Курсова робота
на тему: «Технічний контроль на машинобудівних підприємствах»
Зміст
Введення
1. Опис об'єкта контролю і його службове призначення
2. Опис роботи об'єкта в машині або складальній одиниці
3. Технічні вимоги до деталі
3.1 Вимоги геометричної точності деталі і якості поверхні
3.2 Вимоги фізико-хімічних властивостей матеріалу деталі і її елементів
4. Мета й завдання розробки й організації процесу контролю. Статус контролю
5. Вихідні дані для розробки технологічного процесу контролю
5.1 Технологічний маршрут обробки зубчастого колеса
5.2 Визначення типу виробництва й виду технологічного процесу контролю
6. Групування елементів об'єктів контролю по контрольованих ознаках
7. Групування елементів об'єктів контролю по метрологічних ознаках
8. Вибір типового процесу ТК
9. Розробка технологічного маршруту процесу ТК
10. Розробка технологічних операцій ТК
11. Визначення об'єму контролю. Плани контролю
12. Вибір методів і засобів контролю
13. Розробка спеціального засобу контролю
14. Оформлення документації ТПК
Висновок
Список джерел
Введення
В умовах конкуренції й боротьби за споживача будь-якому машинобудівному підприємству вигідніше робити якнайбільше якісної продукції. Чим більш якісний продукт того або іншого підприємства, тим більше його авторитет, а, отже, воно одержує більше прибутки.
Для того щоб відбракувати негідну продукцію, необхідно зафіксувати дефектні вироби. Для цього на підприємства існує такий етап як контроль.
Технічний контроль - це найважливіша частина системи керування якістю продукції на машинобудівному підприємстві. Система технічного контролю (об'єкти контролю, контрольні операції і їхня послідовність, технічне оснащення, режими, методи, засоби механізації й автоматизації контрольних операцій) є невід'ємною частиною виробничого процесу, а окремі елементи системи розробляються одночасно з розробкою технології виробництва й в обов'язковому порядку фіксуються в затверджених технологічних процесах.
Технічному контролю на машинобудівних підприємствах властиві:
-розмаїтість об'єктів контролю й відповідно контрольованих параметрів, як по номенклатурі, так і за значенням і допусками;
-велика кількість методів і засобів контролю;
-значні витрати на технічний контроль.
Метою даного курсового проекту є розробка технологічного процесу приймального контролю деталі «зубчасте колесо» і активний контроль на операції шліфування отвору.
1. Опис об'єкта контролю і його службове призначення
Об'єктом технічного контролю є складова частина редуктора циліндричного співвісного двоступінчастого двох поточного - зубчасте колесо.
Циліндричні зубчасті колеса служать для передачі обертового руху між валами з паралельними й перехресними осями.
Циліндричне зубчасте колесо – косо зубне.
Один з механізмів, у якому застосовують циліндричне косо зубне колесо, є редуктор.
Перевага плавності передачі й зменшення шуму косо зубних коліс через більше високий коефіцієнт перекриття, але в теж час ускладнюється монтажна схема редуктора.
За ДСТ 1643-81 установили сьомий ступінь точності передачі зубчастого колеса.
При виготовленні зубчастих коліс високого ступеня точності (7) важливо забезпечити необхідне відхилення від перпендикулярності торця до осі центрального отвору на операціях до зубонарізування.
Силові зубчасті передачі служать для передачі зі зміною частоти валів.
Основні вимоги до силових передач - зносостійкість, плавність і безшумність роботи передач. Чим вище окружність швидкості коліс, тим точніше вони повинні бути зроблені, тому що в противному випадку будуть велике зношування й шум.
Матеріал зубчастих коліс повинен мати однорідну структуру, що сприяє стабільності розмірів після термічної обробки, особливо розмірів отвору й кроку коліс.
Даний виріб виготовляється зі сталі 45 ДЕРЖСТАНДАРТ 1050.
Технічні характеристики зубчастого колеса:
1 Модуль m = 2,5;
2 Число зубів z = 61;
3 Кут нахилу β = 300
45/
13//
;
4 Напрямок лінії зуба праве;
5 Допуск на радіальне биття зубчастого вінця Fpr
= 0,052;
6 Граничне відхилення кроку зачеплення fpb
= ±0,016;
7 Допуск на погрішність профілю зуба ff
= 0,020;
8 Ділильний діаметр d = 136,50;
9 Допуск на напрямок зуба Fβ
= 0,016.
Робоче креслення зубчастого колеса представлений у графічній частині.
2. Опис роботи об'єкта в машині або складальній одиниці
Деталь зубчасте колесо входить до складу редуктора циліндричного співвісного двоступінчастого двох потокового.
Редуктор призначений для привода різних виконавчих механізмів машин. Як правило, редуктор знижує частоту обертання приводного двигуна, при цьому підвищуючи момент сили.
Редуктор зі співвісним розташуванням вхідного й вихідного валів застосовують у тих випадках, коли осі валів двигуна й робочої машини доцільно розташувати на одній лінії.
Рух від електродвигуна передається на швидкохідний вал за допомогою муфти. Швидкохідний вал являє собою циліндричну косо зубу вал-шестірню, що приводить в обертання колесо, що сидить на проміжному валу. На проміжному валу нарізані зубчастий вінець, зуби якого зачіпаються із зубчастим колесом. Зубчасте колесо сидить на тихохідному валу рух, від якого передається на робочу машину. Тому що всі зубчасті колеса в редукторі косо зубі, те всі вали встановлені на конічних роликових підшипниках. Підшипникові вузли закриті кришками, наприклад, лівий підшипник швидкохідного вала перебуває в отворі, де закритий кришкою й через дистанційну втулку сприймає попереднє осьове зусилля. У кришці для ущільнення кришки з валом установлена манжета. Правий кінець вала, що перебуває в такому ж підшипнику, що входить у проміжну опору, установлену в припливі корпуса редуктора.
Проміжний вал також змонтований у конічних підшипниках, із двох сторін закритий глухими кришками, тому що вали не виходять назовні, а працюють для передачі руху від швидкохідного вала до тихохідного усередині корпуса.
Редуктор призначений працювати з рідким мастилом, що заливається в корпус, є масло покажчик. Порожнини отворів, у яких установлені підшипники, відкриті зсередини, для того щоб мастило попадало на підшипники. Масло заливається, так щоб більші зубчасті колеса поринали в нього й при обертанні розприскували масло. Таким чином, масло попадає на підшипники, зуби зубчастих коліс.
У двоступінчастих передачах можливе зменшення розмірів зубчастих передач, а також зниження величини модуля передачі, що дозволяє підвищити точність виготовлення, поліпшити розподіли навантаження по ширині зубчастого вінця й відповідно збільшити переданий момент, що крутить.
Перевага редуктора циліндричного співвісного двоступінчастого є їхня симетрична конструкція щодо осі. Редуктори даного типу приводяться в рух від одного або двох двигунів.
3. Технічні вимоги до деталі
3.1 Вимоги геометричної точності деталі і якості поверхні
З урахуванням механічної обробки на зубчасте колесо варто накласти певні вимоги форми й розташування поверхні, тому що при обробці деталі виникають погрішності не тільки лінійних розмірів, але й геометричної форми, а також погрішності у відносному розташуванні осей, поверхонь і конструктивних елементів колеса. Ці відхилення в більшості випадків впливають на працездатність деталі.
Допуски форми й розташуванні вказують на кресленні колеса:
1 Допуск відхилення циліндру й круглості повинен бути дорівнює половині допуску Н7 для O40;
2 Допуск симетричності шпонкового паза: ? 0,104;
3 Допуск паралельність осі шпонкового паза щодо осі отвору задають для обмеження перекосу: // 0,026;
4 Допуск радіального биття задають для обмеження радіального зсуву:
– радіальне биття зубчастого вінця / 0,05;
– биття маточини / 0,055;
– торцеве биття / 0,02;
5 Допуск діаметральних розмірів деталі задають для обмеження відхилення від заданих параметрів: O157,5h14, O26H14, O60h14, O132h14, O40H7;
6 Допуск лінійних розмірів деталі задають для обмеження відхилення від заданих параметрів: висоти маточини 64h9, 29h9.
Чимало важливим показником, відповідальним за якість поверхонь, є шорсткість:
– допуск шорсткості поверхонь зубчастого колеса Rа = 3,2, Rа = 12,5;
– допуск шорсткості внутрішньої поверхні колеса Ø40 Rа = 1,6;
– допуск шорсткості зубів вінця Rа = 0,080.
3.2 Вимоги фізико-хімічних властивостей матеріалу деталі і її елементів
Матеріал зубчастих коліс повинен мати однорідну структуру, що сприяє стабільності розмірів після термічної обробки, особливо розмірів отвору й кроку коліс.
Даний виріб виготовляється зі сталі 45 ДЕРЖСТАНДАРТ 1050. Сталь 45 ставиться до групи конструкційних якісних сталей і широко застосовується в різних галузях машинобудування для виробництва деталей машин.
Таблиця 1 - Хімічний склад і механічні властивості стали
| З, % |
Si, % |
Cr, % |
Mn, % |
HB |
σв
|
| Мпа |
кг/мм2
|
| 0,42–0,5 |
0,17–0,37 |
до 0,25 |
0,5–0,8 |
197 |
610 |
61 |
Таблиця 2 - Режими термообробки
Температура
загартування, 0С
|
Температура
відпустки, 0С
|
Твердість після відпустки, не більше HRCЭ |
| 830...…860 |
160...…180 |
37...42…42 |
4. Мета й завдання розробки й організації процесу контролю. Статус контролю
У даному курсовому проекті технічним завданням передбачена розробка етапів процесу приймального контролю деталі редуктора циліндричного співвісного двоступінчастого - зубчасте колесо й активний контроль на операції шліфування отвору.
Методи активного й приймального контролю взаємно доповнюють один одного, сполучаються. Активний контроль являє собою специфічний процес обробки, пов'язаний з його регулюванням, метод одержання розмірів деталей. Усякий же процес обробки деталей повинен закінчуватися їхнім контролем, тим більше що засобу активного контролю працюють у ненормальних метрологічних умовах (вплив температурних погрішностей, динамічних факторів і т.д.). Разом з тим, якщо за допомогою засобів активного контролю технологічний процес стає більше стабільним і стаціонарним, то можна обмежитися вибірковим приймальним контролем.
Приймальний контроль має на меті встановити придатність до поставки або використання бездефектних укомплектованих виробів. Ціль контролю досягнута, якщо після виконання процедури контролю з поточної продукції або партії, представленої для контролю, вилучені дефектні вироби, характеристики яких не відповідають заданим значенням.
Основними методами досягнення мети контролю є наступні:
1 Системна підготовка контролю відповідно до ЕСТПП, що використовує досягнення науки в області типізації процесів, підвищення точності, продуктивності й надійності технологічних систем, застосування розрахунково-аналітичних методів і показників;
2 Додання технології контролю попереджуючого характеру;
3 Застосування сучасних інформаційних технологій, що вирішують завдання автоматизованого керування технологічними процесами, розвитку попереджувального контролю на основі застосування автоматизації регулювання технологічних процесів за результатами контролю.
Для досягнення поставленої мети необхідно побудувати технологічний процес контролю на базі типових технологій контролю й забезпечити цим оптимальний рівень витрат на контроль.
Конкретизуючи загальну мету, можна виділити окремі завдання приймального контролю, у число яких входить перевірка:
1 Якості складання, налагодження, регулювання експлуатаційних характеристик готових виробів;
2 Наявності передбаченої супровідної документації, що підтверджує приймання деталей;
3 Маркування, консервації, упакування й тари;
4 Комплектності готових виробів.
Статус контролю визначає, що продукція:
- не пройшла контроль;
- пройшла контроль і прийнята;
- пройшла контроль, не прийнята й очікує ухвалення рішення;
- пройшла контроль і забракована.
Ідентифікація статусу контролю забезпечує виконання необхідного контролю в процесі виробництва, що гарантує відправлення споживачеві тільки тієї продукції, що пройшла необхідний контроль.
Ідентифікація статусу контролю на підприємстві виробляється шляхом таврування (якщо це передбачено) і оформлення супровідної документації.
5. Вихідні дані для розробки технологічного процесу контролю
5.1 Технологічний маршрут обробки зубчастого колеса
Завдання проектування технологічного маршруту виготовлення деталі складається в знаходженні для даних виробничих умов оптимального варіанта переходу від напівфабрикату до готової деталі. При виборі технологічного маршруту необхідно вибрати такі операції обробки, при яких якість виробу буде високим, а собівартість найменшої. Технологічний маршрут виготовлення зубчастого колеса представлений у таблиці 3.
Таблиця 3 - Технологічний маршрут виготовлення зубчастого колеса
| Номер операції |
Найменування, зміст операцій |
Устаткування |
| Операція 000 |
Заготівельна |
Молот |
| Операція 005 |
Підрізати торець 1, проточити поверхні 32,157,5 попередньо з підрізуванням відповідних фасок, просвердлити отвір 40 мм із наступним розточуванням |
Токарський верстат зі ЧПУ мод. 16А20Ф3 |
| Операція 010 |
Проточити поверхні 60,132,157,5 мм із підрізуванням відповідних торців і фасок |
Токарський верстат зі ЧПУ мод. 16А20Ф3 |
| Операція 015 |
Свердлити 6 отворів 26 |
верстат 2Н135 |
| Операція 020 |
Простягнути шпонковий отвір 40 мм |
Горизонтально-протяжний верстат мод. 7Б55 |
| Операція 025 |
Фрезерувати зуби на поверхні 157,5 мм |
Зубофрезерний верстат мод. 53А50 |
| Операція 030 |
Слюсарна |
| Операція 035 |
Закруглити зуби на поверхні 143,5 мм |
Зубофрезерний верстат мод. 53А50 |
| Операція 040 |
Шліфувати отвір 40 мм |
Верстат мод. 3М151 |
| Операція 045 |
Промивна |
| Операція 050 |
Контрольна |
5.2 Визначення типу виробництва й виду технологічного процесу контролю
Для визначення типу виробництва використовуємо заданий річний об'єм випуску зубчастих коліс і масу виробу.
У відповідності з довідковою літературою вибираємо серійне виробництво, тому що річний об'єм випуску циліндричних коліс становить 17000 шт.; маса - 2,48 кг.
Кількість виробів у партії для одночасного запуску визначаємо по формулі:
 , ,
де N - річний об'єм випуску виробів, шт.
а - число днів, а яке необхідно мати запас виробів,
F - число робочих днів у році.
У нашім випадку: N = 17000 шт., F = 250 днів, а = 10 днів.
 шт. шт.
Виробництво характеризується виготовленням виробів періодично повторюваними партіями. У виробництві встаткування розташовують відповідно до послідовності виконання етапів обробки заготівель. За кожною одиницею встаткування закріплюють кілька технологічних операцій, для виконання яких проводять переналагодження встаткування. Застосовують спеціалізовані й універсальні засоби технологічного оснащення. Розмір виробничої партії в виробництві звичайно становить від декількох десятків до кілька сотень деталей.
В умовах виробництва технологія контролю розробляється з маршрутним і операційним описом. Застосовується вибірковий операційний контроль статистичними методами, суцільний операційний контроль для відповідальних і високоточних деталей, складальних одиниць; профілактичний контроль першої деталі. Приймальний контроль в основному суцільній. Застосовують універсальні засоби контролю, калібри, шаблони, спеціальні контрольні пристосування. На окремих операціях використовують механізовані, напівавтоматичні й автоматичні засоби контролю. Організують контрольні пункти стаціонарного контролю. Кваліфікація контролерів в основному середня.
в умовах виробництва, коли виробу безупинно надходять на контрольний пункт у послідовності, у якій вони виробляються (спосіб «потік»), а формування окремих партій для контролю неможливо або недоцільно, застосовують безперервний приймальний контроль. Плани контролю вибирають відповідно до ДЕРЖСТАНДАРТ 50779 - 73 «Статистичний приймальний контроль по альтернативній ознаці. плани контролю». Порядок вибору приймального рівня дефектності такий же, як при приймальному контролі партій. Число виробів одного виробничого циклу вибирають із міркувань, аналогічних вибору об'єму партії. Стандарт визначає три рівні контролю (загальних), з яких звичайно використовують рівень II, у більше відповідальних випадках - рівень III і в менш відповідальних - рівень I. За цим даними за допомогою таблиць, наведених у стандарті, визначають параметри плану контролю й здійснюють процедуру безперервного контролю як чергування періодів суцільної й вибіркової перевірок.
6. Групування елементів об'єктів контролю по контрольованих ознаках
Важливими критеріями високої якості деталей машин є фізичні, геометричні й функціональні показники, а також технологічні ознаки якості: відсутність неприпустимих дефектів типу порушення цілісності матеріалу, відповідність фізико-механічних властивостей і структури основного матеріалу й покриття, геометричних розмірів і чистоти обробки поверхні необхідним технічною документацією. Тому необхідно проводити угруповання елементів об'єкта, головне завдання якої складається в попереднім формуванні (надлишкової) сукупності кількісних і якісних ознак, які можуть бути обрані в якості контрольованих.
Таблиця 4 - Групування елементів об'єктів контролю по контрольованих ознаках
| Контрольований параметр |
Елементи об'єкта контролю |
| Допуск круглості |
Внутрішня циліндрична поверхня Ø40 мм |
Допуск симетричності й
паралельності
|
Поверхня шпонкового паза
|
| Допуск на напрямок зуба |
Поверхня зубчастого вінця |
| Допуск на відхилення кроку зачеплення |
Поверхня зубчастого вінця |
| Допуск радіального биття |
Поверхня зубчастого вінця |
| Поверхня маточини |
| Поверхня торців |
| Допуск діаметральних розмірів |
Зовнішня циліндрична поверхня Ø157,5 мм |
| внутрішня циліндрична поверхня Ø40 мм |
| Допуск лінійних розмірів |
Поверхня маточини 64h9 |
| Поверхня маточини 29h9 |
| Шорсткість |
Циліндричні поверхні |
| Поверхня зубів вінця |
7. Групування елементів об'єктів контролю по метрологічних ознаках
Одним з головних метрологічних ознак є точність, з якої проводяться виміри. У ході процесу ТК зубчастого колеса контролюються різні параметри: шорсткість поверхні, допуски форми й розташування поверхонь, розмірні характеристики. Ці параметри контролюються за допомогою різних технічних засобів, що мають різну точність (ту, з якої необхідно провести відповідний вимір). Визначимо, які засоби виміру для контролю яких параметрів зубчастого колеса будуть використовуватися в розроблювальному процесі ТК.
Таблиця 5 - Групування елементів об'єктів контролю по метрологічних ознаках
| Засіб контролю |
Контрольований параметр |
| Пневмонічна пробка |
Круглість поверхні Ø40 мм |
| Калібр для розташування паралельності й симетричності шпонкового паза за ДСТ 24109–80 |
Паралельність і симетричність осі шпонкового паза щодо осі отвір |
| Крокомір |
Граничне відхилення кроку зачеплення |
| Прилад для контролю напрямку зуба |
Напрямок зуба |
| Пристосування для контролю радіального биття зубчастого вінця циліндричних коліс |
Радіальне биття зубчастого вінця |
| Стійка центрова з вимірювальною голівкою за ДСТ 10197–70 |
Торцеве биття |
| Биття маточини |
| Скоба по ТУ 2–034–227–87 |
Діаметральні розміри: Ø157,5 мм |
| Калібр-пробка гладкий прохідної з насадками за ДСТ 14815–69 |
Діаметральні розміри Ø40 мм |
| Шаблон-Скоба |
Висоти маточини 64h9, 29h9 |
| Зразки шорсткості |
Шорсткість циліндричних поверхонь |
| Шорсткість зубів вінця (Rа = 0,80) |
| Шорсткість внутрішньої циліндричної поверхні (Ra = 1,6) |
8. Вибір типового процесу ТК
Для побудови процесів тк користуються схемою класифікації деталей, що виготовляються штампуванням, і класифікатором. Структуру типового процесу ТК переносять у типові операційні карти механічної обробки для об'єктів високих категорій контролю й відомість операцій технічного контролю.
Для зубчастого колеса (клас деталей ПЛ, категорія контролю 3) типовий процес технічного контролю буде виглядати відповідно до таблиці 6.
Таблиця 6 - Типовий процес ТК зубчастого колеса
| Операція ТК |
Засоби контролю |
Число операцій ТК |
| Універсальні |
Спеціальні |
Приймальний контроль заготівель на відповідність кресленням:
– Лінійних розмірів квалітетів:
12-14
15-17
– Форми
|
Штангенциркулі
Вимірювальні лінійки, рулетки
-
|
-
-
Шаблони, ШРД
|
1 |
Приймальний контроль готових деталей виробництві здійснює контролер БТК, виробничий майстер.
9. Розробка технологічного маршруту процесу ТК
Технологічний маршрут ТК у виробництві розробляється з урахуванням маршруту обробки виробу. Технологічний маршрут процесу ТК зубчастого колеса при прийманні представлений у таблиці 7.
Таблиця 7 - Технологічний маршрут ТК зубчастого колеса
| № операції |
Найменування операції |
Зміст операції |
Використовуване встаткування |
| 000 |
Контрольна |
Контролювати шорсткість |
Зразки шорсткості |
| 005 |
Контрольна |
Контролювати допуск на напрямок зуба |
Прилад для контролю напрямку зуба |
| 010 |
Контрольна |
Контролювати граничне відхилення кроку зачеплення |
Крокомір |
| 015 |
Контрольна |
Контролювати відхилення вимірювального відстані за один оборот колеса на зубі |
Прилад для комплексної перевірки зубчастих коліс моделі МЦМ – 160 |
| 020 |
Контрольна |
Контролювати круглість поверхні Ø 40 мм |
Пневмонічна пробка |
| 025 |
Контрольна |
Контролювати паралельність і симетричність осі шпонкового паза щодо осі отвору |
Калібр для розташування паралельності й симетричності шпонкового паза за ДСТ 24109–80 |
| 030 |
Контрольна |
Контролювати биття
зубчастого вінця
|
Пристосування для контролю радіального биття зубчастого вінця |
| 035 |
Контрольна |
Контролювати биття маточини й торцеве биття |
Стійка центрова з вимірювальною голівкою за ДСТ 10197–70 |
| 040 |
Контрольна |
Контролювати розмір поверхні Ø157,5 мм |
Скоба по ТУ 2–034–227–87 |
| 045 |
Контрольна |
Контролювати розмір поверхні Ø 40 мм |
Калібр-пробка гладкий прохідної з насадками за ДСТ 14815–69 |
| 050 |
Контрольна |
Контролювати лінійний розмір 64 мм |
Шаблон-Скоба |
| 055 |
Контрольна |
Контролювати лінійний розмір 29 мм |
Шаблон-Скоба |
10. Розробка технологічних операцій ТК
Під технологічною операцією ТК розуміється закінчена частина процесу контролю, виконувана на одному робочому місці, яка характерна сталістю застосовуваного засобу контролю при перевірці одного або декількох контрольованих ознак в одного або декількох певних об'єктів контролю.
При проектуванні операцій ТК прагнуть до дотримання конструкторських, технологічних і вимірювальних баз. При розробці операцій ТК повинне забезпечуватися:
1 Впровадження прогресивних методів контролю й оцінки якості продукції;
2 Систематичне підвищення продуктивності праці;
3 Зниження трудомісткості контролю з важкими й шкідливими умовами.
Всі операції розроблювального в даному курсовому проекті процесу ТК проводяться над готовим виробом, тому що приймальний контроль має на увазі контроль готової продукції. Приймальний контроль заготівель, деталей, вузлів, виробів у процесі виробництва здійснює контролер ОТК, закріплений за даною ділянкою виробництва. На приймальний контроль продукцію пред'являє виробничий майстер даної ділянки виробництва при виконанні всіх операцій відповідно до технологічного процесу й після прийняття продукції контролером ОТК на кожній операції, на підставі виписаній накладній і відомості матеріалів, технологічного процесу, креслення. Виробничий майстер несе повну відповідальність за дотримання послідовності технологічного процесу. На приймальному контролі контролер ОТК візуально контролює виконання всіх операцій відповідно до технологічного процесу.
Контроль шорсткості проводять візуально, порівнюють зі зразками.
Приладом для контролю напрямку зуба перевіряють напрямок зуба.
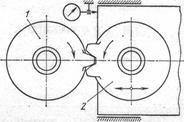
Контролюють крок зачеплення за допомогою крокоміра.

Малюнок 1 - Схема контролю кроку зачеплення
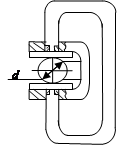
Для комплексної перевірки зубчастого колеса використовують прилад для комплексної перевірки зубчастого колеса прилад для комплексної перевірки зубчастих коліс моделі МЦМ - 160.
Малюнок 2 - Схема контролю комплексної перевірки зубчастого колеса 1- вимірюване колесо; 2 - еталонне колесо
Контроль діаметрів зовнішній циліндричної поверхні Ø157,5 мм, здійснюється за допомогою скоби.
Малюнок 3 - Схема контролю діаметрів зовнішніх поверхонь
Контроль діаметра внутрішньої циліндричної поверхні Ø40 мм, здійснюється калібром-пробкою.

Малюнок 4 - Схема контролю діаметра внутрішньої поверхні
Контроль радіального биття зубчастого вінця здійснюється пристосуванням для контролю радіального биття зубчастого вінця циліндричного колеса представлений у графічній частині.
11. Визначення об'єму контролю. Плани контролю
Визначення об'ємів контролю здійснюється з метою раціонального призначення вибірок у партії об'єктів контролю. Визначення об'ємів контролю здійснюється з метою раціонального призначення вибірок у партії об'єктів контролю. Вибірки можуть відбиратися під час комплектування партіями або після комплектації всіх одиниць, що представляють собою партію. Відібрані вироби повинні бути опломбовані. Кількість повинне відповідати числу, установленому в нормативній документації на продукцію. виробам, Що Надійшло на контроль, привласнюється позначення відповідно до вимог нормативної документації.
Під планом контролю розуміють сукупність значень об'ємів вибірок, приймальних і бракувальних чисел. Для визначення плану контролю варто встановити тип плану контролю, показник якості й об'єм вибірки.
Для визначення об'єму й плану контролю скористаємося ДЕРЖСТАНДАРТ 50779-73 «Якість продукції. Статистичний приймальний контроль по альтернативній ознаці. Одноступінчасті й двоступінчасті плани контролів».
Темою даного курсового проекту передбачається 3 категорія контролю, який відповідає перевірка об'єктів контролю з вимогами економічно оптимальної якості й найбільший ефективності. Як режим контролю встановлюється нормальний режим, тому що даний режим застосовується при сталому процесі виробництва.
Вибираємо одноступінчастий план контролю, тому що він характеризується найбільшим об'ємом вибірки, і його варто застосовувати в наступних випадках: вартість контролю виробу є невеликий, тривалість контролю є занадто тривалою й партія не може бути затримана до моменту закінчення контролю.
Партією вважають деталі одного типу, виготовлені в тих самих технологічних умовах за період не більше 30 доби. Тому зубчасте колесо пред'являють до приймання партіями об'ємом 68 шт. Приймаємо другий ступінь контролю, тому що він забезпечує досить ретельний процес проведення контролю зубчастого колеса. При другому ступені контролю код об'єму вибірки - 10. Задаємо приймальний рівень якості для трьох класів дефектів (таблиця 8).
Таблиця 8 - Плани контролю
| Клас дефектів |
Приймальний рівень якості в% |
| Критичні |
0,10 |
| Значні |
0,25 |
| Малозначні |
0,4 |
Визначаємо об'єми вибірок, приймальні й бракувальні числа (таблиця 9).
Таблиця 9 - Бракувальні й приймальні числа
| Клас дефектів |
Об'єм вибірки |
Приймальні й бракувальні числа |
| Критичні |
125 |
0/1 |
| Значні |
200 |
1/2 |
| Малозначні |
125 |
0/1 |
12. Вибір методів і засобів контролю
При виборі засобів контролю необхідно враховувати велику кількість різних факторів, серед яких наступні:
- Відповідність точності й габаритів приладу технічним умовам креслення контрольованої деталі;
-Наявність необхідного приладу або можливість його замовлення;
-Вартість приладу й ресурс;
-Оптимальне застосування прогресивних і автоматизованих, універсальних і стандартизованих засобів контролю для даних умов;
-Систематичне підвищення продуктивності праці й зниження трудомісткості контролю;
-Можливість переналагодження й багаторазового використання.
При виконанні перерахованих вище умов обраним засобом контролю значно підвищується ефективність процесу контролю, скорочуються витрати часу фінансів, ресурсів і виробничих факторів.
Під методом виміру розуміють сукупність прийомів використання принципів і засобів виміру, обраний для рішення конкретного вимірювального завдання.
Метод безпосередньої оцінки - метод виміру, у якому значення величини визначають безпосередньо по звітному пристрої вимірювального приладу прямої дії, заздалегідь градуйованого в одиницях вимірюваної фізичної величини.
Метод порівняння з мірою - метод виміру, у якому вимірювану величину порівнюють із величиною відтвореною мірою.
У таблиці 10 наведені контрольовані параметри зубчастого колеса, а також методи й засоби контролю цих параметрів.
Таблиця 10 - Вибір методів і засобів контролю
| Засіб контролю |
Контрольований параметр |
Метод контролю |
| Зразки шорсткості |
Шорсткість поверхонь |
Метод порівняння з мірою |
| Прилад для контролю напрямку зуба |
На напрямок зуба |
Метод безпосередньої оцінки |
| Крокомір |
Граничне відхилення кроку зачеплення |
Метод безпосередньої оцінки |
| Прилад для комплексної перевірки зубчастих коліс моделі МЦМ – 160 |
Відхилення вимірювального відстані за один оборот колеса на зубі |
Метод безпосередньої оцінки |
| Пневмонічна пробка |
Круглість поверхні Ø40 мм |
Метод безпосередньої оцінки |
| Калібр для розташування паралельності й симетричності шпонкового паза за ДСТ 24109–80 |
Паралельність і симетричність осі шпонкового паза щодо осі отвору |
Метод безпосередньої оцінки |
| Пристосування для контролю радіального биття зубчастого вінця циліндричних коліс |
Радіальне биття
зубчастого вінця
|
Метод безпосередньої оцінки |
| Стійка центрова з вимірювальною голівкою за ДСТ 10197–70 |
Торцеве биття |
Метод безпосередньої оцінки |
| Биття маточини |
Метод безпосередньої оцінки |
| Скоба по ТУ 2–034–227–87 |
Діаметральний розмір Ø157,5 мм |
Метод безпосередньої оцінки |
| Калібр-пробка гладкий прохідної з насадками за ДСТ 14815–69 |
Діаметральний розмір Ø40 мм |
Метод безпосередньої оцінки |
| Шаблон-Скоба |
Висоти маточини 64h9, 29h9 |
Метод безпосередньої оцінки |
13. Розробка спеціального засобу контролю
Вибір засобів контролю здійснюється з обліком його метрологічних характеристик (межі виміру, межі показання, ціна розподілу й точність виміру), конструктивних особливостей деталей (габарити, маса, твердість, шорсткість поверхонь), економічних міркувань, а також з урахуванням поліпшення праці контролерів.
Однієї з важливих характеристик зубчастого колеса, контрольованих у ході технологічного процесу, є радіальне биття зубчастого вінця. Для здійснення точного контролю даного параметра можна застосувати пристосування для контролю радіального биття зубчастого вінця циліндричних колемо, представлено в графічній частині.
Вимірювальний пристрій пристосування змонтований на поворотній каретці, що дозволяє встановити вимірювальний наконечник перпендикулярно вінцю зубчастого колеса.
Технічні характеристики пристосування:
1 Відстань між центрами L 150 – 300 мм;
2 Висота центрів над кареткою Н 150 мм.
14. Оформлення документації ТПК
Під оформленням технологічного документа розуміють комплекс процедур, необхідних для підготовки й твердження технологічного документа відповідно до порядку, установленим на підприємстві. До підготовки документа ставиться його підписання, узгодження й т.д.
Технологічні документи на технічний контроль застосовують:
-при розробці маршрутних, маршрутно-операційних і операційних технологічних процесів ТК;
-для реєстрації результатів технічного контролю.
Форми таких документів установлюються стандартами Єдиної системи технологічної документації (ЕСТД).
Правила оформлення документів на технічний контроль регламентує ДЕРЖСТАНДАРТ 3.1502-85. Даний ДЕРЖСТАНДАРТ передбачає розробку двох видів документів:
1 Операційна карта технічного контролю (ОКТК). Її ціль - опис змісту технологічної операції ТК із вказівкою змісту й послідовності переходів, методів і прийомів їхнього виконання, а також даних про засоби контролю (пристосуваннях, приладах і інструментах). В ОКТК указують норми часу, а також об'єм контролю і його періодичність. ОКТК розробляють, як правило, для складних операцій контролю з більшим числом переходів.
2 Відомість операцій технічного контролю (ВОК). Її ціль - опис технологічного процесу ТК, а також для вказівки переходів, технологічних режимів, норм часу, об'єму й періодичності контролю. Також дана відомість містить перелік і опис всіх операцій технічного контролю, виконуваних в одному цеху в технологічній послідовності із вказівкою даних про встаткування, оснащення й вимоги до контрольованих параметрів. ВОК розробляють у випадку, якщо технологічний процес містить велику кількість операцій контролю, а самі операції складаються із двох-трьох переходів (тобто нескладні операції).
Раціональність вибору ОКТК і ВОК визначає технолог для кожного випадку окремо.
Технологічні документи на ТК, як правило, по розсуду підприємства підписують крім технологів працівники технічного контролю й метрологічної служби. Оцінку про узгодження із цими службами проставляють на полях документів або у вільних графах (ДЕРЖСТАНДАРТ 3.1103-82).
для реєстрації результатів ТК застосовують супровідні й накопичувальні форми документів. Супровідні документи супроводжують виріб протягом усього технологічного процесу. До супровідних документів ставляться: технологічний паспорт, карта вимірів, технологічна бирка, супровідний ярлик.
Супровідний ярлик використовують як супровідний документ при виготовленні партії або одиничних виробів, заготівель, деталей, вузлів і окремих приладів.
Технологічний паспорт (ПТ) призначений для вказівки змісту виконуваних при виготовленні виробу операцій, а також для підписів виконавців і контролюючих осіб. Правила оформлення ПТ установлює ДЕРЖСТАНДАРТ 3.1503-74. Карта вимірів (КИ) призначена для реєстрації результатів виміру контрольованих параметрів при ТК, а також для вказівки підписів виконавців і контролюючих осіб, відповідальних за правильність вимірів. Правила оформлення карти вимірів установлює ДЕРЖСТАНДАРТ 3.1504-74.
До накопичувальних документів відносять журнали контролю. Журнал контролю технологічного процесу (ДЕРЖСТАНДАРТ 3.1505 - 75) призначений для запису обмірюваних значень контрольованих параметрів технологічного процесу, а також для вказівки підписів виконавців і контролюючих осіб, відповідальних за якість технологічного процесу. ЖКТП становлять по встановлених формах для різних видів робіт у випадках, коли недотримання технологічного режиму впливає на якість виробу.
Ступінь застосовності форм документів при приймальному контролі наведена в таблиці 11.
Таблиця 11 - Ступінь застосовності форм документів при приймальному контролі
ДЕРЖСТАНДАРТ ЕСТД
|
Застосовність документів при приймальному контролі, % |
| 3.1502–85. Форми й правила оформлення документів на технічний контроль |
50–100 |
| 3.1503–74. Правила оформлення документації контролю. Паспорт технологічний |
50–100 |
| 3.1504–74. Правила оформлення документації контролю. Карта вимірів |
10–50 |
| 3.1505–75. Правила оформлення документів контролю. Журнал контролю технологічного процесу |
0–10 |
Висновок
Проектування контрольно-іспитових технологій має велике значення для підвищення якості продукції.
У цей час операції й процеси технічного контролю розглядаються як невід'ємна частина технології й тому при системному проектуванні технічного контролю використовуються досягнення в області типізації процесів, підвищення точності, продуктивності й надійності технологічних систем, організації системного проектування технологічних процесів. До його переваг ставляться одночасна й взаємозалежна діяльність всіх служб підготовки виробництва виробів, скорочення строків і витрат на проектування, забезпечення росту продуктивності праці й спеціалізації проектних робіт, підвищення їхньої якості.
У даній курсовій роботі описане робота зубчастого колеса в редукторі; визначені технічні вимоги до деталі; описані мета, завдання й статус процесу контролю; викладені вихідні дані для розробки технологічного процесу контролю; наведене групування елементів об'єктів контролю по контрольованих ознаках і метрологічних ознаках; зроблений вибір типового процесу ТК; розроблено технологічний маршрут процесу ТК; розроблені технологічні операції ТК; визначена об'єм контролю й обраний план контролю; розроблений спеціальний засіб контролю; викладені вимоги до оформлення документації ТПК.
Список джерел
1. Кутай, А.К., Сорочкин, Б.М. Точність і виробничий контроль у машинобудуванні. – К., 2004
2. Маталін, А.А. Технологія машинобудування: Підручник для машинобудівних вузів. – К., 2000
3. Орлів, П.І. Основи конструювання: Довідково-методичний посібник / Під ред. П.И. Орлова. – К., 1987
4. Чупырин, В.Н. Технологія технічного контролю в машинобудуванні [Текст]: Довідковий посібник / Під общ. ред. В.Н. Чупырина. М.: Видавництво стандартів, 1990. 340 с.
5. Чупирін, В.Н., Никифорів, А.Д. Технологічний контроль у машинобудуванні [Текст]: Довідник проектувальника. – К., 2000
6. Якушев, А.И. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / Под ред. А.И. Якушева. 3-е издание. М.: Машиностроение, 1980. 395 с.
7. ГОСТ 50779–73 «Статистический приемочный контроль по альтернативному признаку. Планы контроля»
8. Методические указания по оформлению пояснительной записки к курсовым и дипломным работам (проектам) Курск. гос. техн. ун-т; сост.: Л.А. Суворова, А.Е. Паточкин. Курск, 2003. 28 с.
9. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения / А.Н. Виноградов, Ю.А. Воробьев, Л.Н. Воронцов и др. / Под ред. А.И. Якушева. 3-е изд. М.: Машиностроение, 1980.
10. Справочник нормировщика / А.В. Ахумов, Б.М. Генкин, Н.Ю. Иванов и др. / Под общ. ред. А.В. Ахумова. – Л.: Машиностроение, Ленингр. отд-ние, 1986. – 458 с., ил.
|