Содержание
ВВЕДЕНИЕ
1. ОБЩИЙ РАЗДЕЛ
1.1 Классификация проектируемого отделения
1.2 Выбор модели конвейерной линии
1.3 Выбор производственной программы, её анализ
1.4 Расчет годового выпуска отливок, форм, стержней
1.5 Выбор режима работы на отделении
1.6 Назначение действительного фонда времени работы оборудования
2. ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
2.1 Производительность на отделении, их расчет
2.2 Расчет количества основного оборудования, их характеристика
2.3 Расчет производственных площадей
2.4 Расчет подъёмно-транспортного оборудования.
2.5 Технологический процесс изготовления стержня
2.6 Техника и противопожарная безопасность на отделении
2.7 Санитарно-гигиенические условия на отделении
2.8 Охрана окружающей среды
3. СПЕЦИАЛЬНЫЙ РАЗДЕЛ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Владелец машиностроительного холдинга не в силах в одиночку управлять всеми предприятиями, а тем более развивать и модернизировать их. На каждом этапе развития предприятие нуждается в различных кадрах. Сегодня это – технические специалисты. Необходимо создание группы опытных и доверенных специалистов, единомышленников хозяина по развитию производства.
Эффективно руководить предприятием на основе интуиции сегодня уже невозможно. В этих условиях единственное решение проблемы управление предприятием является использование потенциала компьютерных технологий (быстрое прототипирование и обработка оптимальных технологических параметров на виртуальных отливках), возможностей современного менеджмента.
Но эти технологии только тогда станут бизнес - ресурсом предприятия, когда они обеспечат высокое качество изделий и мобильную подготовку их производства, что позволит предприятию проводить агрессивную маркетинговую политику и успешно конкурировать на потребительском рынке.
Производственные технологии и оборудование также предполагают наличие на предприятии опытных и образованных технических специалистов. Приобретенные в собственность машиностроительные предприятия по потенциалу использования сравнимы с покупкой старой коммунальной квартирой – площадь есть, а жить и эффективно использовать нельзя без реконструкции. Задачи модернизации предприятий на несколько порядков сложнее, чем бытовые, но их суть та же – нужны технические специалисты с положительным опытом работы в области модернизации и развития машиностроительных предприятий. Предприятию необходима срочная модернизация с полной заменой технологий и оборудования, которые на большинстве производств не соответствует уровню даже 70-х годов в Европе – то есть морально устарели на 37,7% и уже изношено на 97% и более.
Главный шаг холдинга в настоящее время на пути развития машиностроительного завода – выбор специалистов и делегирование полномочий технарям:
- техническим аналитикам и техническим советникам;
- главным техническим специалистам завода;
- собственным инжиниринговым структурам, специалистам, обладающим опытом и техническим образованием;
- проектантам цехов и технологических линий в структуре холдинга.
Создание эффективных технических отделов в рамках машиностроительного холдинга – решение срочных задач модернизации и соответственно, конкурентоспособности.
Если на I этапе приобретения завода в собственность и оптимизации работы отделов сбыта важно выбирать себе в партнеры экономистов, то сегодня на большинстве заводов наступил II этап развития модернизации производства, когда собственнику нужны новые партнеры-технари.
Кто делает шаг в обновлении парка оборудования своего предприятия и, соответственно, стабилизации социально-экономической и финансово-промышленной ситуации всегда выигрывает. Чем совершеннее и современнее оборудование и технологии на заводе (физический капитал), тем больше можно произвести продукции с меньшими затратами, в том числе рабочего времени и т.п.
Модернизация промышленных предприятий сегодня-стержень национальной стратегии экономической безопасности и процветания России. Есть все, чтобы в XXI веке модернизировать машиностроение и позиционировать Россию как промышленную сверхдержаву.
Устойчивый рост экономики может быть обеспечен только за счет мощных инвестиций, главным образом в новейшие технологии и оборудование, и если продолжать медлить, заводы развалятся окончательно.
Сегодня литейное производство выходит из кризиса, возвращает себе имидж предпочтительного способа производства деталей сложной конфигурации с высоким коэффициентом использования металла (КИМ). Литейные предприятия, особенно те, которые не состоят в структуре машиностроительных фирм в качестве подчиненных подразделений, стали самостоятельными и сами выбирают номенклатуру продукции с ориентацией на потребности рынка.
В последние годы в машиностроении наблюдается наибольший прирост вновь созданной стоимости по сравнению с другими отраслями. И роль литейного производства в этом процессе трудно переоценить.
Литейные технологии могут быть конкурентоспособными, если они гарантируют производство сложнейших изделий при их самой низкой себестоимости. В Европе, Азии активно развиваются новые и сверхновые поколения перспективных процессов изготовления "холодных" и водорастворимых стержней, стержневых форм, пакетов, стопочных стержневых форм, вакуум – пленочных форм, песчаных форм по методу воздушного потока с прессованием.
К факторам, затрудняющим процесс стабилизации и развития литейного производства, следует отнести недостаток высококачественных
исходных материалов, в том числе формовочных и стержневых.
Сегодня в России в дело вступают новые эффективные технологии, реализуя наиболее экономичный, экологический подход к изготовлению литейных форм и стержней, минимизируя брак, трудозатраты, что позволило некоторым литейным заводам и цехам достичь приемлемого сочетания цены и качества отливок, а соответственно деталей и изделий.
1. Общий раздел
1.1 Классификация проектируемого отделения
Проектируемое формовочное отделение является структурной единицей сталелитейного цеха выполняющее развес литья по массе до 400 кг. По отраслевому признаку отделение относится ко III классу согласно развесу литья до 400 кг. Крупное машиностроение.
Учитывая класс проектируемого отделения (III класс) и годовой выпуск годного литья 7500 тонн, отделение относится к цехам средней мощности.
Согласно задания предусматриваются поточные линии, в которых производственные процессы полностью механизированы, поэтому проектируемое отделение можно отнести к механизированным литейным цехам.
1.2 Выбор модели конвейерной линии
Выбор модели конвейерной линии осуществляется по каталогу линий с указанием названия конвейерной линии и ее модели, а также характеристики выбранной линии.
Учитывая заданный развес литья до 400 кг, годовой выпуск 7500 тонн, выбираются комплексно-механизированные линии формовки, заливки и выбивки для изготовления отливок в формах из жидких самотвердеющих смесей(ЖСС) модели Л665.Техническая характеристика приводится в таблице 1.1
Таблица 1.1 -Техническая характеристика формовочной линии модели Л665.
| Наименование характеристики |
Величина |
| 1 |
2 |
| Размеры опок, мм: |
| в свету |
2000*1600 |
| высота |
300/600 |
| Производительность (цикловая), форм/ч |
10 |
| Нормируемый коэффициент использования линии |
0,5 |
| Масса отливок, кг |
До 400 |
| Тип формовочного агрегата |
Смеситель непрерывного действия, для приготовления самотвердеющих смесей. |
| Применяемая формовочная смесь |
ЖСС |
| Расход формовочной смеси |
45 |
| Метод дозирования смеси |
Объемный регулируемый |
| Количество модельных комплектов |
1 |
| Количество комплектов опок на линию |
80 |
| Время смены модельной оснастки |
5-7 мин. |
| Метод скрепления форм при заливке |
Под действием массы верхней полуформы и наложением грузов |
| Метод выбивки форм |
На выбивных решетках |
| Режим работы линии |
Наладочный, полуавтоматический |
| Тип привода |
Электрический, гидравлический, пневматический |
| Установленная мощность, кВт |
300 |
| Габаритные размеры в плане, мм |
41600*15500 |
| Количество рабочих, обслуживающих линию в одну смену |
9 |
| Масса (без оснастки), Т |
159 |
1.3 Определение вида производственной программы и подбор номенклатуры литья
Вид производственной программы определяется согласно предназначению выбранной модели конвейерной линии, годового выпуска литья. Учитывая характеристику выбранной конвейерной линии модели Л665, работающей в условиях серийного ( мелкосерийного) производства назначается приведенная программа.
Подбор номенклатуры литья, т.е. типовых деталей производится из заводских программ литейных цехов, исходя из указанного в задании развеса литья и рода сплава, для пяти весовых групп, производится из заводских программ литейных цехов 17, 18 концерна ОРМЕТО-ЮУМЗ. Анализ производственной программы сводится в таблице 1.2.
Таблица 1.2 Анализ производственной программы
Группа
По массе
|
Наименование детали |
№ чертежа
детали
|
Марка
стали
|
Массса
детали
|
Масса
отливки
|
Кол-тво отливок, шт. |
Суммарная масса
отливок,
кг.
|
Средняя масса, кг. |
Количество литья, %. |
Количество по группам |
Деталь-предста-витель |
| I |
Пятник |
1-151294 |
35 |
100 |
200 |
482 |
96400 |
220,87 |
10 |
750000 |
Корпус |
| Втулка |
3-184824 |
35 |
115 |
210 |
350 |
73500 |
| Рама |
2-113307 |
35 |
108 |
212 |
440 |
93280 |
| Корпус |
1-112351-01 |
35 |
115 |
215 |
430 |
92450 |
| Корпус |
3-156097 |
35 |
139 |
220 |
424 |
93280 |
| Крышка Крышка |
2-126043-01 |
35 |
114 |
230 |
406 |
93380 |
| Крышка |
2-72981 |
35 |
120 |
235 |
397 |
93295 |
| Корпус |
1-120647 |
25 |
150 |
245 |
467 |
114415 |
| ИТОГО |
3396 |
750000 |
| II |
Букса |
1-109523 |
35 |
160 |
250 |
576 |
144000 |
265,85 |
15 |
1125000 |
Рычаг |
| Букса |
2-1132 |
35 |
120 |
255 |
640 |
163200 |
| Обойма |
3-206999 |
35 |
115 |
260 |
628 |
163280 |
| Рычаг |
1-97320 |
35 |
150 |
270 |
611 |
164970 |
| Корпус |
3-232311 |
35 |
140 |
272 |
594 |
161568 |
| Основание |
3-156099 |
25 |
167 |
274 |
593 |
148782 |
| Направл-ая |
2-140143 |
35 |
160 |
280 |
640 |
179200 |
| ИТОГО |
4232 |
1125000 |
| III |
Коробка |
2-82779 |
25 |
190 |
290 |
766 |
222140 |
307,83 |
20 |
1500000 |
Ползун |
| Головка |
4н4791 |
25 |
150 |
295 |
840 |
247800 |
| Стакан |
2-57534 |
35 |
155 |
300 |
852 |
255600 |
| Ползун |
1-64508 |
35 |
150 |
310 |
812 |
251720 |
| Колесо |
2-56940 |
50 |
150 |
320 |
788 |
252160 |
| Крышка |
2-77255 |
35 |
172 |
332 |
815 |
270580 |
| ИТОГО |
4873 |
1500000 |
| IV |
Рейка |
2-90533 |
35 |
205 |
339 |
614 |
208146 |
356,83 |
23 |
1725000 |
Шестерня |
| Лапа |
2-97343 |
35хм |
160 |
340 |
962 |
327080 |
| Траверса |
2-57529 |
35 |
200 |
345 |
852 |
293940 |
| Шестерня |
1-146639 |
35хмл |
202 |
365 |
805 |
293825 |
| Крышка |
2-77254 |
70х |
172 |
375 |
784 |
294000 |
| Корпус |
2-108011 |
35 |
206 |
377 |
817 |
308009 |
| ИТОГО |
4834 |
1725000 |
| V |
Угольник |
2-57182 |
55х |
355 |
380 |
1264 |
480320 |
388,8 |
32 |
2400000 |
Сектор |
| Траверса |
2-124478 |
35 |
200 |
385 |
1243 |
478555 |
| Сектор |
2-57535 |
50 |
250 |
389 |
1235 |
480415 |
| Рычаг |
2-114182 |
35 |
205 |
390 |
1169 |
455910 |
| Рамка |
1-125043 |
35 |
270 |
400 |
1262 |
504800 |
| ИТОГО |
6173 |
2400000 |
| Всего |
23508 |
7500000 |
100%
5%
|
7500000 |
1.4 Расчёт годового количества отливок и форм
На основании анализа производственной программы, а именно распределение годового выпуска по весовым группам и деталям-представителям, их массе и процентного соотношения рассчитывается годовое количество отливок по каждой номенклатуре. Расчёт сводится в таблицу 1.3.
Таблица 1.3. Годовое количество отливок
№
п/п
|
Наименование детали-представителя |
№
чертежа детали
|
Марка стали |
Масса, кг |
Количество литья в год,
%
|
Количество литья в год,
кг
|
Число отливок в год, шт |
| детали |
отливки |
| 1 |
Корпус |
35 |
139 |
220 |
10 |
750000 |
3409 |
| 2 |
Рычаг |
35 |
150 |
270 |
15 |
1125000 |
4167 |
| 3 |
Ползун |
35 |
150 |
310 |
20 |
1500000 |
4839 |
| 4 |
Шестерня |
35хмл |
202 |
365 |
23 |
1725000 |
4726 |
| 5 |
Сектор |
50 |
250 |
389 |
32 |
2400000 |
6170 |
| Итого: |
100 |
7500000 |
23311 |
Годовое количество форм рассчитывается в зависимости от годового количества отливок, числа отливок в одной форме и количества брака. (4 ÷ 6%).
Количество форм определяется по каждой отливке-представителю. Размер опок выбирается из каталога линий согласно выбранной модели конвейерной линии.
Количество отливок в форме определяется с учётом максимальной массы отливки и размеров опок в свету, данных в технической характеристике.
Таблица 1.4. Годовое количество форм
№
п/п
|
Наименование детали-представителя |
Число отливок
в год, шт.
|
Число отливок в форме, шт. |
Число форм в год, шт. |
Размеры опок в свету,
м
|
Объём форм, м3
|
| без учёта брака |
с учётом брака |
длина |
ширина |
высота
верх/низ
|
одной |
на годовую программу |
| 1 |
Корпус |
3409 |
1 |
3409 |
3579 |
2,0 |
1,6 |
0,3/0,6 |
2,88 |
10307,5 |
| 2 |
Рычаг |
4167 |
1 |
4167 |
4375 |
12600 |
| 3 |
Ползун |
4839 |
1 |
4839 |
5081 |
14633,3 |
| 4 |
Шестерня |
4726 |
1 |
4726 |
4962 |
14290,6 |
| 5 |
Сектор |
6170 |
1 |
6170 |
6478 |
18656,6 |
| Итого: |
23311 |
24475 |
70488 |
1.5 Выбор режима работы на отделении
При использовании конвейерных линий, когда все технологические и транспортные операции выполняются одновременно на различных участках линии, рационально выбирать параллельный режим на отделении.
Для обеспечения ритмичной работы на отделении и своевременного выполнения ремонтных работ в случае непредвиденных поломок линии, а также гарантированного выполнения производственной программы целесообразно выбирать двухсменный режим работы.
1.6 Назначение действительного фонда времени работы оборудования .
Для выполнения расчётов организационных и экономических параметров работы отделения необходимо знание полезного фонда времени работы оборудования (Тп
), который определяется в соответствии с выбранным режимом работы на отделении, с учётом времени пребывания оборудования в плановых ремонтах, а также с учётом законодательно утверждённой продолжительности рабочей недели и официально установленных праздничных днях по формуле:
 (1) (1)
| где |
Дк
Дв
Дп
Тсм
Ксм
а
|
– число календарных дней в расчётном периоде, дн.; Дк
= 365 дн.;
– число выходных дней в расчётном периоде, дн.; при пятидневной рабочей неделе Дв
= 104 дн.;
– число праздничных дней в расчётном периоде, дн.; число праздничных дней Дп
= 12 дн.;
– продолжительность рабочей смены, ч; продолжительность смены при 40-часовой продолжительности рабочей недели – Тсм
= 8 ч;
– количество рабочих смен в сутках (коэффициент сменности) [1.4]; Ксм
= 2;
– планируемые потери времени на ремонт оборудования, %; принимаются равными 5 %
|

2. Организационный раздел
2.1 Производительность на отделении, их расчет. Расчет производительности на отделении
Под производительностью на отделении понимают выработку годовой продукции в единицу времени (за 1 час). В зависимости от годового выпуска и анализа производственной программы, представленных в таблице. Годовое количество отливок и годовое количество форм ( таблица 1.2, 1.3, 1.4 ), рассчитываются производительность по формулам:
 (2) (2)
 (3) (3)
| где |
Gг.в
Gо.
max
, Gо.
min
Тп
|
– годовой выпуск на отделении, кг;
Gг.в
=7500000кг [табл. 1.2];
– максимальная и минимальная массы отливок, кг; которые даны в таблице "Годовое количество отливок";
– действительный фонд времени работы оборудования, ч;
Тп
= 3785 ч [1.6.1].
|


Фактическая производительность рассчитывается по формуле:
 (4) (4)
| где |
ΣNформ
|
– годовое количество форм с учётом брака, шт., которое рассчитано в таблице "Годовое количество форм"; |

Цикловая производительность:
Цикловая производительность рассчитывается с учётом потерь времени, связанных с непредвиденными остановками оборудования 15 ÷ 30 %, по формуле:
qц
=( 1,15 ÷ 1,3)·qфакт
, форм/ч (5)
| где |
1,15 ÷ 1,3 |
– коэффициент, учитывающий потери рабочего времени; Принимается 1,2. |
qц
=1,2·6=8 форм/ч
Цикловая производительность линии принимается равной 90форм/ч.
Своевременное выполнение производственной программы зависит от количества линий которое рассчитывается по формуле:
2.2 Расчет количества основного оборудования, их характеристика
 (6) (6)
| где |
qо
Gо
|
– производительность на отделении по отливкам, шт/ч;
– масса отливок-представителей, кг.
|

Количество автоматов рассчитывается по формуле:
 (7) (7)
Где ∑Nф – годовое количество форм с учетом брака,ф

Принимаем 1 установку
Расчет основных параметров линии
- расчёт цикла линии
 (8) (8)
Циклом линии называется время одного оборота оснастки на линии.

- расчёт такта линии
 (9) (9)
Такт – интервал времени между выдачей двух форм или стержней, сходящих с конвейера.

- расчёт скорости конвейера
 (10) (10)
| где |
lо
Кзап
Кт
|
– длина опоки в свету, м.; указания в таблице "Годовое количество форм"
– коэффициент запаса скорости;
Кзап
= 1,15 ÷ 1,2; принимается Кзап
= 1,2;
– коэффициент заполнения линии;
Кт
= 0,8 ÷ 0,9; принимается Кт
= 0,92.
|

2.3 Расчёт производственных площадей
Для обеспечения ритмичной работы на отделении рассчитываются производственные площади по формуле
П р.общ.
= Посн
+ Пвспом
, м 2
; (11)
где Посн
– площадь основных участков на отделении, м2
;
Пвспом
– площадь вспомогательных участков, м2
;
Изготовление отливок на отделении осуществляется на поточной линии модели выбранной, поэтому площадь основных участков определяется по формуле
 (12) (12)
| где |
L
B
0,95
|
– длина линии, м;
– ширина линии, м;
– коэффициент использования площади.
|

Площадь вспомогательных участков состоит из:
Пв
= Пковш
+Пмод
, м 2
; (13)
Пв
=68+112=180м2
| где |
Пковш
Пмод
|
– площадь ковшевого участка, м 2
;
– площадь для складирования модельной оснастки, м 2
.
|
- ковшевого участка:
Пковш
=  (10 ÷ 18) м 2 (10 ÷ 18) м 2
Пковш
=  15=112 м 2 15=112 м 2
- участка для складирования модельной оснастки:
Пмод
= (0,05 ÷ 0,1) · Посн
, м 2
; (15)
Пмод
= 0,1*679=68 м 2
Общая расчётная площадь составит:
Побщ. расч
=679+180=859 м 2
После определения производственной площади отделения выбираются стандартные размеры ширины и длины пролёта.
Для выбора стандартной ширины производится предварительный расчёт ширины пролёта (расчётной ширины):
Врасч
= Вл
+2 · К, м; (16)
| где |
Вл
К
|
– ширина линии, м;
строительный норматив по ширине от линии до колонны, м.
К = 2 ÷ 3 м; принимается К = 3 м.
|
Вр
=15,5+2·3=21,5м.
Затем сводится к стандартной, кратной шагу колонн
tш
= 6,12,18 м.
 (17) (17)
Принимается целое число, округляем в большую сторону m = 2м.
В = m·tш
= 2·12=24
По принятой ширине пролета рассчитывается длина пролета.
 (18) (18)

Так как  > > т.е. 41,6>34. Необходимо сделать корректировку. т.е. 41,6>34. Необходимо сделать корректировку.
m= ,м (19) ,м (19)
Полученную расчётную длину пролёта сравнивают с длиной линии. Так как длина пролета меньше длины линии , то необходимо сделать корректировку, учитывая зону необслуживаемую кранами (f), которая составляет 3 ÷ 4 м с каждой стороны по длине линии:
Lр
= Lп
+ 2 · f, м; (20)
Принимаем f = 4 м. Тогда:
Lр
= 41,6 + 2 · 4 = 49,6м.
m= = 5 м. = 5 м.
Принимаем m = 5 м.
L = m· tш
,м. (21)
L = 5 · 12 = 60 м.
Общая площадь проектируемого отделения составит:
Побщ
= L · B, м2
(22)
Побщ
= 60·24 = 1440 м 2
.
2.4 Расчёт подъёмно-транспортного оборудования
Для выполнения подъёмно-транспортных работ на отделении необходимо определённое количество подъёмно-транспортных единиц. Потребное количество кранов рассчитывается по максимальной загруженной смене.
На проектируемом отделении назначается 2 мостовых крана на участке заливки и на участке выбивки. Также передаточные тележки в количестве двух штук для подвоза стержней и транспортировки ковшей.
- Грузоподъёмность крана, работающего на участке заливки, определяется в зависимости от масс жидкой, самого ковша и коэффициента запаса надежности по формуле:
 (23) (23)
| где |
Gо.
n
КВГ
Gков
К
|
– масса самой тяжёлой отливки, на заданной линии, кг; Gо.
= до 400кг
– количество отливок, заливаемых из одного ковша, шт.; n = 10 ÷ 15 шт.; принимается n = 10;
– коэффициент выхода годного; КВГ = 0,6.
– масса ковша, кг; Gков
= 1000 кг [5, табл. 37];
– коэффициент запаса надёжности; К = 2 ÷ 3 [9]; принимается К = 2.
|

Выбирается Q = 20 тонн.
Масса ковша определяется по вместительности. Вместительность рассчитывается по следующеё формуле:
Gков
= 3320 кг
– Грузоподъёмность крана, работающего на участке выбивки, рассчитывается в зависимости от массы залитой формы по формуле:
Gр
= Gз/ф
·К, кг. (25)
Где Gз/ф
– масса залитой формы, кг.
Gр
= 9125· 2 = 18250 кг.
Выбирается Q = 20 тонн.
Характеристика крана:
На заливке назначается кран специального назначения по ГОСТу 3332-54
Q=20тонн.
Высота подъёма, м 12/14 м;
Ширина, мм 6300 мм;
Масса, т 72,5 т;
Мощность, кВт 50 кВт.
На выбивке назначается кран общего назначения по ГОСТу 3352-54,
Q=20тонн.
Высота подъёма, м 12/14 м;
Ширина, мм 6300 мм;
Масса, т 72,5 т;
Мощность, кВт 50 кВт.
– Грузоподъемность передаточной тележки, подающей ковш с расплавом на участок заливки принимается равной грузоподъемности крана на заливочном участке , т
Gp
= 20т.
– Грузоподъемность передаточной тележки транспортирующего модельную оснастку на участок формовки рассчитывается по формуле:
Qp
=2*Gоп
*n*k
где Gоп
– масса опоки, кг
n – количество комплектов на тележке n=3-5
Qp
= 2*1430*4=11440 кг
После расчета грузоподъемности тележки выбирается стандартная тележка.
Q=15т.
2.5 Технологический процесс изготовления отливок
Линия предназначена для изготовления стальных и чугунных отливок сложной конфигурации с большим перепадом высот, формообразование которого нельзя получить без процесса встряхивания в цехах серийного и мелкосерийного производства при часто меняющейся номенклатуре отливок.
В начале цикла на участке формовки происходит установка модельных плит и спаривание их с опоками, затем на смесители непрерывного действия для приготовления ЖСС 1, где происходит заполнение формы ЖСС. Полуформы поступают на механизм 2, где происходит срезание излишков смеси с контрлада. Затем полуформы поступают на поворотно-вытяжную машину 3, где формы поворачиваются на 180° и происходит вытяжка моделей. После на передаточной тележке 4, модельные плиты поступают на ветвь возврата модельной оснастки. Верхняя и нижняя полуформы поступают на свои ветви при помощи передаточной тележки 4. Затем полуформы просушиваются. Происходит окраска, отделка, простановка стержней и сборка формы на ветви нижних полуформ. На передаточной тележке 4 готовые формы поступают на участок заливки и охлаждения. После охлаждения формы направляются на выбивную решетку. Отливки очищенные от смеси поступают на термообрубное отделение, смесь поступает на участок регенерации. Опоки очищенные от смеси поступают на начало цикла.
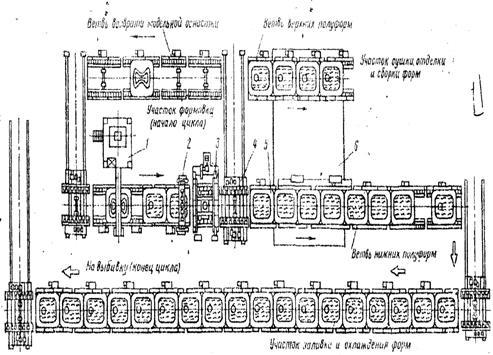
Рисунок 1. Комплексно-механизированная линия формовки на базе смесителя непрерывного действия для приготовления ЖСС модели Л665.
2.6 Техника безопасности и противопожарная безопасность на отделении
Для обеспечения безопасных и здоровых условий в литейных цехах необходимо соблюдать следующие правила:
- рабочие литейных цехов и участков должны быть своевременно обеспечены спецодеждой, обувью и индивидуальными средствами защиты согласно действующим нормам;
- допускать к работе вновь поступивших или переводимых на другую работу рабочих разрешается только после проведения инструктажа и проверки знаний по технике безопасности с оформлением в специальном журнале;
- на основе настоящих правил должны быть разработаны и вывешены на видном месте подробные инструкции и плакаты по технике безопасности по каждому виду работ литейного производства;
- в конструкции формовочных и стержневых машин необходимо предусматривать блокировки, исключающие работу до тех пор, пока соответствующие элементы механизмов не будут находиться в фиксированном положении;
- у основания машин в местах, где неизбежно просыпание смеси, должны быть предусмотрены траншеи, перекрытые металлическими решетками и механизмами уборки просыпи;
- для снижения шума и вибрации машин их следует устанавливать на виброизолирующие фундаменты;
- формовщики и операторы автоматического оборудования должны знать содержание производимых ими операций и четко соблюдать последовательность их выполнения;
- нельзя использовать модельные плиты с погнутыми направляющими штырями, неисправными цапфами, неисправным ладом, покоробленными опоками, ящиками;
- при обдувке модельных плит и форм сжатым воздухом следует использовать специальные обдувочные сопла;
- опоки необходимо складывать в штабеля высотой не более 1,5м, а ширина проходов между штабелями не менее 1,6м;
- движущиеся части конвейеров должны быть отделены защитными
ограждениями, снабженными приспособлениями для их надежного удержания в закрытом положении;
- органы управления должны размещаться за пределами зон ограждения, и позволять оператору вести обзор элементов рабочего места, рабочего пространства оборудования и пространства за его пределами.
В конструкции установок и смесителей непрерывного действия для приготовления холоднотвердеющих смесей предусматривают сплошное укрытие зоны перемешивания смеси и механизированную подачу компонентов, а также патрубки для подачи воды и блокировки на случай остановки привода лопастного вала и прекращения подачи компонентов смеси при открытых люках.
Во избежании пожаров на отделении необходимо соблюдать следующие правила:
- разрешается курить только в специально отведенных для этого местах;
- хранить горючие и воспламеняющиеся материалы только в ограниченном количестве в специально оборудованных кладовых вне цеха;
- нельзя оставлять на рабочих местах масляные тряпки и другие материалы, которые могут воспламеняться;
- на отделении должны быть щиты с противопожарными средствами огнетушителями, брандспойтами со шлангами, ящиками с песком, лопатами и баграми;
- необходимо следить за тем, чтобы проезды и проходы на отделении не загромождались и обеспечивали свободный доступ к противопожарным средствам сигнализации.
Перед началом работы на конвейерных линиях, следует проводить пробный цикл работы на холостом ходу. При этом оператор и наладчик должны убедиться в исправном состоянии всего комплекса оборудования и средств защиты и обеспечить устранение всех обнаруженных неполадок.
2.7 Санитарно-гигиенические условия на отделении
Санитарные нормы промышленных предприятий СН245-71 являются основным нормативным документом, регламентирующим санитарно-гигиенические и санитарно-технические требования, предъявляемые к производству. Санитарные нормы являются тем эталоном, выполнение которого обеспечивает нормальную жизнедеятельность организма в процессе труда.
Для создания благоприятных санитарно-гигиенических условий на отделении и исключения профессиональных заболеваний травматизма, необходимо соблюдать следующие правила производственной санитарии:
- рабочие должны подвергаться предварительному, а затем периодическим медосмотрам;
- температура в цехе зимой должна быть не ниже15ºС и в теплое время не более на 5ºС выше наружной температуры воздуха;
- агрегаты, характеризующиеся тепловым излучением или повышенным выделением пыли и газов, должны быть обеспечены местной приточно-вытяжной вентиляцией;
- рабочие должны обеспечиваться подсоленной газированной водой, из расчета 4-5л на одного человека;
- все производственные и бытовые помещения должны быть хорошо освещены, кроме того на участках отделки форм и стержней применять переносные лампы напряжением не выше 12В.
Светильники, подвешенные на высоту не менее 2,5м, должны питаться напряжением не выше 36В.
В цехах должны быть расположены санитарно бытовые помещения и устройства; в состав, которых входят гардеробные и душевые из расчета один кран на 20 человек, помещений для обеспыливания рабочей одежды, пункт питания, комната гигиены и здравпункт;
- генеральная уборка и очистка помещений, металлоконструкций, воздуховодов, вентиляционных систем, инвентаря, побелки стен должны производиться не реже 2-х раз в год;
- в течение рабочего дня после каждой смены должна производиться уборка рабочих мест, проходов и проездов при помощи передвижных пылесосов.
При выполнении санитарных правил и соблюдении предельно допустимых концентраций вредных веществ в воздухе рабочей зоны полностью исключает опасность отравлений, профессиональных заболеваний и отклонений в состоянии здоровья работающих.
2.8 Охрана окружающей среды
Литейное производство потребляет значительное количество природных ресурсов: металла, угля, газа, огнеупорных песков, глины, воды, нефтепродуктов. Технологический процесс изготовления отливок связан с выделением газообразных, твердых жидких отходов производства, поэтому необходимо предусмотреть ресурсосберегающие процессы.
Современная технология литья позволяет решить эту задачу путем
внедрения в производство литья в кокиль, под давлением, в оболочковые формы и т.д. использование регенерации позволяет снизить расход формовочных песков, уменьшить добычу песков из карьеров.
Чтобы снизить потребление угля и металла внедряются переплавка металла, замена части угля газом, снижение расхода на припуски назначаемые на механическую обработку, снижение массы отливок путем рационального их конструирования.
Не менее важен и вопрос защиты окружающей среды от выбросов и отходов литейного производства. Литейные цеха завода должны быть оснащены системой устройств, предотвращающих выбросы вредных газов, жидкостей, твердых продуктов в окружающую среду. В плавильном отделении предусматривают устройства для очистки выбрасываемых в атмосферу газов, продуктов плавки металла: сухие и мокрые газоочистители и пылеулавливающие установки, фильтры. Надежная работа таких очистных устройств позволяет практически полностью устранить выбросы вредных газов и пылевидных отходов в воздушный бассейн, окружающий литейный цех. Другим важным направлением защиты окружающей среды является внедрение малоотходных технологических процессов: литья в кокиль, под давлением, центробежного, непрерывного и электрошлакового литья, т.е. технологических процессов почти полностью исключающих использование формовочных материалов.
Правительство прилагает усилия по охране природы и улучшению окружающей среды в нашей стране, активно участвует в международном сотрудничестве, направленным на охрану природы планеты.
3. Специальный раздел
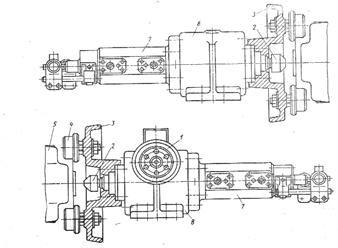
Кантователь дискового типа имеет следующие основные узлы: реверсивный гидравлический двигатель 1, расположенный на правой опоре 8, гидроцилиндры с коническими фиксаторами 2, поворотные диски 3 с роликами 4, левую опору 6. Диски консольно укреплены соответственно в левой и правой опорах. Опоры на корпусах 7 крепятся к раме кантователя. Кантование полуформы происходит следующим образом. Полуформа 5 по роликам поступает в кантователь и зажимается коническими фиксаторами. Для фиксации в опоке предусмотрены глухие конические отверстия. После зажима полуформы подается команда, и в гидроцилиндр поворота под поршень направляется масло. При этом полуформа поворачивается на 180о
. После кантования полуформа освобождается в результате отхода фиксаторов и по роликам транспортируется из кантователя на следующую позицию.
СПИСОК ЛИТЕРАТУРЫ
1. Емельянова Л.П. "Технология литейной формы", М "Машиностроение" 1979, 240с.
2. Каталог линий
3. Кнорре Б.Ф. "Основы проектирования литейных цехов и заводов", М "Машиностроение" 1979, 376с.
4. Методические указания
5. Могилев В.К., Лев О.И. "Справочник литейщика", М "Машиностроение" 1962, 611с.
6. Рубцов Н.Н. "Справочник литейщика. Фасонное стальное литье", М "Машиностроение" 1962, 611с.
7. Титов Н.Д., Степанов Ю.А. "Технология литейного производства", М "Машиностроение" 1978
|