| Оглавление
Реферат
.
2
Введение
.
3
Технологическая часть
.
5
3.1. Общая характеристика машин КБС.. 5
3.2. Автоматизированная машина клеевого бесшвейного скрепления HORIZON BQ270[]
. 7
3.3. Функциональная схема системы управления температурой клея в клеевой ванне. 10
3.4. Функциональная схема цифровой системы управления. 11
3.5. Функциональная схема измерителя-регулятора одноканального ОВЕН ТРМ101. 15
3.6. Функциональная схема автоматизации клеевой ванны в машине КБС.. 21
3.7. Принципиальная схема устройства регулирования температуры клея. 22
Расчетная часть
. 24
4.1. Расчет параметров настройки непрерывных локальных систем управления. 24
4.2. Расчет переходной характеристики непрерывной системы.. 27
4.3. Определение периода квантования АЦП.. 29
4.4. Обоснование математической модели цифровой системы управления. 35
4.5. Определение передаточной функции цифровой системы.. 37
4.6. Анализ устойчивости цифровой системы управления. 39
4.7. Исследование устойчивости системы для Tm1=Tm, Tm2=5Tm, Tm3=10Tm, Tm4=20Tm. 42
4.8. Исследование системы на бесконечную степень устойчивости  .................... 50
.................... 50
Моделирование системы управления технологическим объектом
.. 52
5.1. Моделирование непрерывной системы управления объектом.. 52
5.2. Моделирование разомкнутой непрерывной системы управления технологическим объектом.. 54
5.3 Моделирование непрерывной системы управления с запаздыванием.. 56
5.4. Моделирование разомкнутой системы управления с запаздыванием.. 57
5.5. Моделирование цифровой системы управления технологическим объектом.. 59
Заключение
. 66
Список литературы
.. 67
Курсовая работа содержит три основных раздела (технологический, расчетный и моделирование), 67 страниц, 19 иллюстраций. Количество использованных источников литературы — 5.
Цель работы заключается в выполнении проектирования системы автоматизации технологического агрегата (система автоматического регулирования температуры клея в блокообрабатывающем агрегате бесшвейного скрепления). В результате работы получены основные характеристики исследуемой системы, а также проведено моделирование. Сопоставление результатов расчета и моделирования показало совпадение характеристик системы.
Перечень ключевых слов:
система регулирования температуры, ТЭН, непрерывная система управления, цифровая система управления, период модуляции, переходная характеристика.
Вся полиграфическая продукция в процессе создания проходит три основные стадии: допечатную, печатную, послепечатную. Печать и все связанные с ней процессы в последние годы становятся все более и более автоматизированными. Одним из важнейших этапов выпуска печатной продукции является скрепление листов в блоки.
При клеевом бесшвейном скреплении (КБС) листы в блоке скрепляются клеевой пленкой. По сравнению с шитьем нитками КБС имеет следующие достоинства:
1. высокая скорость;
2. независимость производительности процесса скрепления от объема блока, что позволяет легко агрегировать машины для КБС с подборочным и блокообрабатывающим оборудованием;
3. относительная простота и дешевизна оборудования.
Вместе с тем блоки, скрепленные клеевым способом, имеют меньшую прочность и худшую раскрываемость, чем сшитые нитками. Еще одним существенным недостатком КБС является непригодность этого способа для скрепления жестких, плохо впитывающих клей бумаг (например, мелованных).
Современные фирмы-производители для обеспечения высокой степенью автоматизации предоставляют полный набор элементов САР, способных связать клеевой объект с рабочей станцией (компьютером). Это значительно упрощает и улучшает качество как процесса регулирования, так и технологического процесса.
Оборудование должно обеспечивать конкурентоспособность предприятия. То есть роль играет и качество получаемой продукции, и ее себестоимость, и оперативность исполнения заказа, и рентабельность производства в целом.
В сложившейся ситуации большое значение имеют такие характеристики оборудования, как возможность быстрой переналадки, компактность, относительно невысокая цена машины, удобство эксплуатации и обслуживания, дешевизна технологии в целом.
Всеми этими достоинствами обладают машины клеевого бесшвейного скрепления. Кроме того, использование этой технологии позволяет оперативно реагировать на быстро меняющиеся требования рынка, особенно в условиях, когда производителю приходится работать с широким ассортиментом малотиражной продукции.
Однако следует учитывать, что достичь максимальной эффективности при эксплуатации машин КБС возможно только при правильном использовании качественных материалов. Значение имеют бумага, качество клея, а также соблюдение технологии.
При описании цифровой системы автоматического измерения и регулирования температуры клея мной были использованы разработки и технологии фирмы ОВЕН.
Целью курсовой работы является проектирование автоматической системы регулирования температуры клея в блокообрабатывающем агрегате бесшвейного скрепления.
В результате проделанной работы была рассмотрена система автоматического регулирования температуры, получены основные характеристики непрерывной и цифровой системы (переходная характеристика, логарифмическая и фазовая частотная характеристики), рассчитан период модуляции, проведена оценка устойчивости системы при различных периодах модуляции.
После расчета основных характеристик системы проведено моделирование с помощью пакета Simulink системы MatLab. Результаты моделирования совпали с результатами расчета.
3.1. Общая характеристика машин КБС
Принято различать три способа КБС:
· без срезки корешковых фальцев;
· с частичной срезкой корешковых фальцев;
· с полной срезкой корешковых фальцев.
Идея КБС без срезки корешковых фальцев весьма привлекательна, поскольку позволяет добиться довольно существенной экономии бумаги при хорошей раскрываемости книги и отсутствии повреждения корешков тетрадей швейными инструментами. Главной проблемой КБС без срезки корешковых фальцев является скрепление листов внутри тетради. Для ее решения может применяться сшивание листов термонитями (см. ниже) или склейка листов. Склейка может выполняться как в процессе фальцовки, так и в машине КБС путем активации предварительно нанесенного термоклея. Еще одним вариантом реализации КБС без срезки корешковых фальцев является использование фальцовки «гармошкой», при которой тетради не имеют вложенных друг в друга листов. Однако добиться при такой фальцовке высокой точности совмещения корешковых сгибов чрезвычайно сложно. В настоящее время КБС без срезки корешковых фальцев применяется сравнительно редко.
КБС с частичной срезкой корешковых фальцев предполагает удаление 60-80% корешковых фальцев путем перфорации корешковых сгибов, формирования шлицев или фрезерования средней части корешка на глубину до 1,5 мм. Удаление фальцев позволяет клею проникнуть к внутренним частям тетрадей, в то время как остатки фальцев способствуют прочному скреплению пар листов. При этом КБС с частичной срезкой корешковых фальцев не рекомендуется использовать для тетрадей, содержащих более 16 страниц, так как в этом случае возможно ухудшение раскрываемости книги и не достигается прочная приклейка внутренних листов тетрадей.
Перфорация фальцев может выполняться в фальцевальных машинах, а для вырубки шлицев и фрезерования требуется специализированное оборудование. Для повышения прочности скрепления блоков может применяться армирование фрезерованной части корешка ткаными или неткаными синтетическими материалами.
Наибольшее распространение в книжном производстве получила технология КБС с полной срезкой корешковых фальцев. При этой технологии блок разделяется на отдельные листы с последующим соединением их клеевой пленкой. Процесс КБС с полной срезкой корешковых фальцев включает следующие операции:
· механическое удаление корешковых фальцев;
· торшонирование — придание поверх ности корешка шероховатости;
· удаление бумажной пыли;
· нанесение клея;
· сушка клея.
Удаление корешковых фальцев выполняется c помощью специальных режущих инструментов — торцевых фрез или дисковых ножей. Минимальная требуемая глубина среза равна толщине корешка тетради, то есть тем больше, чем больше ее страничность и толщина бумаги.
В настоящее время для КБС применяются холодный дисперсионный клей на основе ПВА и термоклеи различного состава. Холодный клей ПВАД характеризуется хорошей проникающей способностью, хорошей адгезией к широкому диапазону бумаг, высокой эластичностью клеевой пленки, а также постоянством ее свойств во времени. Основным недостатком ПВАД является необходимость интенсивной сушки, требующей больших энергозатрат.
Термоклеи характеризуются высокой скоростью закрепления, однако по эластичности, адгезионной способности и стойкости к старению клеевой пленки они долгое время уступали ПВАД. Ситуацию изменила разработка термоклеев на полиуретановой основе (см. ст. «Полиуретановые термоклеи для бесшвейного скрепления» в КомпьюАрт № 4’2007), которые по своим характеристикам не только не уступают, но и превосходят ПВАД. В настоящее время многими западными типографиями уже накоплен успешный опыт применения клеев этого типа.
Конструкции клеевых аппаратов в современных машинах КБС весьма разнообразны. Как правило, эти аппараты имеют индивидуальный привод, обеспечивающий равенство окружной скорости вращения наносящих валиков и линейной скорости движения блока. Для регулирования толщины наносимого клея применяются ракели. Клеевой аппарат может содержать дополнительные валики или щетки для втирания и разглаживания клея. Излишки клея удаляются специальным скребком. Аппараты для нанесения термоклеев оснащаются системами регулирования температуры. Иногда, в особенности при применении полиуретановых термоклеев, такие аппараты могут иметь закрытую конструкцию. На рис.3.1.1. приведена схема возможного построения машины КБС.
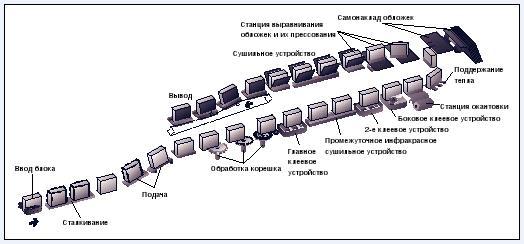
Рис.3.1.1. Схема возможного построения машины КБС[[1]
]
В конце 2003 года начались поставки в Восточную Европу новой машины клеевого бесшвейного скрепления (КБС) от японской фирмы Horizon - BQ 270. Основным отличием новинки от предшественницы BQ 260 и других конкурентов является высокая степень автоматизации. Практически все настройки на тираж на BQ 270 осуществляются с помощью жидкокристаллического сенсорного монитора без использования механических регулировок меньше чем за минуту.
В подавляющем большинстве случаев оператору достаточно ввести лишь три параметра - толщину блока, длину и ширину обложки - остальные настройки машина оптимизирует и предложит сама, специальные сервоприводы отрегулируют все узлы и механизмы машины под данный тираж. Автоматически выставятся ширина раскрытия клапанов каретки, положение направляющих упорных планок узла фрезерования и торшонирования, высота горизонтальных клеевых валиков, зазор между коническими валиками боковой проклейки, величина подачи клея на корешок и боковые сторонки блока, положение начала и конца клеевой полосы, положение обложки на столе обжима, позиции биговальных ножей, усилие и время обжима готовой продукции. При желании любой предложенный машиной параметр можно подкорректировать с помощью удобной системы меню и всплывающих окон на ЖК мониторе. Точность установки каждого значения - 0.1 мм.
В отличие от конкурирующих моделей каждый параметр BQ 270 индивидуален и его корректировка не влечет за собой изменение других установок машины. Центральный процессор предупредит оператора и не даст ему задать ошибочные данные, при обнаружении противоречивых входных параметров. Механические настройки машины сведены к минимуму и производятся только при работе со специфическими заказами. К таковым относятся: отключение биговки, регулировка высоты фрезерования и изменение параллельности обжимных губок, что бывает необходимо для эффективной работы с брошюрами, содержащими малоформатные вкладки. Можно без преувеличения сказать, что до создания BQ 270 в мире еще не было до такой степени автоматизированных однокареточных машин КБС.
Максимальная производительность BQ 270 доведена до 500 циклов в час при использовании функции фрезерования и торшонирования блока. Конечно, реальные цифры будут немного меньше (примерно 350-400 книг/час), так как производительность в существенной степени зависит от того как быстро оператор будет вручную загружать книжные блоки в машину и продолжительности обжима блока, зависящего от сорта используемого клея. Но одно можно сказать точно: "На сегодняшний день Horizon BQ 270 является мировым рекордсменом по производительности в классе клеевых машин с одной кареткой".
Следующим существенным преимуществом BQ 270 является то, что это первая и пока единственная в мире однокареточная КБС с пневматическим самонакладом обложек, оснащенная механизмом четырехполосной биговки. Думается нет необходимости в объяснении значения биговки обложки перед ее наклеиванием на книжный блок. Недаром многие типографии, не имеющие специализированных установок КБС, выполняют эту процедуру на отдельных машинах. Здесь же пользователь сразу получает "два в одном флаконе". Теперь продукция будет отличаться высоким качеством, производительность типографии не будет зависить от наличия и скорости работы автономных биговальных машин и полностью отпадает необходимость в использовании недокументированных (а значит и менее стабильных) режимов работы традиционных машин КБС с предварительно отбигованными обложками.
Никого не может оставить равнодушным запас надежности этой японской однокареточной машины, в частности нашедшей отражение в большой (900 кг) массе. Собственно надежность оборудования Horizon уже стала понятием нарицательным. Репутация японского производителя брошюровочного оборудования среди полиграфистов всего мира находится на самом высоком уровне. Японские конструкторы и на этот раз не отступили от своих принципов. Несмотря на расширенные автоматические функции новая разработка Horizon не уступает в отношении надежности своим предшественникам.
Новую машину КБС по технико-экономическим параметрам и качеству выпускаемой продукции можно смело причислить к категории высокопрофессионального оборудования. Основные ее задачи: скрепление листовой продукции и предварительно сфальцованных тетрадей (со срезкой фальцев фрезой) термоклеем при производстве книг, брошюр, журналов, отчетов, внутренней документации, блокнотов, альбомов, распечаток и другой продукции малыми и средними тиражами. Особенно сильно преимущества машины перед ее конкурентами начинают сказываться при работе с короткими заказами, различающимися по формату и толщине книжно-журнальной продукции. Минимальное время перенастройки на тираж, возможность программирования и сохранения настроек в электронной памяти позволяют существенно сокращать время выполнения таких работ. По оперативности этой модели сложно найти достойного конкурента не только в своем классе, но и среди более дорогого и производительного оборудования. Вместе с тем качество изготовленных на BQ 270 брошюр соответствует уровню продукции крупных автоматизированных линий.

Рис. 3.2.1. Машина КБС
Horizon
BQ270[[3]
]
Основные технические характеристики BQ270
[[4]
]
:
- пневматическая подача обложки
- фронтальный раздув и отключаемые ваккуумные присоски по всей ширине стопы
- 4-х полосная биговка обложки в линию
- механизмы торцевого равнения и возможность перекоса обложки на столе обжима
- жесткая фиксация обложки перед прижимом
- возможность кругления торца при работе на тонких блоках
- отключаемое (2-х или 4-х кратное) торшонирование с фрезерованием глубиной 2 - 4 мм
- щетки для разрыхления отфрезерованного блока и удаления бумажной пыли
- реверсивное вращение клеющего валика, позволяющее добиться максимальной глубины закрепления клея в корешке
- регулировка подачи клея, положения и длины клеевой полосы на корешке
- система боковой проклейки с дополнительными подпружиненными валами
- настройка на тираж без использования каких-либо измерительных и прочих инструментов
- специальная жесткая станина для продолжительной и качественной эксплуатации
- панель диагностики неисправностей в работе
- централизованная смазка
· подача обложки (тип) автоматическая, с биговкой
Формат А3+
Макс. толщина переплета, мм до 50
Мин.плотность обложки, г/м² 100
Макс.плотность обложки, г/м² 300
Производительность, циклов/час 500 с фрезерованием
Мин.размер блока, мм 105 х 148
Макс.размер блока, мм 320 х 320
Мин.ф-т обложки, мм 230 х 135
Макс.ф-т обложки, мм 660 х 320
Обработка корешка фрезерование, торшонирование
Время разогрева («старт»), мин 15
Электропитание, мощность 380В, 50 Гц, 3 фазы, 2,8 кВт
Габариты (ШхВхГ), мм 2360 x 860 x 1290
Вес, кг 780
3.3. Функциональная схема системы управления температурой клея в клеевой ванне
На рис. 3.3.1 показана функциональная схема регулирования температуры.
Нанесение клея выполняется, как правило, посредством валковых устройств. Обычно используются два валика для нанесения клея с дозировкой с помощью ракеля. Спин-ролик, на выходе клеевого устройства, предназначен прежде всего для удаления излишков и сглаживания слоя клея на корешке блока, что предотвращает загрязнение машины клеевыми нитями. Клеевые устройства для термоклеев нуждаются в нагреве и точной регулировке температуры, так как температура нанесения (от 150 до 190°С) оказывает огромное влияние на качество скрепления. Термоклеи предварительно нагреваются в емкости приблизительно до рабочей температуры.
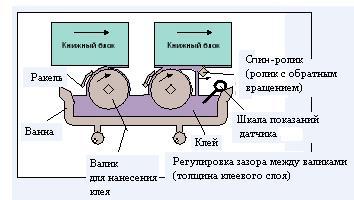
Рис. 3.3.1. Схема автоматического регулирования температуры клея[[5]
]
В клеевую ванну опущен ТЭН, который регистрирует температуру клея.
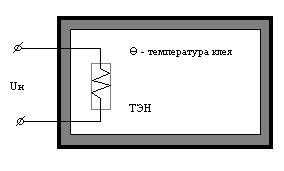
Рис.3.3.2.Клеевая ванна[
[6]
]
ТЭН – трубчатый электронагреватель.
Уравнение клеевой ванны:
T0
× dθ/dt + θ = k1
Uн
+ k2
η
Здесь Uн
– напряжение на электронагревателе, T0
,с – постоянная времени объекта, k1
– коэффициент передачи по управляющему воздействию, коэффициент передачи по возмущающему воздействию.
3.4.
Функциональная схема цифровой системы управления
Измерители-регуляторы температуры состоят из следующих функциональных блоков, изображенных на рис.3.4.1.
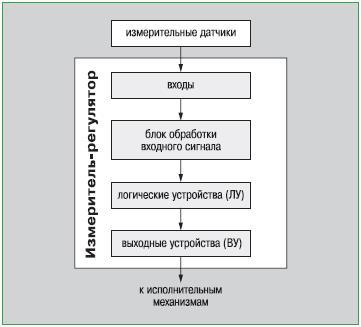
Рис.3.4.1.
Обобщенная функциональная схема измерителей-регуляторов[
[7]
]
- Входы
– служат для подключения к прибору различных типов датчиков;
- Блок обработки входного сигнала
- включает коррекцию показаний датчиков, цифровые фильтры и вычислители дополнительных величин (разности, отношения и т.п.);
- Логические устройства (ЛУ)
– формируют управляющие сигналы для выходных устройств;
- Выходные устройства
– служат для передачи регистрирующих или управляющих сигналов на исполнительные механизмы.
На рис.3.4.2. представлена функциональная схема аналогового регулятора.
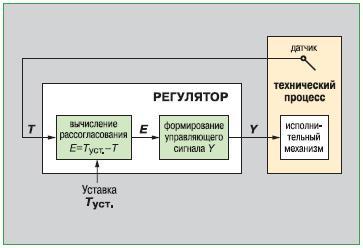
Рис.3.4.2. Функциональная схема аналогового регулятора[
[8]
]
В режиме аналогового регулятора ЛУ рассчитывает отклонение Е текущего значения контролируемой величины Т от заданной уставки Туст.
(т.е. рассогласование). В результате на выходе регулятора вырабатывается аналоговый сигнал Y, который направлен на уменьшение рассогласования Е. Этот сигнал подается на исполнительное устройство регулятора в виде тока или последовательности импульсов (ШИМ).
Если в качестве выходных устройств прибора используются реле, входной сигнал преобразуется в последовательность управляющих импульсов с длительностью D. Если в качестве выходного устройства используется ЦАП, выходной сигнал преобразуется в пропорциональный ему ток 4…20 мА.
Приборы фирмы OWEN пользуются особым спросом в системах жизнеобеспечения промышленных предприятий: в котельных, бойлерных, вентиляционных хозяйствах, в водоснабжении, на складах, объектах жилищно-коммунальных служб – везде, где необходимо поддерживать (измерять) температуру, включать/отключать разнообразные устройства по заданной потребителем программе, регулировать уровни любых электропроводных жидкостей, защищать от аварий дорогостоящие электросиловые установки.
Фирма выпускает и реализует предприятиям:
• цифровые устройства измерения температуры;
• микропроцессорные терморегуляторы;
• блоки управления тиристорами или симисторами;
• адаптеры интерфейса;
• самые разнообразные датчики для измерения регулируемых параметров;
• программное обеспечение и т.д.
Общая функциональная схема цифровой системы управления тепловым объектом с использованием линейки продуктов фирмы OWENпредставлена на Сх.1.
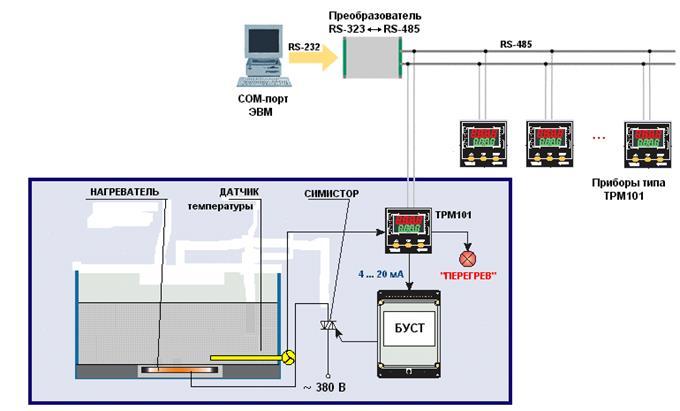
Схема 1. Общая функциональная схема цифровой системы управления[[9]
]
В состав данной схемы входят:
Объект управления, который представляет собой клеевую ванну. Необходимость внедрения САР объясняется требованиями, предъявляемыми к продукции.
Измерительный датчик. Он представляет собой преобразователь физической величины (температуры клея) в электрическую, например ток, напряжение или сопротивление. Датчики служат только для фиксации измеряемой величины. OWEN предлагает широкий выбор датчиков, поэтому подбор датчика будет зависеть от устройства управления , к которому он подключается.
Микропроцессорные терморегуляторы (ТРМ), которые предназначены для измерения и автоматического управления температурными режимами различных технологических процессов (в диапазоне от -500
С до 12000
С,требующих постоянного текущего контроля).Все терморегуляторы имеют цифровую индикацию текущей температуры и параметров регулирования, а также отключат тепловую установку (обеспечивая светодиодную индикацию) в случае короткого замыкания или обрыва провода, соединяющего устройство с датчиком.
Перед началом работы пользователь устанавливает необходимую величину и диапазон поддержания температуры, которые сохраняются при отключении питания приборов. ТРМ, будучи вновь включен, не нуждается в повторной установке этих параметров. При проектировании схемы был выбран ПИД-регулятор ТРМ101 с универсальным входом. Во-первых, он входит в обратную связь по регулированию температуры, а во-вторых, обеспечивает связь объекта с СОМ-портом ЭВМ.
Блок управления тиристорами или симиторами (БУСТ) предназначен для применения в системах автоматического поддержания температуры, как ключевой элемент, при регулировании мощности на нагревателе с помощью терморегулятора типа ТРМ. БУСТ применяется для регулирования температуры в печах, термостатах, но может быть применен для регулирования в самых различных нагревателях, используемых для поддержания температуры. Его основная задача выработка сигнала отпирания симистора или пары встречно-напрвленных тиристоров при изменении сигнала на входе (от терморегулятора).
Симитор и нагреватель являются исполнительными элементами и в данной работе не рассматриваются. Они выбираются по мощности. Скажем только, что данные элементы должны быть достаточно мощными, так как входят в силовую часть САР температуры сушильного устройства.
Адаптер интерфейса (преобразователь RS-485↔RS-485). Данное устройство согласует интерфейс терморегулятора RS-485 с интерфейсом компьютера RS-485, что обеспечивает возможность управлять терморегулятором при помощи компьютера или другого контроллера, а также выдавать информацию о состоянии регулируемой системы на пульт управления поточной линии или рабочей станции.
Двунаправленный адаптер интерфейса RS-485↔RS-485 с помощью компьютера позволяет осуществлять: чтение измеряемых величин, изменение режимов регулирования, а так же запуск/остановку процесса.
Сом-порт ЭВМ, являющий собой рабочую станцию. Рабочие станции - это устройства "all-in-one", совмещающие в одном корпусе: промышленный компьютер, LCD-монитор, клавиатуру, мышь.
Их появление напрямую связано с современным уровнем развития микроэлектроники. Достижения в этой области позволили размещать все функции персонального компьютера на одной плате небольшого размера - одноплатном компьютере. Именно одноплатный компьютер является ядром рабочей станции. Еще одним фактором, обусловившим появление рабочих станций, явился прогресс в области производства LCD-панелей. Появились крупноформатные дисплеи, имеющие высокую степень яркости, широкий угол обзора и невысокую стоимость. Современные рабочие станции в большинстве своем представляют компактные устройства, которые имеют сравнительно небольшой вес и могут легко переноситься одним человеком. От своих предшественников - крупногабаритных рабочих станций - они переняли такие особенности, как высокая надежность и защита от неблагоприятных условий внешней среды (пыль, влага, удары, вибрация и т.п.).
Программное обеспечение. Предлагаемая фирмой OWEN SCADA-система OWEN PROCESS MANAGER (OPM) является программным обеспечением, предназначенным для осуществления связи ПК с приборами ОВЕН, подключенными через адаптер сети АС2 или преобразователь RS-232 – RS-485 производства OWEN. ОРМ используется для разработки описаний технологических процессов, сохранения этих описаний на диске для последующего использования. Запуск процессов на исполнение предусматривает опрос всех приборов с периодичностью, отдельно задаваемой для каждого прибора, отображение результатов этого опроса, а также сохранение указанных пользователем значений в файлы протокола.
3.5.
Функциональная схема измерителя-регулятора одноканального ОВЕН ТРМ101
Более 7-ми лет выпускаются микропроцессорные регуляторы серии ТРМ. Они установлены и успешно работают на сотнях объектов промышленности и сельского хозяйства. За это время накоплен богатый опыт эксплуатации микропроцессорных измерительных приборов. Выпущенные последние модели существенно отличаются от своих предшественников как по внешнему виду, так и по техническим характеристикам:
1.Увеличен размер цифр на жидкокристаллическом индикаторе.
2. Установлены новые реле повышенной надежности с нагрузочной способностью 8 А, 220 В.
3.Улучшена схема источника питания, уменьшающая вероятность сбоя микропроцессора от помех, приходящих по сети 220 В.
Кроме того, усовершенствованный алгоритм измерения температуры позволяет работать в условиях значительных промышленных помех, когда приборы других фирм оказываются неработоспособны. Специальная схема контроля перезапускает микропроцессор в случае его сбоя или остановки («зависания»), а также не допускает изменения уставок без участия оператора.
ТРМ1 имеет один канал измерения и два выходных реле, для каждого из которых задается своя уставка и зона нечувствительности. Логика срабатывания выходных реле указывается пользователем при заказе.

Рис.3.5.1.
измеритель-регулятор одноканальный ОВЕН ТРМ101[[10]
]
ИЗМЕРЕНИЕ И РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ
или другой
физической величины
УНИВЕРСАЛЬНЫЙ ВХОД
для подключения широкого спектра
первичных преобразователей
ПИД_РЕГУЛИРОВАНИЕ
измеренной величины
АВТОНАСТРОЙКА
ПИД регулятора для конкретного объекта
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
режимами работы прибора:
— запуском/остановкой регулирования;
— переключением на управление от компьютера (RS 485).
СИГНАЛИЗАЦИЯ
о возникновении аварийной ситуации двух типов:
— о выходе регулируемой величины за заданные пределы
— об обрыве в цепи регулирования (LBA)
РЕГИСТРАЦИЯ
измеренной величины на аналоговом выходе (ток 4...20 мА) РЕГУЛИРОВАНИЕ МОЩНОСТИ
(например, для управления инфракрасной
лампой) совместно с прибором ОВЕН БУСТ при использовании
аналогового выхода 4...20 мА
РАБОТА В СЕТИ
, организованной по стандарту RS 485
СОХРАНЕНИЕ ЗАДАННЫХ ПАРАМЕТРОВ
при отключении питания
ЗАЩИТА ПАРАМЕТРОВ
от несанкционированных изменений
На рис.3.5.2. представлена функциональная схема прибора:
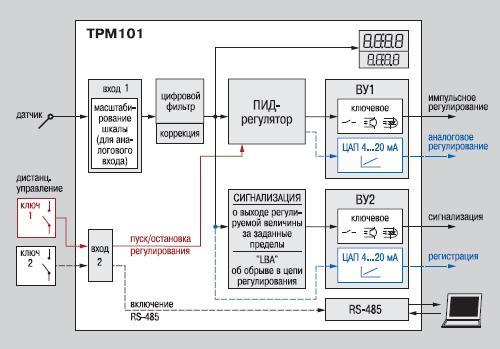
Рис.3.5.2. Функциональная схема прибора[
[11]
]
ВУ1, ВУ2 – выходные устройства;
ПИД-регулятор управляет нагрузкой одним из двух методов:
1. импульсным, если ВУ1 – ключевого типа (модификации ТРМ101-РХ/КХ/СХ);
2.
аналоговым, если ВУ1 – ЦАП с выходным сигналом тока 4…20 мА (модиф. ТРМ101-ИХ).
ВУ2 может быть использовано
1. для сигнализации об аварийной ситуации, если ВУ2 – э/м реле;
2.
для регистрации измеренной величины, если ВУ2 – ЦАП с выходным сигналом тока 4…20мА.
К универсальному входу 1 можно подключить датчик любого типа из приведенного списка – необходимо только задать тип датчика при программировании прибора.
Дистанционное управление
К дополнительному входу 2 можно одновременно подключить два внешних ключа:
для управления запуском/остановкой регулирования;
для переключения на управление от компьютера (RS 485).
Обнаружение обрыва в цепи регулирования (LBA)
ТРМ101 контролирует скорость изменения регулируемой величины и выдает сигнал, если при подаче максимального управляющего воздействия измеряемое значение регулируемой величины не меняется в течение определенного времени.
Автонастройка ПИД_регулятора
В ТРМ101 предусмотрены 2 типа автонастройки.
Предварительная настройка
осуществляется при наладке. При этом прибор вычисляет приближенные значения параметров ПИД регулятора и цифрового фильтра.
Точную подстройку
можно проводить во время работы оборудования. В процессе подстройки прибор уточняет коэффициенты ПИД регулятора.
При этом система совершает несколько синусоидальных колебаний в пределах отклонения от уставки, после чего выходит в рабочий режим.
Интерфейс RS_485
В приборе ТРМ101 установлен модуль интерфейса RS 485, что позволяет управлять прибором при помощи компьютера или другого контроллера, а также выдавать информацию о состоянии регулируемой системы на РС совместимый компьютер.
Двунаправленный интерфейс RS 485 с помощью компьютера позволяет осуществлять:
чтение измеряемых величин;
изменение режимов регулирования;
запуск/остановку процесса.

Рис.3.5.3. Типы сигнализации о выходе регулируемого параметра за заданные пределы
Элементы индикации и управления представлены на рис.3.5.4.
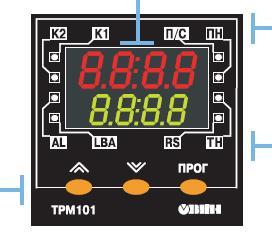
Рис.3.5.4. Элементы индикации и управления[
[12]
]
Верхний цифровой индикатор
красного цвета в режиме РАБОТА отображает значение измеряемой величины, при программировании — название параметра.
Нижний цифровой индикатор
зеленого цвета отображает значение параметра при программировании.
Светодиоды:
«П/С»
— «ПУСК/СТОП», светится в процессе регулирования;
«ПН»
— светится, если запущена предварительная автонастройка;
«ТН»
— светится, если запущена точная подстройка;
«RS»
— светится при управлении от внешнего устройства в сети RS_485;
«К1»
— светится, если включено ВУ1;
«К2»
— светится, если включено ВУ2;
«AL»
— светится при выходе регулируемого параметра за заданные пределы;
«LBA»
— светится при обнаружении обрыва в цепи регулирования.
Кнопки
:
 — увеличивает значение параметра при программировании; — увеличивает значение параметра при программировании;
 — уменьшает значение параметра при программировании; — уменьшает значение параметра при программировании;
 и и  служат для перехода между пунктами МЕНЮ параметров; служат для перехода между пунктами МЕНЮ параметров;
 — осуществляет вход в МЕНЮ или переход к следующему параметру группы. — осуществляет вход в МЕНЮ или переход к следующему параметру группы.
Одновременное нажатие кнопок:
 — доступ к набору кода для входа в группу защищенных параметров; — доступ к набору кода для входа в группу защищенных параметров;
 — смещение дес. точки вправо; — смещение дес. точки вправо;
 —смещение десятичной точки влево. —смещение десятичной точки влево.
Таблица 1
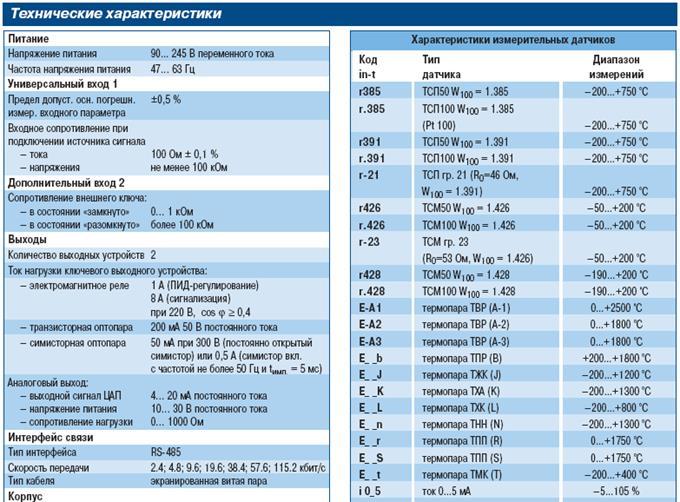

Таблица 2

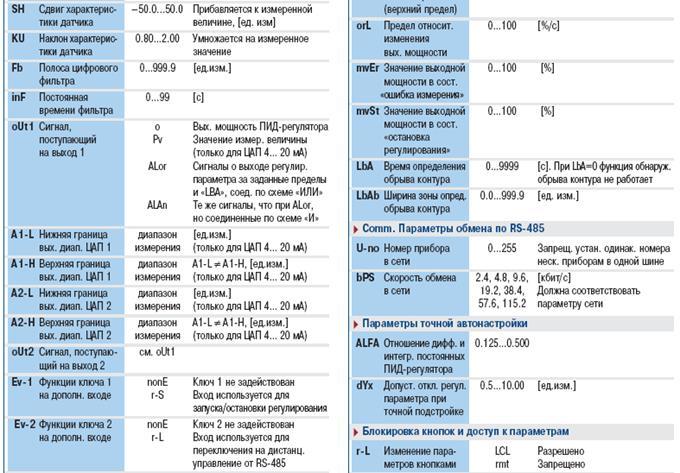
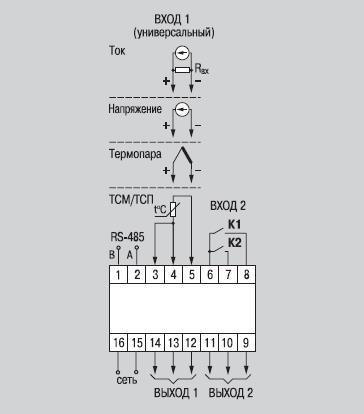
Рис.3.5.5. Общая схема подключения ТРМ101
3.6.
Функциональная схема автоматизации клеевой ванны в машине КБС
Функциональная схема является основным документом, определяющим функционально-блочную структуру отдельных узлов системы автоматического контроля и управления технологическим объектом. В качестве объекта управления рассматривается совокупность основного и вспомогательного оборудования вместе с встроенными в него регулирующими органами, а также потоками энергии, сырья и других материалов, используемых в рассматриваемой технологии.
На рис.3.6.1. представлена функциональная схема автоматизации. Данная схема включает один контур управления. Этот контур обеспечивает автоматическое регулирование температуры клея. Он включает: датчик температуры (1-1), местный прибор (1-2), Затем сигнал поступает на вход управляющего устройства (1-3), которое содержит управляющий блок, воздействующий на исполнительное устройство.
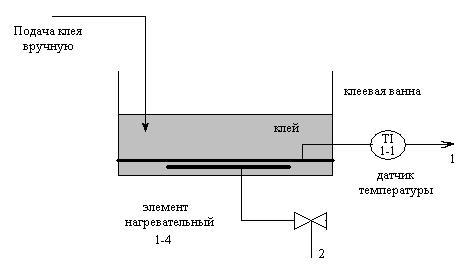
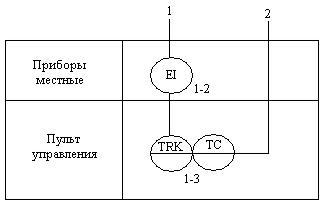
Рис.3.6.1. Функциональная схема автоматизации клеевой ванны в машине КБС

Рис.3.6.2. Блок-схема системы автоматизации клеевой ванны машины КБС
3.7.
Принципиальная схема устройства регулирования температуры клея
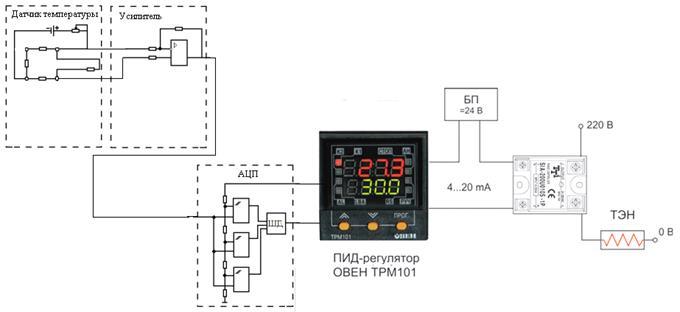
На рисунке 3.7.1 представлена принципиальная схема устройства регулирования температуры клея в клеевой ванне машины КБС.
Датчик температуры регистрирует температуру клея в клеевой ванне, затем данный аналоговый сигнал усиливается и оцифровывается на АЦП. С АЦП уже цифровой сигнал поступает на ПИД-регулятор ОВЕН ТРМ101, который питается от блока управления постоянного тока, а затем на исполнительное устройство.
3.7.1.
Принципиальная схема устройства регулирования температуры клея
4.1. Расчет параметров настройки непрерывных локальных систем управления
На рис. 4.1.1 показана математическая модель непрерывной системы управления с передаточной функцией  и линейным управляющим устройством, реализующим ПИ-закон управления. и линейным управляющим устройством, реализующим ПИ-закон управления.
Здесь Dx
= x
– x
зд
— сигнал рассогласования, k
П
— коэффициент передачи пропорциональной части управляющего устройства, k
И
— коэффициент передачи интегральной части управляющего устройства.

Рис. 4.1.1. Математическая модель непрерывной системы управления
Найдем передаточную функцию по каналу x
зд
® x
:
 . (1) . (1)
Отсюда имеем:
 . (2) . (2)
Приведем передаточную функцию (2) к каноническому виду, разделив числитель и знаменатель на значение свободного члена k
0
k
И
.
В результате получим формулу:
 , (3) , (3)
где t = k
П
/k
И
— время дифференцирования, T
=  — постоянная времени, V = (1 + + k
П
k
0
) — постоянная времени, V = (1 + + k
П
k
0
) — степень демпфирования системы. — степень демпфирования системы.
Передаточная функция (3) описывает динамические свойства данной системы управления. Статическая ошибка в этом случае равна нулю, поскольку значение передаточной функции  равно 1. равно 1.
Действительно, x
уст
=  x
(p
) = x
(p
) =  x
зад
= 1 · x
зад
= x
зад
. По этой причине Dx
ст
% = = 0. Время регулирования непрерывной системы управления можно оценить по соотношению: x
зад
= 1 · x
зад
= x
зад
. По этой причине Dx
ст
% = = 0. Время регулирования непрерывной системы управления можно оценить по соотношению:
t
р
» 3T
/V. (4)
Подставляя в формулу (4) значения T
= и V =  , получим: , получим:
t
р
=  . (5) . (5)
Для определения параметра настройки k
И
воспользуемся соотношением:
t
р
=  . (6) . (6)
Отсюда имеем:  = =  , или: , или:
 = =  . (7) . (7)
Формула (7) позволяет рассчитать значение параметра k
И
, которое обеспечивает требуемое время регулирования. Значение второго параметра настройки k
П
можно определить из условия V = Vопт
, где Vопт
=  — оптимальная степень демпфирования системы. Этому значению (при t = 0) соответствует перерегулирование в пределах (3—5 %), что соответствует условиям настройки. В результате получаем соотношение: — оптимальная степень демпфирования системы. Этому значению (при t = 0) соответствует перерегулирование в пределах (3—5 %), что соответствует условиям настройки. В результате получаем соотношение:
Vопт
=  . (8) . (8)
Окончательно имеем:
 . (9) . (9)
Рассчитаем требуемые значения коэффициентов k
П
и k
И
с помощью пакета MathСad.
Исходные данные для варианта № 2:
· постоянная времени объекта — T
0
= 54 с;
· коэффициент усиления — k
0
= 0,45;
· коэффициент l = 1,8;
Таким образом,  = l · T
0
= 97,2 с. = l · T
0
= 97,2 с.
Для определения параметра настройки  используем условие, что используем условие, что  , где , где  , то есть , то есть  . .
Время регулирования непрерывной системы управления можно оценить по соотношению  . Следовательно, получаем соотношение: . Следовательно, получаем соотношение:  . .
Зная, что  , получаем , получаем  . .
Отсюда найдем значение параметра  : :
Числовое значение параметра
| 
 1/с 1/с
|
Из условия оптимальной переходной характеристики  , где , где  - оптимальная степень демпфирования, рассчитываем оптимальное значение параметра - оптимальная степень демпфирования, рассчитываем оптимальное значение параметра  : :
 (10) (10)
В результате получаем следующую формулу:
 (11) (11)
Числовое значение параметра
(12)
Постоянная времени будет равна:
|  с с
|
(13)
Время регулирования непрерывной системы управления:
|  с с
|
(14)
4.2. Расчет переходной характеристики непрерывной системы
Передаточная функция замкнутой системы равна:
 , где , где  с. (1) с. (1)
Примем, что входной сигнал xзад
(t) имеет ступенчатый вид.
Аналитически входной сигнал описывается функцией:
xзад
(t) = xзад
(t)·1(t) (2)
Этой функции соответствует преобразование Лапласа:
Xзад
(p) = xзад
/p (3)
Найдем преобразования Лапласа для переходной характеристики:
 (4) (4)
Переходную характеристику  можно найти через обратное преобразование Лапласа: можно найти через обратное преобразование Лапласа:
 (5) (5)
или
 (6) (6)
Введем обозначения:
|  1/с 1/с
|
(7)
|  рад/с рад/с
|
(8)
При оптимальной настройке системы показатели α и ω0
должны совпадать.
Таким образом, выражение в квадратных скобах принимает вид:
 ; (9) ; (9)
Найдем числитель этой дроби:
 (10) (10)
Получим систему уравнений:
Решение системы имеет вид:
Тогда можно записать уравнение переходной характеристики:
 (11) (11)
или
 где хзад
= 1. (12) где хзад
= 1. (12)
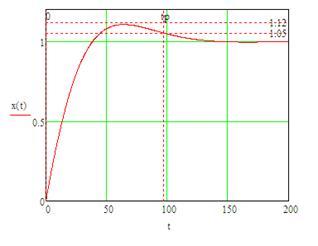
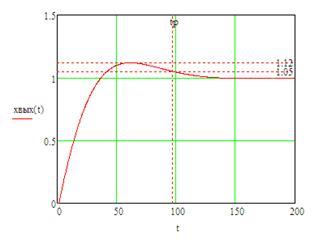
График переходной характеристики непрерывной системы:
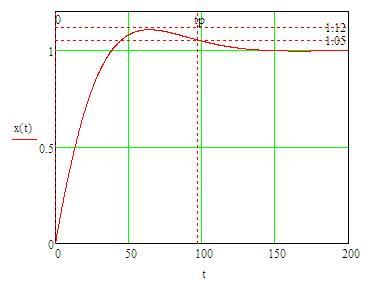
Рис. 4.2.1. График переходной характеристики х(
t)
Определим по графику фактическое значение перерегулирования и время регулирования. Время регулирования определяется по моменту времени  , начиная с которого график переходной характеристики , начиная с которого график переходной характеристики  остается в заданном коридоре остается в заданном коридоре  . Возьмем 0,05% значение коридора, т.е. . Возьмем 0,05% значение коридора, т.е.
 = 0,05. = 0,05.
Максимальное значение, которого достигла переходная характеристика равно:
 . .
Таким образом, время регулирования равно:
= 97.2 с;
Значение перерегулирования равно:
 ; (13) ; (13)
при  . .
Величина статической ошибки рассчитывается по формуле:
 (14) (14)
4.3. Определение периода квантования АЦП
Для определения периода квантования ТМ
аналого-цифрового преобразователя следует знать ширину полосы пропускания  системы. системы.
Амплитудно-частотная характеристика замкнутой системы:
 (1) (1)
График амплитудно-частотной характеристики замкнутой системы:
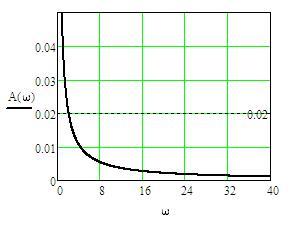
Рис. 4.3.1. Амплитудно-частотная характеристика замкнутой системы
Найдем на графике амплитудно-частотной характеристики  точку с ординатой точку с ординатой  . Абсцисса этой точки даст значение полосы пропускания ωП
. . Абсцисса этой точки даст значение полосы пропускания ωП
.
ωП
= 2,18 рад/с
На основании теоремы Котельникова определим частоту модуляции:
 рад/с. рад/с.
Найдем период модуляции:
 с. (2) с. (2)
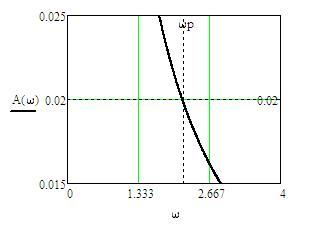
Рис.4.3.2. Амплитудно-частотная характеристика замкнутой системы
Так как частотная модуляция ωМ
имеет ширину двух полос пропускания ωП
системы, то соседние измерения, осуществляемые АЦП, не будут частотно связаны и дискретный сигнал UП
будет сравнительно точно повторять непрерывный сигнал Uy
(t).
Дискретное управляющее устройство, работающее в квазинепрерывном режиме, осуществляет задержку сигналов на один цикл работы системы. По этой причине целесообразно исследовать устойчивость и качество непрерывной системы (рис. 1.3.3.) с параметрами настройки  , ,  и звеном чистого запаздывания на время TM
в цепи управления. При этом следует иметь ввиду, что звено чистого запаздывания ухудшает устойчивость исходной системы. и звеном чистого запаздывания на время TM
в цепи управления. При этом следует иметь ввиду, что звено чистого запаздывания ухудшает устойчивость исходной системы.

Рис. 4.3.3. Математическая модель непрерывной системы с учетом чистого запаздывания сигналов в управляющем устройстве
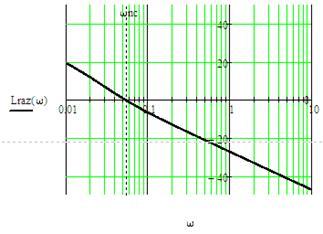
Оценка устойчивости непрерывной системы с чистым запаздыванием по логарифмическим частотным характеристикам.
(3)
(4)
– частота среза
(5)
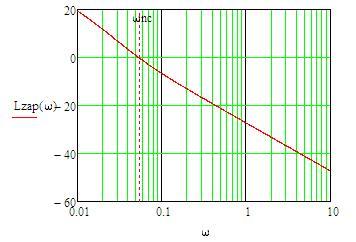
Рис. 4.3.4. График ЛАЧХ непрерывной разомкнутой системы управления с запаздыванием

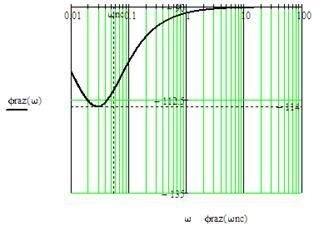
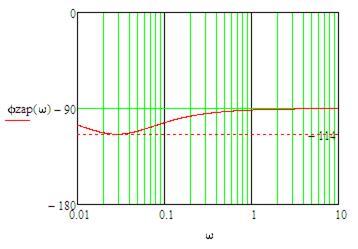
Рис. 4.3.5. График ЛФЧХ непрерывной разомкнутой системы управления с запаздыванием
На полученном графике определим частоту ωср, на которой Lzap(ω) = 0. На этой частоте снимем значение ФЧХ:
Φnc = - 114град
Запас устойчивости по фазе:
(6)
На полученном графике определим частоту ωnπ, снимем на этой частоте значение АЧХ и определим запас устойчивости по амплитуде:
(7)
(8)
дБ
Запасы устойчивости по фазе и по амплитуде удовлетворяют заданным условиям.
Для определения вещественной частотной характеристики замкнутой системы  по каналу «xзад
→ x» нужно задать мнимую единицу по каналу «xзад
→ x» нужно задать мнимую единицу  и записать передаточную функцию разомкнутой системы: и записать передаточную функцию разомкнутой системы:
 (9) (9)
Определим передаточную функцию замкнутой системы:
 (10) (10)
и найдем вещественную характеристику замкнутой системы:
 (11) (11)
Построим график вещественной частотной характеристики, по которой определим полосу пропускания замкнутой системы.

Рис. 4.3.6 График вещественной частотной характеристики замкнутой непрерывной системы с запаздыванием
Определим по графику полосу пропускания замкнутой системы  . .

Рис. 4.3.7. Определение ω
mzap
на графике ВЧХ
Полоса пропускания замкнутой системы:  . .
Расчет переходной характеристики непрерывной системы управления с запаздыванием следует производить по формуле:
 (12) (12)
Построим график переходной характеристики:

Рис. 4.3.8. Переходная характеристика непрерывной системы управления с запаздыванием
Определим по графику фактическое значение перерегулирования и время регулирования. Время регулирования определяется по моменту времени  , начиная с которого график переходной характеристики , начиная с которого график переходной характеристики  остается в заданном коридоре остается в заданном коридоре  . Возьмем 0,05% значение коридора, т.е. . Возьмем 0,05% значение коридора, т.е.
= 0,05.
Максимальное значение, которого достигла переходная характеристика:
 . .
Таким образом, время регулирование и значение перерегулирования будут:
 = 97,2 с; = 97,2 с;
;
 . (13) . (13)
Величина статической ошибки рассчитывается по формуле:
. (14)
Рассчитаем значение частоты квантования (модуляции) сигналов в дискретной системе управления:
|  с с
|
(15)
| Определим передаточную функцию:

|
(16)
Построим графики ЛАЧХ и ЛФЧХ для разомкнутой непрерывной системы управления.
|  рад/с рад/с
|
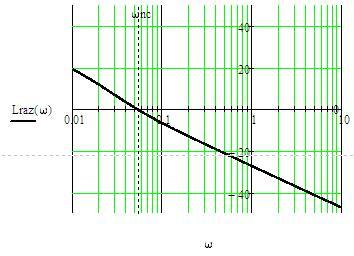
Рис. 4.3.9. График ЛАЧХ разомкнутой непрерывной системы управления
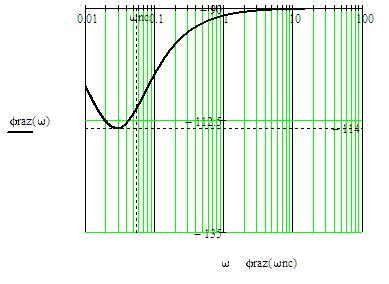
Рис. 4.3.10. График ЛФЧХ разомкнутой непрерывной системы управления
Проведем анализ влияния чистого запаздывания  на качество работы непрерывной системы. Для данной системы управления заданы следующие требования показателей качества: на качество работы непрерывной системы. Для данной системы управления заданы следующие требования показателей качества:
 ; ;
Таким образом, для данной системы управления фактические значения критериев качества удовлетворяют условиям. И значит, параметры управляющего устройства рассчитаны правильно.
4.4. Обоснование математической модели цифровой системы управления
На рис. 4.4.1 изображена математическая модель цифровой системы управления с АЦП. Здесь W
0
(p
) — передаточная функция объекта, k
д
— коэффициент передачи датчика, k
у
— коэффициент передачи усилителя, УСО — устройство сопряжения с объектом.

Рис. 4.4.1. Математическая модель цифровой системы управления
Однако эта модель не учитывает работу дискретных элементов управления. Используем для описания кодовых сигналов un
и yn
дискретное преобразование Лапласа. Для этого заменим аналого-цифровой преобразователь импульсным ключом, который формирует из исходного непрерывного сигнала u
y
(t
)модулированную последовательность d-импульсов u
*(t
), следующих с периодом T
М
. В комплексной области этой последовательности соответствует изображение U
*(z
), где z
=  — комплексная переменная, зависящая от оператора Лапласа «p
». — комплексная переменная, зависящая от оператора Лапласа «p
».
Поскольку вычислительное устройство реализует ПИ-закон управления, то его импульсная передаточная функция имеет вид:
W
ВУ
(z
) = k
П
+  . (1) . (1)
Здесь k
П
— коэффициент передачи пропорциональной части, k
И
— коэффициент передачи интегральной части ВУ.
Найдем теперь рекуррентное уравнение, описывающее работу ВУ в реальном времени.
Поскольку
W
ВУ
(z
) =  , (2) , (2)
где Y
*(z
) — комплексное изображение модулированного по времени выходного сигнала y
(t
), то мы имеем:
 = k
П
+ . = k
П
+ .
Отсюда получаем:
(z
– 1) · Y
*(z
) = [k
П
(z
– 1) + k
И
T
М
z
] · U
*(z
),
или
zY
*(z
) – Y
*(z
) = (k
П
+ k
И
T
М
)zU
*(z
) – k
П
U
*(z
).
Перейдем теперь из комплексного пространства Z
к дискретной вещественной переменной tn
= nT
М
, где n
— номер цикла работы ВУ. Для этого используем соотношения:
zY
*(z
) ¬ yn
+ 1
;
Y
*(z
) ¬ yn
; (3)
zU
*(z
) ¬ un
+ 1
;
U
*(z
) ¬ un
.
В результате имеем:
yn
+ 1
– yn
= (k
П
+ k
И
T
М
)un
+ 1
– k
П
un
,
или
yn
+ 1
= yn
+ k
И
T
М
un
+ 1
+ k
П
(un
+ 1
– un
). (4)
Формула (4) описывает алгоритм работы вычислительного устройства с ПИ-законом управления, имеющего передаточную функцию (1). На выходе вычислительного устройства действует гипотетическая последовательность d-импульсов y
*(t
). Эти модулированные d-импульсы можно преобразовать в физический сигнал с помощью формирующего устройства, имеющего передаточную функцию:
W
ФУ
(p
) =  . (5) . (5)
Такое устройство преобразует каждый d-импульс в последовательности y
*(t
) в прямоугольный импульс, имеющий длительность T
М
и амплитуду yn
. На рис. 4.4.2 показана математическая модель цифровой системы управления с импульсным ключом.
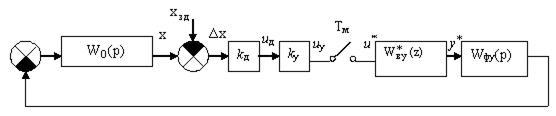
Рис. 4.4.2. Математическая модель цифровой системы управления
с импульсным ключом
Приведем теперь входной сигнал x
зад
(t
) к входу импульсного ключа, т. е.:
u
зад
(t
) = k
д
k
у
x
зад
(t
). (6)
В комплексной области этому сигналу соответствует изображение  . Непрерывные элементы системы управления можно объединить в передаточную функцию: . Непрерывные элементы системы управления можно объединить в передаточную функцию:
W
н
(p
) = W
0
(p
)k
д
k
у
. (7)
Для передаточной функции непрерывной части можно найти импульсную передаточную функцию:
 = [W
н
(p
)]*. (8) = [W
н
(p
)]*. (8)
В результате мы получаем математическую модель приведенной цифровой системы управления, которая изображена на рис. 4.4.3.
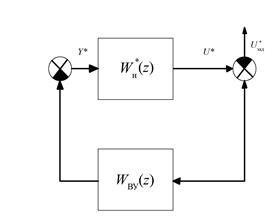
Рис. 4.4.3. Математическая модель приведенной цифровой системы управления
Импульсный ключ на этой модели не показан, поскольку здесь действуют только модулированные сигналы.
4.5. Определение передаточной функции цифровой системы
Передаточная функция непрерывной части имеет вид:
 (1) (1)
Введем параметр  и перепишем формулу: и перепишем формулу:
 (2) (2)
Разложим эту передаточную функцию на два слагаемых методом неопределенных коэффициентов, получим:
 (3) (3)
Отсюда имеем систему уравнений:
Находим ее решение:

В результате получаем:
 (4) (4)
По таблицам дискретного преобразования Лапласа находим:
 ; ;  ; (5) ; (5)
 ; ;  . (6) . (6)
Тогда импульсную передаточную функцию непрерывной части можно записать:
 (7) (7)
или:
 . (8) . (8)
Дискретная передаточная функция разомкнутой системы управления равна произведению передаточных функций непрерывной части  и вычислительного устройства и вычислительного устройства  : :
 ; (9) ; (9)
или
 . (10) . (10)
где
 - безразмерный коэффициент передачи по каналу - безразмерный коэффициент передачи по каналу
пропорционального управления.
 . .
 - безразмерный коэффициент передачи по каналу - безразмерный коэффициент передачи по каналу
интегрального управления.
 . .
Найдем дискретную передаточную функцию замкнутой системы:
 (11) (11)
или
 . (12) . (12)
Введем обозначения:
 ; ;
 . .
Отсюда имеем:
 . (13) . (13)
4.6. Анализ устойчивости цифровой системы управления
Устойчивость цифровой системы управления исследуется по характеристическому полиному:
A
(z
) = z
2
+ a
1
z
+ a
0
, (1)
представляющему собой знаменатель импульсной передаточной функции замкнутой системы.
В устойчивой системе корни z
1
и z
2
характеристического уравнения:
z
2
+ a
1
z
+ a
0
= 0, (2)
должны располагаться внутри единичной окружности, график которой показан на рис. 4.6.1. На этой окружности вещественная точка 1
соответствует границе апериодической устойчивости (z
= 1), вещественная точка 2
— границе колебательной устойчивости с периодом колебаний Tk
= 2T
M
(z
= –1), а комплексные дуги 3
соответствуют границам колебательной устойчивости с периодом колебаний T
k
> 2T
M
(modz
= 1).
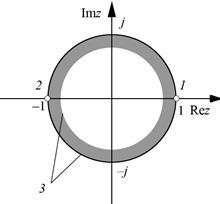
Рис. 4.6.1. Область устойчивости цифровой системы управления
на комплексной плоскости Z
Граница апериодической устойчивости, при z = 1 в характеристическом уравнении:
 . .
Границу колебательной устойчивости с периодом колебаний Тк
= 2Тм
можно получить, положив z = -1:  . .
Колебательную границу устойчивости при Тк
> 2Тм
можно найти, приняв mod z = 1.
Запишем для этого комплексные значения корней:
 . (3) . (3)
Тогда модуль будет равен:
 , (4) , (4)
или 
Отсюда имеем уравнение границы устойчивости:  . .
Уравнения границ устойчивости образуют на плоскости { , ,  } треугольник устойчивости. } треугольник устойчивости.

Рис.4.6.2. Область устойчивости цифровой системы на плоскости параметров а1
и а0
.
Переходная характеристика системы будет апериодической, если выполняются условия:
 (5) (5)
Отсюда получим график границы апериодической устойчивости:  при a1
<0. при a1
<0.
Область апериодической настройки цифровой САУ выделена на рис.4.6.2 штриховкой.
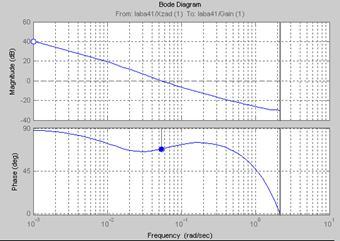
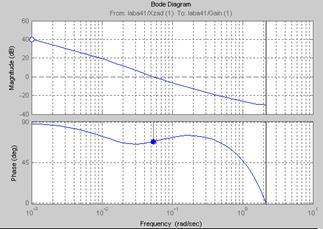
ЛАЧХ и ЛФЧХ цифровой системы управления
Расчет переходной характеристики цифровой системы управления следует производить по рекуррентной формуле:
 , (6) , (6)
при следующих начальных условиях:
 , ,
 , где , где  =1. =1.
Частота дискретизации:
|  рад/с рад/с
|
Дискретная передаточная функция:
(7)
Дискретная передаточная функция ПИ-регулятора:
(8)
Дискретная передаточная функция разомкнутой СУ:
(9)
Частотные характеристики цифровой СУ:
(10)
(11)
(12)
На рис.4.6.3 и 4.6.4 показаны графики логарифмических амплитудно-частотных характеристик цифровой системы с графиком ЛАЧХ непрерывной системы, и графики ЛФЧХ цифровой и непрерывной СУ.
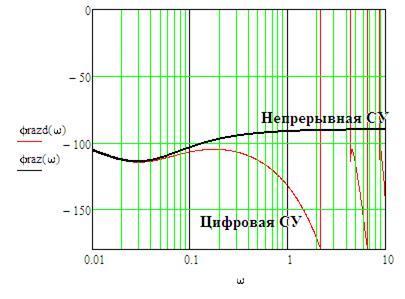
Рис.4.6.3. График ЛФЧХ цифровой и непрерывной СУ технологическим объектом.
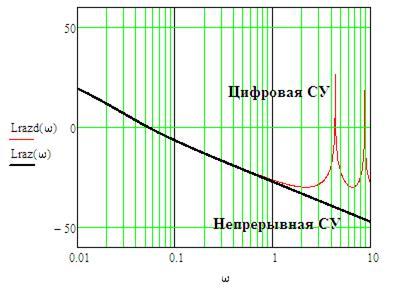
Рис.4.6.4. График ЛАЧХ цифровой и непрерывной СУ технологическим объектом.
4.7. Исследование устойчивости системы для
Tm1=
Tm,
Tm2=5
Tm,
Tm3=10
Tm,
Tm4=20
Tm.
1.
Tm1=
Tm
(1)
(2)
(3)
(4)
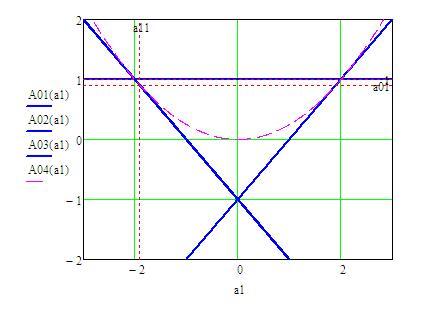
Рис.4.7.1. Положение точки [а11
;а01
] на плоскости параметров цифровой системы управления при Т
m1
=
Tm
2.
Tm2=5
Tm
|  1/с 1/с
|
(5)
(6)
(7)
(8)
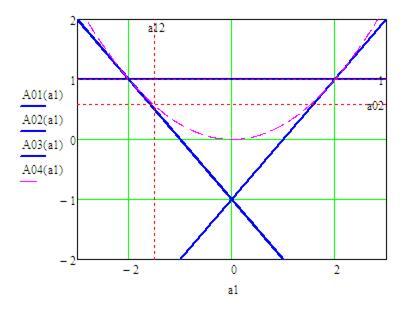
Рис.4.7.2. Положение точки [а12
;а02
] на плоскости параметров цифровой системы управления при Т
m2
=5
Tm
3.
Tm3=10
Tm
|  1/с 1/с
|
(9)
(10)
(11)
(12)
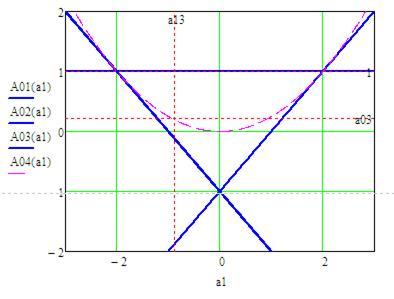
Рис.4.7.3. Положение точки [а13
;а03
] на плоскости параметров цифровой системы управления при Т
m3
=10
Tm
4.
Tm4=20
Tm
|  1/с 1/с
|
(13)
(14)
(15)
(16)
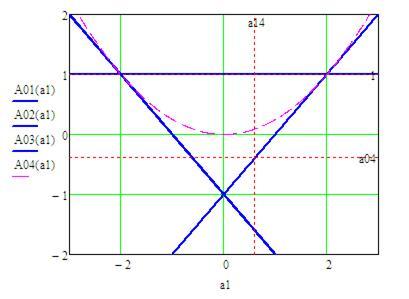
Рис.4.7.4. Положение точки [а14
;а04
] на плоскости параметров цифровой системы управления при Т
m4
=20
Tm
Графики уравнений:
образуют на плоскости треугольник устойчивости, который изображен выше. На этой плоскости устойчивой системе соответствует точка с координатами {a1i,a0i}.
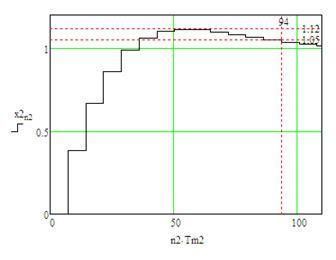
Расчет переходной характеристики цифровой системы управления для

 , (17) , (17)
 , (18) , (18)
 (19) (19)
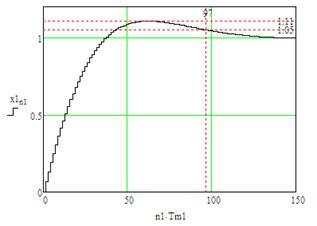
График переходной характеристики цифровой системы управления имеет вид:
(20)
(21)
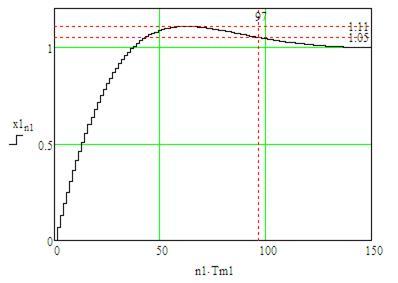
Рис. 4.7.5. Переходная характеристика цифровой системы при 
Показатели качества цифровой системы управления, работающей в дискретном режиме:
1) время регулирования:
 с. с.
Максимальное значение, которое достигла переходная характеристика равно:
 . .
2) значение перерегулирования равно:
 ; (22) ; (22)
при  . .
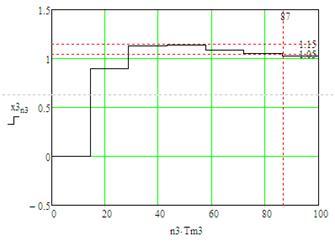
Расчет переходной характеристики цифровой системы управления для

(23)
(24)
| Перерегулирование: 
|
(25)
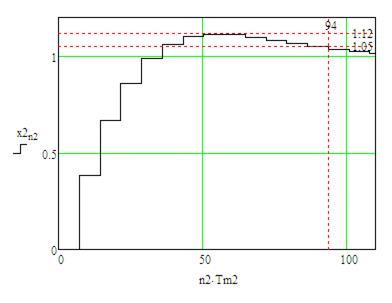
Рис. 4.7.6. Переходная характеристика цифровой системы при
Показатели качества цифровой системы управления, работающей в дискретном режиме:
1) время регулирования:
|  с с
|
Максимальное значение, которое достигла переходная характеристика равно:
 . .
2) значение перерегулирования равно:
 ; (26) ; (26)
при  . .
Расчет переходной характеристики цифровой системы управления для

(27)
(28)
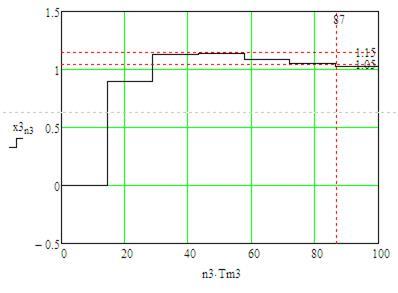
Рис. 4.7.7. Переходная характеристика цифровой системы при
Показатели качества цифровой системы управления, работающей в дискретном режиме:
1) время регулирования:
 с. с.
Максимальное значение, которое достигла переходная характеристика равно:
 . .
2) значение перерегулирования равно:
 ; (29) ; (29)
при  . .
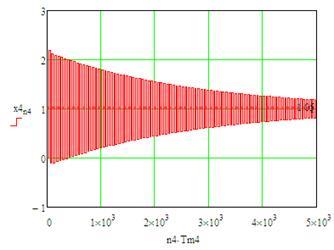
Переходная характеристика цифровой системы управления для

(30)
(31)
(32)
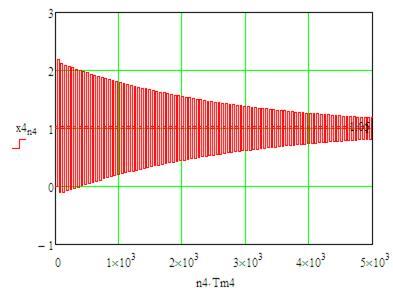
Рис. 4.7.8. Переходная характеристика цифровой системы при
Таким образом, данные об устойчивости системы, полученные с помощью переходных характеристик, совпадают с данными, полученными с помощью области устойчивости системы.
4.8. Исследование системы на бесконечную степень устойчивости
Определим значения безразмерных параметров цифровой системы, которые обеспечивают ее настройку на бесконечную степень устойчивости.
|  с с
|
|  1/с 1/с
|
(33)
(34)
(35)
(36)
(37)
(38)
(39)
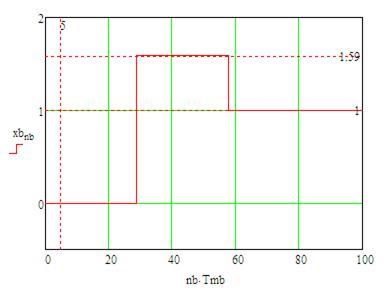
Рис.4.8.1. Переходная характеристика цифровой системы при

Коэффициенты передачи цифрового ПИ-регулятора, настроенного на бесконечную степень устойчивости.
|  1/с 1/с
|
(40)
(41)
5.1. Моделирование непрерывной системы управления объектом
С помощью программы Matlab и Simulink Library Browser установим новую панель для моделирования системы, затем наберем на данной панели математическую модель замкнутой системы управления непрерывным технологическим объектом, изображенную на рис. 5.1.1. Для этой системы установим значения T
0
= 54 с и k
0
= 0,45 согласно варианту; k
п
= 5,185 и k
и
= 0,229 1/с согласно расчетам (см. п. 4.1).
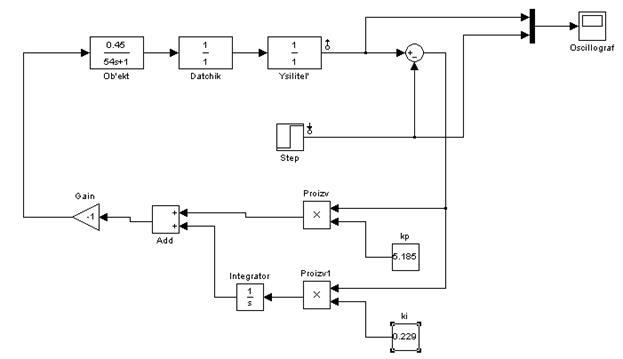
Рис. 5.1.1. Модель замкнутой системы управления непрерывным технологическим объектом
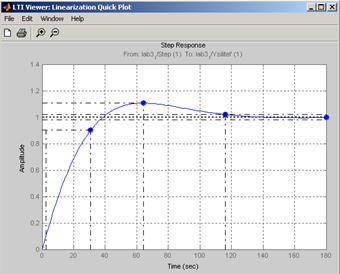
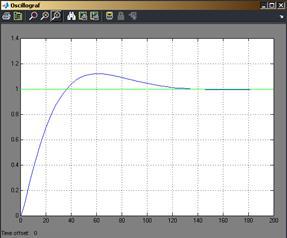
Запустим модель, затем получим ее характеристики и сравним их с результатами, полученными в расчетной части работы (см. п. 4.2).
| Модель замкнутой системы управления непрерывным технологическим объектом
|
| Переходная характеристика
|
| Результаты расчета
|
Результаты моделирования
|
| 
|
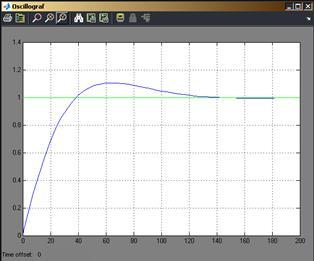
Осциллограф
|
| t
рег
= 97,2 с, s = 12 %
|
|
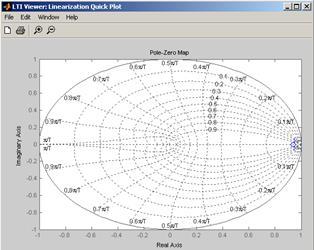
| 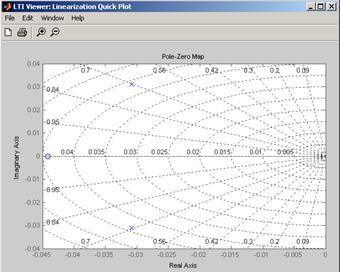
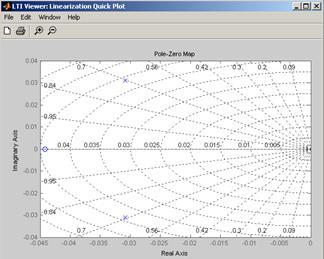
Нули и полюса
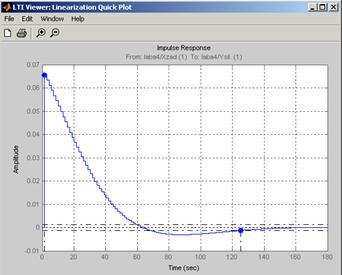
|
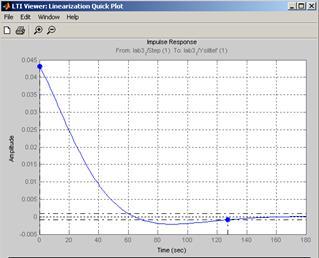
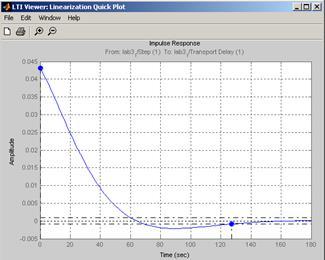
Импульсная характеристика
|
5.2. Моделирование разомкнутой непрерывной системы управления технологическим объектом
На рис. 5.2.1. представлена модель разомкнутой непрерывной системы управления технологическим объектом.
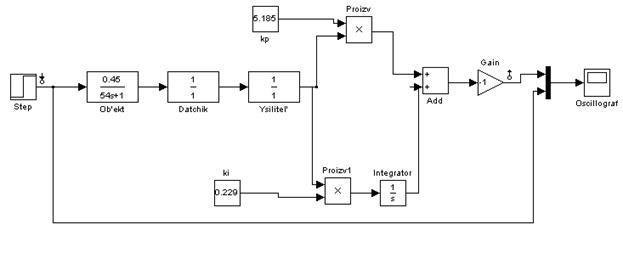
Рис. 5.2.1. Модель разомкнутой непрерывной системы управления технологическим объектом
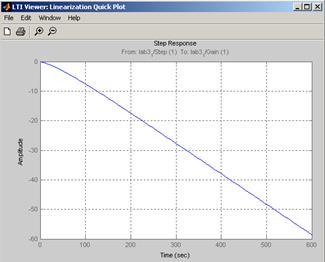
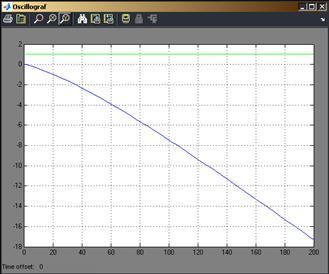
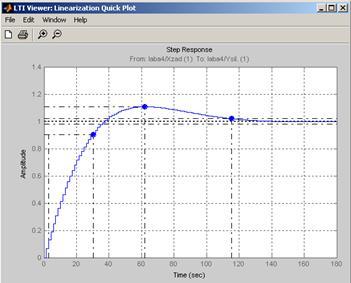
С помощью осциллоскопа и LTI-Viewer получим переходную, импульсную и логарифмические частотные характеристики.
| Модель разомкнутой непрерывной системы управления
технологическим объектом
|
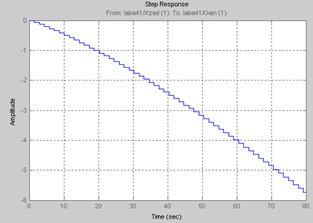
| 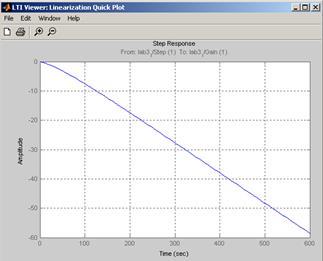
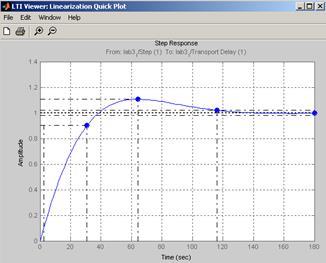
Переходная характеристика, полученная с помощью модуля LTI-Viewer
|
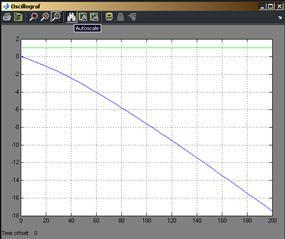
Переходная характеристика, полученная с помощью осциллоскопа
|
| Результаты расчета
|
Результаты моделирования
|
|  
|
|
5.3 Моделирование непрерывной системы управления с запаздыванием
На рис. 5.3.1 представлена модель непрерывной системы управления с запаздыванием.
Сравним результаты полученные с осциллоскопа и LTI-Viewer с расчетной частью (см. пункт 4.2).

Рис. 5.3.3. Математическая модель непрерывной системы управления с запаздыванием
Сравним результаты полученные с осциллоскопа и LTI-Viewer с расчетной частью (см. пункт 4.2).
| Математическая модель непрерывной системы управления с запаздыванием
|
| Результаты расчета
|
Результаты моделирования
|
| Переходная характеристика
|
| 
|
|
| t
рег
= 97,2 с, s =12%
|
|
| Нули и полюса
|
Импульсная характеристика
|
| 
|
|
5.4. Моделирование разомкнутой системы управления с запаздыванием
На рис. 5.4.1 представлена математическая модель разомкнутой системы управления с запаздыванием.
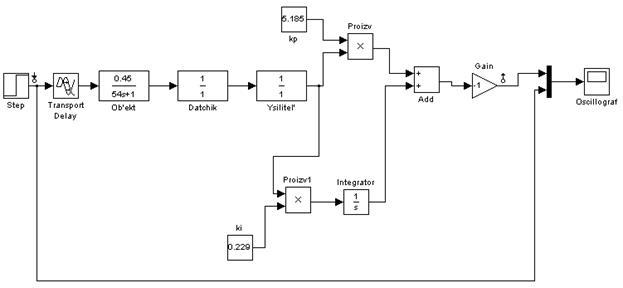
Рис. 5.4.1. математическая модель разомкнутой системы управления с запаздыванием
С помощью осциллоскопа и LTI-Viewer получим переходную, импульсную и логарифмические частотные характеристики.
| Математическая модель разомкнутой системы управления с запаздыванием
|
| 
|
|
| Переходная характеристика, полученная
с помощью модуля LTI-Viewer
|
Переходная характеристика, полученная
с помощью осциллоскопа
|
| 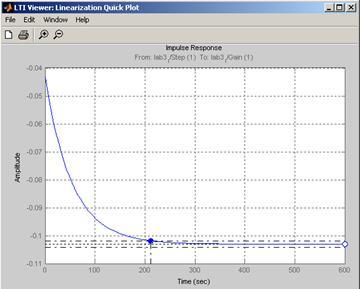
Импульсная характеристика
|
| Логарифмические частотные характеристики
|
| Результаты расчета
|
Результаты моделирования
|
| 
|

|
5.5. Моделирование цифровой системы управления технологическим объектом
С помощью программы Matlab и Simulink Library Browser, установим новую панель для моделирования системы, затем наберем на данной панели математическую модель замкнутой цифровой системы непрерывным технологическим объектом, изображенную на рис. 5.5.1.
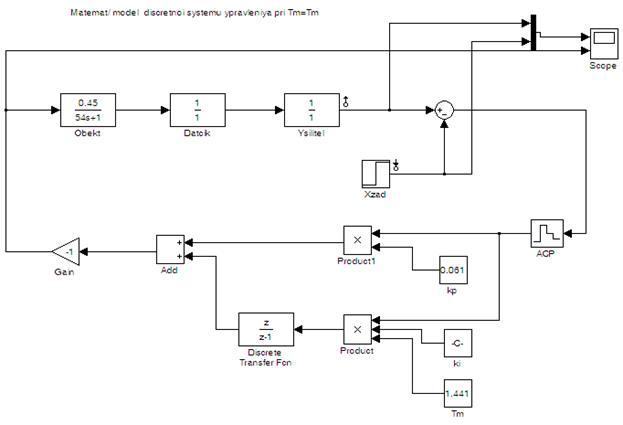
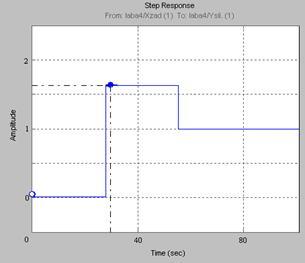
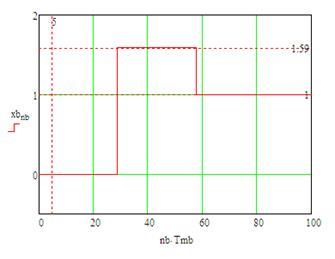
Рис. 5.5.1. Математическая модель дискретной системы управления при Тм
= 1,441с
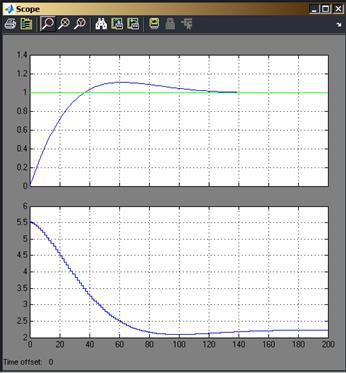
Запустим модель, затем получим ее характеристики и сравним их с результатами, полученными в расчетной части работы.
| Математическая модель дискретной системы управления
|
| Результаты отчета
|
Результаты моделирования
|
| Переходная характеристика
|
| 
|
|
| t
рег
= 97,2 с, s = 11 %
|
|
| Нули и полюса
|
Импульсная характеристика
|
Математическая модель разомкнутой дискретной системы управления представлена на рис. 5.6.1.
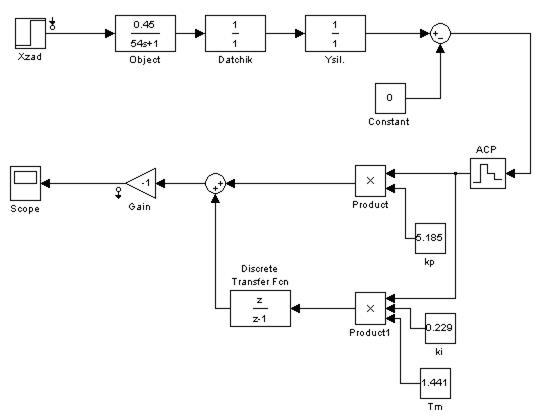
Рис. 5.6.1. Математическая модель разомкнутой дискретной системы управления
| Математическая модель разомкнутой системы управления
|
| Результат расчета
|
Результат моделирования
|
| Переходная характеристика
|
| 
|

|
|  ЛАЧХ и ЛФЧХ ЛАЧХ и ЛФЧХ
|
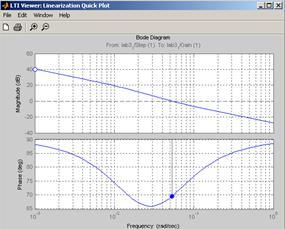
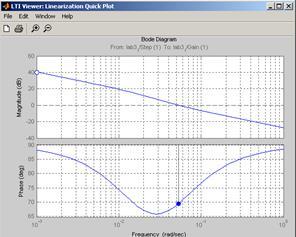
Сравним ЛАЧХ и ЛФЧХ для разомкнутой цифровой системы управления и разомкнутой непрерывной системы управления.
| Логарифмическая частотная и фазовая характеристики
|
| Цифровая система
|
Непрерывная система
|
| 
|
|
Таким образом, в области низких и средних частот форма ЛАЧХ идентична, а в области высоких частот они значительно различаются. Для ЛФЧХ совпадение характеристик наблюдается лишь в области низких частот.
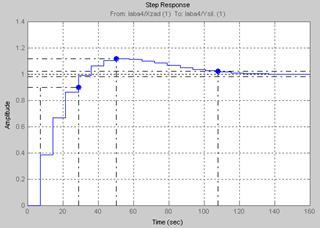
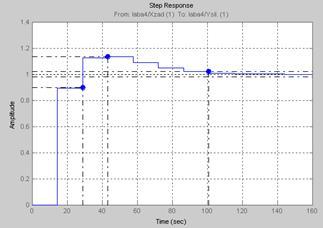
Получим переходные характеристики цифровой системы управления для различных Т
м
и сравним их с результатами расчетов.
| Результаты моделирования
|
Результаты расчета
|
| Характеристики модели дискретной системы управления при  = 5 • Т
м
= 7,205 с
= 5 • Т
м
= 7,205 с
|
| 
|
|
| Характеристики модели дискретной системы управления при  = 10 • Т
м
= 14,41 с
= 10 • Т
м
= 14,41 с
|
| 
|
|
| Характеристики модели дискретной системы управления при
= 20 • Т
м
= 28,82 с
|
| 
|
|
Согласно приведенным данным, переходные характеристики для расчета и для моделирования совпадают, что доказывает правильность расчетов.
Установим параметры настройки дискретного ПИ-регулятора на бесконечную степень устойчивости: k
п
= 3,151; k
и
= 0,186 1/с.
| Характеристики системы с настройкой ПИ-регулятора
на бесконечную степень устойчивости
|
| Весовая функция
|
Переходная характеристика
|
| 
|
|
| Нули и полюса
|
| 
|
В рамках курсового проекта была разработана система автоматического регулирования температурой клея в машине КБС.
Были получены характеристики для непрерывной системы, системы с чистым запаздыванием и цифровой системы управления. Получены оптимальные коэффициенты настройки ПИ-регулятора: k
и
= 0,229 1/с, k
п
= 5,185. Рассчитано время модуляции Т
м
= 1,441 с. Построены ЛАЧХ и ЛФЧХ непрерывной системы со звеном чистого запаздывания, по ним определены запасы устойчивости: DL
= 54,893 дБ, g = 66°. Проведен анализ устойчивости цифровой системы управления для различных времен моделирования, установлено, что при времени моделирования больше, чем 10T
м
, система становится менее устойчивой. Проведена оценка настройки системы на бесконечную степень устойчивости.
В рамках работы проведено моделирование с помощью пакета Simulink системы MatLab. Сопоставление результатов моделирования с результатами расчета показало их совпадение.
1. Автоматизация технологических процессов и производств. Задания и методические указания по выполнению курсовой работы для специальности 220301 — «Автоматизация технологических процессов и производств». Сост. Ю. В. Щербина. — М.: МГУП, 2006.
2. Агеев В.Н. и др. Методические рекомендации по выполнению квалификационных работ, курсовых и дипломных проектов для студентов, обучающихся по специальности 210100 «Управление и информатика в технических системах» и направлению 550200 «Автоматизация и управление». – М.:МГУП, 2003.
3. Дроздов В. Н. Автоматизация технологических процессов в полиграфии: учеб. пособие / В. Н. Дроздов. — М.: Изд-во МГУП, 2006. — 252 с.
4. Ефимов М. В., Толстой Г. Д. Автоматизация технологических процессов в полиграфии: Учебник. — М.: Книга, 1989.
5. Клюев А.С., Глазов Б.В., Дубровский А.Х., Клюев А.А. Проектирование систем автоматизации технологических процессов: справочное пособие. – М.: Энергоатомиздат, 1990
Интернет-источники
1. http://www.upnn.ru/ru/catalogue/3/7
2. http://www.ukr-print.net/contents/page-825.htm
3. http://www.ukr-print.net/contents/page-825.htm
[1]
http://www.upnn.ru/ru/catalogue/3/7
[2]
http://www.ukr-print.net/contents/page-825.htm
[3]
http://fdialog.ru/profpolygraf/rzd255/profpolygraf
[4]
http://www.upnn.ru/ru/catalogue/3/7
[5]
http://www.ukr-print.net/contents/page-825.htm
[6]
Щербина Ю.В. Автоматизация технологических процессов и производств. М.:МГУП,2006
[7]
Каталог продукции ОВЕН, 2004
[8]
Каталог продукции ОВЕН, 2004
[9]
Каталог продукции ОВЕН, 2004
[10]
Каталог продукции ОВЕН, 2004
[11]
Каталог продукции ОВЕН, 2004
[12]
Каталог продукции ОВЕН, 2004
|