Содержание
Введение. 3
1 Обоснование выбранных параметров. 4
2 Расчёт электролизёра. 5
2.1 Конструктивный размер электролизёра. 5
2.2 Конструкция подины.. 8
2.3 Материальный баланс электролизёра. 10
2.3.1 Приход материалов. 10
2.3.2 Расход материалов. 11
2.4 Ошиновка электролизёра. 13
2.5 Электрический баланс электролизёра. 13
2.5.1 Напряжение поляризации. 16
2.5.2 Падение напряжения в аноде.
19
2.5.3 Падение напряжения в электролите. 19
2.5.4 Падение напряжения в катодном устройстве. 22
2.5.5 Падение напряжения в ошиновке. 22
2.5.6 Повышение напряжения за счёт анодных эффектов. 23
2.5.7 Падение напряжения в общесерийной ошиновке. 24
2.6 Энергетический баланс электролизёра. 24
2.6.1 Приход энергии. 25
2.6.2 Расход энергии. 25
2.6.3 Потери энергии с конструктивных элементов. 26
Заключение. 33
Список используемой литературы .…. …………..…………………………………… 34
В настоящее время в мире существует тенденция перевода мощностей алюминиевых заводов, работающих на технологии Содерберга, на обожженные аноды. В то же время этот процесс достаточно длительный и требует многомиллионных инвестиций, что делает его трудноосуществимым для крупных российских заводов, в частности для КрАЗа. Поэтому при определенных условиях имеет смысл в рамках менее дорогой и менее длительной по времени модернизации осуществить ряд мероприятий, которые сделали бы существующую технологию более конкурентоспособной и более приемлемой с точки зрения экологии. Можно выделить комплекс таких мероприятий:
1. Оснащение корпусов электролиза установками по «сухой» очистке газов.
2. Перевод технологии анода на использование анодной массы, изготовленной на основе высокотемпературного пека (технология «сухого анода»).
3. Оснащение электролизеров Содерберга системами точечного питания и современными системами АСУТП.
4. Перевод технологии электролиза на «кислые» либо литиевые электролиты.
5. Увеличение силы тока – именно увеличение силы тока на электролизерах Содерберга — основа проведения любой модернизации (кроме тех, что имеют исключительно экологическую направленность), т.е. именно то, ради чего делается все остальное, и это преимущественно самый экономически целесообразный способ повышения производительности существующего оборудования. Если говорить в цифрах, то повышение силы тока на 1 кА на КрАЗе означает выпуск дополнительно 5600 тонн алюминия в год. Необходимо отметить, что потенциал увеличения силы тока на электролизерах С-8БМ заложен в проектных характеристиках этого электролизера: проектная сила тока — 155 кА, проектная анодная плотность тока – 0,647 А/см2
.
Однако простое увеличение силы тока для электролизёра существующей конструкции приведет к его разбалансировке, т.е. к изменению технологических и энергетических показателей. Поэтому наряду с увеличением силы тока необходимо изменять и некоторые конструктивные параметры электролизёра, чем мы и займемся в ходе проектирования.
1 Обоснование выбранных параметров
Важнейшими факторами, определяющими технический уровень и экономику электролиза алюминия, как уже оговаривалось, являются мощность (производительность) и степень совершенства применяемых конструкций электролизеров.
Для технико-экономической оценки электролизеров в качестве критерия эффективности был принят показатель минимума приведенных затрат, который представляет собой сумму текущих расходов и известной доли единовременных затрат.
От выбранной в проекте анодной плотности тока iа
зависят удельные капиталовложения и удельный расход электроэнергии W. Чем выше анодная плотность тока, тем больше производительность электролизера на единицу площади подины, но повышается расход электроэнергии. При меньшей плотности тока для достижения той же производительности требуется электролизер больших размеров, но расход электроэнергии при этом снижается. Для сохранения теплового режима электролизера в этом случае необходима усиленная его теплоизоляция.
Увеличение мощности позволяет снижать удельные капитальные вложения, затраты на рабочую силу, расходы на понизительную и преобразовательную подстанции, электротехническое и крановое оборудование, повышать производительность труда за счет механизации и автоматизации процесса и ускорять ввод в действие новых производственных мощностей. Но следует учитывать, что с ростом силы тока увеличиваются требования к конструкции ошиновки, от которой зависит сбалансированность магнитного поля в расплаве ванны.
При выборе анодной плотности тока, кроме мощности и конструктивных особенностей ванны, необходимо учитывать технологический режим, межполюсное расстояние, состав электролита, электрический режим и т.д.
В данной работе будем проектировать электролизер Содерберга на силу тока 185 кА и выходом по току 89 % на базе электролизера С-8БМ. Электролизер оснащен системой точечного питания и современной системой АСУТП, а также “сухой” очисткой газов.
2 Расчёт электролизёра
2.1 Конструктивный размер электролизёра
В данной работе мы проектируем электролизер на базе С-8БМ, который применяется в настоящее время на КрАЗе. В таблице 1 приведены его технические характеристики, при дальнейшем проектировании мы будем пользоваться ими.
Таблица 1 – Технические характеристики электролизера типа С-8БМ
| Характеристики |
Единица
измерения
|
Значение |
| Катод |
Размер шахты:
длина
ширина
глубина
|
| мм |
9 400 |
| мм |
4 150 |
| мм |
565 |
Расстояние от анода: - до борта торцов
- до продольных сторон
|
мм |
500 |
| мм |
650 |
| Количество катодных секций |
шт |
30 |
Размер катодных секций: длина
ширина
высота
|
мм |
1 600, 2 200 |
| мм |
500 |
| мм |
400 |
| Анод |
Размеры анода: длина
ширина
площадь
|
мм |
8 400 |
| мм |
2 850 |
| м2
|
23,94 |
| Количество штырей |
шт |
72 |
Размеры штырей: общая длина
диаметр верхней части
диаметр нижней части
|
мм |
2 850 |
| мм |
138 |
| мм |
100 |
Алюминиевый электролизер состоит из трех основных частей:
- анодное устройство;
- катодное устройство;
- ошиновка.
Анодное устройство электролизера предназначено для подвода электрического тока в зону непосредственного протекания электролиза. Анодное устройство состоит из несущей рамы с токоподводящей алюминиевой шиной, вертикально установленных штырей, анодного кожуха, угольного тела анода и механизма передвижения анода и анодного кожуха.
Будем проводить расчёт электролизёра с анодом Содерберга типа С-8БМ, которые составляют основную часть электролизёров на ОАО КрАЗ. По данным таблицы 2, площадь анода составляет 23,94 м2
.
Анодная плотность тока составит:
iа
= I / Sа
= 185000 / 23,94 = 0,773 А/см2
Это значение больше проектного 0,647 А/см2
на 0,126 А/см2
. Такое повышение приведет к интенсификации генерации омического тепла во всех элементах электролизера, главным образом, в электролите, следовательно, возрастут тепловые потоки через анод и борта электролизера [1]. Значит, следует предусмотреть условия прохождения этих потоков с целью сохранения рабочей температуры процесса, нормальной ФРП ванны.
В промышленности в основном применяются электролиты на основе натриевого криолита (Na3
AlF6
) с добавками фторидов алюминия (AlF3
) и кальция (CaF2
). Основной целью снижения криолитового отношения электролита, то есть увеличения содержания фторида алюминия в нем, является увеличение выхода по току, так как AlF3
снижает температуру ликвидуса, плотность электролита и растворимость металлического алюминия. Отрицательными моментами увеличения избытка фторида алюминия можно считать снижение растворимости глинозема и электропроводности, увеличение упругости пара и потерь фтора за счет образования фторида водорода при гидролизе, повышение риска образования подовых настылей и коржей, повышение растворимости в электролите карбида алюминия. Добавка фторида кальция уменьшает упругость пара над расплавом, снижает растворимость металла в расплаве, делает более мягкой корку электролита, снижает температуру ликвидуса, способствует выгоранию пены. С другой стороны, добавка фторида кальция снижает электропроводность электролита и растворимость глинозема, а также увеличивает плотность расплава [2].
Заданное значение выхода по току 89% является очень высоким для электролизеров ВТ в связи с большими размерами анода, что обуславливает большие размеры и больший путь пузырей анодных газов под подошвой анода по сравнению с электролизерами ОА. На выход по току в электролизерах Содерберга основное влияние оказывают температура процесса электролиза и избыток фторида алюминия, то есть криолитовое отношение [3].
В настоящее время на ОАО «КрАЗ» работают электролизеры С8-БМ на силу тока 180 кА со средним составом электролита, % масс: 78,0 Na3
AlF6
; 4,0 Al2
O3
; 10,5 AlF3
; 7,5 CaF2
. (К.О.=2,2). В данном проекте воспользуемся тем же составом.
По данным таблицы 1, ширина и длина анода: 2,85 и 8,4 м2
соответственно.
Высота анода На
равна сумме высот конуса спекания (КС) hкс
и коксо—пековой композиции (КПК) hкпк
. Исходя из опыта работы электролизеров на ОАО "КрАЗ" принимаем для расчетов уровень КПК hкпк
=35см, а уровень КС hкс
=130см.
На
= hкс
+ hкпк
=35+130=165см
Исходя из данных таблицы 2, расстояние борт – анод и торец – анод равны соответственно 650 и 500 мм.Тогда внутренняя длина шахты составит:
Lш
=Lа
+2*l=8,4+2*0,5=9,4м
А ее внутренняя ширина:
Вш
=Ва
+2*b=2,85+2*0,65=4,15м
Глубина шахты Нш
определяется как сумма высоты слоя металла (hм
), толщины слоя электролита (hэ
) и толщины корки электролита со слоем глинозема на ней (hг
).
Для выбора высоты слоя металла, смотрим карты МГД устойчивости, полученные при помощи программного продукта «Arc@RusAl 1.1» [20]
Таблица 2 - Карты МГД-устойчивости электролизера С8-БМ при повышении силы тока.
| 185кА
|
МПР, см |
Напряжение, В |
Уровень металла, см |
| 34 |
36 |
38 |
40 |
42 |
44 |
46 |
48 |
50 |
| 3.5 |
3.55 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
| 4 |
3.85 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
| 4.5 |
4.03 |
111 |
111 |
111 |
111 |
111 |
111 |
111 |
001 |
000 |
| 5 |
4.21 |
111 |
111 |
111 |
111 |
111 |
111 |
001 |
000 |
000 |
| 5.5 |
4.4 |
111 |
111 |
111 |
111 |
000 |
000 |
000 |
000 |
000 |
| 6 |
4.58 |
111 |
000 |
000 |
000 |
000 |
000 |
000 |
000 |
000 |
| 6.5 |
4.76 |
000 |
000 |
000 |
000 |
000 |
000 |
000 |
000 |
000 |
000- полностью устойчивое состояние, 001- относительная устойчивость с длительным затуханием колебаний, 111- неустойчивое состояние.
Математическое моделирование с применением программы расчета МГД-устойчивости «Arc@RusAl 1.1» показало:
1) при силе тока до 185 кА значительных нарушений МГД характеристик на электролизерах С8-БМ не обнаружено.
2) изменения скорости движения расплава не изменяются до величин, способствующих значительному уменьшению бортовой настыли, при которых возможно разрушение бортовых блоков;
3) плотности тока в элементах ошиновки электролизера при повышении силы тока до 185 кА находятся в пределах допустимых значений;
4) в рассмотренных случаях повышения силы тока до 185 кА прогнозируется устойчивая работа при МПР 4,5 см и уровне металла не ниже 48 см, указанные величины МПР и уровня металла являются пороговыми, их дальнейшее снижение может привести к МГД нестабильности.
Принимаем высоту металла 48 см.
Отсюда высота шахты:
Нш
= hм
+ hэ
+ hг
=0,48+0,18+0,06=0,72м
Однако на электролизёре С-8БМ глубина шахты составляет 58,5 см (таблица 1). Следовательно, в шахте электролизёра будет находиться весь металл и всего 10,5 см электролита. Остальные 7,5 см электролита будут находиться выше фланцевого листа за пределами шахты ванны и будут ограничены гарниссажем.
2.2 Конструкция подины
Основные размеры подины определяются геометрическими размерами шахты ванны и стандартными размерами выпускаемых промышленностью прошивных угольных блоков и блюмсов. В конструкции электролизера С-8БМ применяется сборно-блочная подина с перевязкой центрального шва, каждый ряд состоит из двух блоков: короткого и длинного. Данный тип монтажа имеет оптимальное соотношение стоимостных и эксплуатационных характеристик.
В данном проекте принимаем графитизированные подовые блоки ПБП 20 (ТУ 1913-109-021-99) высотой hб
= 400 мм, шириной bб
= 550 мм и длиной lб
= 2200 и 1600 мм., обеспечивающие меньшее падение напряжения в катоде и, следовательно, потребление электроэнергии, более стабильное поведение подины по сравнению с антрацитовыми и полуграфитовыми блоками.
Для заделки блюмсов в подовые блоки существует 3 основных способа:
· заливка чугуном;
· вклейка блюмсов с применением жидкотекучих клеёв и паст;
· забивка блюмсов электроконтактными холоднонабивными массами.
Применяющийся на российских алюминиевых заводах способ монтажа подовой секции методом заливки блюмсов чугуном обладает неоспоримыми достоинствами – проверен временем и позволяет достигать относительно невысоких потерь напряжения в подине. Тем не менее в стремлении к совершенствованию этого способа чаще всего апеллируют к известным его недостаткам:
· необходимость применения дорогостоящего плавильного и разливочного оборудования с высоким энергопотреблением;
· необходимость применения оборудования для предварительного разогрева блоков и блюмсов перед заливкой чугуном и связанные с этим значительные энергозатраты;
· существует высокая вероятность растрескивания блоков как на стадии сборки подовых секций, так и в период обжига, пуска и эксплуатации электролизёра.
Использование технологии вклеивания блюмсов предпочтительно с точки зрения простоты реализации, надежности контакта после схватывания клеевого состава и высокой воспроизводимости качества монтажа. К недостаткам затвердевшего контактного слоя следует отнести отсутствие у него эластичных свойств, компенсирующих расширение и давление блюмса на стенки паза блока. Поэтому, как и при чугунном контактном слое, высока вероятность возникновения запредельных напряжений в узле блюмс-клей-блок, являющихся причиной разлома блока. Возможно поэтому широкомасштабные испытания вклейки блюмсов клеем BVM-51 на КрАЗе, САЗе, БрАЗе, ИркАЗе, НкАЗе не привели к положительным (в сравнении с чугунной заливкой) результатам ни по сроку службы, ни по потерям напряжения в подине.
Использование технологии заделки блюмсов массой практически исключает вероятность растрескивания блоков при монтаже, разогреве и эксплуатации, уменьшает затраты на сборку комплекта секций (в сравнении с чугуном и вклейкой), надежно крепит блюмс в блоке. По этим причинам способ используется на БрАЗе, КрАЗе, ИркАЗе с позитивным эффектом по сроку службы электролизёров, но с негативным по потерям напряжения в катоде, которые увеличились в среднем на 50 - 80 мВ (в сравнении с заделкой блюмсов чугуном). Причина: невысокие надежность электрического контакта и воспроизводимость качества монтажа секций с горизонтальным расположением блюмса, что связано с верхней, главной контактной поверхностью блок-блюмс. Эта зона контактного слоя недоступна для прямого уплотнения трамбовками или специальными устройствами. Его уплотнение производится через уложенный на слой массы блюмс.
Надежность и качество уплотнения (а значит, и контактного слоя) невысокие. Это основной объективный недостаток соединения блока с блюмсом через уплотненный слой контактной массы, и устранить его простыми и дешевыми способами невозможно [6].
В данном проекте принимаем заделку блюмсов в подовые блоки электроконтактной массой марки BST 16/1. Межблочный шов шириной 40 мм набивается тёплой подовой массой с температурой набойки 30-50º
С (ТУ1914-071-05785218-99).
Число катодных блоков в подине nб
=30 шт., число секций nс
=15 шт. (таблица 1).
Подина набирается с перевязкой центрального шва, что достигается шахматным расположением длинных и коротких секций в ванне.
Расстояние между катодными и боковыми блоками (ширина периферийного шва) в торцах шахты электролизера:

Расстояние между катодными и боковыми блоками (ширина периферийного шва) по продольным сторонам шахты будет равно:

Таким образом, подина монтируется из 15 подовых секций с перевязкой центрального шва.
Внутренние размеры катодного кожуха определяются размерами шахты и толщиной бортовых теплоизоляционных материалов. В качестве бортовой футеровки электролизера для увеличения теплоотвода через борта принимаем углеродные блоки ББП 0,1 (ТУ 1913-109-021-99) толщиной hуб
=200 мм и слой шамотной крупки ЗШБ – 1,3 класс 4 (ГОСТ23037-99) толщиной hтеп
= 50 мм. При этом длина катодного кожуха составит:
 , ,
ширина :
 . .
Подина шахты набирается из (сверху вниз):
· 30 катодных блоков высотой 400 мм;
· слоя сухой барьерной смеси ClayBurn E-50 толщиной50 мм;
· огнеупорного слоя из трех рядов шамотного кирпича ШБ 0,1 (ГОСТ 6036-89) по 65 мм каждый;
· теплоизоляционного слоя из пенодиатомитового кирпича ПД 400-И (ТУ 5764-002-25310144-99) высотой 65 мм;
· теплоизоляционного слоя из вермикулитовых плит ПВИ-ТСВ-350 (ТУ 5767-014-2168872-04) высотой 65 мм;
· слоя шамотной засыпки ЗШБ-1,3 (ГОСТ 23037-99) толщиной 50 мм.
Тогда высота катодного кожуха составит:
 . .
2.3 Материальный баланс электролизёра
В электролизёр поступает глинозём, анодная масса и фтористые соли. В процессе электролиза образуется алюминий и анодные газы (оксид и двуокись углерода). Кроме того, в результате испарения электролита и пылеуноса вентиляционными газами из процесса постоянно выбывают некоторые количества фтористых соединений и глинозёма.
2.3.1 Приход материалов
Приход материалов в электролизёр рассчитывается по расходу сырья на 1кг алюминия и по производительности электролизёра в час.
Производительность электролизёра, т.е. количество алюминия, выделяющегося в единицу времени (кг/час), можно рассчитать:
 ; ;
где: I - сила тока электролизёра, А;
h- выход по току алюминия, доли единицы принят равным 0,89;
q- электрохимический эквивалент, г/А·ч.
РAI
=  = 55,32 кг/ч. = 55,32 кг/ч.
В таблице 3 приведены данные по расходу сырья (кг/тAl), полученные на основании данных технической информации по ЭЛЦ-1 для электролизеров, оборудованных АПГ и “сухой” газоочисткой за июнь 2008г.
Таблица 3 - Расход сырья (кг/т Al)
| Материал |
Показатели |
|
Глинозем марки Г-000 (ГОСТ 0558-98)
|
96.8 |
| Вторичный глинозем (содержание F: ~1,4%) |
1838.2 |
| Анодная масса |
521 |
| Фтористые соли: |
| -криолит смешанный |
13,6 |
| -фтористый алюминий |
26,92 |
| -фтористый кальций |
0,39 |
| Выход по току, % |
89 |
Ркр.см.
= РAI
· pкр.см.
= 55,32 · 0,0136 = 0,752 кг/ч;
РAlF
3
= РAI
· pAlF
3
= 55,32 · 0,0255 = 1,489 кг/ч
РCaF
2
=РAI
· рCaF
2
= 55,32 · 0,00039 = 0,022 кг/ч.
Зная производительность электролизёра и удельный расход сырья, рассчитываем приход материалов в электролизер:
Р(
AI
2
O
3-вторичный)
= PAI
· pг
= 55,32 · 1,8382 = 101,69 кг/ч;
Р(
AI
2
O
3-первичный)
= PAI
· pг
= 55,32 · 0,0968 = 5,35 кг/ч;
Ран.
= РAI
· pан.
= 55,32 · 0,521 = 28,82 кг/ч;
Рфтор.сол.
= РAI
· рфтор.сол.
= 55,32· (0,0136+0,02692+0,00039) = 2,263 кг/ч.
2.3.2 Расход материалов
Выход материалов включает:
1. Алюминий. Количество полученного в результате электролиза алюминия определяется производительностью электролизёра РAI
,кг/ч.
2. Анодные газы. Количество анодных газов рассчитывается из суммарной реакции:
AI2
O3
+xC = 2AI+(2x-3)CO+(3-x)CO2
протекающей в электролизёре, и из состава анодных газов.
Количество СО и СО2
, кмоль/ч, определяется из уравнений:
 ; ;
 ; ;
где Nco и Nco2
- мольные доли СО и СО2
в анодных газах.
Согласно уравнению[19]:
%CO= [200G-2(%CE)-8]/G= [200*1.15-2(89)-8]/1.19= 43.7%
%CO2
= 100- %CO= 100- 43.7= 56.3%
Таким образом,  = 0,563 и = 0,563 и  = 0,437 = 0,437
 кмоль/ч, кмоль/ч,
 кмоль/ч, кмоль/ч,
Весовые количества СО и СО2
, кг/ч:
Рсо = Мсо · 28 = 0,859 · 28 = 24.052 кг/ч;
Рсо2
= Мсо2
·44 = 1,107 · 44 = 48.708 кг/ч;
где 28 и 44 - молекулярные веса СО и СО2
.
3. Потери углерода. Определяются как разность между приходом анодной массы и количеством израсходованного с газами углерода.
Количество израсходованного с газами углерода рассчитывается по уравнению:
РС
= 12· (МСО
+ МСО2
);
PC
= 12· (0,859 + 1,107) = 23.59 кг/ч;
D Рс
= Ра
-Рс
= 28,82 – 23,59 = 5.23 кг/ч.
4. Потери глинозёма в виде пыли и механические потери принимаются как разность между приходом глинозёма в электролизёр и теоретическим расходом глинозёма.
Теоретический расход глинозёма определяется из уравнения:
Al2
O3
= 2Al+1,5O2
;
и составляет:
Р(
Al
2
O
3)теор.
= 1,89 · PAl
= 1,89 · 55,32 = 104,55 кг/ч;
DР(Al2O3 )
= P(Al2O3)
- P(Al2O3)
теор
.
= 107,04 – 104,55 = 2,49 кг/ч.
5. Потери фтористых солей в виде возгонов и газов, удаляемых системами вентиляции, на пропитывание подины и с угольной пеной, если она снимается, принимают равными приходу фторсолей.
Таблица 4 - Материальный баланс
|
Приход
|
кг/ч |
% |
Расход |
кг/ч |
% |
|
Глинозём
(вторичный) |
101,69 |
72,92 |
Алюминий
|
55,32 |
39,78 |
| Глинозем (свежий) |
5,35 |
3,84 |
Потери глинозёма |
2,49 |
1,79 |
| Анодная масса |
28,82 |
20,66 |
Потери углерода |
5,23 |
3,76 |
| Криолит смешанный |
0,752 |
0,54 |
Газы: СО
СО2
|
24,052
48,708
|
17,3
35,03
|
|
Фторид алюминия
|
1,489 |
2,04 |
| Фторид кальция |
0,022 |
0,01 |
Потери фторсолей |
2,263 |
1,63 |
| Итого
|
139,46
|
100
|
Итого
|
139,41
|
100
|
2.4 Ошиновка электролизёра
Ошиновка электролизёра служит для подвода (анодная) и отвода (катодная) тока. В анодную часть ошиновки входят гибкие пакеты, анодные стояки и уравнительные шины, от которых ток при помощи специальных контактов передаётся к штырям. Катодная часть ошиновки состоит из гибких лент – катодных спусков, отводящих ток от блюмсов, и катодных шин.
Конструкция ошиновки
должна удовлетворять следующим основным требованиям:
· возможность быстрого включения и отключения ванны в цепь без нарушения работы всей серии;
· плотность тока в шинах должна быть экономически выгодной, то есть такой, при которой сумма затрат энергии и стоимости ошиновки будет минимальна;
· обеспечение равномерного распределения электрического тока по аноду и катоду;
· минимизация волнений и искривления поверхности расплавленного алюминия, возникающих под действием электромагнитных сил и приводящих к снижению выхода по току и срока службы электролизера.
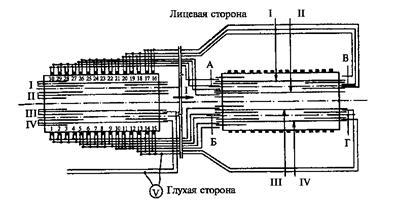
На электролизерах С-8БМ анодная ошиновка каждой из сторон ванны состоит из двух пар металлически не связанных между собой анодных пакетов (I–II и III–IV), которые соединены с катодными блюмсами, выходящими на одну сторону ванны (рисунок 1).Рисунок 1 – Развернутая схема ошиновки электролизеров С-8БМ
А, Б, В, Г – узлы соединения анодной ошиновки с 4-, 5-, 3- и 2-шинными
стояками. Соответственно I, II, III и IV – пакеты анодных шин
По проекту ошиновка выполнена из алюминиевых шин сечением 430×60 мм. На продольных сторонах катода расположено по семь шин, разбитых на четыре секции и подсоединенных к соответствующему узлу анодной ошиновки следующего по ходу тока электролизера. При этом пять шин катодной ошиновки, расположенные на правой (по ходу тока) стороне ванны, подключены к узлу Б анодной ошиновки следующего по ходу тока электролизера, а две обводные шины – к узлу Г. На левой стороне ванны четыре шины катодной ошиновки подсоединены к узлу А, а три обводные шины – к узлу В анодной ошиновки следующего по ходу тока электролизера. Таким образом, ток к аноду подводится четырьмя стояками: входные стояки состоят из пяти и четырех шин, а обводные — из двух и трех шин.
Однако, как следует из рисунка 1 и таблицы 5, к каждой катодной шине подсоединено разное количество блюмсов (от полутора до трех). При равномерном распределении тока по блюмсам плотность тока, по крайней мере в десяти шинах из 14, значительно превышает экономически выгодную, находящуюся для алюминиевых шин в пределах 0,20 – 0,35 А/мм2
[2].
Таблица 5 – Плотность тока в катодных шинах
| Сторона |
Номер шины
(от катодного кожуха)
|
Количество подключенных блюмсов, шт |
Плотность тока, А/мм2
|
| Лицевая |
1 |
2 |
0,450 |
| 2 |
2 |
0,450 |
| 3 |
3 |
0,674 |
| 4 |
3 |
0,674 |
| 5 |
1,5 |
0,337 |
| 6 |
1,5 |
0,337 |
| 7 |
2 |
0,450 |
| Глухая |
1 |
2 |
0,450 |
| 2 |
2 |
0,450 |
| 3 |
2,5 |
0,496 |
| 4 |
2,5 |
0,496 |
| 5 |
3 |
0,674 |
| 6 |
1,5 |
0,337 |
| 7 |
1,5 |
0,337 |
Анодная ошиновка электролизера состоит из четырех параллельных ветвей (I – IV), к каждой из которых подсоединяются по 18 анодных штырей. К каждой из ветвей анодной ошиновки подключено разное количество блюмсов. Если узлы А, Б, В и Г имеют надежный контакт, то количество блюмсов, подключенных к левой (ветви I и II) и правой (ветви III и IV) половинам анода, будет равно 15, это должно обеспечить равномерное распределение тока по аноду
Ошиновка электролизера выполнена 14 шинами, по 7 шин с каждой стороны, поперечное сечение шины 430×60 мм. Общее сечение шинопровода составляет:
 , ,
где S1ш
– площадь поперечного сечения одной шины, мм2
;
n – число шин.
Средняя плотность тока в шинах:
 . .
Плотность тока в шинах превышает экономически выгодную практически в 2 раза.
Катодные стержни (блюмсы) сечением 230×115 мм изготавливают из стали марки Ст–3. Они соединяются с катодными шинами при помощи гибких пакетов из алюминиевых лент–спусков, приваренных к катодным стержням и шинам.
Сечение пакета из алюминиевых лент (спусков):
 , ,
где dэк
– экономически выгодная плотность тока для алюминиевых спусков.
Число лент в пакете:
 , ,
где S1л
– сечение одной ленты, 1,5×200 мм.
Ток к аноду подводится 72 сталеалюминиевыми штырями (ТУ 48-22-77-81), расположенными в 4 ряда. Общая длина штыря составляет 2850 мм, длина стальной части 2090 мм, наибольший диаметр конической части 138 мм, наименьший диаметр 100 мм, длина алюминиевой штанги 1150 мм, сечение штанги 80 50 мм. Среднее сечение анодного штыря Sср
составляет: 50 мм. Среднее сечение анодного штыря Sср
составляет:
 . .
Общая площадь штырей So
составляет:
 . .
Тогда средняя плотность тока в штырях составит:
 . .
То есть плотность тока в штырях незначительно превышает экономически выгодную плотность тока для стали, равную 0,2 А/мм2
.
Плотность тока в электролите iэ
, рассчитываем с учетом площади зеркала металла SAl
. Если принять толщину гарниссажа на уровне металла 5 см, то площадь поверхности зеркала металла составит:
 , ,
где g – толщина гарниссажа на уровне металла.
Тогда плотность тока в электролите (катодная плотность тока) составит:
 . .
2.5 Электрический баланс электролизёра
Для производства алюминия требуются большие затраты электрической энергии, и вопрос о снижении её расхода является одним из важнейших в алюминиевой промышленности. Вот почему необходимо знать, на каких участках электролизёра происходят потери электроэнергии, и от каких причин они зависят.
Расчёт электрического баланса состоит в определении падений напряжения в конструктивных элементах электролизёра, в электролите и напряжений поляризации.
Различают три вида напряжений:
1. Среднее напряжение U – включает в себя все виды падения напряжения, в том числе среднее повышение напряжения от анодных эффектов и падение напряжения в общесерийной ошиновке;
2. Рабочее напряжение Uр
– это фактическое напряжение, определяемое показаниями вольтметра на ванне, т.е. среднее напряжение без учёта падения напряжения в общесерийной ошиновке и среднего повышения напряжения от анодных эффектов;
3. Греющее напряжение Uгр
– учитывает падение напряжения во всех греющих элементах электролизёра, т.е. находящихся внутри того объекта, с поверхности которого рассчитываются потери тепла в окружающее пространство. Греющее напряжение обязательно включает в себя и напряжение поляризации.
Таким образом можно записать:
 ; ;
 ; ;
 , ,
где: Е – напряжение поляризации, В;
DUэл
– падение напряжения в электролите, В;
DUа
– падение напряжения в аноде, В;
DUк
– падение напряжения в катоде, В;
DUош
– падение напряжения в ошиновке ванны, В;
DUаэ
–повышение падения напряжения за счёт анодных эффектов, В;
DUс
– падение напряжения в общесерийной ошиновке, В.
2.5.1 Напряжение поляризации
Напряжение поляризации, или ЭДС поляризации представляет собой термодинамическую величину напряжения разложения для реакции разложения глинозёма с образованием СО2
, плюс анодные и катодные перенапряжения, минус деполяризация, вызванная растворенным в электролите алюминием [7].
Оценить величину напряжения поляризации (ЭДС поляризации) можно по значениям трех её составляющих: напряжения разложения глинозема, катодного и анодного перенапряжений.
Величину практического напряжения разложения глинозема можно выразить следующим образом [7]:
 , ,
где  – напряжение разложения глинозема до СО2
, составляющее 1,19 В при температуре 1223 К; – напряжение разложения глинозема до СО2
, составляющее 1,19 В при температуре 1223 К;  – напряжение разложения до СО, составляющее 1,08 В при температуре 1223 К. – напряжение разложения до СО, составляющее 1,08 В при температуре 1223 К.
Анодное перенапряжение имеет концентрационную составляющую, связанную с замедленной доставкой оксифторидных ионов, и составляющую, связанную с замедленностью химической реакции. Перенапряжение реакции описывается следующим уравнением[8]:
 , ,
где: ilim
–
предельная плотность тока, А/см2
;
Т – температура электролиза, К.
Предельная плотность тока:
 . .
Тогда перенапряжение реакции составит:

Концентрационное перенапряжение ηс
на аноде вызывается наличием градиента концентраций оксифторидных комплексов, и оно может быть заметно при приближении к анодному эффекту:
 , ,
где ic
– критическая плотность тока.
Критическую плотность тока, отвечающую нулевой концентрации этих комплексов у границы анод-электролит, можно оценить по уравнению Пионтелли:
 , ,
 . .
Тогда концентрационное перенапряжение составит:
 . .
Катодное концентрационное перенапряжение ηкат
зависит от катодной плотности тока i
, криолитового отношения КО и скорости движения межфазной границы. Для его оценки существует эмпирическое выражение [8,9]:
 , ,
 . .
В результате ЭДС поляризации составляет:
 . .
Рассчитанное значение ЭДС поляризации соответствует практическим данным для электролизеров С-8БМ и С-8Б [10].
2.5.2 Падение напряжения в аноде
Падение напряжения в аноде зависит от размеров анода, формы и размеров токоподводящих штырей, среднего расстояния до подошвы анода, удельного сопротивления анода и плотности тока. Для оценки тенденций влияний различных факторов на перепад напряжения в аноде полезно использовать эмпирическое уравнение М.А. Коробова [11]:
 , ,
где lср
– среднее расстояние от всех токоведущих штырей до подошвы анода, см;
rа
– среднее удельное электросопротивление анода в интервале температур (750¸950) о
С, Ом·см.
Среднее расстояние от штырей до подошвы анода составляет:
 , ,
где lmin
– минимальное расстояние от конца штыря до подошвы анода, 20¸25 см (принимаем 23 см);
nг
–число горизонтов (nг
= 12);
Dl – шаг между горизонтами – 3 см.
Среднее удельное электросопротивление анода рассчитывается по формуле:
 , ,
где t – средняя температура анодного массива, °С.
Тогда величина падения напряжения в аноде составит:

2.5.3 Падение напряжения в электролите
Для расчёта падения напряжения в электролите используется уравнение, предложенное Г.В. Форсбломом и В.П. Машовцом [12]:
 , ,
где pэл
– удельное электросопротивление электролита, Ом·см;
2(La
+ Ba
) – периметр анодного массива, см.
Для расчета удельного электросопротивления найдем удельную электропроводность электролита по эмпирическому уравнению [13]:
 , ,
где Т – температура, К;
x=1,430·[Na3
AlF6
]+1,854·[Li3
AlF6
]+3,856·[LiF]+0,576·[CaF2
]+0,595·[AlF3
]-
-0,490·[Al2
O3
];
y=47,61·[Na3
AlF6
]+50,56·[Li3
AlF6
]+55,90·[LiF]+33,94·[CaF2
]+59,54·[AlF3
]+
+58,85·[Al2
O3
]+35,31[MgF2
]; члены в квадратных скобках – концентрации добавок, %масс
.
Удельная электропроводность электролита выбранного нами состава, %: 80,0 Na3
AlF6
; 4,0 Al2
O3
; 11,0 AlF3
; 5,0 CaF2
. (К.О.=2,23) составит:
 ; ;
 ; ;

Тогда удельное электросопротивление электролита составит:
 . .
Падение напряжения в электролите составляет весомую долю напряжения на ванне, поэтому необходимо чётко следить за этой величиной. Так как электролизёр работает на повышенной силе тока, то необходимо снижать МПР для того, чтобы уменьшить количество тепла, генерируемого в электролите за счет протекания электрического тока. В проекте электролит выбран кислый, алюминий в нем растворяется очень слабо, степень протекания обратной реакции вблизи анода невысока, и это даёт возможность уменьшать МПР.
Однако не следует забывать, что величина междуполюсного расстояния очень сильно влияет на стабильность работы электролизёра, и значительное снижение МПР не допустимо. Исходя из данных таблицы 2, минимальное МПР при котором наблюдается стабильная работы электролизера, составляет 4,5 см. Падение напряжения в электролите при этом составит:
 . .
При расчете падения напряжения в электролите необходимо учесть дополнительное сопротивление, создаваемое пузырьками газа под анодом.
Дополнительное падение напряжения, вызванное пузырьковым слоем, можно оценить по уравнению [14,15]:
 , ,
где db
– средняя толщина пузырькового слоя, см;
χпуз
– удельная электропроводность пузырькового слоя, 0,7- 2,0 Ом-1
·см-1
;
Ф – фактор экранирования анода газом, д.е.
Cреднюю толщину пузырькового слоя можно рассчитать по уравнению предложенному Хайдом и Велчем (Hyde и Welch), а также [15]:
 . .
Данные Аберга (Aberg) по экранированию анода газом были дополнены данными Хаупина (Haupin) и использованы для расчета фактора экранирования по уравнению:
 , ,
где ВО – весовое криолитовое отношение электролита равное КО/2;
%Al2
O3ае
– концентрация глинозема в ванне во время анодного эффекта, %.
Фактор экранирования:

Дополнительное падение напряжения, вызванное пузырьковым слоем, составит:
 . .
С учетом этого значения падение напряжения в электролите составит:
 . .
2.5.4 Падение напряжения в катодном устройстве
При расчете падения напряжения в катоде используется уравнение М.А. Коробова [16]:
 , ,
 , ,
где Lпр
– приведенная длина пути тока по блоку, см;
ρб
– удельное электросопротивление блока, 20·10-4
Ом·см (ТУ 1913-109-021-99);
А – половина ширины шахты ванны, 207,5 см;
B – ширина блока с учетом шва, 59 см;
S – площадь поперечного сечения паза, (14,5×26) см2
;
а – ширина настыли, см. Ширина настыли мощных электролизеров равна расстоянию борт-анод плюс 10-15 см [2], принимаем ширину настыли a=75 см.
h и b – ширина и высота паза под блюмс, см (b=26 см, h=14,5 см).
Падения напряжения в катоде составит:
 , , 
2.5.5 Падение напряжения в ошиновке
Падение напряжения в ошиновке рассчитывается по отдельным элементам и прибавляют падение напряжения в контактах.
DUа.ош.
= r*L*I / S = 0,033*(11+3)*185000 / 528571 = 0,162 В
где: r - удельное электросопротивление алюминия, Ом*мм2
/ м;
L – длина анодной ошиновки = 11м, и анодного стояка = 3м.
DUк.ош.
= 0,033*12*185000 / 528571 = 0,139 В
где: L – длина катодной ошиновки = 12м.
Принимаются следующие падения напряжений в контактах, В:
Катодная шина – гибкий пакет 0,003
Гибкий пакет – анодный стояк 0,002
Анодный стояк – анодная шина 0,003
Анодная шина – анодный штырь 0,002
Катодный стержень – спуск 0,006
Катодный спуск – катодная шина 0,005
D
Uош.
= DUа.ош.
+ DUк.ош.
+ падения в контактах = 0,162 + 0,139 + 0,021 =
=0,322 В.
Потери напряжения от возникновения анодных эффектов можно рассчитать, используя уравнение:
 , ,
где k – количество анодных эффектов на один электролизер в сутки, шт.;
UАЭ.
– напряжение анодного эффекта, В;
t – продолжительность анодного эффекта, мин:
1440 – количество минут в сутках.
Анодный эффект (АЭ) образуется в результате истощения растворенного глинозема в электролите, что приводит к выделению ионов фторидов. В начале анодного эффекта наблюдается медленное увеличение напряжения, за которым следует резкий скачок напряжения электролизера на 15-25 вольт и выше.
Ранее АЭ рассматривался как необходимая особенность работы алюминиевого электролизера, поскольку использовался для управления электролизером и подачи глинозема; считалось, что АЭ «очищает» поверхность анода, выжигая неровности на поверхности и удаляя угольную пену.
В настоящее время отрицательные свойства перекрывают положительные стороны, усилия направлены на устранение АЭ. Основным отрицательным моментом является выделение перфторуглеродных (ПФУ) газов плюс тот факт, что АЭ является причиной перегрева, приводит к потере энергии и расплавлению гарниссажа. Современные методы управления электролизером не зависят от частоты АЭ. Вместе с тем ведение электролиза в режиме, близком к АЭ (низкое содержание глинозема) может привести к случайным АЭ.
В каждом корпусе существует свой нормальный диапазон напряжения при АЭ, составляющий, как правило, от 25 до 45 В. Напряжение при АЭ 45 В и более считается чрезмерно высоким, а 15 В и ниже – чрезмерно низким.
Для электролизеров Содерберга с точечным питанием типичные значения частоты и продолжительности АЭ составляют 0,1-0,5 АЭ/сут и ~2 мин, соответственно [17].
Рабочее напряжение составляет:
 . .
В данном проекте принимаем UАЭ
=40 В, k=0,5 шт/сут, t=2 мин. Тогда повышение напряжения от анодных эффектов составит:
 . .
2.5.7 Падение напряжения в общесерийной ошиновке
Данная величина рассчитывается исходя из длины шинопроводов, проходящих по торцам корпуса, средним проездам внутри корпуса и между корпусами. По практическим данным, эта величина составляет 0,03-0,05 В на каждую ванну. В данном проекте принимаем ∆Uос=0,04 В.
Электрический баланс электролизера представлен в таблице 6.
Таблица 6 – Электрический баланс электролизера
| Составляющие напряжения на ванне |
Обозначение |
Величина, В |
| Напряжение поляризации |
Е |
1,556 |
Потери напряжения:
в аноде
в электролите
в катоде
от анодных эффектов
в ошиновке ванны
в ошиновке серии
|
∆Uа
∆Uэл
∆Uк
∆UАЭ
∆Uош
∆Uс
|
0,616
2,216
0,298
0,024
0,322
0,04
|
| Греющее напряжение |
Uгр
|
4,71 |
| Рабочее напряжение |
Uр
|
5,008 |
| Среднее напряжение |
Uср
|
5,072 |
2.6 Энергетический баланс электролизера
Нормальную работу алюминиевого электролизера можно обеспечить только при условии теплового равновесия, когда расход тепла в единицу времени равняется его приходу. Расчет энергетического баланса заключается в определении составляющих прихода и расхода энергии в процессе электролиза и в составлении теплового баланса электролизера на основании этих составляющих.
Основными источниками энергии в электролизере являются прохождение электрического тока, загружаемые материалы и экзотермические процессы. Потери энергии связаны с эндотермическим процессами, выгрузкой продуктов электролиза и потерями энергии в окружающую среду.
Уравнение энергетического баланса при 25 °С (298К) имеет вид:
 , ,
где Qэл
– приход энергии от прохождения электрического тока, кДж/ч;
Qан
– приход энергии от сгорания угольного анода, кДж/ч;
Qмат
– энергия, необходимая для нагрева вносимых материалов, кДж/ч;
QБуд
– энергия, поглощаемая в результате реакции Будуара, кДж/ч;
Qразл
– энергия, необходимая для разложения глинозёма, кДж/ч;
Qмет
– энергия, уносимая с вылитым металлом, кДж/ч;
Qгаз
– энергия, уносимая отходящими газами, кДж/ч;
Qп
– потери энергии в окружающее пространство, кДж/ч.
2.6.1 Приход энергии
Приход энергии от прохождения электрического тока составляет:
 , ,
где τ – время пропускания тока.
Приход энергии от сгорания анода определяется как:

где  и и  – тепловые эффекты реакций образования СО2
и СО. – тепловые эффекты реакций образования СО2
и СО.
Таким образом, суммарный приход энергии составит:
 . .
2.6.2 Расход энергии
Расход энергии на нагрев и растворение глинозема составляет:

где  – молярная масса глинозема, г/моль; – молярная масса глинозема, г/моль;
 и и  – повышение энтальпии глинозема при нагреве и растворении, кДж/моль. – повышение энтальпии глинозема при нагреве и растворении, кДж/моль.
Расход энергии на разложение глинозема составит:
 , ,
где  – тепловой эффект реакции образования глинозема. – тепловой эффект реакции образования глинозема.
Потери энергии с выливаемым алюминием рассчитывают исходя из условия, что количество выливаемого металла соответствует количеству наработанного алюминия за то же время. При температуре выливаемого металла ~960 ºС энтальпия (теплосодержание) алюминия составляет 43940,4, а при температуре 25 ºС – только 6710,2 кДж/кмоль. Тогда изменение энтальпии алюминия ∆HAl
= 43940,4 – 6710,2 = 37230,2 кДж/кмоль, а потери тепла с выливаемым металлом составят:
 . .
Унос энергии с газами рассчитываем, принимая во внимание только основные компоненты анодных газов – СО2
и СО. По практическим данным принимаем температуру отходящих газов равной 600 ºС. В этом случае изменение энтальпии газов DН при снижении температуры с 600 до 25 ºС составит 602,5 и 627,6 кДж/кг для СО2
и СО, соответственно [7]. Тогда унос энергии с газами составит:
 . .
2.6.
3
Потери энергии с конструктивных элементов
Потерю энергии с конструктивных элементов электролизера в пространство вычислить непросто из-за сложной конфигурации и развитых теплоотдающих поверхностей, различных условий движения газов, омывающих электролизер, и переменных параметров лучистого обмена. Кроме того, расчет потерь затрудняется большими погрешностями в определении температуры теплоотдающих поверхностей и теплофизических характеристик изоляционного материала.
Различают три вида переноса теплоты: теплопроводность, конвекцию и тепловое излучение. В действительности эти элементарные виды теплообмена не обособлены и в чистом виде встречаются редко. В большинстве случаев один вид теплообмена сопровождается другим. Перенос тепла от горячего расплава к более холодным наружным поверхностям электролизера осуществляется самопроизвольно, и такой процесс называется теплопроводностью [2]. Передачу тепла теплопроводностью для плоской однослойной стенки рассчитывают по формуле:
 , ,
где F – площадь поперечного сечения стенки, м2
;
t1
и t2
– температура горячей и более холодной поверхности соответственно, ºС;
δ – толщина стенки, м;
λ – коэффициент теплопроводности, кДж/(м · ч · ºС).
Стенки, состоящие из нескольких разнородных слоев, называются многослойными. Если стенка состоит из плотно прилегающих друг к другу n слоев, то потери тепла определяют по уравнению:
 , ,
где k – коэффициент теплопередачи, кДж/(м2
· ч · ºС),
 , ,
где δ1
, δ2
, …, δn
– толщины слоев, м;
λ1
, λ2
, …, λn
– коэффициенты теплопроводности слоев, кДж/(м · ч · ºС).
Потери энергии через подину ванны составят:
 , ,
 . .
Потери энергии через борта ванны составят:
 , ,
 . .
Потери энергии через корку электролита составят:
 . .
Потери энергии теплопроводностью через анод составят:
 . .
Тогда общие потери энергии теплопроводностью составят:
 . .
Конвективный теплообмен – процесс переноса теплоты с поверхности электролизёра в воздух, а потери тепла конвекцией с наружных стенок электролизера определяют по формуле:
 , ,
где aк
– коэффициент теплоотдачи конвекцией от стенки к газу, кДж/(м2
·ч·ºС);
tc
и tв
– температура стенки и воздуха, °С;
F – площадь теплоотдающей поверхности, м2
.
Коэффициент теплоотдачи с вертикальных стенок можно вычислить по выражению:
 , ,
где Dt – разность температур стенки и среды, °С;
А – коэффициент, зависящий от свойств среды и определяющей температуры, под которой понимают:
 . .
Зависимость коэффициента А от определяющей температуры для вертикальной стенки и воздуха представлена на рисунке 2.

Рисунок 2 – График зависимости определяющей температуры
от коэффициента А.
Для горизонтальных плит, с которых тепловой поток идет вверх, коэффициент aк
увеличивают на 30%, а если тепловой поток идет вниз – уменьшают на 30%.
Потери тепла излучением обусловлены законом Стефана – Больцмана, согласно которому потери тепла составляют:
 , ,
где c0
=20,75 кДж/(м2
· ч · К4
) – коэффициент лучеиспускания абсолютно черного тела;
Тс
и Тв
– абсолютная температура излучающей стенки и среды, в которую происходит излучение, К;
j – угловой коэффициент взаимного облучения данной излучающей поверхности соседними поверхностями, д.е.;
e – приведенная степень черноты излучающего тела, д.е.
Температура расплава принята на уровне 956 ºС, температуру окружающей среды с учетом летнего и зимнего периодов эксплуатации принимаем равной 10 ºС.
Температуру выступающей части штыря принимаем равной 70 ºС. Площадь выступающей части всех анодных штырей составляет:
 . .
Температуру поверхности КПК принимаем на основании практических данных и она равна 140ºС. Площадь поверхности КПК за вычетом площади штырей составляет:
 . .
Площадь открытой поверхности электролита с учетом режима обработки ванны принимаем равной 0,3 м2
.
Температура выступающей части блюмов принята равной 180 ºС. Их площадь составляет:
 . .
Средняя (по сечению анода) температура борта анода в нижней зоне 220 ºС.
Средняя (по сечению анода) температура борта анода в средней зоне 150 ºС.
Средняя (по сечению анода) температура борта анода в верхней зоне 80 ºС.
Боковую поверхность анодного кожуха, высотой 1,41 м разбиваем на три зоны:
Верхнюю (0,55м);
Среднюю (0,47м);
Нижнюю (0,39 м).
Площадь боковой поверхности анодного кожуха составит:
Верх:  ; ;
Середина:  ; ;
Низ:  . .
Температура секций газосборного колокола принята на уровне 350 ºС.
Площадь поверхности ГСК:
 . .
Остальные размеры и температуры элементов, все значения черноты тел, угловые коэффициенты взаимного облучения взяты из практических и литературных данных [18].
Результатом расчетов теплопотерь лучеиспусканием и конвекцией с поверхности электролизера является таблица 7.
Таблица 7 – Расчет теплопотерь с конструктивных элементов электролизера конвекцией и излучением
| Поверхность |
tc
,
ºС
|
tв
,
ºС
|
tc
р
,
ºС
|
А |
aк
,

|
F,
м2
|
ε,
д.е.
|
φ,
д.е.
|
Qк
,
кДж/ч
|
Qи
,
кДж/ч
|
Q, кДж/ч |
| 1. Штыри |
70 |
10 |
30 |
5,614 |
21,98 |
26,05 |
0,80 |
0,55 |
34355 |
17664 |
52019 |
| 2. Поверхность анодной массы |
140 |
10 |
65 |
5,148 |
26,08 |
22,86 |
0,80 |
1,00 |
84063 |
92261 |
176 324 |
3. Поверхность анодного кожуха:
верхняя зона
средняя зона
нижняя зона
|
| 80 |
10 |
35 |
5,538 |
22,82 |
12,38 |
0,80 |
0,71 |
19776 |
13297 |
33073 |
| 150 |
10 |
70 |
5,094 |
26,45 |
10,58 |
0,80 |
0,71 |
39178 |
31924 |
71102 |
| 220 |
10 |
105 |
4,735 |
28,14 |
8,78 |
0,80 |
0,71 |
51885 |
54492 |
106376 |
| 4. Контрфорсы анодного кожуха |
80 |
10 |
35 |
5,538 |
22,82 |
3,20 |
0,80 |
0,5 |
5111,7 |
2420,5 |
7532,1 |
| 5. Ребра жесткости анодного кожуха |
80 |
10 |
35 |
5,538 |
22,82 |
11,4 |
0,80 |
0,44 |
18210 |
7588,1 |
25798 |
| 4. Газосборный колокол |
300 |
10 |
145 |
4,451 |
29,46 |
6,75 |
0,80 |
0,59 |
57668 |
67026 |
124694 |
| 5. Глиноземная засыпка |
200 |
10 |
95 |
4,824 |
27,73 |
7,96 |
0,80 |
0,45 |
41939 |
25949 |
67888 |
| 6. Открытая поверхность электролита |
956 |
10 |
473 |
3,015 |
29,60 |
0,03 |
0,63 |
1,00 |
840 |
8922 |
9762 |
| 7. Боковая поверхность катодного кожуха |
90 |
10 |
40 |
5,462 |
23,54 |
34,14 |
0,80 |
0,70 |
64292 |
43435 |
107727 |
| 8. Контрфорсы катодного кожуха |
60 |
10 |
25 |
5,690 |
20,96 |
46,80 |
0,80 |
0,70 |
49046 |
31988 |
81034 |
| 9. Днище катодного кожуха |
60 |
10 |
25 |
5,69 |
20,96 |
46,04 |
0,80 |
0,76 |
48250 |
34166 |
82416 |
| 10. Блюмсы |
180 |
10 |
85 |
4,932 |
27,32 |
6,21 |
0,80 |
0,71 |
28842 |
26127 |
54968 |
| Итого потерь |
1000713,1 |
Таблица 8 – Энергетический баланс электролизера
| Приход энергии |
Расход энергии |
| Статья |
кДж/ч |
% |
Статья |
кДж/ч |
% |
| Пропускание электрического тока |
3 136 860 |
85,54 |
Нагрев и растворение глинозема |
320 844,42 |
8,8 |
| Разложение глинозема |
1 736 141,98 |
47,62 |
| С выливаемым металлом |
76 280,54 |
2,09 |
| С анодными газами |
44 441,6 |
1,22 |
| Сгорание анода |
530 407
|
14,46 |
Потери теплопроводностью
|
467 187,92 |
12,82 |
| Потери конвекцией и излучением |
1000713,1 |
27,45 |
Итого
|
3 667 267 |
100 |
Итого |
3 645 609,56 |
100 |
| Невязка баланса |
21 657,44 |
0,59 |
Удельный расход электроэнергии составит:
 . .
Заключение
В рамках данного проекта был проведен расчет электролизера с самообжигающимся анодом на силу тока 185 кА и выходом по току 89% на базе электролизера С-8БМ. Приведены материальные потоки, электрический и тепловой балансы. Параметры проектируемого электролизера приведены в таблице 9.
Таблица 9 – Параметры спроектированного электролизера
| Характеристики |
Единица
измерения
|
Значение |
| 1. Сила тока |
кА |
185 |
| 2. Выход по току |
% |
89 |
| 3. Плотность тока |
А\см2
|
0,773 |
| 4. Размер анода |
мм |
8 400×2 850 |
| 5. Количество подовых блоков |
шт. |
30 |
| 6. МПР |
см |
4,5 |
| 7. Среднее напряжение |
В |
5,072 |
| 8. Удельный расход электроэнергии |
кВт·ч/т |
16 960 |
| 9. Суточная производительность |
кг |
1327,68 |
Список
использованных
источников
1. Pierre Beran. Impact of current increase on specific energy consumption. Light Metals, 2001, p. 179-184.
2. Минцис М.Я. Электрометаллургия алюминия. – Новосибирск: Наука, 2001. – 368 с.
3. G.P. Tarcy. Current efficiency in prebake and Soderberg cells. Light Metals, 2005, p. 319-324.
4. K.Kalgraf. Stability of Hall-Heroult Cells. Light Metals, 2005, p. 443-455.
5. Grjotheim K. Aluminium Smelter Technology. – Düsseldorf: Aluminium-Verlag, 1988. – 327 S.
6. Горланов Е.С. К вопросу о конструкции подовой секции и способах ее монтажа. Алюминий Сибири – 2007, раздел I. Получение алюминия, с. 96-100.
7. Борисоглебский Ю.В. Металлургия алюминия. – Новосибирск: Наука, 1999. – 437 с.
8. K. Grjotheim, H. Kvande (Editors) “ Introduction to Aluminium Electrolysis”, 2nd
Edition, Aluminium – Verlag, Dusseldorf. 1993 ISBN 3 – 87017 – 233 – 9.
9. Jomar Thonstad, Cell Voltage. Anode Effect. 2000. NTNU. Trondheim. Norway. The 19th International course on process metallurgy of aluminium.
10. Щербинин С.А. Анализ электрического баланса при различных конструктивных параметрах. Аннотация БрАЗ. 2001 год.
11. Коробов М.А. Самообжигающиеся аноды алюминиевых электролизеров. М.:Металлургия, 1972. – 208 с.
12. Форсблом Г.В. ЖПХ, 1952 г.,25,11,1165.
13. Васюнина И.П., Поляков П.В. Электролиты в алюминиевой промышленности. Красноярск: ГАЦМиЗ, 2001, 60с.
14. W.E. Haupin. Interpretation the Components of Cell Voltage. Light metals 1998. р. 531 –538.
15. R.J. Aaberg. The Gas under Anode in Aluminium Smelting Cells Part II: Gas Volume and Bubble Layer Characteristics”, Light Metals 1997, p. 341 – 346.
16. Криворученко В.В. Тепловые и энергетические балансы алюминиевых и магниевых электролизеров. – М.: Металлургиздат, 1963, 320 с.
17. Jomar Thonstad. On Anode Effect (AE) in Aluminium Cells, and how to Reduce AE Frequency? Алюминий Сибири – 2006.
18. Борисоглебский Ю.В. – Расчёт и проектирование алюминиевых электролизёров. С-П: Издательство ЛПИ, 1981. – 77 с.
19. W.Haupin. Interpreting the components of cell voltage, Light Metals 1998, p. 531 – 537.
20. ТянВ.А. Опытные работы по повышению силы тока на электролизерах с анодом Содерберга, Алюминий Сибири – 2004.
|