ИСПОЛЬЗУЕМЫЕ УСЛОВНЫЕ СОКРАЩЕНИЯ
КЗСК- Казанский Завод Синтетического Каучука
ТХП- трихлорпропан
ПСО- полисульфидные олигомеры
ЭХГ- этиленхлоргидрин
ПФ- параформальдегид
РЕФЕРАТ
Страниц- 64
Таблиц- 9
Рисунков - 1
Использованных литературных источников - 13
Ключевые слова:
-полисульфид,
-тиокол,
-формаль,
-этиленхлоргидрин,
-трихлорпропан,
-полиакриламид,
-трилон Б,
-поликонденсация,
-расщепление,
-коагуляция,
Рассчитано и спроектировано производство тиокола марки НВБ-2 с годовой производительностью 40 000 т/год, а также был внесён ряд изменений: для снижения длительности отмывки добавляем в реактор полиакриламид, который увеличивает скорость осаждения дисперсии. Время отмывки сокращается. Благодаря этому возрастает производительность реактора, уменьшается количество аппаратов и увеличивается производительная мощность.
СОДЕРЖАНИЕ
ИСПОЛЬЗУЕМЫЕ УСЛОВНЫЕ СОКРАЩЕНИЯ
РЕФЕРАТ
СОДЕРЖАНИЕ
Введение
1 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ МЕТОДА ПРОИЗВОДСТВА И РАЗМЕЩЕНИЕ ОБЪЕКТА
1.1 Обоснование выбранного метода производства
1.2 Выбор района и площадки под строительсво
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Теоретические основы процесса
2.1.1 Химические и физико-химические основы
2.1.2 Технологические основы
2.2 Характеристика сырья, полуфабрикатов и вспомогательных материалов
2.3 Характеристика готовой продукции и отходов производства
2.4 Разработка принципиальной схемы производства
2.5 Материальный расчёт производства
2.6 Описание аппаратурно-технологической схемы производства
2.7 Технологическая документация процесса
2.8 Выбор и расчёт количества основного и вспомогательного оборудования
2.9 Расчёты оборудования
2.9.1 Механический расчёт
2.9.2 Тепловой расчёт
3 АВТОМАТИЗАЦИЯ И АСУТП
4 СТРОИТЕЛЬНО-МОНТАЖНАЯ ЧАСТЬ
5 СТАНДАРТИЗАЦИЯ
6 ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ И ЭКОЛОГИЧЕСКАЯ ОЦЕНКА ПРОЕКТНЫХ РЕШЕНИЙ
7 ОРГАНИЗАЦИЯ ТРУДА И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
8 ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОЕКТНЫХ РЕШЕНИЙ
9 ЗАКЛЮЧЕНИЕ ПО ПРОЕКТУ
СПИСОК ИСПЛЬЗОВАНЫХ ИСТОЧНИКОВ
Ведомость проекта
ВВЕДЕНИЕ
Полисульфидные каучуки (тиоколы) получили широкое распространение. Герметики на их основе используются в автомобильной промышленности, в авиапромышленности, в судостроении и в строительстве. Также они используются в качестве компонента в смесевых твердых ракетных топливах. Срок службы полисульфидных полимеров 25 лет.
На ОАО «КЗСК» производственное подразделение для производства полисульфидных полимеров введено в действие в 1965 году. Разработчиком технологического процесса является НИИСК, генеральным проектировщиком – ГИПРОКАУЧУК.
На данный момент оборудование сильно изношено, однако в связи с большим спросом производство тиокола растет. Данное подразделение является одним из трех производителей тиокола в мире.
Историческая справка
Полисульфидные полимеры являются одним из первых видов синтетических каучуков и относятся к классу полимеров специального назначения. Отличительными особенностями вулканизатов этих полимеров являются стойкость к набуханию в различных растворителях и маслах, влаго- и газонепроницаемостью, озоностойкость и устойчивость к атмосферным воздействиям, стабильность при длительном хранении и эксплуатации, сочетающиеся с хорошей морозостойкостью. Промышленное производство полисульфидных эластомеров начато в 1929 году в США фирмой «Тиокол Кемикл Корпорэйшн».
Наиболее широкое применение получили жидкие полимеры или жидкие тиоколы на основе ди(b-хлорэтил)формаля, выпуск которых составляет 80% от общего производства полисульфидных полимеров. С целью расширения ассортимента жидких тиоколов производятся
исследования по модификации жидких тиоколов и созданию новых материалов. Получен тиоуретановый эластомер, характеризующийся лучшим комплексом физико-механических свойств и более высокой адгезией по сравнению с вулканизатами обычных жидких тиоколов.
Области применения
Области применения полисульфидных эластомеров определяются их свойствами. Тиокол FA применяют для изготовления печатных валиков, маслостойких рукавов для нефтяных продуктов и ароматических топлив, для бензомаслостойких прокладок, которые эксплуатируются в условиях, не требующих сопротивления остаточному сжатию.
Тиокол ST используют в тех случаях, когда необходимо сочетание низкотемпературных свойств со стойкостью к растворителям и высоким сопротивлениям к остаточному сжатию. Из него главным образом изготавливают диафрагмы в газовых счетчиках.
На основе жидких тиоколов как зарубежом, так и у нас выпускается ряд торговых марок герметиков, отличающихся природой наполнителя, консистенцией, скоростью вулканизации и специфическими свойствами при эксплуатации.
В авиационной промышленности эти материалы применяют для герметизации, уплотнения фюзеляжей, воздухопроводов, кабины пилота, иллюминаторов и металлических соединений различного типа. Герметики должны иметь адгезию к алюминиевым сплавам, стойкость к обычному и реактивному топливам и хорошие эксплуатационные свойства в условиях полета.
В судостроении герметики используют для защиты стальных корпусов от кавитации и эрозии в подводных условиях.
В строительной технике тиоколовые герметики применяют для герметизации наружных навесных стен, температурных и осадочных швов.
В автомобилестроении полисульфидными герметиками заменяют резиновые прокладки для создания крепления неподвижных ветровых стекол.
Водные тиоколовые дисперсии можно применять для получения антикоррозионных покрытий для металлов. Дисперсии наносятся на поверхность и после высыхания образуются пленки с хорошей бензо- и маслостойкостью, влаго- и газонепроницаемостью.
Жидкие тиоколы более распространены, чем твердые, что связано с их способностью вулканизироваться при комнатной температуре с образованием эластичных воздухонепроницаемых покрытий, способных устойчиво работать в широком интервале температур (от –40 до 100¸1300
C) в среде масел, растворителей, в условиях вибрации, при повышенной влажности среды.
1 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ МЕТОДА ПРОИЗВОДСТВА И РАЗМЕЩЕНИЕ ОБЪЕКТА
1.1 Обоснование выбранного метода производства
Полисульфидные олигомеры представляют собой реакционноспособные олигомеры, образующие после отверждения герметики с уникальным комплексом свойств. Высокая термодинамическая гибкость и наличие в основной цепи химически связанной серы (до 80%) сообщают герметикам на основе полисульфидных олигомеров высокую устойчивость к действию топлива, газопроницаемость, водостойкость и благодаря насыщенности основной цепи, высокую стойкость к ультрафиолету, озону, радиации.
В основе синтеза жидких тиоколов лежит реакция поликонденсации ди- или тригалогенпроизводных органических соединений с ди- или полисульфидами натрия. Наиболее распространенным мономером является 2,2-дихлорэтилформаль, который обеспечивает наиболее высокую термодинамическую гибкость макромолекулярных цепей.
Увеличение содержания трихлорпропана (ТХП) в жидком тиоколе в первую очередь приводит к уменьшению относительного удлинения. В связи с этим, как правило, там, где от герметиков требуется высокие значения деформации (строительство), используют тиоколы с содержанием ТХП до 0,5%.
Применение ТХП в качестве разветвляющего агента обеспечивает стабильность состава и функциональности серосодержащих олигомеров и существенно влияет на физико-механические свойства. В зависимости от степени расщепления дисперсии тиокола и содержание ТХП может быть получена целая гамма марок жидкого тиокола с различной молекулярной массой, вязкостью, содержанием концевых SH-групп.
Химизм получения жидкого полисульфидного полимера.
Процесс получения жидких полисульфидных полимеров многостадийный и состоит из следующих основных стадий:
- приготовление шихты;
- поликонденсация хлорпроизводных с тетрасульфидом или дисульфидом натрия.
1)Взаимодействие формаля с полисульфидом натрия:
nCl-CH2
-CH2
-O-CH2
-O-CH2
-CH2
-Cl + nNa2
Sx
®
(-CH2
-CH2
-O-CH2
-O-CH2
-CH2
Sx
) + 2nNaCl
x=3,8-4,2 – для тетрасульфида;
x=2,5-2,7 – для дисульфида.
2) Взаимодействие ТХП с полисульфидом натрия:
2nCl-CH2
-Cl-CH-CH2
-Cl + 3nNaSx
® (Sx
-CH2
-CH-CH2
-Sx
) + 6nNaCl
Sx
3)Взаимодействие формаля с ТХП и тетрасульфидом:
0,98nCl-CH2
-CH2
-O-CH2
-O-CH2
-CH2
-Cl + 0.02Cl-CH2
-CH-CH2
-Cl +
½
Cl
+ 1.15nNaSx
® (-CH2
-CH2
-O-CH2
-O-CH2
-CH2
Sx
)0.98n
(CH2
-CH-CH2
-Sx
)0.02n
½
Sx/2
+ 2.02nNaCl + 0.15nNa2
Sx
4) Взаимодействие 1,2-дихлорэтана с полисульфидом натрия:
nCl-CH2
-CH2
-Cl + nNa2
Sx
® (CH2
-CH2
-Sx
)n
+ 2nNaCl
5) Дисульфурирование водной дисперсии полисульфиного полимера с раствором едкого натра:
6nNaOH
3n(R- S -S) ® 3n(R-S-S-) + Na2
S2
O3
+ Na2
Sx
+ H2
O
½½½½
S S
6) Отмывка водной дисперсии полисульфидного полимера от избытка полисульфида и солей.
7) Расщепление водной дисперсии высокомолекулярного полисульфидного полимера гидросульфидом натрия в присутствии сульфита натрия:
(R-S-S)n
+ nNaSH + nNa2
SO3
® (R-S-Na)n
+ (R-S-H)n
+ nNa2
S2
O3
8) Коагуляция водной дисперсии жидкого полисульфидного полимера кислотой:
2n(R-S-Na) + nH2
SO4
® 2n(R-S-H) + nNa2
SO4
9) Отмывка от кислот и солей и предварительное обезвоживание жидкого полисульфидного полимера на центрифугах.
10) Сушка жидкого полисульфидного полимера при вакуумметрическом давлении.
11) Фильтрация готового продукта.
Вышеперечисленные стадии технологического процесса имеют место при синтезе всех марок жидких полисульфидных полимеров. Получение различных марок полимеров отличается рецептурой и технологическими параметрами.
Вторым способом получения тиоколов является способ электрического окисления. Однако из-за отсутствия описания технологической схемы производства по этому способу, а также подробного описания самого процесса, мы не можем сравнить эти два способа.
Поэтому для проекта был выбран способ получения жидких тиоколов методом поликонденсации, и взята технологическая схема аналогичнаятой, которая существует на ОАО «КЗСК». Эта схема позволяет получать все марки жидких тиоколов.
1.2 Выбор района и площадки под строительство
На выбор района под строительство предприятия влияют очень многие факторы. Климатические условия выбранного места под строительство, его географическое расположение оказывают существенное влияние на выбор наиболее оптимальных условий процесса, а также на расчет по технике безопасности данного производства. Нельзя упустить и тот момент, что выбор самого метода производства в значительной мере зависит от выбора места строительства.
Местом строительства цеха по производству жидких тиоколов является территория завода ОАО «КЗСК» города Казани.
Выбор района определяется следующими факторами:
1) наличие дешевого и ценного сырья, газа добываемого в РТ;
2) близость энергетических и тепловых ресурсов, ТЭЦ, обслуживающих данное производство;
3) наличие густой сети железных и автотранспортных дорог;
4) климатические– континентальный климат, редкое колебание температур;
5) близкое наличие водных ресурсов – река Волга и озеро Кабан;
6) наличие ИТР, которые имеют профессиональный опыт и соответствующую квалификацию.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Теоретические основы процесса
2.1.1 Химические и физико-химические основы
Основными исходными соединениями для получения полисульфидных полимеров являются алифатические галогенпроизводные и полисульфид натрия. Основным мономером, применяемым для получения как эластомеров, так и жидких полимеров, является ди (b-хлорэтил) формаль, который получают из безводных этиленхлоргидрина и формальдегида в присутствии различных соединений, способных удалять образующуюся при этом воду в виде азеотропов. Синтез ди (b-хлорэтил) формаля также может быть легко осуществлен непосредственно из окиси этилена, хлористого водорода и формальдегида.
Ди (b-хлорэтил) формаль является достаточно стабильным соединением, но для длительного хранения его необходимо заправлять незначительными количествами антиоксиданта фенольного типа или газообразном аммиаком. Он может быть использован для поликонденсации с полисульфидом натрия без дополнительной перегонки.
В процессе синтеза полисульфидных полимеров, как правило, применяют от 0,1 до 4%(мол.) трифункционального мономера 1,2,3-трихлорпропана, который получают хлорированием пропилена или хлористого аллила.
Неорганические полисульфиды. Для получения полисульфидных полимеров обычно применяют водные 2H растворы полисульфида натрия. Одним из основных промышленных способов его получения является реакция взаимодействия 40%-го раствора едкого натра с серой
6NaOH + (2n+1)S ® 2Na2
Sn
+ 3H2
O + Na2
SO4
Значение n в формуле Na2
Sn
отражающее число атомов серы в полисульфиде, называется степенью полисульфидности и является средней величиной, так как сульфид-анионы в водных растворах находятся в динамическом равновесии и состоят из смеси, содержещей от моно- до пентасульфидов.
Получение полисульфидных полимеров основано на реакции поликонденсации полисульфидов натрия с галогенпроизводными алифатического ряда. Схема этой реакции на примере ди(b-хлорэтил)формаля и тетрасульфида натрия может быть представлена следующим образом:
nCl-CH2
-CH2
-O-CH2
-O-CH2
-CH2
-Cl + nNa2
S4
®
(-CH2
-CH2
-O-CH2
-O-CH2
-CH2
-S-S-S-S-)n
+ 2nNaCl
Реакция протекает по механизму нуклеофильного замещения хлорных групп полисульфид-анионом. Поликонденсация осуществляется при 80-1000
C в водной дисперсии. Диспергатором процесса является гидроокись магния, которая приготавливается непосредственно перед процессом поликонденсации в том же реакторе. В ряде случаев наряду с диспергатором применяют также ПАВ, такие, как канифольное мыло.
Рост цепи осуществляется по следующим реакциям:
Cl-R-Cl + Na2
Sn
® Cl-R-Sn
Na +NaCl
NaSn
-R-Cl + NaSn
-R ® -Sn
-R-Sn
Na +NaCl
-Sn
-R-Sn
Na + Cl-R-Sn
® -Sn
-R- Sn
-R- Sn
- +NaCl
Характерное отличие этого процесса от классических реакций поликонденсации состоит в том, что полимеры с высокой молекулярной массой порядка (2¸5)105
получаются только при избытке полисульфида натрия. Избыток неорганического полисульфида обеспечивает получение полимера с концевыми группами Sn
Na, которые, взаимодействуя между собой, приводят к увеличению молекулярной массы полимера:
-Sn
-R-Sn
Na + NaSn
-R- ® -Sn
-R- Sn
-R + Na2
Sn
Степень полисульфидности полимера соответствует степени полисульфидности исходного неорганического полисульфида.
Реакционная способность три- и тетрасульфидных связей в 103
раз больше чем дисульфидной связи, а энергия диссоциации соответственно в два раза меньше.
Полисульфидные полимеры получают на основе ди- и тетрасульфида натрия. В последнем случае осуществляют процесс десульфирования, обработкой водной дисперсии полимера едким натром, сульфитом натрия, гидросульфитом натрия или сульфидом натрия.
Реакция превращения полисульфидных связей в дисульфидные происходит через промежуточное расщепление полисульфидных связей и образование неустойчивых концевых Na2
O3
-S-S-S-групп, которые реагируют с большой скоростью с концевыми –S-Na-группами другой молекулы с образованием дисульфидных связей.
Водные дисперсии высокомолекулярных полимеров отмывают многократно от избытка полисульфида натрия, хлористого натрия и других минеральных солей, а также от низкомолекулярных полимеров с концевыми –OH и –S-Na-группами, которые растворены в щелочном полисульфиде. В процессе отмывки протекают реакции взаимодействия между полисульфидными связями полимера и неорганического полисульфида. Эти реакции вызваны сдвигом равновесия в реакционной среде вследствие изменения концентрации водных растворов полисульфида натрия. Одновременно происходит перестройка молекулярных цепей полимера, приводящая к изменению его молекулярных параметров.
Каучук выделяют из отмытой дисперсии, разрушая гидроокись магния (коагуляция) минеральными кислотами, затем его отмывают от кислоты и сушат в вакуум-сушилках.
2.1.2 Технологические основы
Алифатические полисульфиды, или тиоколы – это олигомеры, фрагменты которых содержат дисульфидную связь, и имеют две и более концевых меркаптанных групп: HS - R(SS - R/
)n
– SH. Термин «Тиокол» первоначально возник как торговая марка полисульфидных олигомеров, выпускаемых кампанией «Thiokol Chemical Corp.» (USA) (сегодня «Morton International Inc.»).
Полисульфидные олигомеры (ПСО) представляют собой реакционноспособные олигомеры, образующие после отверждения герметики с уникальным комплексом свойств. Высокая термодинамическая гибкость и наличие в основной цепи химически связанной серы (до 80%) сообщают герметикам на их основе высокую устойчивость к действию топлив, газонепроницаемость, водостойкость и, благодаря насыщенности основной цепи, высокую стойкость к ультрафиолету, озону, радиации. Герметики на основе ПСО способны отверждаться без нагрева и практически без усадки, а также долговременно (до 20-30 лет) эксплуатироваться в температурном интервале от -60° до +80°С.
В промышленности, жидкие тиоколы получают путём восстановительного расщепления по полисульфидным связям высокомолекулярных полисульфидов, в результате чего снижается молекулярная масса полученного высокополимера (обычно до Мп
» 1000¸4000).
В основе синтеза жидких тиоколов лежит реакция поликонденсации ди- или тригалогенпроизводных органических соединений с ди- или полисульфидами натрия.
Наиболее распространённым мономером является 2,2¢
-дихлордиэтилформаль, который обеспечивает наиболее высокую термодинамическую гибкость макромолекулярных цепей.
Введение совместно с бифункциональными мономерами трёхфункционального-1,2,3-трихлорпропана (ТХП) в количестве 0,5¸2,0% мол. позволяет получать разветвлённые олигомеры, вулканизаты которых не подвержены заметной хладотекучести и имеют улучшенные физико-механические характеристики по сравнению с вулканизатами линейных олигомеров. Следует отметить, что существует корреляция в значениях жизнеспособности, физико-механических показателей композиций на основе ПСО и степени разветвлённости олигомеров.
Увеличение содержания ТХП в жидком тиоколе в первую очередь приводит к уменьшению относительного удлинения. В связи с этим, как правило, там, где от герметиков требуются высокие значения деформативности (строительство) используют тиоколы с содержанием ТХП до 0,5%.
Считается, что весь ТХП участвует в формировании макромолекул, а его звенья статистически распределяются по цепи . Однако, Мазурек и Мориц, использовав метод ЯМР13
С для определения количества связанного ТХП в жидких тиоколах в своей работе пришли к выводу, что у некоторых полимеров уровень связанного трифункционального агента ниже теоретического, в связи с тем, что часть ТХП гидролизуется уже в реакторе. С помощью модельных соединений были обнаружены отклонения от идеальной химической структуры ПСО. В дополнении к основным резонансным пикам
( -C-S, -C-O, O-C-O) были обнаружены пики, указывающие на присутствие С-ОН-групп, малых количеств групп -СН2
-ОСН2
-ОСН2
-ОСН2
- и их более высокомолекулярных аналогов.
Доказано, что для промышленного синтеза серосодержащих олигомеров характерна недостаточная селективность реакций поликонденсации и расщепления, приводящая к заметному росту разнозвенности полимеров. Применение ТХП в качестве разветвляющего агента не обеспечивает стабильности состава и функциональности серосодержащих олигомеров и существенно влияет на физико-механические свойства. Принятые в промышленной технологии условия получения ПСО не способствуют избирательному действию используемых реагентов и не обеспечивают полной стабильности состава и функциональности ПСО, что в итоге приводит к существенному разбросу в свойствах для различных промышленных партий олигомеров и вулканизатов на их основе.
В зависимости от степени расщепления дисперсии тиокола и содержания ТХП может быть получена целая гамма жидкого тиокола с различной молекулярной массой, вязкостью, содержанием концевых SH-групп. В США жидкие тиоколы выпускаются с большим диапазоном по этим показателям: по вязкости от 0,7 до 140 Па×с, по содержанию SH-групп от 0,9 до 7,7% масс.. Выпускаемые в России жидкие тиоколы имеют вязкость от 7,5 до 50 Па×с, содержание сульфгидрильных групп – от 1,6 до 4 % масс.
Разветвлённые ПСО, полученные на основе 2,2¢-дихлордиэтилформаля с участием ТХП, можно представить следующим образом:
HS-[R-SS]m
-CH2
-CH-CH2
-[SS-R]n
-CH2
CH2
OCH2
OCH2
CH2
-SH
  | |
 S S
|
 S-R р
–CH2
CH2
OCH2
OCH2
CH2
-SH S-R р
–CH2
CH2
OCH2
OCH2
CH2
-SH
где R= -CH2
CH2
OCH2
OCH2
CH2
- , 0 £ m,n,p £ 24.
В процессе получения ПСО выделяется большое количество сточных вод как при отмывке нерасщеплённой дисперсии полимера (щелочные стоки), так и при коагуляции расщепленного полимера (кислые стоки).
Описанный выше способ получения жидкого тиокола является в настоящее время практически единственным в мире промышленным методом, несмотря на то, что технология является многостадийной и оказывает крайне неблагоприятное воздействие на окружающую среду, так как получение 1 тонны ПСО сопровождается образованием 4-5 тонн солей, содержащихся в 60 м3
сточных вод.
2.2 Характеристика сырья, полуфабрикатов, вспомогательных материалов и энергетических средств
Таблица 2.2.1 - Характеристика сырья, полуфабрикатов, вспомогательных материалов
| Наименование вещества |
Номер гос.или отраслевого стандарта, ТУ, стандарта предприятия |
Показатели качества, обязательные для проверки |
Норма по ГОСТу, ОСТу, стандарту предприятия, ТУ |
| 1 |
2 |
3 |
4 |
| 2,2-диэтилформаль |
Полупродукт цеха №26 |
Массовая доля формалей,%
Содержание ЭХГ,% не более
|
95
2
|
| дихлорэтан |
ГОСТ 1942-86 |
Массовая доля 1,2-дихлорэтана,% не менее |
98
|
| Кислота серная техническая |
ГОСТ 2184-77 |
Массовая доля моногидрата, % не менее |
92,5
|
| 1,2,3-ТХП |
ТУ 6-01-1039-75 |
Внешний вид
Массовая доля 1,2,3-ТХП,% не менее
|
Бесцветная прозрачная жидкость без механических примесей
97
|
| 1 |
2 |
3 |
4 |
| Натр едкий технический |
ГОСТ 2263-79 марка РД |
Массовая доля едкого натра,% не менее
Массовая доля углекислого натрия,% не менее
|
44
0,8
|
| Гидросульфид натрия технический |
ТУ 301-06-26-90 |
Массовая доля гидросульфида натрия,% не менее
Массовая доля сернистого натрия,% не более
|
22
3
|
| Сульфит натрия |
ГОСТ 5644-75 |
Внешний вид
Массовая доля сульфита натрия,% не менее
Массовая доля нерастворимых в воде веществ,% не более
|
Порошок белого или слегка желтоватого цвета
93
0,08
|
| Магний хлористый |
ГОСТ 7759-73 |
Массовая доля ионов магния,% не менее
В пересчете на MgCl2
×6H2
O,% не менее
|
11,8
97
|
| Натриевый серощелочной раствор (тетрасульфид натрия) |
ТУ 113-23-25-90 |
Молярная концентрация полисульфида натрия, моль/дм3
Молярная концентрация тиосульфита натрия, моль/дм3
не более
Число атомов серы в молекуле полисульфида
|
1,8-2,2
1,2
3,8-4,2
|
| Раствор дисульфида натрия (дисульфид натрия) |
ТУ 113-23-86-32-90 |
Молярная концентрация дисульфида натрия, моль/дм3
Число атомов серы в молекуле дисульфида
Массовая доля карбонатов,% не более
|
2,0-2,5
2,4-2,7
1,0
|
| Магний хлористый (водный раствор), отходы производства |
ТУ 6-02-1-014-89,
ТУ 6-02-12-132-87
|
Внешний вид
Массовая доля хлористого магния,% не менее
|
Жидкость с легкой мутью
25
|
| Раствор хлористого магния |
Из корпуса №451 |
Массовая доля хлористого магния,г/л |
В пределах 200-300
|
| Раствор сульфита натрия |
Из корпуса №451 |
Массовая доля сульфита натрия,% |
В пределах 15-20
|
| Азот |
ГОСТ 9293-74 |
Массовая доля азота,% не менее
Массовая доля кислорода,% не более
|
97
3
|
| Серная кислота разбавленная |
Из корпуса №451 |
Массовая доля серной кислоты,% |
10-15
|
2.3 Характеристика готовой продукции и отходов производства
Таблица 2.3.1-Характеристика готовой продукции
| Наименование вещества |
Номер гос.или отраслевого стандарта, ТУ, стандарта предприятия |
Показатели качества, обязательные для проверки |
Норма по ГОСТу, ОСТу, стандарту предприятия, ТУ
|
| 1 |
2 |
3 |
4 |
| Жидкий полисульфидный полимер марки НВБ-2 |
ТУ 38.503-09-93 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
Активность, мин
Условная прочность в момент разрыва, МПа не менее
Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без посторонних включений
0,6
7,5-11,0
0,20
0,10
40
3,0-4,0
0,015
80-250
1,47
250
12
|
| Жидкий полисульфидный полимер марки 1 |
ТУ 38.503-09-93 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
Жизнеспособность, ч
Твердость по Шору, усл.ед. не менее
Условная прочность в момент разрыва, МПа не менее
Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без посторонних включений
0,60
15,0-30,0
0,20
0,10
40
2,2-3,3
0,015
2-8
20
1,57
250
10
|
| Жидкий полисульфидный полимер марки 2 |
ТУ 38.50309-93
|
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
Жизнеспособность, ч
Твердость по Шору, усл.ед. не менее
Условная прочность в момент разрыва, МПа не менее
Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без посторонних включений
0,60
30,1-50,0
0,20
0,10
40
1,7-2,6
0,015
2-8
40
2,65
180
6
|
| Полисульфидный полимер марки ТСД |
ТУ 38.50309-93 |
Внешний вид
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Жизнеспособность, ч
Условная прочность в момент разрыва, МПа не менее
Относительное удлинение в момент разрыва, % не менее
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без посторонних включений
12,1-20,0
0,30
2-8
0,50
400
|
| Жидкий полисульфидный полимер марки 1с |
ТУ 38.50309-93 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
Жизнеспособность, ч
Условная прочность в момент разрыва, МПа не менее
Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без посторонних включений
0,60
15,0-30,0
0,20
0,10
40
2,2-3,4
0,015
2-10
1,76
250
16
|
Жидкий тиокол марок 1-НТ,
1-ПК-НТ
|
ТУ 38.003151-80 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
1-НТ/1-ПК-НТ
Жизнеспособность, ч
Твердость по Шору, усл.ед. не менее
Условная прочность при растяжении, МПа не менее Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без механических примесей
0,6
15,0-30,0
0,20
0,10
40
2,2-3,0
0,013
2-8/5-8
25/20
1,56/1,56 (1,6)
250/220
10/10
|
| Жидкий тиокол марки 2-НТ |
ТУ 38.003151-80 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более
Жизнеспособность, ч
Твердость по Шору, усл.ед. не менее
Условная прочность при растяжении, МПа не менее Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
Прочность связи с металлом при отслаивании, кН/м (кгс/см) не менее
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без механических примесей
0,6
30,1-50,0
0,20
0,10
40
1,8-2,5
0,013
2-5
30
2,06
270
8
2,0
|
| Жидкий тиокол марки 2-А |
ТУ 38.103458-80 |
Внешний вид
Массовая доля примесей, нерастворимых в толуоле, % не более
Вязкость при 250
C Па×с
Массовая доля воды, % не более
Потери массы, % не более
Массовая доля общей серы, % не более
Массовая доля SH-групп, %
Массовая доля железа, % не более Жизнеспособность, ч
Твердость по Шору, усл.ед. не менее
Условная прочность при растяжении, МПа не менее Относительное удлинение в момент разрыва, % не менее
Относительное остаточное удлинение после разрыва, % не более
|
Вязкая однородная жидкость темного цвета с зеленоватым или коричневатым оттенком без механических примесей
0,6
30,1-50,0
0,20
0,10
40
1,8-2,5
0,013
2-8
30
1,8
300
12
|
Характеристика отходов производства
Таблица 2.3.2- Твёрдые и жидкие отходы
| Куда складируется транспорт |
Периодичность образования |
Условия(метод) и место захоронения, обезвреживания, утилизации |
Количество кг/сутки, т/год |
а) используемые
1) отработанная серная кислота
2)На 10(II) гидрозатворная жидкость ЭХГ
|
В аппарат II(I,II)
|
Во время синтеза
|
При необходимости используется в процессе получения тиокола на стадии коагуляции
Используется для синтеза формаля
|
б) не используемые
бумажные мешки из-под формальдегида
|
На сжигание |
На 1000т тиокола 8000 мест. |
Таблица 2.3.3- Сточные воды
| аименование стока |
Условие ликвидации, обезвреживания, утилизации |
Периодичность выбросов |
Куда сбрасываются |
Установ. норма содержания загрязнений в стоках |
| 1. стоки с рубашек аппаратов 8(I,II) |
Очистка на заводских БОС |
Периодически в течение суток
|
ХЗК №26/64 |
За вычетом ХПК прямой воды pH=6,5÷8,5 |
2. из аппаратов 8(I,II):
при чистке и подготовке к ремонту
|
Очистка на заводских БОС |
1 раз в год |
№26/64 |
ХПК=350 мг/л |
| 3.с вакуум-насоса №112 (II) |
Очистка на заводских БОС |
Постоянно |
ХЗК №26/69 |
ХПК=350 мг/л |
Таблица 2.3.4-Выбросы в атмосферу
| Наименование сброса |
Условие ликвидации, обезвреживания, утилизации |
Периодичность выбросов |
Установ. норма содержания загрязнений в стоках |
Выбросы через воздушки
Реакторы 8(I,II)
Ёмкость с ЭХГ I(I,II,III)
Ёмкости для формаля №161/ IIу (наружного склада)
|
периодически
|
ЭХГ-0,05 (0,002)
ЭХГ 1,0
(0,0391)
Формаль 0,05
(0,002)
|
Гидрозатворы 5,10 (II)
Сборники формаля 35у-уII
|
Формаль 0,05(0,002)
Формаль 0,1
(0,0032)
|
Выбросы из вентиляции:
ВУ-388
ВУ-389
ВУ-390
ВУ-424
|
постоянно
|
Формаль 0,058(0,0186)
Формаль 0,62(0,0199)
Формаль 1,042(0,0334)
Формаль 1,32
(0,043)
|
2.4 Разработка принципиальной схемы производства
Процесс получения формаля включает в себя 2 стадии.
Технология производства 2,2-дихлордиэтилформаля включает в себя следующие стадии:
1. Синтез формаля-сырца
2. Отгон ЭХГ из формаля –сырца.
Синтез осуществляется при Т=65-70о
С. Реакция образования формаля сопровождается выделением тепла. При образовании формаля выделяется 24,5 кДж/моль, а при растворении серной кислоты выделяется 426,47 кДж/кг.
В результате образуется дихлорэтилформаль, который содержит не более 15% высших формалей. Следует также соблюдать температурный режим отгона ЭХГ, который не должен превышать 100о
С во избежание смолообразования формаля. Процесс отгонки формаля ведется под вакуумом.
При введении в промышленное производство синтеза формаля по сернокислотному методу НИИСК и ЦЗЛ завода СК им. Кирова были получены следующие данные по выходу формаля:
Синтез формаля с загрузкой H2
SO4
в 2 этапа:
Загрузка:
ЭХГ –16 м3
= 19,248т (ρ= 1,203кг/см3
)
ПФ- 4т=4000кг.
H2
SO4:
1 этап 650 л = 1188,85 кг (ρ=1,829 кг/см3
)
2 этап 320 л =585,28 кг
На каждом этапе реакция идет 3 часа при Т=65 – 70о
С.
После каждого этапа разделение реакционной массы на органическую и неорганическую фазы (отстой) 4 часа.
Выход формаля-сырца 14 м3
, составляет 83%.
Анализ формаля-сырца после 2 кислоты:
ЭХГ – 17%, ПФ – 2%, кислотность – 0,2%.
Далее идет отгон ЭХГ под вакуумом при Т=90 – 100о
С в течение 12 часов.
Анализ формаля после отгона ЭХГ:
ЭХГ – 2,5%, ПФ – 0,3%, кислотность – 0,3%.
Выход кондиционного формаля 12 м3
, что составило 80% от теории.
Синтез формаля с загрузкой H2
SO4
в 3 этапа.
1 этап 650 л = 1188,85 кг.
2 этап 320 л = 584,28 кг
3 этап 150 л = 274,35 кг.
На каждом этапе реакция идет 3 часа при Т =65 – 70 о
С.
После каждого этапа разделение реакционной смеси на органическую и неорганическую фазу ( отстой) 4 часа.
Выход формаля-сырца составил 89% от теории.
Анализ формаля после третьей кислоты:
ЭХГ – 12%, ПФ –1,5%, кислотность – 0,5%.
Далее идет отгон ЭХГ в течении 8 часов при Т =90 – 100о
С.
Анализ формаля после отгона ЭХГ.
ЭХГ – 25%, ПФ – 0,3%, кислотность – 0,5%.
Выход кондиционного формаля 13,5 м3
, что составляет 85% от теории.
Возможен альтернативный вариант: отгонять ЭХГ до содержания 5 – 6%, что сократит время отгона на 3 часа. Остаток ЭХГ нейтрализуется (100%) щелочью в расчете 50 кг на 1 м3
формаля.
Нейтрализация идет 2 часа при Т =65 – 70о
С.
Содержание ЭХГ в формале после нейтрализации составило 0,3 – 0,4; кислотность -0%, ПФ – 0,2%.
Полная схема получения тиокола включает в себя около 20 технологических стадий в том числе: синтез формаля, получение дисперсии, десульфирование, расщепление, коагуляция и так далее. Схематически синтез полисульфидных олигомеров можно изобразить в следующем виде.
Блок – схема существующей технологии
1.
Синтез формаля2. Получение дисперсии
3. Отмывка
4. Расщепление и коагуляция
5. Отмывка
6. Центрифугирование
7. Щелочные стоки
8. Локальная очистка
9. Кислые стоки
10 БОС
11 Сушка
12Тиокол выход 80%
2.5 Материальный расчёт производства
Материальный баланс производства тиокола
Расчет ведется на 1 т продукта.
На отгрузку должно поступить x1
=1000 кг тиокола.
1) На фильтрацию поступило x2
x2
=1000*100/(100-1)=1010 кг
2) На сушку поступило x3
x3
=1010*100/(100-20)=1262.5 кг
3) На фуговку поступило x4
x4
=1262.5*100/(100-10)=1403 кг
4) На коагуляцию поступило x5
x5
=1403*100/(100-50)=2806 кг
Из них на стадии добавлено трилона Б xт
xт
=0,25*2806/100=7 кг
Всего поступило 2806 кг, за вычетом трилона Б получим 2799 кг
Далее рассчитаем необходимое количество серной кислоты, исходя из следующей схемы химической реакции:
2n(RSNa) + H2
SO4
® 2n(RSH) + nNa2
SO4
314 + 98 ® 270 + 142
412 ® 412, баланс сходится
xс.к.
=23*2799/100=643,8 кг
Следовательно, на стадию коагуляции со стадии расщепления поступило x5
=2799-643.8=2155.2 кг
5)На стадию расщепления поступило x6
x6
=2155.2*100/(100-0)=2155.2 кг
Из них на стадии добавлено катапава xк
xк
=0.15*2155.2/100=3.2 кг
Далее рассчитаем необходимое количество сульфита натрия xс.н.
и гидросульфида натрия xг.с.
исходя из следующей схемы химической реакции:
(RSS)n
+ NaSH + Na2
SO3
® (RSNa)n
+ (RSH)n
+ nNa2
S2
O3
166 + 56 + 126 ® 157 + 135 + 158
348 ® 348, баланс сходится
Всего поступило 2155,2 кг, за вычетом катапава получим 2152 кг.
xс.н.
=16.1*2152/100=346.5 кг
xг.с.
=36,2*2152/100=779 кг
Следовательно, на стадию расщепления со стадии отмывки поступило
x6
=2152-346.5-779=1026.5 кг
6)На отмывку поступило x7
x7
=1026.5*100/(100-20)=1283 кг
Из них на стадии добавлено полиакриламида xп
xп
=0.02*1283/100=0.26 кг
Следовательно, на стадию отмывки со стадии поликонденсации поступило
x7
=1283-0.26=1282.7 кг
7) На поликонденсацию поступило x8
x8
=1282.7*100/(100-0)=1282.7 кг
Из них на стадии добавлено хлористого магния xх.м.
xх.м.
=1*1282.7/100=12.8 кг
Следовательно, на стадию поступило
x 8
=1282,7-12,8=1269,9 кг
Далее, исходя из схемы реакции, рассчитаем количество щелочи для десульфирования:
6NaOH
3(RS4
) ® 3n (RSS) + Na2
S2
O3
+ 2Na2
S2
+ 3H2
O
690 + 240 ® 498 + 158 + 220 + 54
930 ® 930, баланс сходится
xщ
=25,8*1269,9/100=327,6 кг
Следовательно, количество дисперсии составит
x8
=1269.9-327.6=942.3 кг
Далее по схеме химической реакции рассчитаем количество шихты xш
и тетрасульфида натрия xт.с
0.98(ClCH2
-CH2
-O-CH2
-O-CH2
-CH2
Cl) + 0.02(Cl-CH2
-CH-CH2
-Cl) +
½
Cl
+ 1.15Na2
S4
® 0.98(CH2
-CH2
-O-CH2
-O-CH2
-CH2
-S4
) +
+ 0.02(CH2
-CH-CH2
-S4
) + 2.02NaCl + 0.15Na2
S4
½
S2
170 + 3 + 200 ® 224 + 5 + 118 + 26
373 ® 373, баланс сходится
xш
=46,3*942,3/100=436,3 кг
xт.с
=942,3-436,3=506 кг
Таблица 2.5.1- Сводная таблица материального баланса
| Приход |
Расход |
| Вещество |
Кг/опер |
% |
Вещество |
Кг/опер |
% |
2.6 Описание аппаратурно-технологической схемы производства
Процесс получения жидких полисульфидных полимеров многостадийный и состоит из следующих основных стадий:
- приготовление шихты;
- поликонденсация и десульфирование;
- отмывка дисперсии тиокола;
- расщепление дисперсии тиокола;
- коагуляция водной дисперсии и отмывка коагулюма;
- отмывка, предварительное обезвоживание;
- сушка и фильтрация.
Приготовление шихты
Шихта готовится в реакторе Р, куда по указателю уровня подается формаль. На имеющийся формаль загружается рассчитанное количество ТХП по указателю уровня и производится перемешивание смеси не менее 1 часа. После получения шихты отбирают пробу на анализ. Шихта из реактора насосами подается в мерник по указателю уровня. При получении некондиционной шихты производится ее исправление путем добавки того или иного компонента, и перемешиваем не менее 1 часа.
Поликонденсация и десульфирование
Поликонденсация осуществляется в реакторе в 4 последовательные стадии:
Первая стадия – поликонденсация формалевой шихты с тетрасульфидом натрия.
В реактор насосом загружается раствор тетрасульфида натрия и подогревается до температуры от 45 до 500
C подачей пара в рубашку или змеевик аппарата, включается мешалка. Затем самотеком в реактор подается раствор едкого натра и раствор хлористого магния, температура смеси доводится до 600
C и начинается подача формалевой шихты в реактор при температуре от 60 до 650
С в течение не менее 30 минут. После подачи шихты проводится реакция поликонденсации при температуре от 90 до 950
C при непрерывном перемешивании реакционной массы в течение 130 минут. Реакция поликонденсации ведется в присутствии диспергатора, который образуется в результате реакции щелочи и хлористого магния.
Вторая стадия – десульфирование дисперсии.
В реактор самотеком загружается раствор едкого натра, и реакционная масса выдерживается при непрерывном перемешивании и температуре от 90 до 950
C, от 120 до 130 минут.
Третья стадия – повторная поликонденсация, проводится для более полного использования тетрасульфида натрия.
В реактор самотеком загружается расчетное количество формалевой шихты, и реакционная масса выдерживается при температуре от 90 до 950
C и непрерывном перемешивании от 60 до 70 минут.
Четвертая стадия – десульфирование дисперсии.
В реактор самотеком подается раствор едкого натра, и реакционная масса выдерживается при непрерывном перемешивании и температуре от 90 до 950
C, от 60 до 70 минут.
После окончания поликонденсации водная дисперсия полимера охлаждается, путем подачи промышленной воды в рубашку или в змеевик аппарата и затем передавливается сжатым азотом давлением 2,5 кгс/см2
на отмывку. Отдувки из реактора поступают на каплеотбойник. Конденсат из каплеотбойника сливается в емкость.
Отмывка дисперсии
Отмывка нерасщепленной дисперсии фильтрованной водой производится с целью удаления из дисперсии не вошедшего в реакцию раствора полисульфида натрия и солей, образовавшихся в процессе поликонденсации и десульфирования.
Дисперсия подвергается отмывке фильтрованной водой, нагретой до температуры от 40 до 700
C в теплообменнике. Отмывка дисперсии осуществляется путем многократного повторения процессов:
- залив дисперсии водой при непрерывной работе мешалки;
- перемешивание;
- отстой дисперсии;
- слив воды в канализацию щелочных стоков через ловушку.
Отмывка дисперсии ведется до бесцветной или слабо-желтой окраски промывной воды, при этом число отмывок должно быть не менее четырех. Срок хранения отмытой дисперсии до подачи на расщепление не более 24 часов.
Расщепление дисперсии
Расщепление дисперсии тиокола – это процесс уменьшения молекулярного веса тиокола путем деления молекулы с помощью расщепляющего агента. Этим процессом регулируется вязкость тиокола. Расщепляющим агентом является сульфогидрат натрия. Сульфит натрия служит для связывания выделяющейся свободной серы. Одна молекула сульфогидрата натрия расщепляет молекулу тиокола на две части. Чем больше будет подано на расщепление сульфогидрата натрия, тем ниже вязкость тиокола и наоборот, т. е. в зависимости от количества расщепляющих реагентов при расщеплении дисперсии получаются тиоколы разных марок (1,2 или НВБ-2, ТСД, НВТС-25-1).
Раствор гидросульфида натрия принимается по трубопроводу со склада жидких продуктов, откуда давлением азота до 2,5 кгс/см2
передавливается в сборник. Раствор сульфита натрия принимается по трубопроводу в сборник.
После приема дисперсии в реактор производится 12–15 минутное перемешивание. Затем отбирается проба на определение массовой доли сухого остатка. По результатам анализа производится расчет необходимого количества сульфита натрия и гидросульфида натрия для проведения процесса расщепления.
Загруженную в реактор отмытую дисперсию нагревают при перемешивании до температуры от 35 до 450
C, при этой температуре в реактор загружают рассчитанное количество раствора сульфита натрия, затем реакционную смесь нагревают до температуры 75±50
C в течение не менее 30 минут и подают гидросульфид натрия. Реакционную смесь нагревают до 820
C при непрерывном перемешивании. Время подогрева реакционной массы не должно превышать 1,5 часа. Через 15 минут после достижения указанной температуры смесь охлаждается подачей промышленной воды в рубашку и змеевик аппарата (время охлаждения реакционной массы до температуры не более 400
C не должно превышать 1,5 часа, в летнее время допускается увеличение времени охлаждения). Для более полного удаления газов из реактора на систему нейтрализации производят продувку азотом в течение не менее 15 минут. Охлажденная, расщепленная дисперсия передавливается на коагуляцию.
Газы стравливания из реактора через каплеотбойник поступают на нейтрализацию на скруббер. Скруббер орошается циркулирующим в системе раствором щелочи. Раствор щелочи готовится в аппарате для приготовления щелочи и оттуда непрерывно подается насосом в верхнюю часть скруббера, газы стравливания поступают снизу. По мере охлаждения через скруббер газы очищаются от сероводорода и сернистого газа за счет их вступления в реакцию со щелочью, и после очистки выбрасываются в атмосферу. Раствор щелочи со скруббера возвращается в аппарат для приготовления щелочи и вновь подается на орошение. Отработанный раствор щелочи (скрубберная жидкость) откачивается в корпус 451.
Коагуляция водной дисперсии и отмывка коагулюма
Коагуляция расщепленной дисперсии производится разбавленной серной кислотой в реакторе снабженным мешалкой, рубашкой и змеевиком для охлаждения промышленной водой и отогрева паром.
При добавлении разбавленной серной кислоты к расщепленной дисперсии происходит взаимодействие диспергатора (гидроокиси магния) с кислотой, происходит разрыв оболочки диспергатора, частицы слипаются, укрупняются, образуя сплошную массу – коагулюм.
Разбавленная серная кислота принимается из корпуса 451 в мерники. Из мерников кислота самотеком небольшими порциями подается на коагуляцию в реактор при непрерывном перемешивании. Реакция экзотермическая, температура при проведении процесса коагуляции должна быть не более 300
C и поддерживается подачей охлаждающей воды в рубашку реактора.
Процесс коагуляции считается законченным при pH среды от 3 до 5 pH. После окончания процесса коагуляции для более полного удаления образовавшихся при реакции газов из реактора, на систему нейтрализации производят продувку азотом в течение не менее 15 минут. Для отмывки коагулюма от кислоты в реактор заливается фильтрованная вода и включается в работу мешалка. После перемешивания мешалка выключается и дается отстой коагулюма от промывной воды в течение не менее 20 минут.
По окончании отстоя промывная вода отсифонивается из реактора в ловушку. Из ловушки через гидрозатвор кислые воды поступают в резервуар в корпусе 451.
Операция отмывки проводится до pH промывной воды от 6 до 6,5 pH и до нейтральной среды коагулюма (по метилоранжу). Отмытый коагулюм сжатым азотом передавливается в сборник. Периодически производится освобождение от коагулюма ловушки в сборник.
Газы стравливания из реактора через каплеотбойник поступают на нейтрализацию в скруббер. Из скруббера газовая фаза непрерывно отсасывается в каплеотбойник вентилятором. Скруббер орошается циркулирующим раствором щелочи. Раствор щелочи готовится в аппарате для приготовления щелочи, откуда непрерывно подается насосом в верхнюю часть скруббера, газы стравливания поступают снизу. По мере прохождения через скруббер газы очищаются от сероводорода и сернистого газа за счет их вступления в реакцию со щелочью, и после очистки через каплеотбойник выбрасываются в атмосферу через воздушку вентилятора. Раствор щелочи со скруббера возвращается в аппарат для приготовления щелочи и вновь подается на орошение.
Отмывка и предварительное обезвоживание
Отмывка коагулюма на центрифугах осуществляется горячей фильтрованной водой, нагретой в теплообменнике до температуры не выше 800
C.
Смесь воды и коагулюма через эжектор поступает в центральное отверстие нижней крышки вращающегося ротора. Проходя через центральное отверстие, струя смеси разбивается о пластинку, отражается и отбрасывается к внутренней стенке ротора. Подхваченная ротором и увлеченная им во вращение смесь оказывается в поле действия центробежных сил. Так как удельные веса коагулюма и воды различны, то и развиваемые ими центробежные силы различны, поэтому движение смеси по ротору сопровождается разделением ее на обезвоженный коагулюм полимера и воду. Коагулюм полимера, обладающий большим удельным весом, отбрасывается к стенке ротора и через боковой канал верхней части ротора выходит на нижнюю тарелку, откуда сливается в сборник участка сушки полимера. В случае необходимости возможно повторное центрифугирование коагулюма из сборников участков сушки.
Вода, обладающая меньшим удельным весом, чем коагулюм, вытесняется к центру ротора и через центральные каналы попадает на верхнюю тарелку, с которой сливается в ловушку.
Промывные воды через ловушку и гидрозатвор сбрасываются в резервуар в корпусе 451.
Коагулюм, уловленный в ловушке, через сборник возвращается на переработку. Коагулюм из центрифуги самотеком сливается в реактор на стадии сушки.
Сушка
Сушка полимера производится при подачи пара в рубашку реактора и при вакуумметрическом давлении (не менее 0,85 кгс/см2
) создаваемом вакуум-насосом. Реактор подключается к вакуум-насосу через каплеотбойник, в котором происходит конденсация паров влаги и улавливание коагулюма на вакуумной линии. Каплеотбойник периодически освобождается через нижний слив. Температура сушки не более 850
C.
В случае получения некондиционного полимера его доводят до кондиции смешиванием разных технологических операций в реакторе сушки или в реакторе усреднения или дополнительной сушкой.
Полимер, полученный из полимерной суспензии, выпускается отдельной партией марки НВБ-2 или смешивается с серийными партиями полимера НВБ-2 на стадии сушки или усреднения.
Высушенный тиокол, при соответствии по вязкости и влаге требованиям к выпускаемой продукции, подеется через фильтры Ф в тару. В случае получения неконденсационного по вязкости тиокола, то он доводится до кондиции путем усреднения разных по вязкости тиоколов в реакторах Р VII после чего фильтруется.
После фильтрации тиокол разливается в тару. И из тары подаётся на паспортный анализ. При фильтрации тиокола в железнодорожные цистерны тиокол отбирается на паспортизацию.
Основные изменения, внесенные в проект
Наиболее длительной стадией производства тиокола является стадия отмывки дисперсии полисульфидного полимера от избытка полисульфида натрия, хлористого натрия и других минеральных солей.
На базовом производстве длительность этого процесса составляет 24 часа. Большая длительность отмывки приводит к простою других аппаратов, и, следовательно, уменьшению производственной мощности.
Для снижения длительности отмывки добавляем в реактор полиакриламид, который увеличивает скорость осаждения дисперсии. Время отмывки сокращается с 24 до 12 часов. Благодаря этому возрастает производительность реактора, уменьшается количество аппаратов и увеличивается производительная мощность.
Одним из показателей качества тиокола является его окрашенность. Светлые тиоколы стоят дороже, чем темные. На базовом производстве получают темные полимеры.
Для получения более светлых тиоколов на стадии расщепления в реакционную массу вводят катапав, а на стадии коагуляции – трилон Б. Тиоколы, полученные с применением этих добавок, на 25% светлее. Улучшение качества продукта приводит к увеличению отпускной цены на, что увеличивает прибыль.
2.7 Технологическая документация процесса
Таблица 2.7.1 - Нормы технологического режима
№
п/п
|
Наименование стадий процесса, ап-та, показатели режима |
№ поз. прибора
|
Ед.
изм.
|
Допускаемые
треб. пределы технол. параметров
|
Требуемый класс точн. Измерения |
Примечание |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Прием ЭХГ
в апп 11
Уровень ЭХГ в апп.1
|
817 |
% |
Не более 80 |
1.5 |
Показывающий РУБ-1, РПВ-42Э шк. От 0 до 100 |
Уровень ЭХГ
в апп 12,3
|
808
806
|
% |
Не более 80 |
1.5 |
Показывающий РУБ-1, РПВ-42Э шк. От 0 до 100
|
| 2 |
Прием ЭХГ
в апп.41,2
В апп. 41,2
|
8361
837
|
% |
Не более 80
|
1,5 |
Показывающий РУБ-1,
РПВ-42Эшк. От 0до 100
|
| 3 |
Прием серной кислоты в апп. 691
Уровень кислоты в апп.691
|
809
810
|
% |
Не более 50 |
УБ-ПВ ЭКМ-1У ¼ ТСМ светлое табло ПК. 3.2 вторичный прибор контроля, показывающий шкала 100% РПВ-4-2Э. |
| 3 |
Уровень серной кислоты в апп.692
|
811 |
% |
Не более 80 |
1.5 |
УБ-ПВ ЭКМ-1У
Втор. прибор РПВ-4-2Э
Шкала от 0 до 100.
|
| 4 |
Передавливание серной кислоты азотом из апп .691,2
|
631
|
Кгс/
см2
|
Не более 2,5 |
13 ДИ-30 (преобразователь давления, пневматический пневмо клапан ПВ 101П _ вторичный прибор регулирующий самопишущий |
5
|
Синтез формаля сырца(1 способ) |
| 5.1 |
Загрузка компонентов в реактор 81-4
|
| А) |
ЭХГ |
м3
|
16±0,2 |
Дозировка по мерному стеклу реактора 81-4
|
| В том числе возвратного ЭХГ |
м3
|
От 1,0 до 2,0 |
-“-
|
| Б) |
парафармальдегида |
кг |
(3551-3557) /100%. |
Упаковка в бумажных мешках массой 25-30 кг. |
| В) |
Оранжевый метиловый индикатор |
г |
От 3 до 5 |
1 |
Весы лабораторные квадратные ВЛК-500 г. шкала от 0 до 100 |
| Г) |
1 загрузка серной кислоты |
л |
От 532 до 559 |
Дозировка по мерному стеклу |
| 5.2 |
Синтез формаля сырца в реакторе 81-4
|
| Температура |
710
т151,2
251,2
|
0
С |
От 20 до 55 |
Электронный потенциометр типа КСП-4, шкала от 0 до 150 С |
Продолжительность
Перемешивания
|
Мин. |
Не менее 180 |
Часы типа «стрела», в КИП. |
| 5.3 |
Расслоение реакционной массы,
продолжительность
отстоя
|
Мин. |
От 240 до 480 |
_”_ |
| 5.4. |
Слив нижнего слоя в реактор 81-4
|
601
602
613 636
|
Кгс/
см2
|
Не более 0,7 |
1,5 |
ОБМВ-1-100 мановакууметр показ. пружин. 1-6 кгс/см2
|
| 5.5 |
2 загрузка серной кислоты: 691
|
809
810
|
| А) |
количество |
л |
От 266 до 333 |
По мерному стеклу апп.7 |
| Б) |
Продолжительность перемешивания |
Мин. |
Не менее 120 |
Часы типа «стрела» |
| 5.6 |
Охлаждение и расслоение реакционной массы: |
| А) |
температура |
710
т.151,2
,
251,2
|
С0
|
25±5 |
0,5 |
Электронный потенциометр типа КСП-4, шкала от 0 до 1500
С |
Б)
|
Продолжительность |
Мин. |
Не менее 240 |
Часы типа «стрела» |
| 6. |
Разгонка формаля-сырца в реакторе 81-4
|
| 6.1 |
Остаточное давление |
601
602
613 636
|
Кгс/
см2
|
Не более 0,1 |
1,5 |
ОБМВ-1-100 мановакуумметр показ. пруж. 1-6 кгс/см2
|
| 6.2 |
Температура отгонки |
710
т.151,2
,
251,2
|
С0
|
Не более 100 |
0,5 |
Электронный потенциометр типа
КСП-4,шкала от 0 до 150
|
| 7. |
Синтез формаля-сырца по 2 способу |
| 7.1 |
Загрузка компонентов
а) формалина
|
л
|
22360/Сф
*pф
|
Дозировка по мерному стеклу реактора 81-4
|
| б) ЭХГ |
м3
|
1 |
-"- |
в) метиловый
оранжевый индикатор
|
г
|
От 3 до 5
|
4
|
Весы лабораторные квадратные ВЛК-500 г, шкала от 0 до 100 г |
| г) 1-ая загрузка серной кислоты |
л |
14.7*СН2О
СН2О4
*рН2SO4
*
CСН2О
|
Дозировка по мерному стеклу апп. 7 |
7.2
а)
бб)
|
Синтез формаля-сырца в реакторе 81-4
|
| Температура |
710 |
С0
|
25±5 |
0,5 |
КСП-4, шкала
от 0 до 1500
С
|
| продолжительность |
мин. |
не менее180 |
Часы типа «Стрела» |
| 7.3 |
Расслоение реакционной массы, продолжительность отстоя |
мин |
Не менее 240 |
Часы типа «Стрела» |
| 7.4 |
Слив нижнего слоя в апп. 111,2
Давление
|
803
800
|
кгс
см2
|
Не более 0,7 |
1,5 |
ОБМВ-1-10
мановакууметр
|
| 7.5 |
2-ая загрузка серной кислоты |
| а) |
количество |
л |
2.7/СН2SO4
*
рН2SO4
|
По мерному стеклу апп.7 |
| б) |
Продолжительность перемешивания |
мин. |
120 |
Часы типа «Стрела» |
| 7.6 |
Расслоение реакционной массы: |
| а) |
температура |
710
т151,2
,
251,2
225
25
|
С0
|
25-30 |
КСП-4, шкала от 0 до 150 |
| Б) |
продолжительность отстоя |
Мин. |
240 |
Часы типа «Стрела» |
| 8 |
Сбор ЭХГ
сборники I903,4,
При отгонке-1905-6
|
801
802
815
816
|
% |
Не более 80 |
УБ-ПВ, ЭКХ- 02 / С-1 кгс/см / ТСМ/ Световое табло ПК.3.2. вторичный
п-р контроля, показывающий, шкала 100%
|
| 9 |
Передавливание ЭХГ азотом из сборников I903,4,5,6
|
212Б
|
кгс
см2
|
Не более 0.7 |
13ДИ-30/ преобразователь
давления/ пневматический пневмоклапан регулир., ПВ10111- вторичный п-р, самопишущий, регулирующи регулирующий
|
| 10 |
Прием ТХП в апп. 114
Уровень ТХП в 114
|
814 |
% |
Не более 80 |
Показывающий РУБ-1, РПВ -4-2Э шкала от 0 до 100 |
| 11 |
Давление в апп. передавливания 32 для ТХП |
679 |
Кгс/
см2
|
Не более 2.5 |
1,5 |
ОБМВ-160 шкала от
–1 до 4
|
| 12 |
Приготовление формалевой шихты в апп. 355-7
|
мин |
Не более 60 |
Часы типа «Стрела»
Помещение КИП
|
| 13 |
Давление на линиях нагнетания на насосах 2а, 531
, 36,3
36
36,,, 36
|
681
639,620
651,652
|
Кгс/
см2
|
Не более 2,0 |
1,5 |
ОБМ-160 шкала от
0 до 6
|
| 14 |
Прием формаля в апп. 1612,5
|
804
805
|
% |
Не более 80 |
Показывающий РУБ-4-2Э шкала от 0 до 100% |
Таблица 2.7.2-Аналитический контроль производства
№
п/п
|
Наименование
стадии процесса анализируемой продукции
|
Место отбора пробы |
Контролир.
показатели
|
Методы конт-
роля /методика
ГОСТ, ТУ/
|
Норма
%
|
Часто-та контроля |
Кто контролирует |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 1 |
формаль-сырец |
81-4
|
Концент-
рация ЭХГ
|
Методика
(хим. метод)
|
Не более 12% |
Каждая опер. |
Лаб. Цеха
№26
|
Кислот-
Ность
|
Методика
№ 10
|
Не более
0,3
|
-"- |
-"- |
2
|
Формаль после
отгонки ЭХГ
|
81-4
|
Концентра-ция формаля Концентрация этиленхлоргидрина |
Методика
(хим. метод)
|
Не менее 97%
Не более 3%
|
-"-
-"-
|
-"-
-"-
|
| 3 |
Отработанная кислота |
Апп.11 |
Содержа-ние кисло-ты |
Методика №10 |
25-30% |
-"- |
-"- |
| Концентрация ЭХГ |
Методика (хим. метод) |
Не более
15 %
|
-"- |
-"- |
4
|
Синтез форма-
ля по 2 способу:
|
Реак-тор 81-4
|
| Синтез форма-ля и экстракция водно-кислот-ной фазы |
1.после первой подачи
Н2
SО4
|
| Содержа-ние ЭХГ в органиче-ской фазе |
Мет.№11 |
Лаб. цеха №26 |
| Кислотно-сть |
Мет.№10 |
Не более 0,6 масс.% |
Каждая опер. |
_’’_ |
| 81-4
|
2. после 2-ой подачи Н2
SО4
|
| Содержа-ние ЭХГ в органиче-ской фазе |
Мет.№ 11 |
Не более 14% |
Каждая опер. |
_”_ |
Кислот-ность
|
Мет.№10
|
Не более 0,3 масс.%
|
Каждая опер.
|
_”_
|
| 3. содержа-ние ЭХГ в водно-кис-лотной фазе после экстракции формаля |
Не более 10% |
_”_ |
_”_ |
| 5 |
Формаль |
Апп. 355-7
|
Содержа-ние ЭХГ |
Мет №11 |
Не более 2% |
По требо-ванию и по-опера-ционно |
_”_ |
| Содержа-ние формаля |
Мет №11 |
Не менее 95% |
| 6 |
Формалевая шихта |
Апп.
355-7
|
Формаль |
Мет №11 |
Не менее 95% |
По-опера-ционно |
_”_ |
Таблица 2.7.3-Возможные неполадки технологического процесса, их причины и способы их устранения.
| Возможные производственные неполадки |
Причины возникновения |
Способы устранения |
| 1 |
2 |
3 |
| 1. Останов электро-оборудования |
А) прекращение подачи электроэнергии |
А) включить работающее электрооборудование. Доложить нач. смены |
| Б) неисправность электродвигателя |
Б) неисправность устранить. Работу выполняет электро – слесарь или силами цехе13 |
| 2.Не отсасывается пыль при загрузке параформа в реактор 81-4
|
А) Забивка воздуховода или циклона
Б) не работает В-392
|
А) Прочистить воздуховод или циклон
Б) включить в работу В-392
|
| 3.Пропуск во фланцевых соединениях |
Прорвана прокладка, слабо затянуты болты |
Отключить поврежденный участок, освободить его от продукта, продуть, заменить прокладку или затянуть фланцевое соединение |
| 4. Мерные стекла не показывают уровень в аппарате |
Попадание грязи или окалины в штуцеры |
Прочистить штуцеры, отключив предварительно участок от аппарата, а при необходимости освободив от продукта |
| 5. Не создается достаточный вакуум в системе вакуумной отгонки ЭХГ |
А) Вакуум-насос при работе на себя не создает достаточного вакуума
Б) система разгонки не герметична
|
Определить негерметичность участков путем создания в ней избыточного давления и омыления вероятных мест утечки мыльной водой. Не герметичные места загерметизировать.
|
6.Насос не создает давления
|
А) Закрыта арматура на всасывающем трубопроводе
Б) не герметичность сальникового устройства
В) создалась воздушная пробка на нагнетательном трубопроводе.
Г) срезаны резиновые пальцы на полумуфте
Д) Неисправен насос
|
А) Открыть арматуру на линии всасывания насоса
Б) Герметизировать сальниковое устройство (выполняет слесарь)
В) В средствах защиты в присутствии ИТР стравить воздух через воздушки
Г) Заменить резиновые пальцы на полумуфте насоса (слесарь)
Д) Отремонтировать насос или заменить на новый (выполняет слесарь вместе с мастером - механиком по наряду-допуску)
|
| 7. Плохо поступают продукты при передавливании из аппарата в другой |
1. Забита линия или арматура
2. Отсутствует или низкое давление сжатого азота
|
1.А) прекратить процесс передавливания;
Б) стравить избыточное давление через воздушку;
В) отключить поврежденный участок запорной арматурой
Г) разобрать по частям поврежденный участок, прочистить, продуть и собрать вновь (работу выполняет слесарь)
1.А) доложить нач. смены
Б) запросить из цеха №12 поднять давление азота.
|
| 8. Не держит запорная арматура |
Не притерт клапан арматуры |
Освободить трубопровод или аппарат от продукта в свободный аппарат. Отключить арматуру, снять отревизировать и поставить на место (работу выполняет слесарь) |
| 9. Вал насоса не проворачивается в ручную или проворачивается с заметным сопротивлением |
А) Нарушилась центровка валов насоса и эл. двигателя;
Б) износились шари-ковые подшипники или в насос попали посторонние пред-меты
|
Б) Разобрать насос, заменить подшипники или удалить посторонние предметы (работу выполняет слесарь)
|
| 10.Появление постороннего шума в апп. 35 |
А) Не исправен эл. двигатель;
Б) неисправность редуктора;
В) неисправность мешалки аппарата
|
Выключить работающее оборудование нажатием кнопки “ стоп “, доложить нач. смены. |
Обо всех неполадках немедленно доложить начальнику смены!
2.8 Выбор и расчет количества основного и вспомогательного оборудования
Расчет количества оборудования
Исходные данные:
Тэф
= Треж
- ТППР
= Траб
×
t×n×ТППР
Траб
= 355 дней – количество рабочих дней в году
t = 8 часов – продолжительность смены
n = 3 – количество смен
Треж
= 355×8×3 = 8520 часов
ТППР
= I(tтек
×nтек
+tср
×nср
+tкап
×nкап
)
tтек
=14 часов – время текущего ремонта;
nтек
=12 – количество ремонтов;
tср
=64 часа – время среднего ремонта;
nср
=1 – количество ремонтов;
tкап
=120 часов – время капитального ремонта;
nкап
=0,17 – количество ремонтов.
I = 2 – трудоемкость ремонта.
ТППР
=2(14×12+64×1+120×0,17)=504,8 часа
Тэф
=8520-504,8=8015,2 часов
Количество оборудования:
N=M/(Tэф
×a),
M=40000 т – годовой выпуск продукции,
a – производительность аппарата,
N – количество аппаратов,
Тэф
– эффективное время работы аппарата.
Количество аппаратов для поликонденсации:
Тэф
=8520-2(14×12 + 62×1 + 120×0,16)=8021,6 часов
a=2 т/ч
N=40000/2×8021.6=2.5
Принимаем количество аппаратов равным 3.
Количество аппаратов для отмывки:
Тэф
=8520-2(16×12+74×1+120×0,17)=7947,2 часов
a=1.2 т/ч
N=40000/1.2×7947.2=4.2
Принимаем количество аппаратов равным 5.
Количество аппаратов для расщепления:
Тэф
=8520-2(14×12+64×1+120×0,17)=8015,2 часа
a=4.5т/ч
N=40000/4.5×8015.2=1.1
Принимаем количество аппаратов равным 2.
Количество аппаратов для коагуляции:
Тэф
=8520-2(16×12+80×1+120×0,17)=7935,2 часа
a=5,6 т/ч
N=40000/5,6×7935.2=0.1
Принимаем количество аппаратов равным 1.
Количество центрифуг:
Тэф
=8520-2(8×12+46×1+103×0,3)=8174,2 часа
a=5,2 т/ч
N=40000/5,2×8174.2=0,94
Принимаем количество аппаратов равным 1.
Количество аппаратов для сушки:
Тэф
=8520-2(8×12+32×1+120×0,17)=8024 часов
a=0,4 т/ч
N=40000/0,4×8024=12,4
Принимаем количество аппаратов равным 13.
Количество аппаратов для смешения:
Тэф
=8520-2(8×12+35×1+59×0,3)=8238 часа
a=2,8 т/ч
N=40000/2,8×8238=1,7
Принимаем количество аппаратов равным 2.
Количество фильтров:
Тэф
=8520-2×355=7810 часов
a=2 т/ч
N=40000/2×7810=2,6
Принимаем количество фильтров равным 3.
Расчет толщины нижнего днища корпуса работающего под внутренним давлением.
Расчетная толщина днища, м:
S2R
=1.3Р*Д/(2δ*Υ*0,6Р)=(1,3*0,655*2,8)/(2*101,6*0,9*0,6*0,655)= =15,1*10-3
Примем S=2,8*10-3
, тогда
Допускаемое давление, МПа:
Р=(2 δ*Υ*(S2
-C))/(1.3Д+0,6*(S2
-C))=(2*101,6*0,9*(28-2)*10-3
)/
/(1,3*2,8+0,6(28-2)*10-3
)=1,3;
Толщина стенки при пробном давлении, м:
S2пр
=(1,3Рпр
*Д)/(2δ*Υ*0,6Рпр
)==(1,3*1*2,8)/(2*181,8*0,9*0,6*1)= =11*10-3
работающего под наружным давлением.
Расчетная толщина днища, м:
S2R
=(Kэ
*R/510)*(nу
*P/10-6
*E)1/2
+C=
(0.925*2.8/510)*(2.4*0.6/10-6
*1.81*10-5
)1/2
+
+2*10-3
=16.25*10-3
м;
Принятая толщина днища, м;
S2
=28*10-3
м;
Допускаемое наружное давление, МПа:
Р=Рр
/(1+(Рр
/Ре
))1/2
=1,87/(1+(1,87/1,97))1/2
=1,35;
Допускаемое давление из условия прочности в пределах упругости, МПа:
Ре
=(26*10-6
Е/Пу
)*(100(S2
-C)2
/(Кэ
*R))=((26*10-6
*1,81*105
)/2,4)*
*(100*(28-2)*10-3
)2
/(0,95*2,8)=1,96;
К=0,925; Х=0,139.
Днище корпуса.
Расчет толщины обечайки рубашки, работающей под внутренним давлением.
Рачетная толщина обечайки рубашки, м:
S3R
=(Р*Д)/( 2 δ*Υ*Р)=(0,6*3,0)/(2*126*0,65*0,60=11*10-3
Принятая толщина обечайки, м:
S3
= S3R
+C=11*10-3
+2*10-3
=13*10-3
,
Примем S=14*10-3
; тогда
Допускаемое давление, МПа:
Р=(2 δпр
*Υ*Рпр
(2*126*0,65*(14-2)*10-3
)//(3+(14-2)*10-3
)=0,652;
Толщина стенки при пробном давлении, м:
S2пр
=(Рпр
*Д)/(2 δпр
*Υ*Рпр
)==(0,9*3)/(2*227*0,65*0,9)=9*10-3
;
Расчет толщины эллиптического днища рубашки , работающего под внутренним давлением.
Расчетная толщина днища,м:
S4R
=(P*R)/( 2 δ*Υ*0.5Р)=(0.6*3)/(2*0.65*126*0.5*0.6)=11*10-3
;
Принятая толщина днища, м:
S=(11+2)*10-3
=13*10-3
;
Допускаемое давление, МПа:
Р=(2(S4
-C)*δ*Υ)/(R+0,5(S4
-C))=(2(16-2)*10-3
*0,65*126)/
/(3+0,5(16-2)*10-3
)=0,76;
Толщина стенки при пробном давлении, м:
S4R
=(Рпр
*R)/(2δ*Υ-0.5Рпр
)+С=(0,9*3)/(2*0,65*227-0,5*0,9)=9,1*10-3
Расчет мешалки
Определим диаметр якорной мешалки:
Dм
=2600/3=866мм
Выбираем стандартный диаметр мешалки
DМ
=900мм
Определим диаметр вала:
DВ
=C*DМ
=0,117*900=125мм
Выбираем стандартный диаметр вала 130мм.
Определим частоту вращения мешалки, n
n=ώ/π*DМ
=8/3,14*0,9=2,83с-1
где, ώ-окружная скорость мешалки ώ=8м/с
Принимаем частоту вращения n=3,33с-1
.
Предельно допустимую глубину воронки определяют по формуле:
Hпр
=HЖ
-H=3,04-0,72=2,32м H=0,9*0,8=0,72.
Определяем мощность привода мешалки по формуле.
NЭ
=Rж
*Rn
*Σ*Ri
*N*Nуп
/n;
RЖ
- коэффициент высоты уровня жидкости в аппарате.
Rn
- коэффициент для аппаратов без перегородки равный 1,25.
Ri
-коэффициент учитывающий в сосуде внутренние устройства равный 0,5.
N-мощность, затрачиваемая на перемещение жидкости.
Nn
-мощность, затрачиваемая на преодоление трения в уплотнениях вала мешалки.
η-КПД привода мешалки равный 0,85-0,9.
RЖ
= (НЖ
/Д)0,5
=(3,04/2,6)0,5
=1,08.
N=Кn
*n3
*ρi
*DМ
=1,75*3,333
*959*0,95
=36,5кВт.
где Кn
- мощность для перемешивания из графика Кn
=f(Re).
ρi
-плотность реакционной массы.
Определим критерий Рейнольдса:
Re=τ*n*DМ
/μ=959*3,33*0,9/800*10-3
=3233
Для якорной мешалки Кn
равен 1,75
NЭ
=1,08*1,25*0,5*36,5*1,15/0,85=29,89кВт
Примем мощность потребления якорной мешалки 30кВт.
Таблица 2.8.1- Устройство и характеристика основного оборудования
наименование
оборудования
( тип, наименование
аппарата,
назначение)
|
№ позиции
по схеме,
индекс
(заполняется по
необходимости)
|
количество
штук
|
материал |
методы
защиты
металлов
оборудования
от коррозии
( заполняется по
необходимости)
|
техническая
характеристика
|
| 1 |
2 |
3 |
4 |
5 |
6 |
1.Цистерна
для ЭХГ
|
III
|
2 |
Сталь |
Сталь футерованная
кислотно-упорная
|
Объем-25 м3
,
диаметр-200мм,
длина цилиндрической части-6000мм,
рабочее атмосферное давление-6кгс/см2
|
2.Аппарат
для ЭХГ
|
II
|
1 |
Сб 08
СП
ГОСТ 1050-78
|
Эмалированная
емкость
|
Объем-16м3
,
высота-4210±35,
рабочее давление- атмосферное и расчетное давление-6 кгс/см2
, диаметр-2600мм
|
3.Центробежный
насос для перекачки ЭХГ
|
2а |
1 |
Комбинированная |
Тип электродвигателя
Х 45131-Г-О-УКЛ-4,марки ВАО
52-2-4-3,
мощность-6.2кВт, число оборотов 2900об/мин,
производитель-ность-
10-25 м3
/час
|
4.Центробежный
насос для
подачи
формаля
|
36 |
I |
Марка электро-
двигателя
КО-II-2,
мощность-8 кВт,
число оборотов-
2900 об/мин, полный напор-57м водного столба, производитель-
ность-
10-25 м3
/час
|
5.Дозер для
сернойкислоты
|
7 |
1 |
Эмаль |
Стальной
эмалированный
|
Объем-1.25м3
,
длина-860 мм,
диаметр-1200мм,
давление рабочее-массивное, давление расчетное-3 кгс/см2
|
6.Реактор для
синтеза формаля-сырца
|
8 I-II
|
4 |
Cталь, эмаль |
Эмалированный |
Объем-25м3
,
высота-7930±75мм, диаметр-2800мм,
рабочее давление в корпусе-6кгс/см2,рабочее давление в рубашке-4кгс/см2
, рабочая температура в рубашке-170ºС, рабочая температура в корпусе-100ºС, тип электродвигателя
В 180 М8
В 3Т4,
мощность-15кВт,
частота вращения вала мешалки-
100 об/мин
|
| 7.Гидрозатвор |
10II
|
1 |
Ст 08 |
Емкость-160 л,
диаметр-600мм,
высота-600мм,
давление рабочее-атмосферное
|
| 8.Гидрозатвор |
5 |
1 |
СКЛ-4 |
Вместимость-0.2м3
,
диаметр-640мм,
высота-641мм,
давление рабочее-атмосферное
|
9.Сборник для
ЭХГ
|
190у |
1 |
СТО 8 |
Объем-2.5м3
,
диаметр-1400мм,
длина-1870 мм,
давление расчетное-
3 кгс/см2
|
10.Сборник для
ЭХГ
|
190уI
|
I |
KI8H 10T |
Объем-1.6м3
,
диаметр-1400мм,
длина-1923 мм,
давление расчетное-
3 кгс/см2
|
| 11.Цистерна для формаля |
161II,y
|
2 |
Эмаль |
16 ГС |
Емкость-50м3
,
диаметр-300мм,
длина цилиндрической части-800 мм,
расчетное давление-
6.0 кгс/см2
,
рабочее давление- атмосферное
|
12.Аппарат для
серной
кислоты
|
69I
|
1 |
Сталь эмалированная |
Объем-4.0 м3
,
давление расчетное-
3.0 кгс/см2
,
давление рабочее-
2.5 кгс/см2
,
диаметр-1600мм,
высота-2400 мм
|
13.Аппарат для
серной
кислоты
|
69II
|
1 |
CT 3 |
Объем-0.63 м3
,
давление расчетное-
3 кгс/см2
,
давление рабочее-0.5 кгс/см2
,
диаметр-800мм,
высота-1820мм
|
14.Конденсатор
для конденсации паров ЭХГ
|
16 у,уI
|
2 |
Углегравитовый |
Кожухооболочный,
число облоков-10,
поверхность теплообмена-40 м,
размер облака-
700*350 мм,
количество вертикальных отверстий-208, горизонтальных-206,диаметр отвертий-18 мм,
расчетное давление-3 кгс/см2
вакуум, рабочее давление-
0.7 кгс/см2
вакуум
|
15.Аппарат для
разбавления
|
II I,II
|
2 |
Сталь |
Оъем-50 м3
,
длина-
6800±70 мм,
диаметр-3200 мм,
рабочее давление-
2.5 кгс/см2
,
давление расчетное-6 кгс/см2
снабжена воздушкой
|
16.Реактор дляприготовления
шихты
|
35у-уII
|
3 |
Сталь |
Эмалированный |
Объем-6300 л,
высота-4950 мм,
диаметр-2000 мм,
давление рабочее- атмосферное,
давление расчетное-
4.5 кгс/см2
,
электродвигатель
ВАО 51-4,
мощность-75кВт,
напряжение-380 В,
число оборотов-1460 об/мин, давление рабочее -атмосферное
|
17.Емкость для
ЭХГ
|
IIII
|
1 |
Сталь |
Оъем-50 м3
,
длина-
11325 мм,
диаметр-2400 мм,
высота-3241 мм,
рабочее давление-
7.35 кгс/см2
,
давление расчетное-
7.35 кгс/см2
|
| 18.Вакуум-насос |
112 II
|
1
|
Сборный |
Водокальцевой производитель-
720 л/мин, напор-90%, номинальное абсолютное давление-10 кВа,
абсолютное давление-2.6 кВа
|
| 19.Циклотрон |
45 |
1 |
Описание и принцип действия основного оборудования
Аппарат с мешалкой предназначен для физико-химических процессов под вакуумом и давлением. Номинальный объем аппарата – 25,0 м3
. Коэффициент заполнения – 0,75. Среда в корпусе – органические и неорганические кислоты. Теплоноситель в рубашке вода, водяной пар и другие не коррозионные жидкости. Площадь теплообмена – 35 м3
.
Обогрев реакционной массы осуществляется путем подачи в рубашку аппарата пара с давлением 0,4 МПа
Приводом мешалки является мотор – редуктор МР1-315-26-100-Ф1П с электродвигателем В180М8, мощность 30 кВт.
Частота вращения вала мешалки – 100 об/мин. Тип мешалки – якорная. Загрузка параформальдегида осуществляется через люк. Разделение органического слоя от неорганического осуществляется по смотровому фонарю. Корпус аппарата покрыт противокоррозийной эмалью
Рис.2.8.1-Реактор для синтеза
 
  5 5
       4 4

 1 1
 3 3
  2 2

Завод изготовитель – завод «Химмаш», г.Полтава, ул.Заводская, 1.
ппарат предназначен для проведения физико-химических процессов под давлением. Объем – 25м3
. Коэффициент заполнения – 0,8.Среда в корпусе -органические и неорганические кислоты, растворы их солей, щелочи и нейтральные жидкости.Внутренняя поверхность аппарата, крышка люка, наружные поверхности рассекателей защищены универсальным стеклоэмалевым покрытием.
1- корпус
2- рубашка
3- мешалка
4- рассекатель
5- привод мешалки
2.9 Расчёты оборудования
2.9.1 Тепловой расчёт
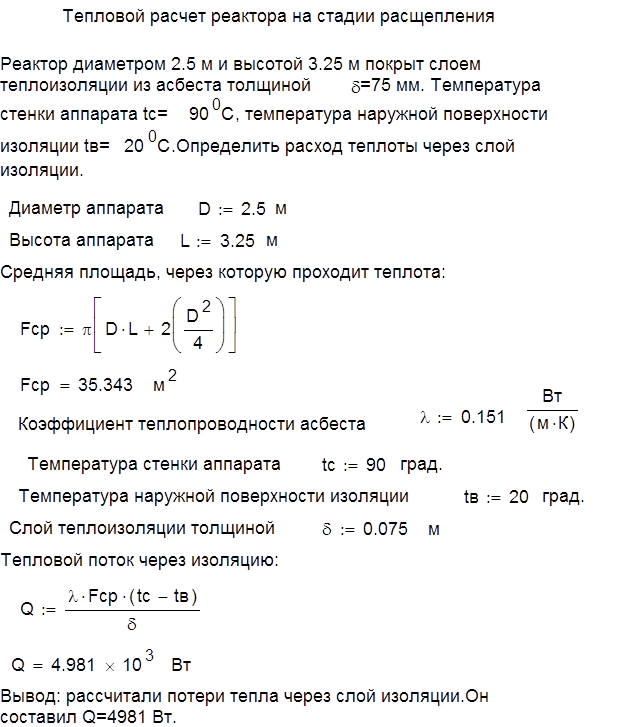
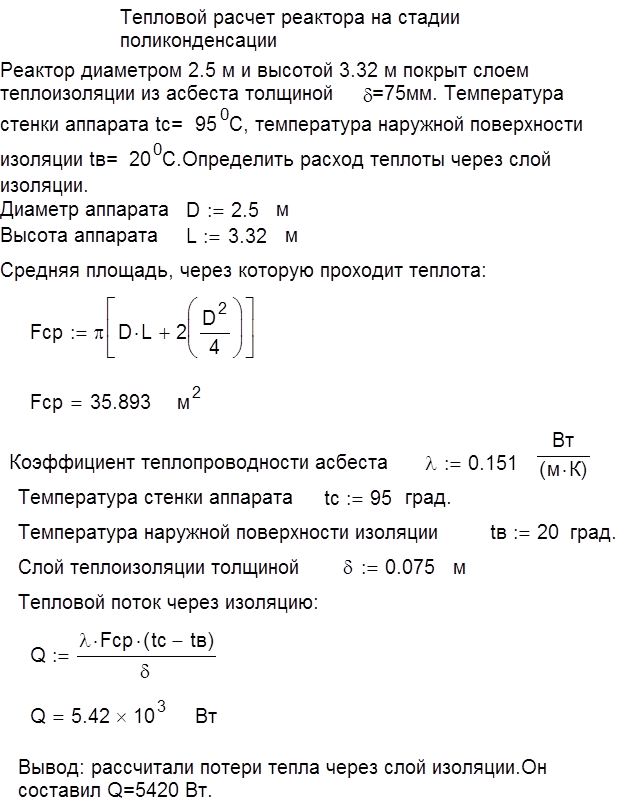
2.9.2 Механический расчёт
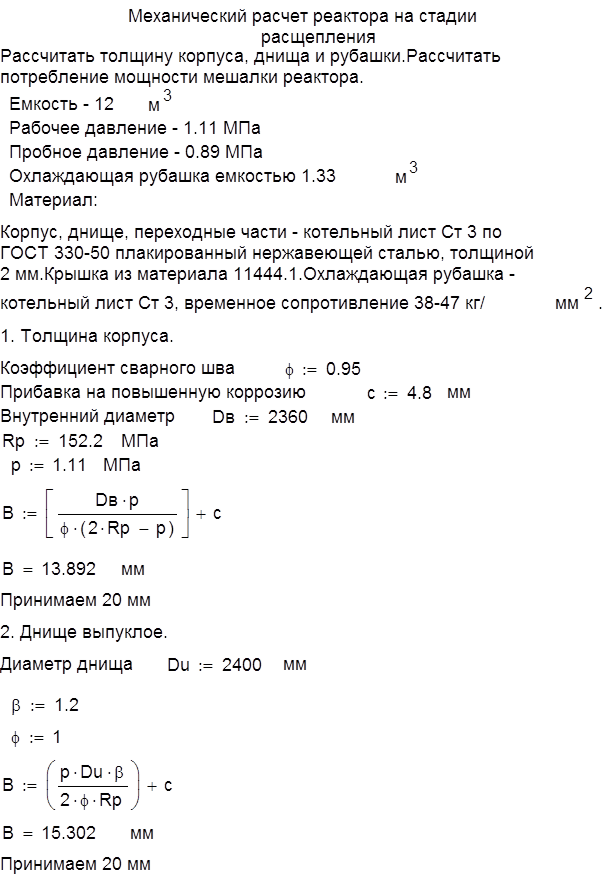
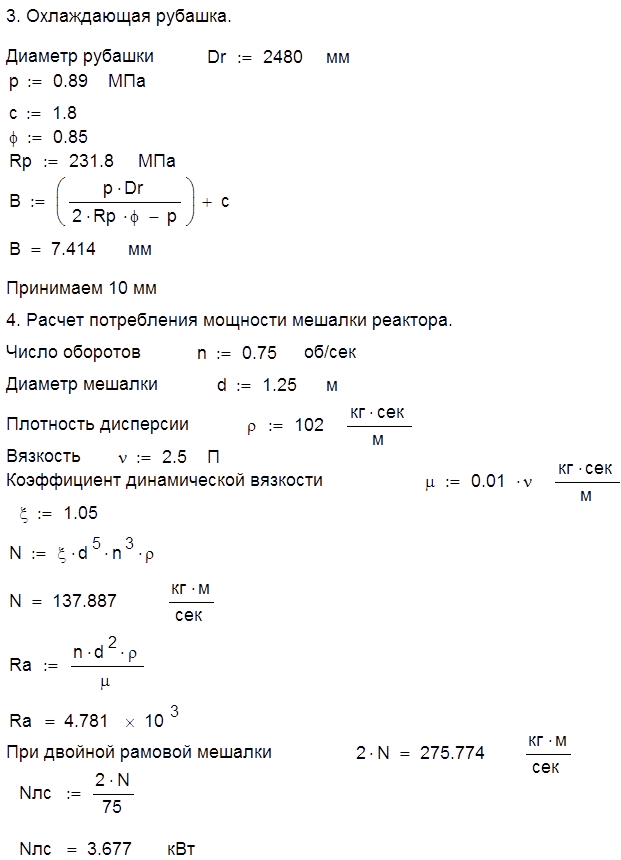
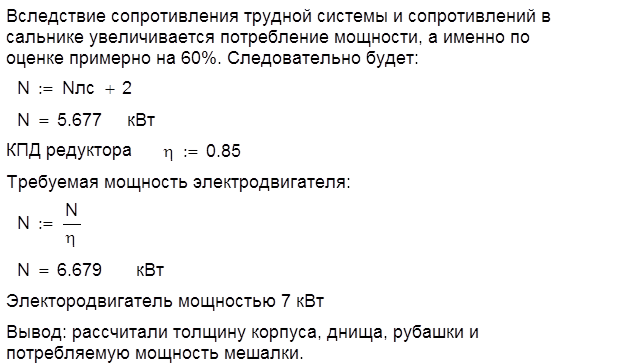
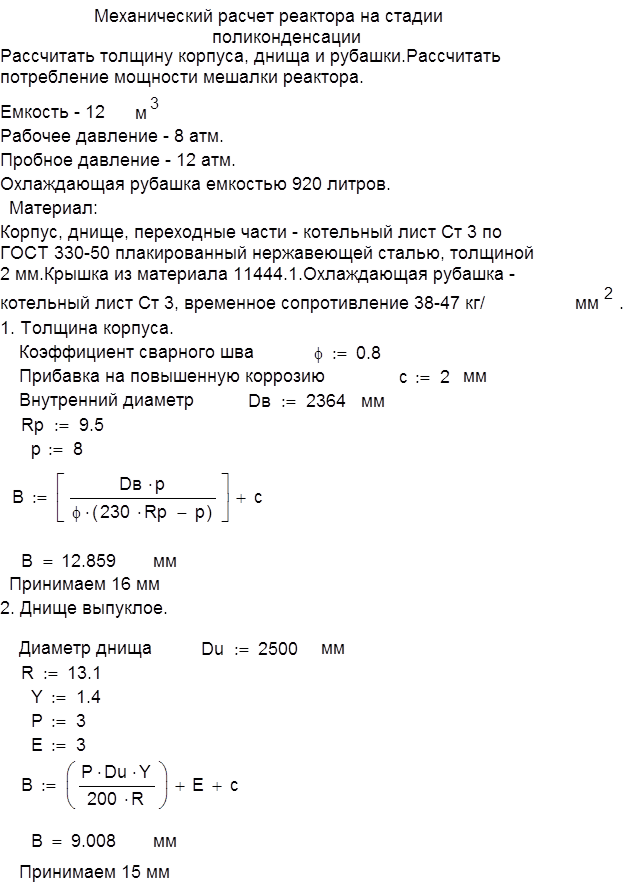
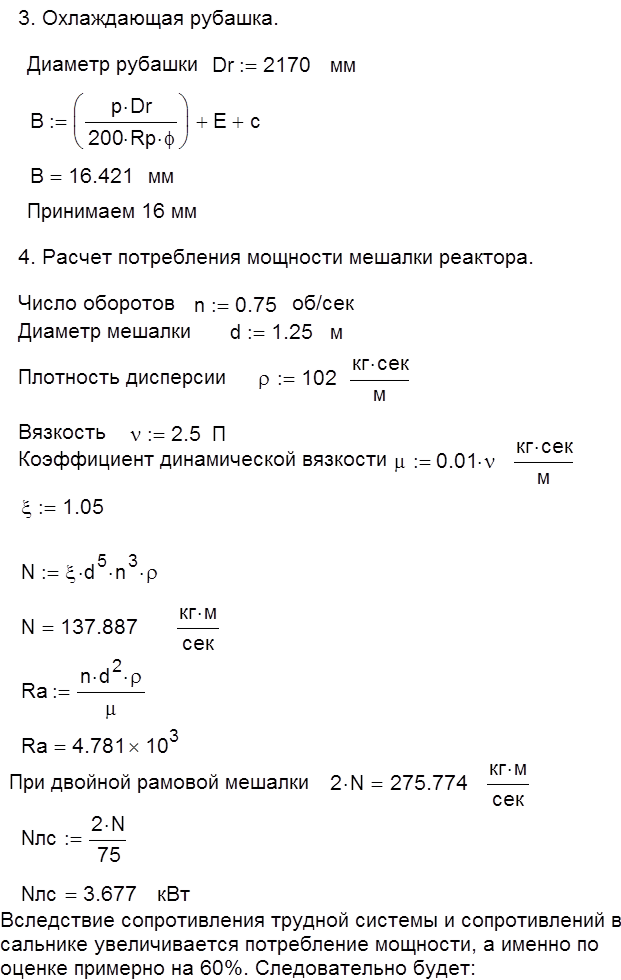
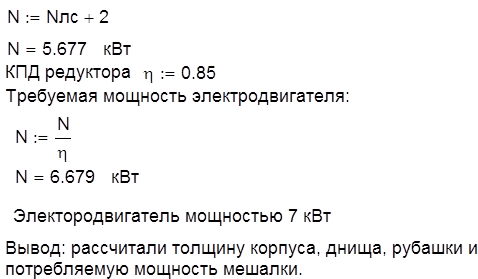
5 СТАНДАРТИЗАЦИЯ
1 .ГОСТ 42-04-77 – Серная кислота.
2. ГОСТ 16-25-89 – Формалин технический.
3. ТУ 6-09-141-03-89 – Параформальдегид.
4. ТУ 6-01-687-77 – Этиленхлоргидрин.
6. ГОСТ 2.789 -74 – Оформление пояснительной записки.
7. ГОСТ 2 186-2184-70 – Графическое изображение схемы.
8. ГОСТ 12.1.018-79 – Общая система мероприятий по безопасности труда при проектировании.
9. ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
10. ГОСТ 12.1005-76 ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования.
11. ГОСТ 2.104-68 – Основная надпись для текстов, документов.
12. ГОСТ 7.1-84 – Оформление списка литературы.
13. ГОСТ 14249-73 – Сосуды и аппараты. Нормы и методы расчета на прочность.
14.ГОСТ 12.1005-88 нормы оптимальных и допустимых параметров микроклимата
15.ГОСТ 12.4.005-78 «Общие санитарно-гигиенические требования к воздуху рабочей зоны»
6 ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ И ЭКОЛОГИЧЕСКАЯ ОЦЕНКА ПРОЕКТНЫХ РЕШЕНИЙ
6.1 Общая характеристика работы
Ведение технологического процесса производства тиокола связано с применением взрывоопасных горючих продуктов, агрессивных и вредных для организма веществ: этиленхлоргидрина (ЭХГ), параформальдегида, серной кислоты, формаля.
Технологические процессы ведутся при Т до -40 до100-130 о
С с использованием вакууметрического давления при отгоне этиленхлогидрина и избыточном давлении до 2,0 МПа при передавливании продуктов.
Наиболее опасным является стадия синтеза формаля-сырца из-за возможного выделения формальдегида и паров ЭХГ в атмосферу.
Обвязка оборудования выполнена трубопроводами, содержащими разъемные фланцевые соединения в связи с чем повышается опасность разгерметизации и разлива продукта.
Работа на оборудовании связана со следующими видами опасности:
1. Пожароопасность, которая связана с наличием горючих веществ.
2. Термические ожоги, возникающие в результате попадания на тело человека горячей воды, пара, а также при попадании на тело серной кислоты могут возникнуть химические ожоги;
3. Возможность поражения электрическим током;
4. Механические травмы от не огражденных вращающихся механизмов;
5. Опасность, связанная с использованием вакуума, давления.
6.производственный шум;
7.возможность отравления;
8.атмосферное электричество;
6.2 Характеристика применяемых веществ
Таблица 6.2.1-Основные физикохимические и пожароопасные характеристики материала
| Наименование сырья и продуктов |
Агрегатное состояние |
Температура,о
С |
Концентрационный предел воспламенения |
Класс опасности по ГОСТ121007-88 |
Характеристика токсичности (воздействия на организм человека) |
ПДК в рабочей зоне ГОСТ121005-88 |
| Вспышки |
Самовопламенения |
Воспламенения |
Верхний |
Нижний |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Этиленхлоргидрин
|
Горючая жидкость |
60 |
401 |
62 |
14,9 |
5,1 |
2 |
Сильный яд, действующий на нервную систему и обмен веществ, раздражающий слизистые оболочки. Отравления могут проходить и через кожу. |
0,5
|
| Параформальдегид |
Горючий порошок |
93 |
430 |
204 |
73 |
7 |
2 |
При нагревании деполимеризуется с выделением формальдегида, который дейтсвует на нервную систему, особенно на зрительные бугры |
0,5 |
| Серная кислота |
Не горючая жидкость |
Пожаро -и взрывобезопасна |
Пожаро -и взрывобезопасна |
Пожаро - и взрывобезопасна |
Пожаро -и взрывобезопасна |
Пожаро - и взрывобезопасна |
2 |
Едкая жидкость. При попадании на кожу вызывает тяжелые ожоги, раздражает и прижигает слизистые оболочки, дыхательные пути. Обладает канцерогенными свойствами |
0,5 |
| Формаль |
Горючая жидкость |
96 |
108 |
101 |
- |
- |
2 |
Воздействует на нервную систему и обмен веществ |
0,7 |
Таблица6.2.2- Пожарные и токсичные свойства применяемых веществ
| Наименование вещества |
Агрегатное состояние |
пожаровзрывоопасность |
Характер действия на организм человека |
| Сульфогидрат натрия |
порошок |
пожаровзывобезопасен |
Ядовит. Действует на нервную систему. Легко гидролизуется, с выделением H2
S, с образованием едкого натра, который является причиной раздражающего действия на кожу. ПДК – 10 мг/м3
|
| Сульфит натрия |
Порошок белого цвета |
пожаровзрывобезопасен |
Водный раствор 15-20%-ный, обладает раздражающими щелочными свойствами; при попадании на кожу, слизистые оболочки и глаза действует как слабый раствор каустической соды. |
| Серная кислота |
жидкость |
пожаровзрывобезопасен |
При попадании на кожу вызывает тяжелые ожоги, раздражает и прижигает слизистые оболочки дыхательных путей. ПДК – 1 мг/м3
|
| Сероводород |
газ |
Твоспл.
=2460
C |
Сильный яд, действующий на нервную систему, вызывающий смерть от остановки дыхания, а иногда от паралича сердца.
ПДК – 10 мг/м3
|
Вывод: В процессе применяется взрыво-, пожароопасные вещества.
6.3 Характеристика лаборатории
6.3.1
Характеристика здания
Размеры здания: длинна – м, ширина – м.
Размеры цеха: длинна – м, ширина – м, высота – м, площадь – м2
6.3.2 Категорирование помещения по взрывоопасности
Таблица 6.3.2.1-Категория помещений и зданий по НПБ 105-03
| Наименование зданий, помещений, наружных установок |
Категория производства по пожароопасности |
Классификация зон ПУЭ |
Группа помещений по сан.нормам |
| Класс взрывоопасности или пожароопасной зоны |
Категория и группа взрывоопасных смесей |
| Наружная установка |
Бн
|
В-1г |
II B-T2 |
I |
| Операторная |
В-4 |
П-IIа |
Вывод по расчету: Согласно расчетам и НПБ 105-03 и основании свойств сырья, реагентов и готовой продукции- категория наружной установкиБн
,так как используются вещества ЛВЖ с t вспышки не более 28ºС и в помещение присутствуют горючие вещества.Был произведен расчет на избыточное давление взрыва по которому ∆Р составил 40.26 кПа
6.3.3 Санитарная характеристика
В соответствии с СанПин22.1/2.1.1 567-96 производство относится к 1 классу вредности с шириной санитарно-защитной зоны 2000м.так как относится к производствам синтетических каучуков
6.4 Безопасность ведения работы
Меры безопасности при ведении технологического процесса.
1. Ведение технологического процесса в строгом соответствии с установленным технологическим регламентом
2. Проведение своевременного ремонта и осмотра оборудования, трубопроводов, коммуникаций.
3. Использовать только азот для передавливания веществ.
4. Постоянная работа приточно-вытяжной вентиляции.
5. Все аппараты должны быть снабжены в соответствии с их назначением – манометрами, термометрами, воздушками с огнепреградителями, мерными стеклами, предохранительными клапанами на линии азота.
6. Все фланцевые соединения на линиях серной кислоты должны быть заключены в защитные кожухи.
7. Не допускать открытия коагуляторов до окончания процессов коагуляции и отмывки коагулюма, а расщепителей – до окончания охлаждения.
8. Ограждение вращающихся частей механизмов.
9. Изоляция трубопроводов и оборудования с температурой стенки выше 600
С, а в местах соприкосновения с ними работающего персонала выше 450
С.
10. Естественное и искусственное освещение.
11. Использование противогазов ПШ-1, ПШ-2 при зачистке аппаратов.
Таблица 6.4.1-Материал основного оборудования:
| Части сосуда |
Материал ГОСТ |
Способ выполнения |
Вид сварки |
Метод и объем контроля |
Обечайка и днище
Рубашка донная
Рубашка боковая
|
10Х17Н13М2Т
ст.20К 5520-69
09Г2С 5520-69
|
Круговая сварка
|
Автомат.
Ручная
Ручная
|
100% гамма- лучами
|
Герметизация фланцевых соединений осуществляется с помощью паронитовых прокладок, тип фланцевых соединений «шип-паз».
Прокладка В-50-16 ГОСТ 15180-70-4шт
Прокладка Б-150-16 ГОСТ-15180-70-1шт
Прокладка В-300-16 ГОСТ 15180-70-1шт
Трубопроводы ЭХГ, H2
SO4
Группа А ( вещества с токсическим действием 2 класса опасности) категория 1
Трубопроводы расположены на эстакадах, расстояние между опорами 6 метров с П-образным компенсатором
Защита от механических травм:
Вращающиеся части оборудования ограничены защитными кожухами, насосы смонтированы на фундаментах и крепятся болтами на специальных резиновых прокладках.
Реактор имеет площадки для обслуживания, которые обеспечены ограничениями и лестницами. Минимальное расстояние между объектами для безопасной работы составляет 6 метров.
6.5 Средства индивидуальной защиты
В соответствии ГОСТ 12.2.003-74 применяются следующие СИЗ:
Для защиты органов дыхания – фильтрирующие противогазы марки БКФ.
Защита глаз – защитные очки типа 033.
Спецодежда – костюм хлопчатобумажный, прорезиненный фартук, суконные костюмы, куртки утепленные, резиновые перчатки, брюки утепленные.
Спец.обувь – антистатические ботинки, полуботинки, валенки.
При ремонтных работах – противогаз КИП-8, ПШ-1, ПШ-2.
6.6 Микроклимат
6.6.1 Категория работ и её характеристика, нормированные параметры
В соответствии с ГОСТ 12.1005-88 определены нормы оптимальных и допустимых параметров микроклимата.
Таблица 6.6.1.1-Нормы микроклимата.
| Период года |
Категория работ |
Температура,о
С |
Относительная влажность,% |
Скорость движения воздуха,м/с |
| Оптимальная |
Допустимая |
Оптимальная |
Допустимая |
| Теплое |
Средней тяжести IIа |
20-22 |
19-25 |
65 |
60-40 |
0,2-0,4 |
| Холодное |
Средней тяжести IIа |
18-20 |
17-23 |
75 |
60-40 |
Не более 0,3 |
Вывод: Так как работа связана с постоянной ходьбой, перемещением мелких изделий или предметов рабочими в положение или сидя и требующего определенного физического напряжения, и уровень энергозатрат 175-232 Вт.
6.6.2 Отопление
В соответствии СНиП 2.04.05-91 в операторной предусмотрена водяная система отопления, температурой горячей воды 90о
С.
6.7 Вентиляция
(согласно СниП 2.04.05-84)
Согласно ГОСТ 12.4.005-78 «Общие санитарно-гигиенические требования к воздуху рабочей зоны» в операторной предусмотрена естественная вентиляция.
Естественная вентиляция осуществляется через вытяжные каналы.
Был произведен расчет, по которому на 1 рабочего в операторной приходится 42 м3
воздуха.
По той причине, что тепловыделения от оборудования отсутствуют, с учетом категории работ для 1 рабочего требуется в операторной минимум 30 м3
воздуха.
Из условия 42>30 следует, что искусственная вентиляция в операторной не требуется.
6.8 Освещение
Согласно СНиП 23.05-95, выполняемые в операторной зрительные работы относятся к 4 разряду, подразряд б (так как размеры 0,5-1 мм) КЕО для естественного бокового освещения 1,5; Е=200 Лк.
Для освещения операторной используем естественный свет и свет от источника искусственного освещения.
Провели расчеты на определение нужной площади световых проемов при боковом освещении. Для помещения с площадью полов 64 м2
площадь окон составила 20 м2
.
Определили необходимое количество ламп, обеспечивающих нормированное значение освещенности: 14 ламп ЛБ-40 со световым потоком 3210 лм. Используемые светильники ОДР 2-40.
Степень защиты оболочки IP 54
При отключении рабочего освещения применяется аварийное, которое составляет 10 % от рабочего.
6.9 Шум и вибрации
Источниками шума и вибрации в данном производстве являются электродвигатели, насосы и вентиляционные системы.В цеху максимальный уровень шума 60 дБ.
Допустимый уровень шума в производственном помещении и на территории цеха при частоте f=1000Гц равен 80 дБ по ГОСТ 12.1.003-88.
Для предотвращения параметров шума и вибрации в помещении предусмотрено:
- оборудование установлено на фундаменте с виброгасящими основаниями;
- на приводе двигателей установлены кожухи, производится смазка трущихся частей оборудования;
- производится балансировка и центровка вращающихся частей оборудования при монтаже;
- для предотвращения шума вентиляционных систем вентиляторы установлены в отдельных помещениях и присоединены к воздуховодам гибкими вставками; установлены глушители воздуховода.
6.10 Электробезопасность
В соответствии с ПУЭ наружная установка относится к III классу опасности поражения электрическим током (особо опасное), Так как в наличии следующие условия: а) относительная влажность воздуха близка к 100 % б) есть возможность одновременного прикосновения человека с землей и металлоконструкциями в) на установке токопроводящие полы. Операторная относится ко I классу.
Учитывая класс зон по ПУЭ (В-1г) применяется взрывозащитное электрооборудование 2ЕхdIIВТ2.
Защитные меры:
1. Защитное заземление – заземление корпуса электрооборудования светильников, кабелей, каркасов, распределительных щитов.
Согласно требованиям ГОСТ 12.1.030-88 Rз
=4 Ом.
2. Изоляция токоведущих частей– двойная. Рукоятки электрооборудования, изолирующие втулки изготовлены из пластмассы. Rиз
= >0,5 МОм.
Оградительные устройства – щиты управления в операторной помещены в шкафы, огаленые провода в специальные ящики. Линии высокого напряжения размещают на недоступной высоте для прикосновения
6.11 Статическое электричество
Средства защиты от статического электричества, заземление трубопроводов R=100 Ом. В операторной настил из резины с пониженным сопротивлением. На наружной установке заземлены поручни, помосты, площадки. Защита людей от статического электричества : х/б костюм, брюки, галоши, резиновые сапоги, перчатки. Согласно ГОСТ 12.1.08-86 проектируемый объект относится к III классу электростатической искробезопасности (сильная
электризация), так как переработываемые вещества и материалы с РV
108
Ом*м и имеют место процессы разбрызгивания.
6.12 Молниезащита
Так как ожидаемое количество поражений не превышает 1 раза, тип зоны защиты- зона Б. Наружная установка относится ко II категории по молниезащите. Она защищена от прямых ударов молний одиночным тросовым молниеотводом. R3
= 4 Ом.. Для защиты от вторичных проявления молний все трубопроводы и металоконструкции перед вводом в эксплуатацию заземляются по общему контуру. Rз
=10 Ом.
По проведенному расчету высота молниеотвода 23 метра.
Отдельно стоящий молниеотвод тросовый;
1 - защищаемый объект;
2 - металлические коммуникации
Вывод: II категория по молниезащите т.к. здание относится к классу зоны В-1г согласно
6.13 Пожарная профилактика и средства пожаротушения
В случае разлива горючих и взрывоопасных жидкостей, место разлива засыпают песком или тальком. Песок затем убирается совком. изготовленным из не искрящегося материала в тару и удаляется с производственной территории. Место разлива промывается водой.
С учетом НПБ 103-03 в соответствии СНиП 2.09.02-85.
Для операторной категории В-4.
Степень огнестойкости II, материал зданий – глиняный кирпич, этажность –1. Из операторной предусмотрено 2 эвакуационных выхода.
Пределы огнестойкости несущих конструкций :
- колонна 24 часа,
- наружные несущие стены 0,254
,
- наружные несущие конструкции 0,254
,
- внутренние несущие стены 0,254
,
- рамы 0,254
,
С учетом НПБ 105-03 и СНиП 2.09.02-85
Наружная установка – категория Ан
Степень стойкости II
Материал - сталь сертифицированная
Этажность 2
Предел огнестойкости несущих конструкций:
- колонны –24
- балки – 0,25
Средства тушения пожара ГОСТ 12.1001-85 ССБТ в операторной предусмотрен внутренний пожарный трубопровод с рукавом (10 метров) и краном.
Операторная и наружная установка оснащены дренажной системой пожаротушения.
Средства тушения: песок, тальк, асбестовое одеяло, углекислотные огнетушители ОУ-50, ОУ-8, ОУ-25, порошковые огнетушители ОП-100, ОП-10, вода, которая подается из лафетных установок. Также предусмотрена электрическая пожарная сигнализация.
6.14 Экологичность работы
Отходы при производстве продукции, сточные воды и выбросы в атмосферу
Таблица 6.14.1-Твёрдые и жидкие отходы
| Куда складируется транспорт |
Периодичность образования |
Условия(метод) и место захоронения, обезвреживания, утилизации |
Количество кг/сутки, т/год |
а) используемые
1) отработанная
серная кислота
2)На 10(II) гидрозатворная жидкость ЭХГ
|
В аппарат
II(I,II)
|
Во время
синтеза
|
При необходимости
используется в процессе получения тиокола на стадии коагуляции
Используется для синтеза формаля
|
б) не используемые
бумажные мешки из-под формальдегида
|
На сжигание |
На 1000т тиокола 8000 мест. |
Таблица 6.14.2-Сточные воды
| Наименование стока |
Условие ликвидации, обезвреживания, утилизации |
Периодичность выбросов |
Куда сбрасываются |
Установ. норма содержания загрязнений в стоках |
| 1 |
3 |
4 |
5 |
6 |
| 1. стоки с рубашек аппаратов 8(I,II) |
Очистка на заводских БОС |
Периодически в течение суток
|
ХЗК №26/64 |
За вычетом ХПК прямой воды pH=6,5÷8,5 |
2. из аппаратов 8(I,II):
при чистке и подготовке к ремонту
|
Очистка на заводских БОС |
1 раз в год |
№26/64 |
ХПК=350 мг/л |
| 3.с вакуум-насоса №112 (II) |
Очистка на заводских БОС |
Постоянно |
ХЗК №26/69 |
ХПК=350 мг/л |
Таблица 6.7-Выбросы в атмосферу
| Наименование сброса |
Условие ликвидации, обезвреживания, утилизации |
Периодичность выбросов |
Установ. норма содержания загрязнений в стоках |
| 1 |
3 |
4 |
5 |
Выбросы через воздушки
Реакторы 8(I,II)
Ёмкость с ЭХГ I(I,II,III)
Ёмкости для формаля №161/ IIу (наружного склада)
|
периодически
|
ЭХГ-0,05 (0,002)
ЭХГ 1,0
(0,0391)
Формаль 0,05
(0,002)
|
Гидрозатворы 5,10 (II)
Сборники формаля 35у-уII
|
Формаль 0,05(0,002)
Формаль 0,1
(0,0032)
|
Выбросы из вентиляции:
ВУ-388
ВУ-389
ВУ-390
ВУ-424
|
постоянно
|
Формаль 0,058(0,0186)
Формаль 0,62(0,0199)
Формаль 1,042(0,0334)
Формаль 1,32
(0,043)
|
1. Вентиляционные выбросы – воздух производственного помещения выбрасывается в атмосферу.
2. Технологические выбросы – газы отдувки проходят через гидрозатворы и выбрасываются в атмосферу. Гидрозатворы заполнены вазелином или маслом. После замены масло сжигается.
Твердые и жидкие отходы:
Параформальдегид, высыпавшийся из мешком улавливается и отправляется в циклон.; бумажные мешки из-под параформальдегида сжигаются.
Отогнанный ЭХГ повторно используется при синтезе. Вода из рубашек аппаратов повторно сбрасывается в ХЗК.
Основной проблемой данного производства является образующийся кислый слой.
Схема реакции:
2CI-C2
H4
-OH +CH2
O → CI- C2
H4
–OCH2
OC2
H4
-CI+ H2
O
173 г/моль 18г/моль
По этой технологии образующаяся вода «связывается» с серной кислотой, что способствует полному протеканию реакции, так как серная кислота обладает свойством «отнимать» воду практически от всех субтратов. Таким образом, состав кислотного слоя примерно по 42% H2
O и H2
SO4
, 16% ЭХГ и 2% формаля.
Отходы:
В соответствии с вышеизложенным при получении формаля на каждые 173 кг образуется 18 кг воды, на связывание которой требуется 18 кг серной кислоты.
Так как ЭХГ характеризуется хорошей растворимостью в воде, в кислом слое содержится его значительное количество. Вычисления показывают, что количество кислотного слоя может быть оценено на уровне 240 кг на тонну формаля.
Возможности использования отработанной кислоты
Попытки использовать кислотный слой на стадии коагуляции тиокола привели к значительному снижению качества продукта. Это обусловлено наличием в кислотном слое ЭХГ и формальдегида, которые приводят к образованию инертных концевых групп, снижению свойств и физико-механических характиристик вулканизаторов.
Попытки отгонки привели к выходу из стороя оборудования.
Образующуюся отработанную серную кислоту можно нейтрализовывать оксидом магния (магнезитПМК-87).
Н2
SO4
+MgO MgSO4
+H2
O
Затем, полученный сульфат магния, реально использовать на стадии поликонденсации при синтезе тиоколовой дисперсии.
Возможные варианты дегазации отходов.
Поскольку сбрасывать кислотный слой в химзагрязненную канализацию не представляется возможным, необходима его дегазация. В качестве агента для связывания H2
SO4
можно использовать мел. При этом в процессе нейтрализации будет малорастворимый сульфат кальция, который вызовет забивку коммуникаций и оборудования.
Огромное газовыделение потребует проведение процесса с малым заполнением аппараты и , соответственно, большого объема аппарата.
Взаимодействие ЭХГ с мелом в присутствии кислоты приведет к образованию окиси этилена, который может привести к возникновению пожароопасных ситуаций.
Нейтрализация каустической содой снимает проблему выпадения осадков в процессе нейтрализации, но повышает риск образования окиси этилена. Но вариант этот можно считать предпочтительным.
При нейтрализации H2
SO4
на каждые 98 кг H2
SO4
необходимо 80 кг гидрооксида натрия. ЭХГ и формаль также будут реагировать с щелочью и теоретический расход щелочи может быть оценен на уровне 240 кг на тонну формаля.
Поскольку на БОС можно сбрасывать воду с содержанием солей не более 30 г/л, на разбавление потребуется более10.4м3
воды. А количество сточных вод только на стадии синтеза формаля достигнет 11м3
на тонну формаля.
Таким образом, действующий в настоящее время сернокислотный синтез “добавляет” и без того большому количеству сточных вод производства тиокола еще более 10м3
сточных вод.
8 ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОЕКТНЫХ РЕШЕНИЙ
БИЗНЕС ПЛАН
Полисульфидные каучуки (тиоколы) получили широкое распространение. Герметики на их основе используются в автомобильной промышленности, в авиапромышленности, в судостроении и в строительстве. Также они используются в качестве компонента в смесевых твердых ракетных топливах. Срок службы полисульфидных полимеров 25 лет.
На ОАО «КЗСК» производственное подразделение для производства полисульфидных полимеров введено в действие в 1965 году. Разработчиком технологического процесса является НИИСК, генеральным проектировщиком – ГИПРОКАУЧУК.
На данный момент оборудование сильно изношено, однако в связи с большим спросом производство тиокола растет. Данное подразделение является одним из трех производителей тиокола в мире.
Исходные соединения. Основными исходными соединениями для получения полисульфидных полимеров являются алифатические галогенпроизводные и полисульфид натрия. Основным мономером, применяемым для получения как эластомеров, так и жидких полимеров, является ди(b-хлорэтил)формаль, который получают из безводных этиленхлоргидрина и формальдегида в присутствии различных соединений, способных удалять образующуюся при этом воду в виде азеотропов. Синтез ди(b-хлорэтил)формаля также может быть легко осуществлен непсредственно из окиси этилена, хлористого водорода и формальдегида.
Исходные соединения. Основными исходными соединениями для получения полисульфидных полимеров являются алифатические галогенпроизводные и полисульфид натрия. Основным мономером, применяемым для получения как эластомеров, так и жидких полимеров, является ди(b-хлорэтил)формаль, который получают из безводных этиленхлоргидрина и формальдегида в присутствии различных соединений, способных удалять образующуюся при этом воду в виде азеотропов. Синтез ди(b-хлорэтил)формаля также может быть легко осуществлен непосредственно из окиси этилена, хлористого водорода и формальдегида.
Выбор и обоснование метода производства
Полисульфидные олигомеры представляют собой реакционноспособные олигомеры, образующие после отверждения герметики с уникальным комплексом свойств. Высокая термодинамическая гибкость и наличие в основной цепи химически связанной серы (до 80%) сообщают герметикам на основе полисульфидных олигомеров высокую устойчивость к действию топлива, газопроницаемость, водостойкость и благодаря насыщенности основной цепи, высокую стойкость к ультрафиолету, озону, радиации.
В основе синтеза жидких тиоколов лежит реакция поликонденсации ди- или тригалогенпроизводных органических соединений с ди- или полисульфидами натрия. Наиболее распространенным мономером является 2,2-дихлорэтилформаль, который обеспечивает наиболее высокую термодинамическую гибкость макромолекулярных цепей.
Увеличение содержания трихлорпропана (ТХП) в жидком тиоколе в первую очередь приводит к уменьшению относительного удлинения. В связи с этим, как правило, там, где от герметиков требуется высокие значения деформации (строительство), используют тиоколы с содержанием ТХП до 0,5%.
Применение ТХП в качестве разветвляющего агента обеспечивает стабильность состава и функциональности серосодержащих олигомеров и существенно влияет на физико-механические свойства. В зависимости от степени расщепления дисперсии тиокола и содержание ТХП может быть получена целая гамма марок жидкого тиокола с различной молекулярной массой, вязкостью, содержанием концевых SH-групп.
Выбор и обоснование места строительства
.
Местом строительства цеха по производству жидких тиоколов является территория завода ОАО «КЗСК» города Казани.
Выбор района определяется следующими факторами:
8) наличие дешевого и ценного сырья, газа добываемого в РТ;
9) близость энергетических и тепловых ресурсов, ТЭЦ, обслуживающих данное производство;
10) наличие густой сети железных и автотранспортных дорог;
11) климатические условия – континентальный климат, редкое колебание температур;
12) близкое наличие водных ресурсов – река Волга и озеро Кабан;
13) наличие ИТР, которые имеют профессиональный опыт и соответствующую квалификацию.
1) Расчет производственной мощности
Производственная мощность N вычисляется по формуле:
N=n×a×Tэф
,
Где: n=13 – количество однотипного оборудования,
a=0.4 т/ч – производительность оборудования,
Тэф
=8024 ч – эффективное время работы оборудования.
N=13×0.4×8024=41724.8 т/год
Коэффициент использования мощности:
Kи.м
=V/N,
Где: V – годовой выпуск, т/год
Kи.м
=40000/41724,8=0,95
Значение Kи.м
свидетельствует о том, что 13 аппаратов достаточно, чтобы справиться с запланированным выпуском.
2)Расчет капитальных вложений
Таблица 8.1-Капитальные вложения и амортизационные отчисления
| Наименование оборудования |
Ед. изм. |
По проекту |
По аналогу |
| Кол-во, шт |
Стоим-ть, млн.руб. |
АО |
Кол-во, шт |
Стоим-ть,млн.руб |
АО |
| Ед. |
Общ. |
% |
å млн.руб. |
Ед. |
Общ. |
% |
å млн.руб. |
I.Технол.оборуд.
ап-т ПК
ап-т отмывки
ап-т расщеп-я
ап-т коагул-ии
ап-т фуговки
ап-т сушки
ап-т фильт-ии
ап-т отгрузки
мерники
ем-ть для MgCl2
ем-ть для NaOH
ем-ть для NaS2
O3
каплеотбойники
ловушка на сушке
ловушка
теплообменник
скруббер
Итого:
|
шт
|
3
5
2
1
1
13
2
3
6
1
1
1
3
1
2
1
2
|
2
2
2
2
2,1
0,5
1,3
1
0,25
0,35
1,3
0.2
0,3
0,7
1,5
1,7
1,5
|
6
10
4
2
2,1
6,5
2,6
3
1,5
0,35
1,3
0.2
0,9
0,7
3
1,7
3
48,75
|
10
|
0,6
0,4
0,4
0,2
0,21
0,65
0,26
0,3
0,15
0,035
0,13
0.02
0,09
0,07
0,3
0,17
0,3
4,875
|
3
9
2
1
1
13
2
3
10
1
1
1
3
2
3
1
2
|
2
2
2
2
2,1
0,5
1,3
1
0,25
0,35
1,3
0.2
0,3
0,7
1,5
1,7
1,5
|
6
18
4
2
2,1
6,5
2,6
3
2,5
0,35
1,3
0.2
0,9
1,4
4,5
1,7
3
60,05
|
10
|
0,6
1,8
0,4
0,2
0,21
0,65
0,26
0,3
0,25
0,035
0,13
0.02
0,09
0,14
0,45
0,17
0,3
6,005
|
| II. Неучтен.обор-е |
%
|
10
|
4,875
|
0,4875
|
10
|
6,005
|
0,6005
|
| III.Эл.сил.обор-е |
шт |
31 |
0,02 |
0,62 |
15 |
0,093 |
40 |
0,02 |
0,8 |
15 |
0,12 |
| IV. КИП |
% |
15 |
7,3125 |
15 |
1,1 |
15 |
9,007 |
15 |
1,35 |
| V. Трубопроводы |
%
|
25
|
12,2
|
15
|
1,8
|
25
|
15
|
15
|
2,25
|
| Итого: |
73,745 |
8,38 |
90,875 |
10,33 |
Удельные затраты на оборудование:
П: åА/N=8380500/40000=209,5 руб/т
А: åА/N=10328500/40000=258,2 руб/т.
Таблица 8.2-Расчет капитальных затрат и АО на здания
| Наименование здания |
Единица измерения |
Объем здания |
Сметная стоимость |
АО |
Сметная стоимость |
АО |
| Ед. |
Общ. |
% |
åмлн. руб. |
Ед. |
Общ. |
% |
å млн. руб. |
| Корпус 450 |
м3
|
24000 |
2100 |
50,4 |
2 |
1,008 |
2100 |
50,4 |
2 |
1,008
|
Таблица8.3-Сводная смета капитальных затрат и структура основных фондов
| Элементы основных фондов |
По проекту |
По аналогу |
| å кап. вложений, руб. |
% к итогу |
å кап. вложений, руб. |
% к итогу |
Здания
Оборудование
Итого:
|
50400000
73745000
124145000
|
40,6
59,4
100
|
50400000
90875000
141275000
|
35,7
64,3
100
|
3) Расчет нормирующих оборотных средств
НОС составляет 12-15% от ОПФ.
П: НОС=0,15×124145000=18621750 руб.
А: НОС=0,15×141275000=21191250 руб.
Капитальные вложения = ОПФ+НОС
П: 124145000+18621750=142766750 руб.
А: 141275000+21191250=162466250 руб.
Уд.кап.вложение = кап.вложения/В
П: 142766750/40000=3569,17 руб/т
А: 162466250/40000=4061,66 руб/т
4)Расчет численности и фонда заработной платы
Таблица 8.4-Численность рабочих
| Наименование рабочих |
Количество человек в смену |
Количество смен |
Численность |
разряд |
ЧТС, руб |
| Явочная |
списочная |
ОПР
Ап-чик на ПК
Ап-чик промывки
Ап-чик нейтр. и коагуляции
Ап-чик на фуговк.
Ап-чик сушки
|
2
1
2
1
2
|
5
5
5
5
5
|
10
5
10
5
10
|
11
6
11
6
11
|
6
5
5
6
5
|
12
10
10
12
10
|
Вспомогательные рабочие
Слесарь-ремонтник
Электрогазосварщик
Электрик
Сменные слесаря
|
10
2
2
2
|
1
1
1
5
|
10
2
2
10
|
11
3
3
11
|
6
6
5
6
|
12
12
10
12
|
ИТР
Начальник цеха
Технолог
Начальник смены
Старший мастер
Механик
Экономист
Мастер-ремонтник
Кладовщик
ИТОГО:
|
1
1
1
1
1
1
1
1
|
5
1
1
1
1
1
|
1
1
5
1
1
1
1
1
76
|
1
1
6
1
1
1
2
1
87
|
оклад
|
5)Заработная плата основных рабочих
Заработная плата по тарифу в год:
Зт.г
=Рсп
×Тэф
×ЧТС, руб
Зт.г
=28×(8×18×11)10=443520 руб
Зт.г
=17×(8×18×11)12=269280 руб
åобщ.=712800 руб
6) Основная заработная плата:
Зосн
=Зт.г
+Д, руб
Д – доплата: за ночное время Днв
=(Зтг
/С)0,4
за вечернее время Двв
=Днв
/2
Днв
=(712800/5)0,4=57024 руб
Двв
=57024/2=28512 руб
Зосн
=712800+57024+28512=798336 руб
Годовой фонд заработной платы:
Згод
=(Зосн
+Здоп
)Кп
, руб
Здоп
=0,2×Зосн
=0,2×798336=159667,2 руб
Кп
=1
Згод
=(798336+159667,2)1=958003,2 руб
Удельная заработная плата:
Зуд
=Згод
/N, руб/т
Зуд
=958003,2/40000=23,95 руб/т
Отчисления на социальное страхование:
Осс
=0,4×Згод
, руб
Осс
=0,4×958003,2=383201,28 руб
Удельные отчисления на социальное страхование:
Оуд.сс
=Осс
/N, руб
Оуд.сс
=383201,28/40000=9,58 руб/т
7) Расчет годовой заработной платы вспомогательных рабочих
а) Слесарь-ремонтник
Зтг
=Рсп
×Тэф
×ЧТС, руб
Зтг
=11×(7×21×11)×12=213444 руб
Згод
=213444+213444×0,3=277427,2 руб
б) Электрогазосварщик
Зтг
=3×(7×21×11)×12=58212 руб
Згод
=58212+58212×0,3=75675,6 руб
в) Электрик
Зтг
=3×(7×21×11)×10=48510 руб
Згод
=48510+48510×0,3=63063 руб
г) Сменные слесаря
Зтг
=11×(8×18×11)×12=209088 руб
Зосн
=Зт.г
+Д, руб
Днв
=(209088/5)0,4=16727,04 руб
Двв
=16727,04/2=8363,52 руб
Зосн
=209088+16727,04+8363,52=234178,56 руб
Згод
=234178,56+234178,56×0,2=281014,27, руб
å=697230,07 руб
Осс
=697230,07×0,4=278892,03 руб
8) Расчет заработной платы служащих
Начальник цеха:
Зтг
=1×10000×12=120000 руб
Згод
=120000+120000×0,1=132000 руб
Технолог
Зтг
=1×8000×12=96000 руб
Згод
=96000+96000×0,1=105600 руб
Старший мастер
Зтг
=1×7000×12=84000 руб
Згод
=84000+84000×0,1=92400 руб
Механик
Зтг
=1×8000×12=96000 руб
Згод
=96000+96000×0,1=105600 руб
Экономист
Зтг
=1×6000×12=72000 руб
Згод
=72000+72000×0,1=79200 руб
Мастер-ремонтник
Зтг
=2×5×12=120000 руб
Згод
=120000+12000×0,1=132000 руб
Кладовщик
Зтг
=1×1500×12=18000 руб
Згод
=18000+18000×0,1=19800 руб
Начальник смены
Зтг
=6×6000×12=432000 руб
Зосн
=Зт.г
+Д, руб
Днв
=(432000/5)0,4=34560 руб
Двв
=34560/2=17280 руб
Зосн
=432000+17280+34580=483840 руб
Згод
=483840+96768=580608 руб
å=1247208 руб
Осс
=1247208×0,4=498883,2 руб
9) Расчет производительности труда:
Производительность труда одного рабочего:
Пт
=В/Чсп.р
, т/чел
Пт
=40000/73=548 т/чел
Среднегодовая ЗП одного рабочего
Зср.г.р-чего
=(Згод.осн.р
+Згод.вспом.р
)/Чсп.раб-х
, руб
Зср.г.р-чего
=1655233,77/73=22674,4 руб
Производительность труда одного работающего
Пт
=В/Чсп.р-щих
, т/чел
Пт
=40000/87=460 т/чел
Среднегодовая ЗП одного работающего
Зср.г.р-щего
=(Згод.осн.р.
+Згод.вспом.р.
+Згод.служ.
)/Чсп.р-щих
, руб
Зср.г.р-щего
=2902441,27/87=33361,3 руб
10) Расчет себестоимости продукции:
а) Сырье и материалы:
Таблица 8.5-Расчет нормы сырья на калькуляционную единицу
| Наименование сырья |
Ед.изм. |
По проекту |
По аналогу |
| Годовое потреб. |
Годовой выпуск |
Норма расхода |
Годовое потреб. |
Годовой выпуск |
Норма расхода |
Полисульфид
Шихта
MgCl2
NaOH
Сульфит натрия
Сульфогидрат натрия
Серная кислота
Катапав
Полиакриламид
Трилон Б
Сетка металлическая
Азот
|
т
мп/т
м3
/т
|
20596,8
17440
50,8
13096
13720
30852
25492
128
10
278
20000
48000
|
40000 |
0,51
0,436
0,00127
0,33
0,343
0,765
0,637
0,0032
0,00025
0,00695
0,5
1,2
|
20596,8
17440
50,8
13096
13720
30852
25492
20000
48000
|
40000 |
0,51
0,436
0,00127
0,33
0,343
0,765
0,637
0,5
1,2
|
б) Энергия
Расчет электроэнергии на освещение.
Qосв.
=(Нэ
×Sn
×Носв
×Тэф
)/1000 кВт/год
Qосв
=(7×3500×0,97×12×365)/1000=104090,7 кВт/год
11)Расчет электроэнергии на электродвигатели.
Таблица 8.6-Расход электроэнергии на электродвигатели
| Наименование оборудования |
По проекту |
По аналогу |
| N, кВт |
Кол-во, шт |
åN, кВт |
Тэф
, ч |
Этеор
, кВт×год |
N, кВт |
Кол-во, шт |
åN, кВт |
Тэф
, ч |
Этеор
, кВт×год |
I. Силовое эл/оборудование
Эл/дв-ли к реакторам
Эл/дв-ли к насосам
II. Неучтенное эл/силовое оборуд
ИТОГО:
|
7
3
|
27
4
|
189
12
|
8000
1080
|
1512000
12960
152496
1677456
|
7
3
|
40
4
|
280
12
|
8000
1080
|
2240000
12960
225296
2478256
|
12) Расчет энергии на технологические цели
Эдв
=Этеор
×Кспр
/Кэл.сети
×Кдв
, кВт×год
Кспр
=0,9 – коэффициент спроса;
Кэл.сети
=0,97 – коэффициент потерь в электрических сетях;
Кдв
=0,95 – коэффициент потерь в электродвигателе.
П: Эдв
=1677456×0,9/0,97×0,95=1638318 кВт×год
А: Эдв
=2478256×0,9/0,97×0,95=2420436 кВт×год
П: åгод.расход=1638318+104097,7=1742408,7 кВт×год
А: åгод.расход=2420436+104090,7=2524526,7 кВт×год
13) Расходы на содержание и эксплуатацию оборудования
Таблица8.7-Смета расходов на содержание и эксплуатацию оборудования
| Наименование статей |
По проекту |
По аналогу |
| Сумма, руб |
Сумма, руб |
1. Содержание оборудования, транспортных средств.
1) ЗП вспом.рабочих
2) Отчисления на соц.страхование
3) Вспомогательные материалы
2. Тех.ремонт оборудования и транспортных средств
3. Кап.ремонт обор-я и транс-х средств
4. Амор-я обор-я и транс-х средств
ИТОГО:
Прочие расходы на содер-е и эксплуатац.обор-я
ВСЕГО:
|
697230
278892
2949800
2212350
3687250
8380500
18206022
1820602,2
20026624,2
|
697230
278892
3638200
2728650
4547750
10328500
22219222
2221922,2
24441144,2
|
14) Расходы на содержание и эксплуатацию оборудования на калькуляционную единицу
Куд
=Всего/В, руб/т
П: 20026624,2/40000=500,6 руб/т
А: 24441144,2/40000=611 руб/т
15) Цеховые расходы
Таблица 8.8-Смета цеховых расходов
| Статьи затрат |
По проекту |
По аналогу |
| Сумма, руб |
Сумма, руб |
1. Содержание цехового персонала
2. Отчисления на соц.страхование
3.Текущий ремонт здания
4. Кап.ремонт здания
5. Содержание здания
6. Амортизация здания
ИТОГО:
|
1247208
498883,2
1008000
504000
1512000
1008000
5778091,2
|
1247208
498883,2
1008000
504000
1512000
1008000
5778091,2
|
16) Расход на калькуляционную единицу
Куд
=5778091,2/40000=144,5 руб/т
17) Калькуляционная стоимость на 1т продукции
| Наименование статей |
Ед.изм. |
Цена за ед. в руб. |
По проекту |
По аналогу |
| Расход. коэф-т |
å руб |
Расход. коэф-т |
å руб |
I. Мат. затраты на сырье и материалы
1.Полисульфид
2.Шихта
3.MgCl2
4.NaOH
5.Сульфит натрия
6.Сульфогидрат натрия
7.Серная кислота
8.Катанав
9.Полиакриламид
10.Трилон Б
11.Сетка металлическая
12.Азот
ВСЕГО:
II.Энергия на технологические нужды
1.Электоэнергия
2. Вода
ВСЕГО:
III. ЗП с отчислениями на соц. Страхование
IV. Расходы на содер-е и эксп-ю обор-я
V. Цеховые расходы
Цеховая с/с
VI. Общезаводские расходы
Заводская с/с
VII.Внепроизвод. расходы
Полная с/с
|
т
мп/т
м3
/т
кВт
м3
/т
|
30000
60000
3400
2550
7000
5000
450
50000
35000
55000
580
518
0,85
3,30
|
0,51
0,436
0,00127
0,33
0,343
0,765
0,637
0,0032
0,00025
0,00695
0,5
1,2
43,5
100
|
1530
26160
4,318
841,5
2401
3825
286,65
160
8,75
382,25
290
621,6
36562,2
40
3300
3340
72,6
500,6
144,6
40619,96
405,77
41025
820,5
41846,2
|
0,51
0,436
0,00127
0,33
0,343
0,765
0,637
0,5
1,2
63
200
|
1530
26160
4,318
841,5
2401
3825
286,65
290
621,6
35960,1
53,55
6600
6653,55
72,6
611
144,6
43441,74
748,165
44189,9
883,8
45073,7
|
Таблица8.9-Сравнительная калькуляция себестоимости
Оптовая цена 72000 рублей за тонну. Годовая сумма прибыли составляет:
ПР=40000 (72000-41846)=120616000 руб
Годовая экономия от снижения себестоимости рассчитывается по формуле:
Э=(С1
– С2
)×В,
где: С1
и С2
– себестоимость по аналогу и проекту;
В – производительность по проекту.
Э=(45073-41846)40000=12908000 руб
Таблица 8.10-Сравнительные технико-экономические показатели производства
| Показатели |
Ед.изм. |
По проекту |
По аналогу |
1.Годовой выпуск продукции:
а) в нейтральном выражении
б) по оптовым ценам
2.Капитальные затраты:
а) ОПФ
б) НОС
3. Численность работающих
4. Среднегодовая зар. плата:
а) одного работающего
б) одного рабочего
5. Себестоимость единицы продукции
6. Оптовая цена единицы продукции
7. Прибыль
|
т
руб
руб
руб
чел
руб
руб
руб
руб
руб
|
40000
3240000000
124145000
18621750
87
33361
22674
41846
72000
30154
|
40000
2400000000
141275000
21191250
87
33361
22674
45073
60000
14927
|
Вывод: Разработанный дипломный проект позволяет повысить производительность тиокола, путем введения в реактор полиакриламида, который увеличивает скорость осаждения дисперсии. Время отмывки сокращается с 24 до 12 часов. Благодаря этому возрастает производительность реактора, уменьшается количество аппаратов и увеличивается производительная мощность.
ЗАКЛЮЧЕНИЕ ПО ПРОЕКТУ
Благодаря уникальным свойствам ПСО широко используют в производстве герметиков для авиации, судостроения, строительства, находят применение в технологии резин и выделки кожи, производства покрытий и адгезивов, в металлургии.
Первой стадией в получении жидких тиоколов является синтез 2,2-дихлорэтилформаля, разработанный научно-исследовательским институтом каучуков специального назначения НИИСК г. Казани.
Совершенствование технологии:
1. Провести автоматизацию производства. Это улучшит технику безопасности и сократит численность рабочих.
2. Путем достижения глубокого вакуума значительно сокращается стадия отгонки ЭХГ из формаля-сырца.
3. Вести загрузку серной кислоты в одну партию. Это позволяет сократить рабочий цикл на 7 часов, хотя и влечет за собой понижение выхода продукта до 76%.
Разработанный дипломный проект позволяет повысить производительность тиокола, путем введения в реактор полиакриламида, который увеличивает скорость осаждения дисперсии. Время отмывки сокращается с 24 до 12 часов. Благодаря этому возрастает производительность реактора, уменьшается количество аппаратов и увеличивается производительная мощность.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Баликатов Т.В. Технология СК / Баликатов Т.В., Жигалин Я.Л.. М.: Химия, 1980-425с.
2. Варгафтик Н.Б, Справочник по теплофизическим свойствам газов и жидкостей. -М.: Наука, 1972
3. Голубятников В.А., Автоматизация процессов в химической промышленности. / Х Голубятников В.А., Шувалов В.В.-М.: Химия,1972-480с.
4. Долин П.А. Справочник по технике безопасности. - М.:1982
5. Залевский А.А. Экономика химической промышленности.- Химия,1986
6. Касаткин Л.Г. Основные процессы и аппараты химической промышленности. - М.: Химия,1970
7. Кирпичников П.А. Химия и технология синтетического каучука: Учеб. для вузов / Кирпичников П.А., Аверко-Антонович Л.А., Аверко-Антонович Ю.О – 3-е изд., перераб.- Л: Химия,1972-480с.
8. Кирпичников П.А. Полисульфидные олигомеры и герметики на их основе / Кирпичников П.А., Аверко-Антонович Л.А,Смыслова Р.А..Л.: Химия, 1983-470с.
9. Кошарский В.Д. Автоматизация. Автоматические приборы и регуляторы. – М: Машиностроения,1976
10. Охрана труда в химической промышленности. Химия,1989
11. Павлов К.Ф. Примеры, задачи по курсу процессов и аппаратов химической технологии / Павлов К.Ф., Романков Л.Р., Носков Л.А. М: Химия,1970
12. Рейсфельд В.О., Еркова Л.Н. Оборудование производств основного органического синтеза и синтетического каучука. - М.: Химия 1992.- 132 с
13. Энциклопедия полимеров: М: Советская энциклопедия, 1972 Т1-1224с.
|