| Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Северо-Западный государственный заочный
технический университет
Институт управления производственными и
инновационными программами
Кафедра технологии автоматизированного машиностроения
Контрольная работа по дисциплине
«Теория резания и режущий инструмент».
Выполнила студентка: Шестакова Мария Дмитриевна
ИУПиИП
Курс: III
Специальность: 80502.65
Шифр: 5780304393
Оценка:
Преподаватель: Алексеева Любовь Борисовна
Подпись преподавателя:
Дата:
Санкт-Петербург
2008
Задача 1.
На токарно-винторезном станке модели 1К62 производится обтачивание цилиндрического валика.
Дано:
Заготовка: штамповка с коркой.
Крепление заготовки на станке: патрон.
Шероховатость обработанной поверхности: Rz
= 20 мкм (Ra
= 5 мкм).
Жесткость технологической системы СПИД: не жесткая.
Материал валика: СТ45; предел прочность: σB
= 700 МПа.
Диаметр заготовки: D = 60 мм.
Диаметр валика: d = 55h12.
Длина заготовки: L = 385 мм.
Длина обработки: l = 385 мм.
Найти:
Рассчитать рациональные режимы резания при одноинструментальной обработке.
Валик обработать за два прохода: черновой и чистовой.
Токарная. Токарно-винторезный станок модели 1К62.
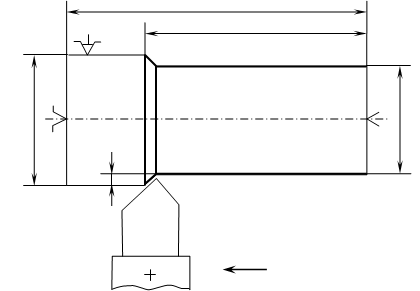
Рис. 1.
Операционный эскиз обработки наружной поверхности токарным проходным прямым резцом.
| |
Режимы резания
|
| t, мм
|
S, мм/об
|
n, об/мм
|
V, м/мин
|
| Черновой проход
|
1,875
|
0,78
|
500
|
94,2
|
| Чистовой проход
|
0,625
|
0,23
|
1250
|
221
|
Решение.
I. Выбор инструмента.
1. Тип резца – прямой проходной (Справочник технолога-машиностроителя. В 2-х т. С74 Т.2/ под ред. А.Г.Косиловой и Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с., ил. В дальнейшем - Т-2) , (Т-2, стр. 119)
2.
Выбор сечения:  25 x 16, согласовываем с паспортом станка (МУ, стр. 54). 25 x 16, согласовываем с паспортом станка (МУ, стр. 54).
3. Материал режущей части:
черновой проход
– твердый сплав Т15К6 (Т-2, стр. 116, таблица 3),
чистовой проход
– твердый сплав Т30К4 (Т-2, стр. 117, таблица 3).
4. Геометрические элементы выбранного резца:
Черновой проход
:
— передний угол  , ,
— главный задний угол  , ,
— главный угол в плане  , ,
— вспомогательный угол в плане φ1
= 45º,
— форма передней поверхности – плоская с отрицательной фаской,
— допустимый износ 0,1 мм.
Чистовой проход
:
— передний угол ,
— главный задний угол  , ,
— главный угол в плане  , ,
— вспомогательный угол в плане φ1
= 45º,
— форма передней поверхности – криволинейная с фаской,
— допустимый износ 0,1 мм.
Стойкость инструмента Т=60 мин.
II. Расчет глубины резания
t, мм.
Общая величина  ; ;  = 0,25 t; = 0,25 t;
t = 60 - 55 .
= 5 .
= 2,5; t чист
= 0,25 x 2,5 = 0,625 мм
2 2
 = 2,5 - 0,625 = 1,875 мм = 2,5 - 0,625 = 1,875 мм
t черн
= 1,875
мм
t чист
= 0,625
мм
III. Выбор подачи
S, мм/об.
1. Подбор по таблицам (нормативы):
черновое точение S черн
= 0,8 мм/об
(Т-2, стр. 266, таблица 11),
чистовое точение S чист
= 0,25 мм/об
(при Rz
= 20 мкм
), (Т-2, стр. 268, таблица 14).
2. Корректировка подач по паспорту станка (МУ, приложение 1, стр. 54):
черновое точение S черн
= 0,78
мм/об
;
чистовое точение S чист
= 0,23
мм/об
.
IV. Расчет скорости резания
V
, м/мин
.
1. Расчет теоретической скорости резания  для черного и чистового точения: для черного и чистового точения:
 , где , где
C
v
— коэффициент, зависящий от обрабатываемого материала, вида работ и толщины среза,
m, Xv
, yv
— показатели степени при значениях стойкости инструмента T,
t
— глубина резания,
S
— подача,
K
v
— общий поправочный коэффициент на скорость резания.
Коэффициент C
v
и показатели степеней m, Xv
, yv
подбираем по Т-2, стр.269, табл. 17.
В свою очередь расчет общего поправочного коэффициента производится по формуле:        , где , где
K
м
v
— поправочный коэффициент на физико-механические свойства обрабатываемого
материала, рассчитывается по формуле:  — для стали (Т-2, стр. 261, табл. 1) — для стали (Т-2, стр. 261, табл. 1)
(K
r
= 1 для материала режущего инструмента из твердого сплава,
nv
= 1 показатель степени при обработке резцами из твердого сплава
(Т-2, стр. 262,
KП
v
— поправочный коэффициент на состояние поверхности заготовки (Т-2,стр.263, табл.5),
KИ
v
— поправочный коэффициент на марку инструментального материала(Т-2,стр.263,т. 6),
K
φv
— поправочный коэффициент на величину главного угла в плане φ, выбранного ранее для резца,
K
φ1
— поправочный коэффициент на вспомогательный угол в плане φ1
(учитывает влияние
параметров резца на скорость резания),
K
rv
— поправочный коэффициент, учитывающий влияние параметров резца на скорость
резания (учитывают только для резцов из быстрорежущей стали).
K
φv
, K
φ1
(Т-2, стр. 271, табл. 18).
Произведем расчеты.
Черновое точение:
D = 60 мм
t черн
= 1,875 мм
Sчерн
= 0,78 мм/об
Инструмент:
φ = 45º
φ1
= 45º
Общий поправочный коэффициент K
v
:
K
м
v
= 1 x (750/700)1
= 1,07;
KП
v
= 0,8 (т.к. материал заготовки – штамповка (поковка) с коркой);
KИ
v
= 1,00 (т.к. марка инструментального материала Т15К6);
K
φv
= 1,0 (т.к. главный угол в плане φ = 45º);
K
φ1
= 0,87 (т.к. вспомогательный угол в плане φ1
= 45º);
K
rv
— не учитываем, т.к. материал резца – твердый сплав Т15К6.
Итак:     = 1,07 x 0,8 x 1,00 x 1,0 x 0,87 = 0,745; K
v
= 0,745 = 1,07 x 0,8 x 1,00 x 1,0 x 0,87 = 0,745; K
v
= 0,745
По основной формуле  : :
C
v
= 340 (т.к. подача S > 0,7 (S черн
= 0,78 мм/об
)),
m
= 0,20 (т.к. наружное продольное точение прямым проходным резцом марки Т15К6),
Xv
= 0,15 (т.к. наружное продольное точение прямым проходным резцом марки Т15К6),
yv
= 0,45 (т.к. подача S > 0,7 (S черн
= 0,78 мм/об
)),
T = 60 мин
,
t черн
= 1,875 мм
;
Sчерн
= 0,78 мм/об
;
K
v
= 0,745.
VT
черн
= (340 / (600,20
x 1,8750,15
x 0,780,45
)) x 0,745 = (340 / (2,27 x 1.099 x 0.894)) x 0,745 =
= (340 / 2,23) x 0,745 = 152,466 x 0,745 = 113,587 мм/мин
≈ 114 мм/мин
= 0,114 м/мин
.
Чистовое точение:
D' = D – (2 x t черн
) = 60 - 2 x 1,875 = 60 – 3,75 = 56,25 мм
t чист
= 0,625 мм
Sчист
= 0,23 мм/об
Инструмент:
φ = 45º
φ1
= 45º
Общий поправочный коэффициент K
v
:
K
м
v
= 1 x (750/700)1
= 1,07;
KП
v
= 0,8 (т.к. материал заготовки – штамповка (поковка) с коркой);
KИ
v
= 1,4 (т.к. марка инструментального материала Т30К4);
K
φv
= 1,0 (т.к. главный угол в плане φ = 45º);
K
φ1
= 0,87 (т.к. вспомогательный угол в плане φ1
= 45º);
K
rv
— не учитываем, т.к. материал резца – твердый сплав Т30К4.
Итак:  = 1,07 x 0,8 x 1,4 x 1,0 x 0,87 = 1,042; K
v
= 1,042 = 1,07 x 0,8 x 1,4 x 1,0 x 0,87 = 1,042; K
v
= 1,042
По основной формуле  : :
C
v
= 420 (т.к. подача S > 0,3 (S чист
= 0,23 мм/об
)),
m
= 0,20 (т.к. наружное продольное точение прямым проходным резцом марки Т30К4),
Xv
= 0,15 (т.к. наружное продольное точение прямым проходным резцом марки Т30К4),
yv
= 0,20 (т.к. подача S > 0,3 (S чист
= 0,23 мм/об
)),
T = 60 мин
,
t чист
= 0,625 мм
;
Sчист
= 0,23 мм/об
;
K
v
= 1,042.
VT
чист
= (420 / (600,20
x 0,6250,15
x 0,230,20
)) x 1,042 = (420 / (2,27 x 0,931 x 0,745)) x 1,042 =
= (420 /1,574) x 1,042 = 266,836 x 1,042 = 278,043 мм/мин
≈ 278 мм/мин
= 0,278 м/мин
.
Итак:
VT
черн
= 0,114 м/мин
VT
чист
= 0,278 м/мин.
2. Определение частоты вращения шпинделя для черновой и чистовой обработки:  , об/мин , об/мин
Корректировка полученных значений по паспорту станка  …., ….,  ….. …..
Черновое точение:
n
черн
= (1000 x 114 ) / (3,14 x 60 ) = 114000 / 188,4 = 605,09 об/мин
≈ 605 об/мин.
Чистовое точение:
D' = D – (2 x t черн
) = 60 - 2 x 1,875 = 60 – 3,75 = 56,25 мм
nчист
= (1000 x 278 ) / (3,14 x 56,25 ) = 278000 / 176,625 = 1573,96 об/мин
≈ 1574 об/мин.
Итак:
n
черн
= 605 об/мин,
nчист
= 1574 об/мин.
Корректировка полученных значений по паспорту станка (МУ, приложение 1, стр. 54):
 500 об/мин
,
1250 об/мин
. 500 об/мин
,
1250 об/мин
.
3. Определение фактической скорости резания Vф
, м/мин.
 ; ;  . .
Vф. черн
= (3,14 x 60 x 500) / 1000 = 94,2 м/мин,
Vф. чист
= (3,14 x 56,25 x 1250) / 1000 = 220,78 м/мин
≈ 221 м/мин.
Vф. черн
= 94,2 м/мин,
Vф. чист
= 221 м/мин.
V. Проверочный расчет режимов резания.
Проводят в два этапа.
V
.1
. Первый этап.
Проверка выбранной скорости резания по критерию  , где , где
 – мощность, потребляемая на резание, – мощность, потребляемая на резание,
 – мощность на шпинделе. – мощность на шпинделе.
 , где Nд
– мощность главного электродвигателя, , где Nд
– мощность главного электродвигателя,
η – коэффициент полезного действия механизма главного привода станка.
 = 7,5 кВт
, т.к. = 7,5 кВт
, т.к.  0,75; 0,75;  кВт
(МУ, приложение 1, стр. 54) кВт
(МУ, приложение 1, стр. 54)
Для нахождения N
рез
необходимо рассчитать тангенциальную составляющую силы резания (для чернового прохода).
1. Расчет тангенциальной составляющей силы резания (только для чернового точения)
 ,[Н
] ,[Н
]
Значение коэффициента  и показателей степеней и показателей степеней  , ,  , ,  (Т-2, стр.273, табл.22), зависят от обрабатываемого материала (СТ 45), материала рабочей части резца (твердый сплав), вида обработки (наружное продольное точение). (Т-2, стр.273, табл.22), зависят от обрабатываемого материала (СТ 45), материала рабочей части резца (твердый сплав), вида обработки (наружное продольное точение).
 = 300, = 300,
= 1,0;
= 0,75;
= - 0,15.
KPz
–
общий поправочный коэффициент, представляющий собой произведение поправочных коэффициентов на механические свойства обрабатываемого материала и на выбранные геометрические параметры резца :      , где , где
 , где n = 0,75 (Т-2, стр.264, табл.9), , где n = 0,75 (Т-2, стр.264, табл.9),
 , ,  , ,  , , (Т-2, стр.275, табл.23), (Т-2, стр.275, табл.23),
- не учитываем, так как резец из твердого сплава.
K
M
p
= (700/750)0,75
= 0,930,75
= 0,947
= 1,0
= 1,0
= 1
KPz
= 0,947 x 1 x 1 x 1 = 0,947
Pz
= 10 x 300 x 1,8751
x 0,780,75
x 94,2-0,15
x 0,947 = 10 x 300 x 1,875 x 0,829 x 0,550 x 0,947 = 22300 Н
Pz
= 22300 Н
2. Расчет  , кВт. , кВт.
N рез
= (22300 x 94,2) / ( 60 x 1020) = 2100660 / 61200 = 34,33 кВт
N рез
= 34,33 кВт
; N эф
= 7,5 кВт
=> N
рез
> N
эф
, то есть условие  не выполняется, поэтому пересчитываем. Для этого произведем дополнительные расчеты: не выполняется, поэтому пересчитываем. Для этого произведем дополнительные расчеты:
а)
наибольшей скорости резания VN
, допускаемой станком — производят по формуле :
 , м/мин
. , м/мин
.
VN
= (7,5 x 60 x 1020) / 22300 = 459000 / 22300 = 20,58 м/мин
.
б)
частоты вращения шпинделя n
черн
по формуле:
 , об/мин , об/мин
n
черн
= (1000 x 20,58) / (3,14 x 60) = 20580 / 188,4 = 109,24 об/мин
.
Принимаем ближайшее по паспорту станка: n
черн
= 100 об/мин
(МУ, приложение 1, стр. 54).
в)
пересчитываем  , об/мин
с учетом того, что n
черн
= 100 об/мин
: , об/мин
с учетом того, что n
черн
= 100 об/мин
:
Vф. черн
= (3,14 x 60 x 100) / 1000 = 18840 / 1000 = 18,84 м/мин
Vф. черн
= 18,84 м/мин
г)
пересчитываем  ,[Н
] (коэффициенты те же): ,[Н
] (коэффициенты те же):
Pz
=10 x 300 x 1,8751
x 0,780,75
x 18,84-0,15
x 0,947=10 x 300 x 1,875 x 0,829 x 0,643 x 0,947=2839,47 Н
Pz
= 2839,47 Н
А теперь, произведя дополнительные расчеты, мы можем пересчитать  , если , если  , то выбранная нами скорость была правильной. , то выбранная нами скорость была правильной.
 , кВт. , кВт.
N рез
= (2839,47 x 18,84) / ( 60 x 1020) = 53495,6 / 61200 = 0,874 кВт
N рез
= 0,87 кВт
; N эф
= 7,5 кВт
=> N
рез
< N
эф
, то есть условие выполняется.
V
.2
. Второй этап.
Проверка выбранной подачи S, мм/об.
а)
Из расчета прочности державки резца на изгиб  (только при черновом точении) (только при черновом точении)
(предельное значение)  , мм/об
; где , мм/об
; где
 МПа
– допускаемое напряжение для материала державки резца; МПа
– допускаемое напряжение для материала державки резца;
l –
вылет корпуса резца, мм
; принимаем l
= (1,5…2) x H
, где H
– высота резца;
Н
= 25, В
= 16 – размеры выбранного сечения резца => l
= 1,5 x 25 = 37,5
t черн
= 1,875 мм
Vф. черн
= 18,84 м/мин
Значения коэффициентов KPz
,
 и показателей степеней и показателей степеней  , ,  , ,  такие же, как и при расчете первого этапа: такие же, как и при расчете первого этапа:
= 0,75, = 300, = 1,  = -0,15, = -0,15,  = 0,947 (при черновом точении) = 0,947 (при черновом точении)
S пр
= 0,75
√
(16 x 252
x 200) / (10 x 6 x 37,5 x 300 x 1,8751
x 18,84-0,15
x 0,947) =
= 0,75
√
(16 x 625 x 200) / (10 x 6 x 37,5 x 300 x 1,875 x 0,643 x 0,947) =
= 0,75
√
(2000000) / (770665,64) = 0,75
√
2,595 = 2,5951 / 0,75
= 2,5951,333
= 3,56 мм/об
S пр
= 3,56 мм/об
; S ст
черн
= 0,78 мм/об
=> S пр
> S ст
черн
, то есть выполняется условие 
б)
Из расчета жесткости державки резца  (только для чистового точения) (только для чистового точения)
 , мм/об
; где , мм/об
; где
 МПа
– модуль упругости державки резца, МПа
– модуль упругости державки резца,
 м
– допустимая стрела прогиба, м
– допустимая стрела прогиба,
l –
вылет корпуса резца, мм
; принимаем l
= (1,5…2) x H
, где H
– высота резца;
Н
= 25, В
= 16 – размеры выбранного сечения резца => l
= 1,5 x 25 = 37,5
t чист
= 0,625 мм
Vф. чист
= 221 м/мин.
Значения коэффициентов KPz
,
и показателей степеней , , такие же, как и в предыдущих случаях:
= 0,75, = 300, = 1, = -0,15, = 1,07 (при чистовом точении)
S ж
= 0,75
√
(16 x 253
x (2,2 x 105
) x (5 x 10-4
) / (10 x 4 x 37,53
x 300 x 0,6251
x 221-0,15
x 1,07) =
= 0,75
√
(16 x 15625 x 220000 x 0,0005) / (10 x 4 x 52734,375 x 300 x 0,625 x 0,44 x 1,07) =
= 0,75
√
(27500000) / (186205078) = 0,75
√
0,147 = 0,1471 / 0,75
= 0,1471,333
= 0,07 мм/об
S
ж
= 0,07 мм/об
, S ст чист
= 0,23 мм/об =>
условие не выполняется.
в)
Проверка по заданной шероховатости (чистовое и п/чистовое точение) из расчета, что:
 , мм/об , мм/об
где  , ,  – главный и вспомогательный углы в плане, в рад
; – главный и вспомогательный углы в плане, в рад
;
 – радиус при вершине резца (мм)
не учитывается, так как этот показатель включается если материал режущей части – быстрорежущая сталь, а у нас, как известно из условия задачи, твердый сплав. – радиус при вершине резца (мм)
не учитывается, так как этот показатель включается если материал режущей части – быстрорежущая сталь, а у нас, как известно из условия задачи, твердый сплав.
 = 0,008; = 0,008;  = 0,30; = 0,30;  = 1,40; = 1,40;  =0,35 (МУ, стр.33, табл. 5) =0,35 (МУ, стр.33, табл. 5)
, = π
/ 4 => ,= 3,14 / 4 = 0,785 рад
S ст
≤ 0,08
x 201,40
.
= 0,08
x 66,29 .
= 5,303
= 7,2 ≈ 7 мм/об
0,6250,30
x 0,7850,35
x 0,7850,35
0,868 x 0,92 x 0,92 0,735
S ст чист
= 0,23 мм/об
, то есть выполняется условие (0,23 ≤ 7)
S ст
≤ 7 мм/об
VI. Определение основного времени обработки
 , мин
; где , мин
; где
 – заданная длина обработки, – заданная длина обработки,
 – врезание резца, – врезание резца,  мм
, мм
,
 – перебег резца, равный 3 мм
, – перебег резца, равный 3 мм
,
ί
- число проходов,
n
– частота вращения шпинделя,
S
– подача.
Общее время  , где , где  для чернового прохода, а для чернового прохода, а  — для чистового. — для чистового.
Черновой проход:
— 385 мм
= (1,875 / 1) + 1 = 2,875 мм
— 3 мм
ί
— 2
n
— 500 об/мин
S
– 0,78 мм/об
Tо
черн
= ((385 + 2,875 + 3) / (500 x 0,78)) x 2 = (390,875 / 390) x 2 = 1,002 x 2 = 2,004 ≈ 2 мин.
Tо
черн
= 2 мин.
Чистовой проход:
— 385 мм
= (0,625 / 1) + 1 = 1,625 мм
— 3 мм
ί
— 2
n
— 1250 об/мин
S
– 0,23 мм/об
Tо
чист
= ((385 + 1,625 + 3) / (1250 x 0,23)) x 2 = (389,625 / 287,5) x 2 = 1,35 x 2 = 2,7
Tо
чист
= 2,7 мин
.
Общее время  = 2 + 2,7 = 4,7 мин
≈ 5 мин
. = 2 + 2,7 = 4,7 мин
≈ 5 мин
.
Tобщ
≈ 5 мин
Ответ:
Нами были произведены расчеты рациональных режимов резания при одноинструментальной обработке при обтачивании цилиндрического валика прямым проходным резцом на токарно-винторезном станке модели 1К62. Расчеты производились для обработки валика за два прохода: черновой и чистовой.
После согласования с паспортом станка были получены данные:
Черновой проход
: t - 1,875 мм
; S - 0,78 мм/об
; n - 500 об/мм
; V – 94,2 м/мин.
Чистовой проход
: t - 0,625 мм
; S - 0,23 мм/об
; n - 1250 об/мм
; V – 221 м/мин.
Также было определено основное время обработки:
Черновой проход
: Tо
- 2 мин.
Чистовой проход
: Tо
- 2,7 мин
.
И общее время обработки: Тобщ
– 5 мин.
Однако при расчетах мы выявили, что максимальная подача по жесткости державки данного нам резца не удовлетворяет требованию  , так как в нашем случае: , так как в нашем случае:
Sж
= 0,07 мм/об
, S ст чист
= 0,23 мм/об
; то есть S
ж
< S
ст
Из чего можно сделать вывод, что при такой подаче станка необходимо использовать резец с большей жесткостью державки.
Задача 2.
На вертикально-сверлильном станке модели 2А135 производится рассверливание отверстия под последующую обработку. Обработка производится с применением смазывающе-охлаждающей жидкости (СОЖ).
Дано:
Материал заготовки: чугун серый.
Вид отверстия: глухое.
Предел прочности: 170HB
.
Диаметр отверстия до обработки: d = 20 мм
.
Диаметр отверстия после обработки: D = 30 мм
.
Глубина сверления: l = 50 мм
.
Сверлильная. Вертикально-сверлильный станок мод. 2А135
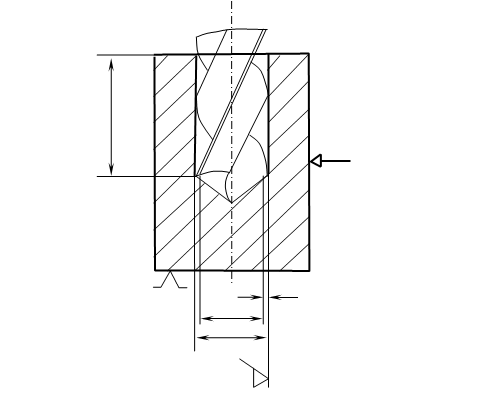
Рис. 1.
Операционный эскиз рассверливания отверстия.
| Режимы резания
|
|  , мм , мм
|
S
, мм
/
об
|
 , об
/
мин , об
/
мин
|
 , м
/
мин , м
/
мин
|
| 5
|
0,5
|
333
|
41,4
|
Решение.
I
. Выбор инструмента.
1.Тип сверла: для рассверливания отверстий выбирают сверло спиральное из быстрорежущей стали
с коническим (нормальным) хвостовиком, ГОСТ 10903-77.
2. Материал сверла: Р6М5 (Т-2, стр.115, табл.2)
3. Геометрические размеры сверла (Т-2, стр.149, табл.42):
— Ø = 30 мм
;
— длина режущей части: = 175 мм
;
— общая длина:  = 296 мм. = 296 мм.
4. Геометрические параметры режущей части сверла (Т-2, стр.150, рис. а; стр. 151 табл.44):
— задний угол α = 11º
— угол наклона поперечной кромки ψ = 55º
— форма заточки сверла: нормальная.
— стойкость сверла: Т=75 мин
(Т-2, стр.280, табл.30).
II
. Расчет режимов резания.
1. Расчет глубины резания t
, мм.
t
= D
–
d
, где
2
D
– диаметр отверстия после обработки,
d
– диаметр отверстия до обработки.
t
= 30 – 20
= 10
= 5 мм
2 2
t
= 5 мм.
2. Расчет подачи S
, мм/об
.
Выбираем из  , ,  , ,  , ,  наименьшее значение и согласовываем с паспортом станка: наименьшее значение и согласовываем с паспортом станка:
– по нормативам
S
= 0,54 мм/об
(Т-2, стр.277, табл.25),
– по прочности сверла
 , где , где = 0,13
(МУ, стр.37, табл. 8); = 0,13
(МУ, стр.37, табл. 8);
S
max
= 0,13 x 300,6
= 0,13 x 7,69 = 0,9997 ≈ 0,99 мм/об
.
S
max
= 0,99 мм/об
.
– по прочности механизма подачи стола (при рассверливании)
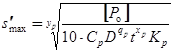
 – максимальная осевая сила, допускаемая механизмом подачи; – максимальная осевая сила, допускаемая механизмом подачи;
 Н
(МУ, стр.55, приложение 2) Н
(МУ, стр.55, приложение 2)
 = 23,5; = 23,5;  = 1,2; = 1,2;  = 0,4; = 0,4;  (Т-2, стр.281, табл.32, (для осевой силы)), (Т-2, стр.281, табл.32, (для осевой силы)),
Dqp
- не учитывается (учитывается только при сверлении)
 = (170 / 170)0,6
= 10,6
= 1 = (170 / 170)0,6
= 10,6
= 1
S'
max
= 0,4
√
10660 / (10 x 23,5 x 51,2
x 1) = 0,4
√
10660 / (10 x 23,5 x 6,89 x 1) =
= 0,4
√
10660 / 1619,15 = 0,4
√
6,58 = 6,581/0,4
= 6,582,5
= 107,7 мм/об
.
S
'
max
= 107,7
мм/об
.
– по прочности коробки скоростей

 = 0,085; = 0,085;  = 0,75; = 0,75;  = 0,8; = 0,8;  = 1
(Т-2, стр.281, табл.32, (для крутящего момента)), = 1
(Т-2, стр.281, табл.32, (для крутящего момента)),
 – максим. крутящий момент станка; – максим. крутящий момент станка; 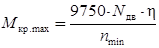 , Нм
, , Нм
,
 = 6 кВт; = 6 кВт;  = 42; = 42;  (МУ, стр.55, приложение 2) (МУ, стр.55, приложение 2)
= (9750 x 6 x 0,8) / 42 = 46800 / 42 = 1114,285 Нм
S''
max
= 0,8
√
1114,285 /(10 x 0,085 x 301
x 50,75
x 1,1) = 0,8
√
1114,285/(10 x 0,085 x 301
x 3,34 x 1,1) =
= 0,8
√
1114,285 / 93,687 = 0,8
√
11,89 = 11,891/0,8
= 11,891,25
= 22
S
'
max
= 22
S
= 0,54 мм/об
; S
max
= 0,99 мм/об
; S
'
max
= 107,7 мм/об
; S
'
max
= 22 мм/об
Наименьшее значение: = 0,54 мм/об
Согласовываем с паспортом станка: S
= 0,5 мм/об
III
. Расчет скорости резания.
1. Теоретическая скорость резания  (при рассверливании): (при рассверливании):
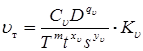 , м/мин
; где , м/мин
; где
 = 23,4; = 23,4;  = 0,25; = 0,25;  = 0,1; = 0,1;  = 0,4; = 0,4;  =0,125 (Т-2, стр.279, табл.29), =0,125 (Т-2, стр.279, табл.29),
 – общий поправочный коэффициент, – общий поправочный коэффициент,    = 1,15 x 1 x 1 = 1,15 = 1,15 x 1 x 1 = 1,15
 = 1,15 , = 1,15 ,  (Т-2, стр.263, табл.5), (Т-2, стр.263, табл.5),  = 1 (Т-2, стр.280, табл.31), = 1 (Т-2, стр.280, табл.31),
Kv
= 1,15 x 1 x 1 = 1,15
Т=75 мин
.
Итак:
Vт
= ((23,4 x 300,25
) / (750,125
x 50,1
x 0,5
0,4
)) x 1,15 = ((23,4 x 2,34) / (1,715 x 1,17 x 0,76
)) x 1,15 =
= (54,756 / 1,52) x 1,15 = 36,02 x 1,15 = 41,4 м/мин
.
V
т
= 41,4 м/мин
.
2. Определение потребной частоты вращения (по диаметру сверла):
 = (1000 x 41,4) / (3,14 x 30) = 41400 / 94,2 = 439,49 об/мин
≈ 439,5 об/мин = (1000 x 41,4) / (3,14 x 30) = 41400 / 94,2 = 439,49 об/мин
≈ 439,5 об/мин
n
= 439,5 об/мин
3. Расчет частоты вращения по мощности станка  , об/мин
; где , об/мин
; где
 , Нм
; , Нм
;
= 0,085;  = 0,75; = 0,75;  = 0,8; = 0,8;  = 1 (Т-2, стр.281, табл.32, (для крутящего момента)), = 1 (Т-2, стр.281, табл.32, (для крутящего момента)),
 = (170 / 170)0,6
= 10,6
= 1 = (170 / 170)0,6
= 10,6
= 1
 = 6 кВт; = 6 кВт;  = 42; = 42;  (МУ, стр.55, приложение 2) (МУ, стр.55, приложение 2)
Итак:
 = 10 x 0,085 x 301
x 50,75
x 0,10,8
x 1 = 10 x 0,085 x 301
x 3,34 x 0,158 x 1 = 14,8 Нм = 10 x 0,085 x 301
x 50,75
x 0,10,8
x 1 = 10 x 0,085 x 301
x 3,34 x 0,158 x 1 = 14,8 Нм
 = (9750 x 6 x 0,8) / 14,8 = 46800 / 14,8 = 3162,162 об/мин. = (9750 x 6 x 0,8) / 14,8 = 46800 / 14,8 = 3162,162 об/мин.
= 3162,162 об/мин.
4. Выбор наименьшего из  и : n
= 439,5 об/мин,
= 3162,162 об/мин. и : n
= 439,5 об/мин,
= 3162,162 об/мин.
Корректируем по паспорту станка:  = 333 об/мин = 333 об/мин
5. Расчет фактической скорости резания:
 = (3,14 x 30 x 333) / 1000 = 31,37 / 1000 = 0,03137 м/мин
≈ 0,031 м/мин. = (3,14 x 30 x 333) / 1000 = 31,37 / 1000 = 0,03137 м/мин
≈ 0,031 м/мин.
V
ф
= 0,031 м/мин
.
IV
. Проверочный расчет режимов резания по мощности станка.
1. Расчет мощности резания:
 , кВт , кВт
 – из расчета скорости резания = 333 об/мин – из расчета скорости резания = 333 об/мин
 – момент резания при рассверливании, – момент резания при рассверливании,  = 14,8 Нм = 14,8 Нм
N
рез
= (14,8 x 333) / 9750 = 4928,4 / 9750 = 0,505 кВт
≈ 0,5 кВт
N
рез
= 0,5 кВт.
2.  , если условие выполняется, то расчеты по этому пункту заканчиваются. , если условие выполняется, то расчеты по этому пункту заканчиваются.
N
= 6 x 0,8 = 4,8 кВт
0,5 кВт
< 4,8 кВт
=> выполняется условие N
рез
≤
N
V
. Определение основного времени обработки  . .
 , мин
; где: , мин
; где:
 , мм , мм
 – глубина сверления, мм – глубина сверления, мм
– глубина врезания,  , мм , мм
 – половина угла при вершине сверла – половина угла при вершине сверла  (стр. 150) (стр. 150)
 – перебег сверла, для глухих – перебег сверла, для глухих 
 – частота вращения сверла, об/мин
; – частота вращения сверла, об/мин
;
 - подача, мм/об - подача, мм/об
 – число проходов, – число проходов, 
l
= 50 мм
;
l
1
= (5 x 0,6) + 2 = 3 + 2 = 5 мм
l
2
= 0
L
= 50 + 5 + 0 = 55 мм
Итак:
T
о
= (55 / (333
x 0,5)) x 1 = (55 / 166,5) x 1 = 0,33 мин
T
о
= 0,33 мин
Ответ:
Нами были произведены расчеты режимов резания при рассверливании отверстия под последующую обработку. Рассверливание необходимо произвести на вертикально-сверлильном станке модели 2А135. Обработка должна производиться с применением смазывающе-охлаждающей жидкости (СОЖ).
После согласования с паспортом станка (МУ, стр.55, приложение 2) мы получили такие данные:
 = 5 мм
; S
= 0,5 мм
; n
= 333 об/мин
; V = 41,4 м/мин
. = 5 мм
; S
= 0,5 мм
; n
= 333 об/мин
; V = 41,4 м/мин
.
Также мы определили основное время обработки: T
о
= 0,33 мин.
|