| 1. СИСТЕМЫ УПРАВЛЕНИЯ БИОТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
Биотехнологические процессы, в которых целевой продукт образуется в результате жизнедеятельности микроорганизмов, давно применяются в пищевой промышленности, причем область их применения постоянно расширяется. К числу наиболее крупных относятся производства хлебопекарных дрожжей, спирта, вина, пива, уксусной и лимонных кислот и других продуктов. При всем своем разнообразии они имеют много общего в структуре (последовательности операций), аппаратурном оформлении, целях и задачах управления.
Типичным примером применения биотехнологического процесса является производство спирта, которое состоит из трех основных стадий: приготовления питательной среды (сусла) из крахмального сырья, например зерна; дрожжегенерации и сбраживания сусла дрожжами; выделения спирта из культуральной жидкости (бражки) путем брагоректификации.
Эффективность функционирования АСУ производства спирта определяется выбором структур АСУТП отделений и подразделений, их функциональными возможностями, комплексом аппаратных и программных средств микропроцессорной техники с учетом мощности предприятия и уровня автоматизации. Структурную организацию АСУ спиртового завода следует рассматривать как по горизонтали (где выделяются отделения и подразделения производства спирта, функционирующие в режиме задач управления законченным технологическим процессом спиртового производства), так и по вертикали (где выделяются уровни управления технологическим процессом этого производства). На рис. 1 приведена структура АСУ спиртового завода (АСУП).
Технологические отделения и подразделения в основном состоят из совокупности взаимосвязанных технологических аппаратов, агрегатов и установок, на которых протекает технологический процесс производства спирта и подготовка энергоносителей, теплоносителей и других материалов (на схеме обозначены сплошными линиями).
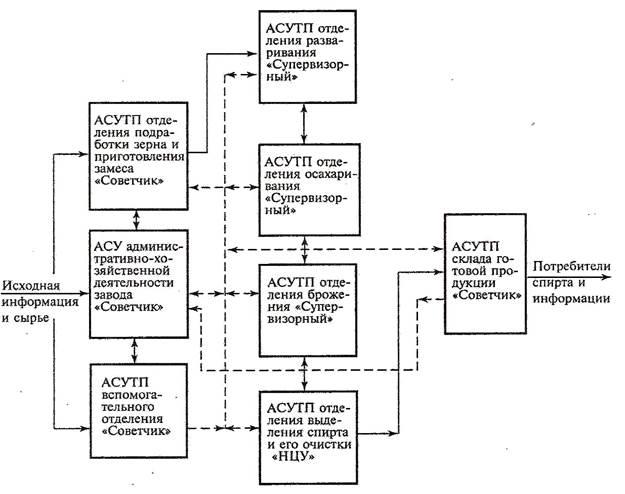
Рис.1 Структура АСУ спиртового завода
Автоматизированное управление технологическими отделениями и подразделениями осуществляется сменными технологами с помощью ПТК, SCADA-программы, АРМ АСУТП и АСУП и под руководством главного технолога и руководства спиртового завода (на схеме обозначены пунктирными линиями).
В первую очередь оснащаются микропроцессорными аппаратными и программными средствами наиболее подготовленные отделения и подразделения согласно изученности и достаточности информации об этих объектах управления, а затем, развивая АСУ спиртового завода, подключаются новые.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.
Сусло готовится на головных участках производства, где зерно подвергается очистке и дроблению, смешивается с водой, образуя замес, который подвергается тепловой обработке (развариванию) и осахариванию под действием ферментов солода или ферментных препаратов, получаемых путем микробиологического синтеза.
В системе управления отделением подработки зерна и приготовления замеса (рис. ) зерно со склада системой транспортеров I и норией II подается в приемный бункер III, из которого поступает на очистку в сепаратор IV и далее через промежуточный бункер V на порционные весы VI, которые обеспечивают контроль общего количества зерна, поступившего в производство. Затем поток зерна направляется транспортером VII и норией VIII в бункер-накопитель IX, из которого попадает в измельчающее устройство X. Размолотое зерно поступает в смесительную камеру смесителя–предразварника XI, где перемешивается с водой в однородную массу – замес. Из смесительной камеры замес подается в камеру предразварника, где нагревается «острым» вторичным паром.
Система управления отделением переработки зерна и приготовления замеса может быть реализована при помощи АСУТП, действующей в режиме «Советчик», который предусматривает использование локальных и сетевых контроллеров и ЭВМ и имеет два иерархических уровня.

Состав модулей:
1 – преобразователи (датчики) технологических параметров;
2 – электропневматические исполнительные устройства, пусковая электроаппаратура;
3 – локальные устройства управления ТП;
4 – микропроцессорные локальные контроллеры;
5 – микропроцессорные сетевые контроллеры;
6 – пульт управления оператора;
7 – сервер БД РВ;
8 – программно-технический комплекс (ПТК);
9 – управляющая ЭВМ отечественного или зарубежного производства;
10 – АРМ оператора (технолога, инженера, химика-аналитика и т. п.).
На первом уровне монтируются измерительные преобразователи (датчики), сигнализаторы параметров, локальные контроллеры (ТКМ21), средства управления исполнительными устройствами и пусковой аппаратуры. Пульты управления ТП и оборудованием в основном расположены по месту объекта управления. (Они состоят из металлических корпусов (массой 15 кг) со встроенными в них ТКМ21 в количестве трех комплектов (с «горячим» резервированием), модемов, блоков бесперебойного питания, аккумуляторов и других необходимых устройств. Взаимосвязь аппаратуры осуществляется с помощью HART-протокола посредством полевой сети Fieldbus HI.

Второй уровень предусматривает использование сетевых контроллеров ТКМ-51 с информационной мощностью, обеспечивающей аналоговых входов/выходов 64/32, дискретных входов/выходов 192/160 в количестве трех комплектов (с «горячим» резервированием) на базе ПТК «САРГОН» с управляющей ЭВМ (Pentium I), функционирующего в режиме операторской рабочей станции. Этот уровень управления имеет также сервер ОРС и БД на базе ЭВМ (Pentium I), АРМ химика-аналитика и АРМ оператора-технолога на базе ЭВМ IBM PC-486. Прием и передача информации осуществляются посредством промышленной сети profibus DP, возможно использование Modbus. ОС функционирует с помощью ОС Windows NT. Основное ПО системы управления обеспечивается SCADA-программой Трейс Моуд, реализующий основные функции визуализации измеряемой и контролируемой информации, передачи данных и команд системе для контроля и управления. Оно состоит из инструментального и исполнительного комплексов. Открытость SCADA-программы обеспечивает функционирование СУ в ОРС-сервере, что гарантирует работу сетевых структур без специальных драйверов. В качестве ОС контроллеров используют типовую систему OS-9 или версии Windows, что позволяет применить прикладное ПО для контроллеров (например, технологические языки стандарта IEC 1131.3).
Информационная мощность АСУТП отделения подработки зерна и приготовления замеса составляет: входы/выходы 19/19, т. е. 38. Из них аналоговые входы/выходы 9/9, дискретные входы/выходы 10/10+5 (сигн.), т. е. имеется достаточный резерв.
АСУТП отделения подработки зерна и приготовления замеса обеспечивает отображение информации о состоянии ТП в режиме РВ, контроль поступления сырья и материалов, ввод задания и команд с клавиатур ПТК и АРМ оператора-технолога, а также управление ТП. Команды управления и данные вводятся в ПТК технологом с клавиатуры ЭВМ. В ПТК в этом случае входят модули ввода аналоговых, дискретных и чисто импульсных сигналов, необходимых для приема информации ПТК от измерительных преобразователей технологических параметров, информации о состоянии оборудования, от дискретных устройств, а также модулей вывода аналоговых и дискретных сигналов для управления исполнительными устройствами (клапанами, вентилями, заслонками, электродвигателями и др.).
Стадия подработки зерна
Основными задачами на этой стадии являются дистанционное управление, блокировка и сигнализация о работе системы машин и механизмов, которая обеспечивает транспортировку зерна со склада на переработку по определенному маршруту. Это осуществляет система управления, сигнализации и блокировки, в электрическую Схему которой поступают сигналы о частоте вращения электродвигателей норий и транспортеров, о их скорости от реле скорости (1–1 ÷ 4–1) и уровне зерна в бункерах от емкостных датчиков уровня с выходом на АЦП (ADAM-4012) (5-7 ÷ 7-1) и которая подает импульсы сигнализации на пульты ПТК и АРМ технолога.
Автоматический учет зерна, поступающего со склада в переработку, обеспечивает контактный счетчик (8-1), который при каждом отвесе порционных весов формирует электрический импульс, который посредством АЦП (ADAM-4016) поступает на счетчик электроимпульсов (8-2), установленный на пульте управления ПТК, для фиксирования на телемониторе и суммирования. Производительность (нагрузка) головных участков устанавливается с пульта ПТК или ПЭВМ (АРМ оператора). В состав САР входят дозатор-расходомер зерна (9-1), нормирующий преобразователь (9-2) и АЦП (ADAM-4012), регистратор АЦПУ (9-3), регулирующий канал ТКМ-51, поддерживающий ПИ-закон регулирования (9-4), ЦАП (ADAM-4021) и исполнительное устройство (9-5), в качестве которого используется регулирующая заслонка (шибер) с электрическим мембранным исполнительным механизмом.
Стадия приготовления замеса
Основной задачей управления на этой стадии является получение определенной концентрации крахмала в замесе, что обеспечивает САР соотношения расходов зерна и воды, поступающих в предразварник–смеситель с помощью регулирующего контроллера ТКМ-51. Расход воды фиксируется индукционным расходомером (10-1) с электровыходом, сигнал с которого поступает на АЦП (ADAM-4012) и далее на телемонитор ПТК и ПЭВМ (10-2), а также на регулирующий канал ТКМ-51 (10-3) в качестве регулирующей переменной. Электрический сигнал, пропорциональный расходу зерна, с нормирующего преобразователя (9-2) поступает на контроллер соотношений ТКМ-51 (10-3) в качестве задания, при этом оно может быть набрано на клавиатурах ПТК и ПЭВМ. Командный сигнал с выхода контроллера соотношения подается на привод регулирующего клапана (10-4) подачи воды. Системой управления предусмотрено регулирование температур в смесительной камере и камере предразварника, а также регулирование уровня массы в камере предразварника. Обе САР температуры состоят из датчиков – терморезисторных термометров (ТСМ) с электровыходом (11-1), (12-1) и выходом на АЦП (ADAM-4012) или модулей (ADAM-4013), регистрирующих устройств (АЦПУ) (11-2) и (12-2), регулирующих каналов ТКМ-51, выполняющих ПИ-закон регулирования, (11-3), (12-3) с выходом на регулирующие клапаны: {11-4) – на линии подачи холодной воды в смеситель и (12-4) – на линии подачи пара в предразварник. Для измерения уровня разваренной массы используется емкостной датчик (13-1) и модуль (ADAM-4012) в комплекте с регистрирующим устройством АЦПУ (13-2) и сигнализацией на пультах ПТК и АРМ технолога.
ТЕХНИЧЕСКИЕ И ПРОГРАММНЫЕ СРЕДСТВА УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
Любые целенаправленные действия (операции) над исходным сырьем, полуфабрикатами или компонентами (ингредиентами) выпускаемой продукции, совершаемые в определенной последовательности можно рассматривать как некоторые технологии
, каждая из которых обладает определенной структурой, входом и выходом.
Все входы и выходы технологий образуются в результате преобразования материальных, энергетических, финансовых и информационных потоков. Через эти потоки каждая технология связывается с другими технологиями, в том числе и с потребительским рынком, причем следует различать операционные
(вход, выход) и управляющие
(управление) потоки данных.
Информационные потоки отражают (моделируют) изменение (преобразование) материальных, энергетических и финансовых потоков при реализации технологий. Эти потоки обычно описывают как совокупность сигналов
, т.е. физических процессов, передающих информацию. Для выделения из сигналов их информационной составляющей необходимо выполнить некоторые преобразования. Поэтому наиболее часто на практике применяются электрические сигналы, как наиболее удобные для выполнения различных преобразований.
Самым эффективным устройством для выделения информационной составляющей сигналов является компьютер. Поэтому компьютерные системы управления бурно развиваются и находят широкое применение, как в производстве, так и в бизнесе.
При автоматизации производственных процессов, бытовой аппаратуры, транспортных средств и других технических устройств, все чаще применяют универсальные микроконтроллеры
, представляющие собой микро-ЭВМ, все функциональные узлы которой содержатся на одном полупроводниковом кристалле и выполненную в виде одной микросхемы.
Промышленностью освоен выпуск многих серий микроконтроллеров, различающихся набором функциональных возможностей, объемом памяти, быстродействием, энергопотреблением и стоимостью. Одним из основных параметров классификации микроконтроллеров является разрядность арифметико-логического устройства. Различают 8-, 16- и 32- разрядные микроконтроллеры.
Микроконтроллер в процессе работы обменивается данными с другими устройствами. Этот обмен осуществляется через линии связи и выполняется по определенным правилам. Совокупность используемых при указанном обмене данными линий связи и правил обмена информацией называется интерфейсом
(иногда вместо термина интерфейс
употребляется термин протокол
).
Базовый функциональный профиль систем диспетчерского контроля и сбора данных с человеко-машинным интерфейсом
(SCADA/HMI) сформировался еще во времена первых управляющих вычислительных машин, снабженных монохромными алфавитно-цифровыми дисплеями, на которых создавались «псевдографические» изображения - прообраз современной графики. Уже тогда системы обеспечивали сбор, обработку, отображение информации, ввод команд и данных оператором, архивирование и протоколирование хода технологического процесса (ТП).
С появлением в пунктах управления ТП компьютерной техники в составе управляющих вычислительных машин и распределенных систем управления (РСУ), характеризующихся наличием нескольких центров обработки данных о ходе ТП, расширяется их функциональный профиль, технические и коммуникационные возможности. В составе компьютерных операторских станций появляются цветные графические дисплеи, средства анимации изображений, голосовая сигнализация расширяются функциональные возможности операторских станций.
В начале 80-х годов 20 века ряд международных организаций по стандартизации ISO, ITU-T и некоторые другие - разработали концепцию открытых систем, реализованную в виде модели OSI (Open System Interconnection), т.е. модели взаимодействия открытых систем
, определяющую различные уровни взаимодействия систем, дающую им стандартные имена и указывающую какие функции должен выполнять каждый уровень. Полное описание этой модели занимает более 1000 страниц текста.
После разработки концепции открытых систем программные средства для операторских станций стали самостоятельным продуктом, свободно компонуемым с программно-техническими средствами разных производителей. Специализация изготовителей позволяет им сосредоточиться на проблемах создания программного обеспечения (ПО) для компьютерных станций в автоматизированных системах управления технологическими процессами (АСУТП), причем к разработкам привлекаются программисты высокой квалификации. Имеется функция поддержки сетевых связей. Заботой разработчиков становится обеспечение программных систем средствами связи с контроллерами и устройствами разных производителей. Большое количество контроллеров с разными аппаратно-программными платформами и постоянное увеличение их числа заставляет разработчиков включать в состав программной системы большое количество готовых драйверов (до 700 - 800) и инструментарий для разработки новых драйверов.
Современные системы SCADA/HMI хорошо структурированы и представляют собой готовые к применению и согласованные по функциям и интерфейсам наборы программных продуктов и вспомогательных компонентов. В сетевых системах средствами SCADA/HMI реализуются станции разного функционального назначения, взаимодействующие между собой в системах (АСУТП). Они включают в свою номенклатуру разные типы: станции-серверы и станции-клиенты, взаимодействующие в структуре «клиент-сервер»; станции наблюдения (мониторинга) для руководящих работников; специальные станции архивирования данных и документирования данных и событий и др.
В SCADA/HMI-системах широко применяется принцип модульного построения, реализуемого в двух основных вариантах.
В первом случае
для системы, обеспечивающей полный набор базовых функций, создаются дополнительные пакеты - опции, реализующие необязательные в применении функции контроля и управления, например, SPC, Batch Control.
Во втором случае
система создается из функциональных модулей, реализующих отдельные функции контроля и управления. Модули в достаточной мере независимы и могут применяться на отдельных функциональных станциях или свободно компоноваться в разных сочетаниях при разработке станций. Таким образом, могут создаваться, например, станции наблюдения, станции «слепой узел» (концентратор данных в сети) или станции со свободно формируемым набором функций.
С ростом мощности компьютеров и соответствующим ростом информационной мощности операторских станций соответственно потребностям приложений SCADA/HMI-системы становятся масштабируемыми, они выпускаются в вариантах, которые при сохранении в целом функционального профиля поддерживают от нескольких десятков или сотен до десятков тысяч входов-выходов.
SCADA/HMI-системы ведущих производителей получают расширение в иерархии уровней управления производством «по вертикали» - в сторону непосредственного управления процессом (автоматическое регулирование и программно-логическое управление), и в сторону управления производством. Такие программные системы представляют собой мощные программные комплексы, обеспечивающие ИАСУ производством в целом. Использование в системах разных уровней единых стиля оформления, терминологии, инструментария, служебных средств и т.д., значительно облегчают проектантам и системным интеграторам разработку СУ, а предприятиям - их освоение и эксплуатацию. Функции непосредственного управления реализуются в пакетах прикладных программ для контроллеров, построенных на основе персональных компьютеров (SoftPLC), и для компьютерной реализации функций непосредственного управления (SoftControl). На уровне управления производством для диспетчерского управления (Manufacturing Executing System ~ MES) вполне применимы SCADA/HMI-системы для АСУТП. Сбор, отображение, архивирование данных и протоколирование хода производства средствами систем SCADA/HMI успешно применяется в АСУП. Однако особенности функций диспетчерского управления привели разработчиков SCADA/HMI-систем к созданию специальных программных продуктов для уровня управления производством. В них важную роль играет функция поддержки принятия решений перед перераспределением материальных и энергетических потоков в технологической схеме производства - путем оценки результатов предполагаемых решений средствами моделирования. Использование стандарта моделирования существенно облегчает разработчикам создание программных систем, а разработчикам проектов - освоение систем и переход от одной системы к другой.
Прогресс в области SCADA-систем в последние годы получил значительное ускорение. Использование новейших информационных технологий, интеграцию приложений, встраивание стандартных языковых средств для программирования пользовательских алгоритмов и экранных взаимодействий значительно повысили эффективность SCADA-систем. В распоряжении пользователей разных групп появился мощный инструментарий. Технологии распределенной межсетевой архитектуры для корпоративных систем DNA (Distributed interNet Architecture) в среде MS Windows, комплексирование продуктов для управления технологией создают новые возможности в ИАСУ и перераспределение функций между ними. Теперь в дежурный список поддерживаемых системами технологий и интерфейсов дополнительно к уже ставшим традиционными DDE, DLL, OLE, ODBC/SQL включаются объектные компонентные модели COM/DCOM с ActiveX, технологии Java, универсальный интерфейс связи с внешними устройствами ОРС. языки стандарта IEC 61131-3, языки описаний на основе Visual Basic for Applications, Internet/Intranet и т.д.
В распоряжении разработчиков и пользователей разных уровней оказывается инструментарий современных SCADA-систем, поддерживаемый средствами ОС и сетевых архитектур. Решения прикладных проблем в конкретных проектах становятся многовариантными благодаря таким возможностям, как распределение функций между станциями и формирование функциональных нагрузок станций; подключение внешних средств обработки данных (электронных таблиц, БД и др.) - статистической обработки, контроля ТЭП и т.д.
Для управления уровнем в варочных колоннах выбран ПЛК TSX PREMIUM фирмы Schneider Electric.
ПЛК Modicon TSX Premium позволяют создавать автономные системы, ориентированные на реализацию децентрализованной архитектуры управления. С их использованием подход к разработке и управлению технологическим процессом реализуется таким образом, что разработчик системы управления ориентируется на решение различных задач с помощью целого ряда средств: интуитивно ясный пользовательский интерфейс, мощные языки, построенные в соответствии с требованиями стандарта МЭК 61131-3, инструментарий для повышения производительности разработки приложений.
Внешний вид ПЛК Modicon TSX Premium.
Контроллеры Modicon TSX Premium разработаны на новой платформе в среде гаммы Modicon TSX. Они позволяют управлять технологическими процессами полностью, без какого-либо участия человека, исключая лишь стадию разработки, отладки и т.д.
Подход к разработке и управлению технологическим процессом построен таким образом, что ориентируется на решение различных задач с помощью целого ряда средств: интуитивный пользовательский интерфейс, мощные МЭК языки, инструментарий для повышения производительности. По сравнению с предыдущей серией – упрощенная установка и обслуживание, мощность обработки всех типов задач, Bus X – сеть реального времени, простые архитектуры, производительность реального времени на расстоянии до 100 м, полная прозрачность в сети.
Новая платформа позволяет свободно распределять функции автоматизации, упрощает инсталляцию и обслуживание, существует возможность горячей замены модулей: кодируемые съемные терминальные блоки, PCMCIA карты памяти.
Характеристики:
- быстрое время ответов - 1мс;
- многозадачность (0,31мс на 1024 булевых инструкций; 0,78нс на 1024 смешанных инструкций);
- сокращенное время цикла (многопроцессорная структура, независимые обмены между вводом-выводом).
- многозадачность и модульность;
- многозадачная ОС (до 64 задач по событиям; ввод-вывод может быть присвоен отдельной задаче; неявные обмены ввода-вывода;
- модульный объем памяти (до 55К бинарных инструкций: 35К смешанных + 25К слов); управление сложными задачами без смены типа процессора;
- гамма прикладных функций (аналоговая обработка: 8/16 Input High level 12 bits, 4 Input multirange 16 bits, 4 Output Isolated outputs); быстрый счет (2/4 multifunction counters 40 kHz).
Выполняемые функции и назначение:
- управление движением (2/4 independent axes for multifunction servo encoder: inc. 250kHz / abs. SSI 1MHz; 1 / 2 axes for stepper motor 187 kHz);
- коммуникации (multiprotocol serial link; Fipway network; FIPIO Agent fieldbus);
- взвешивание (a multifunction weightier - 8 strain gauges max);
- интеграция с персональным компьютером (подключение к ПК или к нескольким ПК посредством промышленного Ethernet);
- интегрированная открытая архитектура.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ.
1.Автоматика и автоматизация пищевых производств/ М.М. Благовещенская,
Н.О.Воронина, А.В. Казаков и др. - М.: Агропромиздат, 1991. - 239 с.
2.Автоматизация производственных процессов и АСУ ТП в пищевой промышленности/Л.А. Широков, В.И. Михайлов, Р.З.Фельдман и др.; под ред. Л.А. Широкова. - М.:Агропромиздат, 1986. -311 с.
3.Приборы и средства автоматизации для пищевой промышленности/ И.К. Петров, М.М. Солошенко, В.А. Царьков. - М.: Легкая и пищевая промышленность, 1981. - 416 с
|