Министерство образования Российской Федерации
Тульский государственный университет
Кафедра РТ и АП
Пояснительная записка к курсовому проекту
по дисциплине
“Технология автоматизированного
машиностроения и приборостроения”
Выполнил: студент гр. 130301 Медведев Д. В.
Проверил: доц., к.т.н. Цудиков М.Б.
Тула 2004
Министерство образования Российской Федерации
Тульский государственный университет
Кафедра робототехники и автоматизации производства
ЗАДАНИЕ
на курсовой проект по дисциплине “Технология автоматизации”
студенту Медведев Д. В.
группы 130301
Тема: Проектирование технологического процесса сборки датчика.
Исходные данные: сборочный чертеж изделия, технические условия на сборку, технические характеристики изделия, технологический процесс изготовления, методика контроля.
Перечень вопросов, требующих проработки:
1) назначение, состав, принципы действия изделия;
2) разработка технологической схемы сборочного состава и технологической схемы сборки изделия;
3) составление маршрутной и операционной технологии;
Графическая часть:
1. Сборочный чертеж изделия
2. Технологическая схема сборки
Дата выдачи задания:_______________
Срок защиты курсового проекта: __________________
Задание принял:__________________
Задание выдал:___________________
РЕФЕРАТ
Орлов П. В. Разраб.: Курсовой проект/Тульский государственный университет – Тула, 2004; 28с.; 3 чертежа.
Редуктор
; технологическая схема сборки; схема сборочного состава; операционная технология.
Темой курсового проекта является проектирование технологического процесса сборки и проверки редуктора. Проект носит исследовательский характер, основной его целью является построение технологического процесса сборки редуктора. В итоге были получены следующие результаты: построена технологическая схема сборки редуктора. Таким образом, с использованием технологической схемы сборки можно провести подробный анализ процесса сборки редуктора.
Содержание.
Введение
1.
Краткое описание изделия и принципа его работы
1.1. Назначение и область применения
1.2. Основные детали датчика
2.
Составление маршрутно-операционной технологии
2.1. Последовательность технологической подготовки сборочного производства
2.2. Исходные данные для проектирования технологического процесса сборки
2.3. Определение последовательности и построение схемы сборки
2.4. Процесс сборки датчика
3.
Оценка технологичности изделия
4.
Заключение
5.
Список используемых источников
6.
Приложение 1
7.
Приложение 2
8.
Приложение 3
9.
Приложение 4
Введение.
Создание наиболее рационального технологического процесса сборки, сокращение трудоемкости сборочным работ при обеспечении заданных технических требований к изделию - одна из основных задач производства, решаемым как технологами, так и конструкторами. При роботизации сборочного производства специалист, создавший средства автоматизации, должен хорошо представлять себе работу технолога и, принеобходимости, вносить изменения в процесс сборки и в технологическую документацию.
В данном курсовом проекте рассмотрено изделие червячный редуктор, предназначенный для понижения частоты вращения и, соответственно, увеличения вращающего момента, а также спроектирован технологический процесс сборки редуктора.
Назначение
и область применения.
Червячные редукторы (цилиндрические и глобоидные) применяют при передаче движения между скрещивающимися (обычно под углом 90˚) осями.
Одним из существенных преимуществ червячных редукторов по сравнению с зубчатыми является возможность получить большое передаточное число в одной ступени (до 80 в редукторах общего назначения и до нескольких сотен в специальных редукторах). Им присущи также бесшумность в работе, высокая плавность хода, само торможение (что позволяет исключать из привода тормозные устройства) а также некоторые компоновочные преимущества, например возможность иметь двухсторонний выходной вал.
К недостаткам червячных редукторов следует отнести:
необходимость применения дорогих антифрикционных материалов (высокооловянных и оловянно-никелевых бронз),
относительно низкий КПД.
Все вышесказанное относится как к цилиндрическим, так и к глобоидным редукторам. Однако несмотря на то что глобоидным редукторам свойственны большие нагрузочная способность и КПД по сравнению с цилиндрическими, пока они имеют ограниченное применение, так как более сложны в изготовлении и эксплуатации. Глобоидные редукторы используют главным образом в лифтах, грузоподъемных лебедках и других специальных механизмах.
Преимуществами червячных редукторов (цилиндрических и глобоидных) объясняется их широкое распространение в народном хозяйстве.
Составление маршрутно-операционной технологии.
Подготовку к проектированию технологического процесса начинают с анализа конструкции Изделия по чертежам, схемам, техническим условиям и программе испытания. Проектирование ведется по этапам:
1. Определение последовательности сборки и ее графическое изображениев виде схемы сборочного состава изделия.
2. Определение перечня и последовательности работ при сборке, построение схемы технологического процесса.
3. Разработка содержания каждой операции с оформлением маршрутных и операционных карт.
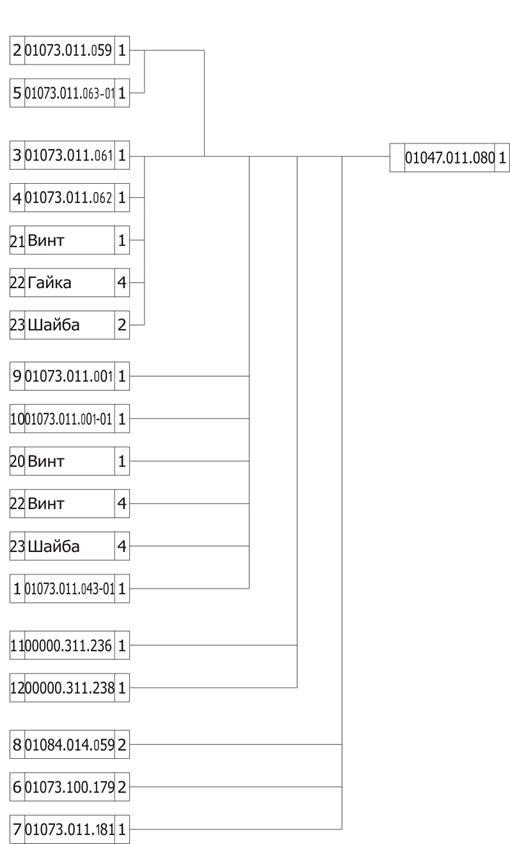
Для построения схемы сборочного состава изделия процесс разделим на отдельные ступени. Первой ступенью является сборка простейших сборочным единиц, состоящих из одних деталей. Второй ступенью является сборка сложных единиц, состоящим из единиц первой ступени и деталей и т.д., до сборки всего изделия.
Назначение схемы - выделение параллельных потоков и выявление последовательности сборки, что необходимо для последующего построения схемы технологического процесса.
Ими являются конструкторская документация на изделие, технические условия, годовая программа выпуска или размерность партии, руководящие технические документы.
Основными конструкторскими документами являются сборочные чертежи, содержащие изображение изделия, а также технологические условия на сборку и другие данные, необходимые для его сборки и контроля. Кроме сборочного чертежа и схем на изделие необходимо иметь техническое описание, спецификацию, а также другие конструкторские документы, разъясняющие устройство изделия, особенности его сборки, контроля и испытаний.
Технические условия должны содержать следующие данные: назначение, условия эксплуатации, технические требования, технологические характеристики, виды контроля, параметры контроля, методы и средства контроля и испытаний, условия годности, условия приемки, условия хранения, транспортирования и упаковки.
Руководящими техническими документами являются ГОСТы, ЕСТД, ЕСКД, различные стандарты и нормы отрасли, в которой производиться данное изделие, каталоги на оборудование, нормы времени.
Определение последовательности и построение схем сборки
Разработка технологического процесса сборки ведется в следующем порядке: на основе анализа конструкторской документации устанавливается сборочный состав изделия. Изделие расчленяется на отдельные сборочные единицы, определяются источники комплектования элементов, выделяют базовые детали (сборочные единицы). На основе этого составляется схема сборочного состава, на которой показывают все элементы, входящие в состав изделия и основные этапы (ступени сборки). В геометрических фигурах в виде прямоугольников указывается наименование элемента, номер его по спецификации, а также количество этих элементов. На схеме указываются также источники поступления элементов и сроки готовности различных ступеней         сборки и изделия в целом. Следует отметить, что необходимость расчленения изделия на сборочные единицы определяется в первую очередь условиями работы и эксплуатации, а также возможностью изготовления и расчленения деталей. Количество сборочных единиц в изделии определяется возможностью сокращения трудоемкости и длительности цикла сборки за счет разделения процесса на параллельные потоки. Поэтому, изделие разделяется на сборочные единицы еще по технологическим соображениям. При этом, введение дополнительных сборочных единиц целесообразно, если расширяется фронт сборки, а затраты на дополнительно введенные разъемы меньше экономии, получаемой от параллельной сборки. Схема сборочного состава имеет важное значение для работы над технологическим процессом; кроме того, на ее основе заполняются комплектовочные карты. сборки и изделия в целом. Следует отметить, что необходимость расчленения изделия на сборочные единицы определяется в первую очередь условиями работы и эксплуатации, а также возможностью изготовления и расчленения деталей. Количество сборочных единиц в изделии определяется возможностью сокращения трудоемкости и длительности цикла сборки за счет разделения процесса на параллельные потоки. Поэтому, изделие разделяется на сборочные единицы еще по технологическим соображениям. При этом, введение дополнительных сборочных единиц целесообразно, если расширяется фронт сборки, а затраты на дополнительно введенные разъемы меньше экономии, получаемой от параллельной сборки. Схема сборочного состава имеет важное значение для работы над технологическим процессом; кроме того, на ее основе заполняются комплектовочные карты.
Схемы сборочного состава для рассматриваемого изделия нами показана в приложении 1. Схема сборочного состава не дает представления о последовательности сборки и способе обеспечения соединений. Последовательность сборки, способы обеспечения соединений, периодичность и содержание процессов контроля и испытаний дает технологическая схема сборки. Сборка любого изделия – это дискретный во времени процесс, который состоит из отдельных операций. Каждая операция состоит из ряда переходов. Переход – это наименьшая законченная часть технологического процесса, выполняемая без перерыва во времени. Процесс сборки сложного изделия состоит из переходов, выполняемых не только последовательно, но и параллельно. Маршрут такого процесса можно представить графически в виде схемы. На этой схеме процесс обозначается линией, т.е. осью процесса во времени, а точки - это отдельные переходы на этой линии. При построении схемы сборки рекомендуют придерживаться следующих правил:
1) материалы изображают полукругом, внутри которого
указываются наименование, марка, ГОСТ, характерный параметр;
2) детали изображаются в виде круга, разделенного на две части, в нижней части указывается номер позиции детали на спецификации сборочного чертежа, в который она входит;
3) сборочная единица на схеме изображается квадратом, в
верхней части которого указывается степень сложности, а в нижней части - номер позиции для сборочного чертежа;
4) детали и сборочные единицы, получаемые с других
предприятий, изображаются с заштрихованными верхними частями круга или квадрата;
5) схема сборки начинается с изображения базовой детали или сборочной единицы, а заканчивается изображением готового изделия. Базовой деталью считают основную деталь, с которой начинается общая сборка изделия. В качестве базовой рекомендуется выбирать ту деталь, поверхности которой будут в последствии использованы при установке готового изделия или при креплении сборочной единицы к ранее собранной;
6) сборочные единицы или детали, собираемые между собой, и с собранными ранее составляющими компонентами изделия одновременно присоединяются к сборочной линии в одной точке;
7) детали, и сборочные единицы, которые не могут быть собраны одновременно без перерыва во времени или одновременная сборка которых не является технической необходимостью, присоединяются к линии сборки в разных точках;
8) детали, соединяемые между собой сборочной операцией, образуют сборочную единицу первой степени сложности, которая изображается квадратом на одной линии с ее базовой деталью;
9) присоединение хотя бы одной детали к собранной ранее сборочной единице образует новую сборочную единицу следующей степени сложности;
10) несколько деталей или сборочных единиц, устанавливаемых после их предварительной сборки но без образования сборочной единицы, изображаются на схеме условными значками и присоединяющей к дополнительной линии сборки в последовательности (слева направо) их присоединения; дополнительная линия сборки подводится к основной в точке выполнения установки и крепления этих составляющих компонент;
11) детали, образующие сборочную единицу до установки их в собранную ранее, обозначаются условными обозначениями и образуют дополнительную линию сборки, заканчивающуюся сборочной единицей, которая присоединяется к основной линии сборки;
12) несколько одинаковых деталей или сборочных единиц обозначаются одним условным обозначением, а количество указывается цифрой около знака;
13) приспособления, применяемые вместо деталей или
сборочных единиц, без которых не может быть выполнена сборка, указываются на схеме как детали или сборочная единица, но пунктиром;
14) работы, связанные с частичной разборкой объекта указывается на схемах изображением снимаемых деталей, сборочных единиц или приспособлений со стрелкой, направленной от линии сборки;
15) переходы сборки, связанные с применением материалов (клея, припоя, спирта, бензина, масла, изоляции и т.п. в переходах намотки, электромонтажа, заливки и т.п.), указываются на схемах с присоединением к линии сборки условного обозначения материала;
16) порядок установки одновременно нескольких составляющих компонент определяется обходом по часовой стрелке, начиная с крайнего левого над линией сборки детали или сборочной единицы.
Таким образом, схема наглядно показывает последовательность или маршрут сборки.
Процесс сборки редуктора
1. Порядок изготовления сборочных единиц первой ступени и сборки редуктора
1.1. Сборка корпуса
1. На днище поз. 3 установить две боковины поз. 1 и приварить их.
2. К боковинам поз. 3 (приварить плиту поз. 2.
3. К другим боковинам поз. 6 приварить втулки поз. 5 с двух сторон.
4. Боковины поз. 6 приварить к днищу поз. 3.
5. Приварить лист (2 штуки) к боковинам поз. 6 и плите поз. 2.
6. Приварить к платикам поз. 4 полученную в п. 5 конструкцию.
Приварить платики поз. 4 к боковинам поз. 1 и к днищу поз. 3.
7. Приварить бобышку поз. 10 к боковине поз.6 и втулке поз. 5.
8. Приварить ребра поз. 7, поз. 8 (по 4 шт) к боковине поз. 1 и к платикам поз.4.
9. Чтобы снять напряжение теперь необходимо отжечь корпус.
10. Согласно чертежам теперь необходимо строгать платики поз. 4 в размер 390 для получения одной плоскости.
11. Строгать боковины в размер 280.
12. Теперь когда корпус собран, необходимо расточить отверстие в размер 230 с двух сторон в боковинах поз. 1.
13. Во втулках поз. 5 сверлить два отверстия диаметром 80 (соосности).
14. Сверлить двенадцать отверстий в боковинах поз. 1 и нарезать резьбу М8.
15. Сверлить двенадцать отверстий через втулку поз. 5 и боковины поз. 6 и нарезать резьбу М8.
16. Сверлить в боковине поз. 6 отверстие под щуп М8*1.5
17. Сверлить отверстие в плите поз. 2 и нарезать резьбу М18*1.5 и такое же отверстие для слива под втулкой поз. 5 в боковине поз. 6.
18. В патрубке сверлить отверстие М18*1.5 и нарезать резьбу.
1.2. Сборка колеса червячного
1. Венец поз. 1 одеть на ступицу поз. 2.
2. Просверлить четыре отверстия и нарезать в отверстиях резьбу М8. Соединить венец и ступицу с помощью четырёх болтов поз. 3 четырёх гаек 4 и закернить.
3. Нарезать зубья.
1.3. Сборка щупа
Головку поз. 2 соединить сваркой с кругом 1 и зачистить.
1.4. Сборка редуктора
Основным содержанием процесса сборки редуктора является соединение элементов в кинематическую цепь с обеспечением условий, необходимых для нормальной работы (зацепления). Кроме того в процессе сборки редуктора на корпусе закрепляются крышки, прокладки, манжеты, скоба для перемещения редуктора. Рассмотрим этот процесс более подробно.
1. На вал поз. 9 одевают шпонку 18*11*50 поз. 10.
2. В колесе червячном имеется паз. Соединяем вал поз. 3 и колесо червячное поз. 6 с помощью шпонки, выполняющей функции стопора, т. е. колесо не будет проворачиваться относительно вала.
3. С той стороны редуктора, которая будет находится внутри корпуса на вал одевают кольцо поз. 27, а затем – подшипник роликовый конический поз. 7. С другой стороны вала – подшипник поз. 7.
4. Помещают вал, соединенный с колесом червячным с помощью шпонки, с кольцом и подшипниками в корпус с левой стороны.
5. На червяк поз. 18 одевают с двух сторон подшипник роликовый конический поз. 17.
6. Очень важный этап сборки редуктора – обеспечения условий, необходимых для нормальной работы зацепления. Вращая червяк, осуществляют его сцепление с колесом червячным внутри корпуса.
7. Внутрь крышки поз. 5 поместить кольцо поз. 8. Между крышкой
поз. 5 и боковиной поз.2 поместить прокладку поз. 2 между собой с помощью шести болтов М8*20 и шести шайб.
8. Аналогично с другой стороны: соединить крышку поз. 14 и прокладку поз. 2 с боковиной поз. 6 с помощью шести болтов М8*20 и шести шайб. В отличие от крышки поз. 5 крышка поз. 14 – глухая.
9. Теперь необходимо установить крышки в полостях, перпендикулярных оси червяка. Между глухой крышкой поз. 19 и втулкой поз. 105 помещают прокладку поз. 16 и закрепляют их между собой с помощью шести шайб и шести болтов М8*25.
10. Аналогично с другой стороны: внутрь крышки поз. 24 помещают кольцо поз. 26 и манжету поз. 25 Между крышкой поз. 24 и втулкой помещают прокладку поз. 16 и закрепляют их между собой с помощью шести шайб и шести болтов М8*25.
11. На плите редуктора (верхняя часть) приварить скобу (для возможности использования механизированных средств для перемещения редуктора).
12. На пробки поз. 23 надеть прокладки поз. 22 и закрепить с помощью резьбы в верхнюю плиту редуктора и нижнюю часть боковины (для слива).
13. поместить щуп в отверстие в бобышке (резьбовое соединение).
14. Для осуществления связи между цепью редуктора и валом двигателя необходимо в паз червяка поместить шпонку 8*7*35 поз. 28.
15. Аналогично в паз на валу червячного колеса помещают шпонку 14*9*50 поз. 29 для осуществления связи цепи редуктора с выходным валом.
16. Окрасить редуктор в желтый цвет.
17. Залить масло типа «Индустриальное» в корпус через смотровое окно так, чтобы венцы колес были в него погружены. При их вращении масло увлекается зубьями, разбрызгивается попадает на внутренние стенки корпуса, откуда стекает в нижнюю его часть. Внутри корпуса образуется взвесь частиц масла в воздухе, которые покрывают поверхность других деталей.
18. Контроль.
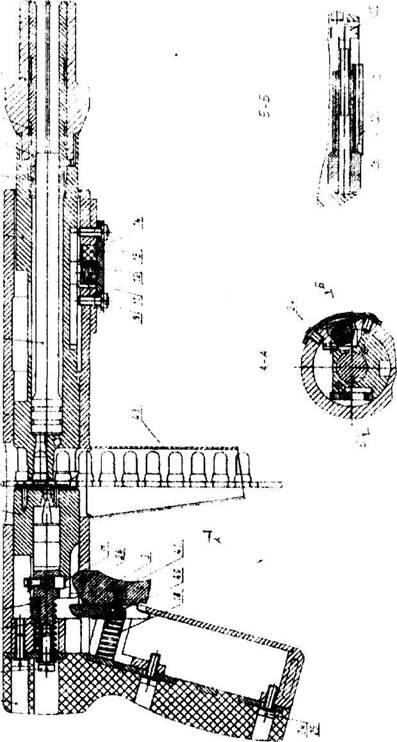
2.2. Разработка приспособления для запрессовки подшипников
Приспособление, используемое для запрессовки подшипников, представляет собой базу с зажимными элементами. Контрольное усилие передается от подвешенного груза массой 19±2 кг через рычаг. Подача усилия осуществляется при отпускании рукояти, с помощью которой рабочий отводит толкатель, передающий усилие от рычага к подшипнику. Недостатками такого приспособления можно назвать большие затраты времени на проведение операции контроля, значительные физические нагрузки, испытываемые рабочим, неточность и неодинаковость операций контроля у разных работников (плавно или рывком отпускает рычаг, неодинаковые физические показатели и др. факторы).
Для устранения названных недостатков можно предложить модернизацию приспособления, основанную на замене источника контрольного усилия. В данном приспособлении усилие, необходимое для контроля изделия будет обеспечивать силовой пневмоцилиндр, воздействующий на изделие через систему рычагов с необходимым усилием.
Давление пневматической линии на предприятии составляет 0,4 МПа, что обеспечивается промышленным компрессором.
Возьмем стандартный заводской пневмоцилиндр с диаметром поршня  и диаметром штока и диаметром штока  . .
Усилие, создаваемое этим пневмоцилиндром:
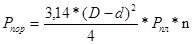
где h
= 0,8ч0,9
- коэффициент, учитывающий потери на трение в пневмоцилиндре. Возьмем  . .

Таким образом, нам необходима система рычагов, чтобы получить необходимое усилие 1900 Н
. Возьмем рычаг, схема которого показана на рисунке
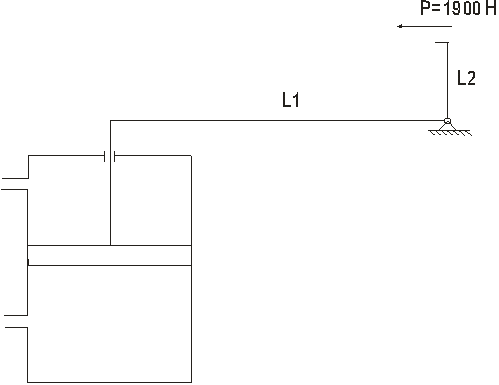
Получаем уравнение моментов
 . .
Откуда получаем
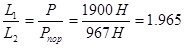 . .
Исходя из условий закрепления стволов на приспособлении и размещения его основных элементов возьмем плечи  и и  : :
L1
= 275 мм,
L
2
=140 мм.
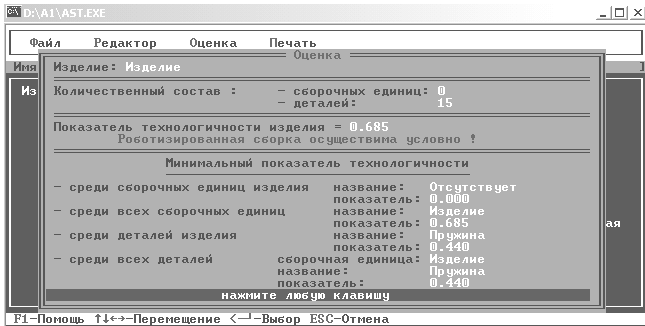
Оценка технологичности изделия
Технологичность изделия будем оценивать с помощью программы AST. Для этого требуется ввести детали, из которых состоит изделие, их основные технологические параметры и дать команду на подсчёт технологичности. Результаты расчёта приведены в приложении 2.
Заключение
В курсовом проекте спроектирован технологический процесс сборки редуктора. В итоге была получена технологическая схема сборки редуктора. Таким образом, с использованием технологической схемы сборки можно наглядно провести анализ процесса сборки редуктора.
Список используемых источников
1. Белоусов А.П. Проектирование приспособлений машиностроения. - М.: Машиностроение, 1964. С – 326.
2. Горошкин А.К. Приспособления для металлорежущих станков
М.: Машиностроение, 1979. С - 456.
3. Корсаков B.C. Основы конструирования приспособлений для машиностроения М.: Машиностроение, 1989. С – 488.
4. Романовский А.А. Технология электрооборудования. Методические указания по выполнению курсового проекта. - Тула: ШИ, 1983. С – 238.
Приложение 1.
Приложение 2.
|