ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ ЛИНИИ (ГПЛ) механообрабатывающего производства корпусных деталей
Рассмотрим структуру и функционирование многономенклатурных ГПЛ механообработки деталей типа "корпус" (на примере ГПЛ типа АПЛ-3-2) как наиболее сложных из всех видов ГПЛ механообработки.
Конструкторско-технологическая характеристика корпусных деталей, обрабатываемых в ГПЛ модели АЛП-3-2
Корпусные детали изготавливаются в основном литьем из алюминиевых (реже, стальных, магниевых) сплавов. Корпусные детали, изготавливаемые из поковок, обрабатываются по наружным поверхностям. В литых корпусных деталях обрабатываются наружные поверхности, которыми они стыкуются с другими деталями и узлами. Стыковочные поверхности в большинстве корпусных деталей имеют хороший доступ для обработки режущим инструментом и располагаются под углом 90°. В некоторых деталях стыковочные поверхности ограничены уступами криволинейной (цилиндрической) или прямоугольной формы, которые также подлежат обработке
В корпусных деталях имеется большое количество соединительных каналов-отверстий, отверстий сложной формы с канавками прямоугольного или фасонного профиля и крепежных отверстий с резьбой.
Большинство корпусных деталей имеют ступенчатые сквозные и глухие отверстия, а так же в некоторых корпусных деталях имеются отверстия, которыми они стыкуются при сборке с другими деталями, что вызывает высокие требования к отклонению взаимного расположения поверхностей. Что обеспечивается окончательной обработкой поверхностей специальным профилированным инструментом или на специализированных станках с ЧПУ с помощью плансуппортного устройства, управляемого по программе.
К резьбовым отверстиям предъявляются повышенные требования по отклонению от соосности и перпендикулярности среднего диаметра резьбы к оси основного отверстия.
Типовой технологический процесс изготовления корпусных деталей
(на уровне маршрутной технологии) включает в свой состав следующие типовые технологические операции:
· литье под давлением (в формы);
· зачистка отливки от облоя и литников;
· фрезерная обработка;
· сверлильная обработка;
· резьбонарезная обработка;
· чистовая обработка поверхностей и отверстий (снятие заусенцев);
· контроль геометрических размеров и шероховатости поверхностей.
Состав и структура ГПЛ модели АЛП-3.2
Комплекс АЛП-3-2 скомпонован на базе однотипных многооперационных станков с ЧПУ, которые отличаются широкими технологическими возможностями, обеспечивающими производительную обработку корпусных деталей при разнообразии их форм, размеров, технологических параметров. Станки позволяют выполнить стыковку с транспортно-накопительными системами обрабатываемых деталей и инструментов.

Рис. 1 - Структурная схема ГПЛ АЛП-3.2: 1 — центральный накопитель инструментальных насадок; 2 — многооперационные станки с ЧПУ; 3 — инструментальные роботы-автооператоры; 4 — агрегаты подъема и спуска инструментальных кассет; 5 — участок настройки инструмента вне станка; 6 — конвейер уборки стружки; 7 — штабе-лерАТС-2; 8 — позиция загрузки-разгрузки АТС-2; 9 — позиция многооперационного контроля; 10 — штабелер автоматизированного склада; 11 —отделение комплектации заготовок; 12 — отделение окончательной доработки деталей; 13 - отделение мойки деталей; 14 — отделение окончательного контроля деталей; 15 — помещение обслуживающего персонала
В состав комплекса АЛП-3-2 входят: четыре пятикоординатных станка СМ630Ф44, три шестикоординатные станка СМ400Ф45 с магазинами на 60 инструментов каждый; один пятикоординатный станок СТ400Ф45 с ЧПУ и автоматической сменой инструментов с магазином на 60 инструментов для глубокого сверления отверстий ружейными сверлами; АТСС обрабатываемых деталей (спутников) типа АТС-2; автоматизированная транспортно-накопительная система инструментального обеспечения станков комплекса типа СИО-1; отделение комплектации заготовок с автоматизированным стеллажом; отделение наладки инструментов и приспособлений вне станков комплекса; отделение окончательного контроля обработанных деталей; автоматизированный элеваторный склад инструментов; система автоматизированного удаления стружки; отделение ручной окончательной обработки деталей; отделение автоматизированной промывки обработанных деталей; отделение механиков по обслуживанию и наладке оборудования комплекса; отделение управляющего вычислительного комплекса (УВК); комната диспетчера и сменного мастера с центральным пультом управления комплексом.
Автоматизированная система управления АЛП-3-2 имеет двухуровневую иерархическую структуру управления, включающую: нулевой уровень локальных устройств ЧПУ станками, штабелерами, роботами-операторами и пультами операторов; первый уровень управления АТС-2 и СИО-1 и станками комплекса от УВК (ЭВМ СМ2М) через устройство связи (УСО) с объектом (с устройствами ЧПУ нулевого уровня).
В качестве устройств ЧПУ станками, штабелерами и роботами-автооператорами применяются модификации серийных устройств Н55-2Л. Первый уровень структуры комплекса технических средств (КТС) выполнен на базе двухмашинного вычислительного комплекса, состоящего из двух ЭВМ СМ2М.
Первый уровень АСУ
включает специализированное устройство покадрового распределения сменного комплекта программ обработки деталей, хранящихся на магнитных дисках.
Первый уровень АСУ обеспечивает:
· управление загрузкой обрабатываемых деталей АТС-2, СИО-1, подготовкой и загрузкой в СИО-1 комплектов инструментов; разгрузкой обработанных деталей и вводом инструмента на переточку и переналадку, отображением занятости ячеек накопителей спутников и инструментов, магазинов инструментов станков и позиций ожидания спутников;
· ввод коррекции на размер инструментов, учет суммарного времени наработки и контроля целости инструмента, а также плановый пуск и останов комплекса;
· управление обработкой деталей по сменному заданию, а также обработкой внеплановых деталей.
Система управления
анализирует состояние управляющей модели комплекса и, в зависимости от сложившейся ситуации, принимает решения, которые через УСО передаются на соответствующие устройства комплекса для реализации. Система управления состоит из головной программы и трех основных подсистем, которые соответственно управляют станками, АТС обрабатываемых деталей и СИО.
Головная управляющая программа
осуществляет распределение машинного времени между подсистемами управления, руководит вводом и выводом информации, осуществляет сборку системы, а также реализует работу системы управления в режимах запуска, рабочем, наладочном и в режиме планового останова.
В режиме запуска система управления проверяет готовность всего оборудования и устройств комплекса к совместной работе с системой управления и выводит в исходное положение станки, штабелеры и роботы-автооператоры. К моменту запуска комплекса приемно-передающие агрегаты также должны находиться в исходном положении.
В случае неисправности отдельных устройств и станков комплекса или неготовности их для совместной работы с системой управления сменный мастер комплекса сообщает об этом оператору ЭВМ. При необходимости система управления позволяет осуществлять плановый запуск без отдельных устройств и станков, при этом комплекс может -работать без АТС-2 или СИО-1, может быть в работе только один станок (только АТС-2 или СИО-1). В случае отказа в работе АТС-2 или СИО-1 их функции может выполнять оператор-станочник, управляя отдельными агрегатами в ручном режиме. Станки комплекса в случае необходимости могут работать в автономном режиме от устройств ЧПУ с перфолентой. Система управления в рабочем режиме обеспечивает автоматическую работу комплекса. Она постоянно анализирует состояние всех систем, устройств и станков комплекса, а в случае возникновения каких-либо неисправностей или сбоев оператор ЭВМ по местной телефонной сети сообщает об этом оператору или сменному мастеру комплекса для принятия соответствующих мер. Наладочный режим работы системы управления используется в случае возникновения неисправностей в устройствах и станках комплекса. В наладочном режиме система управления останавливает работу всех подсистем управления, после чего оператору ЭВМ разрешается вводить в систему управления наладочные команды, с помощью которых производится восстановление работоспобности системы управления.
Предусмотрен как полный, так и частичный перевод системы управления в наладочный режим. Имеется возможность перевода в наладочный режим отдельно АТС-2, СИО-1 или станков, В этом случае наладочные команды можно вводить только для той подсистемы, которая находится в наладочном режиме.
Режим планового останова
осуществляет останов комплекса по окончании смены. Останов станков может производиться по заданному кадру программы обработки или по окончании обработки деталеустановки. При плановом останове комплекса АТС-2 и СИО-1 прекращают работу после останова станков. Система управления автоматически записывает состояние модели системы на данный момент на магнитные диски и прекращает работу. При останове комплекса система управления распечатывает протокол работы комплекса за смену. В протоколе указывается время работы системы управления, станков, систем АТС-2 и СИО-1, а также результаты выполнения сменного задания (плана). Ввод задания на работу системы управления комплексом производится оператором ЭВМ с устройства печати "Консул-260", расположенного на рабочем месте оператора в зале ЭВМ. Для контроля за состоянием системы управления и работой отдельных подсистем на рабочем месте оператора ЭВМ установлен дисплей СИД-1000. На экране дисплея индицируется режим работы всей системы управления и отдельных подсистем, информация о работе станков, АТС-2, СИО-1 и выполнение сменного задания. На экран дисплея выводятся номера деталей и деталеустановок, введенных в комплекс для обработки, сменное задание (в шт.) и фактическое его выполнение. Ввод в ЭВМ информации о коррекциях на инструмент, годности деталей, обработанных на станках комплекса, и распечатка информации, необходимой для работы комплекса, производится оператором-контролером с телетайпа, установленного на позиции контроля. Координируя работу станков, АТС-2 и СИО-1 система управления обеспечивает полную загрузку станков и непрерывную работу комплекса в течение всего рабочего времени.
Система управления позволяет без дополнительных затрат времени производить автоматическую переналадку станков на обработку различных деталей, исходная информация о которых находится в системе управления. Обработка деталей на станках комплекса может производиться за один или несколько установов.
Число установов определяется технологическим процессом обработки деталей. Каждый установ в системе управления имеет свой номер, и, в случае необходимости, заготовки данного установа могут обрабатываться последовательно на двух станках.
Основанием для работы системы управления и всего комплекса служит сменное задание, которое вводится оператором ЭВМ в систему в начале смены. Сменное задание состоит из номера установа (заготовки) и числа установов, которое необходимо выполнить за смену. Последовательность пуска в обработку установов (заготовок) обеспечивает система управления с равномерной загрузкой станков комплекса. В процессе работы системы управления возможна корректировка сменного задания, а также присвоение какому-либо из установов признака "аварийная деталь". Детали с признаком "аварийная" система управления обеспечивает обработку вне очереди. Обработка и транспортирование деталей в комплексе производится на спутниках. Каждый спутник имеет номер, соответствующий номеру, присвоенному конкретному установу (детали). Система управления транспортно-накопительной системы инструментов обеспечивает хранение и доставку в магазин станков необходимых инструментальных наладок. Каждой инструментальной наладке присвоен свой собственный номер.
Информация, вводимая в систему управления комплексом.
В систему управления комплексом вводится два вида информации: условно-постоянная и текущая. Условно-постоянная информация вводится при неработающей системе. Она закрепляет номенклатуру обрабатываемых деталей на Станках комплекса и технологию их обработки. Условно-постоянная информация включает программы обработки деталей (установов). Программы обработки деталей (установов) записываются и постоянно находятся на магнитном Диске. Запись программ обработки на магнитный диск производится специальной программой с исходной перфоленты, которая пригодна для непосредственной работы от устройства ЧПУ Н55-2Л станка. Программа обработки детали, хранящаяся на магнитном диске, может при необходимости редактироваться, полностью стираться и заменяться новой.
Текущая информация вводится в систему управления во время работы комплекса и предназначена для корректировки процесса обработки деталей и изменения условий работы системы. Информация о времени обработки деталей (установов) на станках комплекса содержит время ' обработки на каждом станке, возможность передачи обработки с одного станка на другой, время обработки на другом станке. Информация о коррекциях инструмента вводится и хранится в системе управления. Возможен ввод трех видов коррекций инструмента: радиуса фрезы, длины инструмента и величины перемещения плансуппорта. Информация о смещении нуля спутника вводится в систему управления, если при обработке заготовки (установа) выявилась необходимость сместить нулевую точку спутника относительно нуля станка. Ввод коррекций при работающей системе управления производится оператором-контролером с телетайпа.
Система управления обеспечивает планово-предупредительный вывод деталей на контроль, контроль за выработкой лимита стойкости инструмента и за работой нового инструмента. В системе управления предусмотрена возможность восстановления системы после сбойных ситуаций, возникающих в ЭВМ и при рассогласованиях модели управления с состоянием станков, АТС-2 и СИО-1 комплекса.
Автоматизированная транспортно-складская система АТС-2.
В АТС-2 входят стеллаж-накопитель спутников, два штабелера, восемь приемно-передающих агрегатов спутников у станков, два приемно-передающих 'агрегата у позиций загрузки-разгрузки деталей; два приемно-передающих агрегата у позиций межоперационного контроля деталей.
Стеллаж имеет 176 ячеек с ложементами для установки спутников (как с закрепленными на них деталями, так и без деталей), расположенных в два ряда по высоте. В нише, расположенной в верхней части накопителя, смонтированы механизмы подвески электрических кабелей, соединенных с электродвигателями штабелеров.
Транспортирование обрабатываемых заготовок в АТС-2 и обработка Деталей на станках комплекса производится на спутниках.
Штабелер состоит из следующих основных узлов: самоходной тележки; стойки, смонтированной на тележке; каретки с телескопическим столом, перемещающейся по направляющим стойки. Телескопический стол имеет платформу для приема спутника, которая выдвигается в обе стороны на ±760 мм. Штабелер перемещается вдоль стеллажа-накопителя и станков(по оси X} по напольным направляющим от электродвигателя постоянного тока ПБСТ-43 (N = 3,8 кВт; п = 2200 об./мин) через редуктор и зубчатое колесо, находящееся в зацеплении с зубчатой рейкой, установленной на напольной направляющей. В штабелере предусмотрено ручное перемещение вдоль стеллажа.
Перемещение каретки по направляющим стойки (по оси У) осуществляется также от электродвигателя ПБСТ-43 через редуктор, установленный на верхнем торце стойки, и винтовую передачу.
Выдвижение платформы телескопического стола (по оси Z) осуществляется от электродвигателя АОЛ-21-4 (N = 0,27 кВт; п = 1500 об./мин) через червячный редуктор, систему зубчатых колес и реек. Штабелер АТС-2 в автоматическом режиме работает от системы программного управления с выполнением стандартных циклов.
Приемно-передающие агрегаты спутников АТС-2.
В качестве средств передачи спутников на станки, рабочие позиции "загрузка-разгрузка", позиции контроля и обратно применяются три типа приемно-передающих агрегатов, конструкции которых несколько отличаются друг от друга. Приемно-передающие агрегаты, расположенные у станков моделей СМ40ОФ45 и СТ400Ф45, устанавливают спутник с заготовкой в приспособление станка в вертикальном положении. В этих агрегатах поворот платформы телескопического стола со спутником из горизонтального положения в вертикальное и обратно осуществляется кантователем.
Приемно-передающие агрегаты, расположенные у станков модели СМ63ОФ44, устанавливают спутник с заготовкой в приспособление станка в горизонтальном положении, поэтому в агрегате этого типа кантователь телескопического стола отсутствует.
Приемно-передающие агрегаты, расположенные у позиций "Загрузка-разгрузка" и "Контроль деталей", имеют по три приемных позиций спутников (крайние позиции А, Е и среднюю Б). Средняя позиция Б является рабочей позицией оператора, поэтому для удобства установки и закрепления заготовки на спутнике, съема обработанной детали со спутника и проведения операций на позиции контроля, она выполнена поворотной.
Рабочие места операторов позиций "Загрузка-разгрузка" и межоперационного контроля деталей. Рабочие места оператора позиций "Загрузка-разгрузка" и межоперационного контроля деталей оснащены стойкой, на которой смонтированы устройства отображения, дисплей и телефонный аппарат для прямой связи со сменным мастером комплекса и оператором ЭВМ. На позиции контроля установлен стеллаж для хранения мерительного инструмента. Все рабочие позиции операторов оснащены пультами управления приемно-передаюшими агрегатами и пультами связи с ЭВМ.
Автоматизированная транспортно-накопительная система инструментального обеспечения СИО-1 включает: эстакаду, центральный накопитель инструментальных наладок, три инструментальных робота-автооператора, два агрегата, обеспечивающих подъем и опускание инструментальных кассет.
ГАУ групповой обработки круглых корпусных деталей
На рис. 2. приведена компоновочная схема ГАУ для обработки круглых корпусных деталей, состоящего из двух линий: автоматической гибкой линии с пятью ОЦ со сменными столами-спутниками и двумя АОК на базе станков с ЧПУ; автоматизированной с универсальными станками, станками с ЧПУ и рабочими местами слесарей-сборщиков, моечным отделением, отделением технического контроля, группой технического обслуживания. Управление участком осуществляется управляющим комплексом (УК). Доставку и установку деталей на ОЦ производят на спутниках станка в многоместных приспособлениях, а на АОК — в многоместных тарах-кассетах.
ГАЦ групповой обработки корпусных деталей
На рис. 3. показан пример планировки ГАЦ, состоящего из четырех участков, объединенных АСУ, АТСС, АСУТП и АСУОТ. Два участка являются автоматическими (ГАУ). На автоматизированном участке производят обработку баз, слесарную и окончательную механическую обработку деталей.
В отделении технического обеспечения организованы подготовка для всех участков приспособлений и инструмента, технический контроль продукции на контрольно-измерительных машинах и работниками ОТК (13), отделение для мойки и испытаний деталей на герметичность (12). Транспортные операции между стеллажами склада АТСС осуществляются передающими устройствами, расположенными над проездами между участками.
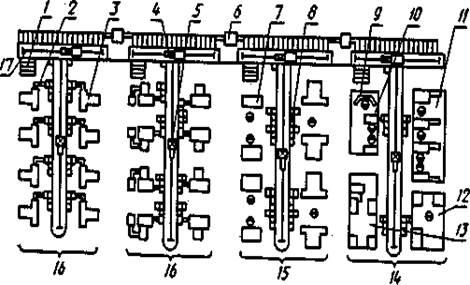
Рис. 3 - Структурная схема ГАЦ группового производства плоских корпусных деталей: 1 — приемно-выдающее устройство ЛТСС; 2 — автоматический приемно-выдающий стол; 3 — обрабатывающая ячейка ИР-500; 4 — кран-штабелер; 5 — автоматическая тележка; б — межстеллажное передающее устройство; 7 — слесарный верстак; 8 — приемно-выдающее устройство; 9 — пульт диспетчера АТСС; 10 — рабочее место начальника смены; 11 — отделение подготовки инструмента; 12 — моечное отделение; 13 — отделение технического контроля; 14 — отделение техничесого обеспечения; IS — автоматизированный участок; 16 — ГАУ; 17 - стеллаж АТСС.
Основные технические характеристики АТС-2
Число стеллажей накопителей спутников 1
Число ячеек в стеллаже для установки спутников, шт 176
Расположение ячеек в стеллаже, шт.: по горизонтали 88
по вертикали 2
Габаритные размеры стеллажа, мм >. . . 47600x740x2600
Масса стеллажа, кг 8000
Число штабелеров 2
Число координат:
общее 3
управляемых по программе (х, у) 2
Скорость перемещения, м/мии:
штабелера вдоль стеллажа по оси х 60
каретки по оси у 5
платформы телескопического стола по оси ... 8,6
Ход штабелера по оси х, мм 43700
Ход каретки по оси у, мм 650
Ход платформы телескопического стола по оси от среднего нулевого положения, мм ±760
Точность позиционирования по оси х, мм ±1
Максимальная транспортируемая масса, кг 150
Габаритные размеры штабелера, мм 1700X670X2450
Масса штабелера, кг 1400
Число приемно-передающих агрегатов спутников . . .
у станков 8
Число приемно-передающих агрегатов спутников ...
позиций "Загрузка-разгрузка" и "Контроль" ... 4
Список литературы
1. Н.П.Меткин, М.С.Лапин, С.А.Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД "Профессионал", 2004. – 304 с.
3. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ "Станкин", 2000. - 584 с.
4. Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.
5. Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
6. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
7. Морозов В.П., Дымарский Я.С. Элементы теории управления ГАП. – Л.: Машиностроение, 1984. – 364с.
|