| Содержание
Введение
1. Композиционная часть
1.1 Обоснование выбора модели
1.2 Обоснование выбора материала
2. Технологическая часть
2.1 Выбор и обоснование методов обработки. Режимы обработки изделия
2.2 Выбор поузловой обработки изделия
2.3 Совершенствование существующих методов обработки наиболее трудоемких узлов
2.4 Характеристика оборудования
2.5 Технологическая последовательность
2.6 Расчет экономической проектируемой технологии при изготовлении женского летнего платья
2.7 Построение графа технологического процесса на изделие
Заключение
В швейной промышленности задачу создания удобной и красивой одежды решают швейные предприятия, Дома моделей, фабричные лаборатории и авторские мастерские индивидуального пошива. Важнейшей задачей предприятий пошива одежды является удовлетворение потребностей потребителей в данном виде услуг.
Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства.
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий.
Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом.
Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности.
Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования.
Решение задач, стоящих перед швейной промышленностью требует больших и глубоких знаний от технологов. Без этих знаний невозможно внедрять новые технологические процессы швейного производства, необходимые для изготовления одежды высокого качества.
Характерной чертой работы предприятий индивидуального пошива является обслуживание заказчиков с не типовыми фигурами и желающих иметь высококачественную, оригинальную одежду. Заказчикам предлагаются услуги по изготовлению тех видов изделий, ассортимент которых недостаточно представлен в торговой сети.
Прежде чем приступать к выбору и проектированию того или иного вида одежды, нужно ознакомиться с современным ассортиментом одежды модного направления. С этой целью были изучены различные журналы мод, которые разрабатывают сезонные коллекции самого разнообразного ассортимента.
Основным фактором в выборе модой формы изделия является силуэт. Поэтому, руководствуясь перспективным направлением моды, был выбран прилегающий силуэт. При создании изделия важно соответствие основному функциональному назначению, которое обеспечивается правильным выбором изделия по номенклатуре, модели, конструкции, материалу, цвету.
Из всего разнообразия женской одежды было выбрано летнее платье прилегающего силуэта. Приталенность данного силуэта достигается талиевыми вытачками. Композиция каждой представленной модели решена на одной общей конструктивной основе, отличается лишь расцветка материала, его структура. Модели данного семейства отличаются декоративными и функциональными деталями.
Помимо эстетических показателей одной из главных задач костюма является конструктивные показатели, удобство пользования, прочность, срок службы, надёжность в эксплуатации, формоустойчивость, возможность ремонта и повторного использования, гигиенические показатели.
Для обеспечения формоустойчивости увеличивают степень жесткости отдельных деталей, используют материи с малосминаемой отделкой.
Надёжность в эксплуатации также характеризуется прочностью одежды и отдельных её деталей, то есть способность противостоять разрушению при больших мгновенных или кратковременных нагрузках.
Практически во всех коллекциях, предложенных известными модельерами на будущую весну 2009 года, замечены платья с ассиметричной горловиной. Это могут быть платья с одним плечом или одним рукавом, также встречаются платья на тоненьких бретелях или без них. Выбранная модель платья на бретелях, что придает силуэту женственность, красоту, нежность.
С наступлением весны 2009 года дизайнеры на смену холодным цветам предлагают сочетание золотого цвета с различными оттенками сланцево-серого. В числе фаворитов сезона весна, лето 2009: белый, красный, желтый, фиолетовый, цвет хаки. Коричневый цвет можно также назвать универсальным по отношению к ключевым тенденциям сезона - он является обязательным компонентом столь влиятельного этой весной стиля Кантри, а в фольклорном направлении коричневые оттенки играют решающую роль при создании нейтрализующего фона причудливым цветовым комбинациям. Цвет выбранного платья - переливающийся коричневый.
Тонкие драпировки и кружево - прекрасный вариант отделки для платья, поэтому разрабатываемая модель платья удовлетворит любой вкус. Платьем можно выявить, подчеркнуть внешние данные человека, зрительно увеличить или уменьшить рост, объём фигуры, скрыть недостатки и подчеркнуть достоинства. По своей сути оно должно быть, прежде всего, удобным, целесообразным и функциональным. Основываясь тенденциям направления моды на весну - лето 2009, разрабатываемая модель платья является наиболее актуальной.
Главная задача костюма - создать атмосферу физического и душевного комфорта для человека, который его носит, усилить его внешнюю привлекательность, подчеркнуть его индивидуальность, соответствовать стилю его жизни и поведения.
Одежда должна соответствовать определённым требованиям потребителей, к которым относятся: эстетические и конструктивные показатели, удобство пользования, прочность, срок службы, надёжность в эксплуатации, формоустойчивость, возможность ремонта и повторного использования, гигиенические и экономические показатели.
Группа промышленных требований содержит показатели, характеризующие рациональность и экономичность изготовления изделий промышленными способами.
Для обеспечения формоустойчивости увеличивают степень жесткости отдельных деталей, используют материи с малосминаемой отделкой. Надёжность в эксплуатации также характеризуется прочностью одежды и отдельных её деталей, то есть способность противостоять разрушению при больших мгновенных или кратковременных нагрузках.
Важную роль в решении вопроса о максимальном обеспечении требований, предъявляемых к одежде, играют экономические факторы. Экономический фактор - стоимость и доступность изделия при высоком качестве - обслуживает такие требования, как минимальная материалоёмкость и трудоёмкость в сочетании с обеспечением других требований предъявляемых к одежде.
Платье из бифлекса, в бельевом стиле.
Изделие прилегающего силуэта, средней длины. Платье на тонких бретелях, с застежкой - молнией в среднем шве спинки.
Перед состоит из двух частей: лифа и юбки. Лиф отделан нагрудными вытачками и задрапирован складками. Верхняя часть лифа оформлена кружевной тесьмой. Переднее полотнище юбки прямое.
Спинка цельнокроеная с застежкой - молнией на среднем шве спинки. Заднее полотнище юбки прямое.
Подклад изделия обработан до низа.
Платье рекомендуется изготавливать для размеров 44-48 (рост 168).
Таблица 1 - Перечень деталей кроя женского летнего платья из смесовой ткани.
| № п/п
|
Наименование деталей
|
Эскиз деталей с указанием направления ниточных швов
|
Наименование срезов деталей кроя
|
Количество деталей кроя
|
| 1
|
Перед
Верхняя часть переда
Нижняя часть переда
|
а - б - верхний срез кокетки
б - в - боковой срез кокетки
г - в - нижний срез кокетки
а - г - боковой срез кокетки
а - б - верхний срез переда
б - в - боковой срез переда
в - г - нижний срез переда
а - г - боковой срез переда
|
1
1
|
| 2
|
Спинка
|
а - б - верхний срез спинки
б - в - боковой срез спинки
в - г - нижний срез спинки
а - г - боковой срез спинки
|
1
|
Выбор ткани зависит от направления моды, сезона, окружающей обстановки, фасона предлагаемой модели, назначения и характера работы.
В предстоящем сезоне весна-лето 2009 основными материалами будут считаться деним, атласные полупрозрачные материалы, тафта, эластичные ткани, также актуальны летние ткани в клетку.
При изготовлении летнего платья для повседневной носки в бельевом стиле более подходящей является смешанная ткань - бифлекс.
Разрабатываемую модель рекомендуется изготавливать из изящной, мягкой и пластичной ткани, что является наиболее актуальными в предстоящем сезоне. Акцент делается на гибкие, гладкие ткани с матово-блестящими контрастами.
Цвет ткани - розовый, в связи с особенностью ткани цвет переливается, что является актуальным в следующем сезоне.
К основным гигиеническим функциям одежды относятся: защита человека от механических и химических повреждений, от воздействия неблагоприятных факторов внешней среды, поддержание кожи в чистоте, обеспечение нормальной жизнедеятельности организма.
Ткань должна обладать следующими гигиеническими свойствами: воздухопроницаемостью, гигроскопичностью, теплозащитными свойствами, незагрязняемостью, износостойкостью, определённой прочностью, стойкостью к стирке, способностью к формированию при влажно - тепловой обработке.
Следовательно, платье должно отвечать гигиеническим, эксплуатационным, эстетическим, функциональным, технологическим, экономическим. То есть платье должно защищать человека от воздействий неблагоприятных факторов внешней среды; обеспечение нормальной жизнедеятельности организма (кожное дыхание, газообмен); вентиляция пододежного слоя воздуха; благодаря выбору материала из репса для пошива данного изделия.
Изделие должно обеспечивать удобства в носке благодаря достаточной свободе движений и правильному выбору застежек, должно обеспечивать прочность и надежность в эксплуатации, характеризующиеся хорошим сопротивлением материалов и швов разрывным нагрузкам, формоустойчивостью деталей и износостойкостью материалов.
Проектируемое изделие характеризуется минимальной площадью деталей и, соответственно, минимальными отходами материалов при раскрое.
В выбранном ассортименте материала наиболее полно проявляются такие ценные свойства как несминаемость, безусадочность, стойкость к истиранию, способность сохранять заутюженные складки. Изделия из них не требуют частого глажения, благодаря малому водопоглощению чистка их как в мокром, так и в сухом состоянии очень проста.
Один из самых необходимых материалов для создания одежды являются нитки. При пошиве легкого ассортимента могут использоваться шелковые, хлопчатобумажные, синтетические нити. К швейным ниткам в зависимости от их назначения предъявляются различные требования. Основными требованиями к швейным ниткам являются обеспечение удовлетворительных пошивочных свойств и обеспечение необходимой прочности и износостойкости швов в процессе эксплуатации. В процессе производства одежды швейные нитки применяются для выполнения различных технологических операций: стачивание деталей, выполнение отделочных строчек, подшивание низа, пришивание пуговиц, изготовление петель и т.п.
Для обеспечения высокого качества и надежности ниточных соединений при изготовлении швейных изделий должно быть обеспечено рациональное использование швейных ниток.
Таблица 2 - Характеристика швейных ниток
| Вид, условный номер ниток
|
Разрывная нагрузка.
|
Разрывное удлинение.
|
Коэффициент вариации разрывного удлинения
|
Выполняемая строчка.
|
| Хлопчатобумажные 50; 60
|
1000
|
16
|
3,5
|
Сметочная
|
| Армированные с полиэфирной оплеткой 35ЛЛ
|
2156
|
23
|
5,5
|
Стачивающая, обмёточная, петельная
|
| Армированные с полиэфирной оплеткой 25ЛЛ
|
1847
|
21
|
4,5
|
Страчивающая
|
| Полиэфирные из комплексных нитей 45ЛЛ
|
2352
|
25
|
6,3
|
Пуговичная
|
В проектируемом изделии применяется застежка-молния. Застежка-молния состоит из двух рядов звеньев, укрепленных на полосах ленты; замка, который при передвижении замыкает или размыкает звенья; ограничителя хода замка. В данном случае использована пластмассовая застежка-молния с неразъемным ограничителем.
Таблица 3 - Характеристика застежки - молнии
| тип
|
ширина замкнутых звеньев, мм
|
усилие разрыва замкнутых звеньев, даН/см
|
усилие разрыва замка, даН
|
усилие фиксации замка, даН
|
усилие продвижения замка,
даН не более
|
| 10с
|
6,5
|
19,6
|
22,5
|
11,7
|
0,49
|
Таблица 4-Режимы выполнения ниточных соединений
| Вид шва и его изображение
|
Тип стежка
|
Ширина шва
|
Частота строчки
|
№ игл
|
№ ниток
|
Область применения
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1 Стачной в разутюжку

|
челночный
|
0,6-0,7
|
3-4
|
70
|
40
|
Стачивание средних срезов переда и спинки, боковых срезов, срезов детали подклада
|
| 2 В подгибку с закрытым срезом
|
челночный
|
0,4-0,2
|
3-4
|
70
|
40
|
Застрачивание низа изделия, низа подкладки
|
| 3 Стачной в заутюжку

|
челночный
|
1,0
|
3,5
|
70
|
40
|
Стачивание лифа с полотнищем юбки
|
| 4 Обтачной
|
челночный
|
0,5-0,7
|
3,5
|
70
|
40
|
Обработка верхней части лифа
|
| 5 Шов настрачивания застежки - молнии
|
челночный
|
1,0
|
4-5
|
70
|
40
|
Застежка - молния в среднем шве спинки
|
Таблица 5 - Режимы влажно-тепловой обработки утюгом.
| Тип утюга
|
Температура гладильной поверхности, °С
|
Время глажения, с
|
Увлажнение, %
|
| Стол утюжильный LW -35,5 +LY-167
|
120
|
30
|
15
|
| СУ-В+УТП-2ЭП
|
120
|
30
|
20
|
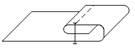
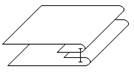
При пошиве выбранного платья применимы различные методы обработки изделия. Проектируемое изделие рекомендуемо изготавливать наиболее простейшими методами обработки. При соединении средних срезов переда и спинки, боковых срезов, срезов детали подклада применим шов стачной в разутюжку, который изображен в виде узла (рисунок 1, приложение Б). Наиболее трудоемкой частью в изделии является оформление верхней части лифа. Лиф задрапирован складками, оформлен рюшей, к переду притачивается бретели. Основные узлы обработки изображены в виде схем (приложение Б).
Таблица 6 - Характеристика усовершенствованных методов обработки и расчёт их эффективности
| №
|
Существующий метод обработки
|
Проектируемый метод обработки
|
| Наименование неделимых операций
|
Специальность
|
Разряд
|
Затрата времени, с
|
Оборудование
|
Наимено-вание неделимых операций
|
Специальность
|
Разряд
|
Затрата времени, с
|
Обору-дование
|
ПСЗВ
|
ППТ
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
| Соединение рюши с передом
|
| 1
|
Стачать рюшу, бретель, подклад, обтачку
т. у.: соединяются детали в таком расположении: рюша - бретель - подклад
|
М
|
2
|
19
|
М-97 кл
|
Стачать рюшу, бретель, подклад, обтачку
|
С/М
|
2
|
15
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 2
|
Притачать все детали к полочке
|
М
|
2
|
18
|
М-97 кл
|
Вывернуть воротник на лицевую сторону и приутюжить
|
С/М
|
2
|
12
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 3
|
Перегнуть подклад с обтачкой вниз и заутюжить
|
У
|
2
|
16
|
СУ-УП3
|
Перегнуть подклад с обтачкой вниз и заутюжить
|
У
|
2
|
15
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| 4
|
Отстрочить подклад с обтачкой
|
М
|
2
|
12
|
М-97
|
Отстрочить подклад с обтачкой
|
С/М
|
2
|
12
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 5
|
Обметать срезы обтачки с подкладом
|
С/М
|
2
|
18
|
Ямато 8500
|
Обметать срезы обтачки с подкладом
|
С/М
|
2
|
18
|
Ямато 8500
|
| 6
|
Перегнуть полочку на лицевую сторону
|
Р
|
1
|
5
|
-
|
Перегнуть полочку на лицевую сторону
|
Р
|
1
|
5
|
-
|
| 7
|
Настрочить верхнюю часть лифа и полотнище юбки
|
М
|
2
|
18
|
М-97кл
|
Настрочить верхнюю часть лифа и полотнище юбки
|
С/М
|
2
|
12
|
DDL-8700H-5-WB/SR-15 "Juki", Япония
|
| Итого
|
14,285
|
16,66
|
| Обработка вытачек
|
| 1
|
Наметить линию вытачки по линии талии
|
Р
|
1
|
10
|
мел
|
Притачать вытачки по намеченной линии
|
М
|
2
|
10
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 2
|
Стачать вытачки по линии талии
|
М
|
2
|
20
|
М-97 кл
|
Заутюжить вытачки
|
У
|
2
|
15
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| 3
|
Заутюжить вытачки
|
У
|
2
|
15
|
СУ-УП3
|
| Итого
|
28,57
|
40
|
| Схема обработки существующая
|
Схема обработки проектируемая
|
Таблица 7-Матрица контруктивно-технологических связей деталей в верхней части лифа
| 01
|
02
|
03
|
04
|
05
|
Итого
|
| 01
|
-
|
0
|
0
|
1
|
1
|
2
|
| 02
|
0
|
-
|
0
|
1
|
1
|
2
|
| 03
|
0
|
0
|
-
|
1
|
1
|
2
|
| 04
|
1
|
0
|
0
|
-
|
1
|
2
|
| 05
|
1
|
0
|
0
|
1
|
-
|
2
|
| Итого
|
2
|
0
|
0
|
4
|
4
|
-
|
По данным из таблицы технологической последовательности было рассчитано снижение затрат времени на обработку, в% по формуле:
 , ,
где Тб-затрат времени на базовый вариант; Тi-затрат времени на предлагаемый вариант (более совершенный)
 % %
Далее просчитывается повышение производительности труда в% по формуле:
 , ,  % %
Для вычисления сокращения длительности технологической обработки за счет возможного параллельного выполнения операций процесса исполнителями в производстве используют формулу:
  , , 
Таблица 8. Перечень и технологическая характеристик швейного оборудования
| №
|
Наименование оборудования
|
Тип или класс завода изготовителя
|
Вид строчки
|
Максимальное число оборотов
|
Максимальная длина стежка
|
Игла
|
Нитки
|
Вид обрабатываемых материалов
|
Толщина сшиваемого пакета
|
Дополнительные данные
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 1
|
DDL-8700-7WB/CP-160, стачивание, настрачи-вание, застрачи-вание деталей
|
"Juki", Япония
|
Челночная
|
5000
|
4
|
70
|
Х/б, льняные
|
4
|
Автоматическое выполнение закрепки, обрезка ниток.
|
| 2
|
МЕВ-3200SSMM, стачивание деталей с одновремен-ным обмётыва-нием
|
"Juki", Япония
|
Челночная
|
5000
|
3
|
Х/б, льняные
|
5
|
Расстояние между иглами 3 мм. ширина обмётывания 4-5 мм.
|
| 3
|
DDL-8700H-5-WB/SR-15
Проклады-вание отделочной строчки
|
"Juki", Япония
|
Челночная
|
2700
|
2,5
|
Х/б, льняные
|
1,5
|
Расстояние от строчки до среза 3-4 мм
|
Изготовление выбранного женского платья не трудоемкое и содержит 25 основных операций. При пошиве изделия рекомендуется использовать новейшее оборудование, которое сэкономит трудоемкость работы, уменьшит затраты. Все операции разделены на секции, группы, узлы. Заготовительная секция включает в себя группы запуска, обработки срезов детали, обработка рюши, обработка полочки. Монтаж включает в себя основные операции при изготовлении. Секция - отделка содержит завершающие операции, необходимые для придания желаемой формы изделию. Технологическая последовательность изготовления проектируемого женского летнего платья представлена в таблице 9, опущенной в приложении.
Таблица 10-Расчёт эффективности выбранных методов обработки в целом по изделию
| №
|
Вид выполняемой работы
|
Затраты времени
|
ПСЗВ
|
ППТ
|
| Существующие
|
Проектируемые
|
| А
|
Б
|
В
|
Г
|
А
|
В
|
Г
|
А
|
Б
|
В
|
Г
|
А
|
Б
|
В
|
Г
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
| 1
|
Заготовительные операции
|
368+
|
810
|
826
|
846
|
660
|
730
|
666
|
686
|
| 2
|
Монтаж изделия
|
70
|
403
|
456
|
456
|
515
|
403
|
456
|
456
|
| 3
|
отделка
|
107
|
240
|
230
|
230
|
240
|
240
|
230
|
230
|
| Итого
|
545
|
1453
|
1512
|
1532
|
1415
|
1373
|
1352
|
1372
|
16,2
|
11,5
|
10,5
|
10,4
|
19,4
|
13,1
|
11,8
|
11,6
|
На основе созданной технологической последовательности на проектируемое изделие создается специальная схема сборки - граф процесс, который показывает очередность выполнения каждой операции технологической последовательности и не исключает ошибки при его построении. Граф процесс содержит всю необходимую информацию для полного описания и для дальнейшей работы в проектировании, позволяет наиболее точно определить взаимосвязь элементов операций, уточнить порядок следования при изготовлении. Граф процесс представлен в приложении.
Таблица 9 - Технологическая последовательность по пошиву женского летнего платья из смешанных тканей
| № п/п
|
Наименование операций
Технические условия ее выполнения
|
Специальность
|
Разряд
|
Время обработки
|
Оборудование, приспособления инструментов
|
| Заготовительная секция Группа запуска (контрольный стол)
|
| 1
|
Принять крой с раскроенного цеха
|
Р
|
6
|
9
|
Стол д/р
|
| 2
|
Проверить количество деталей кроя
|
Р
|
6
|
18
|
Стол д/р
|
| 3
|
Проверить качество деталей по раскроенным лекалам
|
Р
|
6
|
Стол д/р
|
| 4
|
Внести в журнал отчеты кроя
|
Р
|
5
|
8
|
Стол д/р, журнал
|
| 5
|
Заполнить контрольный талон
|
Р
|
4
|
13
|
Стол д/р
|
| 6
|
Разделить детали кроя на пачки
|
Р
|
5
|
79
|
Стол д/р
|
| 7
|
Навесить контрольные талоны на пачки
|
Р
|
12
|
Стол д/р
|
| 8
|
Раздать детали кроя в заготовительный цех
|
Р
|
4
|
45
|
Тележка-спец
|
| Обработка срезов деталей
|
| 9
|
Обметать боковые срезы нижней части переда
т. у.: срезы обметывают на расстоянии 400-500 мм от низа
|
С/М
|
2
|
17
|
МЕВ-3200SSMM, "Juki", Япония
|
| 10
|
Обметать средние срезы спинки
|
C/M
|
2
|
17
|
МЕВ-3200SSMM, "Juki", Япония
|
| 11
|
Обметать боковые срезы спинки
|
С/М
|
2
|
17
|
МЕВ-3200SSMM, "Juki", Япония
|
| 12
|
Обметать боковые срезы верхней части переда
|
С/М
|
2
|
17
|
МЕВ-3200SSMM, "Juki", Япония
|
| Обработка рюши
|
| 13
|
По краю заготовленной тесьмы проложить две зигзагообразные строчки
т. у.: тесьма должна быть шириной 2-3 см, строчки прокладываются по краю детали со слабо затянутыми стежками
|
М
|
2
|
30
|
DDL-8700-7WS/GD-160, "Juki", Япония
|
| 15
|
Натянуть нижние нитки строчек, образовавшиеся сборки распределить по всей длине рюши
|
Р
|
1
|
20
|
-
|
| 16
|
Настрочить рюшу на верхнюю часть переда
т. у: рюша настрачивается на основную деталь межу параллельными строчками на лицевую сторону
|
М
|
2
|
13
|
DDL-8700-7WB/СP-160, "Juki", Япония
|
| 17
|
Удалить нити выметывания
|
Р
|
1
|
12
|
ножницы
|
| Обработка полочки
|
| 18
|
Стачать детали полочек
|
М
|
3
|
18
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 19
|
Разутюжить и заутюжить припуски ткани на шов
т. у.: швы заутюживают до полного прилегания к детали полочки
|
У
|
3
|
23
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| Монтаж
|
| 20
|
Стачать боковые срезы
т. у.: боковые срезы стачивают, посаживая спинку в области лопаток, уравнивая срезы
|
М
|
3
|
21
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| 21
|
Разутюжить боковые швы и средний шов спинки
|
У
|
2
|
27
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| 22
|
Обметать низ платья
|
С/М
|
2
|
20
|
МЕВ-3200SSMM, "Juki", Япония
|
| 23
|
Заметать низ платья
т. у.: низ платья перегибают на изнаночную сторону и заметывают со стороны припуска на подгиб низа
|
С/М
|
2
|
21
|
МЕВ-3200SSMM, "Juki", Япония
|
| 24
|
Подшить низ платья
т. у.: припуск ткани на подгиб низа подшивают, уравнивая по намеченной линии
|
М
|
2
|
21
|
DDL-8700-7WB/CP-160, "Juki", Япония
|
| Отделка
|
| 25
|
Приутюжить полочки
|
У
|
3
|
24
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| 26
|
Приутюжить боковые швы
|
У
|
3
|
22
|
Cs-394 KE+1392
|
| 27
|
Приутюжить спинку
|
У
|
2
|
21
|
Cs-394 KE+1392 "Паннония", Венгрия
|
| 28
|
Навесить товарный ярлык
|
Р
|
1
|
10
|
| 29
|
Комплектовать платья
|
Р
|
3
|
23
|
| 30
|
Сдать на склад
|
Р
|
3
|
35
|
В процессе выполнения курсовой работы были рассмотрены методы обработки изготовления женского летнего платья из смешанных тканей; основные свойства материалов, характеристика применяемых швейных ниток, режимы влажно - тепловой обработки утюгом, характеристика применяемой застежки - молнии, режимы выполнения ниточных соединений. Все материалы в полной мере соответствуют предъявляемым к изделию требованиям: гигиеническим, эстетическим, эксплуатационным. Выбранная модель платья не только отвечает существующему направлению моды, но и благодаря своей классичности будет востребована и во многих последующих сезонах.
При изготовлении выбранного платья было применено новое оборудование и усовершенствованные методы обработки, которые позволили сократить затраты времени выполнения операций и повысить производительность труда.
Таким образом, наиболее важной частью курсовой работы является создание технологической последовательности и построение на ее основе схемы сборки - граф процесса.
|