| Аннотация
В рамках курсовой работы автоматизирован процесс горячей штамповки.
Проведена разработка системы управления РТК горячей штамповки и ее элементов.
Система управления построена на базе многофункционального контроллера SIMATC S7-300 компании Siemens.
Разработана схема планировки РТК, техническое обеспечение системы управления, схема подключения ПЛК, алгоритм и программа управления.
Курсовая работа содержит:
- расчетно-пояснительную записку (листа 52, рисунков 9, таблиц 14);
- графическую часть (1 - А4, 3 - А3, 1 - А2 листов).
Содержание
Список сокращений
Введение
1. Обоснование необходимости автоматизации РТК горячей штамповки
1.2 Техническое задание
2. Разработка технического обеспечения системы управления
2.1 Разработка структуры системы управления
Выход из цикла (отключение РТК) осуществляется нажатием кнопки СТОП на панели оператора.
2.2 Выбор аппаратных средств системы управления
2.3 Разработка электрической схемы подключения
3. Разработка программного обеспечения системы управления
Заключение
Приложение
Список использованных источников
Список сокращений
ПЛК – программируемый логический контроллер
РТ – робототехнический комплекс
СУ – система управления
Введение
В промышленности процессы обработки металлов давлением играют весьма существенную роль, так как они позволяют получать заготовки или детали требуемых форм, размеров и свойств, путем пластического деформирования металла. В настоящее время ОМД является одним из самых металлосберегающих производств.
Горячая штамповка – это один из наиболее распространенных методов обработки металлов давлением.
Автоматизация производственных процессов позволяет резко повысить их производительность увеличить качество выпускаемой продукции, использовать более рационально трудовые ресурсы, что в свою очередь приводит к снижению потребления энергии и ресурсов и дает огромный экономический эффект, который всегда был главным показателем новой техники.
Неотъемлемой частью увеличения производительности оборудования является повышение коэффициента его загрузки. Для этого необходимо обеспечить непрерывность технологического процесса. При этом обеспечивается высокий уровень трех основных показателей любого производства: производительности, экономичности и качества продукции.
Возможность осуществления непрерывного технологического процесса при производстве поковок не встречает затруднений, т.к. процесс штамповки отличается малым числом операций, которые легко сочетаются между собой, и, обычно согласуются во времени (совмещение операций).
Необходимость и целесообразность автоматизации чрезвычайно актуальна в штамповочном производстве, еще и потому, что в нем существуют тяжелые условия труда. Основным неблагоприятными факторами в этом производстве являются высокая температура, шум и вибрация. Автоматизация производства позволяет освободить человека от выполнения непосредственных функций управления производственными процессами, что приводит в свою очередь, к снижению числа занятых людей работающих в непосредственной близости с опасными для здоровья объектами.
Внедрение систем управления нового типа требует дополнительных затрат на переоснащение производства, но экономический эффект от внедрения микроконтроллеров в систему управления, связанный с уменьшением брака на производстве, увеличением производительности и реализацией новых решений, методов позволяет за относительно небольшой промежуток времени добиться полной окупаемости проекта.
Другой не менее важной причиной автоматизации является совершенствование организации рабочих мест, их рациональная планировка, оснащение удобным пультом управления. Чем рациональнее организовано рабочее место, чем оно удобнее, чем лучше обеспечено всем необходимым для бесперебойной работы, тем выше производительность труда, меньше непроизводственные потери рабочего времени. Внедрение системы управления на качественно новой элементной базе позволяет снизить эксплуатационные затраты на регламент и проверку оборудования.
Главной задачей проекта является проектирование системы управления РТК горячей штамповки, которая позволит управлять процессами загрузки разгрузки обрабатываемых деталей.
1. Обоснование необходимости автоматизации РТК горячей штамповки
Вопросы автоматизации технологических процессов горячей штамповки приобретают первоочередное значение, т.к. нацелены на уменьшение доли ручного труда. В тоже время, она обеспечивает повышение производительности труда, а также безопасность работы.
Автоматизация технологических процессов горячей штамповки в зависимости от конкретных условий производства может осуществляться по следующим направлениям:
- автоматизация процесса штамповки на универсальных штамповочных автоматах и многопозиционных прессах-автоматах;
-комплексная автоматизация с использованием автоматических линий;
-использование гибких производственных систем;
-применение автоматизированных и гибких робототехнических комплексов.
Использование отмеченных методов является сложным как по необходимому оборудованию, так и по подготовке к обслуживанию производства.
Прессы, как основное штамповочное оборудование, являются высокопроизводительными машинами. И важным показателем степени автоматизации штамповки является коэффициент использования рабочих ходов пресса. При ручной подаче заготовок и удалении деталей до 85% рабочего времени тратится именно на эти операции. При автоматизации вспомогательных операций рационально используется до 50% от общего числа ходов пресса. А передача заготовок с позиции на позицию способствует еще большему повышению производительности. Например, предприятие «ИЛК – ИНЖИНИРИНГ» специализируется на автоматизации технологических процессов, том числе и в кузнечно-прессовом производстве [7].
В большинстве случаев последовательность выполняемых операций весьма проста. Вначале заготовки загружают в производственную установку, которая затем обрабатывает их строго определенным образом и, наконец, готовые детали извлекают из нее.
Загрузку и разгрузку выполняют, как правило, специализированные механизмы, рассчитанные на операции только одного вида. Роботы могут здесь оказаться полезными, если характер таких загрузочно-разгрузочных операций время от времени меняется.


Рис.1 Примеры автоматизированных систем управления в кузнечнопрессовом производстве «ИЛК – ИНЖИНИРИНГ»

Рис.1 Продолжение
1.2 Техническое задание
1.Наименование и область применения системы управления
Системой управления РТК горячей штамповки может применяться в машиностроении, станкостроении и некоторых других областях промышленности, где требуется производить детали путем горячей штамповки.
2.Основание для разработки
На основании задания кафедры АПП Курганского государственного университета на разработку курсового проекта и выполнения учебного плана на тему «Проект управления системой РТК горячей штамповки».
3. Цель и назначение разработки
Главной задачей курсовой работы является разработка и проектирование системы управления РТК горячей штамповки, которая позволит управлять процессом перемещения обрабатываемых деталей из одной зоны обработки в другую, сократит время, затрачиваемой на выполнение этого перемещения, сделает технологический процесс изготовления деталей непрерывным, а также облегчит труд рабочих, занятых в данном производстве.
4. Источники разработки
Источником разработки является методические указания «Задание на курсовое проектирование по дисциплине автоматизация технологических процессов и производств», составитель Н.Б. Сбродов.
Полный список источников приведен в разделе «Список использованных источников».
5. Режимы работы объекта
РТК горячей штамповки работает автоматическом режиме.
РТК начинает работу при нажатии кнопки ПУСК на пульте управления оператора.
Для начала работы РТК необходимо присутствие команды разрешения цикла (отсутствие людей в рабочей зоне РТК).
В автоматическом режиме осуществляется технологический цикл обработки деталей. Выход из цикла осуществляется путем нажатия кнопки СТОП на пульте оператора.
6. Условия эксплуатации системы управления
1) Климатические условия эксплуатации:
температура окружающего воздуха в диапазоне (от 5 до 50 до 50 ); );
относительная влажность от 30 до 80 %;
атмосферное давление от 84 до 106,7 кПа;
окружающая среда не должна содержать агрессивных паров и газов.
2) Механические условия:
амплитуда вибраций не более 0,1 мм;
частота вибраций не выше 25 Гц;
удары, не превышающие значения 3 дБ;
внешние магнитные поля напряженностью не более 400 А /м;
3) Условия питания системы:
напряжение — 24 В, 220 В;
частота — 50 Гц.
7. Технические требования
В состав РТК горячей штамповки входят: электрическая печь, пресс, промышленный робот (ПР), закалочный бак. Перемещение обрабатываемых деталей выполняется ПР двурукого исполнения. Заготовки должны нагреваться в закалочной печи, после чего перемещаться в рабочую зону пресса, а затем в закалочный бак. В каждом цикле ПР выполняет данные операции над двумя заготовками. ПР может находиться в двух позициях:
- позиция 1: левая рука ПР находится у электрической печи, правая – у пресса;
- позиция 2: левая рука ПР находится у пресса, правая – у закалочного бака.
Управление ПР полностью осуществляется данной системой управления. Также данная СУ выполняет управление открытием/закрытием электрической печи перед извлечением нагретой заготовки/после ее изъятия ПР.
В данной СУ должен осуществляться контроль положения ПР, выдвижения/задвижения и схвата рук ПР при помощи датчиков.
Ход пресса и наличие детали в печи, должны контролироваться путем принятия сигналов соответственно от СУ прессом и СУ печью.
Необходимо предусмотреть, чтобы цикл РТК начинался только при условиях полной безопасности комплекса.
Общее управление: сбор информации с датчиков, формирование выходных сигналов, - должно осуществляться ПЛК.
Установка должна соответствовать нормативно-технической документации по ГОСТ 13045-81 и требованиям Госгортехнадзора.
Проект должен удовлетворять следующим требованиям:
ГОСТ 24.104-85. Единая система стандартов автоматизированных СУ. Общие требования.
8. Стадии и этапы разработки
Разработка устройства должна выполняться в сроки, предусмотренные заданием на курсовое проектирование.
Стадии и этапы разработки системы управления РТК горячей штамповки:
1) получение задания на разработку курсовой работы (с 12.01.09 по 29.01.09);
2) анализ технологии изготовления деталей методом горячей штамповки (30.01.09 по 01.02.09);
3) разработка структуры системы управления:
- определение состава РТК горячей штамповки (02.02.09);
- разработка схемы планировки РТК горячей штамповки (03.02.09);
- разработка циклограммы работы РТК (04.02.09);
- выбор аппаратных средств системы управления (05.02.09 – 10.02.09);
- разработка электрической схемы подключения (13.02.09 – 17.02.09);
4) разработка программного обеспечения системы управления (13.02.09);
5) сведение расчетов и описаний в расчетно-пояснительную записку (12.02.09 – 26.02.09);
6) контроль и сдача курсовой работы (19.02.09 – 17.04.09).
9. Порядок контроля и приемки
Контроль выполнения курсовой работы осуществляется руководителем курсовой работы на каждом этапе разработки путем предъявления результатов работы.
После завершения разработки необходимо предъявить графическую часть и расчетно-пояснительную записку на защиту.
Приемка дипломного проекта осуществляется комиссией кафедры Автоматизации производственных процессов в составе двух человек.
2. Разработка технического обеспечения системы управления
В состав РТК горячей штамповки входят:
- электрическая печь,
- пресс,
- промышленный робот (ПР),
- закалочный бак.
Планировка РТК горячей штамповки приведена в графической части курсовой работы на листе 1.
Перемещение обрабатываемых деталей выполняется ПР двурукого исполнения. ПР может находиться в двух позициях. В первой позиции левая рука ПР находится у электрической печи, правая – у пресса. Во второй позиции левая рука находится у пресса, а правая – у закалочного бака.
В таблице 1 приведены основные элементы технологического цикла.
Элементы технологического цикла работы РТК
Таблица 1
| № элемента
технологического цикла
|
Наименование
|
| 1
|
Поворот ПР в позицию 1
|
| 2
|
Поворот ПР в позицию 2
|
| 3
|
Выдвижение левой руки
|
| 4
|
Задвижение левой руки
|
| 5
|
Выдвижение правой руки
|
| 6
|
Задвижение право руки
|
| 7
|
Зажим схвата левой руки
|
| 8
|
Разжим схвата левой руки
|
| 9
|
Зажим схвата правой руки
|
| 10
|
Разжим схвата правой руки
|
| 11
|
Рабочий ход пресса
|
| 12
|
Открытие электрической печи
|
| 13
|
Закрытие электрической печи
|
Система управления будет иметь трехуровневую структуру. На нижнем уровне расположены элементы электроавтоматики и исполнительные устройства. Средний уровень осуществляет управление технологическим оборудованием по заданной программе. Верхний уровень осуществляет взаимодействие с оператором.
Задачами, подлежащими управлению и контролю, в данном РТК являются:
- управление перемещением ПР в позиции 1 и 2;
- управление движением рук ПР;
- управление схватом рук ПР;
- управление открытием и закрытием электрической печи;
- контроль наличия детали в электрической печи;
- контроль осуществления хода пресса
- контроль разрешения цикла.
Для начала работы РТК необходимо выполнение нескольких условий: нажатие оператором кнопки пуск на панели управления, а также необходимо разрешение цикла (РЦ). Под РЦ понимается сигнал, который приходит от системы управления разрешением начала цикла и соответствует условиям безопасности (внутри рабочей зоны нет людей).
Управление ПР, открытием/закрытием электрической печи в данной системе управления будет осуществляться на базе программируемого логического контроллера.
Контроль положения ПР и заслонки электрической печи будет осуществляться датчиками.
Управление прессом происходит при помощи системы управления прессом, таким образом, контроль положения пресса осуществляется другой СУ, от которой должен приходить сигнал к ПЛК.
Наличие детали в электрической печи будет определяться СУ электрической печью, от которой также приходит сигнал к ПЛК. В данном случае контроль наличия детали при помощи датчиков является нецелесообразным, т.к. в печи заготовка выдерживается определенной время и при определенной температуре, эти параметры контролирует СУ печью, соответственно от этой системы управления и необходимо принимать сигнал о готовности заготовки.
Следовательно, управление РТК горячей штамповки осуществляется следующим образом:
ПР выполняет (такт 1) поворот позицию 1 Одновременно в этом такте открывается электрическая печь и разжимается схват правой руки. Далее происходит (такт 2) разжим схвата левой руки и выдвижение правой руки в рабочую зону пресса. Обработанная деталь зажимается схватом правой руки и одновременно выдвигается левая рука ПР (такт 3). Нагретая деталь зажимается схватом левой руки, правая рука задвигается (такт 4). В такте 5 происходит задвижение левой руки. ПР поворачивается в позицию 2 (такт 6), электрическая печь закрывается. В результате поочередного выдвижения и задвижения рук ПР обрабатываемая деталь помещается в рабочую зону пресса, а обработанная деталь (после штамповки) сбрасывается в закалочный бак (такты 7 – 9). Выполнятся рабочий ход пресса (такт 10). После задвижения правой руки (такт 11) цикл работы РТК повторяется.
Циклограмма работы РТК приведена на листе 2 в графической части курсовой работы.
Произведем выбор технической реализации системы управления.
Спектр предлагаемой продукции ПЛК чрезвычайно широк. Приведем краткую оценку рынка контроллерных средств [6].
На нем работают все международные лидеры – производители данной продукции (АBB, Emerson, General Electric Fanuc Automation, Foxboro, Honeywell, Metso Automation, Moore Products, Omron, Rockwell Automation, Siemens, Yokogawa, Schneider Automation и др. Всего порядка 15 фирм, каждая из которых предлагает от двух до пяти контроллерных средств разных классов). Около 20 зарубежных производителей меньшего масштаба имеют российских дилеров, внедряющих их контроллерные средства на российских предприятиях (Koyo Electronics, Tornado, Triconex, PEP, Trey, Control Microsystems, GF Power Controls и др.).
Более 20 российских предприятий конкурируют с зарубежными производителями в разных классах контроллерных средств («Автоматика», ДЭП «Импульс», «Инсист Автоматика», «Интеравтоматика», «Квантор», «НИИтеплоприбор», «НВТ-автоматика», ПИК «Прогресс», «Саргон», «Системотехника», ТЕКОН, ЭМИКОН, ОВЕН и др.). Поскольку российские предприятия комплектуют контроллерные средства зарубежными микропроцессорами, стандартными сетями, типовыми системным и программным обеспечением, то продукция отечественного производства оказывается вполне конкурентоспособной по сравнению с импортными аналогами. К сожалению, при этом ее стоимость также становится сопоставимой с зарубежными аналогами.
В таблице 2 приведены некоторые характеристики ПЛК различных фирм. Все они построены по магистрально-модульному принципу, монтируются на панель или DIN-линейку, работают от напряжения +24 В, имеют широкий набор модулей.
Характеристики ПЛК различных производителей
Таблица 2
| Тип ПЛК
|
SISMAQ
CQM1
|
SISMAQ
C200H
|
SMART 2
|
ADAM 5510
|
SIMATIC
S7-300
|
DL 205
|
SLC 500
|
| Фирма-производитель
|
Omron
|
Omron
|
REP
|
Advantech
|
Siemens
|
PLCDirect
|
Allen-Bradley
|
| Страна
|
Япония
|
Япония
|
Германия
|
США
|
Германия
|
США
|
США
|
| Диапазон температуры (С)
|
0+55
|
0+55
|
-40+80
|
-10+70
|
-25+60
|
0+60
|
0+55
|
| Влажность воздуха (%)
|
10-90
|
10-90
|
5-95
|
5-95
|
5-95
|
5-95
|
5-95
|
| Гарантийный срок (лет)
|
3
|
3
|
3
|
2
|
1
|
1
|
1
|
| Номенклатура (шт)
|
42
|
87
|
18
|
12
|
45
|
30
|
80
|
| Количество модулей в каркасе (шт)
|
До 11
|
3/5/8/10
|
До 14
|
4
|
До 8
|
3/4/6/9
|
4/7/10/13
|
| Количество каналов в модуле
|
8/16/32
|
8/16/32/64
|
8
|
16
|
8/16/32
|
4/8/12/16
|
8/16/32
|
| Размеры модуля (мм)
|
110 32107 32107
|
13032118
|
783170
|
1103175
|
12540 120 120
|
902875
|
14035145
|
| Вес модуля (г)
|
160-230
|
180-300
|
40-70
|
65-95
|
190-300
|
65-80
|
190-30
|
| Мощность потребления (Вт)
|
0,85-1,2
|
0,24-1,3
|
0,1-0,27
|
0,25-0,3
|
0,6-2,0
|
0,5-1,0
|
0,5-2,2
|
Как видно из таблицы контроллеры имеют равные функциональные возможности, близкие технические и эксплуатационные характеристики и даже практически одинаковые размеры. В такой ситуации необходимо определить критерии оценки и выбора ПЛК, удовлетворяющего поставленной задаче.
Учитывая специфику устройств, критерии оценки можно разделить на три группы:
1. Технические характеристики
1.1. Количество каналов ввода/вывода
1.2. Быстродействие
1.3. Уровни напряжения входов/выходов
1.4. Напряжение изоляции
2. Эксплуатационные характеристики
2.1. Диапазон рабочих температур
2.2. Относительная влажность воздуха
3. Потребительские свойства
3.1. Производительность
3.1.1. Время выполнения операции
3.1.2. Функциональность
3.2. Надежность
3.2.1. Наработка на отказ
3.2.2. Среднее время восстановления
3.3. Затраты
3.3.1. Стоимость приобретения
3.3.1.1. Стоимость оборудования
3.3.1.2. Стоимость монтажа
3.3.2. Стоимость эксплуатации
3.3.2.1. Потребляемая мощность
3.3.2.2. Гарантийный срок
3.4. Массогабаритные характеристики
При этом критериями выбора следует считать потребительские свойства, т.е. соотношение показателей затраты/ производительность/ надежность, а технические и эксплуатационные характеристики ограничениями для процедуры выбора. Т.к. характеристики между собой конфликтны, т.е. улучшение одной характеристики почти всегда приводит к ухудшению другой, необходимо оценивать их применительно к решаемым задачам управления.
Из анализа достоинств и недостатков технических средств управления дискретными технологическими процессами наиболее подходящим управляющим устройством является программируемый контроллер SIMATIC S7-300 фирмы Siemens.

Рис.2 ПЛК SIMAITC S7-300
Этот выбор основан на следующих основных факторах:
- простоте данного средства автоматизации;
- относительно небольшой стоимости контроллера;
- довольно хорошем быстродействии процессорного модуля;
- достаточном количестве дискретных и аналоговых входов-выходов при возможности их расширения;
- понятном для пользователей программном обеспечении, которое поставляется вместе с контроллером и является относительно недорогим;
- существует широкий спектр модулей для максимальной адаптации к требованиям решаемой задачи;
- есть возможность свободного наращивания функциональных возможностей при модернизации системы управления;
- простое включение контроллера в сетевые конфигурации;
- удобная конструкция и работа с естественным охлаждением.
Приведем назначение и общую техническую характеристику контроллера.
ПЛК S7-300 находит применение для автоматизации машин специального назначения, текстильных, упаковочных машин, машиностроительного оборудования, оборудования для производства технических средств управления и электротехнического оборудования, систем водоснабжения.
Контроллер предназначен для решения следующих задач:
1. сбор информации с датчиков;
2. выдача управляющих воздействий на исполнительные органы различных типов;
4. программное управление технологическими агрегатами, автоматический пуск и останов технологического оборудования;
5. математическая обработка информации по различным алгоритмам;
6. обслуживание оператора, прием и исполнение его команд, аварийная, предупредительная и рабочая сигнализация, индикация значений прямых и косвенных параметров;
11. обслуживание технического персонала при наладке, программировании, ремонте, проверке технического состояния контроллера;
12. самоконтроль и диагностика контроллера, вывод информации о техническом состоянии контроллера обслуживающему персоналу;
Программируемые контроллер S7-300 могут включать в свой состав [3]:
- модуль центрального процессора (CPU). В зависимости от сложности решаемых задач в контроллере могут использоваться более 20 типов центральных процессоров;
- блоки питания (PS) для питания контроллера от сети переменного или постоянного ток;
- сигнальные модули (SM), предназначенные для ввода и вывода дискретных и аналоговых сигналов;
- коммуникационные процессоры (CP) – интеллектуальные модули, выполняющие автономную обработку коммуникационных задач в промышленных сетях и системах связи;
- функциональные модули (FM) – интеллектуальные модули, оснащенные встроенным микропроцессором и способные выполнять задачи автоматического регулирования, взвешивания, позиционирования, скоростного счета, управления перемещением и т.д. Целый ряд функциональных модулей способен продолжать выполнение возложенных на них задач даже в случае остановки центрального процессора.
- интерфейсные модули (IM) – служат для подключения стоек расширения к базовому блоку контроллера, что позволяет использовать в системе локального ввода-вывода до 32 модулей различного назначения.
Конструкция контроллера отличается высокой гибкостью и удобством обслуживания. Все модули устанавливаются на профильную шину S7-300 и фиксируются в рабочих положениях. Объединение модулей в единую систему выполняется с помощью шинных соединителей. Порядок размещения модулей в монтажных стойках произвольный, за исключением модулей PS, CPU и IM, которые занимают фиксированные посадочные места.
Все центральные процессоры S7-300 характеризуются следующими показателями:
- высокое быстродействие;
- загружаемая память в виде микро карты памяти ММС емкостью до 8 Мбайт;
- развитые коммуникационные возможности, одновременная поддержка большого количества активных коммуникационных соединений;
- работа без буферной батареи.
ММС используется для загрузки программы, сохранения данных при перебоях в питании CPU, хранения архива проекта с символьной таблицей и комментариями, а также для архивирования промежуточных данных.
Типовой набор встроенных технологических функций позволяет решать задачи скоростного счета, измерения частоты и длительности периода, ПИД - регулирования, позиционирования, перевода части дискретных выходов в импульсный режим.
Все центральные процессоры S7-300 оснащены востренным интерфейсом MPI, который используется для программирования, диагностики и построения простейших сетевых структур.
Система команд центральных процессоров включает в свой состав более 350 инструкций и позволяет выполнять следующие операции:
- логические операции, операции сдвига, вращения, дополнения, операции сравнения, преобразования типов данных, операции с таймерами и счетчиками;
- арифметические операции с фиксированной и плавающей точкой, извлечение квадратного корня, логарифмические операции, тригонометрические операции, операции со скобками;
- операции загрузки, сохранения и перемещения данных, операции переходов, вызова блоков, и другие операции.
Для программирования и конфигурирования S7-300 могут использоваться пакеты STEP 7 или STEP 7 Lite. Кроме того, для программирования контроллеров S7-300 может использоваться также весь набор программного обеспечения Runtime, а также широкий спектр инструментальных средств проектирования.
Промышленные контроллеры строят как модульные аппараты широкой номенклатурой взаимозаменяемых модулей, свободно устанавливаемых в едином каркасе, имеющем общую шину системы.
Для рассмотренных задач управления необходимы следующие модули:
1. Модуль центрального процессора:
Основные технические данные центрального процессора S7-300 CPU 312
Таблица 3
| Технические данные CPU 312
|
Характеристики
|
| Рабочая память
|
32 КБ
|
| Загружаемая память ММС
|
64 КБ – 4 МБ
|
| Время выполнения логических операций, мкс
|
|
| Логических
|
0,2
|
| с фиксированной точкой
|
5,0
|
| с плавающей точкой
|
6,0
|
| Количество флагов/таймеров/счетчиков
|
1024/128/128
|
| Количество каналов ввода/вывода, дискретных/аналоговых, не более
|
256/64
|
| Встроенные интерфейсы
|
MPI
|
| Количество активных коммуникационных соединений, не более
|
6
|
| Габариты, мм
|
40х125х30
|
2. Модуль дискретного ввода/вывода
Выберем цифровой модуль ввода/вывода SM 323. Свойства модуля ввода/вывода:
- 16 входов, потенциально развязанных группами по 16;
- 16 выходов, потенциально развязанных группами по 8;
- номинальное входное напряжение 24 В постоянного тока;
-номинальное напряжение на нагрузке 24 В постоянного тока;
- выходы пригодны для переключателей и 2-, 3- и 4-проводных реле близости
- выходы пригодны для электромагнитных вентилей, контакторов постоянного тока и индикаторных ламп.
Технические данные SM 323; DI 16/DO 16 DC 24V DC 24V
Таблица 4
| Технические данные SM 323
|
Характеристика
|
| Размеры и вес
|
|
| Размеры Ш  В Г (мм) В Г (мм)
|
40 125 117
|
| Вес
|
Около 260 г
|
| Особые данные модуля
|
|
| Тактовая синхронизация
|
Нет
|
| Число входов
|
16
|
| Число выходов
|
16
|
| Длина кабеля
- неэкранированного
- экранированного
|
Макс. 600 м
Макс. 1000 м
|
| Напряжения, токи, потенциалы
|
|
| Максимальное напряжение на нагрузке
|
24 В постоянного тока
|
| Число одновременно управляемых входов
|
|
| Горизонтальная установка
- до  С С
- до  С С
|
16
8
|
| Вертикальная установка
- до С
|
16
|
| Суммарный ток выходов (на группу)
|
|
| Горизонтальная установка
- до С
- до С
|
Макс. 4 А
Макс. 3 А
|
| Вертикальная установка
- до С
|
Макс. 2 А
|
| Потенциальная развязка
- между каналами и задней шиной
- между каналами
входы группами по
выходы группами по
|
Да
16
8
|
| Допустимая разность потенциалов
- между различными цепями тока
|
75 В постоянного тока/ 60 В переменного тока
|
| Изоляция проверена напряжением
|
500 В постоянного тока
|
| Потребление тока
- из задней шины
- из источника питания нагрузки (без нагрузки)
|
Макс. 80 мА
Макс 80. мА
|
| Мощность потерь модуля
|
Тип. 6,5 В
|
| Состояние, прерывания, диагностика
|
|
| Индикация состояния
|
Зеленый светодиод на каждом канале
|
| Прерывания
|
Отсутствуют
|
| Диагностические функции
|
Отсутствуют
|
| Данные для выбора датчика
|
|
| Входное напряжение
- номинальное значение
- для сигнала «1»
- для сигнала «0»
|
24 В постоянного тока
От 13 до 1 В
От -30 до 5 В
|
| Входной ток
- при сигнале «1»
|
Тип. 7 мА
|
| Входное запаздывание
- с «0» на «1»
- с «1» на «0»
|
От 1,2 до 4,8 мс
От 1,2 до 4,8 мс
|
| Входная характеристика
|
В соответствии с IEC 61131, тип 1
|
| Подключение2-проводных реле близости
- допустимый ток утечки
|
Возможно
Макс. 1,5 мА
|
| Подключение датчиков сигнала
|
С помощью 40 канального фронтштекера
|
| Данные для выбора исполнительного устройства
|
|
| Выходное напряжение
- выходное напряжение при сигнале «1»
|
Мин. + (- 0,8 В)
|
| Выходной ток
- при сигнале «1»
номинальное значение
допустимый диапазон
- при сигнале «0» (остаточный ток)
|
0,5 А
От 5 мА до 0,6 А
Макс. 0,5 мА
|
| Выходное запаздывание (для омической нагрузки)
- с «0» на «1»
- с «1» на «0»
|
Макс. 100 мкс
Макс. 500 мкс
|
| Диапазон сопротивления нагрузки
|
От 48 Ом до 4 кОм
|
| Ламповая нагрузка
|
Макс. 5 В
|
| Параллельное включение 2 выходов
- для резервирования управления нагрузкой
- для увеличения мощности
|
Возможны (только для выходов одной и той же группы)
Невозможно
|
| Управление цифровым входом
- Частота переключения
при омической нагрузке
при ламповой нагрузке
|
Возможно
Макс. 100 Гц
Макс. 0,5 Гц
Макс. 10 Гц
|
| Ограничение (внутреннее) индуктивного напряжения при отключении
|
Тип. + (-53 В)
|
| Защита выхода от короткого замыкания
- порог срабатывания
|
Да, электронная
Тип. 1А
|
| Подключение исполнительных устройств
|
С помощью 40-контактного фронтштекера
|

Рис. 3 Схема подключения и схема принципиальная SM 323
1- Номер канала
2- Индикаторы состояния – зеленые
3- Подключение к задней шине

Рис. 4 Соответствие каналов адресам ввода и вывода
3. Модуль ввода
Выбираем модуль ввода SM 321; DI 16×DC 24 V. Свойства модуля ввода:
- 16 входов, потенциально развязанных группами по 16;
- номинальное входное напряжение 24 В постоянного тока;
- пригоден для переключателей и 2-, 3-, 4 – проводных датчиков близости.
Технические данные SM 321; DI 16×DC 24 V
Таблица 5
| Технические данные SM 321; DI 16×DC 24 V
|
Характеристика
|
| Размеры и вес
|
|
| Размеры Ш В Г (мм)
|
40 125 117
|
| Вес
|
Около 200 г
|
| Особые данные модуля
|
|
| Тактовая синхронизация
|
Да
|
| Число входов
|
16
|
| Длина кабеля
- неэкранированного
- экранированного
|
Макс. 600 м
Макс. 1000 м
|
| Напряжения, токи, потенциалы
|
|
| Максимальное напряжение на нагрузке
|
24 В постоянного тока
|
| Число одновременно управляемых входов
|
|
| Горизонтальная установка
- до  С С
- до  С С
|
16
8
|
| Вертикальная установка
- до С
|
16
|
| Суммарный ток выходов (на группу)
|
|
| Горизонтальная установка
- до  С С
- до  С С
|
Макс. 4 А
Макс. 3 А
|
| Вертикальная установка
- до  С С
|
Макс. 2 А
|
| Потенциальная развязка
- между каналами и задней шиной
- между каналами
входы группами по
выходы группами по
|
Да
16
8
|
| Допустимая разность потенциалов
- между различными цепями тока
|
75 В постоянного тока/ 60 В переменного тока
|
| Изоляция проверена напряжением
|
500 В постоянного тока
|
| Потребление тока
- из задней шины
- из источника питания нагрузки (без нагрузки)
|
Макс. 130 мА
Макс 90 мА
|
| Мощность потерь модуля
|
Тип. 4 В
|
| Состояние, прерывания, диагностика
|
|
| Индикация состояния
|
Зеленый светодиод на каждом канале
|
| Прерывания
|
Параметризуемое
|
| Диагностические функции
|
Параметризуемое
|
| Данные для выбора датчика
|
|
| Входное напряжение
- номинальное значение
- для сигнала «1»
- для сигнала «0»
|
24 В постоянного тока
От 13 до 1 В
От -30 до 5 В
|
| Входной ток
- при сигнале «1»
|
Тип. 7 мА
|
| Входное запаздывание
- с «0» на «1»
- с «1» на «0»
|
От 1,2 до 4,8 мс
От 1,2 до 4,8 мс
|
| Входная характеристика
|
В соответствии с IEC 61131, тип 1
|
| Подключение2-проводных реле близости
- допустимый ток утечки
|
Возможно
Макс. 2 мА
|
| Подключение датчиков сигнала
|
С помощью 20-контактного фронтштекера
|

Рис. 5 Схема подключения SM 321; DI 16×DC 24 V
1 – номера каналов;
2 – Индикаторы состояния – зеленые.
4. Блок питания
Блок питания предназначен для питания контроллера, а также для датчиков и исполнительных устройств.
Выбираем блок питания PS 307; 10А.
Этот блок питания отличается следующими основными свойствами:
- выходной ток 10 А;
- номинальное выходное напряжение 24 В постоянного тока; регулируемой, устойчивое при коротком замыкании и холостом ходу;
- подключение к однофазной системе переменного тока (номинальное входное напряжение 120/230 В переменного тока, 50/60 Гц)
- надежная гальваническая развязка;
- может быть использован как источник питания нагрузки.
3. Модуль дискретного ввода
Технические данные PS 307; 10А
Таблица 6
| Технические данные PS 307; 10А
|
Характеристика
|
| Размеры и вес
|
|
| Размеры
Ш  В Г В Г
Вес
|
200 125 120
1,2 кг
|
| Входные данные
|
|
| Входное напряжение
- номинальное значение
Частота сети
- номинальное значение
- допустимый диапазон
|
120/230 В переменного тока
50 Гц или 60 Гц
От 47 Гц до 63 Гц
|
| Номинальный водной ток
- при 230 В
- при 120 В
|
1,7 А
3,5 А
|
| Пусковой ток (при  ) )
|
55 А
|
| Выходные данные
|
|
| Выходное напряжение
- номинальное значение
- допустимый диапазон
- время нарастания
|
24 В постоянного тока
24 В  5%, устойчиво без нагрузки 5%, устойчиво без нагрузки
Макс. 2,5 с
|
| Выходной ток
- номинальное значение
|
10 А, параллельное включение не допускается
|
| Защита от короткого замыкания
|
Электронная, без фиксации
|
| Остаточные пульсации
|
Макс. 150 мВ (пиковое значение)
|
| Электрические параметры
|
|
| Класс защиты
|
I, с проводом защитного заземления
|
| Параметры изоляции
- номинальное напряжение
- испытательное напряжение
|
250 В переменного тока
2800 В постоянного тока
|
| Надежная гальваническая развязка
|
Схема с безопасным сверхнизким напряжением
|
| Буферизация исчезновения напряжения сети
(при 93 в или 187 В)
- темп повторения
|
Мин. 20 мс
Мин. 1 с
|
| КПД
|
89%
|
| Потребляемая мощность
|
270 Вт
|
| Мощность потерь
|
Тип. 30 Вт
|
| Диагностика
|
|
| Индикатор наличия выходного напряжения
|
Да, зеленый светодиод
|

Рис. 6 схема подключения PS 307; 10 А
1. Индикатор наличия выходного напряжения 24 В постоянного тока.
2. Переключатель для выбора сетевого напряжения.
3. Выключатель напряжения 24 В постоянного тока.
4. Клеммы для подключения сетевого напряжения и защитного провода.
5. Клеммы для выходного напряжения 24 В постоянного тока.
6. Компенсатор натяжения проводов.
Для анализа положения ПР, выдвижения/задвижения рук ПР, сжатия/разжатия схвата рук ПР, открытия/закрытия электрической печи в систему управления РТК необходимо обеспечить датчиками. Датчики положения являются первичными источниками информации для систем автоматики.
Выбор датчиков связан как с техническими, так и с экономическими предпосылками. Поэтому должны быть приняты во внимание все аспекты их применения.
Наиболее эффективными и удобными для решения данных задач получения информации о положении объектов управления будут путевые выключатели. Они производятся двух типов – контактные и бесконтактные.
В условиях заводского цеха наиболее надежными будут бесконтактные путевые выключатели. Именно бесконтактные датчики положения могут располагаться в зоне воздействия вибраций, пыли, воды, агрессивных жидкостей, предельных температур, и надежность их работы определяет надежность работы системы управления. Они практически нечувствительны к влиянию окружающей среды, не содержат деталей, подлежащих износу, поэтому могут использоваться в промышленных условиях повышенной сложности во многих областях автоматизации. Бесконтактные выключатели применяются для обнаружения металлических объектов, обеспечивают экономичный метод бесконтактного обнаружения металлических объектов. Используются в первую очередь при высоких требованиях надежности, точности срабатывания, срока службы, частоты коммутации и т.д. Принцип действия: в датчике создается высокочастотное переменное поле, которое излучается от активной поверхности самого датчика, при приближении объекта к активной поверхности датчик срабатывает.
Поэтому большинство путевых выключателей будет в системе управления бесконтактные.
Бесконтактные путевые выключатели классифицируются по конструктивному исполнению, по конструктивной совместимости с оборудованием и условиями эксплуатации, по совместимости со схемой электроавтоматики.
Таким образом, для контроля положения ПР, разжима/зажима схвата рук ПР, выдвижения/задвижения рук ПР выбираем бесконтактыне путевые выключатели. Для контроля открытия/закрытия электрической печи можно выбрать контактные путевые выключатели.
В настоящее время выпускается достаточно много датчиков различными фирмами. Приведем несколько примеров бесконтактных путевых выключателей, индуктивного принципа действия и их характеристики.
Характеристики SICK IH 06 [9]
Таблица 7
| Величина
|
Значение
|
| Диаметр, мм
|
6,5
|
| Напряжение питания, В
|
24
|
| Род тока
|
Постоянный
|
| Ток потребления, мА
|
Менее 200
|
| Частота коммутации, Гц
|
5000
|
| Степень защиты
|
IP 67
|
Характеристики SIMATIC PXI 300 [10]
Таблица 8
| Величина
|
Значение
|
| Диаметр, мм
|
8
|
| Напряжение питания, В
|
24
|
| Род тока
|
Постоянный
|
| Выходной ток, мА
|
13…25
|
| Частота коммутации, Гц
|
1500
|
| Степень защиты
|
IP 67
|
Характеристики OMRON E2A-S08-S02-D [11]
Таблица 9
| Величина
|
Значение
|
| Диаметр, мм
|
8
|
| Напряжение питания, В
|
24
|
| Частота коммутации, Гц
|
1500
|
| Вес
|
65 г
|
| Степень защиты
|
IP 67
|
Выбираем датчик SIMATIC PXI 300 компании Siemens.
Для контроля открытия/закрытия электрической печи выбираем контактные путевые выключатели.
Технические данные контактного конечного выключателя серии ВПК-2110Б [8]
Таблица 10
| Данные
|
Значение
|
| Номинальный коммутируемый ток, А
|
10
|
| Номинальное коммутируемое напряжение
постоянного тока
|
440 В
|
| Рабочий ход
|
Не более 5,3 мм
|
| Число полюсов
|
1
|
| Масса, кг
|
0,41
|
Поворот ПР в заданные позиции и открытие/закрытие электрической печи будет осуществляться электрическим трехфазным асинхронным двигателем.
Для дистанционного управления двигателем (пуска, остановки, изменения направления) необходим магнитный пускатель.
Технические характеристики магнитного пускателя ПМ12-010 ОАО «Новосибирский завод низковольтной аппаратуры».
Технические магнитного пускателя ПМ12-010
Таблица 11
| Данные
|
Значение
|
| Номинальный коммутируемый ток, А
|
10
|
| Номинальное коммутируемое напряжение
постоянного тока, В
|
380
|
| Номинальное напряжение катушек управления, В
|
24
|
| Число полюсов
|
1
|
| Время срабатывания, мс
|
17-27
|
| Масса, кг
|
0,41
|
| Общий ресурс, млн. циклов
|
20
|
Зажим/разжим схвата рук ПР, выдвижение/задвижение рук ПР будет реализовано при помощи пневмопривода.
Следовательно, необходимо выбрать пневмораспределитель, в составе, которого есть электромагнит. Ведущим мировым поставщиком пневмоаппаратуры является международный концерн FESTO [5].
Универсальный распределитель FESTO тип CPE – это компактный распределитель. Малые размеры и вес позволяют установку непосредственно на приводе.
Технические данные пневомраспределителя FESTO CPE
Таблица 12
| Технические данные
|
Характеристика
|
| Присоединение
|
М5…3/8”
|
| Ширина, мм
|
10/14/18/24
|
| Расход , л/мин
|
180…3,200
|
| Напряжение, В
|
24 В постоянного тока
|
Структурная схема управления РТК горячей штамповкой приведена в графической части курсовой работы на листе 3.
На первом этапе создания электрической схемы подключения назначим адреса входных и выходных сигналов контроллера. Они приведены в таблицах 11 и 12. В таблице 11 приведено соответствие входных адресов датчикам задающим элементам. В таблице 11 приведено соответствие выходных адресов элементам управления.
Таблица 13
Входные сигналы
| № п.п.
|
Наименование входного сигнала
|
Условное обозначение
|
Источник входного сигнала
|
Адрес для ПЛК
|
| 1
|
Поворот ПР в позицию 1
|
Кпоз.1
|
BQ1
|
I 0.0
|
| 2
|
Поворот ПР в позицию 2
|
Кпоз.2
|
BQ2
|
I 0.1
|
| 3
|
Проверка наличия заготовки в печи
|
НД
|
От СУ печью
|
I 0.2
|
| 4
|
Левая рука выдвинута
|
Клев.вдв.
|
BQ3
|
I 0.3
|
| 5
|
Левая рука задвинута
|
Клев.здв.
|
BQ4
|
I 0.4
|
| 6
|
Правая рука выдвинута
|
Кправ.вдв.
|
BQ5
|
I 0.5
|
| 7
|
Правая рука задвинута
|
Кправ.здв.
|
BQ6
|
I 0.6
|
| 8
|
Схват левой руки зажат
|
Клев.заж.
|
BQ7
|
I 0.7
|
| 9
|
Схват левой руки разжат
|
Клев.разж.
|
BQ8
|
I 1.0
|
| 10
|
Схват правой руки зажат
|
Кправ.заж.
|
BQ9
|
I 1.1
|
| 11
|
Схват правой руки разжат
|
Кправ.разж.
|
BQ10
|
I 1.2
|
| 12
|
Рабочий ход пресса выполнен
|
РХ
|
От СУ прессом
|
I 1.3
|
| 13
|
Электрическая печь открыта
|
Кэп.откр.
|
SQ1
|
I 1.4
|
| 14
|
Электрическая печь закрыта
|
Кэп.закр.
|
SQ2
|
I 1.5
|
| 16
|
Разрешение цикла
|
РЦ
|
От СУ разрешением цикла
|
I 1.6
|
| 17
|
Пуск
|
Пуск
|
SB1
|
I 2.0
|
| 18
|
Стоп
|
Стоп
|
SB2
|
I 2.1
|
Таблица 14
Выходные сигналы
| № п.п.
|
Наименование выходного сигнала
|
Условное обозначение
|
Источник входного сигнала
|
Адрес для ПЛК
|
| 1
|
Поворот ПР влево
|
Пов.лев.
|
КМ1
|
Q 0.0
|
| 2
|
Поворот ПР вправо
|
Пов.прав.
|
КМ2
|
Q 0.1
|
| 3
|
Выдвижение левой руки
|
Вдв.лев
|
УА1
|
Q 0.2
|
| 4
|
Задвижение правой руки
|
Здв.лев.
|
УА2
|
Q 0.3
|
| 5
|
Выдвижение правой руки
|
Вдв.прав.
|
УА3
|
Q 0.4
|
| 6
|
Задвижение правой руки
|
Задв.прав.
|
УА4
|
Q 0.5
|
| 7
|
Зажим схвата левой руки
|
Заж.лев.
|
УА5
|
Q 0.6
|
| 8
|
Разжим схвата левой руки
|
Разж.лев.
|
УА6
|
Q 0.7
|
| 9
|
Зажим схвата правой руки
|
Заж.прав.
|
УА7
|
Q 1.0
|
| 10
|
Разжим схвата правой руки
|
Разж.прав.
|
УА8
|
Q 1.1
|
| 11
|
Рабочий ход пресса
|
Раб.ход
|
К СУ прессом
|
Q 1.2
|
| 12
|
Открытие электрической печи
|
Эп.откр
|
КМ3
|
Q 1.3
|
| 13
|
Закрытие электрической печи
|
Эп.закр.
|
КМ4
|
Q 1.4
|
В соответствии с данными таблиц входных и выходных сигналов проектируем электрическую схему подключений к ПЛК датчиков, магнитных пускателей и электромагнитов.
Для защиты электрической цепи от ненормальных режимов работы (перегрузок, токов коротких замыканий) необходимо поставить в схему автоматический выключатель. Например, двухполюсный АП50Б-2МТ.
Характеристики автоматического выключателя:
- расцепитель электромагнитный – 10Iн (Iн – номинальный ток);
тепловой – 1,05 – 1,35 Iн;
- номинальное напряжение 220 В;
- частота 50.
- изготовитель «Электроаппарат», Россия
Электрическая схема подключений приведена на листе 4 в графической части курсовой работы.
3.
Разработка программного обеспечения системы управления
ПЛК контролирует установку и управляет ей при помощи программы S7. К модулю ввода/вывода в программе S7 обращаются через адреса. ПЛК отличается циклическим характером работы. Каждый цикл выполнения программы управления включает четыре этапа. На первом этапе происходит тестирование аппаратуры CPU. Если тест дает удовлетворительные результаты, производится запуск цикла. На втором этапе осуществляется опрос всех входных переменных и запоминание их в специальной области оперативной памяти данных, называемой PII (Process Input Image – образ состояния входных переменных). На третьем этапе CPU производит вычисление логических выражений, составляющих программу пользователя , используя в качестве аргументов состояние входных образов и внутренние переменные. Последние используются для обозначения режимов работы системы, а также отражают состояние программномоделируемых таймеров и счетчиков. Результатом выполнения программы являются значения выходных переменных и новые значения внутренних переменных. CPU записывает выходные переменные в другую специальную область памяти, называемую POI (Process Output Image – образ состояния выходных переменных).
Для использования данных, полученных с датчиков в программе используется абсолютная форма адресации, которая позволяет однозначно задавать соответствие между номером клеммы на модуле ввода/вывода , к которой подключен датчик/исполнительное устройство, и именем переменной, которая является элементом управляющей программы.
Абсолютный адрес формируется следующих частей:
- имя переменной – обозначается главной латинской буквой (например, I – область входных переменных);
- байт адреса – определяет номер клеммной колодки на модуле ввода/вывода (нумеруется с 0, причем на одном модуле располагаются соседние по номерам байты);
- разделительная точка;
- бит адреса – определяет номер клеммы в клеммной колодке (нумерация с 0).
Для задания выходного адреса, т.е. клеммы на модуле выходов, необходимо указать, например: Q 2.7, где Q – область размещения выходных переменных, 2 – номер байта (клеммной колодки), 7 – номер клеммы.
Для программирования контроллеров SIMATIC S7-300 применятся программное обеспечение SIMATIC STEP7 [4].
Различают следующие версии:
- SIMATIC STEP 7;
- SIMATC STEP 7 Professional;
- SIMATC STEP 7 Lite.
STEP 7 Lite дешевая и ограниченная по возможностям версия STEP 7. Работает только с контроллерами SIMATIC S7-300, не позволяет реализовывать сетевые задачи.
STEP 7 Professional – пакет STEP 7 дополненный опционными пакетами: языками SQL и GRAPH 7. В таком комплекте программное обеспечение наиболее соответствует стандарту МЭК для программируемых логических контроллеров.
С помощью программы STEP 7 выполняется комплекс работ по созданию и обслуживанию систем автоматизации на основе ПЛК SIMATIC S7-300 и SIMATIC S7-400 фирмы Siemens. Работу с проектом в целом обеспечивает главная утилита STEP 7 – SIMATIC Manager. STEP 7 позволяет производить конфигурирование программируемых логических контроллеров и сетей. В процессе конфигурирования определяется состав оборудования в целом, разбиение на модули, способы подключения, используемые сети, выбираются настройки для используемых модулей. Система проверяет правильность использования и подключения отдельных компонентов. Завершается конфигурирование загрузкой выбранной конфигурации в оборудование, что по сущности является настройкой оборудования. Утилиты конфигурирования позволяют осуществлять диагностику оборудования, обнаруживать аппаратные ошибки или неправильный монтаж оборудования. Программирование контроллеров производится редактором программ, обеспечивающим написание программ на трех языках:
LD - язык релейно-контактной логики;
FBD – язык функциональных блочных диаграмм;
STL – язык списка инструкций.
В дополнение к трем основным языкам могут быть добавлены еще четыре дополнительных языка, поставляемые отдельно:
SCL – структурированный язык управления, по синтаксису близкий к Pascal;
GRAPH 7 – язык управления последовательными технологическими процессами;
HiGRAPH 7 – язык управления на основе графа состояний системы.
CFC – постоянные функциональные схемы.
Возможность наблюдения за текущим состоянием программы, доступное при использовании любого языка программирования, обеспечивает не только отладку программного обеспечения, но и поиск неисправностей в подключаемом оборудовании, даже если оно не имеет средств диагностики. В проект STEP 7 могут быть включены системы человеко-машинного интерфейса, например, операторские панели или персональный компьютер.
Для выполнения и отладки программ также можно использовать симулятор программируемого контроллера, который позволит смоделировать поведение программы в различных ситуациях, в зависимости от состояния входов контроллера и получить на выходах определенные состояния, обусловленные структурой программы.
Для написания управляющей программы для ПЛК SIMATIC S7-300 воспользуемся программой STEP 7 Lite.
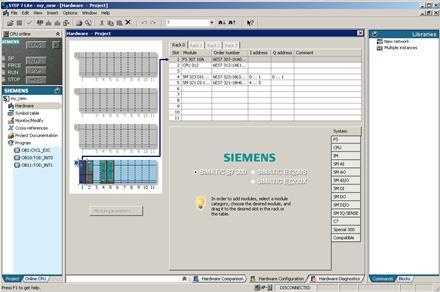
Рис.7 Выбор конфигурации контроллера в STEP 7 Lite

Рис.8 Таблица обозначений входных/выходных сигналов
Программу управления РТК горячей штамповки разработаем на языке релейно-контактных схем (LD).

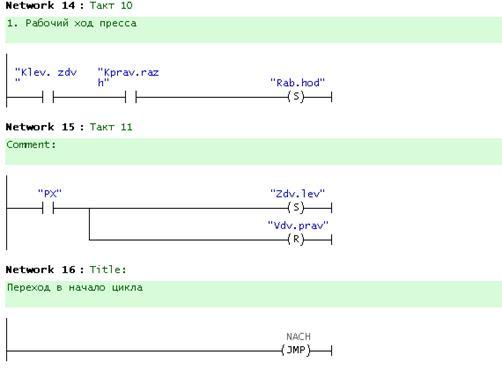
Рис.9 Составление программы на языке программирования LD
Особенностью разработанной программы для РТК горячей штамповки является то, что обработка сигналов ПУСК и СТОП происходит по прерываниям INT0 и INT1. При этом при нажатии кнопки ПУСК бит М 0.0 в области памяти контроллера устанавливается в единицу, а при нажатии кнопки СТОП сбрасывается в ноль, что дает возможность в основном цикле программы (в начале цикла) отслеживать была ли нажата кнопка ПУСК или нет. Основной текст программы представляет из себя цикл, по окончанию которого осуществляется переход в начало цикла на метку NACH. По сигналу СТОП и вызову поэтому входному сигналу соответствующего прерывания, цикл РТК останавливается. Далее при входном сигнале ПУСК, также вызывается соответствующее прерывание, выполняются необходимые завершающие технологические операции, и цикл начинается сначала.
Релейно-контактная схема программы управления приведена в приложении.
Заключение
В результате проделанной работы была спроектирована система управления РТК горячей штамповки. СУ реализована на ПЛК фирмы SIEMENS SIMATIC S7-300. Он относится к среднему классу котроллеров, предназначенный для построения систем автоматизации низкой и средней степени сложности, что полностью удовлетворяет поставленной задаче автоматизации данного РТК.
Преимуществами такой системы управления являются:
1. надежность работы;
2. простота управления;
3. возможность диагностики работы контроллера;
4. возможность модернизации системы управления;
5. приемлемая цена.
Возможно усовершенствование данной системы управления, например, за счет подключения ПЛК к промышленному компьютеру или объединения нескольких контроллеров в сеть.
ПРИЛОЖЕНИЕ
Программа управления РТК горячей штамповки













Список использованных источников
1. Сбродов Н.Б. Методические указания к курсовому проектированию по дисциплине «Автоматизация технологических процессов и производств» для студентов специальности 220301 – “Автоматизация технологических процессов и производств (в машиностроении)».
2. Проектирование систем автоматизации технологических процессов: Справочное пособие/Под. ред. А.С.Клюева.-М.: Энергоатомиздат, 1990.464 с.: ил.
3. SIMATIC. Система автоматизации S7-300. Данные модулей. Руководство.
4. www.automation.siemens.com
5. www.festo.ru
6. www.asutp.ru
7. www.ilk.ru
8. www.lep.ru
9. www.proavtomatika.ru/sensor/sick/ih.htm
10. www.relay-snabexpress.ru
11. www.omron.ru
|