёсной парой при неудовлетворительном качестве формирования колёсной пары, при погрузке и разгрузке колёсных пар.
Если при формировании колёсной пары ступица колеса или подступичная часть оси будет обработана с большой конусностью или овальностью, то после напрессовки колеса усилие, удерживающее его на оси, будет распределяться неравномерно по подступичной части, что вызовет местные напряжения в оси, способствующие появлению трещин. Отсутствие фаски на внутренней грани ступицы колеса также может явиться причиной появления трещины.
Возникновение трещин на средней части оси объясняется главным образом наличием в верхнем слое металла неметаллических включений, плен, закатов, забоин и других пороков.
Трещины в осях выявляют дефектоскопами, а в эксплуатации под вагонами - наружным осмотром по признакам, к которым относятся иней, вздувшаяся краска, а так же скопление пыли в виде валика под трещиной. При обнаружении в оси поперечной трещины колёсную пару бракуют.
Протёртость оси колёсной пары в средней части вызывается неправильной сборкой и регулировкой рычажной передачи тормоза. В эксплуатации такая потёртость допускается на глубину не более 2,5 мм, а при выпуске вагонов из периодического ремонта – не более 2 мм. Потёртость в предступичной части появляется от трения стенок заднего выреза буксы об ось при неправильной сборке буксового узла и других причин.
Изогнутость оси возникает в результате несоблюдения требований при её изготовлении и повреждений в эксплуатации. Для определения изогнутости оси у сформированной колёсной пары измеряют расстояния между внутренними гранями ободьев колёс в четырёх диаметрально противоположных точках. Наличие разности этих расстояний в двух диаметрально противоположных точках более 2мм свидетельствует об изогнутости оси или неисправности колеса.
Ослабление и сдвиг колеса на оси могут произойти от неправильного натяга, допущенного при напрессовке колеса на ось, грубой и неправильной расточки ступицы колеса и обточки подступичной части оси. Признаками ослабления насадки ступицы является выступление ржавчины или масла у ступицы с внутренней стороны колеса, трещина краски по всему периметру в соединении со ступицей.
Сдвиг колеса на оси или неправильную напрессовку его определяют измерением в четырёх точках расстояния между внутренними гранями колёс и несоответствием этого расстояния установленным размерам.
При наличии признаков ослабления прочность посадки колеса на оси проверяют на гидравлическом прессе. Если сдвиг колеса от середины в сторону шеек при усилии 75-85тс не произошёл, колёсная пара признаётся годной к эксплуатации. Кольцевые трещины в диске колеса могут появляться от тугой запрессовки последнего на ось. Колёсные пары с трещинами в ободьях и дисках цельнокатаных колёс не допускаются к эксплуатации.
Виды освидетельствования и ремонта.
Колёсные пары за время своей службы подвергают осмотру, обыкновенному и полному освидетельствованию, ремонту без смены и со сменой элементов.
Осмотр колёсных пар производится: в пунктах подготовки вагонов к перевозкам; на станциях формирования и расформирования поездов; на станциях, где графиком движения предусмотрена стоянка для технического осмотра вагонов; после крушения, аварии, столкновения или схода вагона с рельсов и при текущем отцепочном ремонте.
При осмотре колёсных пар проверяют: на ободьях колёс наличие трещин, ползунов (выбоин), плен, раздавленностей, отколов, выщерблин, предельного проката, подреза гребня более допускаемых размеров и остроконечного наката гребня на участке сопряжения его подрезанной части с вершиной; наличие трещин в ступицах, дисках и ободьях колёс, признаков ослабления или сдвига ступиц на оси; на осях – поперечных, косых или продольных трещин, плен, протёртых мест в средней части более допускаемых размеров; на колёсной паре – размеры и искосы.
Обыкновенное освидетельствование колёсных пар производится при каждой подкатке под вагон и выполняется следующим образом. Колёсную пару до очистки осматривают для выявления ослабления или сдвига ступицы на оси, трещин на средней части оси. Затем выполняют все проверки, предусмотренные осмотром колёсных пар под вагоном, и дополнительно осуществляют: очистку от грязи и смазки; проверку магнитным дефектоскопом шеек, предступичных и средней части оси и ультразвуковым дефектоскопом подступичных частей оси колёсных пар; осмотр и проверку соответствия размеров всех элементов колёсной пары и их искосов установленным допускам при эксплуатации и её ремонте.
При обыкновенном освидетельствовании колёсных пар с роликовыми подшипниками производят промежуточную ревизию букс. Результаты освидетельствования записывают в журнал. Клеймения колёсных пар после этого вида освидетельствования не делается.
При обточке поверхности катания колёсных пар для роликовых подшипников при первом предельном прокате или других неисправностях поверхности катания колёс, образовавшихся после предыдущего полного освидетельствования, производят обыкновенное освидетельствование. При этом в левом углу бирки, установленной над болтами крепительной крышки роликовой буксы, набивают знак об обточке в виде буквы “О”, условный номер ремонтного пункта и дату.
Полное освидетельствование колёсных пар для роликовых подшипников производится: при формировании и ремонте со сменой элементов; после опробования ступиц колёс на сдвиг гидравлическим прессом; при неясности клейм и знаков последнего полного освидетельствования; после вырубок волосовин, неметаллических включений и других пороков на оси в пределах установленных норм; после крушений и аварий поездов у повреждённых вагонов; при ремонте вагонов на заводах.
Кроме того, полное освидетельствование колёсных пар для роликовых подшипников делается: через одну обточку по предельному прокату или другим неисправностям ободьев колёс; при полной ревизии букс; после схода вагонов с рельс; при наличии на поверхности катания ползуна глубиной более 1мм у пассажирских вагонов.
При полном освидетельствовании колёсных пар выполняют все работы, предусмотренные обыкновенным освидетельствованием, и дополнительно: очистку колёсной пары от краски; проверку дефектоскопом шеек и средней части оси; проверку подступичных частей осей колёсных пар дефектоскопом перед запрессовкой или ультразвуковым дефектоскопом, если они не подвергались прессовым работам; демонтаж букс с роликовыми подшипниками; постановку клейм и знаков полного освидетельствования.
Для очистки колёсных пар от краски и грязи в вагонном депо применяют однокамерные моечные машины. Колёсную пару для очистки закатывают в камеру машины на роликовые опоры механизма вращения, где она обмывается в начале горячим раствором каустической соды, а затем горячей водой для удаления остатков раствора. Быстрая очистка колёсных пар от старой краски и грязи достигается в результате химического воздействия каустической соды и механического действия горячих струй раствора и воды. Очистка в камере происходит в течение 6 минут.
Для ускорения очистки колёсных пар широко внедряются автоматические поточные линии, где подача и очистка колёсных пар выполняется без участия рабочего.
После очистки проверяют все размеры элементов колёсной пары, которые должны соответствовать нормам, установленным Инструкцией по освидетельствованию, ремонту и формированию вагонных колёсных пар. Осмотренные колёсные пары регистрируют в журнале формы ВУ-53, где отмечают номер колёсной пары, номер плавки оси, тип колёсной пары с указанием диаметра колеса, тип колеса, основные размеры осей.
При наличии неисправности или несоответствии какого-либо размера требованиям инструкции колёсную пару бракуют и ремонтируют.
Колёсные пары ремонтируют без смены элементов (обточка ободьев колёс по кругу катания, обточки, опробование на прессе колёсных пар с признаками ослабления) и со сменой элементов (замена колёс и осей).
Испытание дефектоскопом осей колёсных пар.
Дефектоскопами проверяют: шейки и предступичные части осей колёсных пар при полном освидетельствовании; подступичные части оси после обточки перед запрессовкой; среднюю часть оси при полном освидетельствовании и каждом выпуске колёсных пар из ремонта; подступичные части оси при полном освидетельствовании колёсных пар.
Контрольные операции выполняет техник-дефектоскопист, выдержавший испытание и получивший удостоверение на право проверки дефектоскопом деталей вагонов.
В вагонных депо и на ремонтных заводах применяют следующие дефектоскопы: неразъёмный (шеечный) – для испытания шеек и предступичных частей осей сформированных колёсных пар, а так же подступичных частей перед запрессовкой; разъёмный – для магнитного контроля средней части оси; ультразвуковой ЦНИИ – для выявления трещин в подступичной части без снятия колеса с оси.
Неразъёмный (шеечный) дефектоскоп представляет собой соленоид, помещённый в деревянный ящик с отверстием в середине. С помощью переключателя катушки соленоида могут соединяться параллельно и последовательно для работы при напряжении 110 В и 220 В. Этот дефектоскоп может работать на переменном и постоянном токе.
Разъёмный дефектоскоп состоит из понижающего трансформатора и соединённого с ним разъёмного соленоида, тележки для передвижения вдоль оси колёсной пары; подъёмной части и щитка с рубильником для включения дефектоскопа в сеть. Работает дефектоскоп на переменном токе напряжением 220В.
Подступичные части новых и старогодных осей перед напрессовкой на них колёс проверяют шеечным или разъёмным дефектоскопом. Порядок и технология проверки подступичной части шеечным дефектоскопом аналогичны проверке шейки и предподступичной части оси. Проверка подступичной части оси разъёмным дефектоскопом производится так же, как и средней части оси.
Ультразвуковой дефектоскоп конструкции ЦНИИ представляет собой переносной прибор, заключённый в футляр. Дефектоскоп состоит из силового трансформатора, электроннолучевой трубки, радиоламп и других деталей. В качестве излучателя и приёмника ультразвуковых колебаний использовано вещество, обладающее пьеза электрическими свойствами (титанат натрия).
Чувствительность дефектоскопа повышается, если торцы проверяемых осей колёсных пар, к которым прикасаются щупы-искатели, имеют гладкую поверхность, обработанную по установленному плану шероховатости.
Для проверки исправности ультразвукового дефектоскопа в колёсных цехах депо и на ВРЗ имеется эталонная колёсная пара, ось которой в подступичной части имеет пропил глубиной 4 мм.
Включать прибор без заземления корпуса, а так же менять лампы и другие детали при включённом в сеть дефектоскопе запрещается. Для нормальной работы рекомендуется включать прибор в осветительную, а не в силовую сеть цеха.
Ремонт колёсных пар со сменой элементов.
Этот вид ремонта требует более высокой квалификации работников и сложного оборудования, чем ремонт без смены элементов, так как, кроме колёсно-токарных станков, требуются прессы для выполнения прессовых работ: осеотрезные, осеобдирочные, осетокарные и карусельные станки. Разметка видов ремонта колёсных пар производится обозначениями в местах, указанных в
таблице 3.
Колёсные пары со сменой элементов ремонтируют и в вагонных колёсных мастерских, колёсных цехах заводов и депо, которые имеют вышеуказанное оборудование.
Смена оси производится при её неисправности или маломерности. Колёсная пара, имеющая забракованную ось, исключается из инвентаря, а вместо неё формируется другая колёсная пара с использованием новой оси и старогодных колёс или полностью из старых элементов.
Весь процесс смены оси состоит из распрессовки колёсной пары, обработки новой или старогодной оси, упрочняющей накатки, ремонта и проверки ступиц колёс и запрессовки колёс на ось.
Смена колёс, имеющих толщину обода менее допускаемой или другие повреждения и неисправности, при наличии которых они подлежат замене, производится в той же последовательности, как и при смене оси.
Для замены негодных колёс используются новые и старогодные колёса. Предварительно их тщательно осматривают, проверяют размеры, а затем ступицы колёс растачивают до размера диаметра подступичной части оси с учётом необходимого для запрессовки натяга.
Таблица 3
| Вид ремонта
|
Условные
обозначения
видов
ремонта
|
Место на колесной паре
для разметки
условного вида ремонта
|
| Ремонт колесных пар со сменой элементов
|
| Смена оси
|
СО
|
Внутренняя грань одного
из ободьев колес
|
| Смена одного или двух колес
|
СО
|
То же
|
| Переформирование колесной пары вследствие
несоответствия расстояния между внутренними гранями ободьев колес установленным размерам
|
ШГ
|
То же
|
| Переформирование колесной пары вследствие
наличия разницы расстояний между торцами оси и внутренними гранями колес с одной и другой стороны колесной пары более допускаемых размеров
|
РК
|
То же
|
| Смена оси и одного или двух колес
|
СОК
|
То же
|
| Опробование на сдвиг одной или двух ступиц колес
имеющих признаки ослабления
|
ОС
|
Внутренние грани ободьев
ослабевших колес
|
| Ремонт колесных пар без смены элементов
|
| Обточка поверхности катания колес
|
ОК
|
Внутренняя грань одного из
ободьев колес
|
| Наплавка одного или двух изношенных гребней
колес
|
НГ
|
Внутренняя грань обода
колеса с изношенным гребнем
|
| Полная ревизия роликовых букс
|
РБ
|
Внутренняя грань одного
из ободьев колес
|
| Промежуточная ревизия роликовых букс
|
ПР
|
То же
|
Подступичную часть старогодной оси перед напрессовкой колеса обтачивают с целью удаления продуктов коррозии, наминов, рисок и других дефектов, с последующей упрочняющей накаткой роликами.
Распрессовка колёсных пар производится, как правило, на специально выделенном для этой цели прессе. В тех случаях, когда распрессовка выполняется на том же прессе, что и запрессовка, самопишущий манометр (индикатор) и рабочий манометр, предназначенный для контроля усилий при запрессовке, необходимо выключить во избежание повреждений. Контроль за усилиями сдвига в этом случае осуществляется по второму рабочему манометру.
При установке колёсной пары на прессе необходимо обеспечить совпадение её геометрической оси колёсной пары и плунжера пресса. После этого включается пресс и снимается колесо с оси. Аналогично производится съём второго колеса.
У колёсных пар с осями для роликовых подшипников для предотвращения деформации резьбы, повреждения торцов, развальцовки цилиндрической части шейки при расформировании применяют специальный стакан.
Если колёсная пара не поддаётся расформированию предельным усилием пресса, разрешается подогревать ступицу колеса газовой горелкой. Но если и после подогрева колеса невозможно снять с оси, то при неисправности оси – разрезается ступица колеса, а при неисправности оси – колёсная пара сдаётся в металлолом.
После распрессовки колёсных пар, ранее забракованные и размеченные элементы (колёса, оси) транспортируют на площадки и стеллажи для бракованных элементов. Элементы, ранее признанные годными для дальнейшего использования, тщательно осматривают и измеряют. По результатам осмотра и измерения решается вопрос дальнейшего использования элементов колёсной пары. На забракованные элементы светлой краской ставится знак “Б” (брак) и условный номер, присвоенный мастеру.
Годные для дальнейшего использования элементы транспортируют на соответствующие стеллажи.
Обработка новых и старогодных осей производится на осетокарных станках. Шероховатость обработанной поверхности и размеры должны соответствовать чертежам и техническим требованиям. Шероховатость поверхностей осей проверяют стандартными эталонами.
Размеры старогодных осей, допускаемых к напрессовке на них колёс, после обработки должны быть не менее указанных в таблице 10.
Таблица 4
| Тип оси
|
Наименьшие диаметры частей оси, мм
|
Максимальная длина
шейки оси, мм
|
| подступичной
|
предпод-
ступичной
|
средней
|
шейки
|
| РУ-1
|
180
|
164
|
155
|
130
|
265
|
Для плавного захода оси в ступицу при запрессовке наружный конец подступичной части оси обтачивают на корпус с разностью диаметров не более 1мм и длиной не менее 7 мм.
Переход от запрессованного корпуса к цилиндрической подступичной части оси должен быть плавным. Середину оси обозначают кернером.
После окончательной обработки перед запрессовкой новые и старогодные оси проверяют дефектоскопом.
Для повышения предела выносливости, улучшения условий работы осей и осмотра их новые оси обтачивают по всей длине, в том числе и среднюю часть, и подвергают упрочняющей накатке.
Поверхность, подвергающаяся упрочнению накатыванием, должна иметь шероховатость поверхности не ниже 20. Припуск под накатывание оставляется исходя из того, что уменьшение диаметра после накатывания составит 0,04-0,06мм. Шероховатость поверхности после накатывания должна быть не ниже 1,25.
Накатывание подступичных и средних частей оси производится на специальных накатных станках, а также на обычных универсальных при помощи двухроликовых приспособлений с пневматическим или гидравлическим нагружением роликов, оборудованных регулятором, автоматически обеспечивающим усилие накатывания требуемой величины.
Для необходимого повышения твёрдости и шероховатости накатывание производится упрочняющим и сглаживающим роликами за один проход с подачей не более 0,6 мм за оборот при частоте вращения оси не более 160об/мин. Нагрузка на ролики при накатывании принимается в зависимости от диаметра оси и ролика. В процессе накатывания упрочняющая поверхность смазывается жидким машинным маслом. После накатывания подступичные части оси дополнительной обработке перед запрессовкой не подвергаются.
Обработка нового или старогодного колеса производится на карусельных станках.
Отверстия ступиц новых и старогодных колёс растачиваются до размера подступичной части оси с учётом необходимого для запрессовки натяга. При этом, как правило, колёса притачиваются к осям.
Перед обработкой колёс проверяют клейма маркировки и приёмки, а так же наличие сертификатов на партию колёс, поступивших для формирования колёсных пар. Для уменьшения снимаемого при обточке колёс металла их укрепляют в планшайбе станка так, чтобы ось отверстия в ступице колеса была перпендикулярна торцевым поверхностям ступицы и боковым граням обода.
Шероховатость поверхности, размеры и допуски колёс должны соответствовать чертежам и техническим условиям.
Чтобы избежать задиров при запрессовке, а так же для снижения концентрации напряжения в осях кромки ступицы закругляют радиусом 5мм. Переходы закруглений кромок к цилиндрической части ступицы должны быть плавными. Отверстия в ступицах колёс необходимо иметь цилиндрические, без вмятин и забоин, концентричными ободу, а их ось перпендикулярной торцевым поверхностям ступицы и боковым граням обода. Шероховатость поверхности отверстия ступицы должна соответствовать установленному классу.
На всей длине отверстия допускается: конусность не более 0,10 мм при условии, что большой диаметр отверстия для оси обращён к середине оси, овальность не более 0,05 мм, волнистость не более 0,02 мм.
При наличии на посадочных поверхностях ступицы раковин, черновин, а так же во всех случаях нарушения установленных размеров отверстий ступиц их восстанавливают наплавкой с последующей механической обработкой, отверстие ступицы может быть расточено для посадки на ось большого диаметра. Увеличение или уменьшение диаметра отверстий ступиц допускается в пределах установленных норм на размеры подступичных частей осей. Если требуется расточить ступицу старогодного колеса, то его устанавливают на станок обточенной поверхностью обода.
Разность толщины стенок ступицы в различных местах по окружности допускается не более 10 мм. При этом толщина стенки ступицы колёсных пар должна быть не менее допускаемой.
Напрессовка колёс на ось выполняется на специальном гидравлическом прессе, оборудованным двумя манометрами и самопишущим прибором (индикатором) для записи диаграммы запрессовки. Один манометр предназначен для контроля усилия при напрессовке колёс, другой – при распрессовке, на его шкале нанесена контрольная черта, показывающая наибольшее допустимое усилие для пресса.
При установке колёсных пар на пресс строго следят за тем, чтобы геометрические оси прессуемых элементов колёсной пары и упорных приспособлений совпадали с геометрической осью плунжера пресса. Перед запрессовкой проверяют размеры элементов колёсных пар, посадочные поверхности ступиц колёс и подступичные части осей тщательно очищают, насухо протирают, смазывают натуральной олифой или другим варёным растительным маслом.
Запрессовку осей в колёса производят усилиями 37-35 тс на каждые 100 мм диаметра подступичной части оси.
Натяги для достижения требуемых запрессовочных усилий должны находиться в пределах 0,1-0,25мм в зависимости от конструкции колеса. Диаметры посадочных поверхностей оси при подборе по натягу измеряют в трёх точках по длине посадки и по двум взаимно перпендикулярным направлениям.
Правильность положения элементов относительно середины оси в момент запрессовки и после запрессовки проверяют специальными шаблонами. Разница расстояний от внутренних граней колёс до середины оси допускается не более 3мм.
 В процессе запрессовки необходимо следить за согласованностью показаний манометра и самопишущего прибора (индикатора). По форме нормальная индикаторная диаграмма запрессовки имеет плавно нарастающую, несколько выпуклую вверх кривую по всей длине с начала до конца запрессовки. Минимально допускаемую длину сопряжения l (рис.8,а и б) В процессе запрессовки необходимо следить за согласованностью показаний манометра и самопишущего прибора (индикатора). По форме нормальная индикаторная диаграмма запрессовки имеет плавно нарастающую, несколько выпуклую вверх кривую по всей длине с начала до конца запрессовки. Минимально допускаемую длину сопряжения l (рис.8,а и б) определяют по диаграмме запрессовки, для колёс диаметром 950 мм она равна 145 i (где i – масштаб диаграммы по длине). определяют по диаграмме запрессовки, для колёс диаметром 950 мм она равна 145 i (где i – масштаб диаграммы по длине).
 Длина сопряжения на диаграмме запрессовки определяется размером возрастающей ветви кривой, т.е. расстояниями от начала запрессовки до точки перехода в горизонтальную или наклонную прямую в конце (рис.8,а). При отсутствии горизонтального или наклонного участка в конце, длина сопряжения равна длине диаграммы (рис.8,б). Длина сопряжения на диаграмме запрессовки определяется размером возрастающей ветви кривой, т.е. расстояниями от начала запрессовки до точки перехода в горизонтальную или наклонную прямую в конце (рис.8,а). При отсутствии горизонтального или наклонного участка в конце, длина сопряжения равна длине диаграммы (рис.8,б).
Если при напрессовке колеса на ось будет получена не удовлетворительная диаграмма (рис.8,г) или усилие не будет соответствовать требованиям инструкции, колёсную пару бракуют.
Распрессованное колесо разрешается вторично насаживать на тот же конец оси при условии, что на посадочных поверхностях подступичной части оси нет задиров. При этом конечное усилие запрессовки должно быть выше нижнего предела на 15%.
На бланке диаграммы, кроме кривой изменения давления, записывают следующие данные: дату запрессовки, тип колёсной пары, номер оси, тип и номер колеса, диаметры подступичной части оси, измеренные с точностью до 0,01мм, конечное давление в тоннах, порядковый номер диаграммы и принятый натяг при запрессовке.
Годные и забракованные диаграммы запрессовки и контрольных проверок на сдвиг после оформления и приёмки колёсных пар хранятся 12 лет.
Опробование на сдвиг ступиц колёс производится при наличии у колёсной пары признаков ослабления колёс на осях, а так же при поступлении в ремонт на вагоноремонтные заводы, если со дня последнего формирования колёсной пары прошло 12 лет и более.
Поступившие колёсные пары для опробования на сдвиг ступиц колёс тщательно осматривают и измеряют элементы для выявления других неисправностей. Затем колёсную пару устанавливают на пресс, строго соблюдая при этом все требования по совмещению геометрических осей элементов и не допуская перекосов.
Опробование на прессе производится в направлении распрессовки колёс усилием в пределах 75-85тс с записью результатов на индикаторной диаграмме. Если при опробовании колесо сдвинется, то колёсная пара подлежит расформированию и ремонту.
На бланке диаграммы при опробовании ступиц колёс на сдвиг записывают следующие данные: дату опробования, тип колёсной пары, конструкцию колеса, диаметр подступичной части, сторона, которая была опробована, и усилие опробования.
Порядок оформления и хранения бланков диаграмм опробования прессовых соединений такой же, как и диаграмм запрессовки.
Колёсную пару, выдержавшую испытание, опробуют на сдвиг, вторично осматривают и измеряют.
Ремонт колёсной пары без смены элементов.
 При износе поверхности катания колёс или гребней колёсной пары обтачиваются по профилю на колесотокарных станках. При износе поверхности катания колёс или гребней колёсной пары обтачиваются по профилю на колесотокарных станках.
При обточке поверхностей катания цельнокатаных колёс (рис.9) снимают наименьшее количество металла, нужное для получения нормального профиля. Обтачивают гребень, поверхность катания и при необходимости внутреннюю грань обода цельнокатаного колеса. Класс шероховатости обработки профиля катания, наружной фаски, гребня и внутренней грани должен соответствовать стандартному эталону чистоты.
При обточке колёсных пар надо следить, чтобы внутренняя грань колеса была строго перпендикулярна оси колёсной пары. Наружную грань колеса обтачивают для устранения поверхностных дефектов и неровностей прокатки при условии, что при этом не будут срезаны клейма завода-изготовителя, и ширина обода будет не менее допускаемой.
Перед обточкой колёс по профилю обязательно проверяют расстояния от внутренних граней колёс до торцов оси. Разница указанных расстояний у колёсных пар нового формирования и отремонтированных со сменой элементов должна быть не более 3 мм и при выпуске из ремонта – не более 5 мм. Проверку производят шаблоном.
Разность диаметров колёс по кругу катания у одной обточенной колёсной пары, овальность и эксцентричность относительно поверхности шейки или подступичной части оси допускается не более 0,5 мм.
После обточки колёсной пары расстояние между внутренними гранями ободьев колёс должно быть 1440 мм с отклонениями не более 3 мм в ту или другую сторону, а у колёсных пар с новыми колёсами - 1440 с отклонением в меньшую сторону не более 2 мм и в большую не более 1мм. Разница расстояния между внутренними гранями ободьев колёс в различных точках одной колёсной пары не должна превышать 2 мм.
Запрещается выпускать из ремонта и нового формирования колёсной пары с ободом колеса шириной меньше 126 мм или больше 136 мм. У новых колёс наименьшая ширина обода колеса должна быть 128 мм.
При обточке колёсных пар необходимо следить, чтобы фаска на наружной грани ободьев колес начиналась на расстоянии 124 мм. от внутренней грани и выполнялась под углом 45 . Обточенные колеса проверяют максимальным шаблоном. . Обточенные колеса проверяют максимальным шаблоном.
Схема технологического процесса обточки колес вагонной колесной пары с нормальным прокатом показана на рисунке 10.

Обточка предподступичных частей оси колесных пар, бывших в эксплуатации, производится при наличии рисок, задиров, забоин подступичной части оси и колесных пар; конусности, волнистости и овальности выше нормы, а так же радиусов закруглений менее допускаемых; продольных плен и волосовин.
Обточку предподступичных частей оси выполняют как до её запрессовки, так и после запрессовки и обточки поверхности катания колесных пар.
Шероховатость поверхности цилиндрической части шейки и радиусов галтелей должна соответствовать классу шероховатости для колесных пар с роликовыми подшипниками 1,25, подступичной части 2,5.
Приемка и клеймение колесных пар после ремонта
.
При проверке и приемке колесных пар, а так же её элементов прежде всего устанавливают соответствие их всем требованиям Инструкции по освидетельствованию, ремонту и формированию вагонных колесных пар.
На принятой колесной паре после полного освидетельствования и формирования, а так же на принятых отдельных элементах ставят приемочные клейма:
- присвоенный условный номер завода, депо, которым разрешено производить формирование, ремонт и полное освидетельствование колесных пар;
- комплект цифр высотой 6 мм. для клеймения колесных пар с роликовыми подшипниками;
- клеймо предварительной приемки "ключ и молот";
-знак Ф, обозначающий формирование колесной пары;
- знак ФФ, означающий опробование колесной пары на сдвиг на гидравлическом прессе. 

При формировании колесных пар из новых и старогодных элементов клейма и знаки наносят на торце оси с правой стороны колесной пары (рис.11). Правой стороной колесной пары считается та, на торце оси которой находятся знаки и клейма, относящиеся к изготовлению оси. При полном освидетельствовании знаки и клейма ставят на левом торце оси колесной пары (рис. 12). Нанесение контрольных окружностей и разбивку секторов клеймения колесных пар производят согласно рисунку 11.
Окраска колесных пар
.
Колесная пара после формирования, ремонта или полного освидетельствования окрашивается. Окраске подледлежит:
- средняя часть оси и диски колес (краской черного цвета на олифе или лаком);
- места соединения ступиц колес с подступичными частями оси с внутренней стороны колесной пары (белилами, плотным слоем по всей окружности полосой шириной 30-40 мм. (в виде угла));
- места соединения лабиринтного кольца с предподступичной частью, а так же предподступичная часть между лабиринтным кольцом и колесом у колесных пар с роликовыми подшипниками после монтажа букс (черной краской или эмалью).
Для контроля за положением колеса на оси красной краской в месте соединения ступицы колеса с подступичной частью оси наносится полоса поперек места, окрашенного белилами, размером 30х60 мм.
После окраски шейки колесных пар, отправляемых в другие предприятия, покрываются солидолом или техническим вазелином с последующей упаковкой деревянными щитами.
Отремонтированный колесные пары подают к колесный парк и устанавливают на соответствующие пути парка готовой продукции или транспортируют в сборочный цех для подкатки под вагоны.
Учетные и отчетные формы по колесным парам.
В каждом пункте ремонта и формирования колесных пар должен вестись книга, журналы, ведомости по учету, ремонту, освидетельствованию колесных пар по формам, установленным МПС.
В вагонных депо ведутся следующие формы учета и отчетности по колесным парам:
- журнал учета периодических проверок и клеймения шаблонов, мерительного и контрольно-поверочного инструмента и приборов, применяющихся при осмотре, освидетельствовании и ремонте колесных пар в ремонте колесных пар вагонов;
- акт-рекламация о браковке вагонов и их частей, не выдержавших гарантийного срока;
- пересылочная ведомость на отправку колесных пар в ремонт и из ремонта;
- натурный колесный лист;
- журнал колесного цеха. В колесных цехах вагонных депо в этом журнале регистрируют каждую колесную пару, поступившую в депо;
- ведомость наличия, оборота и ремонта колесных пар;
- отчет о наличии, обороте и ремонте вагонных колесных пар;
- книга учета запрессовки колесных пар;
- акт на исключении колесной пары из инвентаря.
Техника безопасности при ремонте колесных пар.
Ответственным за выполнение правил техники безопасности в цехе является старший мастер. Сменные мастера и бригадиры несут ответственность за выполнение правил по технике безопасности и промсанитарии по кругу своих обязанностей.
Старший мастер цеха проводит инструктаж по соблюдению рабочими инструкции по Технике безопасности и безопасными правилами работы в соответствии с положением " Об организации обучения и проверки знаний по охране труда на железнодорожном транспорте " № ЦСР-325 и инструктивными указаниями СТП ССБТ 008-98 " Обучение и проверка знаний по охране труда работников депо", а так же обеспечивает своевременное проведение с работниками цеха периодических занятий по охране труда и техники безопасности.
Каждый работник обязан:
- строго соблюдать требования по охране труда, технике безопасности, производственной санитарии, противопожарной охране, предусмотренные соответствующими правилами и инструкциями;
- пользоваться спец одеждой и предохранительными устройствами и приспособлениями;
- содержать в частоте и порядке свое рабочее место, соблюдать чистоту и порядок на участке;
- передавать оборудование, инструмент и приспособления сменщику в исправном состоянии.
В случае повреждения механизмов, приспособлений, оборудования или получения травмы, нарушения техники безопасности, работник должен немедленно сообщить руководителю участка.
Выполнение положений по технике безопасности, производственной санитарии обеспечивает безопасность производства работ и предупреждает возникновение производственного травматизма и профессиональных заболеваний.
Все работники участка обязаны знать и выполнять правила и инструкции по охране труда и техники безопасности, должностные инструкции и положения, руководствоваться ими в своей практической работе и обеспечивать строгое выполнение их в процесс производства.
Виновные в нарушении правил техники безопасности привлекаются к ответственности согласно действующему законодательству и стандартов предприятия.
Мастер (сменный, старший) является полноправным руководителем и непосредственным организатором производства и труда на новом участке. Имеет право и обязан не допускать работу на неисправном оборудовании с применением неисправных инструментов, приспособлений, оснастки и др. На лиц, нарушивших трудовую и производственную дисциплину, мастер вправе налагать дисциплинарные взыскания в соответствии с правилами внутреннего трудового распорядка, а рабочих, систематически нарушающих дисциплину освобождать от работы.
В обязанности мастера входит:
- своевременно обучать и инструктировать рабочих знанию технологических прочесов, безопасных методов труда, следить за соблюдением ими правил и инструкций;
- следить за исправным состоянием и правильной эксплуатацией оборудования, инструмента, оснастки, а так же производственного инвентаря;
- обеспечить правильную и безопасную организацию рабочих мест, чистоту и порядок на участке;
- следить за наличием и исправным состоянием ограждений и предохранительных устройств, средств сигнализации;
- следить за надлежащей работой вентиляционных устройств и нормальным освещением рабочих мест;
- следить за наличием и сохранностью инструкций, планов и предохранительных знаков на рабочих местах.
Все виды инструкций и стажировка по технике безопасности должны быть записаны в Журнале регистрации инструктажей по технике безопасности формы ТНУ-19.
О случаях травматизма руководитель участка обязан немедленно сообщить начальнику депо.
Охрана труда.
Колёсный цех должен иметь устройства для отопления и вентиляции, обеспечивающие метрологические условия в соответствии с требованиями "Санитарных норм проектирования предприятий".
Оборудование, где происходит образование пыли и газов, должно быть оборудовано вентиляцией.
Осветительная арматура и лампы должны очищаться от загрязнений не реже двух раз в месяц, а стёкла световых проёмов два раза в год.
Освещение на рабочих местах должно быть как общее, так и местное. Применение одного местного освещения не допускается.
Уровень шума не должен быть выше:
-низкочастотный – 100дб
-среднечастотный – 85-90дб
-высокочастотный – 75-85дб
Нормы освещённости:
- общее-местное – 500лк
-участки осмотра и приёмки колёсных пар – 750лк
Курение в цехах запрещено.
Среднесуточная температура в ВКМ должна быть +18°С - +20°С
Не допускается загромождение и захламление проходов у рабочих мест.
Шкафы, ящики и стеллажи для инструмента и деталей устанавливаются так, чтобы хранимые в них предметы находились в устойчивом положении и не могли упасть.
Полы на рабочих местах и проходах должны быть ровными, гладкими и не скользящими, содержаться в чистоте.
Производственные отходы, стружки должны своевременно убираться.
Требования к инструменту.
Слесарные молотки должны иметь слегка выпуклую поверхность бойка и быть надёжно укреплены на ручке путём расклинивания. Рукоятки изготавливают из дерева твёрдых пород.
Длина ручек слесарных молотков должна быть в пределах 300-400мм.
Не допускается на ударной части наклёпа.
Ударные инструменты – зубила, крейцмейсели, бородки не должны иметь трещин, заусениц, наклёпа на ударной части. Наименьшая длина зубила – 150мм. При работе обязательно пользоваться защитными очками, во время работы зубило располагать от себя, т.е. направление полёта металла при ударе должно осуществляться в противоположную сторону от себя.
Гаечные ключи должны соответствовать размерам гаек и головок болтов, губки ключей строго параллельны. Удлинение ключей трубами запрещается.
Перед подключением пневматического инструмента необходимо продуть шланг. Работать на шлифовальной машине без защитных очков и ограждений запрещается. Перед работой проверить её исправность. Запрещается использовать шлифовальную машину без прокладок между шлифовальным кругом и планшайбой.
Весь ручной инструмент должен быть исправным и очищенным от масла. Прежде чем начать работу необходимо проверить надёжность их насадки и ручки.
К работе с электрическим и пневматическим инструментом допускаются только специально обученные работники.
Требования к оборудованию.
Расположение оборудования должно соответствовать нормам технологического проектирования.
Границы проходов, места укладки грузозахватов и тары должны быть отмечены белой краской.
Вновь устанавливаемое и вышедшее после ремонта оборудование должно быть тщательно выверено и надёжно закреплено. Оборудование должно быть принято с разрешения главного механика и инженера по технике безопасности.
Электробезопасность.
Для предупреждения возможности поражения электрическим током корпуса электродвигателей, индукционных нагревателей, дефектоскопов, моечных машин, металлические кожуха должны надёжно заземляться. Нельзя включать индукционный нагреватель, если его магнитопровод не замкнут с нагреваемым кольцом. Печи для нагрева лабиринтных и внутренних колец должны быть заземлены в двух местах, а так же иметь устройства, автоматически отключающие печь от сети при открывании дверцы.
Наряду с защитным заземлением при работе с дефектоскопами и индукционными нагревателями применяются диэлектрические перчатки, коврики и дорожки.
Пусковые кнопки электрических устройств должны быть защищены и утоплены в корпус на 3-5мм. Кнопки остановки должны быть красного цвета, иметь надпись "стоп" и выступать над панелью на 3мм.
Погрузочно-разгрузочные работы.
К управлению подъёмно-транспортным оборудованием допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обученные безопасным методам работы и получившие удостоверение на право управления данным оборудованием.
Подъёмно-транспортным оборудованием разрешается поднимать груз, масса которого вместе с грузозахватными приспособлениями не превышает допустимую грузоподъёмность данного оборудования.
Запрещается поднимать груз неизвестной массы, а так же защемлённый, примёрзший или зацепившийся.
Подъёмно-транспортное оборудование при производстве работ должно быть в состоянии, исключающим их самопроизвольное перемещение.
На площадках для укладки грузов должны быть обозначены границы штабелей, проходов и проездов между ними. Не допускается размещать грузы в проходах и проездах.
При перемещении груза нахождение людей на грузе и зоне его возможного падения не допускается. Не допускается перемещение груза над помещениями и транспортными средствами, где находятся люди.
После окончания и в перерывах между работами груз и грузозахватные приспособления не должны оставаться в поднятом положении.
Категорически запрещается:
-подтаскивание колёсной пары
-поправлять колёсную пару на весу и находится под ней
-по окончании или при перерыве в работе оставлять груз в подвешенном состоянии
-допускать раскачивание колёсной пары при её передвижении
-работать на неисправной кран балке, неисправными захватами, приспособлениями
Перекатка колёсных пар производится подталкиванием от себя. При осмотре и измерении ободьев колёс нельзя находится напротив колеса.
Дефектоскопирование колёсных пар.
На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройства дефектоскопа, правил по электробезопасности.
Дефектоскопная установка должна иметь защитное заземление рамы установки и корпуса пульта управления.
Снятие с шейки соленоидов и контактных головок разрешается только при полном разряде конденсаторной батареи.
При каждом, даже кратковременном перерыве в работе, необходимо отключать установку от сети.
У пульта управления должен быть положен резиновый диэлектрический коврик и перчатки.
Категорически запрещается:
-касаться токоведущих частей и движущихся частей электропневматических приводов и вращающихся частей
Окрасочные работы.
Окрасочные работы должны производиться на специальной площадке, оборудованной принудительной вентиляцией.
Составы лакокрасочных материалов следует приготавливать в специальном помещении, оборудованном принудительной вентиляцией и средствами пожаротушения.
Окрасочный участок должен быть обозначен сигнальными знаками.
К рабочему месту лакокрасочные материалы должны доставляться в плотно закрывающейся таре. По окончании работы остатки лакокрасочных материалов должны быть возвращены в краскоприготовительное отделение и храниться в закрытой таре.
К работе с лакокрасочными материалами допускаются лица, прошедшие обучение и инструктаж.
Курить, пользоваться открытым огнём при приготовлении краски и выполнении окрасочных работ запрещается.
Экология.
С точки зрения оценки видов и источников загрязнения окружающей среды транспортом могут рассматриваться два подхода: традиционный, охватывающий только собственно транспортные технологические процессы, и комплексный, включающий весь возможный круг факторов, связанных с транспортом.
При традиционном подходе учитывают поступление загрязняющих в биосферу непосредственно в результате функционирования подвижного состава, например отработанные газы транспортных двигателей, попадающие в воздух, сброс в водоёмы стоков. Сюда относят случающиеся время от времени аварии транспортных средств с рассеянием в биосфере их грузов – токсичных, агрессивных, радиоактивных и прочих веществ. Подобное загрязнение происходит из-за технического несовершенства транспортных средств или ошибок персонала. Комплексный подход отличается от традиционного тем, что он дополнительно учитывает загрязнение биосферы или её изменения в результате транспортного строительства и эксплуатации транспортных предприятий, к которым должны отнести ремонтные заводы, депо и другие постоянные сооружения.
Наряду с соединениями серы, транспортные средства и предприятия с продуктами сгорания выбрасывают значительные количества окислов азота (образующие с влагой атмосферы азотную кислоту), а так же фтор, хлор, соляную кислоту и другие.
Названные весьма активные вещества не только отрицательно воздействуют на живой мир, но и интенсивно разрушают металлические конструкции, лакокрасочные покрытия и даже бетонные и каменные сооружения. Большой вред наносится зданиям, мостам и другим сооружениям транспорта.
Биологическое загрязнение воды и земли происходит недостаточно очищенными стоками из транспортных средств и постоянных сооружений. Такое загрязнение обнаруживается в пресноводных бассейнах, воду которых употребляют в ряде случаев для питья.
Методы очистки воды подразделяются на механические, химические и биологические.
Механическая очистка состоит в отстое воды в особых ёмкостях или наземных водохранилищах, а так же в пропуске её через фильтры, задерживающие твёрдые частицы, находящиеся во взвешенном состоянии, и значительную часть нерастворённых углеродов.
Однако следует признать, что эти устройства уже не могут удовлетворять современным требованиям, и их заменяют более совершенными. Например, внедряются более эффективные отстойники для осветления мутных и окрашенных вод. Для более полного отделения нефтепродуктов созданы флотационные установки, которыми оборудуются депо, ремонтные заводы, шпалопропиточные предприятия.
При химической очистке используют соответствующие реагенты, которые удаляют или нейтрализуют вредные химические примеси, находящиеся в сточной воде. На крупных ремонтных заводах, депо начинают применяться замкнутые системы, где синтетические моющие вещества после обмывки подвижного состава, различных агрегатов и деталей (перед ремонтом, окраской, хромированием и другими операциями) не сбрасываются в канализацию, а регенерируются и используются повторно. В таких системах отработавший моющий раствор отстаивается, затем из него удаляется выпавший на дно бака шлам и всплывшие на поверхность нефтепродукты. Наконец, если раствор сильно загрязнён мелкодисперсными частицами, его подвергают второму циклу очистки с помощью коагулянтов. В качестве таких реактивов применяются, в частности, сернокислое железо и гидрат окоси магния или их смеси. После добавления их в раствор на дно выпадает осадок, который удаляют, а осветлённый раствор с добавлением свежей порции моющего вещества поступает в работу. Удаленные из раствора шламы уничтожают, а нефтепродукты используют в качестве топлива.
Оглавление:
Введение……………………………………………………………………..…1
Неисправности колесных пар………………………………………………....3
Причины и методы выявления неисправностей колёсных пар…………......3
Виды освидетельствования и ремонта………………………………………..7
Испытание дефектоскопом осей колесных пар………………………………9
Ремонт колесных пар со сменой элементов………………………………….10
Ремонт колесных пар без смены элементов………………………………….15
Приемка и клеймение колесных пар после ремонта…………………….......17
Окраска колесных пар…………………………………………………………18
Учетные и отчетные формы по колесным парам……………………………19
Техника безопасности при ремонте колесных пар…………………………..19
Экология…………………………………………………………………...……23
Список используемой литературы:
1
Скрипкина Е.Б., Сотникова М.А., Щепетов А.В. Экономика, организация и планирование холодильного хозяйства железнодорожного транспорта. М.: Транспорт, 1985.-288с.
2
Гридюшко В.И., Бугаев В.П., Криворучко Н.З. Вагонное хозяйство. М.: Транспорт, 1988.-295с.
3
Герасимов В. С., Скиба И. Ф., Кернич Б. М. Технология вагоностроения и ремонта вагонов. М.: Транспорт, 1988.-381с.
4
Голубев И. Р., Новиков Ю. В. Окружающая среда и транспорт. М.: Транспорт, 1987.-207с.
5
Аксенов И. Я., Аксенов В. И. Транспорт и охрана окружающей среды. М.: Транспорт, 1986.-176с.
6
Алексеев В. Д., Сорокин Г. Е. Ремонт вагонов. М.: Транспорт, 1987.-280с.
|