СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 АНАЛИЗ ИСХОДНЫХ ДАННЫХ1.1 Анализ схемы электрической принципиальной
1.2 Анализ условий эксплуатации устройства
1.3 Расширенное техническое задание
1.4 Анализ и сравнение аналогов
1.5 Анализ элементной базы
2 РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
2.1 Обоснование и выбор материалов
2.2 Обоснование конструкции изделия
3 КОНСТРУКТОРСКИЕ РАСЧЕТЫ
3.1 Расчет объемно-компоновочных характеристик устройства
3.2 Расчет параметров электрических соединений
3.3 Расчет радиатора
3.4 Расчет теплового режима
3.5 Расчет надежности
3.6 Расчет на механические воздействия
4 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
4.1 Анализ технологичности конструкции изделия
4.2 Разработка технологической схемы сборки для узла А2
4.3 Выбор типового технологического процесса сборки и монтажа узла А2
4.4 Выбор технологического оборудования и оснастки и анализ варианта маршрутной технологии сборки и монтажа изделия
4.5 Разработка варианта маршрутно-операционной технологии
 4.6 Организация системы управления качеством изделия 4.6 Организация системы управления качеством изделия
5 РАСЧЕТ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
5.1 Планирование работ на этапе разработки изделия
5.2 Расчет затрат на разработку изделия
5.3 Расчет затрат на стадии изготовления макетного образца
5.4 Расчет производственной себестоимости
6 ОХРАНА ТРУДА
6.1 Производственная санитария
6.2 Промышленная безопасность
6.3 Пожарная безопасность
7 Защита населения и хозяйственных объектов в чрезвычайных ситуациях
7.1 Чрезвычайные ситуации, характерные для проектируемого объекта 92
7.2 Меры по ликвидации ЧС
7.3 Защита населения
7.4 Оказание первой медицинской помощи пострадавшим в ЧС
7.5 Повышение устойчивости радиоэлектронной и оптической
аппаратуры
ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА
РИЛОЖЕНИЕ А Перечень элементов ПАЛ.437293.001 ПЭ3
ПРИЛОЖЕНИЕ Б Спецификация ПАЛ.302821.001
ПРИЛОЖЕНИЕ В Спецификация ПАЛ.302822.001
ПРИЛОЖЕНИЕ Г Спецификация ПАЛ.437293.001
ПРИЛОЖЕНИЕ Д Деталировки корпуса, оригинальных изделий…108
ПРИЛОЖЕНИЕ Е Комплект документов на технологический процесс сборки и монтажа
ВВЕДЕНИЕ
В настоящее время практически 60% всей вырабатываемой электроэнергии потребляется электродвигателями. Они используются в различных технологических процессах, работают на всевозможных установках. Поэтому достаточно остро стоит задача экономии электроэнергии и уменьшения стоимости электродвигателей. Трехфазные асинхронные двигатели считаются достаточно универсальными и наиболее дешевыми, но в то же самое время подключать их к однофазной сети и управлять частотой вращения достаточно сложно.
Частотные преобразователииспользуются для управления скоростью вращения трёхфазных асинхронных двигателей. Позволяют существенно сократить энергопотребление устройств с электродвигателями. Обеспечивают защиту двигателя.
Позволяют очень точно изменять скорость вращения двигателя. С помощью частотных преобразователей можно осуществлять дистанционное наблюдение и управление асинхронным двигателем. Их можно использовать везде, где есть электродвигатели. Применение преобразователей частоты может быть самым разнообразным, в силу их обширной функциональности.
Управление частотой вращения электродвигателя требуют различные автоматические линии (конвейеры, линии фасовки и упаковки, устройства обдува и охлаждения и т. д.) на которых невозможно применение многоскоростных редукторов из-за необходимости непрерывной работы установки. Заманчива перспектива, увеличения номинальной частоты вращения двигателя, вдвое и более раз или использование малогабаритных двигателей рассчитанных на частоту питающей сети 400-1000 Гц и имеющие меньшую массу и стоимость.
Предлагаемая система управления работает от однофазной сети 220 вольт и позволяет плавно менять обороты двигателя и отображать частоту инвертора на двухразрядном цифровом индикаторе. Дискретность изменения частоты инвертора составляет 1 Гц и регулируется в пределах от 1 до 99 Гц. В предлагаемой схеме используется число-импульсный метод управления асинхронным двигателем с частотой модуляции 10 кГц позволяющий получать синусоидальный ток на обмотках двигателя [1].
Данная модель является довольно простой по сравнению с большинством существующих аналогов в плане функциональности, но вместе с тем она проста в управлении. А также предполагается, что ее себестоимость будет ниже себестоимости частотных преобразователей такой же мощности.
Целью данного дипломного проекта является разработка конструкции и технологии изготовления блока РЭА – частотного преобразователя, позволяющего регулировать частоту вращения вала электродвигателя. Задачами дипломного проекта являются: анализ исходных данных, схемы электрической принципиальной и условий эксплуатации изделия; составление расширенного технического задания; разработка конструкции блока; проведение конструкторских расчетов; проектирование технологического процесса сборки и монтажа РЭА; расчет экономической эффективности изделия; формулировка требований по технике безопасности и охране труда. В результате выполнения дипломного проекта будет разработан комплект конструкторской и технологической документации.
1. АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Анализ схемы электрической принципиальной
Схема состоит из управляющего устройства DD2, применен микроконтроллер PIC16F628-20/P работающий на частоте 20 МГц, кнопок управления «Пуск» (SA4), «Стоп» (SA3), кнопки уменьшения и увеличения частоты соответственно SA1, SA2. Двоично-семисегментного дешифратора DD1, светодиодных матриц HG1, HG2. Узла торможения VT3, VT4, K1.
В силовой цепи используется трехфазный мостовой драйвер DD3 IR2130 фирмы INTERNATIONAL RECTIFIER имеющий три выхода для управления нижними ключами моста и три выхода для ключей с плавающим потенциалом управления. Данная микросхема имеет систему защиты по току, которая в случае перегрузки выключает все ключи а также предотвращает одновременное открывание верхних и нижних транзисторов и тем самым предотвращает протекание сквозных токов. Для сброса защиты необходимо установить все единицы на входах HN1 - HN3 и LN1 – LN3. В качестве силовых ключей применены IGBT транзисторы IRG4BC20KD. Цепь перегрузки состоит из датчика тока R14 делителя напряжения R11-R13 позволяющего точно установить ток срабатывания защиты, и интегрирующей цепочки R8 – C5 которая предотвращает ложное срабатывание токовой защиты в моменты коммутаций. Напряжение срабатывания защиты составляет 0,5 В по входу ITRP (DD3). После срабатывания защиты на выходе FAULT (открытый коллектор) появляется логический ноль, зажигается светодиод HL1, и закрываются все силовые ключи. Двигатель необходимо включить по схеме звезды.
Источник питания состоит из мощного диодного моста VD12-VD15, токоограничительного резистора R25, фильтрующей емкости C14, емкость C16 предотвращает всплески, которые будут возникать при коммутациях на паразитных индуктивностях схемы. А также маломощного трансформатора T1, стабилизатора напряжения 15 В DА2 для питания схемы драйвера, и стабилизатора напряжения 5 В DА1 для питания микроконтроллера и схемы индикации.
Конденсатор C16 должен быть типа К78-2 на 600-1000 вольт. Трансформатор T1 мощностью 0,5-2 Вт. Обмотка должна выдавать 19-20 вольт [1].
1.2 Анализ условий эксплуатации устройства
Устройство «Частотный преобразователь» используется в производственных помещениях, цехах, следовательно, имеет промышленную категорию размещения – 3. Прибор предполагается использовать в зоне с умеренным и холодным климатом (УХЛ). В соответствии с ГОСТ 15150-69 на устройство будут воздействовать следующие климатические факторы:
а) температура окружающего воздуха в пределах от минус 10 до плюс 45 °С;
б) предельное содержание коррозионно-активных веществ:
сернистого газа – от 8 до 100 мг/м2
за сутки (от 0,01 до 0,125 мг/м3
),
хлоридов – не более 0,12 мг/м2
за сутки [2];
в) относительная влажность окружающего воздуха (при температуре плюс 25 °С) 93 %;
г) атмосферное давление от 84 до 107 кПа [3].
Так как данное устройство относится к наземной РЭС, то при транспортировке, случайных падениях и т.п. оно может подвергаться динамическим воздействиям. Изменения обобщенных параметров механических воздействий на наземную РЭА находятся в пределах:
а) вибрации от 10 до 70 Гц, виброперегрузка от 1 до 4 g;
б) ударные ускорения – до 98 м/с2
, длительностью от 5 до 10 мс, частотой от 40 до 80 мин-1
;
в) линейные перегрузки от 2 до 4 g [3].
В техническом задании на разрабатываемое устройство условия эксплуатации определены по ГОСТ 25467-82. Группа исполнения изделия по стойкости к механическим факторам – М2 [4].
1.3 Расширенное техническое задание
1. Наименование изделия: “Частотный преобразователь”.
2. Назначение: преобразователь предназначен для подключения трехфазного асинхронного двигателя к сети 220 вольт и регулировки частоты вращения вала электродвигателя.
3. Состав устройства: блок управления прибором, блок сетевого питания, управляющего устройства (микропроцессора), силового блока (коммутация нагрузки), драйвера управления силовым блоком, блок торможения, блок защиты от перегрузки, блок индикации.
4. Устройство относится к группе переносной РЭА.
5. Класс климатического исполнения - УХЛ (макроклиматический район с умеренным и холодным климатом).
6. Категория размещения - 3 (эксплуатация в закрытых помещениях без искусственного регулирования температуры при отсутствии прямого солнечного излучения, воздействия осадков и ветра).
7. Конструктивные характеристики:
7.1. на передней панели прибора находятся элементы ручного управления оператором и блок индикации;
7.2. элемент коммутации располагается на передней стороне устройства снизу (клемник);
7.3. конструкция устройства должна обеспечивать подключение его к сети переменного тока напряжением 220В и подключение к преобразователю двигателя мощностью до 2 кВт;
7.4. габаритные размеры изделия: не более 250Ч160Ч120;
7.5. масса: не более 2 кг.
8. Электрические характеристики:
8.1. питание частотного преобразователя осуществляется от сети переменного тока напряжением 220 В;
8.2. потребляемый ток в зависимости от мощности двигателя (не более 9 А).
9. Требования по стойкости к климатическим воздействиям:
9.1. температура окружающего воздуха от минус 10 °С до плюс 45 °С;
9.2. максимальная относительная влажность воздуха – 93%;
9.3. атмосферное давление от 84 до 107 кПа.
10. Требования по стойкости к механическим воздействиям:
10.1. прибор не должен иметь конструктивных элементов с резонансными частотами в диапазоне от 10 до 70 Гц.
10.2. прибор должен быть устойчив перед ударными ускорениями до 98 м/с2
, длительностью от 5 до 10 мс, частотой от 40 до 80 мин-1
;
11. Среднее время наработки на отказ: не менее 5 тыс. ч.
1.4 Анализ и сравнение аналогов
При разработке любого устройства необходимо оценивать целесообразность его производства. Создаваемое оборудование, должно иметь малую себестоимость производства наряду с повышенными техническими характеристиками по отношению к аналогам. Устройство «Частотный преобразователь» востребовано на рынке промышленного оборудования, т.к. это относительно новый вид оборудования. Оно позволяет плавно изменять параметры различных техпроцессов (скорость подачи, вентиляции и т. д.) и при этом экономить электроэнергию. Именно в этих качествах данного вида оборудования заинтересованы предприятия-потребители. Спрос на преобразователи частоты растет, а значит и растет предложение. В данной ситуации конкуренция между основными производителями быстро нарастает. Оборудование становится дешевле, но в то же время оно не лишается своих технических характеристик.
Предлагаемая модель преобразователя частоты отличается своей функциональной простотой, а следовательно и простотой в управлении. Однако это не делает ее не конкурентно-способной по отношению к аналогам, учитывая то, что ее стоимость ориентировочно не будет превышать 80$. Приведем несколько аналогов данного оборудования и сравним их характеристики.
Модель серии ЕI-8000 производство фирмы «Веспер» со встроенным промышленным PLC контролером. Рекомендуется для управления приводами с постоянной, быстроменяющейся, а также вентиляторной нагрузкой. Подъемно-транспортное оборудование, транспортеры, конвейеры, экструдеры, куттера, упаковочные и дозирующие машины, сушильные агрегаты, сепараторы, мельницы, дробилки, вентиляторы, насосы, компрессоры и т.д.
- мощность: до 1,5 кВт.
- выходная частота от 0,1 до 650 Гц.
- полная защита двигателя от перегрузок.
- векторное управление без обратной связи.
- встроенный ПИД-регулятор.
- встроенный контроллер.
- программирование групп преобразователей с помощью модуля копирования.
- возможность дистанционного управления и мониторинга по RS-232/RS-485 (протокол MODBUS).
- встроенный ЭМИ фильтр класса А.
- аналоговые и цифровые входы/выходы для регулирования и дистанционного управления.
Преобразователь фирмы HITACHI серии L200. Инвертор совмещает в себе отлаженную внутреннюю структуру и самые современные компоненты для обеспечения наилучшей производительности.
Основные характеристики:
- встроенный фильтр ЭМИ категории С3;
- мощность 1,5кВт;
- соотвествие мировым стандартам;
- встроенный ПИД-регулятор;
- встроенный интерфейс RS485 с протоколом Modbus;
- вход датчика тепловой защиты электродвигателя;
- цифровой дисплей с встроенным потенциометром;
- функция быстрого запуска;
- функции защиты от перегрузки по току, от повышенного и пониженного напряжения, от перегрева, от короткого замыкания;
- функцию ограничения перегрузки и т.д;
- возможность подключения выносного пульта управления.
Преобразователь частоты VFD-S фирмы «DELTA». Предназначен для управления скоростью вращения, плавного пуска/останова и защиты трехфазных асинхронных электродвигателей с короткозамкнутым ротором. Работа преобразователя в составе конкретного устройства может быть оптимизирована с помощью его параметрирования (всего 100 программируемых параметров, разбитых на 9 функциональных групп). Параметрирование осуществляется пользователем со встроенного пульта управления или по последовательному интерфейсу.
Особенности:
- современный компактный транзисторный преобразователь частоты с микропроцессорным управлением.
- реализует частотный способ управления двигателем, с широкой возможностью корректировки зависимостей Uвых = f(Fвых) и Fвых = f(Uупр).
- частота ШИМ устанавливается пользователем в диапазоне от 3 до 10 кГц.
- подъем начального пускового момента и компенсация скольжения.
- встроенный тормозной ключ - динамическое торможение двигателя и торможение постоянным током.
- встроенный программируемый логический контроллер.
- последовательный интерфейс RS-485 (MODBUS со скоростью обмена до 38 400 бод).
- автоматический рестарт после кратковременного пропадания питающего напряжения.
- перегрузочная способность – 150% от номинального момента в течение 60 сек.
Характеристики рассмотренных аналогов и разрабатываемого устройства приведены в таблице 1.1.
Таблица 1.1 - Сравнительные характеристики частотных преобразователей
| Параметр |
«Веспер»
EI-8000
|
«HITACHI» L200 |
«DELTA»VFD-S |
Разрабатываемое изделие |
| Напряжение питания, В |
220 |
220 |
220 |
220 |
| Мощность, кВт |
1,5 |
1,5 |
1,5 |
2 |
| Выходная частота, Гц |
от 0,1 до 650 |
от 1 до 400 |
от 0,1 до 400 |
от 1 до 99 |
| Защита двигателя от перегрузки по току |
да |
да |
да |
да |
| Защита двигателя от повышенного и пониженного напряжения |
да |
да |
нет |
да |
| Контроллерное управление |
да |
да |
да |
да |
| Возможность дистанционного управления и мониторинга (протокол MODBUS) |
да |
да |
да |
нет |
| Встроенный фильтр ЭМИ |
класс А |
класс С3 |
нет |
нет |
| Аналоговые и цифровые входы/выходы для регулирования и дистанционного управления |
да |
нет |
нет |
нет |
| Вход датчика тепловой защиты электродвигателя |
нет |
да |
нет |
нет |
| Функция быстрого запуска |
нет |
да |
нет |
нет |
| Возможность подключения выносного пульта управления |
нет |
да |
нет |
нет |
| Диапазон частот ШИМ, кГц |
до 10 |
до 10 |
до 10 |
до 10 |
| Встроенный тормозной ключ |
нет |
нет |
да |
да |
| Автоматический рестарт после кратковременного пропадания питающего напряжения |
нет |
нет |
да |
нет |
| Стоимость, у.е. |
195 |
220 |
251 |
75 |
1.5 Анализ элементной базы
В современных устройствах необходимо стараться применять элементную базу, характеризующуюся высокими функциональными возможностями, гибкостью использования, высокой надежностью и массогабаритными показателями. По возможности следует использовать технологию поверхностного монтажа, так как она способствует уменьшению габаритов печатных плат, а также упрощает технологию производства.Для того чтобы у разрабатываемого изделия была более высокая технологичность число различных типоразмеров электрорадиоэлементов должно быть минимальным. На основании описанной в п.1.1 схемы электрической принципиальной, выбрана элементная база частотного преобразователя. Выбор всех элементов осуществлялся по следующим критериям: соответствие заданному рабочему диапазону температур; устойчивость к заданным внешним механическим воздействиям; выбранные элементы не ухудшают электрические характеристики схемы. Также при выборе элементов осуществлялся анализ экономической целесообразности использования данного элемента в устройстве.
Конденсаторы С1 и С2 - GRM1885C1H330J имеют типоразмер 0603; тип ТКЕ – NPO – используются в прецизионных цепях, в рабочем диапазоне емкость практически не зависит от температуры, времени, напряжения и частоты; рабочее напряжение – 50 В; емкость - 33 пФ; точность -  5%; диапазон рабочих температур – от минус 55 до плюс 125°С. 5%; диапазон рабочих температур – от минус 55 до плюс 125°С.
Конденсаторы C3, C7, С8, C10 и С12 - GRM188R71H104K имеют типоразмер 0603; тип ТКЕ – X7R – стабильный диэлектрик с предсказуемой температурной, частотной и временной зависимостью; номинальное рабочее напряжение – 50 В; емкость – 0,1 мкФ; точность 10%; диапазон рабочих температур – от минус 55 до плюс 125°С.
Конденсатор C5 - GRM186R71H102C имеют типоразмер 0603; тип ТКЕ – X7R – стабильный диэлектрик с предсказуемой температурной, частотной и временной зависимостью; номинальное рабочее напряжение – 50 В; емкость – 1 нФ; точность 0,25%; диапазон рабочих температур – от минус 55 до плюс 125°С.
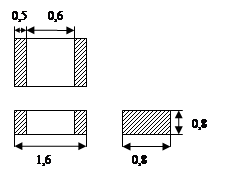
Рисунок 1.1 – Конденсаторы типоразмера 0603
Конденсаторы С4 и С6 – электролитические конденсаторы 038RSM6,3Ч11, конденсаторы С9, С11 и С13 – электролитические конденсаторы 038RSM5Ч7 фирмы «BCcomponents». Данный тип конденсаторов отличается меньшими габаритными размерами. Основные технические характеристики данных конденсаторов: точность - 20%; диапазон рабочих температур - от минус 40 до плюс 85°С; тангенс угла диэлектрических потерь – 0,14.
Конденсатор С14 – электролитический конденсатор Jamicon 22Ч40, конденсатор С15 – электролитический конденсатор Jamicon 10Ч14 фирмы «Jamicon». Данный тип конденсаторов является аналогом отечественных конденсаторов К-50. Основные технические характеристики данных конденсаторов: диапазон рабочих температур - от минус 25 до плюс 85°С; тангенс угла диэлектрических потерь – 0,15 [5].
На рисунке 1.2 показан внешний вид конденсаторов С4, С6, С9, С13 -С15 а в таблице 1.2 приведены их размеры.
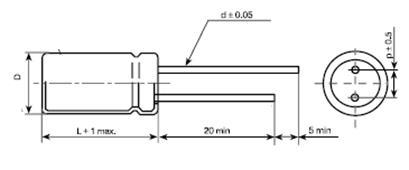
Рисунок 1.2 – Внешний вид конденсаторов С4, С6, С9, С13 - С15
Таблица 1.2 – Размеры конденсаторов С4, С6, С9, C11, С13 - С15
| Конденсатор |
D, мм |
L, мм |
d, мм |
p, мм |
| C4,С6 |
6,3 |
11 |
0,5 |
2,5 |
| С9, С11,С13 |
5 |
7 |
0,5 |
2 |
| С14 |
22 |
40 |
0,8 |
10 |
| С15 |
10 |
14 |
0,6 |
5 |
Конденсатор С16 – конденсатор типа К78-2 вариант исполнения 2 (рисунок 1.3) предназначен для работы в цепях постоянного, пульсирующего токов и в импульсных режимах. Основные характеристики данного конденсатора: диапазон рабочих температур - от минус 60 до плюс 85°С; тангенс угла диэлектрических потерь – 0,001; максимальная относительная влажность окружающего воздуха 93% на протяжении 21 суток [6].

Рисунок 1.3 – Внешний вид конденсатора С16
Микросхемы DA1 и DA2 – стабилизаторы напряжения на 5В (7805) и на 15В (7815) соответственно (рисунок 1.4). Основные технические характеристики DA1: выходное напряжение – 5 В; выходной ток – 1,5 А; входное напряжение – до 15В; максимальная рассеиваемая мощность –1 Вт; диапазон рабочих температур – от минус 65 до плюс 120°С. Основные технические характеристики DA2: выходное напряжение – 15 В; выходной ток – 1,5 А; входное напряжение – до 30 В; максимальная рассеиваемая мощность – 1 Вт; диапазон рабочих температур – от минус 65 до плюс 120°С.
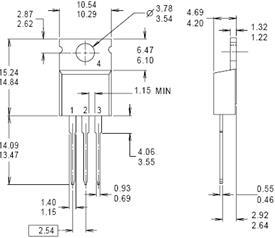
Рисунок 1.4 – Размеры стабилизаторов напряжения 7805 и 7815
Микросхема DD1 – КР514ИД1 – двоично-семисигментный дешифратор (рисунок 1.5). Она выполнена в корпусе DIP14. Рабочая температура окружающей среды – от минус 20 до плюс 85°С [5].

Рисунок 1.5 – Корпус микросхемы КР514ИД1
DD2 – микроконтроллер PIC16F628 фирмы «Microchip» (рисунок 1.6). Выполнен в корпусе SO18, тактовая частота – 20 МГц, рабочая температура окружающей среды – от минус 40 до плюс 85°С [7].
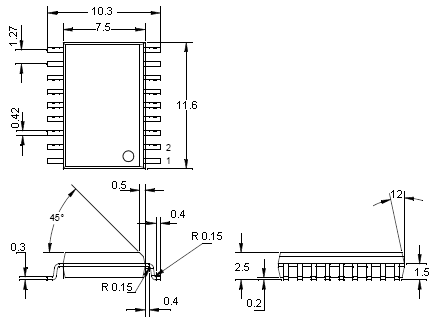
Рисунок 1.6 – Корпус микросхемы PIC16F628
DD3 – драйвер трехфазного моста IR2130S фирмы «InternationalRectifier» (рисунок 1.7). Обладает следующими свойствами: выходные каналы разработаны для нагруженного функционирования; работает в приложениях с выходным напряжением до +600В; управляющее напряжение на затворах от 10 до 20 В; блокировка всех каналов при снижении напряжения; выключение всех 6 драйверов при токовой перегрузке; выходы работают в противофазе с входами; защита от сквозных токов; максимальное; напряжение смещения VOFFSET
600В; выходной ток к.з IO± 200 мА/420 мА; напряжение питания VOUT
10 – 20В; рабочая температура окружающей среды – от минус 55 до плюс 120°С. Тип корпуса – SO28.
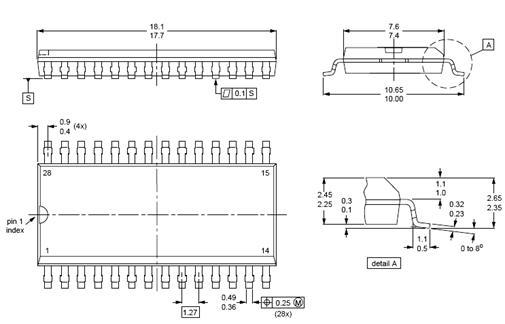
Рисунок 1.7 – Корпус микросхемы IR2130S
FU1 – предохранитель плавкий быстродействующий ВП2Б-1В(10/250) (рисунок 1.8 а). Рабочее напряжение – до 250В; рабочий ток – до 10А; материал корпуса – керамика; диапазон рабочих температур - от минус 60 до плюс 100°С. Предохранитель устанавливается в клипсы для предохранителей К234211 (рисунок 1.8 б).
 
а) б)
Рисунок 1.8 – а) Предохранитель плавкий быстродействующий ВП2Б-1В(10/250); б) Клипсы для предохранителей для установки на плату
HG1 и HG2 – семисегментные светоизлучающие индикаторы АЛС324А (рисунок 1.9). Основные технические характеристики: цвет свечения – красный; высота знака – 7 мм; длина волны – от 655 до 670 нм; сила света – 0,15 мКд; диапазон рабочих температур – от минус 40 до плюс 85°С.

Рисунок 1.9 – Индикатор АЛС324А
HL1 – светодиод L-132XITфирмы «Kingbright» (рисунок 1.10). Цвет свечения – красный; длина волны – 625 нм; максимальная сила света – 70мКд; диапазон рабочих температур – от минус 40 до плюс 85°С.

Рисунок 1.10 – Светодиод L-132XIT
К1 – реле RT3 фирмы «TycoElectronocs» (рисунок 1.11). Номинальное напряжение обмотки – 5 В; максимальный коммутируемый ток 16 А; максимальное коммутируемое напряжение – 400 В; номинальный потребляемый ток 80 мА; диапазон рабочих температур – от минус 20 до плюс 100°С.

Рисунок 1.11 – Реле RT3
В качестве резисторов R1-R11, R13, R15-R23 выбраны толстопленочные чип резисторы типа РН1 - 12, (производство фирмы «muRata») которые предназначены для работы в цепях постоянного, переменного и импульсного тока в качестве элементов для поверхностного монтажа. Приведем их основные технические характеристики: номинальная мощность – 0,125 Вт; типоразмер – 0805; точность -  5%; рабочее напряжение – до 200 В; диапазон рабочих температур – от минус 55 до плюс 125°С. На рисунке 1.12 изображен резистор типа РН1 – 12. 5%; рабочее напряжение – до 200 В; диапазон рабочих температур – от минус 55 до плюс 125°С. На рисунке 1.12 изображен резистор типа РН1 – 12.

Рисунок 1.12 – Внешний вид резистора РН1 – 12
Резисторы R14, R24 и R25 – резисторы серии SQR фирмы «muRata» (рисунок 1.13). Обладают повышенной жаростойкостью, рассчитаны на диапазон мощностей от 2 до 20 Вт, точность – 5%. Геометрические размеры: для резисторов мощностью 5 Вт - L = 22 мм, W = 10 мм, T = 9 мм, d = 0,8 мм; для резисторов мощностью 10 Вт - L = 48 мм, W = 10 мм, T = 9 мм, d = 0,8 мм.

Рисунок 1.13 – Внешний вид резисторов SOR-5 и SQR-10
Резистор R12 – подстроечный резистор PVZ3A фирмы «muRata» (рисунок 1.14). Основные характеристики: тип проводника – углерод; номинальная мощность – 0,1 Вт; рабочее напряжение – 50 В; угол поворота движка - 230°; диапазон рабочих температур – от минус 25 до плюс 85°С.

Рисунок 1.14 – Внешний вид резистора PVZ3A
SA1-SA4 – тактовыепереключателиTS-A1PS-130 фирмы «Deca SwithLab» (рисунок 1.15). Материал корпуса – термопластик. Электрические характеристики: рабочий ток – 50 мА; рабочее напряжение – 12 В. Диапазон рабочих температур – от минус 25 до плюс 70°С.

Рисунок 1.15 – Внешний вид кнопки TS-A1PS-130
T1 – сетевой трансформатор HTR 318-1 фирмы «HAHN» мощностью 1,9 Вт (рисунок 1.16). Напряжение вторичной обмотки – 18 В, ток вторичной обмотки – 800 мА. Диапазон рабочих температур – от минус 30 до плюс 100°С [8].
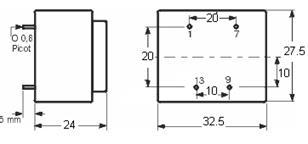
Рисунок 1.16 – Внешний вид сетевого трансформатора HTR 318-1
Диоды VD1–VD5 – выпрямительные диоды SM4001 для поверхностного монтажа фирмы «MIC» (рисунок 1.17). Характеристики: максимальное постоянное обратное напряжение – 50 В; максимальное импульсное обратное напряжение – 60 В; максимальный прямой ток – 1 А; максимальный обратный ток – 5 мкА; максимальное прямое напряжение - 1,1 В; диапазон рабочих температур – от минус 65 до плюс 120°С.
Диоды VD6–VD11 – выпрямительные диоды SM4005 для поверхностного монтажа фирмы «MIC» (рисунок 1.17). Характеристики: максимальное постоянное обратное напряжение – 600 В; максимальное импульсное обратное напряжение – 720 В; максимальный прямой ток – 1 А; максимальный обратный ток – 5 мкА; максимальное прямое напряжение - 1,1 В; диапазон рабочих температур – от минус 65 до плюс 120°С.

Рисунок 1.17 – Внешний вид выпрямительных диодов SM4001 и SM4005
VD16-VD19 – диодный мост для поверхностного монтажа B05S фирмы «MIC» (рисунок 1.18). Характеристики: максимальное постоянное обратное напряжение – 50 В; максимальное импульсное обратное напряжение – 60 В; максимальный прямой ток – 0,5 А; максимальный обратный ток – 5 мкА; максимальное прямое напряжение 1,1 В; диапазон рабочих температур – от минус 65 до плюс 120°С.

Рисунок 1.18 – Внешний вид диодного моста B05S
VD12-VD15 – диодный мост KBPC1004 фирмы «MIC» (рисунок 1.19). Характеристики: максимальное постоянное обратное напряжение – 400 В; максимальное импульсное обратное напряжение – 480 В; максимальный прямой ток – 10 А; максимальный обратный ток – 10 мкА; максимальное прямое напряжение 1,1 В; диапазон рабочих температур – от минус 55 до плюс 120°С.

Рисунок 1.19 – Внешний вид диодного моста KBPC1004
VT1-VT4 – транзисторы для поверхностного монтажа PC847B фирмы «Infineon Technologies AG» (рисунок 1.20). Характеристики: максимальное напряжение коллектор-база при заданном обратном токе коллектора и разомкнутой цепи эмиттера (Uкбо макс) – 50 В; максимальное напряжение коллектор-эмиттер при заданном токе коллектора и разомкнутой цепи базы (Uкэо макс) – 45 В; максимально допустимый ток коллектора ( Iк макс.) – 0,1А; статический коэффициент передачи тока h21э – 200; граничная частота коэффициента передачи тока fгр – 250 МГц; максимальная рассеиваемая мощность – 0,33 Вт; диапазон рабочих температур – от минус 30 до плюс 120°С.
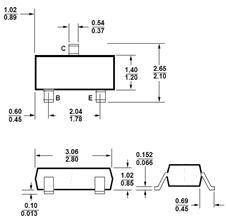
Рисунок 1.20 – Внешний вид транзистора PC847B
VT5-VT10 – IGBT транзисторы IRG4BC20KD фирмы «InternationalRectifier» (рисунок 1.21). Характеристики: напряжение коллектор-эмиттер – 600 В; ток коллектора – 16 А (при Т = 25°С), 9 А (при Т = 100°С); максимальный импульсный ток коллектора – 32 А; напряжение затвор-эмиттер – 20 В; рассеиваемая мощность – 15 Вт; диапазон рабочих температур – от минус 55 до плюс 150°С.
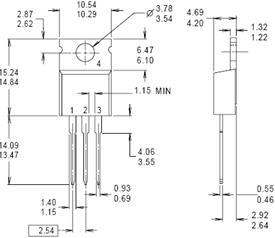
Рисунок 1.21 – Внешний вид транзистора IRG4BC20KD
XP – штыревой разъем типа IDC-14 фирмы «TycoElectronics» (рисунок 1.22). Основные характеристики: шаг между контактами – 2,54 мм; количество выводов – 14; номинальный ток – 1 А; сопротивление изоляции – не менее 500 МОм (при 500 В постоянного тока); диапазон рабочих температур – от минус 55 до плюс 140°С.

Рисунок 1.22 – Внешний вид штыревого разъема типа IDC-14
XT1 – клемная колодка X977 на 6 контактов фирмы «TycoElectronics» (рисунок 1.23). Шаг выводов – 10 мм; сопротивление изоляции – 1000 МОм; максимальное сечение зажимаемого провода – 2,5 мм2
; рабочий ток – 10 А; рабочее напряжение – 400 В; диапазон рабочих температур – от минус 40 до плюс 105°С.

Рисунок 1.23 – Внешний вид клемной колодки X977
ZQ1 – кварцевый резонатор HC-49S фирмы «MIC» (рисунок 1.24) рассчитан на рабочую частоту 20 МГц; диапазон рабочих температур - от минус 40 до плюс 85°С. [5].

Рисунок 1.24 – Кварцевый резонатор HC-49S
Таблица 1.3 – Сводная тблица элементов
Наименование
элемента
|
Позиционное обозначение |
Количество |
Конструктивные параметры |
Допустимые условия эксплуатации |
| масса, г |
S, м2
Ч10-6
(V, м3
Ч10-9
) |
λ0
,
1/чЧ10-6
|
Т, °С |
вибрации |
линейные ускор., g |
ударные
перегр., g
|
| f, Гц |
перег-рузка, g |
| Конденсатор |
С1, С2,
С3, С5,
С7, С8,
С10, С12
|
8 |
0,3 |
1,28
(1)
|
0,05 |
-55… 125 |
600 |
10 |
25 |
20 |
| Конденсатор |
С4, С6 |
2 |
3 |
31,2
(343)
|
0,55 |
-40… 85 |
600 |
10 |
25 |
20 |
| Конденсатор |
С9, С11, С13 |
3 |
2 |
19,6
(137)
|
0,55 |
-40… 85 |
600 |
10 |
25 |
20 |
| Конденсатор |
С14 |
1 |
25 |
380
(15200)
|
0,55 |
-25… 85 |
600 |
10 |
25 |
20 |
| Конденсатор |
С15 |
1 |
7 |
78,5
(1100)
|
0,55 |
-25… 85 |
600 |
10 |
25 |
20 |
| Конденсатор |
С16 |
1 |
20 |
480
(12000)
|
0,01 |
-60… 85 |
600 |
10 |
25 |
20 |
| Стабилизатор напряжения |
DA1, DA2 |
2 |
5 |
47
(893)
|
0,45 |
-65… 120 |
600 |
7,5 |
25 |
75 |
| Микросхема |
DD1 |
1 |
8 |
152
(760)
|
0,6 |
-20… 85 |
600 |
7,5 |
25 |
75 |
| Микросхема |
DD2 |
1 |
3 |
87
(218)
|
0,6 |
-40… 85 |
600 |
7,5 |
25 |
75 |
| Микросхема |
DD3 |
1 |
4 |
138
(345)
|
0,6 |
-55… 120 |
600 |
7,5 |
25 |
75 |
| Предохранитель (держатель) |
FU1 |
1 |
5 |
120
(1224)
|
5,4 |
-60… 100 |
600 |
7,5 |
25 |
75 |
| Индикатор сегментный |
HG1, HG2 |
2 |
10 |
200
(840)
|
3 |
-40… 85 |
600 |
7,5 |
25 |
75 |
| Светодиод |
HL1 |
1 |
1 |
7
(36)
|
0,7 |
-40… 85 |
600 |
7,5 |
25 |
75 |
| Реле |
K1 |
1 |
15 |
368
(5777)
|
0,6 |
-20… 100 |
600 |
7,5 |
25 |
75 |
| Резистор |
R1-R11, R13, R15-R23 |
21 |
0,3 |
2,5
(1,25)
|
0,05 |
-55… 125 |
600 |
15 |
25 |
75 |
| Резистор |
R14, R25 |
2 |
15 |
480
(4320)
|
0,8 |
-55… 150 |
600 |
15 |
25 |
75 |
| Резистор |
R24 |
1 |
7 |
220
(1980)
|
0,4 |
-55… 150 |
600 |
15 |
25 |
75 |
| Резистор |
R12 |
1 |
3 |
11
(20)
|
0,5 |
-25… 85 |
600 |
15 |
25 |
75 |
Наименование
элемента
|
Позиционное обозначение |
Количество |
Конструктивные параметры |
Допустимые условия эксплуатации |
| масса, г |
S, м2
Ч10-6
(V, м3
Ч10-9
) |
λ0
,
1/чЧ10-6
|
Т, °С |
вибрации |
линейные ускорения.,g |
ударные
перегрузки., g
|
| f, Гц |
перег-рузка, g |
| Кнопка |
SA1-SA4 |
4 |
3 |
36
(220)
|
0,3 |
-25… 70 |
600 |
7,5 |
25 |
75 |
| Трансформатор |
T1 |
1 |
40 |
894
(21456)
|
0,9 |
-30… 100 |
600 |
7,5 |
25 |
75 |
| Диод |
VD1-VD11 |
11 |
1,5 |
14
(38)
|
0,2 |
-65… 120 |
600 |
7,5 |
25 |
75 |
| Диод |
VD12-VD15 |
1 |
3 |
21
(62)
|
0,4 |
-30… 120 |
600 |
7,5 |
25 |
75 |
| Диод |
VD16-VD19 |
1 |
9 |
384
(2880)
|
0,4 |
-55… 120 |
600 |
7,5 |
25 |
75 |
| Транзистор |
VT1-VT4 |
4 |
0,8 |
4,2
(4,2)
|
0,4 |
-30… 120 |
600 |
7,5 |
25 |
75 |
| Транзистор |
VT5-VT10 |
6 |
5 |
47
(893)
|
0,6 |
-55… 150 |
600 |
7,5 |
25 |
75 |
| Резонатор |
ZQ1 |
1 |
3 |
51,7
(200)
|
0,37 |
-40… 85 |
600 |
10 |
25 |
20 |
| Разъем |
XP1 |
2 |
10 |
231
(2100)
|
0,2 |
-55… 140 |
600 |
15 |
25 |
20 |
| Колодка клемная |
XТ1 |
1 |
20 |
1096
(10960)
|
0,2 |
-40… 105 |
600 |
15 |
25 |
20 |
| Итого |
83 |
335 |
7085
(98332)
|
2 РАЗРАБОТКА КОНСТРУКЦИИ УСТРОЙСТВА
2.1 Обоснование и выбор материалов
В качестве оснований для печатных плат используется диэлектрик или покрытый диэлектриком металл, а для гибких печатных кабелей — диэлектрик. Для выполнения печатных проводников диэлектрик часто покрыт медной фольгой толщиной от 20 до 50 мкм либо медной или никелевой фольгой толщиной от 5 до 10 мкм. В качестве основания печатных плат используют керамику, металлические материалы (сталь, алюминий, титан, медь). Основные марки диэлектриков приведены в таблице 2.1 [9].
Таблица 2.1 - Марки некоторых отечественных диэлектриков
| Марка |
Материал |
Толщина материала, мм |
Толщина фольги, мкм |
| НФД-180-1 |
Диэлектрик низкочастотный фольгированный |
0,8-3,0 |
50 |
| СФ-1, СФ-2 |
Стеклотекстолит фольгированный |
0,25-2,0 |
35 и 50 |
ФДТ-1,
ФДТ-2
|
Диэлектрик фольгированный тонкий |
0,5 |
50 |
ФДМ-1,
ФДМ-2
|
Диэлектрик фольгированный для многослойного печатного монтажа |
0,2 и 0,25 |
35 |
| ФДМЭ-1 |
Диэлектрик фольгированный для микроэлектроники |
0,1 |
| ОТСФ-1, ОТСФ-2 |
Стеклотекстолит фольгированный особотонкий |
0,15 и 0,20 |
50 |
| ФДМТ-1,ФДМТ-2 |
Фольгированный травящийся диэлектрик для многослойного печатного монтажа |
0,1 |
35 |
| ФТС-1, ФТС-2 |
Стеклотекстолит фольгированный травящийся |
0,08 и 0,15 |
20-35 |
| СТФ-1, СТФ-2 |
Стеклотекстолит теплостойкий фольгированный |
0,13; 0,15;
0,20; 0,25
|
35 |
| СПТ-3 |
Стеклоткань прокладочная травящаяся |
0,025 |
- |
| СПТ-3Э |
Стеклоткань, пропитанная лаком ЭИФ |
0,06-0,12 |
Материалом для печатной платы узла А1 выбран фольгированный стеклотекстолит СФ-2-35-1,5 ГОСТ 10316-78. Этот материал выбран не случайно, т.к. по сравнению с большинством других обладает более высокими электрическими и диэлектрическими свойствами, высокой температурой отслаивания фольги, широким диапазоном рабочих температур, низким водопоглощением, высокими значениями объемного и поверхностного сопротивления, стойкостью к короблению. Для производства печатной платы узла А2 выбран стеклотекстолит СФ-2-50-1,5 ГОСТ 10316-78. Толщина фольги для данной платы должна быть как можно больше, т. к. токи протекающие в печатных проводниках будут достаточно велики.
Таблица 2.2 - Основные свойства стеклотекстолита [9]
| Свойство материала |
Значениеие |
| Диапазон рабочих температур |
от минус 60°С до плюс 150°С |
| Удельное объемное сопротивление |
1Ч1010
ОмЧм |
| Водопоглащение |
от 0,2% до 0,8% |
| Тангенс угла диэлектрических потерь |
не более 0,03 |
| Прочность сцепления фольги с основанием |
10 Н/м |
Для обеспечения стабильности электрических, механических и других параметров печатных плат необходимо применять конструктивные покрытия, как металлические, так и неметаллические.
Металлические покрытия используются для защиты медных дорожек от коррозии в процессе изготовления печатных плат.
Неметаллические конструктивные покрытия используются для защиты:
а) печатных проводников и поверхности основания печатной платы от воздействия припоя при групповых методах пайки;
б) элементов проводящего рисунка от замыкания навесными элементами. Для защиты печатных проводников и поверхности основания печатной платы от воздействия припоя используют диэлектрические защитные покрытия на основе эпоксидных смол, сухого пленочного резиста, холодных эмалей, окисных пленок.
В качестве неметаллических покрытий используют лаки и краски. В данном случае используется краска ФСК3-5 зеленая ТУ107-91 БИТС.066629.003ТУ.
В качестве металлических конструктивных покрытий рекомендуется использовать металлы и сплавы, приведенные в таблице 2.3.
Таблица 2.3 - Основные виды конструктивных покрытий
| Вид покрытия |
Толщина, мкм |
Назначение покрытия |
| Сплав Розе |
от 1,5 до 3 |
Защита от коррозии, обеспечение паяемости |
| Сплав олово-свинец |
от 9 до 15 |
Защита от коррозии, обеспечение паяемости |
| Серебряное |
от 6 до 12 |
Улучшение электрической проводимости |
| Серебро-сурьма |
от 6 до 12 |
Улучшение электрической проводимости и повышение износоустойчивости переключателей и концевых контактов |
| Золото и его сплавы |
от 0,5 до 3 |
Улучшение электрической проводимости, снижение переходного сопротивления и повышение износоустойчивости |
| Палладиевое |
от 1 до 5 |
Снижение переходного сопротивления, повышение износоустойчивости контактов и концевых контактов |
| Никелевое |
от 3 до 6 |
Защита от коррозии, повышение износоустойчивости контактов и концевых контактов |
| Медное |
от 25 до 30 |
Обеспечение электрических параметров, соединение проводящих слоев |
Проанализировав таблицу, исходя из наименьших экономических затрат выбираем в качестве конструктивного металлического покрытия сплав олово-свинец толщиной 10 мкм.
Для пайки электрорадиоэлементов используются припои. Основным компонентов припоев является олово, смешанное в определённых пропорциях с другими компонентами: серебром, свинцом, висмутом и т.п. Поскольку на печатной плате будут присутствовать элементы, чувствительные к перегреву, то необходимо использовать низкотемпературный припой ПОС-61 ГОСТ 21931-76. Основные свойства припоя ПОС-61 представлены в таблице 2.4 [9].
Таблица 2.4 - Основные свойства припоя ПОС-61
| Свойство материала |
Значение |
| Температура плавления |
190 °С |
| Теплоемкость |
50,24 Вт/мк |
| Плотность |
8500 кг/м3
|
| Удельное электрическое сопротивление |
0,139Ч10-6
ОмЧм |
| Относительное удлинение |
39% |
| Предел прочности |
46 МПа |
Для пайки поверхностно-монтируемых компонентов все чаще используются специальные припойные пасты. Они имеют несколько составляющих: порошок припоя, связующее вещество, органический растворитель и другие добавки. К основным преимуществам припойных паст относятся:
а) возможность точной дозировки припоя на каждое паяное соединение;
б) центрирование компонентов поверхностного монтажа в процессе оплавления за счет сил поверхностного натяжения.
Для пайки поверхностно монтируемых элементов используем паяльную пасту ПЛ-111 АУЭЛ.033.012 ТУ, она отличается относительной дешевизной и стабильностью характеристик [5].
Для изготовления корпусов используют качественные углеродистые стали. Они делятся на низкоуглеродистые, среднеуглеродистые и стали с средним содержанием углерода. В таблице 2.5 приведены характеристики некоторых углеродистых сталей [10].
Таблица 2.5 – Характеристики качественных углеродистых сталей
| Сталь |
σв ,
МПа |
σ0,2,
МПа |
δ, % |
| Сталь 10 |
от 330 до 340 |
от 200 до 210 |
от 31 до 33 |
| Сталь 40 |
от 500 до 610 |
от 300 до 360 |
от 16 до 21 |
| Сталь 70 |
от 700 до 820 |
от 390 до 470 |
от 12 до 15 |
В качестве материала корпуса выбрана сталь 10, т. к. она является наиболее дешевой по сравнению с перечисленными марками стали, хорошо поддается холодной штамповке и сварке.
Для изготовления радиаторов используют в основном медь, дюралумины и алюминий. В нашем случае используется алюминий, т. к. этот материал дешевле меди и обладает более высокими прочностными характеристиками по отношению к дуралюминам. Основные характеристики алюминия: температура плавления 600 єС; плотность 2,7 г/см2
; алюминий обладает высокой теплопроводностью.
В качестве материала кнопок и опор используется резина общего назначения типа СКС-10. Это наиболее распространенная резина с высокой морозостойкостью, хорошим сопротивлением к старению и хорошо работающая при многократных деформациях [10].
2.2 Обоснование конструкции изделия
К корпусу преобразователя предъявляются высокие требования. Он должен обеспечивать: жесткое закрепление плат; защиту плат и ЭРЭ от внешних климатических, механических и других воздействий; экранирование схемы от внешних электромагнитных излучений и наводок; теплоотвод. Кроме того, корпус должен быть технологичным, экономически выгодным, обеспечивать возможность сборки схемы, контроль, надстройку, ремонт. При выборе материала корпуса необходимо учитывать требования уменьшения массы, снижения стоимости изготовления, соответствия температурных коэффициентов линейного расширения материалов корпуса и плат, возможность пайки и хорошую теплопроводность.
Корпус выполнен из стального листа марки Ст10 ГОСТ 1577-74 толщиной 1мм. Все детали корпуса изготавливаются методом штамповки и в дальнейшем соединяются сваркой, т. к. эти технологические процессы широко распространены и не требуют значительных капиталовложений. В нем имеются перфорационные отверстия. После проведения всех сварочных работ необходимо наплывы и неровности сварных швов обработать с плавным переходом к основному материалу. Затем следует покрыть корпус грунтовкой ВЛ-023 ГОСТ 12707-77 и эмалью ПФ-115 белой ГОСТ 6465-76. Корпус белого цвета будет меньше поглощать инфракрасное солнечное излучение в условиях работы под воздействием солнечных лучей. Крышка крепиться к корпусу винтами М3Ч6 ГОСТ 17475-80. На крышке имеются отверстия для светодиода, сегментных индикаторов и крепления резиновой прокладки, которая имеет функцию клавиатуры. Надписи на крышке «ПУСК», «СТОП» «+», «-», «Частота» выполняются эмалью ПФ115 черной ГОСТ 6465-76 шрифтом 10-Пр3 СТБ 992-95. Это поспособствует лучшей читаемости символов. Для коммутации прибора с сетью питания и двигателем используется клемная колодка, поэтому в нижней части корпуса предусмотрен вырез для ввода кабелей.
К основанию корпуса винтами М3Ч35 ГОСТ 17475-80 прикручиваются резиновые опоры. Их использование увеличивает устойчивость корпуса и благоприятствует вентиляции. Для крепления плат используются стойки высотой 25 мм и 110,5 мм диаметром 8 мм, они изготавливаются из стальных прутков. Узел А2 крепится тремя винтами, причем 2 винта М3Ч16 ГОСТ 17475-80 вкручиваются в стойки и фиксируют клемник.
Расположение корпуса – горизонтальное.
Т. к. в устройстве используется 6 мощных IGBT транзисторов, для их охлаждения необходим радиатор. Он монтируется внутри корпуса и имеет в своей конструкции паз по всей длине для крепления печатной платы. Транзисторы с нанесенной теплопроводной пастой КТП8 прикручиваются к радиатору и прижимаются скобами для улучшения теплоотдачи. Способ охлаждения в корпусе — естественный воздушный.
Размеры корпуса – 250х160х120 мм. Такие габариты обусловлены большим выделением тепла в корпусе и непосредственно размерами радиатора.
В применении устройств амортизации нет необходимости, так как не предполагается, что разрабатываемое устройство будет подвергаться значительным механическим нагрузкам во время эксплуатации.
Для коммутации узла А1 с узлом А2 используется шлейф 888-03-0014 фирмы «Molex», количество жил в шлейфе – 14. Он подключается в разъемы на платах перед сборкой корпуса и крышки.
Расположение плат – горизонтальное.
Материл, из которого изготавливается печатная плата узла А1– стеклотекстолит, марка СФ-2-35-1,5 ГОСТ 10316 – 78, узла А2 - стеклотекстолит, марка СФ-2-50-1,5 ГОСТ 10316 – 78. Для узла А2 выбран стеклотекстолит с толщиной металлического покрытия 50 мкм, т. к. в этом узле будут протекать большие токи, а следовательно при более тонком слое меди расчетная ширина дорожек будет большей. Метод изготовления печатных плат - комбинированный позитивный, так как необходимы металлизированные отверстия. Использование этого метода дает возможность выполнить печатный монтаж с высокой разрешающей способностью. Рисунок формируется путем фотолитографии.
Использование SMD элементов для поверхностного монтажа снижает площадь печатных плат. Пайка установленных на плате SMD элементов ведется методом оплавления в печи, остальных (компоненты, монтируемые в отверстия) – волной припоя и индивидуальной пайкой паяльником. Все элементы узла А2 устанавливаются с одной стороны, а у узла А1 разъем смонтирован с противоположной стороны от остальных элементов. Это способствует беспрепятственному доступу к разъемам при подключении шлейфа. Травление плат осуществляется согласно чертежам ПП. После травления плат необходимо провести их лужение припоем ПОС - 61 ГОСТ 21931 – 76. Затем производится покрытие плат маскирующей краской зеленого цвета ФСК3-5 ТУ107-91 БИТС.066629.003ТУ для улучшения коррозионной стойкости элементов монтажа.
3 КОНСТРУКТОРСКИЕ РАСЧЕТЫ
3.1 Расчет объемно-компоновочных характеристик устройства
Исходные данные для расчета:
К - коэффициент заполнения, К = 2…3, принимаем К = 2;
Суммарная площадь занимаемая радиоэлементами на узле А1 (таблица 1.4), SΣ
= 990 мм2
;
Суммарная площадь занимаемая радиоэлементами на узле А2 (таблица 1.4), SΣ
= 6095 мм2
;
 - суммарный объем всех ЭРИ (таблица 1.4), ∑VЭРИ
= 98332 мм3
; - суммарный объем всех ЭРИ (таблица 1.4), ∑VЭРИ
= 98332 мм3
;
 - суммарная масса всех ЭРИ (таблица 1.4), ∑МЭРИ
= 335 г; - суммарная масса всех ЭРИ (таблица 1.4), ∑МЭРИ
= 335 г;
Находим общую площадь узла А1:
 мм2
,(3.1) мм2
,(3.1)
 мм2
. мм2
.
Согласно ГОСТ 10317-79 принимаем размеры платы 50Ч40 мм.
Находим общую площадь узла А2 по формуле (3.1):
 мм2
. мм2
.
Согласно ГОСТ 10317-79 принимаем размеры платы 160Ч80 мм.
Коэффициент заполнения устройства по объему:
 , (3.2) , (3.2)
где  - объем проектируемого устройства, мм3
(габаритные размеры корпуса 250´160´120 мм3
определены в п. 2 Разработка конструкции изделия); - объем проектируемого устройства, мм3
(габаритные размеры корпуса 250´160´120 мм3
определены в п. 2 Разработка конструкции изделия);
 . .
Объемная плотность устройства:
 , (3.3) , (3.3)
 (г/мм3
). (г/мм3
).
3.2 Расчет параметров электрических соединений
Узел управления прибором (А1) выполнен на двусторонней печатной плате с металлизацией сквозных отверстий из СФ-2-35-1,5 ГОСТ 10316-78 толщиной 1,5 мм (толщина фольги – 0,035 мм). ДПП с металлизацией переходных отверстий отличается высокой трассировочной способностью, обеспечивает высокую плотность монтажа элементов и хорошую механическую прочность их крепления, она допускает монтаж элементов на поверхности и является наиболее распространенной в производстве радиоэлектронных устройств.
Точность изготовления печатных плат зависит от комплекса технологических характеристик и с практической точки зрения определяет основные параметры элементов печатной платы. В первую очередь это относится к минимальной ширине проводников, минимальному зазору между элементами проводящего рисунка и к ряду других параметров.
По ГОСТ 23.751-86 предусматривается пять классов точности печатных плат, которые обусловлены уровнем технологического оснащения производства. Выбран 4-ий класс точностиОСТ 4.010.022— 85. Метод изготовления печатной платы – комбинированный [3].
Расчет печатного монтажа состоит из трех этапов: расчет по постоянному и переменному току и конструктивно-технологический.
Исходные данные для расчета печатного монтажа узла А1:
Диаметры выводов для элементов HG1, HG2, DD1, HL1 и XP1 равны 0,7 мм – 1-я группа; для элементов SA1-SA4 равны 0,8 мм – 2-я группа; для переходных отверстий равны 0,2 – 3-я группа;
1. Imax
— максимальный постоянный ток, протекающий в проводниках (определяется из анализа электрической схемы), Imax
= 0,1 A;
2. Толщина фольги, t=35 мкм;
3. Напряжение источника питания, Uип
= 5 В;
4. Длина проводника, l=0,02 м;
5. Допустимая плотность тока, jдоп
= 48 А/мм2
;
6. Удельное объемное сопротивление ρ = 0,0175 Ом·мм2
/м;
7. Способ изготовления печатного рисунка: комбинированный позитивный.
Определяем минимальную ширину, мм, печатного проводника по постоянному току для цепей питания и заземления:
 , (3.4) , (3.4)
где bmin
1
- минимальная ширина печатного проводника, мм;
jдоп
- допустимая плотность тока, А/мм2
;
t – толщина проводника, мм;
 мм. мм.
Определяем минимальную ширину проводника, мм, исходя из допустимого падения напряжения на нем:
 , (3.5) , (3.5)
где ρ — удельное объемное сопротивление [3], Ом·мм2
/м;
l
— длина проводника, м;
Uдоп
— допустимое падение напряжения, определяется из анализа электрической схемы. Допустимое падение напряжения на проводниках не должно превышать 5% от питающего напряжения для микросхем и не более запаса помехоустойчивости микросхем.
 мм. мм.
Определяем ширину bmin
3
, проводников при изготовлении комбинированным позитивным методом, мм:
 , (3.6) , (3.6)
где b
1
min
— минимальная эффективная ширина проводника b1
min
=0,15 мм для плат 4-го класса точности.
 мм. мм.
Принимаем bmin
= max{bmin
1
, bmin
2
, bmin
3
} = 0,23 мм
Максимальная ширина проводников, мм:
 (3.7) (3.7)
 мм. мм.
Определяем номинальное значение диаметров монтажных отверстий d:
 , (3.8) , (3.8)
где dэ
— максимальный диаметр вывода устанавливаемого ЭРЭ, мм;
Δdн.о
— нижнее предельное отклонение от номинального диаметра монтажного отверстия, Δdн.о
= 0,1 мм;
r — разница между минимальным диаметром отверстия и максимальным диаметром вывода ЭРЭ, ее выбирают в пределах от 0,1 до 0,4 мм. Примем r = 0,1 мм.
d1 = 0,7+0,1+0,1 = 0,9 мм;
d2 = 0,8+0,1+0,1 = 1 мм;
d3 = 0,2+0,1+0,1 = 0,4 мм;
Рассчитанные значения d сводят к предпочтительному ряду отверстий: 0,6; 0,7; 0,8; 0,9; 1; 1,1; 1,3; 1,5 мм. Принимаем для выводов 1-й группы d1 = 0,9 мм; для второй - d2 = 1 мм; для третей – d3 = 0,6 мм.
Рассчитываем минимальный диаметр контактных площадок для ДПП, мм:
 , (3.9) , (3.9)
где t
— толщина фольги, мм;
D
1
min
— минимальный эффективный диаметр площадки, мм:
 , (3.10) , (3.10)
где b
м
— расстояние от края просверленного отверстия до края контактной площадки, мм, [3], b
м
=0,025 мм;
δ
d
и δр
— допуски на расположение отверстий и контактных площадок, мм, [3], δ
d
=0,05 мм и δр
=0,15 мм;
d
max
— максимальный диаметр просверленного отверстия, мм:
 , (3.11) , (3.11)
где Δd
— допуск на отверстие, мм, [3], (d≤1, Δd
=0,05мм; d≥1, d
=0,1мм).
Для 1-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Для 2-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Для 3-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Максимальный диаметр контактной площадки Dmax
, мм:
 , (3.12) , (3.12)
Для 1-й группы:
 мм. мм.
Для 2-й группы:
 мм. мм.
Для 3-й группы:
 мм. мм.
Определяем минимальное расстояние между элементами проводящего рисунка.
Минимальное расстояние между проводником и контактной площадкой, мм:
 , (3.13) , (3.13)
где L0
— расстояние между центрами рассматриваемых элементов, мм, L0
= 1,3 мм;
 — допуск на расположение проводников, мм, =0,03. — допуск на расположение проводников, мм, =0,03.
 мм, мм,
Минимальное расстояние между двумя контактными площадками, мм:
 , (3.14) , (3.14)
 мм. мм.
Минимальное расстояние между двумя проводниками, мм:
 , (3.15) , (3.15)
 мм. мм.
Силовой узел (А2) выполнен на двусторонней печатной плате с металлизацией сквозных отверстий из СФ-2-50-1,5 ГОСТ 10316-78 толщиной 1,5 мм (толщина фольги – 0,050 мм).
Выбран 3-ий класс точностиОСТ 4.010.022— 85. Метод изготовления печатной платы – комбинированный [3].
Исходные данные для расчета печатного монтажа узла А2:
Диаметры выводов для элементов С4, С6, С9, С11, С13, С15, С16, XP2 и ZQ1 равны 0,6 мм – 1-я группа; для элементов С14, R14, R24, R25, T1 равны 0,8 мм – 2-я группа; для элементов DA1, DA2, держателей предохранителя, K1, VD16-VD19, VT5-VT10 и XT1 равны 1,3 мм – 3-я группа; переходных отверстий равны 0,3 мм – 4-я группа.
1. Imax
— максимальный постоянный ток, протекающий в проводниках (определяется из анализа электрической схемы), Imax
= 0,7 A – для цепей управления; Imax
= 10 А – для силовых цепей питания; Imax
= 3,3 А – для цепей силовых транзисторов;
2. Толщина фольги, t = 50 мкм;
3. Напряжение источника питания, Uип
= 20 В – для цепей управления; Uип
= 380 В – для силовых цепей;
4. Длина проводника, l = 0,1 м;
5. Допустимая плотность тока, jдоп
= 38 А/мм2
;
6. Удельное объемное сопротивление ρ = 0,0175 Ом·мм2
/м;
7. Способ изготовления печатного рисунка: комбинированный позитивный;
Определяем минимальную ширину, мм, печатного проводника по постоянному току для цепей питания и заземления по формуле (3.4):
для цепей управления:
 мм, мм,
для силовых цепей:
 мм. мм.
для цепей силовых транзисторов:
 мм. мм.
Определяем минимальную ширину проводника, мм, исходя из допустимого падения напряжения на нем по формуле (3.5):
для цепей управления:
 мм, мм,
для силовых цепей:
 мм. мм.
для цепей силовых транзисторов:
 мм. мм.
Определяем ширину bmin
3
, проводников при изготовлении комбинированным позитивным методом по формуле (3,6), мм:
b1
min
=0,25 мм для плат 3-го класса точности.
 мм. мм.
Принимаем для цепей управления b1
min
=max{b1
min
1
,b1
min
2
, bmin
3
}=0,37мм; для силовых цепей b2
min
= max{b2
min
1
, b2
min
2
, bmin
3
} = 5,2 мм. Для уменьшения ширины печатного проводника силовых цепей коммутация элементов производится с 2-х сторон печатной платы, следовательно ширину проводника можно уменьшить до 2,6 мм; для цепей силовых транзисторов b3
min
= max{b3
min
1
, b3
min
2
, bmin
3
} = 1,7 мм..
Максимальная ширина проводников рассчитана по формуле (3.7), мм:
для цепей управления:
 мм, мм,
для силовых цепей:
 мм, мм,
для цепей силовых транзисторов:
 мм. мм.
Определяем номинальное значение диаметров монтажных отверстий по формуле (3.8) мм:
Δdн.о
= 0,1 мм;
r = 0,1 мм.
d1 = 0,6+0,1+0,1 = 0,8 мм;
d2 = 0,8+0,1+0,1 = 1 мм;
d3 = 1,3+0,1+0,1 = 1,5 мм;
d4 = 0,3+0,1+0,1 = 0,5 мм;
Рассчитанные значения d сводят к предпочтительному ряду отверстий: 0,6; 0,7; 0,8; 0,9; 1; 1,1; 1,3; 1,5 мм. Принимаем для выводов 1-й группы d1= 0,8 мм; для второй - d2 = 1 мм; для 3-й группы d3 = 1,5 мм; для 4-й группы d4 = 0,5 мм.
Рассчитываем минимальный диаметр контактных площадок для ДПП по формулам (3,9; 3,10; 3,11), мм:
b
м
— расстояние от края просверленного отверстия до края контактной площадки, мм, [3], b
м
=0,035 мм;
δ
d
и δр
— допуски на расположение отверстий и контактных площадок, мм, [3], δ
d
=0,08 мм и δр
=0,2 мм;
Δd
— допуск на отверстие, мм, [3], (d≤1, Δd
=0,05мм; d≥1Для 1-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Для 2-й группы:
 мм; мм;
 мм; мм;
Для 3-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Для 4-й группы:
 мм; мм;
 мм; мм;
 мм. мм.
Максимальный диаметр контактной площадки Dmax
определен по формуле (3.12), мм:
Для 1-й группы:
 мм. мм.
Для 2-й группы:
 мм. мм.
Для 3-й группы:
 мм. мм.
Для 4-й группы:
 мм. мм.
Определяем минимальное расстояние между элементами проводящего рисунка.
Минимальное расстояние между проводником и контактной площадкой рассчитано по формуле (3.13), мм:
L0
— расстояние между центрами рассматриваемых элементов, мм, L0
= 1 мм;
— допуск на расположение проводников, мм, =0,05 [3].
 мм, мм,
Минимальное расстояние между двумя контактными площадками рассчитано по формуле (3.14), мм:
L0
— расстояние между центрами рассматриваемых элементов, мм, L0
=2,5 мм;
 мм. мм.
Минимальное расстояние между двумя проводниками рассчитано по формуле (3.15), мм:
L0
— расстояние между центрами рассматриваемых элементов, мм, L0
=0,9 мм;
 мм. мм.
Контактные площадки для поверхностно монтируемых элементов выбираются исходя из их установочных размеров. Для конденсаторов размеры контактных площадок 1,2Ч0,8 мм; для элементов R1-R11, R13, R15-R23 - 2Ч0,8 мм; для элементов R12, VD12-VD15 – 1,2Ч1 мм; для диодов VD1-VD11 - 1,2Ч3 мм; для транзисторов VT1-VT4 – 0,8Ч0,8 мм.
Таким образом, параметры печатного монтажа узла А1 отвечают требованиям, предъявляемым к платам 4-го класса точности. Имеем диаметр отверстия/диаметр контактной площадки (мм) для элементов 1-й группы 0,9/1,6; для элементов 2-й группы – 1/1,8; для переходных отверстий – 0,4/1. Принимаем ширину печатного проводника равной 0,3 мм, минимальные расстояния между: проводником и контактной площадкой – 0,17 мм; двумя контактными площадками - 0,6 мм; двумя проводниками - 0,24мм.
Параметры печатного монтажа узла А2 отвечают требованиям, предъявляемым к платам 3-го класса точности. Имеем диаметр отверстия/диаметр контактной площадки (мм) для элементов 1-й группы 0,8/1,7; для элементов 2-й группы – 1/1,9; для элементов 3-й группы – 1,5/2,4; для переходных отверстий – 0,7/1,2. Принимаем ширину печатного проводника равной 0,4 мм для цепей управления; 2,6 мм (двухсторонний проводник) для силовых цепей и 1,7 мм для цепей силовых транзисторов, минимальные расстояния между: проводником и контактной площадкой – 0,4 мм; двумя контактными площадками - 0,4 мм; двумя проводниками - 0,4 мм.
3.3 Расчет радиатора
В устройстве используются теплонагруженные элементы – силовые ключи (IGBT-транзисторы). Мощность, рассеиваемая на данном транзисторе равна 15 Вт. Максимальная рабочая температура равна 150°С [3]. Для обеспечения нормального функционирования данного транзистора, необходимо использовать радиатор. Далее определены размеры ребристого радиатора для транзистора IRG4BC20KD.
Исходные данные:
предельная температура транзистора tp
= 423 К;
рассеиваемая элементом мощность Р = 15 Вт;
температура окружающей среды to
= 318 K;
тепловое сопротивление между рабочей областью транзистора и его корпусом Rвн
= 0,5° С/Вт;
Перегрев места крепления прибора с радиатором, К:
 ; (3.16) ; (3.16)
где  , 1/м2
; , 1/м2
;
Sk
– площадь контактной поверхности (Sk
= 1,5·10-4
м2
).
 1/м2
; 1/м2
;
 К. К.
Средний перегрев основания радиатора в первом приближении, К:
 ; (3.17) ; (3.17)
 К. К.
Удельная мощность рассеяния, K/м2
:
q = P/Sp
; (3.18)
где Sp
– площадь основания радиатора (в данном случае задается ориентировочно Sр
= 0,0016 м2
),
q = 15/0,0016 = 9375 K/м2
.
По графику рисунка 4.21 [3] определен тип радиатора с учетом того, что площадь его основания равна 0,0016 м2
.
Выбран ребристый радиатор со следующими геометрическими размерами: размеры основания L1
= L2
= 40 мм; высота ребра h = 32 мм; расстояние между ребрами Sш
= 10 мм; толщина ребра δ1
= 1 мм; толщина основания δо
= 5 мм.
Из рисунке 4.24 [3] определен коэффициент эффективной теплоотдачи выбранного радиатора при Δts
= 63 K:
αэф
= 72 Вт/(м·К).
Средний перегрев основания радиатора во втором приближении, К:
 ; (3.19) ; (3.19)
где
 ; (3.20) ; (3.20)
 ; (3.21) ; (3.21)
λр
– коэффициент теплопроводности материала радиатора (для алюминия λр
= 208 Вт/м·К).
 ; ;
 ; ;
 К. К.
Уточненная площадь основания радиатора [3], м2
:
 ; (3.22) ; (3.22)
 м2
. м2
.
Имеем размеры основания радиатора: Spo
= L1
·L2
, т. к. высота радиатора ограничена габаритом корпуса указанным в техническом задании (120 мм), то ее значение не может быть больше указанной величины. Принимаем L1
= 0,12 м. Следовательно, L2
= Spo
/ L1
= 0,0045/0,12 = 0,037 м. Имеем общую длину радиатора для шести транзисторов 0,037Ч6 = 0,22 м.
3.4 Расчет теплового режима
Исходные данные.
Длина блока L1,м - 0,25;
Ширина блока L2, м – 0,16,;
Высота блока L3,м - 0,12;
Коэффициент заполнения Kз - 0,02;
Мощность расеиваемая в блоке Pз, Вт – 45;
Давление среды H1i=H2i, мм.рт.ст - 800;
Мощность рассеевания тепловыделяющего элемента (силовой транзистор) Pэл., Вт - 15;
Максимально допустимая температура тепловыделяющего элемента (силовой транзистор) Тэ.эл1., К – 423;
Максимально допустимая температура элемента (DD1) Тэ.эл2., К – 358;
Максимально допустимая температура для материала корпуса Тк1
, К - 723;
Температура среды Тв., К – 318.
Рассчитывается поверхность корпуса блока:
 м2
, (3.23) где м2
, (3.23) где  и и  - горизонтальные размеры корпуса аппарата, м. - горизонтальные размеры корпуса аппарата, м.
 - вертикальный размер, м. - вертикальный размер, м.
 м2
. м2
.
Определяется условная поверхность нагретой зоны:
 м2
, (3.24) м2
, (3.24)
где  - коэффициент заполнения корпуса аппарата по объему, - коэффициент заполнения корпуса аппарата по объему,

Определяется удельная мощность корпуса блока:
 Вт/ м2
, (3.25) Вт/ м2
, (3.25)
где Р - мощность, рассеиваемая в блоке, Вт.
 Вт/ м2 Вт/ м2
Определяется удельная мощность нагретой зоны:
 Вт/ м2
, (3.26) Вт/ м2
, (3.26)
 Вт/ м2
. Вт/ м2
.
Находится коэффициент  в зависимости от удельной мощности корпуса блока: в зависимости от удельной мощности корпуса блока:
 , (3.27) , (3.27)

Находится коэффициент  в зависимости от удельной мощности нагретой зоны: в зависимости от удельной мощности нагретой зоны:
 , (3.28) , (3.28)

Находится коэффициент  в зависимости от давления среды вне корпуса блока в зависимости от давления среды вне корпуса блока  : :
 , (3.29) , (3.29)
где - давление окружающей среды в Па.
 . .
Находится коэффициент  в зависимости от давления среды внутри корпуса блока в зависимости от давления среды внутри корпуса блока  : :
 , (3.30) , (3.30)
где - давление внутри корпуса аппарата в Па.
 . .
Определяется перегрев корпуса блока:
 K, (3.31) K, (3.31)
 К. К.
Рассчитывается перегрев нагретой зоны:
 К, (3.32) К, (3.32)
 К. К.
Определяется средний перегрев воздуха в блоке:
 К, (3.33) К, (3.33)
 К. К.
Определяется удельная мощность теплонагруженного элемента:
 Вт/ Вт/ , (3.34) , (3.34)
где  - мощность, рассеиваемая теплонагруженным элементом (узлом), температуру которого требуется определить, Вт; - мощность, рассеиваемая теплонагруженным элементом (узлом), температуру которого требуется определить, Вт;
 - площадь поверхности элемента (вместе с радиатором), омываемая воздухом, . = 0,04 м2
. - площадь поверхности элемента (вместе с радиатором), омываемая воздухом, . = 0,04 м2
.
 Вт/ м2
. Вт/ м2
.
Рассчитывается перегрев поверхности элемента:
 К, (3.35) К, (3.35)
 К. К.
Рассчитывается перегрев среды, окружающей элемент:
 К, (3.36) К, (3.36)
 К. К.
Определяется температура корпуса блока:
 K, (3.37) K, (3.37)
где  - температура среды, окружающей блок , К. - температура среды, окружающей блок , К.
 К. К.
Определяется температура нагретой зоны:
 , K, (3.38) , K, (3.38)
 . .
Находится температура поверхности элемента:
 К, (3.39) К, (3.39)
 К. К.
Находится средняя температура воздуха в блоке:
 K, (3.40) K, (3.40)
 К. К.
Находится температура среды, окружающей тепловыделяющий элемент:
 К, (3.41) К, (3.41)
 К. К.
При сравнении расчётных данных с необходимыми условиями: Тэ.эл
1> Тэ.эл
2 > Т в
(423>358 >354,5 K),
Тэ.эл
1 > Т эс
(423 >351,5 K),
Тэ.эл
1 > Т з
(423 >368 K),
Тк1
> Tк
(723>341 К).
Подтверждено, что тепловой режим блока собюдается.
3.5 Расчет надежности
Исходными данными для данного расчета является схема электрическая принципиальная устройства «Преобразователь частоты» ПАЛ.437293.001.Э3, а также перечень элементов.
Время наработки на отказ tз
= 5000 ч.
Коэффициенты электрической нагрузки элементов РЭУ:
Активные: 0,6
Резисторы: 0,7
Конденсаторы: 0,8
Другие: 0,8
Средняя температура эксплуатации - 25° С.
Условия эксплуатации – стационарные.
Относительная влажность – до 75%.
Атмосферное давление – от 84 до 107 кПа
В данном расчете учитываются электрический режим и условия эксплуатации элементов, кроме того, принимаются во внимание конструктивные элементы устройства.
1. Используя справочные данные [11], определены поправочные коэффициенты (учитывающие влияние температуры и коэффициента нагрузки-α1,2
; влияние механических воздействий- α3
; влияние относительной влажности- α4
; влияние атмосферного давления- α5
; вносим их в таблицу. Суммарный поправочный коэффициент:
αΣ
= α1,2
∙ α3
∙ α4
∙ α5
, (3.42)
Результаты расчета занесены в таблицу 3.1.
Таблица 3.1 – Суммарный поправочный коэффициент
| Элемент |
Коэффициенты |
αΣ |
| α1,2 |
α3 |
α4 |
α5 |
| Конденсатор |
0,45 |
1,07 |
1 |
1 |
0,4815 |
| Конденсатор электролитический полярный |
1 |
1,07 |
1 |
1 |
1,07 |
| Стабилизатор напряжения |
0,6 |
1,07 |
1 |
1 |
0,642 |
| Микросхема |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Предохранитель |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Индикатор сегментный |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Реле |
0,7 |
1,07 |
1 |
1 |
0,749 |
| Резистор постоянный |
0,5 |
1,07 |
1 |
1 |
0,535 |
| Резистор переменный |
0,45 |
1,07 |
1 |
1 |
0,4815 |
| Тактовый переключатель |
0,7 |
1,07 |
1 |
1 |
0,749 |
| Трансформатор |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Диод, диодный мост, светодиод |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Транзистор |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Разъем, клемная колодка |
0,7 |
1,07 |
1 |
1 |
0,749 |
| Резонатор |
0,8 |
1,07 |
1 |
1 |
0,856 |
| Провод монтажный |
0,6 |
1,07 |
1 |
1 |
0,642 |
| Соединение пайкой |
0,4 |
1,07 |
1 |
1 |
0,428 |
| Плата печатная |
0,5 |
1,07 |
1 |
1 |
0,535 |
2. Суммарная интенсивность отказов элементов с учетом коэффициентов электрической нагрузки и условий их работы в составе устройства [11]:
 , (3.43) , (3.43)
где λ0
j
– справочное значение интенсивности отказов элементов j-й группы, j = 1,…, k.
 ,
(3.44) ,
(3.44)
где λj
(ν) – интенсивность отказов элементов j-й группы с учетом электрического режима и условий эксплуатации;
nj
– количество элементов в j-й группе; j=1,…, k;
k – число сформированных групп однотипных элементов;
Результаты расчета занесены в таблицу 3.2.
Таблица 3.2 – Определение суммарной интенсивности отказов элементов с учетом коэффициентов электрической нагрузки и условий их работы
| Наименование |
Позиционное обозначение |
αΣ |
λ0jЧ10-6
, 1/ч |
λj(v)Ч10-6
1
/ч
|
nj |
λj(v)•nj
Ч10-6
1/ч
|
| Конденсатор |
C1,C2,C3,С5,C7C8,С10,С12,С16 |
0,48 |
0,05 |
0,024 |
9 |
0,216 |
Конденсатор электролити-
ческий полярный
|
C4,C6,С9,С11,
С13-С15
|
1,07 |
0,55 |
0,5885 |
7 |
4,1195 |
| Стабилизатор напряжения |
DA1,DA2 |
0,64 |
0,55 |
0,352 |
2 |
0,704 |
| Наименование |
Позиционное обозначение |
αΣ |
λ0jЧ10-6
, 1/ч |
λj(v)Ч10 -6
, 1/ч |
nj |
λj(v)•nj
Ч10- 6
1/ч
|
| Микросхема |
DD1-DD3 |
0,85 |
0,5 |

0,425
|
3 |
1,275 |
| Предохранитель |
FU |
0,85 |
5,4 |
4,59 |
1 |
4,59 |
| Индикатор сегментный |
HG1,HG2 |
0,85 |
1 |
0,85 |
2 |
1,7 |
| Реле |
K1 |
0,75 |
0,6 |
0,45 |
1 |
0,45 |
| Резистор постоянныйP<0,5Вт |
R1-R11,R13,
R15-R23
|
0,53 |
0,05 |
0,0265 |
21 |
0,5565 |
| Резистор постоянный P<10Вт |
R14,R24,R25 |
0,53 |
0,4 |
0,212 |
3 |
0,636 |
| Резистор переменный |
R12 |
0,48 |
0,5 |
0,24 |
1 |
0,24 |
| Тактовый переключатель |
SA1-SA4 |
0,74 |
0,3 |
0,222 |
4 |
0,888 |
| Трансформатор |
T1 |
0,85 |
0,9 |
0,765 |
1 |
0,765 |
| Диод |
VD1-VD11 |
0,85 |
0,2 |
0,17 |
11 |
1,87 |
| Диодный мост |
VD12-VD19 |
0,85 |
1,1 |
0,935 |
2 |
1,87 |
| Светодиод |
HL1 |
0,85 |
0,7 |
0,595 |
1 |
0,595 |
| Транзистор |
VT1-VT4 |
0,85 |
0,4 |
0,34 |
4 |
1,36 |
| Транзистор |
VT5-VT10 |
0,85 |
0,6 |
0,51 |
6 |
3,06 |
| Разъем, клемная колодка |
XP1,XP2,XT1 |
0,74 |
0,2 |
0,148 |
3 |
0,444 |
| Резонатор |
ZQ1 |
0,85 |
0,37 |
0,3145 |
1 |
0,3145 |
| Провод монтажный (шлейф) |
0,64 |
0,3 |
0,192 |
12 |
2,304 |
| Соединение пайкой |
0,42 |
0,04 |
0,0168 |
304 |
5,1072 |
| Плата печатная |
0,53 |
0,2 |
0,106 |
2 |
0,212 |
| Итого |
33,5 |
λΣ
(v)= 3,35·10-5
1/ч.
3. Рассчитываем значение времени наработки на отказ:
 , (3.45) , (3.45)
 ч. ч.
4. Вычисляем вероятность безотказной работы устройства P(tз) в течении заданного времени tз = 5000 ч:
 , (3.46) , (3.46)

Т.е. с вероятностью 0,846 данный блок РЭС будет функционировать безотказно в течение 5000 часов.
5. Среднее время безотказной работы устройства (средняя наработка на отказ):
Тср
= Т0
= 29850 ч.
6. Вычисляем гамма-процентную наработку до отказа при  : :
 , (3.47) , (3.47)
 ч. ч.

Рисунок 3.1 – Зависимость вероятности безотказной работы от времени
3.6 Расчет на механические воздействия
В данном расчёте были использованы следующие величины:
- возмущающая частота f, 10…30 Гц;
- толщина платы h, 0,0015 м;
- модуль упругости Е, 3,2·1010
Па;
- коэффициент Пуассона ν, 0,28;
- декремент затухания Λ, 500;
- виброускорение а0
(f), 9,8 м/с2
1. Найдем частоту собственных колебаний равномерно нагруженной пластины (печатной платы), закрепленной в четырех точках. [3]
Цилиндрическая жесткость пластины, Н·м:
 , (3.48) , (3.48)
 Н.
м; Н.
м;
Общий коэффициент, зависящий от способа закрепления сторон пластины:
 (3.49) (3.49)
где k
,
a
,
b
,
g
- коэффициенты, учитывающие способ закрепления сторон пластины (для пластины, жестко закрепленной с большей стороны и закрепленной в трех точках k
=15,42, a
=0,
b
=0,34,
g
=1 [3]);
a
,
b
– длинна и ширина пластины соответственно (0,16Ч0,08), м;
 ; ;
Частота собственных колебаний пластины, Гц:
 , (3.50) , (3.50)
где Μ
— масса пластины с элементами, кг (около 0,32 кг.);
 , Гц; , Гц;
2. Коэффициент расстройки:
 (3.51) (3.51)
где f
— частота возбуждения, Гц;
 ; ;
3. Показатель затухания:
 (3.52) (3.52)
где Λ - декремент затухания;
 ; ;
4. Коэффициент передачи по ускорению является функцией координат и может быть определен по формуле:
 (3.53) (3.53)
где Κ
1
(
x
)
,
Κ
1
(
y
)
- коэффициентыдля различных условий закрепления краев пластины (для пластины с одним опертым краем и одним защемленным Κ1
(x),=Κ1
(y)=1,3 в точке максимального прогиба - по центру пластины);
 ; ;
5. Амплитуда виброперемещения основания, м:
 , (3.54) , (3.54)
 м; м;
6. Амплитуда виброперемещения, м:
 , (3.55) , (3.55)
 , м; , м;
7. Амплитуда виброускорения, м/с2
:
 , (3.56) , (3.56)
 м/с2
; м/с2
;
8. Максимальный прогиб пластины относительно ее краев. Для кинематического возбуждения, м:
 , (3.57)
, (3.57)
 ,
м;
,
м;
9. Проверяем выполнение условия вибропрочности. Оценка вибропрочности производится по следующим критериям: для ИС, транзисторов, резисторов и других ЭРЭ амплитуда виброускорения должна быть меньше допустимых ускорений для данной элементной базы [3] т.е.:
 , м/с2
(3.58)
, м/с2
(3.58)
 73,5 м/с2
; 73,5 м/с2
;
Для ПП с радиоэлементами должно выполняться условие:
 , м (3.59) , м (3.59)
где b
— размер стороны ПП, параллельно которой установлены элементы, м;
 м; м;
Таким образом, условия вибропрочности соблюдены. В данной конструкции не требуется применение дополнительных средств защиты от вибрации, усложняющих и удорожающих устройство.
Расчет на воздействие удара.
Ударные воздействия характеризуются формой и параметрами ударного импульса. Следует отметить, что максимальное воздействие на механическую систему оказывает импульс прямоугольной формы [3]. Исходя из этих соображений расчет проведен для импульса прямоугольной формы.
Исходные данные:
- длительность ударного импульса, τ = 10 мс;
- частота собственных колебаний механической системы, f0
= 190 Гц;
- амплитуда ускорения ударного импульса, Hу
= 150 м/с2
;
- допустимое ускорение ударного импульса,  м/с2
;
м/с2
;
- максимальная длина ЭРЭ, l = 18 мм.
Условная частота ударного импульса, Гц:
 , (3.60) , (3.60)
 Гц; Гц;
Коэффициент передачи при ударе прямоугольного импульса:
 , (3.61) , (3.61)
где ν – коэффициент расстройки:
 , (3.62) , (3.62)
 , ,
 . .
Ударное ускорение, м/с2
:
 , (3.63) , (3.63)
 м/с2
. м/с2
.
Максимальное относительное перемещение:
 , (3.64) , (3.64)
 . .
Проверяется условие ударопрочности по следующим критериям:
для ИС, транзисторов, резисторов и других ЭРЭ ударное ускорение должно быть меньше допустимых ускорений для данной элементной базы:
 , м/с2
(3.65)
, м/с2
(3.65)
 196 м/с2
; 196 м/с2
;
для элементов РЭА типа пластин должно выполнятся условие:
 , (3.66) , (3.66)
где δдоп
= 11 мм [3],
 ; ;
для печатной платы с ЭРЭ:
 , (3.67) , (3.67)
где b = 0,16 м – размер стороны печатной платы параллельно которой установлены ЭРЭ
 . .
Таким образом, при воздействии на прибор ударов возникающих в заданных условиях эксплуатации никаких разрушений не произойдет. А следовательно, дополнительные меры по защите устройства от ударов производить нет необходимости.
4 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
4.1 Анализ технологичности конструкции изделия
Под технологичностью конструкции (ГОСТ 18831-73) понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий аналогичного назначения при обеспечении заданных показателей качества.
Количественные показатели технологичности конструкций согласно ГОСТ 14.201-73 ЕСТПП классифицируются на:
- базовые (исходные) показатели, регламентируемые отраслевыми стандартами;
- показатели, достигнутые при разработке изделий;
- показатели уровня технологичности конструкции, определяемые как отношение показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей [12].
Далее произведен расчет технологичности блока частотного преобразователя. Этот блок является электронным устройством, т. к. это блок автоматизированной системы управления:
1. Коэффициент применения микросхем и микросборок:
 (4.1) (4.1)
где Н Э МС
– общее число дискретных элементов, замененных микросхемами и микросборками, Н Э МС
= 1000;
Н ИЭТ
- общее число ИЭТ, не вошедших в микросхемы, Н ИЭТ
= 70.

2. Коэффициент автоматизации и механизации монтажа:
 (4.2) (4.2)
где НММ
– количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом, НММ
= 253;
НМ
– общее количество монтажных соединений, НМ
= 290.

3. Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу:
 (4.3) (4.3)
где НМП ИЭТ
– количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов, Н МП ИЭТ
= 83;
НИЭТ
– общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации, НИЭТ
= 83.

4. Коэффициент автоматизации и механизации регулировки и контроля:
 (4.4) (4.4)
где НАРК
– число операций контроля и настройки, выполняемых на полуавтоматических и автоматических стендах, НАРК
= 8;
НРК
– общее количество операций контроля и настройки (визуальный контроль ПП, входной контроль ИЭТ, визуальный контроль установки ИЭТ, визуальный контроль пайки, выходной контроль печатного узла, настройка схемы перегрузки), НРК
= 8.

5. Коэффициент повторяемости ИЭТ:
 (4.5) (4.5)
где НТ.ОР.ИЭТ
- количество типоразмеров оригинальных ИЭТ в РЭС, НТ.ОР.ИЭТ
= 0;
НТ.ИЭТ
– общее количество типоразмеров, НТ.ИЭТ
= 28.

6. Коэффициент применения типовых технологических процессов:
 (4.6) (4.6)
где ДТП
и ЕТП
– число деталей и сборочных единиц (ДСЕ), изготавливаемых с применением типовых и групповых ТП, ДТП
= ЕТП
=1;
Д и Е – общее число деталей и сборочных единиц, кроме крепежа, Д = 1.

7. Коэффициент прогрессивности формообразования деталей:
 (4.7) (4.7)
где ДПР
– детали, изготовленные по прогрессивным ТП, ДПР
= 1.

Комплексный показатель технологичности:
 (4.8) (4.8)
где φi
– весовая характеристика i- го коэффициента технологичности, определяется из таблицы 3.2 [12]:
φ1
= 1; φ2
= 1; φ3
= 0,8; φ4
= 0,5; φ5
= 0,3; φ6
= 0,2; φ7
= 0,1.

Т. к. показатель технологичности больше нормативного (КН
= 0,7), то конструкция изделия технологична и можно разрабатывать ТП.
4.2 Разработка технологической схемы сборки для узла А2
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия. Простейшим сборочно-монтажным элементом является деталь, которая согласно ГОСТ 2101-68 характеризуется отсутствием разъемных и неразъемных соединений.
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами:
- схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
- сборочные единицы образуются при условии независимости их сборки, транспортировки и контроля;
- минимальное число деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
- минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
- схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
- схема должна обладать свойством непрерывности, т.е. каждая последующая ступень сборки не может быть осуществлена без предыдущей.
Включение в схему сборочного состава характеристик сборки превращает ее в технологическую схему сборки. Применяются схемы сборки «веерного» типа и схема сборки с базовой деталью.
В схеме «веерного» типа стрелками показывают направление сборки деталей и сборочных единиц. Достоинством схемы является ее простота и наглядность, но она не отражает последовательности сборки во времени.
Схе
ма сборки с базовой деталью указывае
т временную последовательность
сборочного процесса. При такой с
борке необходимо выделить базовый
элемент, т.е. базовую деталь или
сборочную единицу. В качестве базо
вой выбирают ту деталь, поверхности которой будут
впоследствии испол
ьзованы при установке в
готовое изделие. В большинстве случаев базовой деталью служит плата, панель,
шасси и другие элементы несущих конструкций изделия. Направление движения
деталей и сборочных единиц н
а схеме показывается стрелками, а прямая линия,
соединяющая базовую деталь и изделие, называется главной осью сборки
. Точки пересечения осей сборки, в которые подаются детали или сборочные единицы,
обозначаются как элементы сборочных операций.
Правильно выбранная схема сборочного состава позволяет установить рациональный порядок комплектования сборочных единиц и изделия в процессе сборки. При переходе от схемы сборочного состава к технологической схеме сборки и расположении операций во времени необходимо учитывать следующее:
- сначала выполняются те операции ТП, которые требуют больших механических усилий и неразъемных соединений;
- активные ЭРЭ устанавливают после пассивных;
- при наличии малогабаритных и крупногабаритных ЭРЭ в первую очередь собираются малогабаритные ЭРЭ;
- заканчивается сборочный процесс установкой деталей подвижных соединений и ЭРЭ, которые используются в дальнейшем для регулировки;
- контрольные операции вводят в ТП после наиболее сложных сборочных операций и при наличии законченного сборочного элемента;
- в маршрутный технологический процесс вводят также те операции, которые непосредственно не вытекают из схемы сборочного состава, но их необходимость определяется техническими требованиями к сборочным единицам, например влагозащита, и т.д [12].
Для определения количества устанавливаемых на одной операции ЭРЭ и ИМС на платы в ходе выполнения сборочных операций необходим предварительный расчет ритма:
 , (4.9) , (4.9)
где Фд
- действительный фонд времени за плановый период, мин.;
N
= программа выпуска, шт/г.
Действительный фонд времени рассчитывается:
 , (4.10) , (4.10)
где Д - количество рабочих дней в году, Д= 250 дней;
S - число смен, S = 1;
t - продолжительность рабочей смены, t = 8 ч;
Крег.пер.
- коэффициент, учитывающий время регламентированных перерывов в работе, Крег.пер.
=0,94 … 0,95.
ФД
=250×1×8×0,95×60=114000 мин.
Программа выпуска:
 , (4.11) , (4.11)
где a - коэффициент технологических потерь, принимаем равным 1,5%;
N
в
=200000 - заданная по ТЗ программа выпуска, шт.
 шт. шт.
 мин/шт. мин/шт.
Количество элементов, устанавливаемых на i-й операции, должно учитывать соотношение:
 , (4.12) , (4.12)
где Ti
- трудоемкость i-ой операции сборки.
Далее разработана технологическая схема сборки узла А2, т.к. он является наиболее сложным в данной конструкции.
При разработке данного устройства выбрана технологическая схема сборки с базовой деталью. Базовой деталью является плата печатная, на нее, в дальнейшем будут монтироваться ЭРЭ.
Последовательность сборки будет следующей. Расконсервация печатной платы, визуальный осмотр качества печатного монтажа (при наличии дефектов на поверхности платы необходимо провести ее отбраковку). Нанесение паяльной пасты ПЛ-111 АУЭЛ.033.012 ТУ. Далее производится установка элементов поз. 2-4, 8-10, 17, 18, 21-25, 29, 33 согласно сборочному чертежу ПАЛ 302822.001 СБ, после чего необходимо провести визуальный контроль правильности установки элементов и пайку оплавлением в печи. Следующим этапом является визуальный контроль качества пайки. Далее производится установка навесных элементов поз. 6, 7, 12, 13, 15, 16, 26-28, 30, 32 в соответствии с требованиями по ПАЛ 302822.001 СБ, визуальный контроль правильности установки элементов, пайка волной припоя ПОС - 61 ГОСТ 21931-73. Визуальный контроль качества пайки, при наличии непропаев, перемычек между элементами печатного монтажа и других дефектов их необходимо устранить при наличии такой возможности, в противном случае отбраковать изделие. Далее необходимо произвести установку и пайку паяльником элементов поз. 5, 11, 14, 19, 20, 31 и 34 припоем ПОС - 61 ГОСТ 21931-73; визуальный контроль качества пайки. Покрыть лаком УР-231 ТУ 6-10-863-76 по ОСТ 92-1709-81. Настроить подстроечный резистор R12 таким образом, чтобы схема защиты по перегрузке срабатывала при токе на выходе не более 3,3 А.Контролировать правильность функционирования устройства на автоматическом стенде.
4.3 Выбор типового технологического процесса сборки и монтажа узла А2
Целью разработки технологического маршрута является установление временной последовательности технологических операций, определяющих вариант организационной структуры ТП. Разработка маршрутной технологии осуществляется в следующей последовательности:
3.Определяется состав технологических операций и выявляется последовательность их осуществления во времени.
Проектирование технологического процесса начинается с составления маршрутной технологии сборки на основе анализа технологической схемы сборки. Разработка маршрутной технологии включает в себя определение групп оборудования по операциям, а также технико-экономических данных по каждой операции.
Разработка маршрутной технологии проводится для изделий, конструкция которых отработана на технологичность.
При разработке маршрутной технологии необходимо руководствоваться следующим:
1. При поточной сборке разбивка процесса на операции определяется ритмом сборки, причем время, затрачиваемое на выполнение каждой операции, должно быть равно или кратно ритму;
2. Предшествующие операции не должны затруднять выполнение последующих;
3. На каждом рабочем месте должна выполнятся однородная по характеру и технологически законченная работа;
4. После наиболее ответственных операций сборки, а также после регулировки или наладки предусматривают контрольные операции;
5. Применяют более совершенные формы организации производства – непрерывные и групповые поточные линии, линии и участки гибкого автоматизированного производства (ГАП) [12].
Выбор конкретного варианта ТП проводится на основе анализа типового технологического процесса с учётом специфики производства изделия. Типовой процесс сборки и монтажа узла РЭА на ПП включает в себя следующие операции:
4.4 Выбор технологического оборудования и оснастки и
анализ варианта маршрутной технологии сборки и монтажа изделия
Определим тип производства исходя из программы выпуска изделий. При объеме выпуска 100 – 1000 тыс. шт. тип производства является крупносерийным [13]. В нашем случае (при программе выпуска 203 тыс. шт.) производство крупносерийное.
Выбор технологического оборудования согласно ГОСТ 14.304-73 ЕСТПП проводится путем анализа затрат на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделия [12].
При сборке разрабатываемого узла будет использовано следующее оборудование:
1. Нанесение паяльной пасты настольным автоматом дозирования серии DispenseMate 550. Максимальная производительность 12000 доз в час; Максимальная рабочая область: 553 - 325 х 325 мм; Возможность оснащения широким спектром дозирующих головок; Программное обеспечение Fluidmove для WindowsNT; Возможность установки автоматической системы шаблонного распознавания.
2. Установка поверхностно монтируемых элементов на автомате установки компонентов, модели BS390N-L20. Производительность до 5500 комп./час с 2 установочными головками (BS390N2-L20); возможность доработки автомата с 1 установочной головкой до 2 головок; ПО под Windows-2000.
3. Пайка в печи конвекционного оплавления AUTOTRONIK, BS3020. Полностью конвекционная система оплавления; 4 управляемые температурные зоны; ширина ПП до 365 мм; исполнение с прозрачным верхом; встроенный термопрофиль; управление от компьютера.
4. Установка навесных ЭРЭ на радиальном монтажном автомате-секвенсере модели 6380B RADIAL 8XT. Паспортная производительность в 2800 компонентов в час. При монтаже выводных компонентов возможен контроль электрических параметров радиоэлемента непосредственно перед переклейкой, что исключает установку неверного типономинала (опция верификатора компонентов (component verifier)). Диаметры выводов устанавливаемых элементов от 0,2 до 1,5 мм. Максимальные габаритные размеры устанавливаемых элементов до 50 мм. Максимальные габаритные размеры печатной платы: ширина до 250 мм; длинна до 450 мм.
5. Пайка элементов волной припоя на установке HS02-3000. Максимальная ширина печатной платы 250 мм. Пенный флюсователь и паяльная ванна выполнены из нержавеющей стали. Микропроцессорная система управления.
6. Отмывка плат после пайки в системе ультразвуковой отмывки S-PoweR. Система S-PoweR представляет собой ванну с встроенным нагревателем, обеспечивающим подогрев промывочной жидкости в диапазоне температур от 20 до 80°С и ультразвуковым генератором, мощность которого регулируется в пределах от 50 до 100%. Изделия помещают в ванну в специальной корзине, которая входит в комплект поставки системы.
7. Нанесение защитного покрытия на установке Century® C-740. Она предназначена для селективного нанесения различных влагозащитных материалов в условиях серийного производства. Установка оснащена конвейером и может быть встроена в линию [14].
Проведем анализ варианта маршрутной технологии сборки и монтажа изделия.
Таблица 4.1 –Вариант маршрутной технологии
Последовательность
операций
|
Оборудование, оснастка |
n |
Tоп
, мин |
(Tоп
)n, мин |
Тпзсм
мин |
| Расконсервация ПП |
Светомонтажный стол
СП-02
|
1 |
0,3 |
0,3 |
Распаковка и проверка ЭРЭ
(на 100 шт.)
на ленте
россыпью
|
Светомонтажный стол
СП-02
|
41 |
0,6 |
0,246 |
| 29 |
0,27 |
0,078 |
| Обрезка и формовка выводов навесных элементов |
Пневматическая машина для обрезки и формовки компонентов из россыпи TP/SC4 |
20 |
0,026 |
0,52 |
10 |
Продолжение таблицы 4.1
|
| Последовательность операций |
Оборудование, оснастка |
n |
Tоп
, мин |
(Tоп
)n, мин |
Тпзсм
мин |
Комплектование
элементов (на 100 шт.)
|
Светомонтажный стол
СП-02
|
63 |
1,33 |
0,84 |
Нанесение паяльной пасты
дозатором
|
Настольный автомат дозирования серии DispenseMate 550 |
135 |
0,005 |
0,68 |
25 |
Установка чип компонентов
|
Автомат установки компонентов, модели BS390N-L20 |
44 |
0,01 |
0,44 |
25 |
| Контроль установки |
Визуальный контроль |
1 |
0,5 |
0,5 |
| ИК пайка |
Конвейерная печь конвекционного оплавления AUTOTRONIK, BS3020 |
1 |
1 |
1 |
20 |
| Контроль пайки |
Визуальный контроль |
1 |
0,5 |
0,5 |
| Установка навесных ЭРЭ |
Радиальный монтажный автомат-секвенсер модели 6380B RADIAL 8XT |
19 |
0,021 |
0,40 |
25 |
Контроль установки
навесных ЭРЭ
|
Визуальный контроль |
1 |
0,5 |
0,5 |
| Пайка элементов |
Установка пайки волной припоя HS02-3000 |
1 |
0,5 |
0,5 |
60 |
| Контроль пайки |
Визуальный контроль |
1 |
0,5 |
0,5 |
| Установка навесных ЭРЭ |
Вручную |
7 |
0,2 |
1,4 |
| Пайка паяльником |
Паяльник |
37 |
0,054 |
2 |
10 |
| Отмывка платы после пайки |
Компактные системы ультразвуковой отмывки S-PoweR |
1 |
0,5 |
0,5 |
10 |
| Лакирование ПП |
Автоматическая система Century C-740 |
1 |
0,4 |
0,4 |
2,5 |
| Сушка |
Сушильный шкаф |
1 |
1 |
1 |
2,5 |
| Настройка |
Настроечный стенд |
1 |
0,5 |
0,5 |
25 |
| Выходной контроль печатного узла |
Автоматизированный стенд |
1 |
0,5 |
0,5 |
25 |
| ИТОГО |
12,94 |
240 |
Определим производительность варианта маршрутной технологии. Суммарное штучно-калькуляционное время:
 ; (4.13) ; (4.13)
где m – число операций по варианту маршрутной технологии.
Для сборочно-монтажного производства:
 ; (4.14) ; (4.14)
где К1
– коэффициент, зависящий от группы сложности аппаратуры и типа производства, К1
= 0,9;
К2
– коэффициент, учитывающий подготовительно-заключительное время и время обслуживания, К2
= 5,4;
К3
- коэффициент, учитывающий долю времени на перерывы в работе, К3
=5 [12].
Подготовительно-заключительное время  определяется по формуле: определяется по формуле:
 ; (4.15) ; (4.15)
где S – количество смен, S = 1;
Д – количество рабочих дней на плановый период, Д = 250.
Программа выпуска N определяется по формуле (4.11), N = 203000 шт.
Произведем расчет ΣТшт
и ΣТпз
для варианта маршрутной технологии.
 мин.; мин.;
 мин.; мин.;
Далее рассчитаем суммарное штучно-калькуляционное время для варианта маршрутной технологии:
 мин.; мин.;
Таким образом, суммарное штучно-калькуляционное время составляет 13,2 мин.
4.5 Разработка варианта маршрутно-операционной технологии
Маршрутно-операционная технология сборки и монтажа печатного узла А2 частотного преобразователя состоит из следующих операций:
1) Расконсервация ПП. Извлечь печатную плату из тары поставщика. Так как плата поступает на сборку в консервирующем покрытии, то необходимо промыть плату в ванне со спирто-нефрасовой смесью кистью КХЖП N10 ТУ 17-15-07-89. Для удаления токсичных паров на данной операции необходима вентиляция.
Средства технологического оснащения: стол монтажный СП-02, ванна цеховая 92.АЮР.53.003, кисть КХЖП N10 ТУ 17-15-07-89, пинцет 92.7872-1374 ОСТ 92-3890-85, перчатки резиновые ГОСТ 20010-74, тара АЮР 7877-4047, автономная вентиляционная система Arm'Evac фирмы OSTEC.
Площадь промывки S=25600 мм2
.
Расход спирто-нефрасовой смеси на одну плату 0,02 л.
Расход кисти – одна кисть на смену.
Оперативное время Топ
=0,3 мин.
2) Распаковка и контроль ЭРЭ. Извлечь ЭРЭ из тары поставщика, произвести визуальный контроль на целостность корпуса и выводов, отсутствие внешних дефектов – трещин и сколов. Отбраковать неисправные ЭРЭ в тару с надписью «Брак».
Средства технологического оснащения: стол монтажный СП-02, пинцет ППМ 120 РД 107.290.600.034-89; линза 4-х ГОСТ 25076-83.
Оперативное время Топ
=0,32 мин.
3) Обрезка и формовка выводов. Обрезать и формовать выводы навесных элементов поз. 6, 7, 11-13, 15, 16, 26-28, 30, 32 на пневматической машине для обрезки и формовки компонентов из россыпи TP/SC4.
Средства технологического оснащения: стол монтажный СП-02, пневматическая машина для обрезки и формовки компонентов из россыпи TP/SC4, пинцет ППМ 120 РД 107.290.600.034-89.
Оперативное время Топ
=0,52 мин.
4) Комплектование. Элементы поз. 6, 7, 12, 13, 15, 16, 26-28, 30, 32, установить в кассеты радиального автомата-секвенсора модели 6380BRADIAL 8XT. Элементы поз. 2-4, 8-10, 17, 18, 21-25, 29, 33 установить в ленту автомата BS390N-L20.
Средства технологического оснащения: стол монтажный СП-02, пинцет ППМ 120 РД 107.290.600.034-89.
Оперативное время Топ
=0,84 мин.
5) Нанесение паяльной пасты. Установить плату в держатель установки DispenseMate 550. Нанести паяльную пасту в автоматическом режиме. После нанесения пасты вынуть печатную плату.
Средства технологического оснащения: стол монтажный СП-02, тара АЮР 7877-4047, установка DispenseMate 550.
Расход паяльной пасты на одну плату 2,5 г.
Оперативное время Топ
=0,68 мин.
6) Установка SMD элементов. Установить плату с нанесенной паяльной пастой в автомат BS390N-L20, установить элементы поз. 2-4, 8-10, 17, 18, 21-25, 29, 33 Фиксация элементов осуществляется за счет свойств паяльной пасты.
Средства технологического оснащения: стол монтажный СП-02, автомат BS390N-L20.
Оперативное время Топ
=0,44 мин.
7) Контроль. Визуально проверить, правильно ли расположены SMD ЭРЭ. Если замечен дефект, с помощью пинцета попытаться его устранить. Если устранить дефект не удается, положить плату в тару с надписью «Брак».
Средства технологического оснащения: стол монтажный СП-02, пинцет ППМ 120 РД 107.290.600.034-89, линза 4-х ГОСТ 25076-83, тара АЮР 7877-4047.
Оперативное время Топ
=0,5 мин.
8) Пайка ИК-излучением. Плату подать на приемный конвейер печи ИК-обработки AUTOTRONIK, BS3020. Пайку осуществить оплавлением паяльной пасты, нанесённой на контактные площадки, в автоматическом режиме по заданному термопрофилю: возрастание температуры с 30 о
С до 150 о
С - 25 с., возрастание температуры со 150 о
С до 240 о
С - 15 с., снижение температуры со 240 о
С до 100 о
С - 20 с.
Средства технологического оснащения: печь AUTOTRONIK, BS3020, автономная вентиляционная система Arm'Evac фирмы OSTEC.
Оперативное время Топ
=1 мин.
9) Контроль пайки. Произвести визуальный осмотр печатного узла с целью выявления дефектов пайки. В случае их обнаружения произвести отбраковку в тару с надписью «Брак». Операция осуществляется на монтажном столе СП-02.
Средства технологического оснащения: стол монтажный СП-02, линза 4-х ГОСТ 25076-83, тара АЮР 7877-4047.
Оперативное время Топ
=0,5 мин.
10) Установка навесных элементов. Установить элементы позиций 6, 7, 12, 13, 15-16, 26-28, 30, 32. Элементы устанавливаются на плату с помощью манипулятора и фиксируются подгибкой выводов. Операция осуществляется на установке 6380BRADIAL 8XT.
Средства технологического оснащения: установка 6380BRADIAL 8XT.
Оперативное время Топ
=0,4 мин.
11) Контроль установки. Взять плату печатную и визуально проверить, правильно ли стоят элементы. Если замечена неисправность, с помощью пинцета попытаться ее устранить. Если устранить неисправность не удается, положить плату в тару с надписью «Брак».
Средства технологического оснащения: стол монтажный СП-02, пинцет ППМ 120 РД 107.290.600.034-89, тара АЮР 7877-4047.
Оперативное время Топ
=0,5 мин.
12) Пайка волной припоя. Подать плату на приемный конвейер установки HS02-3000. Произвести пайку при температуре припоя 260° С.
Средства технологического оснащения: установка HS02-3000, автономная вентиляционная система Arm'Evac фирмы OSTEC.
Расход припоя на одну плату 2,5 г.
Расход флюса на одну плату 0,5 г.
Оперативное время Топ
=0,5 мин.
13) Контроль пайки. Произвести визуальный осмотр печатного узла с целью выявления дефектов пайки – непропаев, мостиков, сосулек. В случае обнаружения дефектов попытаться их устранить, в противном случае произвести отбраковку в тару с надписью «Брак». Операция осуществляется на монтажном столе СП-02.
Средства технологического оснащения: стол монтажный СП-02, паяльник ПВНРС 65-36, тара АЮР 7877-4047, линза 4-х ГОСТ 25076-83.
Расход припоя на одну плату 0,5 г.
Расход флюса на одну плату 0,1 г.
Оперативное время Топ
=0,5 мин.
14) Установка элементов. Установить элементы позиции 5, 11, 14, 19, 20, 31 и 34 на плату.
Средства технологического оснащения: пинцет ППМ 120 РД 107.290.600.034-89, стол монтажный СП-02.
Оперативное время Топ
=1,4 мин.
15) Пайка. Произвести пайку ЭРЭ позиций 5, 11, 14, 19, 20, 31 и 34 при помощи паяльника.
Средства технологического оснащения: паяльник ПВНРС 65-36, стол монтажный СП-02, автономная вентиляционная системы Arm'Evac фирмы OSTEC.
Расход припоя на одну плату 1,5 г.
Расход флюса на одну плату 0,2 г.
Оперативное время Топ
= 2 мин.
16) Промывка печатного узла. Промыть печатный узел на установке S-PoweR и высушить. Извлечь плату из установки.
Средства технологического оснащения: стол монтажный СП-02, пинцет ПГТМ-120 ОСТ 4ГО.0100.13.
Расход дисцилированной воды на одну плату 0,015 л.
Оперативное время Топ
=0,5 мин.
17) Влагозащита. Покрыть узел лаком на установке CenturyC-740. Рабочая программа установки должна предусматривать защиту элементов позиций 14, 19 и 20 от нанесения лака.
Средства технологического оснащения: установка CenturyC-740, тара АЮР 7877-4047, автономная вентиляционная системы Arm'Evac фирмы OSTEC.
Расход лака – на одну плату 5 г.
Оперативное время Топ
=0,4 мин.
18) Сушка. Для сушки поместить плату в сушильный шкаф. Сушить при температуре 40 о
С в течение 30 мин.
Средства технологического оснащения:тара АЮР 7877-4047, сушильный шкаф УТС-9042 Ш-ИЖ.
Оперативное время Топ
=1,0 мин.
19) Настройка. Произвести настройку резистора R12 на автоматическом стенде таким образом, чтобы срабатывание защиты происходило при выходном токе не менее 3,3А.
Средства технологического оснащения: настроечный стенд, стол монтажный СП-02, тара АЮР 7877-4047.
Оперативное время Топ
=0,5 мин
20) Контроль печатного узла. Произвести визуальный контроль на отсутствие внешних дефектов. Протестировать на испытательном стенде устройство. Неисправные узлы отложить в тару с надписью «Брак». Годные платы клеймить штампом ОТК, уложить в тару и доставить на склад готовой продукции.
Средства технологического оснащения: испытательный стенд, стол монтажный СП-02, клеймо ОТК, тара АЮР 7877-4047.
Оперативное время Топ
=0,5 мин.
 4.6 Организация системы управления качеством изделия 4.6 Организация системы управления качеством изделия
К числу мероприятий, призванных обеспечить качество изделий, в том числе и их надёжность, относится контроль. Операции контроля осуществляются практически во время всего жизненного цикла производства и эксплуатации РЭА. Целью контроля является определение качественных и количественных характеристик изделий, оценка соответствия параметров объекта контроля требованиям конструкторской и технологической документации. При отклонении параметров от нормы на величины, превышающие допуски, изделие признаётся некондиционным [13].
Организация и осуществление всей системы контроля в процессе производства возложена на ОТК и службу государственной приёмки. Отдел технического контроля на этапе освоения нового изделия обеспечивает глубокое изучение всей документации, вникает в вопросы организации и технического обеспечения контроля. Подготовка производства должна проводиться с использованием накопленного опыта и собранных статистических данных на других предприятиях при производстве подобных изделий.
На этапе производства данного устройства осуществляют:
- входной контроль комплектующих и материалов;
- межоперационный контроль;
- выходной контроль изделия.
При входном контроле комплектующих путем внешнего просмотра и сравнения с образцами проверяют тип, номинальное значение, маркировку, длину выводов, отсутствие царапин, сколов, трещин корпуса и повреждения надписей. Проверяют документацию на материалы, комплектующие изделия.
Межоперационный контроль проводится после наиболее сложных и ответственных операций, дающих высокий уровень брака. В нашем случае межоперационному контролю подвергаются операции установки и пайки. Контролируются 2-е операции установки ЭРЭ и 2-е операции пайки. Визуальный контроль осуществляется путём внешнего осмотра изделия с целью выявления поверхностных дефектов и несоответствия изделия чертежу. При визуальном контроле проверяется качество монтажа, в том числе качество паяных соединений, качество изоляции проводов и плат, а также соответствие изделия чертежу. Контроль проводится на основе технологических карт контроля, по описанию операций контроля в технологических картах или же по специально разработанным инструкциям. Дефектом пайки часто является так называемая фальшивая пайка, когда соединяемые поверхности плохо залужены и припой не заполняет пространства между деталями и проводниками. Такое соединение обладает большим электрическим сопротивлением, вызывает появление шумов и тем самым нарушает нормальную работу схемы. Фальшивую пайку можно обнаружить, если немного расшатать проводники, т.к. механическая прочность её мала. Одновременно проверяют целостность проводов в местах пайки (визуальные операции контроля осуществляются при помощи увеличительной линзы ГОСТ 25076-83). Кроме того пайка должна быть сквозной и двусторонней, а место спая – без пор, трещин, вздутий, наплывов и остатков флюса с блестящей поверхностью.
Заключительной операцией технологического процесса изготовления платы программатора является выходной контроль изделия осуществляемый работником ОТК.
5 РАСЧЕТ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
При разработке любого устройства необходимо оценивать целесообразность с экономической точки зрения. Создаваемое оборудование, должно иметь малую себестоимость производства наряду с повышенными техническими характеристиками по отношению к аналогам. Устройство «Частотный преобразователь» востребовано на рынке промышленного оборудования, т.к. это относительно новый вид оборудования. Оно позволяет плавно изменять параметры различных техпроцессов (скорость подачи, вентиляции и т. д.) и при этом экономить электроэнергию. Именно в этих качествах данного вида оборудования заинтересованы предприятия-потребители. Спрос на преобразователи частоты растет, а значит и растет предложение. В данной ситуации конкуренция между основными производителями быстро нарастает. Оборудование становится дешевле, но в то же время оно не лишается своих технических характеристик.
Предлагаемая модель преобразователя частоты отличается своей функциональной простотой, а следовательно и простотой в управлении. Однако это не делает ее не конкурентно-способной по отношению к аналогам, учитывая то, что ее стоимость ориентировочно не будет превышать 80$. Обзор аналогов произведен в п. 1.4.
Произведем расчеты по определению стоимости единицы разрабатываемой продукции.
5.1 Планирование работ на этапе разработки изделия
При проведении опытно-конструкторских разработок важным вопросом является правильное распределение среди сотрудников работ, что в конечном итоге положительно сказывается на качестве работ, скорости выполнения поставленной задачи и снижении затрат на разработку изделия. При проведении НИР над разрабатываемым изделием предлагается разбить весь цикл работ на этапы, представленные в таблице 5.1.
Таблица 5.1 – Основные работы, выполняемые на этапе НИР
| Этапы и виды работ |
Трудоемкость,
чел/дн. |
Исполнители |
Численность,
чел. |
Длит. работ, дней |
| 1 |
2 |
3 |
4 |
5 |
| 1. Техническое задание |
| 1.1 Составление и утверждение ТЗ на НИР |
2 |
СНС |
1 |
2 |
| 1.2 Обзор аналогов, проверка на патентную чистоту |
1 |
МНС |
1 |
1 |
| 1.3 Составление расширенного технического задания |
1 |
СНС |
1 |
1 |
| 2.Техническое предложение |
| 2.1 Анализ структурной функциональной и электрической схем прибора |
1 |
МНС |
1 |
1 |
| 2.2 Выбор и обоснование элементной базы |
2 |
МНС |
1 |
2 |
| 3. Эскизное проектирование |
| 3.1 Анализ эксплуатационных требований к изделию |
0,5 |
МНС |
1 |
0,5 |
| 3.2 Выбор элементной базы и проверка их устойчивости к внешним воздействиям |
2 |
МНС |
1 |
2 |
| 3.3 Проверка возможности выполнения требований по массе и габаритам |
0,5 |
МНС |
1 |
0,5 |
| 3.4 Проверка возможности обеспечения требований к надежности изделия |
0,5 |
МНС |
1 |
0,5 |
| 3.5 Предварительная разработка конструкции изделия |
1 |
МНС |
1 |
1 |
| 3.6 Внешнее конструирование |
2 |
МНС |
1 |
2 |
| 3.7 Выбор предварительного варианта компоновки изделия |
2 |
МНС |
1 |
2 |
| 3.8 Выбор типа электрического монтажа |
0,5 |
МНС |
1 |
0,5 |
| 3.9 Выбор способов защиты изделия от дестабилизирующих факторов |
0,5 |
МНС |
1 |
0,5 |
| 3.10 Выбор способов обеспечения нормального теплового режима |
0,5 |
МНС |
1 |
0,5 |
| 3.11 Решения, обеспечивающие удобство ремонта и эксплуатации изделия |
2 |
МНС |
1 |
2 |
Продолжение таблицы 5.1
|
| 1 |
2 |
3 |
4 |
5 |
| 3.12 Обеспечение требований стандартизации и унификации и технологичности конструкции |
1 |
МНС |
1 |
1 |
| 3.13 Описание выбранного варианта компоновки изделия |
0,5 |
МНС |
1 |
0,5 |
| 4. Технический проект |
| 4.1 Выбор базовых несущих конструкций и их элементов |
1 |
МНС |
1 |
1 |
| 4.2 Выбор элементов крепления и фиксации |
1 |
МНС |
1 |
1 |
| 4.3 Выбор конструктивных элементов электромонтажа |
0,5 |
МНС |
1 |
0,5 |
4.4 Анализ типов электрических соединений
|
0,5 |
МНС |
1 |
0,5 |
| 4.5 Выбор конструктивного исполнения защиты изделия от механических воздействий |
0,5 |
МНС |
1 |
0,5 |
| 4.6 Выбор защитных и защитно-декоративных покрытий |
0,5 |
МНС |
1 |
0,5 |
| 4.7 Выбор способов маркировки и нанесения надписей на лицевой панели |
0,5 |
МНС |
1 |
0,5 |
| 4.8 Расчет элементов конструкции |
3 |
МНС |
1 |
3
|
| 4.9 Изготовление и испытание макета в лабораторных условиях |
20 |
МНС |
1 |
10 |
| техн.–лаб. |
1 |
10 |
| 4.10 Уточнение результатов испытания макета |
3 |
МНС |
1 |
3 |
| 4.11 Утверждение результатов технического проекта |
3 |
СНС |
1 |
1,5 |
| МНС |
1 |
1,5 |
5.2 Расчет затрат на разработку изделия
Основной задачей технико-экономического обоснования производства изделия является определение величины экономического эффекта и использование в производстве основных и сопутствующих результатов, получаемы при решении поставленной технической задачи.
Для оценки эффективности разработки составим смету затрат на НИР, которая включает в себя:
а) основная заработная плата,  ; ;
б) дополнительная заработная плата,  (13,7% от основной заработной платы в соответствие с действующим законодательством); (13,7% от основной заработной платы в соответствие с действующим законодательством);
в) отчисления в фонд социального страхования,  (35% от суммы основной и дополнительной заработной платы); (35% от суммы основной и дополнительной заработной платы);
г) накладные расходы,  , (250% от суммы основной, дополнительной заработной платы и отчислений в республиканский фонд); , (250% от суммы основной, дополнительной заработной платы и отчислений в республиканский фонд);
д) амортизационные отчисления,  . .
1. Рассчитываем как повременную основную заработную плату каждого участника НИОКР , руб.:
 , (5.1) , (5.1)
где Q
– оклад старшего научного сотрудника – 500000 руб., младшего научного сотрудника – 430000 руб.
Н
– число фактически отработанных дней: старший научный сотрудник – 4,5 дня, младший научный сотрудник – 39,5 дней (таблица 5.1.)
Пр
– премия к заработной плате (30% от основной заработной платы).
Основная заработная плата СНС  , руб.: , руб.:
 руб. руб.
Основная заработная плата МНС  , руб.: , руб.:
 руб. руб.
2. Вычисляем суммарную основную заработную плату всех участников НИР  ,
руб.: ,
руб.:
 ,
(5.2) ,
(5.2)
 руб.
руб.
3. Вычисляем дополнительную заработную плату участников НИР , руб.:
 , (5.3) , (5.3)
 руб. руб.
4. Определяем общую заработную плату участников НИР  , руб.: , руб.:
 , (5.4) , (5.4)
 руб. руб.
5. Определяем отчисления из общей суммы заработной платы в фонд социального страхования , руб.:
 , (5.5) , (5.5)
 руб. руб.
6. Вычисляем сумму всех затрат  , руб.: , руб.:
 , (5.6) , (5.6)
 руб. руб.
7. Вычисляем сумму накладных расходов , руб.:
 , (5.7) , (5.7)
 руб. руб.
8. Для расчета амортизационных отчислений , руб. выберем линейный способ начисления, который заключается в равномерном (по годам) начислении амортизации. При этом способе амортизация начисляется исходя из годовой нормы амортизации, выбираемой для различных групп основных производственных фондов. Расчет амортизационных отчислений представлен в таблице 5.2.
Таблица 5.2 – Расчет амортизационных отчислений на стадии разработки изделия
| Объект амортизации |
ЭВМ |
Программное обеспечение |
| Количество |
2 ед. |
2 ед. |
| Первоначальная (восстановительная) стоимость, руб. |
2000000 |
100000 |
| Годовая норма амортизации, % |
25 |
25 |
| Годовые амортизационные отчисления на единицу, руб. |
500000 |
25000 |
| Суммарные амортизационные отчисления на период проведения работ (таблице 5.1), руб. |
44000 |
2230 |
| Итого, руб. |
46230 |
9. Для оценки затрат на использование помещения рассчитываем стоимость аренды на период проведения НИР , руб.:
 , (5.8) , (5.8)
где  – арендная плата за 1 м2
помещения в год (ориентировочно 25000 руб.); – арендная плата за 1 м2
помещения в год (ориентировочно 25000 руб.);
S
– площадь рабочего помещения, м2
(25 м2
);
n
– срок проведения НИР (таблица 5.1).
 руб. руб.
Смета затрат на разработку изделия приведена в таблице 5.3.
Таблица 5.3 – Смета затрат на разработку изделия
| Наименование статьи калькуляции |
Сумма, руб. |
| Основная заработная плата |
1014720 |
| Дополнительная заработная плата |
139010 |
| Отчисления в фонд социального страхования |
403800 |
| Накладные расходы |
3893830 |
| Амортизационные отчисления |
46230 |
| Прочее (арендная плата за рабочее помещение) |
100000 |
| Итого |
5597590 |
5.3 Расчет затрат на стадии изготовления макетного образца
Смета затрат на стадии изготовления макетного образца содержит следующие статьи калькуляции:
а) материалы и комплектующие изделия;
б) основная заработная плата;
в) дополнительная заработная плата;
г) отчисления в фонд социального страхования;
д) накладные расходы;
е) амортизационные отчисления.
Стоимость комплектующих изделий и материалов, входящих в единицу разрабатываемого изделия, приведена в таблицах 5.4 и 5.5 соответственно по состоянию на 7.06.2007 г.
Таблица 5.4 – Расчет затрат на комплектующие изделия
| Наименование |
Количество |
Цена, руб. |
Сумма, руб. |
| 1 |
2 |
3 |
4 |
| Конденсатор GRM1885C1H330J (ф. muRata) |
2 |
14,4 |
28,8 |
| Конденсатор GRM188R71H104K (ф. muRata) |
5 |
22,4 |
112 |
| Конденсатор GRM186R71H102K (ф. muRata) |
1 |
12,4 |
12,4 |
| Конденсатор 038RSM 6,3Ч11 100/25 (ф. BC components) |
2 |
272 |
544 |
| Конденсатор 038RSM 5Ч7 4,7/50 (ф. BC components) |
3 |
164 |
492 |
| Конденсатор Jamicon 22Ч40 100/400 (ф. Jamicon) |
1 |
2590 |
2590 |
| Конденсатор Jamicon 10Ч14 500/25 (ф. Jamicon) |
1 |
157 |
157 |
| КонденсаторК78-20,1/600 (ОЖО.464.298ТУ) |
1 |
415 |
415 |
| Микросхема 7805 |
1 |
377 |
377 |
| Продолжение таблицы 5.4 |
| 1 |
2 |
3 |
4 |
| Микросхема КР514ИД1 (ОЖО.590.342.ТУ) |
1 |
415 |
415 |
| Микросхема PIC16F628 (ф. Microchip) |
1 |
5080 |
5080 |
| Микросхема IR2130 (ф. International Rectifier) |
1 |
11786 |
11786 |
| Предохранитель ВП2Б-1В-10А-250В (ОЖО.584.658ТУ) |
1 |
498 |
498 |
| Держатель предохранителя К234211 |
2 |
112,5 |
225 |
| Индикатор АЛС324А (ОЖО.780.326ТУ) |
2 |
1910 |
3820 |
| Светодиод L-132XIT (ф. Kingbright) |
1 |
162 |
162 |
| Реле RT3 (ф. Tyco Electronics) |
1 |
4945 |
4945 |
| Резистор PH-12-0,125 (ф. muRata) |
21 |
4,15 |
87,15 |
| Резистор PVZ3A-0,1/100 (ф. muRata) |
1 |
172 |
172 |
| Резистор SQR-10 (ф. muRata) |
2 |
153 |
306 |
| Резистор SQR-5 (ф. muRata) |
1 |
122 |
122 |
| Тактовый переключатель TS-A1PS-130 (ф. DecaSwithLab) |
4 |
178 |
712 |
| Трансформатор HTR 318-1 (ф. HAHN) |
1 |
598 |
598 |
| Диод SM4001 (ф. MIC) |
5 |
41,5 |
207,5 |
| Диод SM4005 (ф. MIC) |
6 |
100 |
600 |
| Диодный мост KBPC1004 (ф. MIC) |
1 |
963 |
963 |
| Диодный мост B05S (ф. MIC) |
1 |
295 |
295 |
| Транзистор BC847B (ф. Infineon Technologies AG) |
4 |
85 |
340 |
| Транзистор IRG4BC20KD (ф. International Rectifier) |
6 |
2855 |
17130 |
| Разъем IDC-14 вилка (ф. Tyco Electronics) |
2 |
245 |
490 |
| Разъем IDC-14 розетка (ф. Tyco Electronics) |
2 |
402 |
804 |
| Клемнаяколодка X977 (ф. Tyco Electronics) |
1 |
1751 |
1751 |
| Резонатор НС-48 (ф. MIC) |
1 |
506 |
506 |
| Болт М3´6 ГОСТ 17598–86 |
6 |
20 |
120 |
| Винт М3´6 ГОСТ 1491–80 |
6 |
23 |
138 |
| Винт М3´16 ГОСТ 1491–80 |
2 |
50 |
100 |
| Винт М3´20 ГОСТ 1491–80 |
6 |
75 |
840 |
| Винт М3´35 ГОСТ 1491–80 |
4 |
90 |
360 |
| Гайка М3-6Н.58 |
4 |
20 |
80 |
| Шайба 3 ГОСТ 11371-78 |
6 |
10 |
60 |
| Радиатор |
1 |
8690 |
8690 |
| Корпус |
1 |
12000 |
12000 |
| ИТОГО |
79135 |
Таблица 5.5 – Расчет затрат на материалы
| Материал |
Единица измерения |
Кол-во |
Цена |
Сумма, руб. |
| 1 |
2 |
3 |
4 |
5 |
| Припой ПОС 61 ГОСТ 21931-76 |
кг |
0,006 |
100г/5237р |
314 |
| Флюс ФКСп ОСТ 4ГО.033.200 |
кг |
0,001 |
1кг/24400р |
24 |
| Краска ФСК3-5 ТУ107-91 |
кг |
0,005 |
0,5/41520р |
415 |
| Краска МКЭЧ ТУ 029-02-859-78 |
кг |
0,002 |
1кг/25680р |
51 |
| СФ-2-50-1,5 ГОСТ 10316-78 |
м2
|
0,0128 |
1м2
/78000р |
1000 |
| Продолжение таблицы 5.5 |
| 1 |
2 |
3 |
4 |
5 |
| СФ-2-35-1,5 ГОСТ 10316-78 |
м2
|
0,002 |
1м2
/62000р |
125 |
| Паста паяльная ПЛ-111 АУЭЛ.033.112ТУ |
кг |
0,003 |
250г/24070р |
289 |
| Термопаста КПТ-8 |
кг |
0,006 |
125г/15200р |
730 |
| Спирто-нефрасовая смесь |
л |
0,025 |
1л/22630р |
565 |
| Вода дисцилированная |
л |
0,02 |
1л/6500р |
130 |
| Лак УР-231 ТУ 6-10-863-76 |
л |
0,007 |
0,625л/35600р |
400 |
Плоский ленточный кабель FRC-14-31
(14 проводников)
|
м |
0,2 |
186м/856р |
1 |
| Грунтовка ВЛ–023 ГОСТ 12707–77 |
кг |
0,05 |
1кг/15620р |
781 |
| Эмаль ПФ–115 ГОСТ 6465–76 |
кг |
0,05 |
1кг/20780р |
1039 |
| ИТОГО |
5865 |
1. Рассчитываем заработную плату участников макетного проектирования. Расчет производится согласно формулам (5.1)–(5.7). На данном этапе учитывается месячный оклад техника–лаборанта 370000 руб. Число фактически отработанных дней техником–лаборантом – 10.
Основная заработная плата техника–лаборанта  , руб.: , руб.:
 руб. руб.
Вычисляем дополнительную заработную плату , руб.:
 руб. руб.
Определяем общую заработную плату , руб.:
 руб. руб.
Определяем отчисления из общей суммы заработной платы в фонд социального страхования , руб.:
 руб. руб.
Вычисляем сумму всех затрат , руб.:
 руб. руб.
Вычисляем сумму накладных расходов , руб.:
 руб. руб.
2. Рассчитываем величину амортизационных отчислений на этапе изготовления макетного образца. Расчет производится аналогично п.8, глава 5.2. Результаты расчета амортизационных отчислений на стадии изготовления макетного образца представлены в таблице 5.6.
Таблица 5.6 – Расчет амортизационных отчислений на стадии изготовления макетного образца
| Объект амортизации |
Монтажное оборудование* |
Контрольно–измерительное оборудование* |
| Количество |
1 ед. |
1 ед. |
| Первоначальная (восстановительная) стоимость, руб. |
14000 |
2000000 |
| Годовая норма амортизации, % |
25 |
25 |
| Годовые амортизационные отчисления на единицу, руб. |
3500 |
500000 |
| Суммарные амортизационные отчисления на период проведения работ (табл. 5.1), руб. |
140 |
20000 |
| Итого, руб. |
20140 |
*Примечание: в качестве основного монтажного оборудования на этапе макетного проектирования предполагается использовать паяльник ЭПСН 36/40, в качестве контрольно–измерительного оборудования предполагается использовать персональный компьютер с измерительными модулями (платами расширения).
3. Рассчитываем по (5.8) стоимость аренды помещения на период проведения макетного проектирования , руб. (срок проведения макетного проектирования – 10 дней (таблица 5.1)):
 руб. руб.
Смета затрат на изготовление макетного образца изделия приведена в таблице 5.7.
Таблица 5.7 – Смета затрат на изготовление макетного образца изделия
| Наименование статьи калькуляции |
Сумма, руб. |
| Стоимость комплектующих |
79135 |
| Стоимость материалов |
5865 |
| Основная заработная плата |
200410 |
| Дополнительная заработная плата |
27450 |
| Отчисления в фонд социального страхования |
79750 |
| Накладные расходы |
769030 |
| Амортизационные отчисления |
20140 |
| Прочее (арендная плата за рабочее помещение) |
25000 |
| Итого (себестоимость опытного образца) |
1206780 |
5.4 Расчет производственной себестоимости
Определим себестоимость проектируемого изделия. Себестоимость изготовления нового изделия определяется точным методом на основе нормативов материальных и трудовых затрат.
Себестоимость единицы продукции – выраженная в денежной форме сумма затрат на её производство и реализацию. В качестве калькуляционной единицы принимаем одно изделие.
1. Расчет основной заработной платы производственных рабочих произведен согласно формуле (5.1) и представлен в таблице 5.8.
Таблица 5.8 – Расчет основной заработной платы производственных рабочих
| Наименование операции |
Количество рабочих |
Разряд |
Норма времени, ч/шт. |
Часовая тарифная ставка руб./ч |
Зарплата, руб./шт. |
| Заготовительная |
1 |
5 |
0,5 |
2000 |
1000 |
| Сборочно-монтажная |
0,5 |
1000 |
| Электромонтажная |
1 |
5 |
1 |
2000 |
2000 |
| Прочие |
1 |
5 |
1 |
2000 |
2000 |
| ИТОГО |
8000 |
Таблица 5.9 – Расчет амортизационных отчислений
| Оборудование (здания) |
Количество |
Первоначальная стоимость, руб. |
Годовая норма амортизации, % |
Амортизационные отчисления на одну ед. изделия, руб. |
| 1 |
2 |
3 |
4 |
5 |
| Стенд автоматического контроля |
1 |
2000000 |
25 |
2,463054 |
| Стенд настройки |
1 |
1500000 |
25 |
1,847291 |
| Автомат дозирования серии DispenseMate 550 (ф. OSTEC) |
2 |
10750000 |
25 |
26,47783 |
| Автомат установки SMD компонентов BS390N-L20 (ф. OSTEC, США) |
1 |
155890000 |
25 |
191,9828 |
Печь конвекционного оплавления BS3020
(ф. AUTOTRONIK)
|
2 |
50068000 |
25 |
123,3202 |
| Монтажный автомат-секвенсор модели 6380B RADIAL 8XT (ф. RADIAL) |
1 |
200256000 |
25 |
246,6207 |
| Установка HS02-3000 (ф. OSTEC) |
1 |
75896000 |
25 |
93,46798 |
| Система ультразвуковой отмывки S-PoweR |
1 |
35690000 |
25 |
43,9532 |
| Установка Century® C-740 |
1 |
49650000 |
25 |
61,14532 |
| Автономная вентиляционная система Arm'Evac (ф. OSTEC) |
8 |
15690000 |
25 |
154,5813 |
| Стол монтажный СП-02 |
20 |
598000 |
25 |
14,72906 |
Продолжение таблицы 5.9
|
| 1 |
2 |
3 |
4 |
5 |
| Машина для обрезки и формовки компонентов из россыпи TP/SC4 |
1 |
10630000 |
25 |
13,09113
|
| Сушильный шкаф УТС-9042 Ш-ИЖ |
1 |
5690000 |
25 |
7,007389 |
| ИТОГО |
980 |
Рассчитываем по (5.8) стоимость аренды производственного помещения на 1 год , руб. (площадь производственного помещения – 450 м2
):
 руб. руб.
Окончательный расчет себестоимости и отпускной цены изделия приведены в таблице 5.10. При расчете были использованы следующие условные обозначения:
Ам
–амортизация;
A
– стоимость аренды производственного помещения;
N
– годовой выпуск изделия (203000 штук);
НДОП
– норматив дополнительной заработной платы (13,7%);
НР
– отчисления в фонд социального страхования (35%);
НЦ
– норматив общепроизводственных расходов (25%);
НОЗ
– норматив общехозяйственных расходов (45%);
HПР
– норматив прочих расходов (1,8%);
РМ
– затраты на сырье и материалы, (5865 руб., таблица 5.5);
РП
– затраты на покупные комплектующие изделия, (79135 руб., табл. 5.4);
РТ
– стоимость тары (2000 руб., ориентировочно);
РТР
– затраты на транспортировку, (2000 руб./шт., ориентировочно);
НВН
– норматив прочих внепроизводственных расходов (5%);
НП
– норматив прибыли (20%);
НМЦС
–
норматив отчислений в местные целевые фонды (3%);
ННДС
–
норматив налога на добавленную стоимость (18%);
Таблица 5.10 – Расчет себестоимости и отпускной цены изделия
| Статьи калькуляции |
Формулы для расчета |
Сумма, руб./ед. |
| Амортизация |
Ам
(таблица 5.9) |
980 |
| Прочее (стоимость аренды производственного помещения) |
А/
N
|
55 |
| Сырье и материалы |
РМ
(табл. 5.5) |
5865 |
| Покупные комплектующие |
РП
(табл. 5.4) |
79135 |
| Основная заработная плата производственных рабочих |
ЗОСН
(табл. 5.8) |
8000 |
| Дополнительная заработная плата |
ЗДОП
= (ЗОСН
∙НДОП
)/100
|
1100 |
| Продолжение таблицы 5.10 |
| Статьи калькуляции |
Формулы для расчета |
Сумма, руб./ед. |
| Отчисления в фонд социального страхования |
Рф
= (ЗОСН
+ЗДОП
)∙НР
/100
|
3185 |
| Общепроизводственные расходы |
РЦ
= (ЗОСН
∙∙НЦ
)/100
|
2000 |
| Общехозяйственные расходы |
РОЗ
= (ЗОСН
∙ НОЗ
)/100
|
3600 |
| Прочие расходы |
РПР
=(ЗОСН
+ ЗДОП
+ Рф
+РЦ
+ +РОЗ
)∙НПР
/100
|
320 |
| Производственная себестоимость |
СПР
=РМ
+РП
+ЗОСН
+ЗДОП
+Рф
+ +РЦ
+РОЗ
+Ам+
A
|
N
|
103920 |
| Внепроизводственные расходы |
РВН
=(РТ
+РТР
+ СПР
)∙НВН
/100
|
5400 |
| Полная себестоимость |
СП
=СПР
+РВН
|
109320 |
| Нормативная прибыль |
ПН
=СП
∙.
НП
/100
|
21870 |
| Местные целевые бюджетные фонды |
ЕМБ
=(СП
+ ПН
)∙НМЦС
/(100–НМЦС
)
|
4060 |
| Отпускная цена без учета НДС |
Ц = СП
+ПН
+ЕМБ
|
135250 |
| НДС |
НДС=(СП
+ПН
+Е
M
Б
)∙ННДС
/100
|
24350 |
| Отпускная цена с учетом НДС |
Ц = СП
+ПН
+ЕМБ
+НДС
|
159600 |
Как видно из расчетов проектируемое изделие будет иметь отпускную цену 159600 р., это более чем в 2,5 раза дешевле российских аналогов и в 3 раза дешевле зарубежных аналогов. Данная стоимость преобразователя поспособствует его продвижению на рынке, несмотря на низкие функциональные способности по сравнению с аналогичными моделями конкурентов.
6 ОХРАНА ТРУДА
Для реализации права работника на охрану труда государство обеспечивает организацию охраны труда, осуществление государственного надзора и контроля за соблюдением законодательства по охране труда и ответственность за нарушение требований законодательства.
Охрана труда – система обеспечения безопасности жизни и здоровья работников, улучшения условий труда в процессе трудовой деятельности, которая включает правовые, социально-экономические, организационные, психофизиологические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и другие мероприятия и средства [15].
Основная задача охраны труда – обеспечение минимальной угрозы здоровью рабочих с одновременным обеспечением комфорта при максимальной производительности труда.
Для организации работы и осуществления контроля по охране труда наниматели вводят должность специалиста по охране труда на предприятии или создают соответствующую службу из числа лиц, имеющих необходимую подготовку.
Работник, участвующий в разработке и производстве прибора «Частотный преобразователь» подлежит обязательному социальному страхованию нанимателем от несчастных случаев на производстве и профессиональных заболеваний в соответствии с законодательством. Для обеспечения безопасности труда и предупреждения профессиональных заболеваний наниматель обязан организовать проведение предварительных (при поступлении на работу) и периодических (в течение трудовой деятельности) медицинских осмотров работников, занятых на работах с вредными условиями труда.
На администрацию предприятий, где будет осуществляться проектирование и производство изделия “Частотный преобразователь” возлагается проведение инструктажа рабочих и служащих по технике безопасности, производственной санитарии и противопожарной профилактике. Необходимым является проведение следующих видов инструктажа: вводного (проводится при поступлении на работу); первичного инструктажа на рабочем месте (например, инструктаж по правильному использованию оборудования).
Права каждого работника на безопасный труд и обязанности нанимателя перед работником по обеспечении безопасных условий труда регламентированы статьями 222-232 [15].
6.1 Производственная санитария
При организации работ при проектировании и изготовлении изделия “Частотный преобразователь” необходим комплексный подход к охране труда, образующий в системе управления производством подсистему управления безопасностью труда.
Рассмотрим вопросы по охране труда в условиях проведения конструкторских работ над разрабатываемым изделием. Работа инженера-конструктора связана с практически постоянной работой за персональным компьютером, и, поэтому, является малоподвижной, предусматривающей большие умственные нагрузки.
Следует различать опасные и вредные производственные факторы. Опасный производственный фактор – фактор, воздействие которого на работающего при определенных условиях может привести к травме, острому отравлению и другому внезапному резкому ухудшению здоровья и смерти. Если же производственный фактор приводит к заболеванию, снижению работоспособности и (или) отрицательному влиянию на здоровье работника и (или) его потомства, то такой производственный фактор принято считать вредным [16].
Опасные и вредные производственные факторы подразделяются по природе действия на следующие группы: физические; химические; биологические; психофизологические.
Вредными физическими производственными факторами для инженера-конструктора могут стать: повышенная запыленность воздуха рабочей зоны; повышенная или пониженная температура воздуха рабочей зоны; повышенный уровень шума и вибрации; повышенная или пониженная влажность воздуха; повышенный уровень статического электричества; повышенный уровень электромагнитного излучения; повышенная напряженность электрического поля; повышенная напряженность магнитного поля; прямая и отраженная блесткость; недостаточная освещенность рабочей зоны; повышенная яркость света; пониженная контрастность изображения; повышенная или пониженная ионизация воздуха.
Среди психофизиологических вредных производственных факторов следует выделить: статический характер рабочей позы; монотонность труда; напряжение зрительных анализаторов; напряжение памяти; умственное перенапряжение.
Кроме перечисленных выше вредных производственных факторов воздействующих на инженера-конструктора, на рабочего задействованного на производстве устройства «Частотный преобразователь» могут воздействовать вредные факторы. Физические: повышенная или пониженная температура поверхностей оборудования, материалов; повышенный уровень ультразвука; повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека; острые кромки, заусенцы и шероховатость на поверхностях заготовок, инструментов и оборудования.
На рабочего также могут воздействовать следующие химические вредные производственные факторы: токсические и раздражающие, которые могут проникнуть в организм человека через органы дыхания, желудочно-кишечный тракт, кожные покровы и слизистые оболочки. Психофизиологические вредные производственные факторы оказывающие влияние на организм рабочих: монотонность труда; напряжение зрительных анализаторов; физические перегрузки [17].
Исходя из перечисленных вредных производственных факторов, можно сформулировать общие требования к организации работы, направленные на снижение вредного воздействия на здоровье инженера-конструктора и производственного рабочего. При этом большое внимание следует уделять первичному инструктажу каждого работника на рабочем месте с практическим показом безопасных приемов и методов труда.
Создание благоприятных условий труда, исключающих утомление зрительных анализаторов, возможно только при правильно спроектированной осветительной системе. Необходимая освещенность рабочего места инженера конструктора-технолога – 250-300 лк, что позволяет избежать быстрого утомления зрения и способствует повышению производительности труда. Наиболее целесообразной следует считать комбинированную систему освещения рабочего места: к общему освещению добавляется местное освещение, концентрирующее световой поток на рабочее место (поверхность стола для инженера-конструктора, сборщика либо лицевую панель изделия для оператора). Расположение, вид и количество осветительных приборов следует выбирать из условия достижения заданного светового потока при конкретной конфигурации помещения по рекомендациям [18].
Метеорологические условия или микроклимат в производственных условиях определяется следующими параметрами: температурой воздуха, влажностью, скоростью движения воздуха на рабочем месте. Система отопления и кондиционирования рабочего помещения инженера-конструктора должна быть спроектирована для поддержания оптимальных условий для категории работ «1а» (производимые сидя и сопровождающиеся незначительным физическим напряжением) значений параметров микроклимата: для холодного периода года – температура воздуха от 22 до 24 єС; влажность от 40 до 60 %; скорость движения воздуха 0,1 м/с; для теплого периода года – температура воздуха от 23 до 25 єС; влажность от 40 до 60 %; скорость движения воздуха 0,1 м/с.
При производстве частотного преобразователя выполняются физические работы средней тяжести категории «2а» (связанные с постоянной ходьбой, перемещением мелких (до одного килограмма) изделий или предметов в положении стоя или сидя и требующие определенного физического напряжения).Значения параметров микроклимата: для холодного периода года – допустимая температура воздуха от 18 до 23 єС; оптимальная температура воздуха от 18 от 20 єС; допустимая влажность от 40 до 60 %; допустимая скорость движения воздуха 0,3 м/с; оптимальная скорость движения воздуха 0,2 м/с; для теплого периода года – допустимая температура воздуха от 18 до 27 єС; оптимальная температура воздуха от 21 до 23 єС; влажность от 40 до 60 %; скорость движения воздуха 0,3 м/с. [19].
Для поддержания метеорологических параметров микроклимата используются системы кондиционирования, отопления.
В условиях производства, при сборке частотного преобразователя, будут использоваться такие потенциально опасные для здоровья рабочих операции как пайка, покраска, лакирование, склеивание и отмывка изделий в спирто-нефрасовой смеси. Поэтому на организм возможны воздействия паров вредных веществ (свинец, этиловый спирт, органические растворители и т.д.).
Нормы ПДК вредных веществ в воздухе приведены в таблице 6.1.
Таблица 6.1 - ПДК вредных веществ в воздухе
| Вещество |
Значение ПДК, мг/м3 |
Класс опасности |
| Канифоль |
6 |
3 |
| Свинец |
0.01 |
1 |
| Спирт этиловый |
1000 |
4 |
| Нефрас |
100 |
4 |
На таких рабочих местах необходимо наличие местной вытяжной вентиляции, дополнительно к общей приточно-вытяжной вентиляции в здании цеха. Местная вентиляция должна быть выполнена в виде воронок, которые должны быть удалены от места работы на расстояние не более 250–300 мм, внутренняя скорость воздуха в сечении воронки размером 200´400 мм должна составлять примерно от 2,5 до 3,0 м/с [20]. В предлагаемом технологическом процессе кроме общей приточно-вытяжной вентиляции в здании цеха используется автономная вентиляционная система Arm'Evac фирмы OSTEC.
6.2 Промышленная безопасность
К основному источнику опасности при проведении конструкторских разработок следует отнести опасность поражения электрическим током от неисправного электрооборудования.
Электробезопасность должна обеспечиваться: конструкцией электроустановок, техническими способами и средствами защиты, организационными и техническими мероприятиями.
Электроустановки и их части должны быть выполнены таким образом, чтобы работающие не подвергались опасным и вредным воздействиям электрического тока и электромагнитных полей, и соответствовать требованиям электробезопасности.
Для обеспечения защиты от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции, применяют следующие способы: защитное заземление, зануление, выравнивание потенциала, система защитных проводов, защитное отключение, изоляция нетоковедущих частей, электрическое разделение сети, малое напряжение, контроль изоляции, компенсация токов замыкания на землю, средства индивидуальной защиты [21].
При разработке устройства инженер-конструктор обязан выполнять следующие требования безопасности при работе с ПК. Перед началом работы с ПК работник обязан: проветрить рабочее помещение; проверить устойчивость положения оборудования на рабочем столе, отсутствие видимых повреждений оборудования, дискет в дисководе системного блока, исправность и целостность питающих и соединительных кабелей, разъемов и штепсельных соединений, защитного заземления (зануления), исправность мебели; отрегулировать положение стола, стула (кресла), подставки для ног, клавиатуры, экрана монитора, освещенность на рабочем месте. При необходимости включить местное освещение; протереть поверхность экрана монитора, защитного фильтра (при его наличии) сухой мягкой тканевой салфеткой; убедиться в отсутствии отражений на экране монитора, встречного светового потока; включить оборудование ПК в электрическую сеть, соблюдая следующую последовательность: стабилизатор напряжения (если он используется), блок бесперебойного питания, периферийные устройства (принтер, монитор, сканер и другие устройства), системный блок.
Во время работы с ПК работник обязан: соблюдать требования охраны труда, установленные настоящей инструкцией; содержать в порядке и чистоте свое рабочее место; держать открытыми вентиляционные отверстия оборудования; соблюдать оптимальное расстояние от экрана монитора до глаз.
Работу за экраном монитора следует периодически прерывать на регламентированные перерывы, которые устанавливаются для обеспечения работоспособности и сохранения здоровья, или заменять другой работой с целью сокращения рабочей нагрузки у экрана.
С целью уменьшения отрицательного влияния монотонности необходимо применять чередование операций.
При работе с текстовой информацией следует отдавать предпочтение физиологически наиболее оптимальному режиму представления черных символов на белом фоне.
Не следует оставлять оборудование включенным без наблюдения. При необходимости прекращения на некоторое время работы корректно закрываются все активные задачи и оборудование выключается.
При работе с ПК не разрешается: при включенном питании прикасаться к панелям с разъемами оборудования, разъемам питающих и соединительных кабелей, экрану монитора, загромождать верхние панели оборудования, рабочее место бумагами, посторонними предметами, производить переключения, отключение питания во время выполнения активной задачи, допускать попадание влаги на поверхность оборудования, включать сильно охлажденное (принесенное с улицы в зимнее время) оборудование, производить самостоятельно вскрытие и ремонт оборудования; вытирать пыль на включенном оборудовании; допускать нахождение вблизи оборудования посторонних лиц.
По окончании работы работник обязан: корректно закрыть все активные задачи, при наличии дискеты в дисководе извлечь ее, выключить питание системного блока, выключить питание всех периферийных устройств, отключить блок бесперебойного питания, отключить стабилизатор напряжения (если он используется), отключить питающий кабель от сети, осмотреть и привести в порядок рабочее место, о неисправностях оборудования и других замечаниях по работе с ПК сообщить непосредственному руководителю или лицам, осуществляющим техническое обслуживание оборудования, при необходимости вымыть с мылом руки [22].
На участке сборки и монтажа частотного преобразователя производится пайка ИК-нагревом, волной припоя и пайка электропаяльником. Рассмотрим технику безопасности при выполнении паяльных работ этими устройствами.
При проведении паяльных работ паяльником необходимо:
– контролировать температуру стержня электропаяльника не менее двух раз в смену перед началом работы и после перерыва, а также после его замены или заточки с отметкой в журнале или графике;
– рабочую часть жала паяльника необходимо периодически очищать от нагара, она должна быть облужена и иметь ровную поверхность без заусенцев и раковин;
– очищать паяльное жало необходимо с помощью канифоли и бязи. снимать заусенцы и раковины с жала с помощью напильника на специальном рабочем месте.
При пайке электрическим паяльником запрещается:
– в производственных условиях использовать для питания электропаяльника сеть напряжением выше 30В.
– вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
– встряхивать паяльник для очистки его от припоя.
Ручка электрического паяльника должна быть сухой и изготовлена из изоляционного материала. Стационарные места пайки должны быть оборудованы местными вытяжными устройствами, обеспечивающими скорость воздуха непосредственно на месте пайки не менее 0,6 м/с
При индукционной пайке (токами высокой частоты):
- высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением;
- все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены;
- помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов;
- при индукционной пайке для защиты от действия током высокой частоты необходимо устанавливать специальные экраны.
При работе на электрических печах:
- паяльщик должен хорошо знать правила их эксплуатации и следить за исправностью токоведущих частей;
- при загрузке, очистке, ремонте и осмотре электрических печей ток должен быть отключен;
- электрические печи должны иметь электроблокировку загрузочной дверцы печи, автоматически выключающую ток при открывании дверцы;
- категорически запрещается включать рубильник и нажимать пусковую кнопку при помощи металлических предметов, а также нельзя пользоваться неисправным рубильником, пусковой кнопкой и штепселем;
- о замеченных неисправностях в электрооборудовании и осветительной сети паяльщик обязан немедленно сообщить мастеру или старшему по смене [23].
6.3 Пожарная безопасность
Пожарная безопасность может быть обеспечена мерами пожарной профилактики и активной пожарной защитой. Пожарная профилактика – комплекс мероприятий, необходимых для предупреждения возникновения пожара или уменьшения его последствий. Активная пожарная защита – мероприятия, обеспечивающие успешную борьбу с возникновением пожара или взрывоопасной ситуации.
Помещение, в котором будет осуществляться проведение конструкторских работ над разрабатываемым изделием, относится к категории “Д” по пожарной опасности (помещения, в которых обращаются негорючие вещества и материалы в холодном состоянии). Помещение, в котором будет осуществляться проведение производственных работ над разрабатываемым изделием, относится к категории “В1” по пожарной опасности (помещения, в которых обращаются горючие и трудно горючие жидкости, твердые горючие и трудно горючие вещества и материалы).
К наиболее потенциально опасным источникам и причинам возгорания в помещении для конструкторских работ можно отнести:
- неисправности электрооборудования;
- неосторожное обращение с огнем, т.е. невыполнение правил пожарной безопасности.
А для сборочно-монтажных работ, помимо вышеперечисленных:
- возгорание применяемых ЛВЖ;
- возгорание при несоблюдении правил работы с установками, выделяющими большое количество тепла.
Потенциально опасны с точки зрения возникновения очагов пожаров различные электроустановки (в условиях помещений для конструкторских работ – компьютерная и оргтехника). Для предупреждения перегрузок и коротких замыканий в электрических проводках следует применять плавкие предохранители и автоматические выключатели, осуществлять правильный монтаж электрических цепей. Для предупреждения перегрева проводов необходимо использовать соединительные провода с сечениями токоведущих жил, рассчитанными на рабочий ток оборудования. Для снижения контактных сопротивлений в электрических цепях (что может привести к нагреву и возгоранию изоляции) необходимо увеличивать площадь соприкосновения контактов и произвести их тщательную обработку [24].
При выборе помещений для проведения конструкторских работ или производственных помещений необходимо предусмотреть безопасную эвакуацию людей. Количество эвакуационных выходов должно быть, как правило, не менее двух. Максимальное расстояние от наиболее удаленного рабочего места до эвакуационного выхода, расположение самих эвакуационных выходов, их количество регламентируется. Технологическое оборудование не должно препятствовать эвакуации, не допускается перекрытие или загораживание эвакуационных выходов.
Оповещение людей о пожаре должно осуществляться во все помещения здания с постоянным или временным пребыванием людей путем подачи звуковых либо световых сигналов, трансляцией речевой информации о необходимости эвакуации, путях эвакуации и других действиях, направленных на обеспечение безопасности. Управление эвакуацией должно осуществляться включением эвакуационного освещения и световых указателей направления эвакуации; обеспечением открывания всех дверей эвакуационных выходов; передачей по системе оповещения специально разработанных текстов, направленных на предотвращение паники; трансляцией текстов, содержащих информацию о необходимом направлении движения.
Количество оповещателей, их расстановка и мощность должны обеспечивать необходимую слышимость во всех местах постоянного или временного пребывания людей. Оповещатели не должны иметь регуляторы громкости. Подключение к сети следует осуществлять без разъемных устройств. Сигналы оповещения должны отличаться от сигналов другого назначения.
Для правильной и слаженной эвакуации людей в случае пожара заранее должен быть утвержден руководителем организации план эвакуации. План эвакуации должен содержать графическую и текстовую части. В графической части должны быть отражены: наиболее значимые элементы здания; основной и запасной пути эвакуации; места размещения кнопок ручных пожарных извещателей, телефона, пожарных кранов, огнетушителей; номера телефонов пожарных и аварийно-спасательных подразделений.Текстовая часть плана эвакуации должна содержать инструкцию, содержащую порядок и перечень действий при пожаре, их последовательность, должности и фамилии исполнителей. План эвакуации должен быть размещен на видном месте [25].
Для обеспечения быстрого и своевременного тушения очага пожара, внутри здания должны иметься огнетушители. Выбор типа огнетушителей, их размещение, порядок технического обслуживания и ведение учета, а так же требования безопасности при эксплуатации огнетушителей регламентируются. В данном случае ввиду присутствия в зоне возможного возникновения пожара электроустановок (например, персональных компьютеров, оргтехники, измерительной аппаратуры), наиболее оправдано использование углекислотных огнетушителей марок ОУ-2, ОУ-5, ОУ-8, ОУ-25 и др. Данные огнетушители могут применяться для тушения возгораний и небольших очагов пожаров, в том числе и электроустановок, находящихся под напряжением до 1000 В [26].
7 Защита населения и хозяйственных объектов в чрезвычайных ситуациях
Расположение на территории Республики Беларусь объектов и производств повышенной опасности обусловливает возможность возникновения чрезвычайных ситуаций техногенного характера, а наличие обширных площадей лесов, болот, наблюдающихся природных аномалий – чрезвычайных ситуаций природного характера.
Рельеф местности, преимущественное изотермическое вертикальное состояния воздуха, незначительные средние скорости ветра весьма благоприятны для распространения заражения (химического, радиоактивного, бактериологического) на большие расстояния. Высокий уровень развития промышленности, механизации сельского хозяйства, дорожного строительства, наличие разнообразной техники специального назначения, развитая дорожная сеть позволяет предполагать, что возникшие ЧС могут быть локализованы и ликвидированы в короткие сроки.
Наибольшую опасность представляют аварии на химически опасных объектах с выбросом в окружающую среду сильнодействующих ядерных веществ. Аварии в научно – исследовательских учреждениях (на производственных предприятиях), осуществляющих разработку, изготовление, переработку, хранение и транспортировку бактериальных средств и препаратов или иных биологических веществ, с выбросом в окружающую среду. Авиационные катастрофы, повлекшие за собой значительное количество человеческих жертв и требующие проведения поисково–спасательных работ. Аварии на трубопроводах, вызывающие массовый выброс транспортируемых веществ и загрязнение окружающей среды в непосредственной близости от населенных пунктов. Аварии на очистных сооружениях, гидродинамические аварии (прорыв плотин, дамб и др.), пожары, возникшие в результате взрывов на пожароопасных объектах [27].
Основными задачами ГО являются:
- защита населения от последствий стихийных и экологических бедствий, крупных аварий и катастроф, применения противником в военное время современных средств поражения;
- координация деятельности органов управления республики по прогнозированию, предупреждению и ликвидации последствий экологических и стихийных бедствий, аварий и катастроф;
- проведение аварийно – спасательных и других неотложных работ (АСиДНР) в ходи ликвидации последствий чрезвычайных ситуаций в очагах поражения;
- создание и поддержание в готовности систем управления, оповещения, связи, организация наблюдения контроля за радиационной, химической и биологической обстановкой;
- специальная подготовка руководящих кадров и сил ГО, всеобщее обучение населения способам защиты и действиям в чрезвычайных ситуациях мирного и военного времени;
- участие в осуществлении мер, направленных на повышение устойчивости функционирования объектов и отраслей экономики в экстремальных условиях мирного и военного времени.
К основам принципам защиты населения относятся:
- защита населения на всей территории страны;
- дифференцированная защита населения с учетом размещения производительных сил и объектов государственного значения;
- заблаговременное планирование и проведение защитных мероприятий;
- увязка плана защитных мероприятий с планом экономического и социального развития Республики Беларусь.
Применяются три основных способа защиты:
1. эвакуация населения;
2. укрытие населения в защитных сооружениях;
3. использование населением индивидуальных средств защиты.
Организация и проведение эвакуации возлагается на начальников ГО соответствующих объектов. Эвакуация проводится после получения распоряжения.
Для проведения эвакуации используется железнодорожный, автомобильный, водный транспорт, а также транспорт незанятых граждан. Часть населения может выводится пешим порядком [28].
7.1 Чрезвычайные ситуации, характерные для проектируемого объекта
В данном дипломном проекте разрабатывается изделие “Частотный преобразователь”. По своему назначению данный прибор может использоваться на производствах самого различного характера, в том числе, и на потенциально опасных для человека, представляющих угрозу окружающей среде. Рассмотрим для примера вопросы защиты населения при использовании данного устройства в химическом производстве в городе Новополоцке. Изделие предназначается для регулировки частоты вращения вала электродвигателя и применительно к химическому производству может служить для управления скорости подачи различных химических сред. Возникновение различных чрезвычайных ситуаций на управляемом объекте может представлять реальную угрозу здоровью работников предприятия и городских жителей.
7.2 Меры по ликвидации ЧС
Эксплуатация разрабатываемого частотного преобразователя будет осуществляться на предприятии, где могут использоваться либо храниться различные горючие и взрывчатые вещества. Неисправности в управляющем электрооборудовании могут привести к возникновению пожара. В случае обнаружения пожара или источника загорания в производственных помещениях, обнаруживший обязан:
– немедленно, если это возможно, сообщить об этом в пожарную охрану (МЧС);
– приступить к тушению очага пожара имеющимися средствами пожаротушения (огнетушитель);
– при необходимости вызвать медицинскую и другие службы;
При спасении пострадавших из горящих зданий (гаражей, ангаров) и тушении пожара необходимо:
– прежде, чем войти в горящее помещение, накрыться с головой мокрым покрывалом, пальто, плащом;
– дверь в задымленное помещение открывать осторожно, чтобы избежать вспышки пламени от быстрого притока свежего воздуха;
– для защиты от угарного газа дышать через увлажнённую ткань;
– если загорелась одежда, лечь на землю и, перекатываясь, сбить пламя; не бежать;
– если горит электропроводка, сначала вывернуть пробки или выключить рубильник, а потом приступить к тушению [29].
В тушении пожаров, возникающих на предприятии, где ведется эксплуатация разрабатываемого изделия, должны принимать участие силы МЧС. При тушении пожаров необходимо действовать огнегасящими средствами, но не на пламя, а на горящую поверхность, стараясь остановить его распространение. Через сильно задымленное помещение, в случае возникновения пожара, лучше двигаться ползком или пригнувшись.
7.3 Защита населения
Вероятность возникновения аварийных ситуаций в городе Новополоцке исходит от таких предприятий как “Полимир”, “Нафтан”, завод “БВК”. Потенциальную угрозу здоровью людей могут представлять и аварии на производстве, где будет использоваться разрабатываемое изделие.
В случае аварии, сопровождающейся выбросом отравляющих веществ, штабом гражданской обороны города Новополоцка производится оповещение населения об опасности заражения.
В случае выброса в атмосферу аммиака при аварии на вышеперечисленных предприятиях в качестве средств индивидуальной защиты необходимо применять изолирующий противогаз или респиратор РПГ-67 КД, а также защитный костюм, резиновые сапоги и перчатки. Использование промышленного фильтрующего противогаза марки В или М, гражданского фильтрующего противогаза необходимо в случае выброса хлора, применяемого в химической промышленности на предприятии “Нафтан”, а также на водозаборе города Новополоцка. При выбросе кислоты (синильной, акрилонитриловой) требуется применение защитных костюмов, резиновых сапог, перчаток, а также изолирующих противогазов ИП-4, ИП-5 или респиратора РП-67В [27].
7.4 Оказание первой медицинской помощи пострадавшим в ЧС
При отравлении сильнодействующими ядовитыми веществами, что может возникнуть при утечке ограниченного количества ядовитых веществ, например, в производственном помещении, необходимо вывести пострадавших на свежий воздух, обеспечить им тепло и покой, снять загрязненную одежду и обувь. После проведения первой помощи пораженного необходимо госпитализировать.
Для оказания помощи при ранениях и ожогах, а также для предупреждения и ослабления воздействия сильнодействующих ядовитых веществ предназначена медицинская аптечка. Количество медицинских аптечек, находящихся на предприятии, должно быть достаточным для обеспечения всех рабочих мест, где существует угроза отравления химическими веществами. При обнаружении признаков утечки отравляющих веществ (или по сигналу “Химическая тревога”) необходимо как можно скорее надеть противогаз, а в случае необходимости и средства защиты кожи; если поблизости есть убежище – укрыться в нем. Перед тем как войти в убежище следует снять использованные средства защиты кожи и верхнюю одежду и оставить их в тамбуре убежища; эта мера предосторожности исключает занос отравляющих веществ в убежище. Противогаз снимается после входа в убежище. При пользовании укрытием (подвалом, перекрытой щелью) не следует забывать, что оно может служить защитой от попадания на кожные покровы и одежду капельножидких отравляющих веществ, но не защищает от паров или аэрозолей отравляющих веществ, находящихся в воздухе. При нахождении в таких укрытиях в условиях наружного заражения обязательно использование противогаза. Находиться в убежище (укрытии) следует до получения от сил гражданской обороны распоряжения на выход из него. Выходить из очага химического поражения нужно по направлениям, обозначенным специальными указателями или указанным постами гражданской обороны (милиции) [30].
7.5 Повышение устойчивости радиоэлектронной и оптической аппаратуры
Оценка устойчивости аппаратуры к воздействию ударной волны.
Для оценки устойчивости прибора к ударной нагрузке целесообразно считать, что на него в первые доли секунды будут одновременно действовать сила от избыточного давления ударной волны и сила давления скоростного напора.
Суммарная сила будет равна:
 (7.1) (7.1)
где Рф
– избыточное давление во фронте ударной волны; Рск
– давление скоростного типа; S – площадь стенки прибора, на которую действует сила FΣ
. Известно, что сила инерции (Fи
) равна сумме действующих сил и реакций связи (для незакрепленного прибора – это сила трения):
 (7.2) (7.2)
где m – масса прибора; а – ударное ускорение; Fтр
– сила трения. Учитывая, что Fтр
<< FΣ
, можно записать:
 (7.3) (7.3)
Обычно для всех приборов допустимая величина ускорения задается (рассчитывается) и отмечается в техническом паспорте на прибор. В некоторых случаях может задаваться допустимая величина перегрузки, равная  , где g - ускорение свободного падения тела; адоп
- допустимое ускорение. Зная допустимое значение перегрузки, массу прибора и его размеры, можно определить допустимую суммарную силу. , где g - ускорение свободного падения тела; адоп
- допустимое ускорение. Зная допустимое значение перегрузки, массу прибора и его размеры, можно определить допустимую суммарную силу.
 (7.4) (7.4)
Масса прибора составляет m = 1,5 кг. Допустимая величина ускорения прибора равна aдоп
= 98 м/c2
. Следовательно, допустимая суммарная сила будет равна:
 Н. Н.
Далее находим допустимое давление, при котором прибор не разрушится и не получит существенных повреждений:
 (7.5) (7.5)
Площадь самой широкой стенки прибора равна S = 0,04 м2
.
Тогда
 . .
По величине ΔPдоп
, используя график (рисунок 7.1), находим ΔPф
, которое соответствует допустимому давлению. Прибор будет работать устойчиво, если ΔPдоп
≥ ΔPф
, где ΔPф
– избыточное давление, действующее на прибор.

Рис. 7.1 - Нахождение допустимого давления
По теореме синусов ΔPф доп
= (ΔPдоп
/sin 57°)·sin33° = 2695 Па. Отсюда следует, что прибор будет работать устойчиво.
Оценка устойчивости аппаратуры к воздействию теплового (светового) излучения.
Основным параметром, характеризующим поражающее действии теплового излучения, является тепловой импульс Uт
(Дж/м2
). Величину теплового импульса можно рассчитать.
Критерием устойчивости радиоэлектронных и оптических приборов и систем к воздействию теплового излучения является максимальная величина теплового импульса, при которой не происходит нарушения функционирования прибора или системы.
Радиоэлектронные и оптические приборы размещены в корпусах (кожухах) эксплуатируются преимущественно в помещениях. Поэтому аппаратура от непосредственного воздействия теплового излучения защищена.
Однако помещения, в которых она расположена, могут быть выполнены из сгораемых материалов и под действием теплового излучения могут загореться. В результате произойдет нагрев аппаратуры, возможна засветка оптических приборов. Оценка вероятности загорания помещений и элементов аппаратуры производится с помощью таблиц, приведенных в [28].
Прибор будет эксплуатироваться в кирпичном здании, имеющем крышу, покрытую рубероидом. Максимальная энергия светового импульса необходимая для его воспламенения будет равна Uс
= 840 кДж/м2
.
До ближайшего здания, в котором будет находится разрабатываемое устройство около 30 м. По таблице из [28] определим вероятность распространения пожара между зданиями. Она будет равна 23%.
Оценим значение теплового импульса, необходимого для воспламенения прибора.
 , кДж/м2
, (7.6) , кДж/м2
, (7.6)
где Uc
– световой импульс; Kп
– коэффициент поглощения; α – угол между перпендикуляром и направлением света.
Крыша здания изготовлена из рубероида черного цвета, следовательно коэффициент поглощения Kп
=0,99. Угол между перпендикуляром и распространением свет примем равным α = 30є.
 кДж/м2
. кДж/м2
.
Определим прирост температуры за счет теплового излучения:
 , К, (7.7) , К, (7.7)
где ρ – плотность материала кожуха, кг/м3
; с – теплоемкость материала прибора, Дж/кг, К; δ – толщина листа корпуса прибора.
Корпус прибора – сталь, толщиной 1 мм, ρ = 7700 кг/м3
, с = 0,5 Дж/кг, δ = 0,001 м. Следовательно, прирост температуры будет равен:

Зная ΔT, можно определить температуру нагрева:
 , (7.8) , (7.8)
где Tр
– рабочая температура прибора. Она равна Tр
= 20єС = 293 K. Таким образом температура нагрева будет равна:
 . .
Прибор будет работать устойчиво, если допустимая температура меньше температуры нагрева. Допустимая температура работы прибора Тдоп
= 45єС = 320K. Следовательно, при такой величине светового импульса прибор выйдет из строя.
Оценка устойчивости аппаратуры к воздействию ионизирующих излучений.
Известно, что в первые секунды после ядерного взрыва на аппаратуру действует проникающая радиация (в основном γ-излучение и поток нейтронов), а в последующем – радиоактивное излучение зараженной местности (главным образом β- и γ-излучения). Все эти излучения являются ионизирующими. Воздействуя на неорганические и органические материалы, они могут вызывать обратимые и необратимые изменения в различных элементах радиоэлектронной и оптической аппаратуры, что будет вести к сбоям или отказам в работе. Поэтому там, где имеется такая аппаратура, необходимо производить оценку устойчивости работы ее в условиях воздействия радиоактивного излучения. Особенно подвержены воздействию ионизирующих излучений полупроводниковые, газоразрядные вакуумные приборы, некоторые типы конденсаторов и резисторов, оптическое стекло (эти излучения могут существенно увеличить оптическую плотность).
Критерием оценки устойчивости работы электронных систем при воздействии ионизирующих излучений являются максимальные значения интегрального потока нейтронов Фп
, дозы Dγ
и мощности дозы Рγ
, при которых работа этих систем нарушается.
При радиоактивном заражении местности мощность дозы γ-излучения невелика и ее воздействие на аппаратуру и материалы можно не учитывать.
Оценка устойчивости аппаратуры производится по каждому параметру отдельно. Сравнивая рассчитанные величины параметров Фп
, Dγ
и Рγ
с Пкр
(табличными), определяем наиболее подверженные воздействию радиоактивного излучения (слабые) элементы.
Оценку устойчивости аппаратуры к ионизирующим излучениям можно произвести и таким образом: составляем перечень элементов прибора, чувствительных к радиоактивному излучению, и вносим их в сводную таблицу 7.1; определяем по таблицам Пкр
для каждого элемента по всем параметрам проникающей радиации (Фп
, Dγ
и Рγ
). Полученные результаты с помощью условных обозначений вносим в сводную таблицу; определяем наиболее уязвимые элементы прибора; определяем целесообразные пределы повышения устойчивости слабых элементов. На стадии проектирования можно рекомендовать замену одних элементов другими.
Таблица 7.1 - Элементы, чувствительные к радиоизлучению
Параметры
радиации
Наименова-
ние элементов
|
Фп
, нейтрон/м2
|
1016
|
1017
|
1018
|
1019
|
1020
|
1021
|
1022
|
| Рγ
, Гр |
102
|
103
|
104
|
105
|
106
|
107
|
108
|
| Dγ
, Гр/c |
102
|
103
|
104
|
105
|
106
|
107
|
108
|
| Маломощные транзисторы |
Фп
, нейтрон/м2
|
 
|
Рγ
, Гр
|
| Dγ
, Гр/c |
| Выпрямительные диоды |
Фп
, нейтрон/м2
|
 
|
Рγ
, Гр
|
| Dγ
, Гр/c |
| Резисторы |
Фп
, нейтрон/м2
|
  
|
Рγ
, Гр
|
| Dγ
, Гр/c |
| Конденсаторы |
Фп
, нейтрон/м2
|
 
|
Рγ
, Гр
|
| Dγ
, Гр/c |
| Интегральная схема |
Фп
, нейтрон/м2
|
 

|
| Рγ
, Гр |
| Dγ
, Гр/c |
После того, как оценка дана, вырабатываются мероприятия по повышению устойчивости работы приборов в условиях воздействия ионизирующих излучений.
Как видно, самыми чувствительными элементами к излучению являются транзисторы, диоды и микросхемы.
Оценка устойчивости аппаратуры к воздействию электромагнитного импульса.
Критерием устойчивости работы электронных систем при воздействии электромагнитного импульса (ЭМИ) является максимальная величина энергии, поглощенная функциональными элементами системы, при которой не происходит нарушение функционирования системы. В общем случае для оценки устойчивости работы аппаратуры необходимо оценить энергию ЭМИ поглощенную системой, и сравнить ее с той величиной энергии, при которой аппаратура перестает нормально функционировать. В нашем случае можно рекомендовать следующий порядок оценки:
- проводят анализ электронной системы с целью выявления в ней чувствительных к ЭМИ элементов и определяют длины линейных проводников, связанных с этими элементами. Данные анализа представляют в виде таблицы 7.2;
- определяют поправочные коэффициенты Кп
по формуле:
 , (7.9) , (7.9)
где lэ
– наибольший размер элемента; lл
– размер неэкранированного линейного проводника, связанного с элементом.
- определяют пороги устойчивости выявленных элементов Пкр.сх
:
 , (7.10) , (7.10)
где Пкр
- табличное, значение порога устойчивости для данного элемента.
Все эти данные заносятся в таблицу 7.2, затем производится ее анализ, и выявляются наименее устойчивые элементы в системе (аппаратуре).
Затем разрабатывают, предложения по повышению устойчивости при воздействии ЭМИ.
Таблица 7.2 - Элементы, чувствительные к электромагнитному импульсу
| Обозначение на схеме |
Элемент |
Порог устойчивости, Пкр
, Дж |
lэ
, мм |
lл
, мм |
Кп
|
Порог устойчивости в системе, Пкр.сх
, Дж |
Прим-ечание |
| VT |
Транзистор |
6·10-5
|
15 |
100 |
59 |
1·10-6
|
Наиме-нее стойчив |
| VD |
Диод |
5·10-4
|
5 |
20 |
25 |
2·10-5
|
| C |
Конденсатор |
10-3
|
40 |
40 |
4 |
2,5·10-4
|
| R |
Резистор |
10-2
|
48 |
110 |
11 |
9·10-4
|
| DD |
Интегральная схема |
10-4
|
18 |
20 |
5 |
2·10-5
|
| K |
Реле |
10-1
|
29 |
90 |
17 |
6·10-3
|
Повышение устойчивости (защита) аппаратуры.
Рассмотрим способы повышения устойчивости радиоэлектронных и оптических приборов и систем к воздействию ударной волны, теплового излучения, ионизирующих излучений и ЭМИ. Защита от воздушной ударной волны может быть обеспечена размещением аппаратуры в заглубленных помещениях, надежным креплением к основанию, созданием специальных защитных упругих навесов, кожухов, зонтов, металлических сеток и т. д. Эти мероприятия способствуют защите, как от непосредственного воздействия ударной волны, так и от разрушающего действия обломков и осколков.
Основными способами защиты радиоэлектронных и оптических систем от теплового (светового) излучения являются: размещение аппаратуры в сооружениях, построенных из несгораемых материалов, или обработка сгораемых материалов защитными составами; замена сгораемых элементов на несгораемые; защита сгораемых элементов легкими несгораемыми экранами; снабжение светоприемников аппаратуры закрытыми светопроводами или защита их блендами для уменьшения вероятности прямого воздействия светового излучения; снабжение аппаратуры системой автоматической вентиляции для поддержания температуры внутри блоков на допустимом уровне.
Для защиты аппаратуры от ионизирующих излучений применяются различной конструкции экраны и кожухи. Важнейшие требования к материалам, из которых изготавливаются защитные устройства, следующие: в состав материалов должны входить элементы с большой атомной массой; защитные материалы должны включать легкие элементы, хорошо замедляющие промежуточные нейтроны, а также элементы, поглощающие замедленные нейтроны без образования γ – излучения.
Основными способами повышения устойчивости радиоэлектронных и оптических систем к воздействию ЭМИ являются: выбор наиболее стойких к воздействию ЭМИ функциональных элементов систем; рациональное пространственное размещение узлов и схем системы; создание стойких к действию ЭМИ радиоэлектронных и оптических схемных решений; применение мер специальной защиты; изменение порядка функционирования системы при подаче сигнала воздушной тревоги.
ЗАКЛЮЧЕНИЕ
Приведем краткое описание полученных результатов.
Конструктивные расчеты: размер печатной платы узла А1 – 40Ч50 мм; размер печатной платы узла А2 – 160Ч80 мм; габариты устройства 250Ч160Ч120 мм; коэффициент заполнения устройства по объему – 0,02; вероятность безотказной работы – 0,846 в течение 5000 часов.
Технологические расчеты: коэффициент технологичности – 0,9 (0,7 – заданный); тип производства – крупносерийный; штучно-калькуляционное время сборки – 12,9 мин.
Отпускная цена единицы продукции с учетом НДС – 159600 р.
Исходя из приведенного выше можно сказать, что разработанное устройство способно на сегодняшний день конкурировать с аналогами на рынке частотных преобразователей.
ЛИТЕРАТУРА
1. http://www.radio-konst.narod.ru
2. Проектирование и производство РЭС. Дипломное проектирование: Учеб. пособие / А.П. Достанко, В.М. Бондарик, С.В. Бордусов [и др.]; Под общ. ред. А.П. Достанко. – Мн.: БГУИР, 2006. – 220 с.: ил.
3. Парфенов А.А. Конструирование РЭА: Учебник для радиотехнических специальностей ВУЗов. – М.: Высшая школа, 1989. – 422 с.: ил.
4. ГОСТ 25467-82 Изделия электронной техники. Классификация по условиям применения и требования по стойкости к внешним воздействующим факторам.
5. Каталог «ПЛАТАН». – М.: Платан Компонентс, 2005. – 320 с.: ил.
6. http://www.elcod.spb.ru
7. http://www.chipinfo.ru
8. http://www.planar.ru
9. http://www.izovolt.ru
10. Лахтин Ю.М., Леонтьева В.П. Материаловедение: Учебник для высших технических учебных заведений. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1990.-528 с.: ил.
11. Боровиков С.М. Теоретические основы конструирования, технологии и надежности. - Мн. : Дизайн ПРО, 1998. 335 с.
12. Технология радиоэлектронных устройств и автоматизация производства. Курсовое проектирование: Учебное пособие / Ануфриев Л.П., Бондарик В.М. Ланин В.Л., Хмыль А.А. - Мн.: Бестпринт, 2001. – 144 с.: ил.
13. Технология радиоэлектронных устройств и автоматизация производства: Учебник / Достанко А.П., Ланин В.Л., Хмыль А.А., Ануфриев Л.П.; Под общей редакцией Достанко А.П.- Мн.: Вышэйшая школа, 2002. – 415 с.: ил.
14. http:// www.clever.ru
15. Трудовой кодекс Республики Беларусь.: - текст Кодекса по состоянию на 3 ноября 2006 г. – Мн.: Амалфея, 2006.-272с.
16. ГОСТ 12.0.002-80 «ССБТ. Термины и определения».
17. ГОСТ 12.0.003-74 «ССБТ Опасные и вредные производственные факторы. Классификация».
18. СНБ 2.04.05-98 “Естественное и искусственное освещение”.
19. СНиП 2.04.05-91 “Отопление, вентиляция и кондиционирование”.
20. ГОСТ 12.1.005-88 ССБТ “Общие санитарно-гигиенические требования к воздуху рабочей зоны”.
21. ГОСТ 12.1.019-79 «ССБТ. Электробезопасность. Общие требования».
22. Межотраслевая типовая инструкция по охране труда при работе с персональными компьютерами.: утв. Постановлением М-ва труда и соц. защиты Республики Беларусь от 30 ноября 2004г. №138: текст приведен по состоянию на 14 сентября 2005г.-Мн.: Дикта, 2005.-20с.
23. СанПиН РБ 11-15-94 «Санитарные правила для процессов пайки изделий сплавами, содержащими свинец».
24. СТБ 11.0.02–95 ССТБ. Пожарная безопасность. Общие термины и определения.
25. СНБ.2.02.02-01 “Эвакуация людей из зданий и сооружений при пожаре”.
26. НПБ 28-2001 «Нормы пожарной безопасности Республики Беларусь. Пожарная техника. Огнетушители. Требования к эксплуатации».
27. Защита населения и объектов от чрезвычайных ситуаций. Учебно методический комплекс. Калван Э.П.
28. Защита населения и объектов народного хозяйства в чрезвычайных ситуациях. Под. ред. М. И. Постника.
29. Атаманюк В.Г., Ширшев Л.Г., Акимов Н.И. Гражданская оборона. – М.: Высшая школа, 1986.
30. Егоров А.А. Гражданская оборона. Учебное пособие для вузов. – М.: Высшая школа, 1977.
ПРИЛОЖЕНИЕ А
(обязательное)
Перечень элементов ПАЛ.437293.001 ПЭ3
ПРИЛОЖЕНИЕ Б
(обязательное)
Спецификация ПАЛ.302821.001
ПРИЛОЖЕНИЕ В
(обязательное)
Спецификация ПАЛ.302822.001
ПРИЛОЖЕНИЕ Г
(обязательное)
Спецификация ПАЛ.437293.001
ПРИЛОЖЕНИЕ Д
(обязательное)
Деталировки корпуса, оригинальных изделий
ПРИЛОЖЕНИЕ Е
(обязательное)
Комплект документов на технологический процесс сборки и монтажа
|