| Оглавление
Раздел 1 Введение
Раздел 2 Технологическая часть
2.1 Изделие
2.2 Выбор способа соединения деталей.
2.3. Оборудование
2.3.1 Назначение
2.3.2 Технические данные машины МШ-1601
2.3.3 Состав машины и комплектность
2.3.4 Устройство и принцип работы машины
2.4. Технологический процесс сборки и сварки изделия.
Раздел 3 конструкторская часть
3.1. Оборудование для контактной шовной сварки
3.2. Электроды для шовной сварки сильфонов с арматурой
3.3 .Конструкция сборочно-сварочного приспособления
Раздел 4 исследовательская часть
4.1. Конструктивно-технологический анализ сварных узлов изделий. Технологии шовной сварки
4.2. Измерение и регулирование параметров сварки
4.3. Влияние параметров процесса сварки на качество сварного соединения.
Раздел 5 Организационно–экономическая часть
5.1. Расчет себестоимости продукции
5.2. Организация участка по изготовлению изделия
Раздел 6 охрана труда и экология
6.1. Характеристика процесса.
6.2. Анализ опасных и вредных факторов при изготовлении изделия.
6.3. Загрязнение окружающей среды от выбросов и отходов при операциях в механическом цехе.
Литература
Раздел 1. Введение
Сварка является одним из ведущих технологических процессов обработки металлов. Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, т.к. резко сокращается расход металла, сроки выполнения работ и трудоемкость производственных процессов. Выпуск сварных конструкций и уровень механизации сварных процессов постоянно повышается. Успехи в области автоматизации и механизации сварных процессов позволили коренным образом изменить технологию изготовления важных хозяйственных объектов, таких как доменные печи, турбины, суда, химическое оборудование и т.д.
Высокая производительность сварочного процесса, хорошее качество сварных соединений и экономическое использование металла способствует тому, что сварочная техника стала ведущим технологическим процессом при изготовлении металлических конструкций всех видов.
Разработка дипломного проекта дает возможность разработать новые технологии и применение автоматизированных систем для производства разнообразных изделий машиностроения.
Раздел 2. Технологическая часть
2.1 Изделие
Сильфоны. Общие сведения.
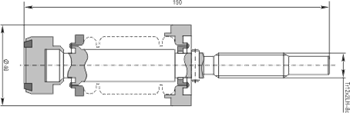
Сильфон представляет собой тонкостенную металлическую трубку или камеру с гофрированной (волнообразной) боковой поверхностью (рис.
). Сильфоны изготавливают из латуни (обычно полутомпака), фосфористой и бериллиевой бронзы и нержавеющей стали. Наиболее широко сильфоны применяют в пневмо- и гидроавтоматике в качестве чувствительных элементов, реагирующих (расширением или сжатием, подобно пружине) на изменение давления газа или жидкости, действующего на дно сильфона (например, в датчиках температуры, давления), а также в качестве гибких соединений трубопроводов, компенсаторов температурных удлинений, упругих разделителей сред и т. п. Стенки сильфона для работы при больших разностях давлений и в агрессивных средах изготовляют 2-, 3- и 4-слойными.

Рис.2.1. Силифон
В гидропневмоавтоматике применяются также исполнительные механизмы с разделителем в виде цилиндрического сильфона. Сильфоны изготовляют из металлов и лишь для работы при небольших давлениях — из неметаллических материалов (резины и различных пластиков). Металлические сильфоны бывают одно и многослойные (до пяти слоев), причем многослойные сильфоны допускают при той же общей толщине, что и однослойные, и при тех же размерах значительно больший ход при одинаковой нагрузке. Допускаемое давление для неметаллических сильфонов до 2—3 кг/см2, для однослойных металлических сильфонов малых диаметров до 30 кг/см2 и больших до 2 кПсм2. Многослойные сильфоны из нержавеющей стали применяют для рабочих давлений до 150 кПсм2. Применение этих сильфонов имеет особые преимущества в условиях низких и высоких температур, значение которых лимитируется материалом, из которого изготовлен сильфон. Долговечность металлического сильфона характеризуется общим числом ходов заданной величины до разрушения какой-либо из его волн, причем это число ходов зависит от размера и частоты- деформаций, увеличение которых снижает долговечность сильфона. Общее изменение длины (ход) сильфона состоит из растяжения (удлинения) и сжатия. Рекомендуемое максимальное перемещение металлического сильфона составляет 25% его свободной длины, из которых 15% отводится на сжатие и 10% на растяжение. При необходимости обеспечения большого числа ходов изменение длины сильфона не должно превышать 10%. Допустимое осевое перемещение сильфона из резины можно в зависимости от размера гофров принять равным 50% полной его длины в свободном состоянии в каждую сторону.
Сильфоны
Применяемость сильфонов
| Обозначение
Чертежа
сильфона
|
Материал
сильфона
|
Р
N
,
МПа
|
Масса,
кг
|
Обозначение изделия
|
Класс и группа изделия по ОТТ-82
|
| КЗ 26362-010Б
|
Сталь 08Х18Н10Т
ГОСТ 5632-72
|
4,0
|
0,342
|
КЗ 26362-010-10;
КЗ 26362-015-10
|
3Б
|
| КЗ 26362-010-20;
КЗ 26362-015-20
|
2Б
|
| -01
|
Сталь 20
ГОСТ 1050-88
|
КЗ 26362-010-05, -15;
КЗ 26362-015-05, -15
|
3Б
|
| КЗ 26362-010-25;
КЗ 26362-015-25
|
2Б
|
| -02
|
Сталь 08Х18Н10Т
ГОСТ 5632-72
|
0,332
|
КЗ 26362-010-01, -02, -03, -04, -11, -12, -13, -14;
КЗ 26362-015-01, -02, -03, -04, -11, -12, -13, -14
|
3Б
|
| КЗ 26362-010-21, -22, -23, -24;
КЗ 26362-015-21, -22, -23, -24
|
2Б
|
| -03
|
Сталь 20
ГОСТ 1050-88
|
КЗ 26362-010-06, -07, -08, -09, -16, -17, -18, -19;
КЗ 26362-015-06, -07, -08, -09, -16, -17, -18, -19
|
3Б
|
| КЗ 26362-010-26, -27, -28, -29;
КЗ 26362-015-26, -27, -28, -29
|
2Б
|
| КЗ 26362-025В
|
08X18H10T
|
0,595
|
КЗ 26362-025-01, -02, -03, -04, -05, -06, -07, -08, -09, -10, -11, -12, -13, -14, -15, -16, -17, -18, -19;
КЗ 26362-032-01, -02, -03, -04, -05, -06, -07, -08, -09
|
3Б
|
| КЗ 26362-025-20, -21, -22, -23, -24, -25, -26, -27, -28, -29;
КЗ 26362-032-10, -11, -12, -13, -14, -15, -16, -17, -18, 19
|
2Б
|
| КЗ 26362-050Б
|
1,65
|
КЗ 26362-050-01, -02, -03, -04, -05, -06, -07, -08, -09
|
3Б
|
| КЗ 26362-050-10, -11, -12, -13, -14, -15, -16, -17, -18, 19
|
2Б
|
| КЗ 26370-010Г
|
20,0
|
0,68
|
КЗ 26370-010-01, -02, -03, -04, -05, -06, -07, -08, -09;
КЗ 26370-015-01, -02, -03, -04, -05, -06, -07, -08, -09
|
2А
|
| КЗ 26370-025Б
|
1,175
|
КЗ 26370-025-01, -02, -03, -04, -05, -06, -07, -08, -09
|
| КЗ 26370-032Г
|
1,61
|
КЗ 26370-032-01, -02, -03, -04, -05, -06, -07, -08, -09
|
| КЗ 26370-050В
|
2,41
|
КЗ 26370-050-01, -02, -03, -04, -05, -06, -07, -08, -09
|
Арматура сильфонная: Герметичность арматуры обеспечивается сильфонным узлом, который представляет собой гофрированный патрубок из нержавеющей стали или специальной пластмассы. Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре.
Вид деформации сильфона в процессе эксплуатации определяется конструктивным исполнением компенсатора, т.е. типом присоединенной к нему арматуры.
По виду деформации сильфона компенсаторы подразделяются на:
- осевые (растяжение – сжатие);
- сдвиговые (относительный сдвиг);
-поворотные (относительный поворот);
- одно-плоскостные;
- поворотные пространственные;
- универсальные (растяжение, сжатие, сдвиг, поворот);
- сдвигово-поворотные (сдвиг, поворот).
Фланцы. Общие сведения.
Фланец
(от нем. Flansch
) — обычно плоское кольцо или диск с равномерно расположенными отверстиями для болтов и шпилек, служащие для прочного и герметичного соединения труб и трубопроводной арматуры, присоединения их к машинам, аппаратам и ёмкостям, для соединения валов и других вращающихся деталей (фланцевое соединение
). Фланцы используют попарно (комплектом).
Фланцы различаются по размерам (бывают плоские и воротниковые фланцы), способу крепления и форме уплотнительной поверхности. Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.п. Фланцы в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей. Форма уплотнительной поверхности фланца в трубопроводах зависит от давления среды, профиля и материала прокладки. Гладкие уплотнительные поверхности с прокладками из картона, резины и паронита применяются при давлениях до 4 Мн/м² (40 бар), поверхности с выступом на одном фланце и впадиной на другом с асбо-металлическими и паронитовыми прокладками — при давлениях до 20 Мн/м² (200 бар), фланец с конической уплотнительной поверхностью — при давлениях выше 6,4 Мн/м² (64 бар). Для разгонки фланцев при замене уплотнений часто используют подручные средства (лом, клин). Однако, относительно недавно, был разработан специальный инструмент для разгонки фланцев - разгонщик фланцев.
Отличительные особенности и характеристики фланцев
Существуют определенные характеристики фланцев:
1. Конструктивные.
Основой этой группы характеристик является конструкция фланца. На территории Российской Федерации и стран СНГ наибольшее распространение получили три фланцевых стандарта:
ГОСТ 12820-80 — фланец стальной плоский приварной.
ГОСТ 12821-80 — фланец стальной приварной встык.
ГОСТ 12822-80 — фланец стальной свободный на приварном кольце.
Фланцы по трем наиболее распространенным стандартам, упомянутые выше, предназначены для соединения трубопроводной арматуры и оборудования.
В силу конструктивных особенностей условия монтажа этих фланцев различаются.
Фланец стальной плоский приварной. При монтаже фланец «надевается» на трубу и приваривается двумя сварными швами по окружности трубы.
Фланец стальной приварной встык. Монтаж такого фланца по сравнению с плоским приварным фланцем предусматривает только один соединительный сварной шов (при этом необходимо соединить встык торец трубы и «воротник» фланца), что упрощает работу и сокращает временные затраты.
Стальной свободный фланец на приварном кольце состоит из двух частей — фланца и кольца. При этом, естественно, фланец и кольцо должны быть одного условного диаметра и давления. Такие фланцы отличаются по сравнению с вышеперечисленными удобством монтажа, т. к. к трубе приваривается только кольцо, а сам фланец остается свободным, что обеспечивает легкую стыковку болтовых отверстий свободного фланца с болтовыми отверстиями фланца арматуры или оборудования без поворота трубы. Они часто используются при монтаже трубопроводной арматуры и оборудования в труднодоступном месте или при частом ремонте (проверке) фланцевых соединений (например, в химической промышленности).
Кроме того, положительным является то, что при подборе свободных фланцев под трубу из нержавеющей стали, в целях экономии, допускается использование кольца из нержавеющей стали, а фланца — из углеродистой (табл. 2.2).
| Тип фланца
|
Параметры среды
|
Марка материала
|
| Давление условное Ру, кг/см2
|
Температура К (°С)
|
Фланец
|
| Стальной плоский приварной ГОСТ 12820-80
|
от 1 до 25
|
от -30 до 300
|
Ст3сп не ниже 2-й категории по ГОСТ 535-88
|
| от -70 до 300
|
09Г2С по ГОСТ 19281-89, 10Г2 по ГОСТ 4543-71
|
| от -30 до 300
|
Стали 20, 25 по ГОСТ 1050-88
|
| от -40 до 300
|
15ХМ по ГОСТ 4543-71
|
| от -40 до 300
|
12Х18H9Т по ГОСТ 7769-82
|
| Стальной приварной встык ГОСТ 12821-80
|
от1 до 25
|
от -30 до 300
|
Ст3сп не ниже 2-й категории по ГОСТ 535-88
|
| от 1 до 100
|
от -40 до 425
|
Стали 20, 25 по ГОСТ 1050-88
|
| от 1 до 200
|
от -30 до 450
|
| от -40 до 450
|
15ХМ по ГОСТ 4543-71
|
| от -40 до 300
|
5Х18Н12С4ТЮ (типа) ГОСТ 5632-72
|
| от -70 до 300
|
| от -70 до 350
|
09Г2С по ГОСТ 19281-89 10Г2 по ГОСТ 4543-71
|
| от -40 до 400
|
06ХН28МДТ (типа ЭИ-945) по гОСТ 5632-72
|
| от -70 до 400
|
| от -40 до 450
|
12Х18Р9Т 10Х17Н13М3Т (типа ЭИ-432) по ГОСТ 5632-72
|
| от -40 до 510
|
15Х5М по ГОСТ 5632-72
|
| от -80 до 600
|
12Х18Н9Т по ГОСТ 5632-72
|
| от -253 до 600
|
10Х17Н13М3Т (типа ЭИ-432) по ГОСТ 5632-72
|
| Стальной свободный на приварном кольце ГОСТ 12822-80
|
от 1 до 25
|
от -30 до 300
|
Ст3сп не ниже 2-й категории по ГОСТ 535-88
|
Помимо этих трех стандартов следует особо выделить фланцы, изготавливаемые по чертежам заказчика (нестандартные фланцы). В отличие от первых трех вышеупомянутых фланцев данная конструкция не является постоянной и может изменяться в зависимости от ожиданий и требований клиента. Такие фланцы являются индивидуальными и служат для удовлетворения любых потребностей заказчика.
Фланцы, изготовленные по зарубежным стандартам, отличаются от российских конструктивно. Среди импортных, наибольшее распространение в России получили фланцы, выполненные по немецким стандартам DIN (стандарт принят по всей Европе) и американским ANSI.
Таблица 2.3.
| Отличительные характеристики фланцев
|
| Конструктивные
|
Технологические
|
| Диаметр условного прохода Ду
|
| Условное давление Ру
|
| Исполнение с 1 по 9
|
| Ряд 1 или 2
|
| Круглый (квадратный)
|
| Материал
|
Ст. 20
|
| Ст. 09Г2С
|
| Ст. 15X5M
|
| Ст. 08Х18Н10Т (12Х18Н10Т)
|
| Другие
|
| Конструкция
|
Фланцы стальные плоские приварные ГОСТ 12820-80
|
| Фланцы стальные приварные встык ГОСТ 12821-80
|
| Стальной свободный на приварном кольце ГОСТ 12822-80
|
| Зарубежный стандарт
|
| Нестандартные
|
| Фланцы по другим российским стандартам
|
2. Технологические.
Эти характеристики связаны с особенностями производства (из каких заготовок и по каким технологиям выполняется фланец).
Круглые и квадратные фланцы. В настоящее время выпускается небольшое количество задвижек, клапанов и т. п. трубопроводной арматуры, имеющей в качестве присоединительного узла фланец квадратный. Поэтому в соответствии с ГОСТ 12815-80 до давления условного Ру 4 МПа (40 кгс/см2
) предусмотрены по конструкции фланцы как круглые, так и квадратные. При заказе квадратных фланцев необходимо помнить, что существует прямая зависимость диметра фланца от условного давления: чем выше давление, тем меньшего диаметра фланец можно произвести (табл. 2.4.).
| Ру, кг/см2
|
1,0; 2,5; 6,0
|
10,0; 16,0
|
25,0; 40,0
|
| Ду, мм
|
10, 15, 20, 25, 32, 40, 50, 65, 80, 100
|
10, 15, 20, 25, 32, 40, 50, 65, 80
|
10, 15, 20, 25, 32, 40, 50
|
Условный проход. Особенности его обозначения
Стоит сразу же отметить, что условный проход не является внешним диаметром трубы, а обозначает проход (сечение), по которому протекает среда через фланцевое соединение. Одной из особенностей фланцев стальных плоских приварных и стальных свободных на приварном кольце на диаметры условного прохода Ду 100,125 и 150 мм является то, что возможны три их конструкции под различные наружные диаметры трубы.
Поэтому при заказе этих фланцев на Ду 100,125 или 150 мм необходимо указывать букву, соответствующую требуемому диаметру трубы. Если в заявке (спецификации) на данные типоразмеры фланцев буква не указана, то фланцы изготавливаются под следующие диаметры трубы: 100А, 125А, 150Б (табл. 2.5.).
| Диаметр условного прохода Ду, мм
|
Наружный диаметр трубы, мм
|
| А
|
Б
|
В
|
| 100
|
108
|
114
|
-
|
| 125
|
133
|
140
|
-
|
| 150
|
152
|
159
|
168
|
Следующей особенностью фланцев с диаметром условного прохода Ду > 200 мм является то, что из-за различных классов точности изготовления труб и фланцев, расточка внутреннего диаметра фланцев плоского, свободного и его кольца допускается по фактическому наружному диаметру трубы с зазором на сторону не более 2,5 мм , т. е. по всему внутреннему диаметру фланца и кольца не более 5,0 мм . Другими словами, при изготовлении трубы возможно отклонение от идеальной формы круга, таким образом, труба может не соответствовать внутреннему диаметру фланца, что в свою очередь затрудняет соединение трубы и фланца.
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности. Фланец стальной плоский приварной (ГОСТ 12820-80) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2
, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2
.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2
, Па, МПа, атм, бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2
. Во избежание недоразумений при заказе продукции всегда указывайте единицу измерения давления.
Марки материала
Последней отличительной конструктивной характеристикой фланца является используемый материал. Фланцы могут изготавливаться из углеродистых и легированных сталей, а также из нержавеющих сталей. В настоящее время для изготовления фланцев используют большое количество марок стали, наибольшее распространение из которых получили ст.20, СТ.09Г2С, ст.15Х5М и ст.12Х18Н10Т.
Марки стали подбираются с учетом использования фланцев на данную рабочую температуру, условное давление и транспортируемую среду в трубопроводе. Требования на марку стали фланца в зависимости от рабочего давления и температуры среды приведены в ГОСТ 12816-80 (табл. 1).
Крепеж — это детали для неподвижного соединения частей машин и конструкций. К ним обычно относят детали соединений: болты, винты, шпильки, гайки, шурупы, глухари, шплинты, шайбы, заклепки, штифты и многое другое.
Группы качества
В зависимости от назначения крепежа и условий работы крепежных деталей установлено пять групп качества готовых изделий (табл.1, ГОСТ 20700-75).
Таблица 2.6.
| Номер группы качества
|
Вид испытаний
|
Количество изделий от партии
|
| 1
|
Определение механических свойств
|
100%
|
| Определение твердости
|
100%
|
| 2
|
Определение механических свойств
|
2% не но не менее 2 штук
|
| Определение твердости
|
100%
|
| 3
|
Определение твердости
|
100%
|
| 4
|
Определение твердости
|
2% не но не менее 2 штук
|
| 5
|
Без испытаний
|
-
|
Категории и Марки стали
Согласно ГОСТ 20700-75 стали для крепежных изделий подразделяются на следующие категории:
категория I — углеродистые стали с техническими требованиями к изделиям общего назначения нормальной точности с номинальным диаметром резьбы до 48 мм , рабочая температура изделия до 200 °С;
категория II — углеродистые стали, применяемые для болтов, шпилек, пробок, хомутов и гаек повышенной точности с номинальным диаметром резьбы до 48 мм и шайб всех размеров с рабочей температурой изделия до 300 °С. Углеродистые стали обыкновенного качества по ГОСТ 380-71;
категория III — качественные углеродистые стали в улучшенном состоянии, применяемые для болтов, шпилек, пробок, хомутов и гаек всех размеров с рабочей температурой до 425 °С в случаях, если температура отпуска выше этой температуры не менее чем на 100 °С;
категория IV—теплоустойчивые, жаропрочные, легированные стали в термически обработанном состоянии, применяемые для крепежных изделий всех размеров с рабочей температурой не более температуры среды, отвечающей всем принятым в данной отрасли нормам и правилам устройства и безопасной эксплуатации («Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды», «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением», «Правила устройства и безопасной эксплуатации трубопроводов пара и водогрейных котлов»).
Как правильно подобрать нужный Вам крепеж
Фланцевый крепеж подбирается в соответствии со следующими документами: ГОСТ 20700-75; ГОСТ 12816-80; ГОСТ 9064-70; ГОСТ 9066-75; ПБ 10-115-96; ПБ-03-75-94; ОСТ 26-2043-91; ОСТ 26-2037-96; ОСТ 26-2038-96; ОСТ 26-2039-96; ОСТ 26-2040-96; ОСТ 26-2041-96 и другими нормативными документами, регулирующими применение крепежа в зависимости от его назначения.
Чтобы правильно подобрать крепеж необходимо помнить о том, что им будет комплектоваться конкретное фланцевое соединение, следовательно, необходимо учитывать такие параметры:
рабочее давление
рабочая температура
рабочая среда (газ, вода, пар, нефть и т. д.)
внешняя среда
Помимо вышеперечисленных параметров на выбор крепежа влияет и марка стали, из которой изготовлен фланец. Рассматриваются наиболее часто применяемые марки стали фланцев и даются рекомендации по вариантам комплектации их фланцевым крепежом.
Примечание 1. Существуют определенные ограничения по выбору типа крепежа для фланцевого соединения. При давлении до 25 кгс/см2
Вы можете заказать как болт, так и шпильку. При давлении же свыше 25 кгс/см2
, согласно ГОСТ 12816-80, применение болтов не допускается.
Примечание 2. Для фланцевых соединений существует большое количество рекомендуемых марок материала для комплектации. При желании можно заказать шпильку и гайку как из одной и той же марки стали, так и из разных. При изготовлении крепежной пары гайка-шпилька из одной и той же марки стали, твердость гайки должна быть на 20 единиц меньше, чем у шпильки. Это обусловлено тем, что при возникновении избыточного давления в системе вероятно повреждение шпильки, при этом гайка не будет повреждена. В этом случае сложнее будет выявить неполадку. Если шпилька выполнена методом накатки резьбы, то ГОСТ 20700-75 допускает изготовление пары из материала с одинаковой твердостью.
Ниже рассматриваются варианты комплектации крепежом фланцев, изготовленных из наиболее востребованных марок стали.
Таблица 2.7.
| Марка стали фланца
|
Параметры среды
|
Рекомендуемая марка материала
|
| Температура, °С
|
Давление Ру, кг/см2
|
Шпилька
|
Гайка
|
| Сталь 20
|
-40... +425
|
от 1 до 100
|
Сталь 35
|
Сталь 20
|
| от 1 до 160
|
10Г2, 35Х
|
| от 1 до 200
|
20Х13
|
Для фланцевых соединений на давление не выше 100 кгс/см2
обычно используются шпилька из стали 35 и гайка из стали 20.
Такой крепеж характерен для коммуникаций различных зданий и сооружений.
При рабочем давлении до 160 кгс/см2
, например, в системах, где вода подается при высоком давлении (при строительстве шахт и т. д.) ГОСТ 20700-75 рекомендует применять сталь марки 35Х, но согласно этому же ГОСТу: «По соглашению между потребителем и изготовителем допускается изготовление крепежных изделий из других марок стали, обеспечивающих получение изделий в соответствии с требованиями настоящего стандарта», поэтому допустимо использование шпилек и гайек из стали 10Г2 — сталь, не уступающая эксплуатационным характеристикам стали 35Х. При этом существует значительная разница в стоимости этих двух марок стали. Марка стали 10Г2 на 20% дешевле, чем сталь марки 35Х.
Сталь 20X13 — одна из наиболее распространенных марок стали для комплектации фланцевых соединений, в связи с чем, практически всегда имеется в наличии у производителя. Крепеж из этой марки стали позволяет при этом перекрыть широкий диапазон показателей по давлению и по температуре. Поэтому на давление до 200 кгс/см2
может использоваться крепеж из стали 20X13.
Таблица 2.8.
| Марка стали фланца
|
Параметры среды
|
Рекомендуемая марка материала
|
| Температура, °С
|
Давление Ру, кг/см2
|
Шпилька
|
Гайка
|
| 09Г2С
|
-70... +350
|
от 1 до 160
|
10Г2
|
| от 1 до 200
|
14Х17Н2
|
К фланцам из марки стали 09Г2С рекомендуется использовать крепеж из марки стали 14X17Н2, но при этом, если в системе предусмотрено давление лишь до 160 кгс/см2
, рекомендуется использование крепежа из стали марки 10Г2, что не противоречит нормативно-техническим документам и рекомендовано Ростехнадзором. По стоимости 10Г2 значительно дешевле, чем14Х17Н2.
Таблица 2.10.
| Марка стали фланца
|
Параметры среды
|
Рекомендуемая марка материала
|
| Температура, °С
|
Давление Ру, кг/см2
|
Шпилька
|
Гайка
|
| 12Х18Н10Т
|
-40... +425;
-80...+600
|
от 1 до 100
|
20X13
12X18Н10Т
|
| от 1 до 160
|
| от 1 до 200
|
Фланцы из стали 12Х18Н10Т комплектуются крепежом из стали 20X13, при работе в диапазоне температур от -40 до + 450 °С.
Если же требуется обеспечить работу при температуре от -80 до +600 °С, то необходимо использовать крепеж из стали марки 12X18Н1 ОТ.
Таблица 2.11
| Марка стали фланца
|
Параметры среды
|
Рекомендуемая марка материала
|
| Температура, °С
|
Давление Ру, кг/см2
|
Шпилька
|
Гайка
|
| 15Х5М
|
-40... +510
|
от 1 до 200
|
25Х1МФ
|
30ХМА
|
В комплект к фланцам из стали 15Х5М рекомендуется использовать шпильки из стали 25X1МФ и гайки из стали 30ХМА.
Таблица 2.12
| Марка стали фланца
|
Параметры среды
|
Рекомендуемая марка материала
|
| Температура, °С
|
Давление Ру, кг/см2
|
Шпилька
|
Гайка
|
| 10Х17Н13М3Т
|
-253... +600
|
от 1 до 200
|
10Х17Н13М3Т
|
Марка стали 10Х17Н13МЗТ относится к разряду коррозионностойких марок стали. Такой фланец комплектуется парой шпилька-гайка из стали 10X17 Н13МЗТ.
Эта марка стали нашла широкое применение в системах пищевой и химической промышленности.
Также в наше изделие, помимо сильфона и фланца, входят еще кольцо и цилиндр. Все эти детали изготавливаются из стали 12 Х18Н10Т. Далее рассмотрим свойства данного материала.
Свойства материала
Классификация:
Сталь 12Х18Н10Т (ГОСТ 5632-72) Заменителями данной стали являются Сталь 08Х18Г8Н2Т, Сталь 10Х14Г14Н4Т, Сталь 12Х18Н9Т. Аналог в зарубежных стандартах AISI304 или AISI 430. Одна из самых распространенных марок стали. Широко применяется для изготовления емкостей и баков. Сталь 12Х18Н10Т относится к нержавеющим сталям аустенитного класса (никельсодержащая, коррозионно-стойкая обыкновенная).
Назначение: Применяется для изготовления сварной аппаратуры в разных отраслях промышленности. Трубы детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей
Химический состав в % стали Х18Н10Т
| C
|
Si
|
Mn
|
Ni
|
Cr
|
Ti
|
| 0.09 - 0.10
|
0.43 - 0.46
|
1.14 – 1.46
|
8.95 - 10.65
|
17.44 - 18.00
|
0
.
49
- 0.58
|
Технологические свойства стали Х18Н10Т
Температура ковки, °C: начала 1280, конца 750. Охлаждение на воздухе.
Свариваемость – хорошая.
Способы сварки: РДС, контактная сварка, п/а сварка в защитных газах и т.д.
Обрабатываемость резанием – в горячекатаном состоянии при НВ 130 КV
тв.спл
= 1,7; КV
б.ст
= 1,6.
Флокеночувствительность: не чувствительна.
Склонность к отпускной хрупкости: не склонна.
2.2 Выбор способа соединения деталей
Для обеспечения основных требований (герметичность и равнопрочность основного метала) могут использоваться следующие способы сварки:
1) Ручная дуговая сварка штучными электродами;
2)Автоматическая сварка под слоем флюса;
3) Лазерная сварка;
4) Электронно-лучевая сварка;
5) Полуавтоматическая сварка в среде защитного газа (смеси газов);
6) Автоматическая сварка в среде защитного газа (смеси газов).
Анализ 1-го способа.
Ручная дуговая сварка штучными электродами отличается простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки.
Существенный недостаток ручной дуговой сварки – малая производительность процесса и зависимость качества сварного шва от практических навыков сварщика.
Анализ 2-го способа.
Широкое применение этого способа в промышленности при производстве конструкций из сталей, цветных металлов и сплавов объясняется высокой производительностью процесса и высоким качеством и стабильностью свойств сварного соединения, улучшенными условиями работы, более низким, чем при ручной сварке расходом сварочных материалов и электроэнергии.
К недостаткам способа относится возможность сварки только в нижнем положении ввиду возможного стекания расплавленных флюса и металла при отклонении плоскости шва от горизонтали более чем на 10-15°.
Данный метод сварки имеет преимущества при выполнении протяженных швов.
Анализ 3-го и 4-го способов.
Данные методы сварки находят широкое применение при сварке тугоплавких и химически активных металлов и сплавов.
Использование данных методов сопряжено с большими затратами электроэнергии и затратами на закупку нового оборудования. Для сварки также требуется наличие высококвалифицированного персонала.
Анализ 5-го способа.
Сварка в защитных газах нашла широкое применение в промышленности. Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров. Защитные газы, как правило, обладают хорошей ионизирующей способностью, поэтому обеспечивают стабильное горение дуги, в том числе и при малых сварочных токах.
Себестоимость 1кг наплавленного металла при данном методе сварки ниже, чем при ручной дуговой сварке. Общее газопылевыделение меньше чем при ручной дуговой сварке и сварке порошковыми проволоками
В качестве защитного газа целесообразно применять инертный газ аргон, т.к. инертные газы в процессе сварки почти не взаимодействуют с металлами тогда, как активные газы энергично взаимодействую со свариваемым металлом и растворяются в нем, образуя химические соединения. Условия сварки способствуют интенсивному растворению активных газов в расплавленном металле, затрудняют их выделение и приводят к образованию пор. В среде инертных газов по сравнению с активными газами интенсивность выделения газов значительно ниже, а скорость охлаждения металла шва повышенная.
Получение высококачественных сварных соединений без пор достигают подбором защитного газа, использованием чистых инертных газов без примесей водорода, азота и кислорода, введением элементов-раскислителей в присадочный материал.
Сварка может производится на полуавтоматах различных марок, которые могут быть применены, по своим техническим данным, к изготовлению данной детали.
Данный способ является малопроизводительным, по сравнению с автоматической сваркой под флюсом , но позволяет выполнить швы, которые невозможно выполнить на автоматических установках.
Анализ 6-го способа.
Данный способ позволяет получить более высокую производительность по сравнению с полуавтоматической сваркой. Это вызвано следующими факторами:
– равномерным движением детали, т.е. равномерной скоростью сварки.
– скорость сварки и качество выполнения швов меньше зависят от квалификации сварщика, его физического состояния.
– появляется возможность использования нескольких установок одновременно, управляемых одним оператором, что в конечном счете ведет к увеличению производительности.
Но технологическое исполнение нашей детали не позволяет воспользоваться данным типом сварки.
Мы применяем наиболее эффективный способ – контактной шовной сварки. Одноко, при шовной сварке толстой детали с тонкой, особенно кольцевых швов, возникает проблема, связанная со смещением литого ядра в толстую деталь.
Для того чтобы литое ядро располагалось симметрично, относительно контакта деталь-деталь, необходимо правильно подобрать размеры рабочей поверхности роликов и их материал, чтобы повысить тепловыделение в контакте деталь-деталь и снизить теплоотвод от тонкой детали.
Таким образом, наиболее приемлемым технологическим приемом для получения соединения отвечающего технологическим требованиям является контактная шовная сварка с использованием бронзовых электродов. Желательно также предусмотреть, чтобы конструкция электродов позволяла ориентировать детали и фиксировать для сварки. Разработка конструкции электродов будет подробнее рассмотрена в конструкторской части данного проекта.
Кроме того, необходимым условием внедрения данной технологии, является ее адаптация к имеющемуся на предприятии оборудованию. В данном случае сварку планируется выполнять на контактной шовной машине МШ-1601.
Характеристики данной машины рассмотрим более подробно в п. 2.3.
2.3 Оборудование
2.3.1 Назначение
Машина конденсаторная МШ-1601 предназначена для контактной шовной сварки внахлест изделий из черных металлов и сплавов толщиной 0,1 до 1,0 мм, цветных металлов и сплавов толщиной 0,1 до 0,7 мм.
Машина предназначена для работы в следующих условиях:
Номинальное значение климатических факторов по ГОСТ 15543–89
В части действия климатических факторов исполнения УХЛ4, категория 4 по ГОСТ 15543.1–89.
Среда окружающая оборудование не взрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров, разрушающих изоляцию.
Группа условий эксплуатации машины М1, комплектующих – М9 по ГОСТ 17516.1–90.
2.3.2 Технические данные машины МШ-1601
| 1. Наибольший вторичный ток, кА
2. Наибольшее значение переменного тока подогрева, кА, не менее
3. Наибольшее значение переменного тока отжига, кА, не менее
4. Номинальный длительный вторичный ток, кА, не менее
5. Усилие сжатия электродов, даН
наибольшее, не менее
наименьшее, не более
6. Наибольшая запасаемая энергия, Дж
7. Емкость батареи конденсаторов, мкФ
наибольшая
наименьшая
|
20±2,0
3,0
3,0
2,0
100
8
540
1200±20
200±20
|
| 8. Напряжение на батарее конденсаторов
наименьшее
наибольшее
9. Длительная мощность при зарядке, кВА, не более
10. Длительная мощность при подогреве и отжиге, кВА, не более
11. Коэффициенты трансформации сварочного трансформатора
12. Номинальный вылет верхнего электрода, м
13. Номинальный раствор электродов, м
|
200±30
950±50
1,3
2,7
108,144,180,216
0,2
0,055
|
| 14. Ход верхнего электрода, м
рабочий
дополнительный
15. Наибольшее взаимное смещение электродов, мм, не более
16. Наибольшее вертикальное смещение электродов, мм, не более
17. Максимальная кратковременная производительность, св/мин, не менее
18. Максимальная среднечасовая производительность, св/час, не менее
19. Масса, кг, не более
20. Расход охлаждающей воды, л/ч, не более
21. Расход сжатого воздуха, приведенный к свободному состоянию (производительность 1690 св/час, усилие сжатия 100 даН, ход верхнего электрода 15 мм), М3, не более
|
15±2,0
25±3,0
0,25
2,0
80
1690
360
360
1
|
| 22. Габариты
длина
ширина
высота
|
832
722
1535
|
| Содержание драгоценных и цветных металлов и сплавов.
Суммарная масса драгоценных металлов, содержащихся в комплектующих частях изделия:
Золото
Серебро
Платина
|
0,012 г
17,118 г
0,132 г
|
| Суммарная масса цветных металлов и их сплавов, содержащихся в комплектующих частях изделия:
Алюминий
Медь
Латунь
Бронза
|
11,3 кг
25,25 кг
0,78 кг
5,5 кг
|
2.
3
.3 Состав машины и комплектность
Машина состоит из следующих основных узлов:
Корпуса
Пневмоцилиндра с направляющим устройством.
Устройства пневматического.
Системы охлаждения.
Трансформатора.
Электрической части.
В комплект поставки входят:
Машина контактной сварки МТК 2002 УХЛ4 – 1
Ведомость ЗИП – 1
Комплект запасных и сменных частей по ведомости ЗИП, комплектов – 1
Паспорт, совмещенный с техническим описанием и инструкцией по эксплуатации, экз – 1
2.3.4 Устройство и принцип работы машины
1. Машина МШ-1601 компонуется с использованием наружной поверхности и внутреннего объема несущей конструкции – корпуса 1. Корпус выполнен сварным, из прямоугольных труб и листовых гнутых элементов жесткости. Его левая и задняя стенки прикрыты навесными дверями, крыша и правая стенка – съемными щитками. На передней стенке корпуса в верхней ее части, крепится плита с вертикальным окном и кронштейном 2. на торце кронштейна закреплен пневмоцилиндр 3 с направляющим устройством, заканчивающийся электррододержателем 4 на конце ползуна. Нижний закрепленный на болтах кронштейн 6 служит ложе для токоведущего хобота 5, прижатого к кронштейну крышкой 8. на концах электрододержателя и хобота с помощью прижимов закреплены электроды 7.
Под нижним кронштейном расположен во всю ширину машины специальный столик 9, для размещения подготавливаемых к сварке деталей и укладки уже сваренных изделий. В корпусе, в центральной его части размещен сварочный трансформатор 10. Его вторичная обмотка через токоведущие элементы связана с электрододержателем и хоботом.
В левой верхней части корпуса, за дверью, смонтирована аппаратура пневматического устройства. Ниже расположены сливная коробка и гидрореле системы охлаждения. На задней стенке корпуса, под дверью, выведены вход и выход охлаждающей воды, вход сжатого воздуха и ввод электропитания.
Элементы электрической части машины размещены в средней и нижней части корпуса в правой его стороне. Оперативные элементы системы управления выведены на лицевые панели и создают удобные условия для обслуживания.
Для освещения рабочей зоны на крыше корпуса установлен светильник 11.
На лицевой стороне машины, слева, в верхнем углу закреплены манометр 12, указывающий давление сжатого воздуха в пневмоцилиндре, рукоятка 13 клапана регулирования этого давления и график усилия на электродах в зависимости от давления сжатого воздуха в пневмоцилиндре 14.
Справа, внизу выведен маховичок запорного вентиля 15 для регулирования интенсивности охлаждения токонагруженных конструкций охлаждающей водой. Две педали 16 в выступающей части основания обеспечивают управление циклом сварки и дополнительным ходом с помощью ноги.
2. Пневмоцилиндр с направляющим устройством служит для создания усилия сжатия электродов. Конструкция пневмоцилиндра рассчитана на получение 12–ти кратного плавного изменения сварочного усилия, его стабильность и перемещение электродов в процессе сварки с минимальными потерями на трение.
Пневмоцилиндр имеет два поршня: верхний 1 для осуществления дополнительного хода электрода и нижний 2, рабочий поршень, который перемещается как при наличии подпора сжатого воздуха, когда нужно получить малые усилия, так и без подпора для получения больших усилий.
Для обеспечения малоинерционного, с низкими потерями на трение, перемещения электрода уплотнения поршня выполнены на воротниковых манжетах, облегченный ползун 5 перемещается в подшипниковых направляющих 6 и 7, а сочленение штока рабочего поршня и ползуна выполнены через пружину 3. Гайка 4 служит для регулирования усилия пружины, которое должно примерно соответствовать усилию поршня.
Весь узел смонтирован в корпусе 8. Кожух 9 выполняет декоративно–защитные функции, а откидной щиток 10 обеспечивает доступ к гайке 4 при регулировании усилия сжатия пружины 3.
3. Устройство пневматическое размещается в верхней левой части корпуса. Доступ к нему обеспечивается через левую дверь корпуса. Основой устройства является блок аппаратуры собранный на плите с внутренними каналами, которые соединяют элементы блока согласно схеме (рис.3). Электропневматические клапаны К1, К2 и К3 дают возможность работать с дополнительным ходом электрода, на сварочном давлении с подпором и без него. Реле давления РД, разрешает включить сварочный цикл только при определенном нижнем значении давления сжатого воздуха. Маслораспылители МР–1 и МР–2 подают смазку в соответствующие объемы цилиндра привода. Фильтр Ф очищает сжатый воздух от влаги, Глушители Г1 и Г2 смягчают шумовое воздействие выбрасываемого из цилиндра сжатого воздуха. Пневмодроссель Д регулирует скорость опускания электрода при сварке.
4. Система охлаждения собрана в соответствии со схемой (рис.4). Охлаждающая вода через запорный вентиль 1 поступает в машину, где расходится по двум параллельным ветвям: на сварочный трансформатор 4 и элементы токоподвода 5 и 6. Проток воды через трансформатор контролируется реле протока жидкости 2.
5. Трансформатор сварочный КН–20.09 однофазный броневого типа, с водяным охлаждением вторичной обмотки. Блок первичной и вторичной обмоток залит эпоксидным компаундом. Класс нагревостойкости В.
Магнитопровод шихтованный, стянут шпильками через пакет, набранный из листов толщиной 0,35 мм стали 3413.
Регулирование вторичного напряжения производится на 4 ступени за счет секционирования первичной обмотки и соответственно изменения коэффициента трансформации.
Первичная обмотка выполнена в виде 4–х катушек дисковых, намотанных из проводов ПСД диаметром 2,36 мм. Вторичная обмотка – в виде медных дисков толщиной 10 мм, с напаянной по периметру медной трубкой диаметром 10 мм. Плотность тока в обмотках, индукция в сердечнике выбраны исходя из надежной работы трансформатора, рассчитанной на срок службы 10 лет.
6. Электрическая часть машины состоит из следующих основных узлов:
бока управления конденсаторным источником питания;
блока управления переменным током и циклом сварки;
силовой части.
Блок управления конденсаторным источником питания предназначен для:
подачи питания на систему управления;
стабилизации напряжения на рабочих конденсаторах;
регулирования напряжения на рабочих конденсаторах;
синхронизации тока заряда конденсатора с напряжением сети;
контроля напряжения на рабочих конденсаторах;
управления циклом сжатия и задержкой на команду «Сварка»;
счет произведенных сварочных операций.
2.4 Технологический процесс сборки и сварки изделия
| № опер.
|
Наименование операции
|
Содержание операции
|
| 005
|
ККомплектовочная
|
Поставка деталей на рабочее место
|
| 010
|
НСварочная
|
Подготовить приспособление для сборки и сварки;
Обезжирить свариваемые кромки деталей салфеткой, смоченной в ацетоне;
Собрать в приспособление фланец с цилиндром согласно эскиза;
Прихватить автоматической АДС цилиндр к фланцу в 6 диаметрально противоположных точках;
Проверить смещение кромок. При необходимости рихтовать;
Приварить окончательно цилиндр к фланцу;
Контролировать качество сварных швов визуально;
Поставить личное клеймо сварщика.
|
| 015
|
ССлесарная
|
Зачистить сварной шов от грубых наплывов, не трогая основной металл;
Проверить сварной шов на герметичность керосином;
Передать узел на мехобработку.
|
| 020
|
СТокарная
|
Произвести обработку на токарном станке.
|
| 025
|
ССверлильная
|
Просверлить на сверлильном станке 2А55.
|
| 030
|
КРазметочная
|
Произвести разметку на разметочной плите.
|
| 3
35
|
3
Подготовительная
|
Подготовить шовную машину и электроды к сварке согласно инструкции ПМ86-75;
Подобрать режим сварки на технологических образцах 100-50-1;
Проверить подобранный режим сварки согласно инструкции ПИ86-75
Образцы предъявить ОТК;
Разрушить образец
Предъявить ОТК.
|
| 3
40
|
3
Слесарно-сварочная
|
Обезжирить свариваемые кромки подузла (фланец-цилиндр) и сильфона салфеткой, смоченной в ацетоне;
Собрать подузел (фланец-цилиндр) с сильфоном согласно эскиза, совмещая риску на подузле с торцом сильфона и прихватить в 4-6 точках;
Приварить сильфон к подузлу согласно эскиза;
Контролировать качество сварного шва визуально согласно инструкции ПИ 86-75;
Расписаться в маршрутной карте за сварку.
|
| 3
45
|
3
Слесарно-сварочная
|
Обезжирить свариваемые кромки подузла (фланец-цилиндр-сильфон) и кольца салфеткой, смоченной в ацетоне;
Собрать подузел с кольцом согласно эскиза, совмещая риску на подузле с торцом сильфона и прихватить в 4-6 точках;
Приварить кольцо к подузлу согласно эскиза;
Контролировать качество сварного шва визуально согласно инструкции ПИ 86-75;
Расписаться в маршрутной карте за сварку.
|
| 450
|
4Слесарная
|
Зачистить сварные швы от возможных выплесков металла, не трогая основной металл;
Проверить размер «1».При необходимости рихтовать;
Сварные швы проверить на герметичность керосином;
Снять с поверхности швов меловой раствор салфеткой, смоченной в ацетоне;
Маркировать и клеймить на бирке.
|
| 455
|
4Контрольная
|
Проверить правильность маркировки узла;
Проверить узел на отсутствие грубых механических повреждений;
Проверить неплоскостность торца «Т»;
Допускается неплоскостность не более 0,2 мм.
Проверить размеры «1» и «2»;
Проверить участки швов на отсутствие выплесков.
|
Раздел 3. Конструкторская часть
3.1 Оборудование для контактной шовной сварки
Основные требования, предъявляемые к оборудованию для шовной сварки легированных сталей и сплавов, определяются свойствами этих металлов. Жаропрочные стали и сплавы для сварки требуют умеренные 1св., которые при толщине деталей до 3+3 мм не превышают 16 кА.
Приводы усилия сжатия электродов шовных сварочных машин должны обеспечивать значительные усилия Fcb.
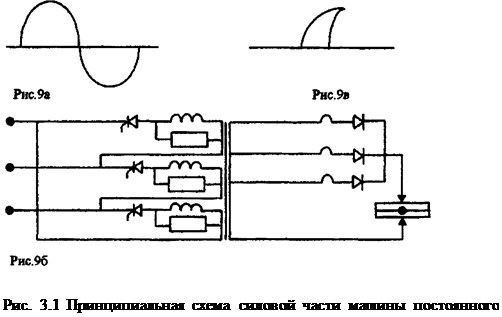
В данном производственном процессе используется контактная шовная машина МШ-1601. В машинах этого типа трехфазный сварочный трансформатор, подсоединенный к сети переменного тока (рис. 9а) имеет соединение первичных обмоток по схеме «треугольник», а вторичный по схеме «звезда» (рис. 96). В схемы обмоток включены вентили (тиристоры), позволяющие плавно регулировать ток путем изменения их момента включения.
Нагрузочные сопротивления, включенные параллельно первичным обмоткам, улучшают работу вентилей. Последовательно со вторичными обмотками включены неуправляемые кремниевые вентили (диоды), позволяющие пропускать импульсный ток 5-6 к А при прямом падении напряжения 1,6-2 В и обратном 50 В.
Несмотря на униполярные протекания токов в первичных обмотках, магнитные потоки в стержнях трехфазной магнитной системы не имеют постоянных составляющих, т.к. алгебраическая сумма магнитных потоков в трехстержневой магнитной системе равна нулю, и остаточного намагничивания не наблюдается.
Источник при этом работает нормально при любой продолжительности импульса. В зависимости от длительности паузы, а также угла включения тиристоров, включенных в первичную обмотку сварочного трансформатора, импульсы тока будут иметь одну полярность и различную форму (рис. 9в).
При включении выпрямителя значение вторичного (сварочного) тока: l2-(U2
/R2'(l-e1/
l
)5
Аппаратура управления
Для включения (выключения) сварочного трансформатора в сеть служат специальные устройства-контакторы. Для машин постоянного тока применяют контакторы тиристорного типа
Тиристор - полупроводниковый кремниевый прибор, проводящий ток при подаче кратковременных импульсов небольшого тока на его управляющий электрод.
Контакторы включены в сеть последовательно с первичной обмоткой трансформатора и состоят из двух встречно и параллельно соединенных вентилей. В тиристором контакторе применено фазовое управление током, протекающим через обмотку трансформатора, а, следовательно, и силой тока 1св. Контактор осуществляет включение трансформатора всегда в строго определенный момент времени, связанный с напряжением сети. Если угол а=ф (ф - угол сдвига между напряжением и током), ток, протекающий через первичную обмотку трансформатора имеет полнофазное (наибольшее) значение тока. При увеличении угла а=ф длительность включения каждого тиристора в течение полупериода сети уменьшается, за счет чего уменьшается действующее значение тока. Таким образом, изменяя угол а, получают плавное регулирование 1св. Сварочные машины в зависимости от мощности комплектуются тиристорными контакторами различных типов, которые имеют водяное или воздушное охлаждение. Контактор с фазовым управлением и электронным регулятором цикла сварки, называется прерывателем.
Регуляторы
представляют собой устройство, обеспечивающее отсчет последовательных, а иногда и параллельных выдержек времени интервалов цикла сварки. В начале и в конце каждого интервалов выдается команда на соответствующий исполнительный элемент машины (клапан, муфта, контактор, и.т.п.). Регуляторы работают в одиночном цикле сварки, а также в автоматическом повторяющем режиме. Наиболее простые регуляторы предназначены для управления точечными машинами, выполняющими в процессе сварки четыре операции цикла. При включении цикла сварки, обычно педалью кнопкой, выдается команда на опускание верхнего электрода S и сжатие деталей; начинается отсчет интервала «сжатие» 1;сж. После tcac. поступает команда на включение 1св., который протекает в течение времени tcB. После выключения тока отсчитывается интервал «проковка» - tnp. (охлаждение металла), в конце которого дается команда на подъем электрода. Если педальная кнопка остается нажатой, то после отсчета времени «пауза» - tn цикл сварки повторяется снова.
3.2 Электроды для шовной сварки сильфонов с арматурой
Электроды - это инструмент, осуществляющий непосредственный контакт машины со сравниваемыми деталями. Электроды в процессе сварки выполняют 3 основные задачи: 1) сжимают детали , 2) подводят сварочный ток, 3) отводят теплоту, выделяющуюся в процессе сварки на участке электрод-электрод. От формы рабочей поверхности электродов, контактирующей с деталями, зависит качество получаемых сварных соединений. Износ рабочей поверхности и связанное с этим увеличение площади контакта электрод-деталь приводят к уменьшению плотности тока и давления в зоне сварки, а, следовательно, к изменению ранее получаемых размеров литой зоны и качества соединений. Увеличение рабочей поверхности и связанное с этим увеличение площади контакта электрод-деталь приводят к уменьшению плотности тока и давления в зоне сварки, а, следовательно, к изменению ранее получаемых размеров литой зоны при сварке более пластичного металла, чем при сварке высокопрочного металла Основные требования, предъявляемые к электродам:
• высокая электропроводность
• сохранение формы рабочей поверхности в процессе сварки заданного числа точек
Степень нагрева электродов зависит от применяемых режима сварки и толщины свариваемых деталей. Наилучшим металлом для электродов и роликов, применяемых при сварке жаропрочных сталей является бронза БрНБТ (ТУ 1029-62), которую выпускают в виде термически обработанных катанных плит или литых цилиндрических заготовок. Стойкость электродов из БрНБТ составляет в среднем 7-8 тыс. точек.
Табл.3.1. Свойства металлов для электродов.
| Марка
металла
для
электродов
|
Удельное электросопротивление Ом мм2
/м
|
Min электропроводность % от электропроводности мели
|
Min
твердость по Бри-неллю, кгс/мм
|
Температура разупрочнения, °С
|
Легирующие элементы
|
| Бр.НБТ
|
0,0385
|
50
|
170
|
510
|
l,4-l,6%Ni
|
| 0,2-0,4%Ве
|
| 0,05-0,15%
|
Табл.3.2. Режимы термомеханической обработки металлов для электродов и роликов из Бр.НБТ.
| Интервалы
температуры
ковки,°С
|
Закалка
|
Отпуск
|
Деформации
|
| 900=750
|
Температу -ра,°С
|
Выдержка, час
|
Температу -ра,°С
|
Выдержка, час
|
15-30
|
| 900-950
|
2-2,5
|
475-550
|
2-3
|
Согласно приведенным выше параметрам и требованиям, нами были разработаны конструкции верхнего и нижнего электродов:
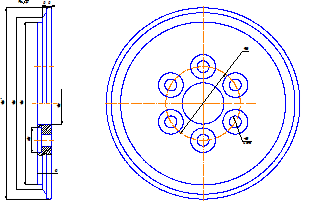
Рис. 3.2. Электрод нижний
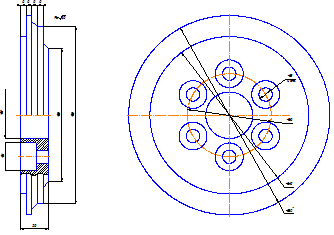
Рис. 3.3. Электрод верхний
3.3 Конструкция сборочно-сварочного приспособления
Сборочно-сварочным приспособлением называют устройство для сборки и взаимной фиксации отдельных деталей сборочной единицы (изделия), прихватки и сварки. Приспособление повышает точность и производительность операции, улучшает условия труда, повышает безопасность работ. Сборочно-сварочные приспособления классифицируют по нескольким признакам:
1. По назначению:
а) универсальные
б) специальные
2. По характеру выполняемых операций:
а) сборочные
б) сборочно-сварочные
в) специальные
3. По размерам и сложности:
а) главные
б) крупные
в) средние
г) мелкие
4 По способу монтажа и характеру работы: •
а) переносные
б) стационарные передвижные
в) поворотные
5. По отношению к сварочной машине:
а) отдельно от сварочной машины
б) на сварочной машине
в) со встроенной сварочной машиной
Универсальные приспособления применяют в единичном и мелкосерийном производстве. К этим приспособлениям относят наборы фиксирующих опорных и зажимных элементов. Универсальные приспособления используют для различных узлов, затраты на их изготовление невысокие, но работа на них менее производительна и обычно более трудоемка.
В крупносерийном и массовом производстве применяют только специальные приспособления. Они обеспечивают более точную сборку, высокую производительность, облегчают условия труда, но их проектирование и изготовление требует больших затрат.
Приспособления в зависимости от их сложности разделяют на: главные, крупные, средние и мелкие. В основу деления положены их размеры, масса и стоимость.
При проектировании приспособлений необходим чертеж детали и технология сборки и сварки. Важно установить последовательность всех операций, рациональную разбивку изделия на отдельные узлы, правильно наметить базы фиксации отдельных узлов и согласовать их по всем позициям сборки и сварки. Конструкция приспособления зависит также от программы изделий. Проектирование следует начинать с изучения опытных образцов изделия. При этом часто используют методы моделирования.
Дальнейшие работы выполняют в следующей последовательности: определяют базовую деталь и устанавливают базы фиксации (отверстия, поверхности); разрабатывают принципиальную схему приспособления, его конструктивную схему и эскизную компоновку; расчетом или конструктивно определяют размеры его основных узлов; разрабатывают общий вид приспособления и рабочие чертежи всех узлов и деталей.
При разработке приспособлений следует стремиться максимально унифицировать их типовые узлы: плиты, рамы основания, опорные стойки фиксаторы, опоры и др. При разработке сложных приспособлений необходимо макетировать отдельные узлы, изготовляя их из дерева пластмассы.
Конструкцию сборочно-сварочных приспособлений разрабатывают с учетом следующих положений:
Закладка деталей в приспособление и их фиксация должны быть простыми и удобными.
Прижимы следует располагать против опор.
Прижимные и зажимные устройства должны быть быстродействующими. Ручной привод допустим лишь в тех случаях, когда положение деталей, устанавливаемых на базовую деталь, неустойчиво и их требуется поддерживать рукой.
Фиксаторы, зажимы и прижимы, расположенные близко от места сварки, нужно защищать от брызг металла.
К местам сварки следует обеспечивать свободный доступ оснастки сварочной машины с возможно меньшим вылетом.
При необходимости уменьшить следы от точечной сварки лицевой поверхности детали устанавливают охлаждаемую токопроводящую пластину из медных сплавов.
Конструкция приспособления должна удовлетворять правилам техники безопасности.
При разработке приспособлений различного типа для сборки и сварки деталей широко применяют унифицированные узлы, что ускоряет их проектирование, снижает стоимость и улучшает качество. Фиксаторы применяют для ориентирования собираемых деталей в приспособлении. К прижимам относят силовые устройства, прижимающие собираемые детали к упорам.
Исходя из выше изложенных требований и информации, изложенной выше, было разработано приспособление для сборки-сварки элементов жаровой трубы. С помощью данного приспособления осуществляется сборка и прихватка деталей жаровой трубы.
Данное приспособление состоит из корпуса, в котором имеются отверстия для штырей и пальцев необходимые для фиксации пространственного положения узлов жаровой трубы относительно друг друга. С помощью подпружиненных штырей, специальных винтов и колец осуществляется прижим деталей друг к другу с соблюдением необходимых зазоров. Все элементы приспособления выполнены из Стали 20, Стали 35, Стали 45.
Раздел 4. Исследовательская часть
4.1 Конструктивно-технологический анализ сварных узлов изделий. Технологии шовной сварки
Цель настоящей работы заключалась в выявлении из общей номенклатуры узлов и деталей, соединяемых шовной сваркой на предприятии наиболее трудновыполнимых, а также в реализации мероприятий, направленных на достижение снижения трудоемкости изд.
Планом предусматривалось также определение реального состояния оборудования контактной сварки, периодичность выполнения регламентных работ и условия его эксплуатации. Большинство узлов и деталей по изд. из материала Х18Н10Т при сочетании толщин 0,5+1,0 и 1,0+1,0 (мм).
Шовная сварка изделий основного производства выполняется на машинах контактной шовной сварки, состав которых приведен в таблице № 3:
Табл.4.1. Состав контактного производства основного оборудовать
| №
|
Тип машины
|
Год выпуска
|
№ машины
|
Система управления
|
| 1
|
МТП-100-5
|
1963
|
254
|
Игнитронный контактор и реле РВЭ-7
|
| 2
|
МТ-3201
|
1981
|
43
|
Регулятор цикла РЦ-4-2 №301
|
| 3
|
МР-2507
|
1972
|
16
|
| 4
|
МШ-1601
|
1961
|
76
|
| 5
|
МШП-150
|
1961
|
13
|
Прерыватель ПИШ-100-4 № 46
|
| 6
|
МТП-75
|
1969
|
5656
|
Игнитронный контактор КИЛ и регулятор РВЭ-71А-2
|
| 7
|
МТ-1210
|
1972
|
845
|
Игнитронный контактор и РВЭ-7-1А
|
| 8
|
МТ-1209
|
1970
|
279
|
Игнитронный контактор и РВЭ-7-1А
|
| 9
|
МР-2517
|
1980
|
56
|
Тиристорный контактор и блок управления БУ-5ИПС-1
|
В связи с отсутствием необходимой измерительной аппаратуры основные параметры сварки на машинах не контролируются. По этой же причине не выполняются регламентные работы на машинах в соответствии с требованиями РТМ-1132.
Выборочно для проверки работы машины МТП-100 использовали прибор АСУ-1, с помощью которого измеряли ток в процессе сварки некоторых узлов. Измерения показали значительный разброс по величине сварочного тока. Нестабильность значения сварочного тока отразилась на размерах и качестве сварных точек. Заниженные размеры сварных точек получаются за счет выплесков металла литой зоны, а также за счет применения неправильных размеров рабочей поверхности электродов.
Уточнение режимов сварки на машине МШ-1601 на деталях применительно к изделию
Образцы технологической пробы и сами изделия, выполненные точечной сваркой на оборудовании предприятия не всегда удовлетворяют требованиям качества и надежности. Кроме того, в связи с заниженными размерами нахлестки в соединениях, предприятию было предложено рассмотреть возможность сварки изделий с уменьшенными размерами сварных точек.
В связи с тем, что в разрабатываемую установку для сварки жаровой трубы по проекту института будет включена стационарная машина постоянного тока МШ-1601, в работе было проведено уточнение режимов сварки на машине МШ-1601 на образцах применительно к основным узлам. При этом предусматривалась возможность отработки режимов сварки, как с нормальными, так и с уменьшенными размерами сварных точек на тех же сочетаниях толщин.
При отработке режимов точечной сварки для получения заданных размеров сварных точек нормальных и уменьшенных размеров при установленных значениях tcB. и Fcb. Регулирование сварочного тока осуществляли переключением ступеней трансформатора, начиная с заведомо меньшего значения сварочного тока.
Окончательную регулировку tcB. осуществляли путем фазового регулирования. Если при установленных значениях tcB. и Fcb., а затем соответствующим образом 1св. Для получения режима устойчивого к выплескам металла, максимальный диаметр литого ядра <1м, при котором начинались выплески принимался на 10-15 % больше номинального им. После получения ён увеличивали 1св. и определяли максимальное значение диаметра. Отработка режимов сварки производилась на образцах, поставленных предприятием, которые соответствовали марке, толщине и состоянию свариваемых изделий. Рабочие поверхности электродов для каждой толщины деталей принимались по ПИ86-75,а для сварки точками с уменьшенными размерами по РТМ-1536-76.
Амплитудное значение сварочного тока измеряли прибором ОСУ-1, отдельные режимы сварки записывали осциллографом Н-700. Применительно к сварке элементов изделия на машине МШ-1601 отрабатывали режимы сварки с нормальными точками стали 12Х18Н10Т толщиной 1,0+1,0 мм. Следует отметить, что сталь 12Х18Н10Т имеет склонность к возникновению выплесков металла. С увеличением значения сварочного тока 1св. размеры литой зоны остаются, практически, неизменными.
Изменение длительности tcB. в сравнительно широком диапазоне обеспечивает возможность получения размеров литой зоны без возникновения выплесков металла. На рис. 5 представлена осциллограмма тока, записанная при сварке стали 12Х18Н10Т на машине МШ-1601.
При сварке этого же сочетания толщин точками уменьшенных размеров также наблюдается склонность к выплескам металла. При этом отмечено, что выплески металла происходят в конце прохождения сварочного импульса тока. В НИРС ДП. 010.000.000. представлен характер изменения с ёя в зависимости от изменения 1св., tcB. и Fcb. при сварке точками уменьшенных размеров.
Для сварки тех же сочетаний толщин по нахлестке с уменьшенными размерами сварку проводили электродами с плоской рабочей поверхностью, размеры которой были приняты согласно РТМ-1536-72. В ходе отработки режимов сварки установлено, что характер изменения размеров литой зоны с уменьшенными размерами в зависимости от изменения параметров сварки 1св., 1св. и Fcb. аналогично, как и при сварке деталей со сварными точками нормальных размеров.
В общем случае режимы сварки с уменьшенными точками оказались более жесткими по своим параметрам. Амплитудное значение сварочного тока немного меньше по сравнению со значением тока при сварке точками нормальных размеров, но длительность импульса уменьшена, практически вдвое.
Это объясняется тем, что при сварке электродами со сферической поверхностью требуется меньший ток для заданного диаметра точки по сравнению со сваркой плоскими электродами.
Необходимо иметь в виду, что точечная сварка электродами с плоской рабочей поверхностью накладывает более жесткие требования по механической жесткости вторичного контура и соблюдения соосности верхнего и нижнего электродов.
Использование полученных режимов точечной сварки обеспечивают заданные размеры сварных точек и исключают возможность возникновения выплесков.
Выбор оптимального режима сварки является достаточно сложной операцией, от которой в основном зависит качество и стабильность получаемых сварных соединений Ее выполнение следует поручать наладчикам и сварщикам высокой квалификации. Можно рекомендовать следующий порядок выбора режима сварки:
На машине и аппаратуре управления устанавливают значения Яэл. (ёэл.), tcB., Fcb. (по табл. режимов)
После этого постепенно увеличивают 1св. до получения литого ядра необходимых размеров.
1св. увеличивают до получения диаметра ядра ём =1,15ён (где ём-диаметр ядра, при котором начинаются выплески, ён номинальный диаметр ядра.).
Если, увеличивая 1св. не удается получить требуемый ём, то повышают Fcb. или увеличивают 1св.
После получения ём =1,15ён понижают 1св. до значения, при котором обеспечивается ён.
Следует отметить, что при сварке на машинах постоянного тока получают ём больше, чем при сварке на машинах постоянного тока (при одинаковых tcB., Fcb.).
4.2 Измерение и регулирование параметров сварки
Специфические особенности точечных сварных соединений затрудняют использование методов и средств неразрушающего контроля готовых соединений. В связи с этим неразрушающий контроль таких соединений не нашел широкого применения на производстве.
Основным условием стабильности процесса роликовой сварки является строгое соответствие истинных параметров режима заданным (установленным) аппаратурой управления. С целью определения такого соответствия параметров, а также для фиксирования режима сварки в технологической карте и проверки стабильности работы сварочного оборудования измеряют параметры режима 1св., tcB., Fcb.
Наибольшую логическую связь с тепловой и электрической характеристиками процесса сварки имеет действующее значение тока в наибольшем полупериоде 1св.д. для машин переменного тока и амплитудное значение тока Icb.m. для низкочастотных и машин постоянного тока. Кратковременность включения, большая величина и несинусоидальная форма тока делают невозможным использование стандартных приборов для измерения тока. Поэтому для его измерения при точечной сварке применяют специальные приборы.
А в качестве датчика тока в приборах используют трансформаторы с немагнитным сердечником - тороиды, надеваемые на токоведущие части сварочного контура машины. Для измерения действующего значения тока при точечной сварке применяют прибор типа АСУ-1М. Действующее значение тока вычисляется прибором автоматически в соответствии с выражением:
Результат вычисления сохраняется на время, необходимое для снятия отчета. Стрелочный прибор в АСУ-1 имеет две шкалы: квадратичную - для измерения действующего значения тока и линейную - для измерения амплитудного значения тока. Прибор имеет два датчика токо-тороида с внутренним диаметром 100 и 200 мм, что позволяет измерять токи на контактных машинах различных типов.
Длительность протекания тока может быть измерена путем наблюдения и регистрации тока на осциллографе. Длительность тока машин постоянного тока измеряется путем одновременной записи на осциллографе сигналов, пропорциональных току и напряжению переменного тока известной частоты (отметчика времени). При наблюдении тока на электронном осциллографе для измерения длительности также включают отметчик времени, благодаря которому наблюдаемая кривая фиксируется на экране в виде чередующихся черточек и пауз. По числу черточек, зная установленный масштаб отметчика времени, определяют длительность импульсов тока. Сигнал, пропорциональный сварочному току, может быть получен с выходом интегрирующего усилителя прибора АСУ-1М, для чего у последнего имеются специальные гнезда.
Усилия сжатия электродов определяются с помощью пружинных динамометров типа Д.П.С., деформация которых под действием усилия измеряется индикатором часового типа
4.3 Влияние параметров процесса сварки на качество сварного соединения
В ходе работы над проектом было изучено влияние таких параметров сварки, как величина сварочного тока, угол фазовой отсечки и время сварки на прочность сварного соединения на срез. Также была установлена зависимость ширины рабочей поверхности верхнего и нижнего электродов на прочность сварного соединения и зависимость скорости сварки от величины перекрытия шва.
Экспериментально было установлено, что при увеличении силы сварочного тока до некоторого значения (примерно равного 1230 А) прочность сварного соединения максимально возрастает. При дальнейшем же увеличении силы тока, прочность снова снижается. Таким образом, было установлено оптимальное значение величины сварочного тока.
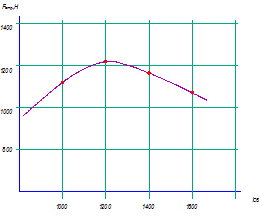
Рис.4.1. Зависимость прочности от величины сварочного тока
Также в ходе исследований было выявлено оптимальное значение угла фазовой отсечки φ на прочность соединения. Это значение оказалось равным 30°. Именно при таком значении угла фазовой отсечки наблюдается самая высокая прочность свариваемого соединения (более 1200 Н).
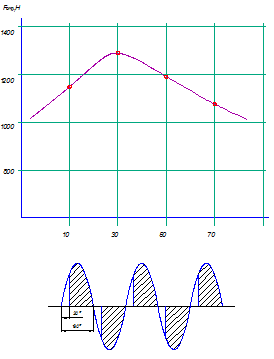
Рис.4.2. Зависимость прочности от угла фазовой отсечки.
Далее мы выявили в ходе многочисленных экспериментов влияние времени протекания сварочного импульса на прочность сварного соединения. Оптимальным значением времени импульса, при котором достигается максимальная прочность соединения оказалось значение равное примерно 0,16 секунды. На рисунке показан график зависимости прочности от времени сварки.
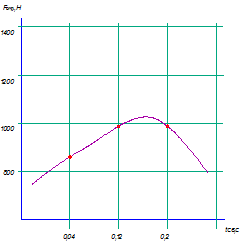
Рис.4.3. Зависимость прочности от времени сварки.
Одной из самых важных задач на этом этапе проекта была задача конструирования электродов (роликов) для сварки нашей детали, которые бы могли обеспечивать требуемое качество сварного соединения. В качестве материала электродов была выбрана бронза Бр.НБТ. Экспериментально были выявлены значения ширины рабочей поверхности данных электродов на прочность получаемого с их помощью сварного соединения. Эта зависимость представлена на двух следующих рисунках:
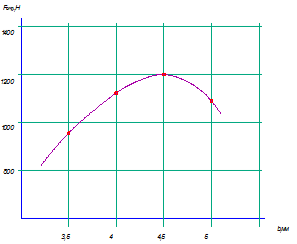
Рис.4.4. Зависимость прочности от ширины верхнего электрода.
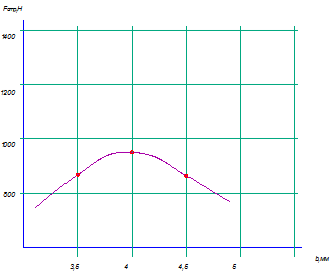
Рис.4.5. Зависимость прочности от ширины нижнего электрода.
Также мы экспериментально выявили при какой скорости сварки получается оптимальное значение перекрытия сварного шва. На рисунке представлена зависимость скорости сварки от величины перекрытия.
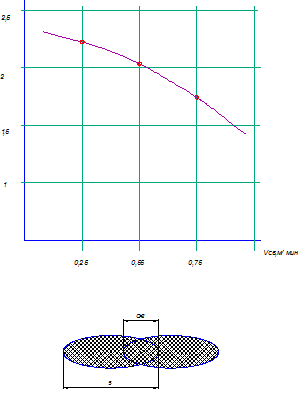
Рис.4.6. Зависимость величины перекрытия от скорости сварки.
Таким образом, в исследовательской части дипломного проекта мы экспериментальным образом установили оптимальные параметры сварки. Такие параметры при которых литое ядро располагается симметрично относительно контакта деталь-деталь. Параметры при которых сварной шов имеет приемлимую прочность, а при проведении испытаний на разрыв – разрушение идет с вырывом основного метала.
Раздел 5. Организационно–экономическая часть
5.1 Расчет себестоимости продукции
Расчет трудовых затрат.
Под трудовыми затратами понимают штучно-калькуляционное время сварки, определяемое в часах или затраты, связанные с оплатой труда сварщика, которые рассчитываются в рублях. Рассчитывать необходимо по следующей формуле:
 , [1, с. 32] , [1, с. 32]
где  штучно-калькуляционное время, [мин]; штучно-калькуляционное время, [мин];
 часовая тарифная ставка сварщика, [руб/час]; часовая тарифная ставка сварщика, [руб/час];
Часовая тарифная ставка определяется из сложившегося для данной местности уровня оплаты труда определенной категории работников и рассчитывается по следующей формуле:
 , [1 , с. 33] , [1 , с. 33]
где  оплата труда за месяц работы сварщика, [руб]; оплата труда за месяц работы сварщика, [руб];
Принимаем 
 среднее число рабочих часов в месяц среднее число рабочих часов в месяц
Для сварочной операции:

Расчет материальных затрат.
Под материальным затратами понимаю затраты на различные материалы. Рассчитаем по следующей формуле:
 , [1, с. 48] , [1, с. 48]
где  цена 1 кг материала, [руб]; цена 1 кг материала, [руб];
 норма расхода материала, [кг]; норма расхода материала, [кг];
1.Расчет материалов:
| №
|
Наименование материала
|
Ориентировочная цена, руб
|
| 1
|
Сталь Х18Н10Т
|
136
|
| 2
|
Защитный газ-аргон
|
25
|
| 3
|
Электроды
|
40,6
|
1)Основной материал

2)Защитный газ-аргон

3) Электроды

2.Транспортно-заготовительныерасходы
.
Рассчитываются (8-12)% от п.1

3.Основная и дополнительная заработная плата основных производственных рабочих.
Из выше приведенных расчетов принимаем заработную плату сварщика по изготовлению данного изделия равной 33,6 руб.
Дополнительная заработная плата считается (12-15)% от основной заработной платы:

Определение численности основных производственных рабочих.
 , [1, с. 33] , [1, с. 33]
где  годовая программа изготовления деталей, годовая программа изготовления деталей, 
 годовой эффективный фонд времени одного рабочего, годовой эффективный фонд времени одного рабочего, 
Для сборочно-сварочной операции:
Таким образом, необходимо 1 рабочих. Тогда заработная плата основных производственны рабочих составит 33,6 руб., дополнительная – 4,7руб.
4.Начисления на заработную плату.
Считаются 26%% от основной и дополнительной заработной платы основных производственных рабочих.

5.Расходы по содержанию и эксплуатации оборудования.
Составляется смета расходов по содержанию и эксплуатации оборудования в цехе за год. В составе РСО учитываются:
-амортизация оборудования;
-затраты на наладку, ремонт и другое техобслуживание оборудования;
-износ инструментов и приспособлений;
- потребляемое оборудованием технологическое топливо и энергия;
-стоимость вспомогательных материалов.
Определение количества оборудования:
 , [1, с. 35] , [1, с. 35]
где  - годовой эффективный фонд времени работы единицы оборудования , определяется по формуле: - годовой эффективный фонд времени работы единицы оборудования , определяется по формуле:
 , ,
где  количество рабочих дней в году, количество рабочих дней в году, 
 сменность работы цеха, сменность работы цеха, 
 средняя продолжительность смены, средняя продолжительность смены, 
 коэффициент, учитывающий плановые простои оборудования, коэффициент, учитывающий плановые простои оборудования, 

Для сборочно-сварочной операции:
Количество оборудования составляет – 2 шт.
Рассчитаем коэффициент РСО по формуле:
 [ 1, с. 58] [ 1, с. 58]

Расходы на амортизацию оборудования:
 , [3, с. 332] , [3, с. 332]
где  амортизационные отчисления, отнесенные к 1мин штучного времени амортизационные отчисления, отнесенные к 1мин штучного времени 
Для специального оборудования величина амортизационных отчислений определяется в зависимости от годовой программы выпуска изделий.
Размер годовых расходов по ремонту оборудования можно принять 8-10% их стоимости, Амортизационные расходы для сварочного аппарата, составят:

Расходы по эксплуатации
оборудования включают затраты на электроэнергию, затраты на смазывающие и охлаждающие жидкости.
Можно воспользоваться упрощенной формулой себестоимости расхода электроэнергии
на 1 мин машинного времени:
 , [3, с. 333] , [3, с. 333]
где коэффициент использования электродвигателя по времени мощности, коэффициент использования электродвигателя по времени мощности, 
 установленная мощность электродвигателя на оборудовании, кВт; установленная мощность электродвигателя на оборудовании, кВт;
 стоимость 1кВ/ч электроэнергии, стоимость 1кВ/ч электроэнергии, 
МШП-150:

Тогда расходы на электроэнергию составят 
Стоимость ремонта
можно определить, пользуясь нормативами единой системы планово-предупредительного ремонта. По этой системе себестоимость ремонта оборудования каждого типоразмера определяется категорией сложности ремонта R и продолжительностью межремонтного цикла.
Расчет себестоимости ремонта на 1 мин работы определяют по формуле:
 , [3, с. 334] , [3, с. 334]
где R
- категория сложности ремонта, которую принимают по единой системе ППР;
 коэффициент, равный 1,3. коэффициент, равный 1,3.

С учетом продолжительности работы оборудования примем расходы на ремонт:

Износ приспособлений примем равным:

Стоимость вспомогательных материалов:

Прочие цеховые расходы примем равными:
Расходы на смазочные материалы и СОЖ весьма незначительны и поэтому ими можно пренебречь.
Суммарные расходы по содержанию и эксплуатации оборудования за год:


Рассчитаем РСО, приходящееся на одно выпускаемое изделие:

6. Цеховые накладные расходы(общепроизводственные)
Составляется смета цеховых накладных расходов в цехе за год, где учитываются:
-амортизация цеховых зданий;
-ремонт цеховых зданий;
-отопление, освещение и др.содержание цеховых зданий;
- зарплата аппарату управления цехом со всеми начислениями;
-расходы по технике безопасности и охране труда в цехе;
- др.
Рассчитывается коэффициент ЦНР по формуле:
 [1, с. 59] [1, с. 59]
По данным технологического процесса можно принять:
1. Заготовительная и транспортная операции выполняются одним рабочим. Примем его заработную плату, равной 8000 руб.
2.Токарно-винторезная операция выполняется одним токарем. Примем его заработную плату, равной 10000 руб.
Также для работы цеха необходимы:
1.Руководитель. Примем его заработную плату, равной 20000 руб.
2.Конструктор. Примем его заработную плату, равной 15000 руб.
3.Инженер-технолог. Примем его заработную плату, равной 15000 руб.
4. Водитель. Примем его заработную плату, равной 9000 руб.
5.Мастер. Примем его заработную плату, равной 12000 руб.
6.Наладчик. Примем его заработную плату, равной 9000 руб.
7.Уборщица. Примем ее заработную плату, равной 5000 руб.
Рассчитаем зарплату каждого рабочего, приходящуюся на одно изделие, исходя из его часовой тарифной ставки по формуле:
 , [1, с. 32] , [1, с. 32]
где,  штучно-калькуляционное время, [мин]; штучно-калькуляционное время, [мин];
 часовая тарифная ставка оператора, [руб/час]; часовая тарифная ставка оператора, [руб/час];
Часовая тарифная ставка определяется из сложившегося для данной местности уровня оплаты труда определенной категории работников и рассчитывается по следующей формуле:
 , [1, с. 32] , [1, с. 32]
где ,  оплата труда за месяц работы , [руб]; оплата труда за месяц работы , [руб];
 среднее число рабочих часов в месяц среднее число рабочих часов в месяц
Для руководителя часовая тарифная ставка:
Заработная плата руководителя:
Для конструктора, инженера-технолога, часовая тарифная ставка:
Заработная плата конструктора, инженера-технолога:
Для водителя, наладчика часовая тарифная ставка:
Заработная плата водителя, наладчика:
Заработная плата мастера:
Заработная плата уборщицы:
Таким образом, зарплата рабочим цеха на 4000 шт. изделий составляет:

Начисления на заработную плату:

Амортизацию цехового здания примем равной 10 000 руб
.
На ремонт цеховых зданий в год в среднем необходимо 20 000 руб
.
На освещение необходимо 1 000 руб
. в месяц, значит в год необходимо около 12 000 руб.
Расходы на отопление примем равными 4 000 руб
.
Прочие расходы на содержание цехового здания примем равными 15 000 руб
.
Таким образом, суммарные цеховые накладные расходы за год:

Рассчитаем ЦНР, приходящееся на одно выпускаемое изделие:
7.Заводские накладные расходы.
Составляется смета заводских накладных расходов в цехе за год, где учитываются:
-амортизация общезаводских зданий;
-ремонтно-техническое обслуживание и содержание общезаводских зданий;
- зарплата аппарату заводоуправления со всеми начислениями;
-содержание легкового автотранспора;
- командировочные расходы.
Рассчитывается коэффициент ЦНР по формуле:
 [1, с. 60] [1, с. 60]
Амортизацию общезаводского здания примем равной 10 000 руб
.
На ремонт общезаводского здания в год в среднем необходимо 18 000 руб
.
Прочие общезаводские расходы примем равными 4 000 руб
.
Таким образом, суммарные заводские накладные расходы за год:


Рассчитаем ЗНР, приходящееся на одно выпускаемое изделие:

8.Прочие производственные расходы.
Данные расходы включают:
-налоги на имущество;
-транспортные налоги;
-социальное страхование от несчастных случаев;
- оплата больничных листков за счет предприятия;
-услуги связи;
- проценты, уплачиваемые за предоставление кредитов и займов.
Считаются в процентах от основной заработной платы основных производственных рабочих.
Примем данные расходы равными 10 руб
на одно изделие.
9.Внепроизводственные расходы.
Считаются (2…4%) от заводской себестоимости. [1, с. 58]
Занесем расчеты в таблицу 5.1.
Таблица 5.1
Калькуляция себестоимости единицы продукции.
| № п/п
|
Наименование статьи
|
Стоимость, руб.
|
| 1.
|
Сырье и материалы:
1) Сталь Х18Н10Т
2) Защитный газ-аргон
3) Электроды
Итого:
|
183,6
250
11
444,6
|
| 2.
|
Транспортно-заготовительные расходы
|
44
|
| ИТОГО: материальные затраты
|
488,6
|
| 3.
|
Основная заработная плата производственных рабочих
|
36,6
|
| 4.
|
Дополнительная заработная плата производственных рабочих
|
4,7
|
| 5.
|
Начисления на зарплату
|
15
|
| 6.
|
Расходы по содержанию и эксплуатации оборудования
|
1,5
|
| 7.
|
Цеховые накладные расходы
|
71
|
| ИТОГО: цеховая себестоимость
|
128,8
|
| 8.
|
Заводские накладные расходы
|
7,3
|
| 9.
|
Прочие производственные расходы
|
10
|
| ИТОГО: производственная себестоимость
|
146,1
|
| 10.
|
Внепроизводственные расходы
|
7
|
| ИТОГО: полная (коммерческая) себестоимость
|
614,7
|
Таким образом, себестоимость изготовления изделия составляет 614,7 руб.
5.2 Организация участка по изготовлению изделия
Сборочно-сварочные цехи в общем случае имеют в своем составе следующие отделения и помещения: Производственные отделения:
заготовительное,
сборочно-сварочное. Вспомогательные отделения:
цеховой склад,
промежуточный склад,
межоперационные складочные участки и места,
кладовые,
мастерские.
Административно-конторские и бытовые помещения.
В зависимости от размеров сборочно-сварочного цеха и особенностей размещаемых в нем производственных процессов, некоторые из перечисленных выше отделений и помещений могут отсутствовать или объединяться с другими.
В практике проектирования одноэтажных сборочно-сварочных цехов установились определенные типовые схемы взаимного расположения производственных отделений и участков, вспомогательных, бытовых и прочих помещений.
Таблица 5.2.
| 1-1
|
Склад металла
|
| II-2
|
Кузнечно-прессовое отделение
|
| III-3
|
Заготовительное отделение
|
| IV-4
|
Промежуточный комплектовочный склад деталей
|
| V-5
|
Отделение узловой сборки и сварки
|
| VI-6
|
Отделение общей сборки и сварки
|
| VII-7
|
Отделение покрытий и отделки продукции
|
| VIII-8
|
Склад готовой продукции
|
| IX-9
|
Административно-конторские, служебные и бытовые помещения
|
| Х-10
|
Пожарные проезды
|
Использование типовых компоновочных схем обеспечивает в каждом конкретном случае рациональный выбор исходной отправной схемы планировки и, следовательно, позволяет значительно ускорить проектирование.
При разработке плана отделений сборки и сварки основным является определение требуемого числа пролетов и необходимых размеров каждого из них – длины, ширины, высоты.
b
1
-
расстояние от тыльной стороны рабочего места до оси продольного ряда колонн; принимается не менее 1 м; в случаях, когда размеры рабочего места определяются размерами сварочной кабины и расположение оборудования в ней предусмотрено таким образом, что расстояние от сборочно-сварочного стенда до оси колонны составляет не менее 1 м, равно нулю;
b
2
- расстояние между рабочим местом или ограждением сварочной кабины и складочным местом; принимается в пределах 1 - 1,6 м;
b
п
-
ширина проезда между двумя линиями рабочих мест в одном пролете; принимается в пределах 3-4 м;
b
м
-
ширина рабочего места; ориентировочно равна сумме ширины изготовляемого на данном рабочем месте изделия и припусков на каждую сторону (по ширине) в пределах 0,2 - 0,3 м, помимо этого, в общий размер ширины рабочего места следует включить ширину проходов по 1 м с каждой стороны;
b
скл
-
ширина складочного места; зависит от размера складываемых деталей; обычно, площадь складочного места рана либо меньше площади, занимаемой сборочно-сварочным устройством.
Величина шага колонн: 12 м- для одноэтажного цеха.
Длину пролетов устанавливают на основе результатов планировки оборудования и рабочих мест на плане каждого пролета. При этом шаг колонн и ширина пролетов - основа технологического плана цеха.
Окончательный размер b
пр
устанавливают с учетом наиболее удобного расположения технологического процесса.
Раздел 6. Охрана труда и экология
6.1 Характеристика процесса
В разделе «Охраны труда и экологии» рассматриваются вопросы по безопасности жизнедеятельности человека и охрана окружающей среды, принятые в результате разработки технологического процесса сборки и сварки. Все операции осуществляются на территории одного цеха. Сварка ведётся в два этапа:
сварка цилиндра с фланцем (подузел) осуществляется шовной сваркой. Перед процессом сварки осуществляется прихватка автоматической АДС в шести точках.
сварка сильфона с подузлом. Также осуществляется шовной сваркой с предварительной прихваткой точечной сваркой в 4-6 точках.
Специфическими особенностями производственного процесса и эксплуатации модернизированной технологии является следующее:
установки АРК2-22 , МТ1209 и СУ-144 является оборудованием с повышенной электрической опасностью;
пост аргонно-дуговой сварки является источником выделения газов, паров и пыли;
работа операторов на заготовительной, подготовительной и сварочной операциях характеризуется повышенными требованиями к освещению;
эксплуатация установок АРК2-22 , МТ1209 и СУ-144 и осуществление технологического процесса сборки и сварки сильфона с арматурой не связаны с наличием интенсивных источников воздействия на окружающую среду, однако имеются технологические и цеховые отходы.
В связи со спецификой установок АРК2-22 , МТ1209 и СУ-144 и обеспечения производственной безопасности процесса решаются следующие задачи создания комфортных и безопасных условий труда:
оценка безопасности и условий труда оператора по аргонно-дуговой сварки и шовной сварки при использовании модернизируемой технологии;
оценка пожарной безопасности производственного процесса;
- оценка экологической безопасности производственного процесса, осуществляемого в сварочном цехе;
- инженерное обоснование защиты окружающей среды от твердых отходов и сточных вод.
6.2 Анализ опасных и вредных факторов при изготовлении изделия
При проектировании и изготовлении изделия необходимо проводить комплексный учет опасных и вредных производственных факторов, действующих на инженера в процессе трудовой деятельности. Предположительно, эта работа производится в цехе, где производят сварку сильфона с арматурой.
Воздух рабочей зоны.
Аэрозоли - главная профессиональная опасность труда сварщиков. Высокая температура дуги (до 8000°С) приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых металлов.
Основным вредным фактором, определяющим воздухообмен, является окись марганца. При отравление окисью марганца возникает большая вероятность поражения центральной нервной системы вплоть до параличей. Острые отравления парами цинка и свинца могут вызвать литейную лихорадку, а отравление хромовым ангидридом - бронхиальную астму. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания, стола и др.
Задачей вентиляции является обеспечение чистоты воздуха и заданных метеорологических условий в производственных помещениях. Вентиляция достигается удалением загрязнённого или нагретого воздуха из помещения и подачей в него свежего воздуха.
Воздух удаляемый системами вентиляции и содержащий пыль, вредные или неприятно пахнущие вещества, перед выбросом в атмосферу должен очищаться с тем чтобы в атмосферном воздухе населённых пунктов не было вредных веществ, превышающих санитарные нормы, а в воздухе, поступающем внутрь производственных помещений, концентрации не превышали величин 0.3qпдк
для рабочей зоны этих помещений.
Характеристика тепловыделений и параметров микроклимата.
Физические вредные производственные факторы:
Повышенная или пониженная температура рабочей зоны
Повышенная или пониженная влажность воздуха
Повышенная или пониженная подвижность воздуха
Электрическая дуга - это источник светового, ультрафиолетового и инфракрасного излучений. Поэтому длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи, инфракрасное может вызывать помутнение хрусталика глаза.
Интенсивность теплового излучения в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное) на постоянных рабочих местах не должна превышать допустимых величин, приведенных в таблице 6.2:
Таблица 6.1.
| Области спектра
|
Длина волны, мкм
|
ПДК Вт/м2
|
| Ультрафиолетовое
|
0,22 - 0,28
|
0,001
|
| 0,28-0,32
|
0,05
|
| 0,32 - 0,4
|
10
|
| Области спектра
|
Длина волны, мкм
|
ПДК Вт/ м2
|
| Инфракрасное
|
0,76- 1,4
|
100
|
| 1,4-3
|
120
|
| 3-5
|
150
|
| >5
|
120
|
Параметры безопасности достигаются:
1) Лицо рабочего сварщика во время выполнения сварочных операций закрывается щитком, в смотровое отверстие которого вставлен светофильтр по ГОСТ 12.4.080-79
При работе вне кабины для защиты зрения окружающих должны применяться переносные щиты и ширмы.
Защитные стекла, вставленные в щитки и маски, снаружи покрывают простым стеклом для предохранения их от брызг расплавленного металла.
Щитки изготавливают из изоляционного материала - фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
Защита рабочих от инфракрасного излучения может быть обеспечена сокращением времени пребывания в зоне воздействия теплового излучения.
В данной работе работа сварщика относится к категории II б т.е. работа связанная с ходьбой или стоя, допускающая перенос небольших тяжестей (до 10 кг). Энергозатраты работающих составляют от 200 до 250 ккал/час (232-293 Дж/с).
Микроклимат рабочей зоны соответствует ГОСТ 12.1.005-88.
Нормируемые параметры микроклимата.
Таблица 6.2.
| Категория
работ
|
Температура воздуха раб. зоны
|
Относительная влажность воздуха
|
Скорость движения воздуха
|
| Время года
|
опт.
С0
|
ДОП.
С°
|
опт. %
|
ДОП. %
|
опт. %
|
ДОП.
%
|
| автоматическая аргонодуговая сварка и шовная сварка под слоем флюса
|
Теп лое
|
17-19
|
15-21
|
40-60
|
Не более 75
|
0,2
|
0,4
|
| Холодное
|
20-22
|
16-27
|
40-60
|
40-60
|
0,3
|
0,2-0,5
|
Нормируемые параметры микроклимата обеспечиваются общецеховой приточной вентиляцией с кондиционированием воздуха. Воздух рабочей зоны соответствует требованиям ГОСТ 12.1005-88, а так же гигиеническим нормативам ГН 2.2.5.549-96, Санитарным правилам и нормам СанПиН 2.2.4.548-96.
Защита от электромагнитных полей.
Напряженность электрических и магнитных полей на рабочих местах соответствует ГОСТ-12.1.006-76 и санитарным нормам СН 1742 -77
Основные меры защиты от воздействия электромагнитных излучений:
- уменьшение излучения непосредственно у источника (достигается увеличением расстояния между источником направленного действия и рабочим местом, уменьшением мощности излучения генератора);
- рациональное размещение СВЧ и УВЧ установок (действующие установки мощностью более 10 Вт следует размещать в помещениях с капитальными стенами и перекрытиями, покрытыми радиопоглощающими материалами — кирпичом, шлакобетоном, а также материалами, обладающими отражающей способностью - масляными красками и др.);
- дистанционный контроль и управление передатчиками в экранированном помещении (для визуального наблюдения за передатчиками оборудуются смотровые окна, защищенные металлической сеткой);
- экранирование источников излучения и рабочих мест (применение отражающих заземленных экранов в виде листа или сетки из металла, обладающего высокой электропроводностью — алюминия, меди, латуни, стали);
- организационные меры (проведение дозиметрического контроля интенсивности электромагнитных излучений — не реже одного раза в 6 месяцев; медосмотр — не реже одного раза в год; дополнительный отпуск, сокращенный рабочий день, допуск лиц не моложе 18 лет и не имеющих заболеваний центральной нервной системы, сердца, глаз);
- применение средств индивидуальной защиты (спецодежда, защитные очки и др.).
Каждая промышленная установка снабжается техническим паспортом, в котором указаны электрическая схема, защитные приспособления, место применения, диапазон волн, допустимая мощность и т. д. По каждой установке ведут эксплуатационный журнал, в котором фиксируют состояние установки, режим работы, исправления, замену деталей, изменения напряженности поля. Пребывание персонала в зоне воздействия электромагнитных полей ограничивается минимально необходимым для проведения операций временем.
Новые установки вводят в эксплуатацию после приемки их, при которой устанавливают выполнение требований, норм по ограничению электромагнитных полей, радиопомех, а также регистрации их в государственных контролирующих органах.
Условия труда соответствуют ГОСТ 12.1.008-76.
Таблица 6.3.
| Частота эл. и магн. поля, Гц
|
Напряженность эл. поля, В/м
|
Напряженность магн. поля, А/м
|
| 0
|
-
|
8-Ю-3
|
| 50
|
5.103
|
-
|
| 6.104
-1,5.106
|
50
|
5
|
| 1.5.106
-3.106
|
50
|
-
|
| 3.106
-3.107
|
20
|
-
|
| 3.107
-5.107
|
10
|
0,3
|
| 5 • 107
– 3.108
|
5
|
-
|
Характеристика электробезопасности.
Повышенное напряжение в электрической цепи, замыкание которой может произойти через человека, является физически опасным производственным фактором. Более 60% электротравм происходит со смертельным исходом. Для автоматической сварки ротора паровой турбины в качестве источника питания сварочной дуги используются выпрямитель, питающийся от 3-х фазной 3-х проводной сети с изолированной нейтралью.
Основными факторами, определяющими тяжестью поражения электрическим током, являются: род, частота, величина, длительность и путь протекания тока через тело человека. С учетом вышеперечисленных факторов и вызываемых ими последствий разработаны нормы допустимых, с малой вероятностью поражения, токов, проходящих через тело человека (ГОСТ 12.1.038-85)
Таблица 6.4.
| Электроустановка
|
Допустимый ток, мА(не более), при продолжительности воздействия тока, с
|
| 0,1
|
0,2
|
0,5
|
0,7
|
1,0
|
3,0
|
от 3,0 до 10
|
| С частотой тока 50Гц, напряжением 35кВ
|
500
|
250
|
100
|
75
|
50
|
6
|
6
|
| С частотой 400 Гц
|
-
|
500
|
200
|
140
|
100
|
8
|
8
|
| Постоянного тока
|
500
|
400
|
250
|
200
|
150
|
50
|
50
|
Анализируя таблицу, необходимо чтобы источники питания имели автоматические устройства, отключающие их в течение не более 0,5 с при обрыве дуги.
Основные условия поражения электрическим током - прикосновение или приближение на опасное расстояние к токоведущим частям, находящимся под напряжением; прикосновение к металлическим конструктивным частям электроустановок (корпусу, кожуху и т.п.), оказавшимся под напряжением в результате повреждения изоляции и других причин. Возможные точки соприкосновения с электрической сварочной цепью: зажимные губки электрододержателя; электрод под напряжением; сопло и электродная проволока дуговой горелки; неизолированные части и места на сварочном кабеле.
Электробезопасность достигается:
Заземление;
Зануление;
Автоматическое отключение;
Характеристика механических опасных факторов.
К физически опасным и вредным факторам в нашем технологическом процессе по ГОСТ 12.9.003-74 можно отнести:
Передвигающиеся изделия, заготовки, материалы;
Острые кромки, заусенцы, режущие органы и т.д.;
Кроме ограждения рабочей зоны необходимо обеспечить проходы между столами, оборудованием не менее 1,5-2 метра.
Для предотвращения этих факторов необходимо:
1) Проверка исправности оборудования;
Такелажные и работы должны производить лица, прошедшие инструктаж по технике безопасности;
от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Характеристика пожаровзрывобезопасности.
Факторы пожара:
Открытый огонь и искры;
Повышение температуры воздуха, предметов и т.п.;
Токсичные продукты горения;
Дым;
Пониженная концентрация кислорода;
Обрушение и повреждение зданий, сооружений, установок;
Взрыв.
Сварочные работы должны проводиться в соответствии с ГОСТ 12.1.004-91, с типовыми правилами пожарной безопасности для промышленных предприятий.
Опасность взрывов возникает при неправильной транспортировке, хранении и использовании баллонов со сжатыми газами, при проведении сварочных работ в различных ёмкостях без предварительного контроля степени их очистки и наличия в них остатков горючих веществ и т. д.
Места, отведенные для проведения сварочных работ, установки оборудования, должны быть очищены от легковоспламеняющихся материалов в радиусе не менее 5м. Сварочные работы вне производственного помещения могут производиться только по согласованию с заводской пожарной охраной.
Запрещается производить сварку свежеокрашенных конструкций до полного высыхания краски, сосудов, аппаратов, трубопроводов коммуникаций, находящихся под напряжением, избыточным давлением, заполненных горючими материалами.
Для защиты от брызг используют спецодежду (брюки, куртку и рукавицы) из " брезентовой или специальной ткани.
Опасность взрыва возникает при неправильных условиях хранения и эксплуатации баллонов с Аг. Баллоны должны быть тщательно и надежно закреплены во время хранения и эксплуатации. Необходимо принимать меры, предупреждающие перегрев баллона и превышения в нем давления (системы защиты от перегрева и превышения давления - это термореле и газовый предохранительный клапан).
В процессе эксплуатации необходимо соблюдать следующие правила и требования эксплуатации баллоны должны устанавливаться по (ГОСТ 949-57).
Характеристика сосудов и систем под давлением.
В технологическом процессе используется газ Аг. Эксплуатация баллонов со сжиженным газом, контейнеров и сосудов накопителей со сжиженным газом должна осуществляться в соответствии с правилами, утвержденными Госгортехнадзором РФ. Запрещается использовать баллоны у которых истёк срок периодического освидетельствования, отсутствуют установленные клейма, краска и надпись не соответствуют правилам, утверждённым Госгортехнадзором, неисправны вентили, повреждён корпус (изменена форма, нарушена геометрия, коррозия).
Необходимо строго соблюдать следующие меры безопасности:
открывать и закрывать вентили нужно плавно без толчков и ударов;
отсоединение шлангов производить только после полного испарения аргона;
не допускать попадание жидкого аргона на кожу человека из-за опасности обморожения;
баллоны должны быть оснащены редуктором с проверенными манометрами;
Запрещается хранить баллоны в неприспособленных для этого помещениях (подвалах, коридорах, а так же на расстоянии менее 5 метров от отапливаемых приборов и печей).
Расчет защитного заземления.
Цель расчета защитного заземления – определение количества инвентарных заземлений и их размещение на участке заземления.
Рассчитаем защитное заземление электрического шкафа.
Исходные данные:
- мощность 40 кВт;
- напряжение 380 В;
- сеть – трехфазная, с изолированной от сети нейтралью.
Шкаф снабжен комплектом инвентарных заземлителей – стержневых электродов длиной 2 - 3 м и при глубине заложения их вершины 0,5 - 0,8 м и диаметром 0,015 м. Удельное сопротивление грунта рассчитываем по формуле:
р = рm
×ψ , (8,стр.122)
р = 30×1,5 = 45 мм
где рm
= 30 – табличное значение (грунт – уголь);
ψ = 1,5 – климатический коэффициент
Определяем сопротивление растекания тока одиночного инвентарного заземлителя (стержня) по формуле:
(0,366×p)
Rom
= ————— × lg(4×l/d) (8,стр.125)
l
(0,366×45)
Rom
= ————— × lg(4×0,8/0,015) = 47 Ом
0,8
где l – глубина погружения стержня в грунт, м
d – диаметр стержня, м
Располагаем стержни в ряд на расстоянии a = 0,8 м
Рассчитаем произведение коэффициента использования стержней ηom
на их количество n по формуле:
ηom
× n = Rст
/Rн
(8,стр.127)
ηom
× n = Rст
/Rн
= 47/10 = 4,7
где Rн
= 10 Ом – нормальное значение сопротивления
Используя метод интерполяции, находим количество стержней n=7. Результирующее сопротивление заземляющего устройства находим по формуле:
R3
= Rc
т
/( n×ηст
) (8,стр.127)
где ηст
= 0,65 – табличное значение
Тогда R3
= 47/( 7×0,65 ) = 9,8 Ом, что не превышает нормативных норм Rн
= 10 Ом.
Вывод:
таким образом, заземляющее устройство электрического шкафа проектируемого конвейера представляет собой ряд заглубленных в грунт стержней, соединенных между собой проводником d = 5 мм рис1.

   1 1
   4 2 4 2

3
Рис.1 Схема заземляющего устройства электрического шкафа агрегата.
1-проводник; 2-грунт; 3-стержень; 4-металлический корпус электрического шкафа.
Металлический корпус электрического шкафа, получающего энергию от электростанции, соединяем с заземляющим устройством.
6.3
Загрязнение окружающей среды от выбросов и отходов при операциях в механическом цехе
Характеристика загрязнений окружающей среды.
Загрязнение гидросферы.
На территории промышленных предприятий образуются сточные воды трех видов: бытовые, поверхностные и производственные. При выборе способов и технологического оборудования для очистки сточных вод от примесей необходимо учитывать, что заданные эффективность и надёжность работы любого очистного устройства обеспечивается в определённом диапазоне значений концентрации примесей и расходов сточной воды. Большинство цехов машиностроительных предприятий характеризуется постоянством расхода и состава сточных вод, однако в некоторых технологических процессах имеют место кратковременные изменения, что может существенно уменьшить эффективность работы очистных устройств или вывести их из строя.
Очистка сточных вод от твёрдых частиц в зависимости от их свойств, концентрации и фракционного состава на машиностроительных предприятиях осуществляется методами процеживания, отстаивания, отделения твёрдых частиц в поле действия центробежных сил и фильтрования.
Процеживание – первичная стадия очистки сточных вод – предназначено для выделения из сточных вод крупных нерастворимых частиц размером до 25мм, а также более мелких волокнистых загрязнений, которые в процессе дальнейшей обработки стоков препятствуют нормальной работе очистного оборудования. Процеживание осуществляется пропусканием воды через решётки и волокноуловители.
Отстаивание основано на особенностях процесса осаждения твёрдых частиц в жидкости. При этом может иметь место свободное осаждение неслипающихся частиц, сохранивших свои формы и размеры, и осаждение частиц склонных к коагулированию и изменяющих при этом свою форму и размеры. Закономерности свободного осаждения частиц практически сохраняются при объёмной концентрации осаждающихся частиц до 1%, что соответствует их массовой концентрации не более 2,6 кг/м3
.
Отделение твёрдых примесей в поле действия центробежных сил осуществляется в открытых или напорных гидроциклонах и центрифугах.
Фильтрование сточных вод предназначено для очистки от тонкодисперсных твёрдых примесей с небольшой концентрацией. Процесс фильтрования применяется также после физико-химических и биологических методов очистки, так как некоторые из этих методов сопровождаются выделением в очищаемую жидкость механических загрязнений.
Термический цех.
Частицы пыли, окалины и масла являются основными примесями сточных вод, используемых для охлаждения технологического оборудования, поковок, гидросбива металлической окалины и обработки помещения.
Механический цех.
Для приготовления смазочно-охлаждающих жидкостей, промывки окрашиваемых изделий используется вода. Основными примесями сточных вод является пыль, металлические и образивные частицы, сода, масла, растворители, мыло, краски .
Загрязнение атмосферы.
Основной физической характеристикой примесей атмосферы является концентрация – масса (мг) вещества в единице объёма (м3
) воздуха при нормальных условиях. Концентрация примесей определяет физическое, химическое и другие виды взаимодействия веществ на человека и окружающую среду и служит основным параметром при нормировании содержания примесей в атмосфере.
ПДК – это максимальная концентрация примеси в атмосфере, отнесённая к определённому времени осреднения, которая при периодическом воздействии или на протяжении всей жизни человека не оказывает ни на него, ни на окружающую среду в целом вредного воздействия. В таблице 6 приведены ПДК некоторых наиболее характерных веществ загрязняющих атмосферный воздух.
Таблица 6.5.
| Вещества
|
Класс опасности
|
Предельно допустимые концентрации (мг/м3
)
|
| Максимальная разовая
|
Среднесуточная
|
| NO2
|
2
|
0.085
|
0.04
|
| CO
|
4
|
5.0
|
3.0
|
| Пыль неорганическая
|
3
|
0.15-0.5
|
0.05-0.15
|
| Сажа
|
3
|
0.15
|
0.05
|
| H2
S
|
2
|
0.008
|
-
|
| Бензин
|
4
|
5
|
1.5
|
| HNO3
|
2
|
0.4
|
0.15
|
Кузнечно-прессовый цех.
В процессах нагрева и обработки металла в кузнечно-прессовых и прокатных цехах выделяется пыль, кислотный и масляный аэрозоль ( туман ), оксид углерода, диоксид серы и др.
Выброс пыли из цеха составляет в среднем 200 г на 1 тонну товарного проката. Для удаления окалины в поверхности горячекатаной полосы применяют травление в серной и соляной кислоте. Среднее содержание кислоты в удаляемом воздухе 2,5-2,7 г/м.
Термический цех.
Вентиляционный воздух, выбрасываемый из термических цехов, обычно загрязнен парами и продуктами горения масла, аммиаком, цианистым водородом и др. веществами, поступающими в систему общей вытяжной вентиляции от ванн и агрегатов для термической обработки. Источниками загрязнения в термических цехах являются также нагревательные печи, работающие на жидком и газообразном топливе дробеструйные и дробеметные камеры. Концентрация пыли в воздухе, удаляемом из дробеструйных и дробеметных камер, где металл очищается после термической обработки, достигает 2-7 г/м.
Механический цех.
На участках сварки и резки металла состав и масса выделяющихся вредных веществ зависит от вида и режимов технологического процесса, свойств применяемых сварочных и свариваемых материалов. Наибольшие выделения вредных веществ характерны для процесса ручной сварки покрытыми электродами . При расходе 1 кг электродов в процессе аргонно дуговой сварки стали образуется до 40 г пыли, 2 г фтористого водорода, 1,5 г оксидов углерода и азота.
Экологическая оценка загрязнения почвы при технологии изготовления
изделия.
Твердые отходы машиностроительного производства содержат амортизационный лом ( модернизация оборудования, оснастки инструмента), стружки и опилки металлов, древесины, пластмасс и т. п., шлаки, золу, шламы, осадки и пыль ( отходы систем очистки воздуха и РД ). Количество амортизационного лома зависит от намеченного списания в лом изношенного оборудования и имущества, а также от замены отдельных деталей в планово-предупредительном ремонте. На машиностроительном предприятии 55% амортизационного лома образуется от замены технологической оснастки и инструмента. Безвозвратные потери металла вследствие истирания и коррозии составляют 25% от общего количества амортизационного лома. В основном машиностроительные предприятия образуют отходы от производства проката ( обрезки, обдирочная стружка, опилки , окалины , и т. п. ), производства литья (высечки, обрезки, стружки и др. ). В небольших количествах промышленные отходы могут содержать ртуть.
Расчета
выбросов загрязняющих веществ в атмосферу
при сварочных работах.
Цель расчета выбросов загрязняющих веществ в атмосферу – определение количества выделяемых вредных веществ, при сварке под флюсом.
Исходные данные:
Тех. процесс: Шовная сварка стали Х18Н10Т.
Расчет:
M(i) = K(i) * B * 0,000001, тонн/год
G(i) = K(i) * B1 / 3600, г/с
где: М(i) - валовый выброс i-го вредного вещества
G(i) - максимально разовый выброс i-го вредного вещества
K(i) - удельное выделение i-го вредного вещества на единицу массы расходуемых сырья и материалов, г/кг
B - расход применяемых материалов, кг/год
B1 - максимальный расход применяемых материалов, кг/ч
Вещество: Железа оксиды
К = 0,14
M = 0,14 * 3500 * 0,000001 = 0,00049 тонн
G = 0,14 * 12 / 3600 = 0,000466667 г/с
Вещество: Никеля оксид
К = 0,02
M = 0,02 * 3500 * 0,000001 = 0,00007 тонн
G = 0,02 * 12 / 3600 = 0,000066667 г/с
Вещество: Фтора газообразные соединения
К = 0,05
M = 0,05 * 3500 * 0,000001 = 0,000175 тонн
G = 0,05 * 12 / 3600 = 0,000166667 г/с
Литература
1. Анурьев В.И. Справочник конструктора-машиностроителя в 3-х томах. М. Машиностроение, 1980.
2. Белов А.Б. Конденсаторные машины для контактной сварки., Л., Энергоатомиздат, 1984.
3. Бондарев В.К., Новая система снабжения сварочного поста сжиженним углекислым газом. // Сварочное производство. – 1975 – №2
4. Бондарев В.К., Шарыпов А.З., Охлаждение электродов машин для контактной сварки жидкой двуокисью углерода. // Сварочное производство. – 1978 – №12.
5. Бычковский Р.В. Контактные датчики температуры., М., Металлургия, 1978.
6. Вепшек Я. Измерение низких температур электрическими методами., М., Энергия, 1980.
7. Волченко В.Н. (ред)
Сварка и свариваемые материалы., Справочник в 3-х томах, Т.2., М., Издательство МГТУ им. Н.Э. Баумана, 1998.
8. Глебов Л.В, Пескарев Н.А., Файгенбаум Д.С. Расчет и конструирование машин контактной сварки. Л. Энергоиздат 1981.
9. Дульнев Г. Н., Парфенов В.Г., Сигалов А. В., Применение ЭВМ для решения задач теплообмена: Учеб. пособие для теплофизич. и теплоэнергетич. спец. вузов М. Высшая школа, 1990: —207 с.
10. Китаев А.М., Китаев Я.А., Справочная книга сварщика., М., Машиностроение, 1985.
11. Корицкий Ю.В. (ред)
Справочник по электротехническим материалам., Т.3, Л., Энергоатомиздат, 1988.
12. Кочергин К.А. Контактная сварка., Л., Машиностроение, 1987.
13. Линевеч Ф. Измерение температур в технике., М., Металлургия, 1980.
14. Лобасов И.М. Методические указания к НИРС по расчету на ЭВМ температурного поля при точечной сварке., Ворошиловград, 1982.
15. Орлов Б.Д. (ред)
Технология и оборудование контактной сварки., М., Машиностроение. 1975.
16. Прохоров Н.Н. Технологическая прочность сварных швов в процессе кристаллизации. М., “Металлургия”, 1979. – 248с.
17. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. М., Машгиз, 1951. – 296с.
18. Фролов В.В. (ред)
. Теория сварочных процессов., М., Высшая школа, 1988.
19. Чакалев А.А. и др. Некоторые особенности электрического поля при точечной сварке // Сварочное производство. – 1975. – №1
20. Чакалев А.А. и др. Оценка теплового состояния металла при точечной сварке с помощью ЭЦВМ // Сварочное производство. – 1973. – №10
21. Грачева К.А. Экономика, организация и планирование сварочного производства. М. Машиностроение, 1984.
22. Лаврухина Н.В. Экономика предприятия. Учебное пособие. Калуга. 1999.
23. Сварка в машиностроении. Справочник. Т.З. М. Машиностроение. 1979.
24. Акулин Д.Ф. и др. Основы техники безопасности и противопожарной техники в машиностроении. М., Машиностроение, 1966.
25. ГОСТ 12.3.003-86 Работы электросварочные. Требования безопасности.
26. Евстратенков Г.С. Безопасность труда и промышленная экология. Методическое пособие по дипломному проектированию. Калуга, ГУП "Облиздат", 1997.
27. Злобинский Б.М. (ред) Безопасность труда на производстве: Справочное пособие. Защитные устройства. М., Металлургия, 1977.
28. Красновский А.А. Курицкий Е.И. Гигиена и безопасность труда электросварщика. М., МАШГИЗ, 1962.
29. Юдин Е.Я. (ред) Борьба с шумом на производстве. Справочник. М., Машиностроение, 1985.
|