Введение
В современных технологических процессах поточно-массовом производстве затраты на изготовление и эксплуатацию технологической оснастки составляет до 20% себестоимости продукции. Наибольший удельный вес в общем парке технологической оснастки составляет станочное приспособление, применяемое для установки и закрепления заготовок, деталей. Применение приспособлений позволяет устранить разметку заготовок перед обработкой, повысить точность обработки, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования и сократить число рабочих, необходимых для выпуска продукции. Постоянное совершенствование методов обработки связанное с нарастанием темпов технологического процесса, требует создание наиболее рациональной конструкции и экономического обоснования применения различных видов приспособлений, снижения их металлоемкости при обеспечении необходимой жесткости. Изучение закономерности влияния приспособления на точность и производительность выполняемых операций позволяет проектировать приспособления интенсифицирующее производство и повышающее его точность. Проводимая работа по унификации и стандартизации элементов приспособления создала основу для автоматизированного проектирования приспособлений с использованием ЭВМ и автоматов для графического изображения, что приводит к ускорению технологической подготовке производства.
Целью курсового проекта является разработать технологический процесс обработки детали Ступица, с применением высокопроизводительных методов обработки.
1 Общий раздел
1.1 Описание конструкции и служебного назначения детали
Полумуфта УЭС1200608 входит в сборку узла УЭС 1200000 «Привод гидронасоса» комбайнов КЗК 10, УЭС 2250А, УЭС 2280А, УЭС 3280 в количестве 1 штука на машину. Шлицевая поверхность 95х5х10d входит в зацепление с внутренним шлицом муфты УЭС 1200609, шлицевая поверхность 38х 1.5874х 23S4 сопрягается с выходным валом гидронасоса комбайна. Принцип работы: крутящий момент с двигателя комбайна через корданный вал, собранный с фланцем УЭС 1200611 через подшипники 46212 ГОСТ 831-75 передается на вал УЭС 1200612, который своей шлицевой поверхностью 95х 5х 10d входит в сопряжение с муфтой УЭС 1200609 с одной стороны и передает крутящий момент через муфту УЭС 1200609 на полумуфту УЭС 1200609, установленную с другой стороны выше указанной муфты.
В качестве материала заготовки выбрана Сталь 40X ГОСТ 4543-71.
Сталь – это многокомпонентный, железоуглеродистый сплав с содержанием углерода не более 2,14%, претерпевающий эвтектическое превращение. Этот сплав – наиболее распространенный материал для изготовления поковок благодаря свойствам и относительной дешевизне.
Область применения стали расширяется вследствие непрерывного повышения ее прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
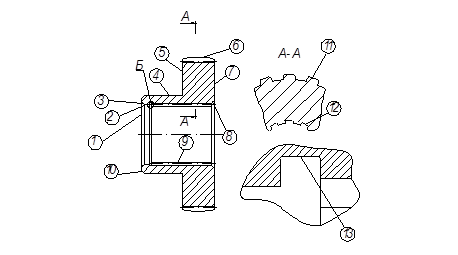
Рисунок 1.1- Эскиз детали Муфта
Торец 1, обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Отверстие 2 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Фаска 3 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Наружная цилиндрическая поверхность 4 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Поверхность 5 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Поверхность 6 предназначена для дальнейшего фрезерования шлицов обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3,2. Торец 7 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Фаска 8 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Отверстие 9 предназначено для дальнейшего нарезания зубьев сверлится по 14 квалитету точности, шероховатость поверхности Ra 12,5.
Фаска 10 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12,5. Шлицы 11 предназначены для передачи вращательного движения обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3,2. Шлицы 12 предназначены для передачи вращательного движения обрабатываются по 8 квалитету точности, шероховатость поверхности Ra 3,2. Канавка 13 предназначена для выхода режущего инструмента обрабатывается по 8 квалитету точности, шероховатость поверхности Ra 3,2. Данные по химическому составу и химическим свойствам стали заносим в таблицы 1.1 и 1.2.
Таблица 1.1. Химический состав стали 40Х ГОСТ 4543-71.
| C |
Si |
Mn |
S |
P |
Ni |
Cr |
| 0,36-0,41 |
0,17-0,37 |
0,5-0,8 |
0,035 |
0,3 |
0,8-1,1 |
Таблица 1.2. Физико-механические свойства стали 40Х ГОСТ 4543-71.
| σТ
МПа |
σВ
МПа |
δ % |
Ψ% |
Qн
Дж/см2
|
НВ не более |
| Не менее |
45 |
сердцевины |
| 80 |
100 |
10 |
6 |
255 |
1.2 Технологический контроль чертежа детали и анализ детали на технологичность
Обрабатываемые поверхности являются простыми и представляют собой наружные и внутренние цилиндрические поверхности, стандартные фаски и канавка. Трудные места для обработки заготовка не имеет. Обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляют технологических трудностей. Позволяют вести обработку на проход и дают возможность обрабатывать деталь высокопроизводительными методами. Жесткость детали достаточна для получения точности 7-го квалитета. Количественный анализ детали на технологичность заключается в расчете коэффициентов унификации (КУЭ
), точности (КТ
) и шероховатости (КШ
). Квалитеты точности и параметры шероховатости представлены в таблице 1.3.
Таблица 1.3- Квалитеты точности и параметры шероховатости поверхности
| № поверхности |
Квалитет
точности, А
|
Шероховатость
повхности, Б
|
Класс
шероховатости
|
| 1 |
14 |
12,5 |
3 |
| 2 |
14 |
12,5 |
3 |
| 3 |
14 |
12,5 |
3 |
| 4 |
14 |
12,5 |
3 |
| 5 |
9 |
3,2 |
5 |
| 6 |
9 |
3,2 |
5 |
| 7 |
8 |
3,2 |
5 |
| 8 |
14 |
12,5 |
3 |
| 9 |
14 |
12,5 |
3 |
| 10 |
14 |
12,5 |
3 |
| 11 |
14 |
12,5 |
3 |
| 12 |
8 |
3,2 |
5 |
| 13 |
14 |
12,5 |
3 |
Коэффициент унификации конструкции элементов детали КУЭ
определяется по формуле:
КУЭ
= ОУЭ
/ООБЩ
(1.1)
где ОУЭ
– число конструктивных элементов детали выполненных по стандарту; ОУЭ
= 13
ООБЩ
– число всех конструктивных элементов детали; ООБЩ
=13
КУЭ
= 13/13 = 1
Деталь считается технологичной, т.к. КУЭ
> 0,6
Коэффициент точности обработки КТ
определяется по формуле:
КТ
= 1 — 1/АСР
(1.2)
где АСР
– средний квалитет точности обработки
Средний квалитет точности обработки определяется по формуле:
АСР
= (1*n1
+2*n2
+…+ni
)/Σni
(1.3)
где 1,2,3…19 – номер квалитета точности размеров
n1
, n2
…ni
– количество размеров соответствующего квалитета
Σni
– общее количество поверхностей
АСР
= (14*9+8*2+9*2)/13 = 12,3
КТ
= 1 — 1/12,3 = 0,92
Так как КТ
>0,8 то деталь относится к неточной.
Коэффициент шероховатости КШ
, определяется по формуле:
КШ
= 1/БСР
(1.4)
где БСР
– средний класс шероховатости
Средний класс шероховатости определяется по формуле
БСР
= (1*n1
+2*n2
+…+ni
)/Σni
(1.5)
где 1,2,3…14 – класс шероховатости
n1
…ni
– количество поверхностей соответствующего класса шероховатости
Σni
– общее количество поверхностей.
БСР
= (3*9+5*4)/13 = 3,6
КШ
= 1/3,6 = 0,27
Так как КШ
> 0,16, то изделие относится к легко обрабатываемому.
1.3 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (КЗО
) Предварительно на основе типового технологического процесса его можно определить по формуле:
 (1.6) (1.6)
где FД
–действительный годовой фонд времени работы оборудования, час при односменной работе, FД
= 1923 ч.
N – годовой объем выпуска детали, шт N = 500 шт
TШТ(ШТ-К)
-
среднее штучное (для серийного производства) время, мин
TШТ
= 13,5 мин
kY
-
коэффициент ужесточения заводских норм. kY
= 0,7...0,8.

Так как КЗО
= 21,3 ,а 20<21,3<40, следовательно тип производства среднесерийное.
В зависимости от полученного типа производства определяю величину производственной партии:
 (1.7) (1.7)
где а- число дней, на которые необходимо иметь запас деталей, а = 11 дней
ФРД
- число рабочих дней в году ФРД
= 253 дня
 
Среднесерийное производство характеризуется выпуском одинаковой продукции партиями небольшого размера. Рабочие места специализируются на выполнение одной операции. В данном производстве применяются специальные и универсальные средства технологического оснащения.
2 Технологический раздел
2.1 Выбор вида и метода получения заготовки. Экономическое обоснование выбора заготовки
Заготовкой для детали Муфта служит поковка. Ковкой получают поковки простой формы массой до 250 т. с большими напусками. С применением закрытых подкладных штампов получают поковки массой до 150 кг. (главным образом мелкие до 5 кг.) с относительно сложной формой, без напусков. Горячей ковкой изготавливают поковки: цилиндрические, полые, гладкие и с малыми уступами (дисков, фланцев, колёс, муфт и т. п.). Для уменьшения отхода металла и снижения трудоёмкости как в процессе последующей обработки, поковкам придают наиболее простую форму, ограниченную плоскими, или цилиндрическими поверхностями. Припуски и допуски на поковки из углеродистых и легированных сталей при ковке на молотах устанавливаются по ГОСТ 7829-70. Припуски на торцах для поковки составляют- 5,2мм., а на наружную цилиндрическую поверхность Муфты на одну сторону- 2,7мм., на цилиндрическую поверхность муфты на одну сторону- 1,8мм.

Рисунок 2.1- Эскиз заготовки
Общие припуски на торцах составляют-2.6 мм на сторону. На торцах Муфты-2.6мм на сторону. На наружной цилиндрической поверхности-2.7мм на сторону. Показателем рационального выбора заготовки является: коэффициент использования материала, рассчитывается по формуле:
 ; (2.1) ; (2.1)
Где: mд
– масса детали, mд
= 1,2 кг;
mз
– масса заготовки, mз
= 1,9 кг.
 ; ;
Деталь является технологической, т.к. Ким
> 0,5
Отходы при обработке данной детали составляют 10%.
Стоимость заготовки определяем по формуле:
 ; (2.2) ; (2.2)
где: Q – масса заготовки, Q=1,9кг;
С1
– базовая стоимость 1 тонны заготовок; С1
=5329116руб;
q – масса готовой детали, q=1,2кг;
Sотх
– ценна одной тонны отходов,Sотх
=532911,6руб;
kт
– коэффициент зависящий от класса точности, kт
=1;
kс
– коэффициент зависящий от группы сложности, kс
=1;
kв
– коэффициент зависящий от массы; kв
=1;
kм
– коэффициент зависящий от марки материала; kм
=2,2;
kп
–коэффициент зависящий от объема производства заготовок; kп
=0,77
 . .
2.2 Разработка проектируемого технологического процесса
2.2.1 Анализ базового и проектируемого технологического процесса
Производим анализ базового технологического процесса. Предлагаем изменение в существующем технологическом процессе и кратко описываем новую технологию. Производим сравнительный анализ базового и проектируемого технологического процесса данные записываем в таблицу 2.1.
Таблица 2.1-Сравнительная таблица базового и проектируемого технологического процесса.
№ и наименование
операций
|
Модель
оборудования
|
№ и наименование
операций
|
Модель
оборудования
|
| Проектируемый |
Базовый |
| 010 Токарная с ЧПУ |
16К20Ф3 |
010 Токарно-винторезная |
16К20 |
020 Вертикально-
Протяжная
|
7Б66 |
015 Токарно-винторезная |
16К20 |
| 030 Токарная с ЧПУ |
16К20Ф3 |
025 Вертикально-протяжная |
7Б66 |
| 040 Шлицефрезерная |
5В312 |
035 Токарно-винторезная |
16К20 |
| 070 Вертикально-протяжная |
7Б66 |
045 Шлицефрезерная |
5В312 |
| 055 Вертикально-протяжная |
7Б66 |
При рассмотрении базового технологического процесса производим совмещение двух токарных операций 010 и 015 в одну и заменяем станок на токарный с ЧПУ 16К20Ф3 что позволит сократить время обработки и число рабочих, а также повысить точность и производительность труда. В токарно-винторезной операции 035 вместо станка 16К20 применяем 16К20Ф3, так как в данной операции предъявляются требования к обработке баз повышенной точности центрового отверстия. Остальные операции оставляем без изменений.
2.2.2 Выбор и обоснование технологических баз
На первой операции механической обработки детали устанавливаем заготовку по наружной необработанной цилиндрической поверхности в самоцентрирующий патрон. В данной операции производится подготовка технологических баз (отверстий) под последующую обработку. В следующей операции устанавливаем заготовку в адаптер на предварительно обработанный торец. Далее устанавливаем деталь в самоцентрирующий патрон по наружной цилиндрической поверхности и обрабатываем необходимые поверхности. После чего переустанавливаем деталь и закрепляем в самоцентрирующий патрон по внутренней цилиндрической поверхности на разжим. После чего устанавливаем деталь в станочное приспособление для дальнейшего нарезания шлицов. В данной операции производится установка детали по предварительно обработанной торцевой поверхности в адаптер.
Таблица 2.2- Обоснование технологических баз.
| №Опер. |
Наименование
операции
|
Характерустановки |
Эскиз обработки |
| 1 |
2 |
3 |
4 |
| 010 |
Токарная
с ЧПУ
|
Установка заготовки в 3-х кулачковый самоцентрирующий
патрон.
|
 |
| 020 |
Вертикально-
протяжная
|
Установка
заготовки
в адаптер.
|
 |
| 030 |
Токарная
с ЧПУ
|
Установка заготовки в 3-х кулачковый самоцентрирующий
патрон.
|
 |
| 040 |
Шлицефрезерная |
Установка заготовки на оправке по отверстию. |
 |
| 1 |
2 |
3 |
4 |
| 070 |
Вертикально-
протяжная
|
Установказаготовки
в адаптер.
|
|
-
3-х кулачковый самоцентрирующий патрон
-
центр с оправкой
2.2.3 Выбор оборудования и технологической оснастки
Данные по выбору оборудования для изготовления детали приведены в таблице 2.3.
Таблица 2.3 – Выбор оборудования
| № операции |
Код и модель станка |
Наименование станка |
Паспортные данные |
| Габариты мм |
Мощност, кВт |
Ряд частот. мин-1
|
Ряд подач, мм/об |
| 1 |
2 |
3 |
5 |
7 |
8 |
9 |
| 010 |
381101 |
Токарно- винторезный станок с ЧПУ |
3200х2000х8000 |
3,0 |
8-1600 |
1-2000 |
| 020 |
381753 |
Вертикально-протяжной |
3866х1390х
4555
|
30 |
1260 |
0,1-4 |
| 030 |
381101 |
Токарно- винторезный станок с ЧПУ |
3200х2000
х8000
|
3,0 |
8-1600 |
1-2000 |
| 040 |
3817535 |
Шлицефрезерный |
3,68х4,17 |
3,2 |
50-500
1590
|
б/с |
| 070 |
3816721 |
Вертикально-протяжной |
3866х1390
х4555
|
30 |
1260 |
0,1-4 |
Выбор оснастки осуществляется в соответствии с конструктивными особенностями изготовляемой детали, схемой ее базирования, выбранным для обработки оборудованием.
Данные по выбору оснастки приведены в таблицах 2.4 – 2.7.
Таблица 2.4 – Выбор установочно-зажимных приспособлений
№
и наименованиеоперации
|
Приспособление |
| Код |
Наименование |
Тип привода |
ГОСТ |
| 1 |
2 |
3 |
4 |
5 |
010,030
Токарная с ЧПУ
|
396110 |
Патрон трехкулачковый самоцентрирующий |
Механический |
2675-80 |
040
Шлицефрезерная
|
396110 |
Оправка |
Ручной |
1321-79 |
Таблица 2.5- Выбор режущего инструмента
№
и наименование
операции
|
Код
режущего инструмента
|
Наименование режущего инструмента |
Материал
режущей
части
|
Техническая
характеристика
|
Обозначение
и ГОСТ
|
| 1 |
2 |
3 |
4 |
5 |
6 |
010,030
Токарная с ЧПУ 16К20Ф3
|
391290 |
Сверло |
Р6М5 |
∅36 |
ГОСТ 10903-77 |
| 392151 |
Резец проходной |
Т15К6 |
25х16 |
ГОСТ24351-80 |
| 392152 |
Резец расточной |
Т15К6 |
25х16 |
ГОСТ24351-80 |
| 391690 |
Зенкер |
Р6М5 |
∅34 |
ГОСТ 14953-80 |
020,070
Вертикально-протяжная
|
392335 |
Протяжка-шлицевая |
P6M5 |
38,1х1,5875х23s4 |
ГОСТ 18219-80 |
040
Шлицефрезерная
|
391816 |
фреза
червячная
|
Р6М5 |
95х5х10d |
ГОСТ 26595-85 |
Таблица 2.6- Выбор вспомогательного инструмента
№ и наименование
операции
|
Вспомогательный инструмент |
| Код |
Наименование |
Обозначение и ГОСТ |
| 1 |
2 |
3 |
4 |
030
Токарная с ЧПУ
|
392839 |
Втулка |
6222-0038
ГОСТ 24359-80
|
040
Шлицефрезерная
|
392800 |
Оправка |
6100-0145
ГОСТ 13598-85
|
Таблица 2.7- Выбор измерительного инструмента
№ и
Наименование
операции
|
Измерительный инструмент |
| Код |
Наименование |
Диапазон
измерения
|
Точность
измерения
|
Допуск
Измеряемо-го
размера
|
Обозначе-ние,
ГОСТ
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
010,030
Токарная с ЧПУ
|
393311 |
Штангенциркуль
ШЦ-1
|
0-125 |
0,1 |
-0,35 |
ГОСТ
166-89
|
| 2 |
3 |
4 |
5 |
6 |
7 |
| 394252 |
Нутромер |
-0,62 |
ГОСТ
9378-93
|
| 393610 |
Шаблон |
38,6 |
0.1 |
-0,62 |
133-8151-4030 |
020,070
Вертикально-
протяжная
|
Пробка шлицевая |
32,59 |
0,005 |
0,12 |
012-8311-5561 |
2.3 Разработка операционного технологического процесса
2.3.1 Определение межоперационных припусков и операционных размеров
Для детальной разработки технологии обработки детали производим разбивку операции по технологическим переходам. Данные по переходам заносим в таблицу 2.8.
Таблица 2.8- Разбивка операций техпроцесса по технологическим переходам
№
операции
|
Наименование операции |
Содержание технических переходов |
Эскиз обработки |
| 1 |
2 |
3 |
4 |
| 010 |
Токарная с ЧПУ |
Установ А |
| Подрезать торец, выдерживая размер 1 |
 |
| Точить поверхности, выдерживая размеры 2,3,4 |
| Сверлить отверстие, выдерживая размер 5 |
| Зенковать фаску, выдерживая размер 6 |
| Установ Б |
| Точить поверхности, выдерживая размеры 7,8 |
 |
| 020 |
Вертикально- протяжная |
Протянуть поверхность, выдерживая размер 1 |
 |
| 030 |
Токарная с ЧПУ |
Установ А |
| Точить поверхность, выдерживая размер 1 |
 |
| Расточить отверстие, выдерживая размер 2 |
| Расточить канавку, выдерживая размеры 3,4 |
Зенковать фаску, выдерживая размер 5
|
| Установ Б |
| Точить поверхности, выдерживая размеры 6,7 |
 |
| 040 |
Шличе-фрезерная |
Фрезеровать шлицы, выдерживая размер 1 |
 |
| 070 |
Вертикально-протяжная |
Калибровать шлицы, выдерживая размер 1 |
 |
Определение межоперационных припусков и операционных размеров с допусками на обработку начинаем с маршрута обработки поверхности детали с указанием точности обработки и шероховатости, на каждом переходе механической обработки. Данные по характеристике обрабатываемых поверхностей детали заносим в таблицу 2.9.
Таблица 2.9- Характеристика обрабатываемых поверхностей
| Обрабатываемая поверхность |
Точность обработки |
| Размер с допуском по чертежу детали |
Последовательность механической обработки |
Квалитет |
Величина допуска |
Шероховатость поверхности Ra, мкм |
| 1 |
2 |
3 |
4 |
5 |
| 45(-0,62) |
Точение черновое |
14 |
620 |
12,5 |
| ∅48(-0,62) |
Точение черновое |
14 |
620 |
12,5 |
| 25(±0,2) |
Точение черновое |
14 |
520 |
12,5 |
| ∅37(-0,62) |
Сверление черновое |
14 |
620 |
12,5 |
| 45(-0,62) |
Точение черновое |
14 |
620 |
12,5 |
| Точение черновое |
14 |
620 |
12,5 |
| ∅34,92(+0,12) |
Протягивание |
8 |
39 |
3,2 |
| Калибрование |
8 |
39 |
3,2 |
| ∅95(-0,35) |
Точение черновое |
12 |
350 |
6,3 |
| ∅37(-0,62) |
Растачивание черновое |
14 |
620 |
12,5 |
| ∅39(+0,25) |
Растачивание получистовое |
8 |
39 |
3,2 |
| 1,6 |
Зенковка черновая |
14 |
250 |
12,5 |
| 90,5(+0,12) |
Фрезерование |
9 |
39 |
3,2 |
Расчет припусков аналитическим методом производим по методике [4] на внешнюю цилиндрическую поверхность ∅48h14(-0.62). Данные по расчету заносим в таблицу 2.10.
Таблица 2.10 – Аналитический расчет припусков, мм
Переходы механической обработки поверхности
∅48h14
(-0.62)
|
Rz |
h |
ρ |
EУ
|
Расчет-ный припуск 2Zmin |
Расчет- ный размер
Dp
|
Допуск |
Предельный размер |
Предельный размер |
| dmin
|
dmax
|
2Zmin
|
2Zmax
|
Заготовка
∅53,4+1,3
-0,7
|
150 |
250 |
22,2 |
- |
- |
52,7 |
0,7 |
52,7 |
53,4 |
- |
- |
Точение черновое
∅50±0,2
|
50 |
50 |
1,332 |
500 |
900,5x2 |
49,8 |
0,2 |
49,8 |
50 |
2,9 |
3,4 |
Точение получистовое
∅48h14(-0.62)
|
40 |
40 |
1,11 |
500 |
600x2 |
47,38 |
0,62 |
47,38 |
47,58 |
2 |
2,42 |
Используя методику [4] определяем значения Rz
, Т, r, εУ
, значение которых заносим в соответствующие графы таблицы 2.10.
Для операции механической обработки величина суммарных пространственных отклонений определяется по формуле:
rост
=kу
×rзаг
; (2.3)
где kу
– коэффициент уточнения формы для соответствующих видов обработки,  = 0,06; = 0,06;  = 0,05; = 0,05;
rост 1
= 0,06 × 22,2 = 1,332 мкм;- точение черновое.
rост 2
= 0,05 × 22,2 = 1,11 мкм;- точение получистовое.
Погрешность установки определяется по формуле
 (2.4) (2.4)
где ЕБ
– погрешность базирования, мкм;
ЕЗ
– погрешность закрепления, мкм.
При установке в детали в тиски  =0 и =0 и  = 500, а следовательно и εУ
= 500мкм. = 500, а следовательно и εУ
= 500мкм.
Минимальный расчетный припуск определяется по формуле:
 (2.5) (2.5)
 - точение черновое. - точение черновое.
 - точение получистовое. - точение получистовое.
В графу «расчетный припуск» для окончательной обработки заносим минимальный размер, указанный на чертеже. Для предшествующих переходов расчет на размер определяется по формуле:
 (2.6) (2.6)
 - заготовка - заготовка
 ;- точение черновое ;- точение черновое
 ;- точение получистовое ;- точение получистовое
Допуски по соответствующим переходам механической обработки берем из таблицы 2.9 пояснительной записки. Предельный максимальный размер равен расчетному.
Предельный минимальный размер определяется по формуле:
 (2.7) (2.7)
 - заготовка - заготовка
 ;- точение черновое. ;- точение черновое.
 ;- точение получистовое. ;- точение получистовое.
Предельный минимальный припуск определяется по формуле:
 (2.8) (2.8)
 - точение черновое. - точение черновое.
 - точение получистовое. - точение получистовое.
Предельный максимальный припуск определяется по формуле:
 (2.9) (2.9)
 - точение черновое. - точение черновое.
 - точение получистовое. - точение получистовое.
На основании полученных данных строим схему расположения межоперационных припусков, допусков и операционных размеров, рисунок 2.2. Данные всех других поверхностей припуски по переходам назначаются табличным методом и заносятся в таблицу 2.11.
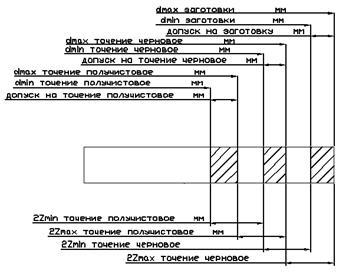
Рисунок 2.2— Схема расположения межоперационных припусков, допусков и операционных размеров.
Таблица 2.11 – Табличный расчет припусков
| Размеры с допуском по чертежу детали |
Значение промежуточных припусков, мм |
| 2Z1
|
2Z2
|
| ∅48h14(-0.62) |
2 1,7 1,7 |
21 |
| ∅37H14(-0.62) |
20,5 |
- |
| ∅34.92(+0.12) |
20,25 |
- |
| ∅95h12(-0.35) |
22,7 |
- |
| ∅39(+0.25) |
21 |
- |
| 45h14(-0.62) |
21,3 |
- |
| 25±0.2 |
21,3 |
- |
2.3.2 Определение режимов резания на проектируемые операции
Производим расчёт режимов резания аналитическим методом используя методику[15]. На операцию 010 Токарную с ЧПУ при зенкеровании отверстия. На остальные операции (переходы) механической обработки режимы резания назначаются исходя из производственного опыта.
Все данные по расчетам заносим в таблицу 1.12.
010 Токарная с ЧПУ
Назначаем глубину резания
 ; ;
Подача на обработку S=0,9 – 1,1мм/об; (таблица 11);
Принимаем подачу (с учётом примечаний к таблице) S=0,3мм/об
Скорость резания рассчитываем по формуле:
 ,
(2.10) ,
(2.10)
где: Т – период стойкости инструмента, Т=30мин;
Коэффициент Сv
и показатели степени x, y, m, q выбираются из таблицы 29. Коэффициент Кv является произведением коэффициентов, учитывающих влияние материала заготовки Кmv (таблица 1-4 с.261…263), состояние поверхности Кпv (таблица 5 с. 263), материала инструмента Киv (таблица 6 с.263).
Тогда, скорость резания:

Частоту вращения шпинделя рассчитываем по формуле:
 , (2.11) , (2.11)
где D – диаметр зенкера.
Тогда, частота вращения:

Округляем полученную частоту вращения по паспорту станка, а также опираясь на производственный опыт, и получаем принятое значение частоты вращения: n=500 мин-1
Уточняем скорость резания:
 (2.12) (2.12)
Крутящий момент при зенкеровании определяется по формуле:
 (2.13) (2.13)
Постоянная См и показатели степени x, y, q выбираются из таблицы 32 с.281.
Коэффициент Кр= Кмр и учитывает фактические условия резания. Численные значения этого коэффициента приведены в табл.9, 10 с.264.
Тогда крутящий момент:

Определим мощность резания по формуле:
 (2.14) (2.14)
Тогда, мощность резания составит:
Время на обработку рассчитываем по формуле:
 (2.15) (2.15)
где, Lв – длина врезания, Lв=1 мм;
Lр – длина резания, Lр=45мм;
Lп – длина перебега, Lп=2мм;
I– количество проходов, i=1

Табличный расчёт режимов резания производим по методике [15] на операцию 010 Токарная с ЧПУ на точение поверхности ∅49.
Выбор режущего инструмента
Принимаем резец проходной упорный ГОСТ 18879-73
Оснащенный пластиной из твердого сплава Т15К6
Сечение державки

Геометрические параметры

Расчёт режимов резания:
Глубина резания
t=h=2.7мм
Подача
So
=0.21мм/об
Стойкость инструмента
Т=60 мин
Скорость резания
 (2.16) (2.16)
Частота вращения
 (2.17) (2.17)
Корректируем n=850мин-1
Действительная скорость резания
 (2.18) (2.18)
Проверочный расчет
По силе резания:
 (2.19) (2.19)
По мощности:
 (2.20) (2.20)
Основное время
 (2.21) (2.21)
 (2.22) (2.22)
Таблица 2.11– Сводная таблица режимов резания.
Номер и наименование
станка
|
Содержание технических переходов |
D или В, мм |
t, мм |
LРХ,
мм |
i |
Подача
|
n,
мин-1
|
v,
м
мин
|
ТО,
мин
|
ТМВ,
мин
|
SО,
мм
об
|
SМ,
мм
мин
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
010
16К20Ф3
|
Установ А |
| Точить торец 1 |
46 |
1,25 |
28 |
1 |
0,2 |
- |
500 |
54,2 |
0,32 |
0.62
|
| Точить поверхности 2,3,4 |
49 |
2,7 |
27 |
2 |
0,2 |
- |
850 |
128 |
0,16 |
| Сверлить отверстие 13 |
32 |
16 |
48 |
1 |
0,3 |
- |
680 |
30 |
0,23 |
| Зенкеровать отв. 13 |
34,5 |
0,8 |
48 |
1 |
0,9 |
- |
500 |
55 |
0,32 |
| Установ Б |
| Точить торец 10 и фаску 11 |
45 |
1 |
50 |
1 |
0,15 |
- |
600 |
200 |
0,15 |
020
7Б66
|
Протянуть шлицы 7 |
38,1 |
1,8 |
48 |
1 |
Sz=0,1 |
- |
- |
7 |
0,68 |
- |
030
16К20Ф3
|
Установ А |
| Точить поверхность 5 |
95 |
1,5 |
30 |
1 |
0,15 |
- |
500 |
200 |
0,56 |
0,76 |
| Расточить отв.8 |
37 |
1,25 |
7 |
1 |
0,3 |
- |
650 |
30 |
0,3 |
| Расточить канавку 12 |
39 |
1 |
5 |
1 |
0,2 |
- |
650 |
30 |
0,12 |
| Установ Б |
| Точить поверхности |
48 |
1 |
25 |
2 |
0,15 |
- |
600 |
200 |
1,14 |
040
5В312
|
Фрезеровать шлицы 5 |
90 |
5 |
30 |
1 |
0,5 |
- |
258 |
65 |
0,11 |
- |
070
7Б66
|
Калибровать шлицы 7 |
38,1 |
0,6 |
48 |
1 |
Sz=0,1 |
- |
7 |
0,68 |
- |
2.3.3 Нормирование проектируемой операции
На 010 токарную с ЧПУ операцию нормирование производим с подробным описанием выбора и расчета норм, используя справочный материал [12]. На все остальные операции назначение норм времени выполняется параллельно. Данные по расчету сводим в таблицу 2.13.
010 −Токарная с ЧПУ (Станок модели 16К20Ф3)
Время на установку детали:
tус
=1,3 мин (карта 5)
Время на управление станком:
Tвоп1
= 0,04 мин (карта 14);
Tвоп2
=0,03 мин(карта 14);
Tвоп
=0,03+0,04=0,07мин
Время на измерение:
tизм1
= 0,23 мин (карта 9, позиция 1);
tизм2
=0,2 мин(карта 9, позиция 12);
tизм3
=0,23 мин(карта 9, позиция 10);
tизм
=0,23+0,23+0,2=0,66мин
Так как tизм
перекрываемое Тц
, то в дальнейших расчётах его не учитывают.
Тв
=tуст
+tизм
+Тп
(2.23)
Тв
=1,3+0,66+0,07 =2,03 мин
Время оперативное, Топ
, мин
Основное время, связанное с обработкой, ТО
= 0,16 мин (таблица 2.12 пояснительной записки)
Топ
=Т0
+ТВ
, мин (2.24)
Топ
= 1,09+2,03=3,12 мин
Время на обслуживание рабочего места, отдых и личные надобности
αотл
=8 (карта19)
Расчёт штучного времени, Тшт,
мин
Тшт
= (2.25) (2.25)
Тшт
= 3,12х (1 +  ) = 3,37 мин ) = 3,37 мин
Назначение время подготовительно-заключительного Тп-з, мин
ТПЗ
= ТПЗ 1
+ ТПЗ 2
+ ТПЗ 3
, (2.26)
Где: ТПЗ 1
– время на наладку станка, инструмента и приспособления,мин; ТПЗ 1
= 11,7 мин (карта19)
ТПЗ 2
– время на дополнительные приёмы, мин; ТПЗ 2
= 2 мин (карта19)
ТПЗ 3
– время на получение инструмента и приспособления до начала работы и сдача их после окончания, мин; ТПЗ 3
=2 мин (карта19)
ТПЗ
= 11,7 + 2 + 2 = 15,7 мин
Расчёт штучно-калькуляционного времени, Тшт-к, мин
Тшт-к = Тшт
+ , мин (2.27) , мин (2.27)
Тшт-к = 3,37 +  = 3,5 мин = 3,5 мин
Таблица 2.10 − Сводная таблица норм времени
| Номери наименование операции |
Т0
или
Тца
мин.
|
Тв
|
α обс
,
%
|
α отл
,
%
|
Тшт
|
Тпз
|
n,
шт.
|
Тшт-к
|
| Tус
|
tп
|
Tвоп
|
tизм
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
010
16К20Ф3
|
1,09 |
1,3 |
0,39 |
0,07 |
(0,66) |
8
|
3,37 |
15,7 |
119 |
3,5 |
020
7Б66
|
0,68 |
2,5 |
0,39 |
- |
(0,87) |
9 |
4 |
3,81 |
16,3 |
119 |
3,95 |
030
16К20Ф3
|
1,14 |
1,3 |
0,5 |
0,07 |
0,2 |
8
|
5,14 |
15,7 |
119 |
5,27 |
040
5В312
|
0,11 |
0,19 |
0,25 |
- |
(0,13) |
3,5 |
4 |
2,3 |
23 |
119 |
2,43 |
080
7Б66
|
0,68 |
0,32 |
0,31 |
- |
0,3 |
9 |
4 |
0,7 |
19 |
119 |
0,86 |
2.3.4 Мероприятия по ресурсо- и энергосбережениям
В республике действует Директива № 3 об энергосбережении и рациональном использовании ресурсов, а также мероприятия по ее реализации, которые позволяют комплексно решать задачи энергетической независимости и безопасности страны. Важнейшими резервами снижения себестоимости промышленной продукции при высоком ее качестве является рациональное и экономное использование сырья, материалов, топлива, энергии и высокопроизводительной техники. Совершенствование техники и технологии должно способствовать снижению себестоимости и увеличению выпуска высококачественной экологически чистой продукции. Научно-техническая революция характеризуется крупнейшими скачками в совершенствовании орудий труда, переходом к автоматам, автоматизированным поточным линиям, промышленным работам, автоматизированным системам управления (АСУ) с использованием микропроцессоров и микро ЭВМ, переналаживаемым автоматическим участкам и гибким производственным системам (ГПС). Широко используются поточные и автоматические линии, МРС с ЧПУ, ЭВМ, робототехника и др. Все это дает возможность увеличить производительность труда, механизировать и автоматизировать труд работников многих категорий, значит, повысить культуру производства в промышленности. В настоящее время используют установки по брикетированию металлической стружки БЗС5002. Это новейшая технология ресурсосберегающего оборудования. Установка прессует чугунную, алюминиевую, медную стружку в брикеты, которые можно использовать как вторичное сырье. В данном курсовом проекте были заменёны два токарно-винторезных станка 16К20 в 010 и 020 операции на один токарный с ЧПУ 16К20Ф3, который позволил сберечь энергозатраты по его эксплуатации. Масса заготовки (поковка) уменьшилась, что позволит нам сократить расходы на покупку материала (Сталь40Х).
Заключение
Анализ технологии обработки детали Муфта УЭС01200608 показал, что применение станков с программным числовым управлением позволит снизить трудоемкость, а главным образом уменьшить себестоимость изделия.
Негативно сказывающееся на стоимости продукции, увеличенное время обработки, не является значимым для проектируемого тех. процесса, так как уменьшается время на обслуживание оборудования и переналадку станка. Первоначальные затраты при оснащении станками производства, при изготовлении данной детали, так же будут снижены вследствие замены целого ряда дорогостоящего оборудования. Применение обрабатывающих центров, в значительной степени позволит уменьшить дорогостоящие производственные площади. Появляется возможность применения многостаночности. Как следствие из вышесказанного является снижение себестоимости продукции. В наше время не находит применения массовое и крупносерийное производство, ему на смену приходит мелкосерийное. Оно характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями. При мелкосерийном производстве используются универсальные и специализированные станки, станки с ЧПУ, оснащенные как специальными, так и универсальными и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В мелкосерийном производстве техпроцесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные операции, выполняемые на определенных станках. В данном курсовом проекте был произведен технологический контроль детали и расчеты по анализу детали на технологичность, определению типа производства, экономическому обоснованию выбора заготовки. Были произведены и приведены в сводных таблицах расчеты по определению межоперационных припусков, операционных размеров и режимов резания аналитическими и табличными методами. Так же было произведено нормирование проектируемых операций. Разработанный технологический процесс обработки детали отличается от базового тем, что в нем было применено новое усовершенствованное оборудование, а именно в операциях 010 и 030 произвели замену оборудования, 16К20 на 16К20Ф3, что позволило уменьшить затраты времени и трудоёмкость, в операции 035 и 040 объединили в одну с заменой оборудования, что также позволило сократить время обработки и достичь наибольшей точности обработки детали, технологическая оснастка и инструмент, что позволило улучшить режимы обработки, качество обрабатываемой детали и снизить время на её обработку.
Литература
1 Антонюк В.В. Конструктoрy станочных приспособлений. Справочное пособие. — Мн.: Беларусь, 1991.
2 Балабанов А.Н. Краткий справочник технолога-машиностроителя. — М.: Издательство стандартов 1992. – 464с.
3 Гельгафт Ю.И. Сборник задач и упражнений по технологии машиностроения.— М.: Вш, 1986.
4 Горбацевич А.Ф.,Шкред В.А. Курсовое проектирование по технологии машиностроения.— Мн.: Вш, 1983.
5 Данилевский В.В. Технология машиностроения.— М.: Вш, 1984.
6 Дипломное проектирование по технологии машиностроения. Учебное пособие./ Под ред. В.В. Бабука.— Мн.: Вш, 1979.
7 Допуски и посадки Справочник в 2-х т./ Под ред. В.Д. Мягкова. —Л.: Машиностроение, 1983.
8 Колесов И.М. Основы технологии машиностроения: Учебник.— М.: Высш.шк., 1999.
9 Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах.— М.: Вш, 1986.
10 Нефедов Н.А. Сборник задачи примеров по резанию и режущему инструменту.— М.: Вш, 1990.
11 Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования. Серийное производство.—М.: Машиностроение, 1974.
12 Общемашиностроительные нормативы времени длятехнического нормирования работы на металлорежущих станках. В 2-х частях.— М.: Машиностроение, 1974.
13 Общемашиностроительные нормативы времени и режимоврезания длянормирования paбoт, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть I и II.—М.: Экономика, 1990.
14 Режимы резания металлов. Справочник / Под ред. Ю.В. Барановского.— М.: Машиностроение, 1986.
15 Справочник технолога–машиностроителя в 2-х томах. Т.2 /Под редакцией A.Г. Косиловой.— М.: Машиностроение, 1986.
16 Технология машиностроения: Методические рекомендации по выполнению дипломных проектов для средних специальных учебных заведений. Специальность Т0З.01.00 «Технология машиностроения, оборудование и автоматизация машиностроения»/M.B. Крейцер, С.А. Миланович, В.М. Орловский и др.— Мн.: РИПО, 2001.-42 с.
17 Проектирование технологических, процессов в машиностроении/ И.II. Филонов, Г.Я. Беляев, Ч.М. Кожуро и дp.; Под общ.ред. И.П. Филонова; СД.— Мн.: УП «Технопринт», 2003.- 910 с.
Приложение А
Трёхмерная модель детали «Муфта»
|