| СОДЕРЖАНИЕ
1 Задание на курсовую работу…………………………...………………………4
2 Общие указания по сборке……………………………………………………..5
2.1 Общие положения……………………………………………………...5
2.2 Технологические требования к деталям, поступающим на сборку..5
2.3 Зачистка деталей под сварку………………………………………….6
2.4 Закрепление деталей при сборке. Исправление дефектов………….7
3 Общие указания по сварке…………………………………………………….12
3.1 Требования к деталям, поступающим на сварку……………………12
3.2 Требования к технологическому процессу сварки…………………13
3.3 Общие требования по сварке………………………………………...14
3.4 Исправление дефектов и правка……………………………………..18
4 Указания по сборке и сварке полотнища настила…………………………..19
4.1 Общие указания………………………………………………………19
4.2 Технологический процесс сборки и сварки полотнища…………...20
5 Технологический процесс изготовления секции (по ОСТ5.9912-83)……...22
6 Контроль качества…………………………………………………………….27
7 Допуски на отклонения размеров и формы………………………………….28
8 Расчет сварочных деформаций……………………………………………….34
9 Расчет трудоемкости изготовления секции………………………………….36
9.1 Нормирование работ по сборке секции……………………………..36
9.2 Нормирование времени на сварку секции………………………….38
9.3 Общее время на изготовление секции………………………………41
10 Документация………………………………………………………………..42
1 ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ.
Задача работы – разработка технологического процесса формирования палубной секции.
Характеристика секции – секция палубы, набор двух направлений, рамные карлингсы и бимсы одной высоты, погибь палубы плавная. Система набора продольная. Общий вид секции представлен на рисунке 1.
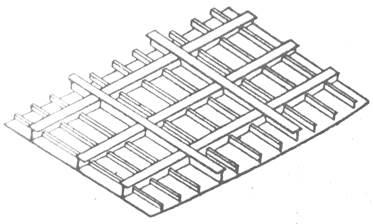
Рисунок 1 – Общий вид секции
Размеры секции:
Длина секции L=18м
Ширина секции B=9м
Толщина настила s=8мм
Бимсы – полособульб №28
Карлингсы – полособульб №28
Ребра жесткости полособульб №12
Материал конструкций 10Г2С1Д. Для формирования настила используются листы размерами 1600х8000мм и 1600х10000мм.
2 ОБЩИЕ УКАЗАНИЯ ПО СБОРКЕ
2.1 Общие положения
Изготовление корпусных конструкций и корпусов судов следует производить в соответствии с рабочими чертежами, плазовой документацией, указаниями ОСТ 5.1181, ОСТ 5.9912, ОСТ 5.9083, ОСТ 5.9092.
К выполнению работ по сборке корпусных конструкций допускаются сборщики корпусов металлических судов, сдавшие экзамены на присвоение соответствующей квалификации согласно требованиям действующего тарифно-квалификационного справочника работ и профессий рабочих (раздел «Судостроение и судоремонт»).
К выполнению работ по тепловой резке при сборке корпусных конструкций и формировании корпусов судов допускаются газорезчики и сборщики, совмещающие профессию газорезчика, не ниже 2-го разряда и отвечающие квалификационным требованиям ОСТ 5.9526.
К выполнению прихваток при сборке корпусных конструкций и установке сборочных приспособлений на штатные конструкции допускаются сварщики и сборщики не ниже 2-го разряда.
Неудаляемые прихватки при сборке ответственных конструкций должны выполнять сварщики той же квалификации, которая установлена для сварки этих конструкций.
2.2 Технологические требования к деталям,
поступающим на сборку.
Детали корпуса, поступающие в цех, должны быть изготовлены в соответствии с требованиями к точности размеров и формы, заданными в чертеже или технической документации, загрунтованы, выправлены, замаркированы, приняты ОТК.
Детали, поступающие на сборку, должны быть очищены от грязи, масла, ржавчины и не иметь на поверхности и кромках дефектов в виде заусенцев, грата, трещин, забоин, вмятин и вырывов. Листовые детали подаются на сборку загрунтованными.
Детали, поступившие на сборку с припусками, должны быть изготовлены в соответствии со «Схемой припусков». При этом контуровочные припуски, удаляемые при сборке секций, назначаются в пределах 20-30мм, монтажные припуски, удаляемые при монтаже секций, назначаются в пределах 30-80мм. Детали поступившие на сборку с припуском должны иметь соответствующую маркировку, указывающую величину припуска.
Детали, поступившие на сборку без припусков, должны быть обработаны с учётом зазоров под сварку.
2.3 Зачистка деталей под сварку
Кромки деталей и прилегающие к ним поверхности, подлежащие сварке, должны быть зачищены непосредственно перед сборкой от влаги, краски, масла, ржавчины и окалины до чистого металла в соответствии с РД5.9083, ОСТ5.9673 и Правилами Регистра часть XIV. В случае загрязнения свариваемых кромок после сборки необходимо непосредственно перед сваркой протереть их ветошью.
Места зачистки и размеры зачищаемых поверхностей назначают в соответствии с рисунком 2. Методы зачистки назначает предприятие-изготовитель.
Допускается не выполнять зачистку кромок и поверхностей в случаях, если отсутствия на них загрязнения или когда на них нанесена фосфатирующая грунтовка ВЛ-023, ВЛ-02.

Рисунок 2 – Ширина зачищаемой поверхности кромок соединяемых деталей
При зачистке поверхностей абразивными кругами величина снимаемого слоя не должна превышать допускаемых отклонений на толщину металл.
2.4 Закрепление деталей при сборке. Исправление дефектов.
Сборку плоских секций (плоских частей днища, настилов) производят на специализированных позициях механизированных поточных линий, оборудованных перегружателями балок набора, кантователями и другим оборудованием обеспечивающим механизированное выполнение сборочных работ.
Допускается установку и приварку набора выполнять после сварки полотнища только с одной стороны (со стороны установки набора).
При изготовлении применяют раздельный способ сборки и сварки, при котором на полотнище устанавливается и приваривается набор главного направления, потом устанавливается перекрёстный набор и приваривается к набору главного направления, полотнищу и между собой.
В случае невозможности применения раздельного способа необходимо устанавливать на полотнище весь набор, сваривать его между собой, а затем
Приваривать к полотнищу ячейковым способом в направлении от середины секции к краям, приваривая в первую очередь набор главного направления.
Закрепление деталей при сборке конструкции под сварку должно выполнятся при помощи прихваток (жёсткое закрепление) или эластичных креплений (гребёнок, домкратов, струбцин, и. т. д.).
При изготовлении конструкций на механизированных поточных линиях и участках закрепление деталей производят с помощью штатных устройств.
При выполнении сборки деталей толщиной больше 8 мм. Зазоры следует выдерживать с помощью технологических закладных планок (по мере закрепления соединения они должны удалятся), толщина которых равна номинальному зазору под сварку. Так же допускается выполнять наплавку «гребешков» на стыкуемые кромки длиной 20-30 мм, которые наплавляются электродами той же марки, что и для сварки, зачищаются от шлака.
Применение креплений должно быть сведено к минимуму.
Рекомендуется избегать прихватки креплений к свободным кромкам штатных деталей корпуса, кромкам поясков и бульбам балок набора. Выполнение прихваток должно производится электродами той же марки что и сварка. При выполнении прихваток недопустимы подрезы, наплывы, газовые поры, прожоги, и. т. д.
Выполнение прихваток рекомендуется производить по таблице 1.
В участках пересечения сварных соединений запрещается раполагать прихватки на расстоянии менее 50мм от шва, выполняемого в первую очередь. (рисунок 3).
Прихватки должны быть зачищены от шлака и металлических брызг. Некачественно выполненные прихватки а также прихватки с трещинами удаляются.
Таблица 1 Параметры прихваток
| Наименование
параметров
прихваток
|
Величина при толщине свариваемых деталей или конструкций S, мм
|
| до 6
|
6-10
|
11-15
|
| Длина прихваток
|
От 10 до 20
|
От15 до20
|
От20 до30
|
| Расстояние между прихватками (шаг)
|
От 50 до 200
|
От 100 до 250
|
От 250 до 350
|
| Высота прихваток при сварке стыковых, угловых соединений со скосом кромок
|
меньше или равно S
|
от 0,5s до 0,7s но не более 12
|
| Высота и ширина усиления прихваток при сварке угловых соединений без скоса кромок
|
Не должны превосходить размеров выпуклости сварного шва
|
| Катет прихваток при сварке угловых соединений без скоса кромок, К
|
до 4
|
4
|
5
|
Примечание: По концам стыкуемых деталей выполняют по 2-3 усиленных прихватки 50-70 мм при расстоянии между ними 50-150 мм.

Рисунок 3 – Схема выполнения прихваток на пересечении сварных соединений
Устанавливаемые при сборке эластичные крепления должны обеспечивать свободное укорочение сварных соединений в плоскости свариваемых листов и противодействовать развитию угловых деформаций.
Гребёнки при сборке устанавливаются под углом 45о
к оси сварного шва параллельно друг другу со стороны, обратной выполнению первого прохода, с приваркой к обоим стыкуемым листам. Гребенки изготавливают из листа или полособульба.
Толщина гребёнок, изготовленных из листа, должна быть не менее половины и не более целой толщины свариваемых листов. Толщина гребенок изготавливаемых из полособульба может быть меньше. Длина гребёнок 350-450 мм.
Приварку гребенок следует производить односторонними швами катетом К, определяемым по таблице 1.
Талрепы и стяжки, применяемые при сборке конструкций, устанавливаются параллельно друг другу. Расстояние между ними и их количество выбирают в зависимости от жёсткости свариваемых конструкций с учётом обеспечения требуемых зазоров и допусков на смещение стыкуемых кромок.
Удаление приварных гребёнок и других временных креплений производится газовой резкой или воздушно-дуговой строжкой.
Неровности основного металла, образовавшиеся при удалении прихваток крепления сборочных приспособлений, ликвидируются заваркой и зачисткой с обеспечением плавного перехода к основному металлу. При зачистке величина основного металла не должна превышать допустимых отклонений по толщине листов.
Удаление временных креплений производится на любой стадии постройки по усмотрению предприятия.
Исправление конструкций поступивших на сборку с излишками основного металла производят любым способом, разрешенным для соответствующей марки стали.
Зазоры, превышающие допустимые, исправляют наплавкой, если отклонение зазоров от требуемых величин не превосходит меньшей толщины стыкуемых элементов и не превышает 10 мм. Наплавку производят на одну или обе кромки свариваемых деталей.
3 ОБЩИЕ УКАЗАНИЯ ПО СВАРКЕ
3.1 Требования к деталям, поступающим на сварку
Типы, конструктивные элементы и размеры подготовки кромок под сварку и сварных швов должны быть отражены в конструкторской документации в зависимости от способа сварки, применяемого при изготовлении конструкции или изделия.
Детали со скосом кромок или имеющие технологический припуск, удаляемый перед сваркой, должны быть вырезаны тепловой (кислородной или плазменной) резкой или механическим способом.
Скос кромок у деталей должен быть произведён кислородной резкой или механическим способом.
Детали без скоса кромок, подлежащие автоматической дуговой сварке под флюсом на весу, вырезают кислородной резкой или механическим способом.
Детали без скоса кромок, подлежащие сварке другими способами, вырезаются тепловой резкой (кислородной или плазменной с использованием в качестве плазмообразующей среды кислорода с водой, воздуха с водой или кислорода) или механическим способом.
Обязательной зачистке до чистового металла подлежат кромки под автоматическую сварку под флюсом на весу металла толщиной до 10 мм, вырезанного плазменной резкой.
В собранных соединениях под сварку прихватки не должны располагаться со стороны установки различных типов подкладок, а также со стороны первого прохода при сварке соединений с двух сторон. Допускается располагать прихватки со стороны первого прохода для двустороннего шва, если прихватки с другой стороны выполнить затруднительно.
Перед сваркой мастер должен проконтролировать чистоту свариваемых кромок деталей и прилегающих к ним поверхностей. В случае образования после первичной зачистки лёгкого налёта ржавчины следует повторно произвести их зачистку металлической щёткой и прогреть пламенем газовой горелки. Если это не поможет, то вопрос о сварке решают совместно ОГС и ОТК.
После тепловой газовой строжки поверхность канавки и прилегающие к ней поверхности на ширине 75 мм в обе стороны от кромки детали подлежат зачистке. Поверхность канавки должна быть чистой и гладкой без резких переходов по глубине и ширине на всей длине соединения. После электродуговой строжки поверхность канавки и места замыкания электрода на металл зачищают до чистого металла.
Производить сварку со стороны подготовки кромок тепловой строжкой следует только после приёмки их ОТК.
Собранные под сварку конструкции контролируются службой технического контроля на соответствие требованиям чертежей, РД5.9092, ОСТ5.1093, РД121 и РД5Р.9083-92.
3.2 Требования к технологическому процессу сварки
Сварку следует производить в закрытых помещениях при температуре воздуха, отвечающей требованиям безопасности и охраны труда.
При неодинаковой толщине свариваемых деталей сварку следует производить с учётом следующих требований для деталей большей толщины:
Кромки деталей и прилегающие к ним поверхности на ширине 75 мм в обе стороны от кромки детали подогревают перед сваркой до температуры не ниже 20о
С если толщина деталей более 20 мм.
Прихватки выполняют при тех же условиях, что и сварку.
Тепловую строжку, применяемую при изготовлении сварных соединений, выполняют при тех же температурах воздуха при которых допускается сварка этих соединений.
3.3 Общие требования по сварке
Сварку конструкции или изделий следует производить в соответствии с рабочими чертежами и типовыми технологическими процессами, разработанными в соответствии с РД5.9092, а также указаниями РД5Р.9083.
В технологических процессах для всех типов соединений, подлежащих сварке, при изготовлении конструкций или изделий следует предусмотреть:
способ сварки, марки и диаметры электродов, марки флюсов и защитных газов, режимы сварки, для стандартных соединений следует привести условное обозначение сварного соединения.
При проектировании и изготовлении сварных конструкций следует предусматривать максимальное применение способов автоматической или полуавтоматической сварки.
Ручную дуговую варку применяют в тех случаях, когда способы автоматической или полуавтоматической сварки неприменимы или экономически неэффективны.
Замену ручной сварки на механизированную допускается выполнять службой сварки предприятия без корректировки КД.
К выполнению сварочных работ при изготовлении судовых корпусных конструкций допускаются сварщики, аттестованные в соответствии с РД 5.9126, и имеющие разряд не ниже 2-го.
Сварка узлов и секций должна производиться после приемки конструкции под сварку в соответствии с ОСТ5.9324.
Для уменьшения сварочных деформаций следует разработать технологичекие мероприятия в соответствии с РД5.9807.
Автоматическую и п/автоматическую дуговую сварку под флюсом применяют при выполнении соединений в нижнем положении. Допускается угол наклона к горизонту вдоль шва до 15о
. Автоматической сваркой под флюсом выполняют соединения более 1,5 м, а п/автоматической до 1,5 м для прямолинейных соединений и криволинейных без ограничения по протяжённости.
Автоматическую двухдуговую сварку под флюсом марки АН-66 применяют при выполнении плоских полотнищ на механизированных поточных линиях, оборудованных флюсовыми подушками.
Автоматическую многодуговую сварку под флюсом марки АН-66 применяют при приварке набора к полотнищам на механизированных поточных линиях.
Перед автоматической и полуавтоматической дуговой сваркой, режимы сварки проверяют на пробных планках. Их толщина равна толщине свариваемых деталей. Если толщина деталей разная, то планка берётся меньшей толщины.
При сварке начало шва длиной 20-30мм и конец шва 30-40мм выводят на технологические планки, устанавливаемые перед сваркой соединения. При наличии припуска не менее 30мм планки не ставятся, а начало и конец шва выводится на металл припуска.
При многослойной сварке начало и конец каждого слоя смещают относительно предыдущего на величину 20-30мм в сторону, противоположную направлению сварки.
После выполнения каждого слоя и шва в целом производят зачистку металла шва и околошовной зоны с целью удаления шлака и металлических брызг. Зачистку выполняют после остывания шлаковой корки.
Для получения необходимых размеров швов с пересекающимися сварными соединениями, необходимо перед сваркой в участках пересечения соединений шов первого соединения удалить, если соединение со скосом кромок, или удалить усиление шва, если без скоса кромок.
При полуавтоматической дуговой сварке нужно соблюдать точное направление проволоки по оси стыка и равномерное перемещение держателя полуавтомата по длине соединения.
Колебания напряжения первичной питающей (силовой) сети относительно номинальной величины допускаются:
До  6%-для автоматической и п/автоматической дуговой сварки под флюсом; 6%-для автоматической и п/автоматической дуговой сварки под флюсом;
До 15%-для ручной дуговой сварки.
Режимы автоматической и п/автоматической дуговой сварки под флюсом принимают по РД 5Р.9083-92.
Сварку выполняют «напроход» для каждого валика по всей длине соединения. Если длина больше 6м то сварку ведут от середины к концам.
При сварке под флюсом зону дуги полностью закрывают слоем флюса. При неоднократном использовании флюса наличие шлаковой корки во флюсе не допускается.
Автоматическую сварку под флюсом на флюсовой подушке стыковых соединений выполняют, соблюдая следующие требования:
- сварку с первой стороны выполняют с поджатием флюсовой подушки к полотнищу, а со второй стороны без поджатия.
- в лоток флюсовой подушки засыпают флюс марки АН-348-АМ или ОСЦ-45М.
Автоматическую двухдуговую сварку стыковых соединений под флюсом марки АН-66 выполняют по следующим требованиям:
- сварку соединений в толщинах от 8 до 32 мм выполняют двухсторонним швом;
- сварку соединений толщиной 24-32мм выполняют с применением гранулированного металла (крупки), он изготовлен из проволоки марки Св-08А диаметром 1-2 мм, длиной не более 2 мм;
- допускается проволоку второй дуги располагать под  10о-15о к вертикали; 10о-15о к вертикали;
- при сварке вылет проволоки составляет 355 мм.
Автоматическую многодуговую приварку набора к полотнищам под флюсом марки АН-66 выполняют с соблюдением следующих требований:
- приварку набора выполняют в нижнем положении проволокой диаметром 3мм;
- проволоки первой и третьей дуг направлены в вершину угла соединения, а проволоки второй и четвёртой смещены от вертикальной стенки не более 1мм;
- расстояние между дугами, расположенными по одну сторону набора (первая и вторая) равно 555мм;
- расстояние между дугами, расположенными по разные стороны набора (первая и третья) равно 355 мм.
Вылет проволоки при сварке под флюсом (расстояние от конца проволоки до токопроводящего мундштука) устанавливают в зависимости от диаметра проволоки на величину, мм:
15-25 –для диаметра 2 мм;
25-35 –для диаметра 3 мм;
30-40 –для диаметра 4 мм;
35-45 –для диаметра 5 мм;
45-60 –для диаметра 6 мм.
Автоматическую и п/автоматическую дуговую сварку под флюсом угловых соединений выполняют как в нижнем положении, так и в положении «в лодочку».
При ручной дуговой сварке ширина валиков при сварке составляет от 2 до 3 диаметров электрода, включая толщину покрытия.
При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны соединения корень шва расчищают до чистого металла.
Расчистку корня шва допускается производить следующими методами: тепловой (воздушно-дуговой или газовой) строжкой, шлифованием или фрезерованием.
3.4 Исправление дефектов и правка
Исправление дефектов сварных соединений следует выполнять в соответствии с указаниями РД 5.1078 и действующей документацией.
Подлежат исправлению следующие дефекты сварных соединений: трещины в шве и околошовной зоне, картеры, протеки металла, незаполнение разделки металлом, смещения сваренных кромок, шлаковые и флюсовые включения на поверхности шва, свищи, поры, усадочные раковины, западания между валиками, седловины, бугристость и чешуйчатость, подрез, неплавность перехода шва к основному металлу, неправильность формы шва.
Неровности основного металла, образовавшиеся при удалении прихваток крепления сборочных приспособлений, должны быть ликвидированы заваркой и зачисткой с обеспечением плавного перехода к основному металлу.
При зачистке величина утончения основного металла не должна превышать допустимых отклонений по толщине листов, регламентированных ГОСТ 19903.
Правка корпусных конструкций производится, если общие и местные деформации, возникающие в процессе изготовления, превышают допустимые величины, указанные в ОСТ .9079, в соответствии с РД 5.9621.
Правку следует производить до испытаний конструкций на непроницаемость.
Правку секций до установки их на монтажное мсто производят в том случае, если бухтины в 3 раза больше допустимых, указанных в ОСТ 5.9079. Заломы правят обязательно в соответствии с РД 5.9621.
Правку плоских секций толщиной до 8мм рекомендуется выполнять в составе блока или корпуса.
4 УКАЗАНИЯ ПО СБОРКЕ И СВАРКЕ ПОЛОТНИЩА НАСТИЛА
4.1 Общие указания
Выбор технологической схемы сборки должен учитывать конструктивно-технологические особенности изготавливаемых узлов и секций, целевую специализацию производственных участков, состав оборудования и оснастки, быть обоснован технико-экономическим расчётом и обеспечивать требуемое качество выполнения работ с минимальными затратами по трудоёмкости их изготовления.
Узлы и секции изготавливают на специализированных, автоматизированных, механизированных участках и линиях, выбор которых осуществляет предприятие-изготовитель в период технологической подготовки производства.
В процессе разработки рабочей технологической документации учитывают особенности применяемого технологического оборудования и оснастки.
Сборку плоских полотнищ (настилов второго дна, наружной обшивки плоской части днища) производят на механизированных поточных линиях, оборудованных листоукладчиками, транспортно-ориентирующими и прижимными устройствами.
Закрепление этих полотнищ по контуру к стенду осуществляют с помощью эластичных креплении.
В случае возникновения разностенности в стыковых соединениях полотнища после выполнения прихваток допускается выполнять проколачивание соединения.
При сварке полотнища в первую очередь необходимо сваривать соединения, вызывающие максимальное укорочение конструкции.
При сборке полотнища (толщина более 6мм) прихватки по стыковым соединениям следует выполнять в очередности приведенной на рисунке 4.

Рисунок 4 – Схема очередности выполнения
прихваток при сборке полотнища
4.2 Технологический процесс сборки и сварки полотнища
1 Сборка полотнища по пазам и стыку.
Подать краном листы на стенд, разложить их согласно чертежам, состыковать между собой по пазам и стыкам на прихватках и подготовить кромки для сварки автоматом под флюсом согласно ГОСТ 8713-79.
2 Закрепление полотнища на стенде.
Прижать полотнище грузами к стенду по обеим сторонам пазов и стыков. Прикрепить полотнище к стенду по контуру при помощи эластичных креплений.
3 Установка выводных планок.
Установить и приварить по концам стыковых швов, подлежащих сварке автоматом под флюсом выводные планки размером 100х100мм, толщиной одинаковой со свариваемыми листами.
4 Сдача конструкции под сварку.
Проверить правильность сборки согласно чертежам и плазовым данным. Проверить правильность подготовки кромок под сварку. Проверить чистоту кромок. В случае их загрязнения очистить в соответствии с ОСТ 5.9092-81.
5 Сварка пазов и стыков.
Заварить азы и стыки автоматом под флюсом.
6 Освободить полотнище от закрепления.
7 Кантовка.
Перекантовать секцию в соответствии со схемой кантовки и транспортирования.
8 Закрепление полотнища на стенде.
Прижать полотнище грузами к стенду по обеим сторонам пазов и стыков. Прикрепить полотнище к стенду по контуру при помощи эластичных креплений.
9 Подварка швов.
Подготовить сварные швы для подварки. Подварить сварные швы в последовательности аналогичной сварке основного шва.
10 Освободить полотнище от закрепления.
11 Контроль сварных швов.
Осуществить контроль сварных швов в соответствии с ОСТ 5.1093 и схемой контроля сварных швов. Исправить дефекты сварных швов в соответствии с ОСТ 5.1078.
12 Контуровка.
Проверить габаритные размеры полотнища. Удалить припуски по кромкам секций газовой резкой, разделать кромки под сварку согласно чертежу, зачистить кромки.
13 Замеры согласно ОСТ 5.9324.
14 Сдача полотнища на комплектность и качество.
15 Маркирование.
Выполнить маркирование секции с лицевой и внутренней стороны белой краской. Маркировку обвести краской.
5 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЕКЦИИ
(по ОСТ5.9912-83)
1 Подготовка стенда.
Произвести настройку постели согласно чертежам, плазовым данным или таблицам с ЭВМ, удалить временные крепления на лекалах или стойках постели, зачистить места приварки креплений, проверить постель в соответствии с ОСТ5.9324-79, сдать постель.
2 Укладка полотнища настила верхней палубы на постель.
Уложить на постель краном полотнище, совместить контрольные линии полотнища с линиями на постели, при необходимости обжать полотнище к лекалам постели и закрепить.
3 Разметка полотнища.
Произвести разметку полотнища согласно ОСТ5.9324-79. Линии разметки накернить.
4 Установка ребер жесткости главного направления на полотнище.
Подать краном ребра жесткости на полотнище, разложить их согласно чертежам вдоль линий разметки. Установить ребра жесткости по разметке под малку или угольник, обжать к полотнищу и закрепить прихватками.
5 Сдача конструкции под сварку.
Проверить правильность сборки согласно чертежам и плазовым данным. Проверить правильность подготовки кромок под сварку. Проверить чистоту кромок. В случае их загрязнения очистить в соответствии с ОСТ5.9092-81.
6 Приварка набора главного направления к полотнищу.
Приварить набор главного направления автоматом или полуавтоматом напроход симметрично относительно продольной оси полотнища. В местах недоступных для автоматической сварки применять полуавтоматическую сварку.
7 Установка рамного набора
Подать перекрестный рамный набор, «надеть» на набор главного направления, навести на линию разметки, проверить по угольнику или малке, обжать к полотнищу, прикрепить прихватками.
Подать рамный набор главного направления, вставить в щель между рамным и перекрестным набором, проверить по растяжке и на вертикальность согласно ОСТ5.9324-79, обжать к полотнищу, прикрепить прихватками, состыковать пояски и стенки набора.
8 Установка деталей россыпи.
Установить детали россыпи согласно чертежам и прикрепить прихватками.
9 Удаление временных креплений.
Удалить газовой строжкой или газовой резкой фиксирующие стойки, гребенки, планки, раскрепляющие стойки, установленные при сборке конструкции. Места их приварки зачистить. Допускается удалять временные крепления скалыванием по шву при условии сохранения основной конструкции.
10 Сдача конструкции под сварку.
Проверить правильность сборки согласно чертежам и плазовым данным. Проверить правильность подготовки кромок под сварку. Проверить чистоту кромок. В случае их загрязнения очистить в соответствии с ОСТ5.9092-81.
11 Сварка набора.
Сварить набор между собой и с полотнищем по ячейкам с общим направлением сварки от середины секции к ее краям, выполняя сначала сварку набора между собой, затем приварку его к полотнищу.
12 Установка и приварка доизоляционного насыщения.
Разметить места установки насыщения. Сделать вырезы, зачистить кромки. Установить насыщение согласно чертежу. Сдать установку насыщения под сварку. Приварить насыщение полуавтоматом в двуокиси углерода или вручную, выполнить сварку симметрично относительно продольной и поперечной осей секции.
13 Установка и приварка обухов для кантования и транспортирования.
Установить обухи в соответствии со схемой кантования и транспортирования секции, сдать под сварку. Раскрепить секцию временными ребрами жесткости. Приварить обухи. Приварить набор конструкции в районе обухов в объеме предусмотренном схемой кантования и транспортирования секции.
14 Контроль сварных швов.
Осуществить контроль сварных швов в соответствии с ОСТ5.1093-78 и схемой контроля сварных швов. Исправить дефекты сварных швов в соответствии с ОСТ5.1078-76.
15 Освободить секцию от закрепления к оснастке.
16 Определение изгиба секции.
Определить согласно ОСТ5.9324-79 изгиб секции путем замера зазоров, образовавшихся между секцией и лекалами или стойками пастели. Изгиб секций собираемых на постелях высотой 800мм и менее, необходимо проверять со стороны набора с помощью шлангового ватерпаса.
17 Контуровка
Проверить габаритные размеры секции. Удалить припуски по кромкам секции газовой резкой, разделать кромки под сварку согласно чертежу, зачистить кромки.
18 Нанесение контрольных линий.
Нанести контрольные линии согласно ОСТ5.9324-79, накернить их, отметить краской.
19 Снятие секции с оснастки.
Снять секцию краном, подать на сборочный стенд для сдачи и доделки, установить секцию на опоры.
20 Кантование.
Перекантовать секцию или узел в соответствии со схемой кантования и транспортирования.
21 Установка и приварка доизоляционного насыщения после кантования секции.
С обратной стороны секции разметить места установки насыщения. Сделать вырезы, зачистить кромки. Установить насыщение согласно чертежу. Сдать установку насыщения под сварку. Приварить насыщение полуавтоматом в двуокиси углерода или вручную, выполнить сварку симметрично относительно продольной и поперечной осей секции.
22 Подварка швов
Подготовить сварные швы корпусных конструкций и насыщения для подварки. Подварить сварные швы в последовательности аналогичной сварке основного шва.
23 Контроль сварных швов.
Осуществить контроль сварных швов в соответствии с ОСТ5.1093-78 и схемой контроля сварных швов. Исправить дефекты сварных швов в соответствии с ОСТ5.1078-76.
24 Замеры секции согласно ОСТ5.9324-79
25 Сдача секции на комплектность и качество.
26 Испытание на непроницаемость сварных швов.
В соответствии с ОСТ5.1180-87 испытать керосином сварные швы непроницаемых конструкций
27 Маркирование.
Выполнить маркирование секции с лицевой и внутренней стороны белой краской. Маркирование обвести краской.
28 Грунтовка секции.
Провести грунтовку секции согласно ведомости грунтовки и ОСТ5.9566-83. Монтажные кромки шириной 50-75мм не грунтовать. Восстановить контурные линии, нанесенные на секции, отметить их белой краской.
6 КОНТРОЛЬ КАЧЕСТВА
Контроль качества кромок свариваемых деталей, сборки под сварку, а также сварных швов внешним осмотром и измерением должен соответствовать требованиям ОСТ5.9912, РД5.121, ОСТ5.9324.
Порядок и правила контроля сварных соединений, а также требования к качеству швов судовых корпусных конструкций должны определяться согласно ОСТ5.1093 и Правилам Регистра. Объем контроля качества сварных соединений определяется ведомостями контроля сварных швов, которые разрабатывает проектант и согласовывает с Регистром. Методы и объемы проверки в процессе изготовления корпусных конструкций и формирования корпуса на стапеле, а также величины допускаемых отклонений должны соответствовать ОСТ5.9324 и ОСТ5.9613.
Результаты контроля качества корпусных конструкций должны быть отражены в приемо-сдаточной документации в соответствии с требованиями Регистра.
Технический контроль сварных соединений должен включать:
входной контроль,
производственный контроль,
операционный контроль,
приемочный контроль.
Операции контроля проводят на производственных участках. Результаты контроля и их приёмку ОТК регистрирует в журнале контроля и приёмок.
Входной контроль включает контроль основных и сварочных материалов, применяемых при выполнении контроля.
Производственный контроль включает: контроль квалификации сварщиков, контроль квалификации дефектоскопистов, контроль подготовки инженерно-технических работников сборочно-сварочного производства, контроль состояния сварочного оборудования, контроль состояния сборочно-сварочного инструмента и оснастки.
При операционном контроле производят проверку соблюдения требований чертежей, технологического процесса и технической документации. Контроль технологического процесса сварки осуществляет мастер. При этом проверяются:
- соответствие сварочного оборудования указаниям технологического процесса
- полярность подключения оборудования
- производственные условия выполнения работ
- качество сварочных материалов и их соответствие требованиям нормативно-технической документации
- способы и режимы сварки
- последовательность и правильность наложения швов
- температура подогрева кромок
Приемочный контроль сварных соединений, указанный в технологическом процессе, следует производить после окончания сварочных и рихтовочных работ до их окраски и грунтовки и до нанесения гальванических или других покрытий. При приёмочном контроле ОТК производит контроль соответствия выполненных сварных соединений требованиям, предъявляемым к ним конструкторской и технической документацией на сварку.
При приемочном контроле сварных соединений следует применять:
визуальный и измерительный контроль,
контроль радиографическим методом,
контроль ультразвуковым методом,
контроль методом испытания на непроницаемость и герметичность.
При визуальном и измерительном контроле внешнему осмотру и измерению подвергают каждое сварное соединение.
Осмотр производят по всей протяжённости с обеих сторон. Измерение производят через каждый метр соединения. При этих контролях должно быть установлено отсутствие наружных дефектов:
- трещин в шве и околошовной зоне, непроваров, прожогов, наплывов, несоответствия формы и размеров сварного шва.
- Отдельных пор более 0,1 минимальной толщины свариваемой детали, входящей в сварное соединение, при толщине деталей до 20 мм и пор более 2 мм при толщине деталей свыше 20 мм.
Радиографический и ультразвуковой контроль и их объём назначают в зависимости от категории сварного соединения. Сварные соединения I, II, III, категории контролируют методами испытания на непроницаемость после контроля радиографическим и ультразвуковым методом.
Класс ответственности сварного соединения устанавливают в зависимости от ответственности и условий работы соединения. КI, II классу относятся соединения ответственных конструкций, обеспечивающие общую и местную прочность корпуса. К III классу относятся соединения остальных конструкций корпуса. КIV классу относятся соединения конструкций, не предназначенных для обеспечения общей и местной прочности (таблица ).
Группу сварного соединения определяют в зависимости от сложности его выполнения и доступности для контроля. К I группе относятся: сварные соединения межблочные и межсекционные; другие монтажные соединения, выполняемые на стапеле; соединения, выполняемые после основных ГИ; недоступные для последующих осмотров. Остальные соединения относятся ко II группе. Радиографическим и ультразвуковым методом контролируют соединения, не имеющие конструктивного непровара.
Ультразвуковой контроль применяют, как самостоятельный метод для контроля стыковых соединений листового проката толщиной 6-40 мм. Для особо ответственных сварных соединений предприятие по согласованию с заказчиком может назначить радиографический и ультразвуковой контроль совместно. При использовании ультразвукового метода производится дополнительный радиографический контроль в объёме не менее 10% от количества участков проконтролированных ультразвуковым методом.
Контроль производят на таком этапе, когда соединения доступны для контроля и исправления дефектов.
При контроле испытанием на непроницаемость и герметичность сварных соединений должно быть установлено отсутствие в них сквозных дефектов – течей (трещин, непроваров, прожогов).
Контроль сварных соединений на непроницаемость и герметичность следует выполнять под наблюдением службы технического контроля согласно ОСТ 5Р.0298. и ОСТ 5.0170.
При обнаружении в сварных соединениях сквозных дефектов – течей следует определить их характер и протяженность. При этом применять визуальный контроль, а также, при необходимости, контроль радиографичеким и ультразвуковым методом, или вскрытие соединения.
Участки сварных соединений, в которых обнаружены сквозные дефекты – течи должны быть забракованы, исправлены и после исправления вновь проконтролированы.
Технологическая документация по контролю сварных соединений и порядок ее заполнения должны соответствовать требованиям РД5.0360. Формы журналов для каждого вида контроля и заявок контроля должны соответствовать требованиям ОСТ5.9095, ОСТВ5.0298, а также ОСТ5.9768.
После исправления забракованного соединения контроль производится вновь в полном объеме всеми видами и методами контроля, предусмотренными первоначально технической документацией для контролируемого соединения.
7 ДОПУСКИ НА ОТКЛОНЕНИЯ РАЗМЕРОВ И ФОРМЫ
Измерения местных деформаций корпусных конструкций должны производиться после остывания всех конструкций до температуры окружающего воздуха при отсутствии прямого солнечного нагрева и в освобожденном от закрепления состоянии.
Допустимые значения отклонений при проверке стенда приведены в таблице 2. Допустимые значения отклонений при проверке полотнища приведены в таблице 3. Допустимые значения отклонений при проверке секции приведены в таблице 4.
Таблица 2 Отклонения при проверке стенда
| Контролируемый параметр
|
Допуск
|
Краткие методические указания
|
| Горизонтальность
|
0,001L, но не более 8мм на всю длину (ширину)
|
L – длина стенда. Проверку стендов производят при изготовлении и затем периодически два раза в год.
Незабетонированные стенды проверяют раз в месяц. Горизонтальность проверяют при помощи шлангового уровня, теодолита или нивелира.
|
| Плоскостность рабочей поверхности:
для новых стендов
для используемых стендов
|
3мм на один метр, но не более 10мм на длину (ширину собираемой секции)
0,003В, но не более 20мм на длину (ширину) собираемой секции.
|
B – база замера
Плоскостность на базе менее 3м проверяют линейкой, на базе более 3м – шланговым уровнем или теодолитом
|
Таблица 3 Отклонения при проверке полотнища
| Контролируемый параметр
|
Допуск
|
Краткие методические указания
|
| Разность диагоналей
|
-2мм
|
Проверяется рулеткой
|
| Размер диагоналей (для полотнищ несимметричных относительно поперечных осей)
|
±8мм
|
| Прямолинейность чистых кромок
|
±2мм
|
Проверяется после контуровки и обрезки припуска от контрольной линии, расположенной на расстоянии 50-100мм от кромки, с помощью линейки
|
Таблица 4 Отклонения при проверке секции
| Контролируемый параметр
|
Допуск
|
Краткие методические указания
|
| Длина (ширина) секции:
До 6м включительно
6м-10м
Свыше 10м
Для малых быстроходных судов
|
±8мм
±10мм
±12мм
±5мм
|
Длину и ширину секций проверять после сварки не менее чем в трех плоскостях, совпадающих со средней и крайними балками набора и монтажными кромками
|
| Разность диагоналей
|
5мм
|
Проверку диагоналей производить при разметке контура секции рулеткой.
|
| Размер диагоналей (для секций несимметричных относительно поперечных осей) при длине секции:
До 8м
8м-15м
15м-20м
Свыше 20м
|
±6мм
±8мм
±10мм
±12мм
|
| Изгиб
|
0,002L, но не более 20мм на всю длину (ширину) секции
|
L – база замера. Изгиб замерять после сварки по средней и крайней балкам набора вдоль и поперек секции с помощью струны и линейки
|
Допускаемая бухтиноватость (отклонение обшивки от плоскости или заданных плазовых обводов в виде чередования гребней и впадин) показана на рисунке 5.

Рисунок 5 – Допускаемая бухтиноватость
Допускаемая ребристость (отклонение обшивки от плоскости или заданных плазовых обводов в виде впадин, возникающая при приварке набора) показана на рисунке 6.

Рисунок
6
– Допускаемая ребристость
Допускаемая бухтиноватость стенки набора по рисунку 7.

Рисунок
7
– Допускаемая ребристость
Допускаемые значения провала набора (отклонения от прямолинейности) по рисунку 8.

Рисунок 8 – Допускаемое значение провала набора
Угловые деформации и искажения набора – искажения заданных чертежом или плазом углов между свариваемыми элементами набора или элементами набора и обшивкой не более 2мм.
8 РАСЧЕТ СВАРЧНЫХ ДЕФОРМАЦИЙ
Режимы автоматической дуговой сварки под флюсом на флюсовой подушке принимаем по РД 5Р.9083-92.
Для первой стороны шва принимаем:
Диаметр проволоки 5мм;
Сила тока 525-575А, принимаем  ; ;
Напряжение на дуге 34-36В, принимаем  ; ;
Скорость сварки 36-40м/ч, принимаем  м/ч; м/ч;
Погонная энергия:

где  - КПД - КПД
Для второй стороны шва принимаем:
Диаметр проволоки 5мм;
Сила тока 625-675А, принимаем  ; ;
Напряжение на дуге 34-36В, принимаем  ; ;
Скорость сварки 28-30м/ч, принимаем  м/ч; м/ч;
Погонная энергия:

Рассматриваемая конструкция имеет, в соответствии с чертежом:
Количество стыков  ; ;
Количество пазов  ; ;
Продольное укорочение:

где 

 - коэффициент продольного укорочения шва; - коэффициент продольного укорочения шва;
 - коэффициент поперечного укорочения шва; - коэффициент поперечного укорочения шва;
 - коэффициент линейного расширения (1/градус); - коэффициент линейного расширения (1/градус);
 - удельная теплоемкость кал/г∙градус; - удельная теплоемкость кал/г∙градус;
 - плотность материала г/см3
; - плотность материала г/см3
;
 ; ;
 ; ;


Поперечное укорочение:




9 РАЧСЕТ ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ СЕКЦИИ
.1 Нормирование работ по сборке секции
Оперативное время сборки узлов секции (полотнище, установка набора):

где  - время на совмещение 1м кромок собираемых узлов и секций; - время на совмещение 1м кромок собираемых узлов и секций;
 - длина совмещаемых кромок. - длина совмещаемых кромок.
Штучно-калькуляционное время на сборку узлов:

где  - коэффициент учитывающий время на подготовку и обслуживание рабочего места, отдых и личные надобности, на получение задания, изучение документации при сборке узлов. - коэффициент учитывающий время на подготовку и обслуживание рабочего места, отдых и личные надобности, на получение задания, изучение документации при сборке узлов.
Общее время на сборку секции определяется как сумма времени на сборку узлов:

9.1.1 Временя на сборку полотнища
При сборке полотнища собираются 5 стыков по 18м и один паз 9м итого суммарная длина совмещаемых кромок при сборке полотнища составит:

Время на совмещение 1м кромок при сборке полотнища толщиной менее 14мм [7, табл.43]:

Оперативное время сборки полотнища:

Штучно-калькуляционное время на сборку полотнища:

9.1.2 Временя на установку ребер жесткости основного направления.
Ребра жесткости выполнены из полособульба №12. Количество ребер жесткости 8шт. Длина каждого ребра 18м, соответственно общая длина стыков будет:

Время на совмещение 1м кромок при установке ребер жесткости с толщиной стенки менее 14мм [7, табл.47]:

Оперативное время на установку ребер жесткости:

Штучно-калькуляционное время на установку ребер жесткости:

9.1.3 Временя на установку карлингсов.
Карлингсы выполнены из полособульба №28. Количество карлингсов 3шт. Длина каждого карлингса 18м, соответственно общая длина стыков будет:

Время на совмещение 1м кромок при установке карлингсов с толщиной стенки менее 26мм [7, табл.47]:

Оперативное время на установку карлингсов:

Штучно-калькуляционное время на установку карлингсов:

9.1.4 Временя на установку бимсов.
Бимсы выполнены из полособульба №28. Количество бимсов 5шт. Длина каждого бимса 9м, соответственно общая длина стыков будет:

Время на совмещение 1м кромок при установке бимсов с толщиной стенки менее 26мм на полотнище с установленным набором [7, табл.47]:

Оперативное время на установку бимсов:

Штучно-калькуляционне время на установку бимсов:

9.1.5 Временя на сборку секции

9.2Нормирование времени на сварку секции
Штучно-калькуляционное время на сварку 1м шва принимаем по [7, табл.65].
Общее время на сварку секции:

9.2.1 Время на сварку полотнища
Полотнище сваривается автоматической сваркой под флюсом. Шов стыковой без разделки кромок, двухсторонний (диаметр проволоки 5мм). Толщина металла 8мм. При этом штучно-калькуляционное время на сварку 1м шва:

Общая длина швов:

Штучно-калькуляционное время на сварку полотнища:

9.2.2 Время на приварку ребер жесткости
Ребра жесткости привариваются к полотнищу полуавтоматической сваркой под флюсом. Шов тавровый без разделки кромок, двухсторонний. Катет шва 8мм. При этом штучно-калькуляционное время на сварку 1м шва:

Общая длина швов:

Штучно-калькуляционное время на сварку полотнища:

9.2.3 Время на приварку карлингсов
Карлингсы привариваются к полотнищу полуавтоматической сваркой под флюсом. Шов тавровый с односторонним скосом кромок, двухсторонний (с ручной подваркой). Толщина стенки набора 16мм. При этом штучно-калькуляционное время на сварку 1м шва:

Общая длина швов:

Штучно-калькуляционное время на сварку полотнища:

9.2.4 Время на приварку бимсов
Бимсы привариваются к полотнищу полуавтоматической сваркой под флюсом. Шов тавровый с односторонним скосом кромок, двухсторонний (с ручной подваркой). Толщина стенки набора 16мм. При этом штучно-калькуляционное время на сварку 1м шва:

Общая длина швов:

Штучно-калькуляционное время на сварку полотнища:

9.2.5 Время на сварку элементов набора между собой
Элементы набора между собой свариваются ручной электродуговой сваркой. Количество стыков 40 – стыки соединения карлингсов и ребер жесткости с бимсами и 11 стыков для сварки полособульбов между собой (при использовании полобульбов длиной 10м.
Время сварки одного стыка:

Штучно-калькуляционное время на сварку элементов набора между собой:

9.2.6 Общее время на сварку секции:

9.3 Общее время на изготовление секции

10 ДОКУМЕНТАЦИЯ
1. ОСТ5.9092-91 «Корпуса стальных судов, основные положения по технологии изготовления»
2. РД5Р.9083-92 «Корпуса стальных судов. Сварка углеродистых и низколегированных сталей»
3. ОСТ5.9912-83 «Корпуса стальных надводных судов. Типовые технологические процессы изготовления узлов и секций корпуса»
4. ОСТ5.9324-89 «Комплексная система контроля качества. Корпуса металлических судов. Точность изготовления секций»
5. ОСТ5.1093-78 «Сварные соединения стальных корпусных конструкций надводных судов. Правила контроля»
6. ОСТ5.9079-80 «Комплексная система контроля качества. Деформации местные стальных корпусных конструкций»
7. Голота Г.Ф. «Техническое нормирование в судостроении», Л.- Судостроение, 1975г.
|