Содержание
1. Введение………………………………………………….……….…….…4
2. Заданный режущий инструмент:……………………………….…….….5
Описание конструкции…………………………………………….5
Область применения и назначение…….…………….……………6
Выбор стандартного режущего инструмента и его геометрических параметров……………….……….……………….……6
Выбор инструмента и инструментального материала………..….7
Служебное назначение поверхностей инструмента их шероховатости и точности исполнения………………………………….8
3. Расчеты по конструкции и технологии изготовления…………………..9
Расчет заднего угла в сечении по делительному цилиндру  …..9
…..9
Расчет гитары обеспечивающей суммирование подачи фрезы и подачи заготовки
…………………………………………………………10
4. Назначение припусков (на габаритные размеры)………….…..….……11
5. Выбор, технологии изготовления заготовки………………………..…..12
6. Механическая обработка:……………………………………..…………13
Порядок обработки. Типовая технология изготовления прямозубых долбяков…………………………………………………….13
Маршрутный технологический процесс обработки……….…….19
Расчет режимов резания и норм времени на подробные операции технологического процесса……………………………………………….…….22
Операционная технология на подробные операции технологического процесса (см прил.)
7. Рабочий чертеж инструмента (см прил.)
8. Список литературы……………………………………………..………...25
Введение
Зубчатые передачи занимают важное место в машинах и агрегатах, и часто работают при больших окружных скоростях и с высокими нагрузками. Качество передач определяют такие важнейшие показатели работы машины как долговечность, уровень шума, вибраций и т.д. Поэтому достижение высокого качества инструментов, влияющих в свою очередь на качество и точность изделия, является важной задачей.
Зубодолбление, наряду с зубофрезерованием, является одним из наиболее производительных и широко распространённых процессов зубонарезания.
Зуборезный инструмент является наиболее сложным и трудоёмким как по конструированию, так и по изготовлению. При его проектировании приходится иметь дело не только с режущими элементами, но и также с факторами, вытекающими из законов эвольвентного зацепления. В этом заключается одна из основных причин сложности расчёта зуборезного инструмента.
Зуборезные долбяки - один из первых появившихся зуборезных инструментов, работающих методом огибания. Долбяк является наиболее универсальным из зуборезных инструментов. Если любой другой зуборезный инструмент для нарезания цилиндрических колёс и им подобных изделий имеет так или иначе ограниченную область применения, то долбяками можно нарезать цилиндрическое зубчатое колесо любого типа.
Существуют области применения долбяков и соответствующие им типы изделий, обработка которых зубодолблением является или единственно возможным методом обработки, или более рациональным по сравнению, например, с зубофрезерованием. К ним относятся: обработка колёс внутреннего зацепления; нарезание блочных колёс и колёс с буртами; изготовление точных шевронных колёс методом огибания без продольной канавки между двумя ветвями шеврона; нарезание точных зубчатых реек методом огибания и т. д.
Заданный режущий инструмент:
В данной работе рассматривается технология изготовления чистового дискового зуборезного долбяка для нарезания прямозубых цилиндрических зубчатых колес, при проектировании которой исходными данными являются модуль (4 мм) и номинальный делительный диаметр (100 мм).

Рисунок 1 – Чистовой дисковый зуборезный долбяк,
m
= 4 мм,
d
0
= 100 мм
\ Описание конструкции
Долбяк представляет собой режущий инструмент, выполненный в виде зубчатого колеса, у которого вершины и боковые стороны зубьев снабжены передними и задними углами.

Рисунок 2 – Зуборезные долбяки различной конфигурации
Соответственно долбяки предназначенные для нарезания прямозубых колес, также являются прямозубыми, что упрощает конфигурацию самого инструмента и как следствие его обработку.
Область применения и назначение
Долбяки предназначены для нарезания зубьев цилиндрических прямозубых, косозубых и шевронных колес, а также колес внутреннего зацепления. Долбяки незаменимы при нарезании зубьев в упор, например на блочных колесах или колесах с фланцами. Они обеспечивают большую производительность при нарезании колес с узким буртом и большим числом зубьев, при нарезании зубчатых секторов и реек. Следует отметить их высокую технологичность, возможность достижения высокой точности при изготовлении и широкую универсальность в применении.
Выбор стандартного режущего инструмента и его геометрических параметров
В данной работе рассматривается технология изготовления чистового дискового зуборезного долбяка для нарезания прямозубых цилиндрических зубчатых колес, при проектировании которой исходными данными являются модуль (4 мм) и номинальный делительный диаметр (100 мм).
Согласно (3) выбираем:
Долбяк чистовой дисковый: ГОСТ 9323-79, Тип 1 (рисунок 3),
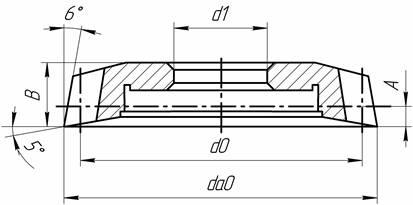
Рисунок 3 - Долбяк
имеющий следующие геометрические параметры (таблица 1):
Таблица 1 - геометрические параметры долбяка
| Модуль m
|
Число зубьевZ
0
|
Диаметр окружности |
А
|
B
|
| делительный d
0
|
вершин зубьевd
а0
|
d1 |
| 4 |
25 |
100 |
111,2 |
44,45 |
5,7 |
20 |
Выбор инструментального материала.
ГОСТом 9323-79 регламентировано: долбяки чистовые изготавливают из инструментальных быстрорежущих сталей Р18, Р6М5, Р12. Инструментальные быстрорежущие стали (ГОСТ 9373-60) приобретают после термообработки высокую твердость, прочность и износостойкость, сохраняя режущие свойства при нагреве во время работы до 600-650 . Преимущества быстрорежущей стали проявляются главным образом при обработке прочных ( . Преимущества быстрорежущей стали проявляются главным образом при обработке прочных ( =100 кГ/мм2
) и твердых сталей (HB 200-250) и резании с повышенной скоростью. Также основополагающим фактором при выборе материала является балл карбидной неоднородности. Быстрорежущие стали относятся к ледебуритному классу. Избыточные карбиды быстрорежущих сталей входят в состав эвтектики, образующейся по границам зерен аустенита или δ-феррита. Литая сталь из-за присутствия эвтектики имеет высокую хрупкость и низкую прочность. Существенное улучшение структуры и прочностных свойств достигается после горячей пластической деформации с обжатием выше 90%. =100 кГ/мм2
) и твердых сталей (HB 200-250) и резании с повышенной скоростью. Также основополагающим фактором при выборе материала является балл карбидной неоднородности. Быстрорежущие стали относятся к ледебуритному классу. Избыточные карбиды быстрорежущих сталей входят в состав эвтектики, образующейся по границам зерен аустенита или δ-феррита. Литая сталь из-за присутствия эвтектики имеет высокую хрупкость и низкую прочность. Существенное улучшение структуры и прочностных свойств достигается после горячей пластической деформации с обжатием выше 90%.
Для быстрорежущей стали Р6М5 балл карбидной неоднородности до термообработки он равен 6 – 7, после термообработки 1 – 2.
В современном машиностроении применение быстрорежущих сталей Р18, Р12 экономически нецелесообразно.
Исходя из вышеизложенного в качестве инструментального материала назначаем быстрорежущую сталь Р6М5.
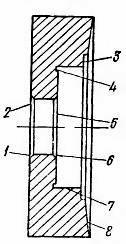
Служебное назначение поверхностей инструмента их шероховатости и точности исполнения.
Основные конструкторские базы
– поверхности, по которым деталь устанавливается в конструкцию. Вспомогательные конструкторские базы
– поверхности ,по которым происходит сопряжение данной детали с другими элементами.
Основными конструкторскими базами долбяка, к которым предъявляются наибольшие требования по точности и чистоте поверхности, являются поверхности 1 и 2. 1 – посадочное отверстие долбяка, 2 – опорная поверхность долбяка. Отверстие 1 выполняется с точностью четвертого квалитета (44,45H ) . Неплоскостность 2 не должна превышать 0,005мм. Шероховатость по Ra – 0,16 мкм. ) . Неплоскостность 2 не должна превышать 0,005мм. Шероховатость по Ra – 0,16 мкм.

Рисунок 4 - Конструкторские базы долбяка
Вспомогательные базы – выточка, плоскость выточки 4 (обеспечивающие возможность сопряжения с черновым долбяком) и собственно зубья 4 (как совокупность поверхностей) участвующие непосредственно в резании. К ним предъявляются следующие требования:
- шероховатость поверхностей образующих зубья Ra = 3,2 мкм
- шероховатость поверхности 4 Ra = 6,3 мкм
- непараллельность плоскости 4 относительно плоскости 2 – 0,01 мкм
- допуск торцевого биения плоскости 5 относительно плоскости 2 – 0,008 мкм.
Расчеты по конструкции и технологии изготовления
Расчет
заднего угла в сечении по делительному цилиндру 
Чтобы получить на колесе, нарезанном долбяком, профильный угол  , долбяк надо изготовить с профильным углом , долбяк надо изготовить с профильным углом  . Если . Если  , ,  , ,  , то , то  Задний угол на вершине зубьев Задний угол на вершине зубьев  по ГОСТ 9323-79 принимается равным по ГОСТ 9323-79 принимается равным  . Он определяет интенсивность изменения величины исходного контура рейки по высоте долбяка, а также величину заднего угла на боковых сторонах. Задний угол в сечении по делительному цилиндру . Он определяет интенсивность изменения величины исходного контура рейки по высоте долбяка, а также величину заднего угла на боковых сторонах. Задний угол в сечении по делительному цилиндру  является расчетным при проектировании долбяков. Если рассечь зуб долбяка по делительному цилиндру (рисунок 7), то линии пересечения этого цилиндра с боковыми поверхностями зубьев будут винтовыми, так как боковые поверхности – винтовые эвольвентные. Угол наклона этих винтовых линий и является задним углом в сечении по делительному цилиндру. Для определения этого угла полученное сечение развернем на плоскость. Тогда винтовые линии станут прямыми, наклонными под углом . является расчетным при проектировании долбяков. Если рассечь зуб долбяка по делительному цилиндру (рисунок 7), то линии пересечения этого цилиндра с боковыми поверхностями зубьев будут винтовыми, так как боковые поверхности – винтовые эвольвентные. Угол наклона этих винтовых линий и является задним углом в сечении по делительному цилиндру. Для определения этого угла полученное сечение развернем на плоскость. Тогда винтовые линии станут прямыми, наклонными под углом .

Рисунок 5 – Боковые задние углы зуба долбяка
Из треугольника  имеем: имеем:
 , ,
где  - исходное расстояние, - исходное расстояние,
 - толщина зуба в исходном сечении по делительной окружности, равная - толщина зуба в исходном сечении по делительной окружности, равная  , ,
 - толщина зуба по делительной окружности в сечении по передней поверхности, равная - толщина зуба по делительной окружности в сечении по передней поверхности, равная  . Из треугольника . Из треугольника  : :  ; ;

Подставим значения  , и в выражение для , и в выражение для  : :

Подставив в это выражение значение ,  , то получим , то получим  . .
Расчет гитары обеспечивающей суммирование подачи фрезы и подачи заготовки
Одной из наиболее ответственных операций изготовления долбяков является фрезерование зубьев. Качественное выполнение, которой позволяет оставлять минимальный припуск и создает условия для высокопроизводительного, без прижогов шлифования профиля.
Основным способом нарезания зубьев является фрезерование червячными фрезами. Для получения боковых задних углов по профилю зубьев фреза должна перемещаться под углом ак
к оси долбяка. Это достигается суммированием вертикальной подачи фрез и радиальной подачи заготовки, что становится возможным после модернизации зубофрезерного станка. На рисунке 6 показана кинематическая схема цепи, связывающей винт I радиальной подачи и винт II вертикальной подачи, соответственно до и после модернизации станкамодели5К32.

Рисунок 6 – Фрагмент кинематической схемы станка модели 5К32 до и после модернизации
Концы валов III и IVвыводятся наружу, вместо шестерен 1 и 2 они соединяются гитарой. Числа зубьев сменных шестерен а
и b
определяются по формуле:

В данном случае:

Принимаем: a= 18, b = 92.
Назначение припусков (на габаритные размеры)
В данном случае следует учесть, что если методом получения заготовки является безоблойная штамповка, которая помимо того, что повышает коэффициента использования металла, также дополнительно снижает припуски за счет приближения формы и размеров заготовки к форме и размерам готовой детали и дополнительного снижения балла карбидной неоднородности (вследствие дополнительных операций пластического деформирования).
Согласно данным (2) назначаем припуски:
- полный двусторонний припуск на размер A(рисунок 7): Za = 5 мм
- полный односторонний припуск B/2: Zb = 3 мм.

Рисунок 7 – Габаритные размеры заготовки
Аргументированный выбор, конструирования и технологии изготовления заготовки (с учетом балла карбидной неоднородности)
Наиболее распространенными методами получения заготовок в инструментальном производстве являются ковка и штамповка, так как данные операции способствуют получению равномерного распределения карбидов по сечению и их размельчения.
Для обеспечения высокой стойкости рекомендуется, зуборезные инструменты изготовлять из стали с карбидной неоднородности не выше второго-третьего балла. Балл карбидной неоднородности во многом зависит от степени пластической деформации. Для получения заготовок о низким баллом карбидной неоднородности необходимо сочетать многократную осадку с вытяжкой.
Следует отметить, то в условиях современного серийного производства необходимо стремится к повышению коэффициента использования металла, сокращая, долью механической обработки резанием. Поэтому в качестве метода получения заготовки принимаем штамповку
, так как она является более экономичным (по сравнению с ковкой) способом получения заготовок. Этот процесс обеспечивает стабильные размеры заготовок и экономию от 15 до 25% быстрорежущей стали.
На рисунке 8 приведены схемы безоблойной штамповки дисковых долбяков с делительным диаметром 100 мм в три перехода: рисунок 8, а – осадки; рисунок8, б – объемной штамповки; рисунок 8, в – прошивки отверстия. Выточки диаметром d
в
у матриц на осадку служат для центрирования заготовок проката.
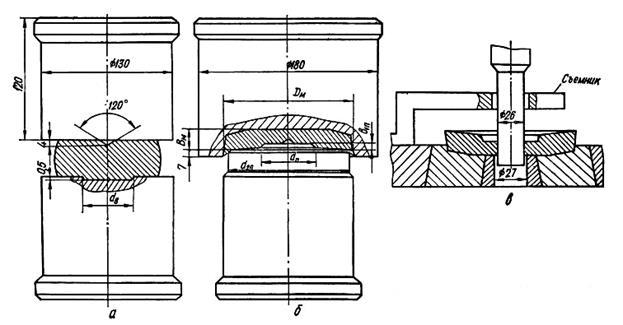
Рисунок 8 – схема безоблойной штамповки дисковых
На рисунке 9 представлен эскиз заготовки

Рисунок 9 – эскиз заготовки (штамповка).
Механическая обработка
Порядок обработки. Типовая технология изготовления прямозубых долбяков
Рассмотрим общую технологию изготовления прямозубых долбяков.
При изготовлении дисковых и чашечных долбяков операции выполняют в такой последовательности: заготовку отрезают; куют или штампуют; отжигают; галтуюг; выполняют токарную черновую обработку; выполняют токарную чистовую обработку; фрезеруют зубья; маркируют; подвергают термической обработке; выполняют дробеструйную обработку; шлифуют ленточку на переднем торце; шлифуют задний опорный торец; шлифуют отверстие; шлифуют внутренний торец; шлифуют зубья; шлифуют заднюю поверхность по вершинам зубьев; шлифуют переднюю поверхность зубьев; шлифуют радиусы по вершинам зубьев; маркируют; шлифуют переднюю поверхность зубьев.
Дисковые и чашечные долбяки, как правило, изготовляются из кованых или штампованных заготовок, Этим обеспечивается более равномерное распределение карбидов по объему металла.
Токарная обработка
Порядок и содержание переходов при токарной обработке зависят от серийности производства и имеющегося оборудования. При крупносерийном производстве применяют токарные полуавтоматы; шестишпиндельные модели 1А24ОП-6 для долбяков d
0 =
75... 100 мм и восьмишпиндельные 1К282 для долбяков d
0
= 75...200 мм, а также станки c числовым программный управлением (ЧПУ). В мелкосерийном производстве применяются универсальные токарные станки и станки о ЧПУ.
При токарной черновой обработке долбяков диаметром d
0 =
50…125 мм на универсальных станках переходы выполняют в такой последовательности (рисунок 10, а): подрезают торцы 1 и 5, сверлят отверстие 2,растачивают выточку 4,подрезают торец 3, обтачивают наружный диаметр 6.
Наружный диаметр обтачивают пакетом на оправке. Последовательность обработки долбяков d
0
≥ 150 мм несколько иная и в данной работе рассматривать ее нет смысла.
Рисунок
XX
– Последовательность токарной обработки долбяков
При токарной обработке на станках с ЧПУ не представляет трудностей обработка за одну установку цилиндрических, конических, торцовых поверхностей, расточка отверстия и прорезка канавок. Поэтому здесь возможна концентрация операций.
Токарную чистовую обработку долбяков на станках с ЧПУ выполняют в такой последовательности (рисунок 10, б): протачивают поверхность 8,растачивают фаску 6, подрезают торец 5, прорезают канавку 4, растачивают выточку 7, выточку 3, отверстие 2 и фаску 1. После этого долбяк устанавливают выточкой на обратные кулачки (рисунок 10, в) обтачивают наружный диаметр 1, подрезают опорный торец 2 и протачивают скос 3.
При В > 22 для уменьшения вылета резца расточку отверстия производят после переустановки в обратные кулачки.
Технические требования к долбякам после токарной обработки следующие: допустимые биения передней поверхности и внутреннего опорного торца относительно си отверстия, а также биение по наружному диаметру составляют соответственно 0,15; 015 и 0,1 мм.
Фрезерование зубьев
Фрезерование зубьев – ответственная операция изготовления долбяков. Качественное ее выполнение позволяет оставлять минимальный припуск и создает условия для высокопроизводительного, без прижогов шлифования профиля.
Основным способом нарезания зубьев является фрезерование червячными фрезами.
Шлифование
Перед шлифованием необходимо произвести термообработку.Перед термообработкой долбяки маркируются: наносится номер маршрутного листа и порядковый номер долбяка.
После термообработки шлифуют плоскую ленточку
по передней поверхности долбяка. Ленточка служит базой для последующего шлифования внешнего опорного торца. При ширине ленточки 1—3 мм и переднем угле долбяка 5° по высоте снимают слои в 0,1 – 0,25 мм.
К поверхности внешнего опорного торца долбяка предъявляются жесткие требования: параметр шероховатости Ra должен составлять 0,16 мкм, неплоскостность не должна превышать 0,005 мм, в сторону поднутрения завалы краев допускаются на расстоянии до 3 мм от поверхности скоса или от наружного диаметра буртика. Эти требования обеспечиваются при шлифовании торцом круга на плоскошлифовальном станке с круглым столом и вертикальным шпинделем.
При шлифовании отверстия
долбяк крепится прихватами к планшайбе станка, либо устанавливается вмагнитном патроне. Центрирование долбяка по оси патрона (рисунок 11) осуществляется с помощью приспособления. Диск 2наружной поверхностью базируется по трем кулачкам 1, закрепленным на патроне. Долбяк центрируется конической частью оправки 4. После включения магнита оправка с диском снимается.

Рисунок 11 – Приспособление для центрирования долбяка при шлифовании отверстия
Шлифование профиля
– наиболее сложная и трудоемкая операция изготовления долбяков. Ее трудоемкость составляет 60—70% от общей трудоемкости изготовления долбяков. Качество и точность выполнения этой операции определяют класс точности долбяка.
Шлифование профиля долбяков выполняется на специальных зубошлифовальных станках, работающих по методу обкатки. Используются станки различных схем шлифования; станки, обрабатывающие профиль зубьев плоской торцовой поверхностью шлифовального круга; станки работающие абразивным червячным кругом; станки, на которых производится обработка коническими сторонами круга на проход.
В настоящее время в отечественной инструментальной промышленности, в основном, применяется первый из вышеуказанных типов станков. Кинематическая схема зубошлифовальных станков работающих плоской торцовой поверхностью шлифовального круга, построена по известному принципу образования эвольвенты.
На шпинделе бабки изделия (рисунок 12) установлен эвольвентный кулачок G диаметром основной окружности dk
,
который под действием груза прижимается к плоскому неподвижному упору в точке С.
При вращении шпинделя с угловой скоростью ω бабка изделия совершает линейные перемещения со скоростью v
=
ω
dk
/2
соответствующие качению основной окружности кулачка dk
по производящей прямой АС.
Если при этом ось шлифовального круга наклонена под углом ay
к направлению перемещения салазок байки изделия (на рисуннке 12 к образующей эвольвенту прямой АС),
то торцовой плоскостью шлифовального круга на обрабатываемом изделии воспроизводится эвольвентный профиль с диаметром основной окружности
dn
0
= dk
cos
ay
На
рисунке 12 показаны два крайних положения долбяка относительно круга при обработке эвольвентного профиля надлине С1
С2
выполняемого участком профиля шлифовального круга B
1
B
2
.
Диаметр начальной окружности при шлифовании равен dk
, а угол зацепления ay
.
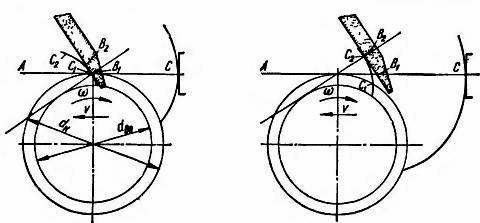
Рисунок 12 – Образование эвольвенты торцевой плоскостью круга
Шлифование задней поверхности по вершинам зубьев осуществляется на круглошлифовальных станках. Стол станка поворачивается на угол, равный заднему углу долбяка в осевом сечении. При шлифовании применяются круги 24А, 16Н, С1—С2, 6К8. На этой операции выдерживается высота головки зуба ha
0
.
Контроль осуществляется с помощью предельной трапецеидальной жесткой или регулируемой скобы и тангенциального зубомера (рисунок 13).

Рисунок 13 – Контроль толщины зуба долбяка
Маршрутный технологический процесс обработки
Рассмотрев общую последовательности обработки зуборезных долбяков составим маршрутную технологию для обработки инструмента (чистового зуборезного долбяка) рассматриваемого в данной работе.
Таблица 100 – Маршрут обработки долбяка
| № операции |
№ пере-хода |
Содержание перехода |
Схема базирования |
000
Заготови-тельная
|
- |
- |
- |
005
Токарная
16К20Ф3
|
1 |
Проточить поверхность 1 начерно |
 |
| 2 |
Расточить отверстие 2 и выточку 3 начерно |
| 3 |
Подрезать торец 4 начерно |
| 4 |
Подрезать торец 5 начерно |
 |
| 5 |
Проточить поверхность 12 начерно |
| 6 |
Подрезать торец 5 начисто |
| 7 |
Проточить поверхность 12 начисто |
| 8 |
Расточить отверстие 2 начисто, расточить фаску 11 |
| 9 |
Проточить поверхность 1 начисто |
 |
| 10 |
Расточить фаску 8 |
| 11 |
Подрезать торец 4 начисто, расточить выточку 3, выточку 10 |
| 13 |
Прорезать канавку 9 |
010 Фрезерная
5К32
|
1 |
Фрезеровать зубья 1 |
 |
015
ТО
|
- |
- |
- |
020
Плоско-
шлифо-
вальная
3Д756
|
1 |
Шлифовать плоскую ленточку 1(предварительное) |
 |
| 2 |
Шлифовать плоскую ленточку 1 (окончательное) |
| 3 |
Шлифовать опорную поверхность (предварительное) |
 |
| 4 |
Шлифовать опорную поверхность (окончательное) |
025
Доводоч-
ная
3806
|
1 |
Доводка опорной поверхности 1 |
 |
030
Кругло-
шлифо-
вальная
3М151
|
1 |
Шлифовать отверстие 1 и торец 2 (предварительное) |
 |
| 2 |
Шлифовать отверстие 1 и торец 2 (окончательное) |
035
Хонин-
гование
3821
|
1 |
Хонинговать отверстие 1 |
 |
040
Шлифо-вание профиля
5М841
|
1 |
Шлифовать профиль 1 |
 |
Расчет режимов резания и норм времени на подробные операции технологического процесса
Режимы резания выбираются согласно требованиям справочной литературы. Нормы основного времени для токарной и зубофрезерной операций рассчитаны по формуле:
 , где , где
L – длина рабочего хода
I– число проходов
sмин
- минутная подача:
sмин
= s×n, где
n – число оборотов шпинделя:

| № операции |
№ пере-хода |
Режимы |
Нормы времени |
| V, м/мин |
S, мм/об |
t |
Tо |
Tвс |
005
Токарная
|
1 |
32 |
0,43 |
1,5 |
0,651 |
0,65 |
| 2 |
0,256 |
0,025 |
| 3 |
0,112 |
0,01 |
| 4 |
0,458 |
0,96 |
| 5 |
0,242 |
0,11 |
| 6 |
24 |
0,12 |
0,5 |
0,859 |
0,125 |
| 7 |
0,526 |
0,114 |
| 8 |
0,124 |
0,01 |
| 9 |
0,248 |
0,26 |
| 10 |
0,124 |
0,01 |
| 11 |
0,259 |
0,112 |
| 12 |
0,159 |
0,06 |
| 13 |
0,598 |
0,137 |
| 010 Фрезерная |
1 |
14,6 |
0,2 |
- |
1,278 |
0,25 |
025
Доводоч-ная
|
1 |
10 |
- |
0 |
Список литерауры:
1. Токарев В.В., Нарожных А.Т., Скребнев Г.Г. Проектирование зуборезных долбяков: Учебное пособие / ВолгГТУ, Волгоград, 2000. - 77 с.
2. Родин П.Р., Климов В.И. Технология изготовления зуборезного инструмента – К.:Техника, 1982. – 208 с.
3. Справочник технолога – машиностроителя, в 2х
т. Т.2., Под ред. Г. А.Косиловой и Р. К. Мещерякова , М., Машиностроение ,1985г
4. Общемашиностроительные нормативы времени: вспомогательного, на техническое обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ, Серийное производство, Москва, 1980г
|