Санкт-Петербургский государственный морской технический университет
Кафедра сварки судовых конструкций
Курсовая работа
РАЗРАБОТКА ТЕХНОЛОГИИ СВАРКИ
СЕКЦИИ КОРПУСА СУДНА
Вариант № 3
Выполнили: Дроздов А. С.
Проверил: Шекин С.И.
Санкт-Петербург
2010
Исходные данные:
Марка материала 10ХСНД
Габариты секции- S=16мм; А=7000мм; Б=3500мм
Номер полособульба - 18
Толщина стенки поперечного набора S=10мм
Расстояние между бульбами 350, между поперечными таврами - 850мм
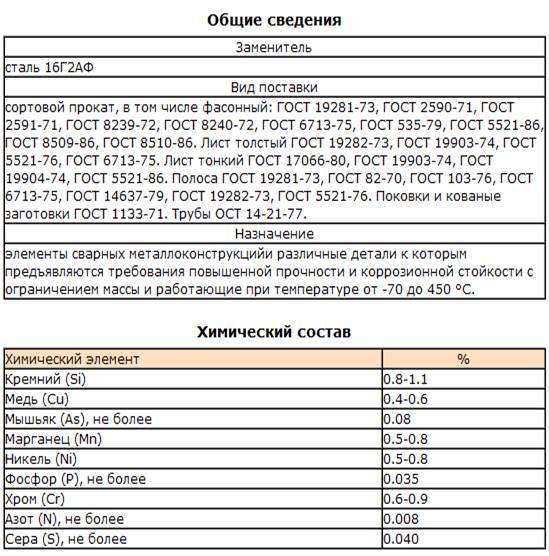
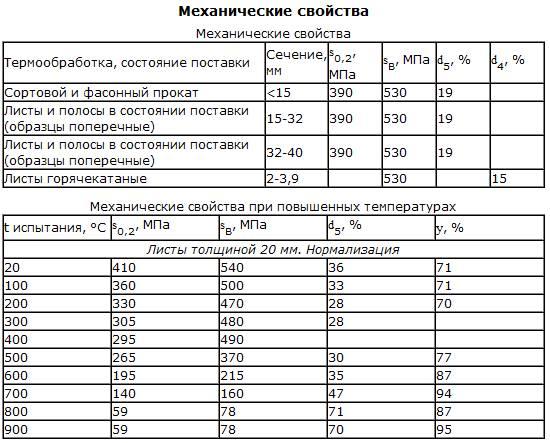
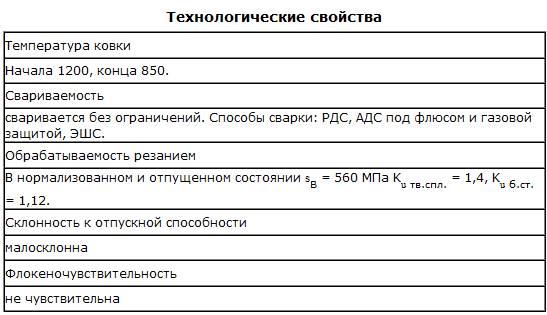
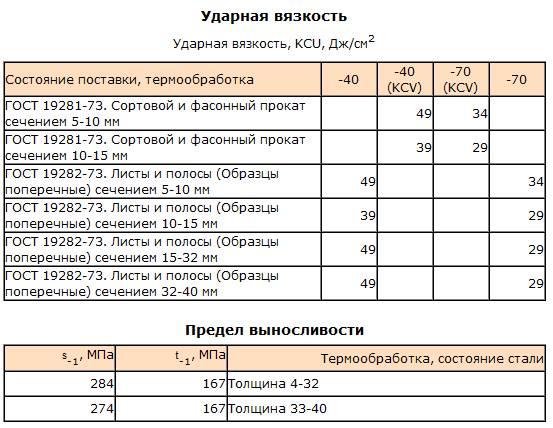
1.Характеристика стали 10ХСНД.

2.Особенности сварки стали 10ХСНД.
Как уже было указано выше, сталь 10ХСНД относится к группе конструкционных низколегированных сталей.
Эта группа сталей при сварке ведет себя так же, как и низкоуглеродистая сталь, но имеются отличия при действии термических циклов:
1. Больше склонность к росту зерна в околошовной зоне, особенно при перегреве.
2. Возможность образования закалочных структур, что будет служить причиной образования холодных трещин.
3. Снижение ударной вязкости металла в околошовном участке ЗТВ сварного соединения.
4. Стойкость металла шва против образования горячих трещин ниже из-за наличия легирующих элементов.
5. Чувствительность к концентраторам напряжений и даже к тепловым "ожогам".
Низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 1200
—2000
С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
Поэтому при сварке низколегированных сталей к параметрам режима сварки предъявляются более жесткие требования, чем при сварке нелегированных низкоуглеродистых сталей. Сварка ограничивается узкими пределами изменения параметров режима, чтобы одновременно обеспечить минимальное возникновение закалочных структур и уменьшить перегрев.
4.Технологический процесс.
Данный технологический процесс, был написан с использованием современной программы Vertikalv3, что позволило с более высокой точностью определить и рассчитать режимы сварки, подобрать нужное оборудование, сварочные материалы, разделку кромок и т.д.
1. Сборка (полотнища)
2. Зачистка
2.1 Зачистить детали под сварку до чистого металла
3. Дуговая сварка покрытым электродом
3.2 Прихватить листы по всей длине стыков.
Электроды УОНИИ-13/55-4 ГОСТ 9466-75
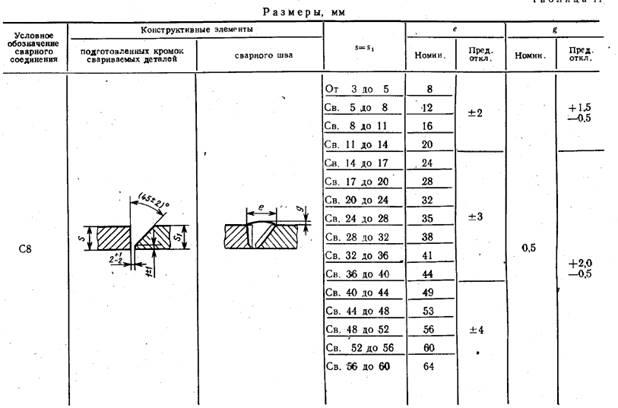
Шов=С8, Iсв=150-210А, Uд=23В, L=14м, Lпр=35мм, Nпр=41
4. Зачистка
4.1 Зачистить сварной шов от шлака и брызг метала
4.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
5. Дуговая сварка под флюсом
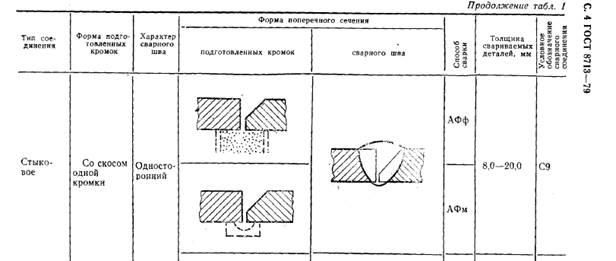
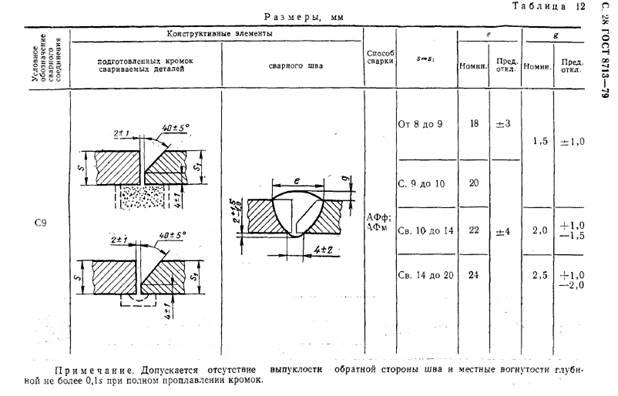
5.1 Сварить листы настила палубы в нижнем положении на медном ползунке по ГОСТ-8713-79. Флюс ОСЦ-45, проволока 4,0 Св-08А (по РД5Р.9083-92). Шов=С8, Iсв=830-860А, Uд=38-40В, Vсв=15-17м/ч, Вылет=25-45, L=14м
6. Сборка (к полотнищу устанавливается продольный набор)
7. Зачистка
7.1 Зачистить детали под сварку до чистого металла
8. Дуговая сварка покрытыми электродом
8.1 Прихватить детали
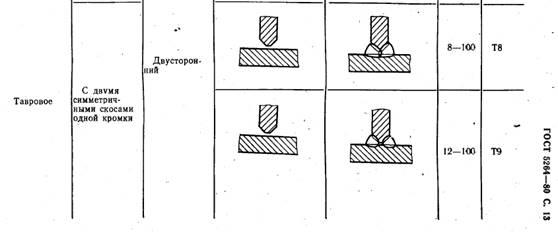
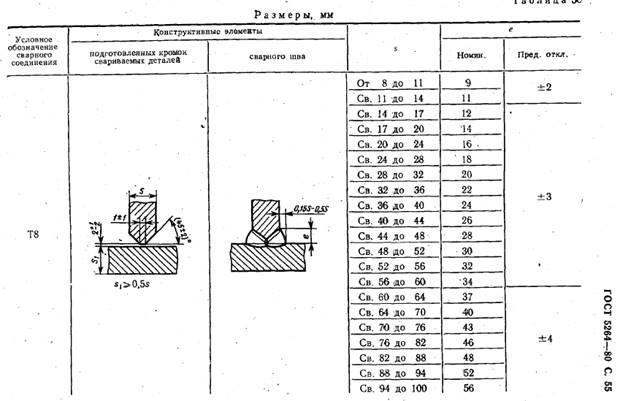
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 8 25 200, Iсв=150-210A, L=63m, Lпр=25мм, Nпр=253
9. Зачистка
9.1 Зачистить сварной шов от шлака и брызг металла
9.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
10. Дуговая сварка в углекислом газе сплошной проволокой
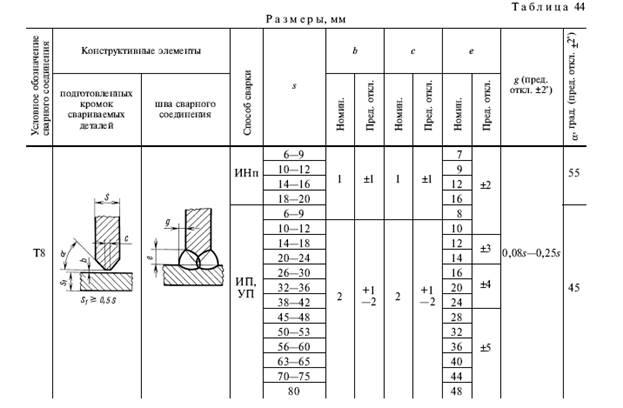
Шов=Т8 6, Iсв=300А, Uд=28-30В, Vсв=17м/ч, L=56м, сварочная проволока Св-08А-1,6мм, двуокись углерода ГОСТ 8050-76
11 Сборка (тавровых балок)
12. Зачистка
12.1 Зачистить детали под сварку до чистого металла
13 Дуговая сварка
13.1 Прихватить детали
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 6 25 100, Iсв=150-210A, L=28m, Lпр=25мм, Nпр=161
14. Зачистка
14.1 Зачистить сварной шов от шлака и брызг металла
14.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
15. Дуговая сварка под флюсом
15.1 Сварить тавровые балки по ГОСТ-8713-79. Флюс ОСЦ-45, проволока 4,0 Св-08А (по РД5Р.9083-92). Шов=Т8 6, Iсв=830-860А, Uд=38-40В, Vсв=15-17м/ч, Вылет=25-45, L=56м
16. Сборка (приварка таврового набора к полотнищу)
17.Зачистка
17.1 Зачистить детали под сварку до чистого металла
18. Дуговая сварка покрытыми электродами
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 6, Iсв=150-210A, L=28m, Lпр=25мм, Nпр=161
19. Зачистка
19.1 Зачистить сварной шов от шлака и брызг металла
19.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
20. Дуговая сварка в углекислом газе сплошной проволокой
Шов=Т8 6, Iсв=300А, Uд=28-30В, Vсв=17м/ч, L=56м, сварочная проволока Св-08А-1,6мм, двуокись углерода ГОСТ 8050-76
21. Контроль внешнего вида сварных швов, наличия клейм – 100%
22. Ультразвуковой контроль сварных швов по ГОСТ 14782-86. – 50%
Оборудование:
ВД-302 «Зверь»
 
| Наименование характеристики |
Значение |
| Напряжение питающей сети |
2 x 380В |
| Номинальная частота, Гц. |
50 Гц |
| Диаметр электрода |
2-5мм. |
| ПВ при 300А |
40% |
| ПВ при 200А |
100% |
| Диапазон регулирования сварочного тока |
60- 300А |
| Напряжение холостого хода |
от 25 В - 50 В |
| Потребляемая мощность |
9кВт |
| Ток защиты по первичной сети |
25А |
| Ток холостого хода |
не более 1.6А. |
| Длина сетевого шнура |
3 м |
| Габаритные размеры |
410х140х400 мм |
| Масса |
42 |
ВДГ-502
Напряжение, В 16-40
Ток, А 500
Номинальный режим работы, % 60
Потребляемая мощность, кВт 60-500
Габаритные размеры, мм 1050×760×960
Масса, кг 370
ПДГ-502 У4
Напряжение питающей сети, В 380
Сварочный ток, А 500
пределы регулирования 100-500
диаметр, мм 1,2-2,0
скорость подачи, м/ч 120-1200
ВДУ-1001 У3

Технические характеристики
| Наименование параметра
|
ВДУ-1001
|
| Номинальное напряжение питающей сети трехфазного тока, В при частоте 50 Гц
|
380
|
| Первичная мощность, кВА, не более
|
82
|
| Напряжение холостого хода, В, не более
|
85
|
| Пределы регулирования сварочного тока, А (ПВХ/ЖВХ)
|
100-1001
120-1000
|
| Номинальное рабочее напряжение, В
|
56
|
| Пределы регулирования рабочего напряжения, В
|
24-56
20-56
|
| (ПВХ/ЖВХ)
|
| Номинальная продолжительность работы, ПВ, %
|
100
|
| Коэффициент полезного действия, %, не менее
|
79
|
| Масса, кг, не более
|
500
|
АДС-1000-2
Технические данные сварочного трактора
| Технические данные |
Тип трактора |
| АДС- 1000-2 |
Сварочный
ток, А
|
400-1200 |
| Диаметр электродной проволоки, мм |
2,5-6 |
Скорость по-
дачи электродной
проволоки, м/час
|
30-108 |
Скорость свар-
ки, м/час ....
|
15-80 |
Нормативные документы
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»

ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры»

ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.»
ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые»
РД5Р.9083-92
«Корпуса стальных судов. Сварка углеродистых и низкоуглеродистых сталей»
Общие указания по сварке
1) Сварку производить в соответствии с рабочими чертежами.
2) Произвести контроль чистоты свариваемых кромок. При необходимости выполнить повторную зачистку.
3) При наличии влаги на кромках их необходимо прогреть пламенем газовой горелки.
4) Перед автоматической или полуавтоматической сваркой режим сварки необходимо проверить на пробных планках.
5) Начало и конец шва следует выводить на технологические планки.
6) После окончания сварки планки удаляются, швы приварки планок зачищаются.
7) Исправления дефектов проводить согласно требованиям нормативной документации.
8) Полуавтоматическую сварку в углекислом газе выполнять симметрично от центра конструкции к краям.
9) Автоматическую сварку под слоем флюса выполнять по всей длине напроход.
|