| Министерство образования Российской Федерации
ДОПУЩЕН К ЗАЩИТЕ
Зав. кафедрой, д.т.н., проф.
________________
«____»__________ 2003 г.
ПРОЕКТИРОВАНИЕ СИСТЕМ ОЧИСТКИ ВОЗДУХА
В ЦЕХЕ ЛИТЬЯ ПЛАСТМАСС
Расчетно-пояснительная записка по дипломному проекту
Проект выполнил:
Руководитель проекта
Консультант по разработке
экологических нормативов
Консультант по экологическому
контролю:
Консультант по экономике
природопользования:
Консультант по БЖД:
Аннотация
Тема дипломного проекта: «Проектирование систем очистки воздуха от выбросов цеха литья пластмасс»
Автор:
Руководитель:
Проект включает 156 страниц пояснительной записки, 8 листов графической части, 15 таблиц, 15 рисунков, 4 приложения, 45 источников литературы.
В дипломном проекте разработана технологическая схема очистки воздуха от выбросов цеха литья пластмасс.
Произведен расчет сетей воздухопроводов, расчет и подбор циклонов и вентиляторов. Для более эффективной очистки вентиляционных выбросов от пыли органической, предложена доработка конструкции циклона – установлен закручивающий элемент, который добавляет в процесс очистки, кроме инерционных сил, центробежную силу.
Эффективность очистки 80%.
Произведены эколого-экономические расчеты, рассмотрены вопросы по безопасности жизнедеятельности и охране труда.
Содержание
| Аннотация
|
3
|
| Введение
|
7
|
| 1.0 Общие сведения о предприятии
|
8
|
| 2.0 Характеристика производственных процессов предприятия
|
13
|
| 2.1 Характеристика сырья и материалов
|
13
|
| 2.2 Характеристика технологических процессов предприятия, схемы выпуска
основных видов продукции
|
15
|
| 2.3 Технологическое оборудование, машины и агрегаты
|
22
|
| 3.0 Характеристика производственных процессов
как источников загрязнения окружающей среды
|
27
|
| 3.1 Характеристика производственных процессов
как источников образования отходов
|
27
|
| 3.2 Характеристика производственных процессов
как источников загрязнения атмосферы
|
38
|
| 3.2 Характеристика производственных процессов
как источников образования сточных вод и загрязнения водотоков
|
42
|
| 4.0 Разработка экологических нормативов предприятия
|
45
|
| 4.1 Расчет выбросов загрязняющих веществ в атмосферу
|
45
|
| 4.2 Расчет нормативов образования отходов и лимитов на их размещение
|
50
|
| 5.0 Экологический контроль
|
54
|
| 5.1 Производственный экологический контроль
|
54
|
| 5.2 Экологический мониторинг
|
61
|
| 6.0 Разработка технических мероприятий, направленных на снижение влияния
загрязняющих веществ на состояние окружающей среды
|
63
|
| 6.1 Литературный обзор
|
63
|
| 6.2 Обоснование выбора методов и технологической схемы очистки выбросов
цеха литья пластмасс от вредных примесей
|
93
|
| 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс
|
93
|
| 6.4 Подбор и расчет технологического оборудования
|
94
|
| 7.0 Экономика природопользования
|
127
|
| 7.1 Расчет платежей за загрязнение окружающей природной среды
|
127
|
| 7.2 Экономическая оценка экологического ущерба
|
131
|
| 7.3 Определение экономической эффективности проведения природоохранных
мероприятий по защите атмосферного воздуха
|
133
|
| 8.0 Безопасность жизнедеятельности
|
135
|
| 8.1 Характеристика воздушной среды на рабочих местах цеха литья пластмасс,
воздействие веществ на организм
|
135
|
| 8.2 Профилактика заболеваний. Индивидуальные средства защиты.
|
140
|
| Заключение
|
143
|
| Список использованных источников
|
144
|
| Приложение А Перечень технологического оборудования цеха литья пластмасс
|
147
|
| Приложение Б Бланк инвентаризации выбросов загрязняющих веществ в
атмосферу
|
148
|
| Приложение В Перечень, физико-химическая характеристика и состав отходов
цеха литья пластмасс
|
149
|
| Приложение Г Оборудование, методы и средства экологического контроля
|
150
|
Введение
Развитие научно-технической революции связанные с ней грандиозные масштабы производственной деятельности человека привели к большим позитивным преобразованиям в мире – созданию мощного промышленного и сельскохозяйственного потенциала. Но вместе с тем резко ухудшилось состояние окружающей среды. Загрязнение атмосферы, как части экосферы, достигает угрожающих размеров.
За последние три-четыре десятилетия в промышленности резко возросло использование полимерных материалов и к настоящему времени достигло колоссальных размеров, а перспективы их производства и применения в различных областях народного хозяйства и быта постоянно расширяются.
В мире ежегодно производится и перерабатывается более 300 млн. тонн пластических масс.
Пластмассы - материалы на основе органических природных, синтетических или органических полимеров, из которых можно после нагрева и приложения давления формовать изделия сложной конфигурации. Полимеры - это высоко молекулярные соединения, состоящие из длинных молекул с большим количеством одинаковых группировок атомов, соединенных химическими связями. Кроме полимера в пластмассе могут быть некоторые добавки.
Переработка пластмасс - это совокупность технологических процессов, обеспечивающих получение изделий - деталей с заданными конфигурацией, точностью и эксплуатационными свойствами.
В атмосферу, процессе переработки, выделяется ежегодно 3,5 млрд. тонн различных вредных веществ: формальдегид, стирол, ксилол, фенол, дибутилфталат, аммиак, органические кислоты, метиловый спирт, пыль органическая и др.
Одной из основных задач, стоящих перед специалистами на предприятиях, где перерабатываются пластмассы, является решение проблемы по очистке выбросов.
2.0 Характеристика производственных процессов предприятия
2.1 Характеристика сырья и материалов
Предприятие предназначено для выпуска приборов различного назначения, ТНП и нестандартного оборудования. Основными являются сборочные и механосборочные производства. Поэтому основными потребителями сырья и материалов являются вспомогательные производства.
Цех литья из пластмасс (заготовительно-литейное производство) перерабатывает термопластичные материалы: полиэтилен, полипропилен, полистирол, полиамиды, пластик АБС.
Пластмассы - материалы на основе органических природных, синтетических или органических полимеров, из которых можно после нагрева и приложения давления формовать изделия сложной конфигурации. Полимеры - это высоко молекулярные соединения, состоящие из длинных молекул с большим количеством одинаковых группировок атомов, соединенных химическими связями. Кроме полимера в пластмассе могут быть некоторые добавки. [ ]
Полимеры состоят из повторяющихся групп атомов - звеньев исходного вещества - мономера, образующих молекулы в тысячи раз превышающих длину неполимерных соединений, такие молекулы называют макромолекулами. Чем больше звеньев в макромолекуле полимера (больше степень полимеризации), тем более прочен материал и более стоек к действию нагрева и растворителей. [ ]
Пластмассы выбирают исходя из требований к эксплуатационным свойствам и геометрическим параметрам изделия. Поэтому сначала выбирают вид пластмассы на основе требований к ее эксплуатационным свойствам, а затем базовую марку и марку с улучшенными технологическими свойствами, которую можно эффективно переработать выбранным способом. [ ]
1 Полиэтилен низкого давления, высокой плотности ГОСТ 16338-85
Получают суспензионным и газофазным методом полимеризации
этилена при низком давлении на комплексных металлорганических катализаторах в суспензии, а в газовой фазе на комплексных металлорганических катализаторах на носителе.
Представляет собой гранулы 2-5 мм различной окраски. Горюч.
При нагревании свыше 1400
С возможно выделение в воздух летучих продуктов термоокислительной деструкции, содержащие органические кислоты, карбонильные соединения, в том числе формальдегид, ацетальдегид и оксид углерода.
2 Полиамид 610 литьевой ГОСТ 10589-87
является продуктов полконденсации соли СГ (соли гексаметилендиамина и себациновой кислоты). Применяется для изготовления литьем под давлением различных изделий конструкционного и электроизоляционного назначения.
Неокрашенные гранулы размером 2-5 мм.
При температуре до 3000
С не токсичен и не оказывает вредного воздействия на организм человека. На воздухе при температуре выше 3000
С разлагается с выделением оксида углерода, аммиака, двуокиси углерода.
3 Полипропилен и сополимеры полипропилена ГОСТ 26996-86
Получается полимеризацией пропилена, и сополимеры, получаемые, получаемые сополимеризацией пропилена и этилена в присутствии металлорганических катализаторов при низком и средних давлениях.
Гранулы одного цвета 2-5 мм разных цветов. Горюч.
При комнатной температуре не выделяет в окружающую среду токсичных веществ и не оказывает вредного влияния на организм человека при непосредственном контакте. Мелкая пыль полимера при вдыхании и попадании в легкие может вызвать вялотекущие фиброзные изменения в них.
При нагревании в процессе переработки выше 1500
С выделение в воздух летучих продуктов термоокислительной деструкции, содержащих органические кислоты, карбонильные уединения, в том числе формальдегид, ацетальдегид и оксид углерода.
При концентрации перечисленных веществ в воздухе рабочей зоны выше предельно-допустимой возможны острые и хронические отравления.
4 Пластик АБС ТУ 6-05-1587-84 Сополимеры акрилонитрилбутадиенсти-рольные АБС.
Получают методом непрерывной эмульсионной полимеризации путем сополимеризации и прививки стирола, a-метилстирола, нитрила акриловой кислоты на полибутадиеновый или бутадиеновый каучуковые латексы марок Al-12, Al-10, СКФ-32.
Пластик АБС выпускается в виде гранул.
При переработке сополимеров АБС и нагревании выше 2000
С происходит частичная деструктуризация сополимера с выделением в воздух паров стирола, нитрила акриловой кислоты, цианистого водорода и окиси углерода.
5 Полистирол ударопрочный ОСТ 6-05-406-80 Полистирол УПС
Представляет собой продукт сополимеризации стирола с каучуком.
Выпускается в виде однородных гранул 2-5 мм различных цветов.
При переработке в воздух выделяется стирол и оксид углерода.
За 2002 г. цехом было переработано 38,16 тонн материала.
Прессматериал поступает в материальный склад (МАСК) цеха со склада отдела снабжения в мешках (внутренний - полиэтиленовый, внешний - бумажный), фасовка по 25 кг.
За 2002 г. цехом было переработано 38,161 т прессматериала.
2.2 Характеристика технологических процессов предприятия,
схемы выпуска основных видов продукции
В состав предприятия входят подготовительное, основное и вспомогательное производство.
Основное производство
Сборочные цеха.
Производят сборку, пайку, проверку, упаковку. При сборке изделий частично применяется механизация. Упаковка производится на ПУТ-901.
Основными загрязнителями атмосферного воздуха являются от участка мойки – бензин, от участка сварки – ацетон, в незначительных количествах выбрасывается эпихлоргидрин, ацетон, формальдегид, пыль прессматериала.
Так же в цехах производятся заготовительные (заготовка выводных концов, приготовление клеев ВК-9, К-300, ТКМ-75), укладочные, пропиточные, сборочные работы, а так же монтажные, в процессе которых используются экологически вредные вещества: толуол, ксилол, поливинилхлорид, уайт-спирит, свинец, ацетон, эпихлоргидрин.
- толуол – при приклейке, малярных работах;
- ксилол – при операциях приготовления клея ВК-9, К-300;
- поливинилхлорид и свинец – при пайке припоем ПОС-61;
- эпихлоргидрин и толуол – при приготовлении клея К-300-61;
- свинец и бензин – при пайке припоем ПОС-61 и последующей промывке;
- бензин – при промывке деталей.
Механические цеха.
В процессе механообработки выделяются следующие вредные вещества:
- при обработке алюминия, текстолита – алюминиевая, текстолитовая пыль;
- при сварке аргонодуговой сварке алюминия, сталей – окислы углерода, азота и озон;
- при сборочно-монтажных работах выделяются: пайка печатных плат и пары свинца;
- при заливке, пропитке – эпихлоргидрин, органические растворители, толуилендиизоцианат, действующие на верхние дыхательные пути, нервную систему;
- при мойке изделий в бензине – пары бензина;
- при навивке магнитопровода – выделение четыреххлористого углерода, ацетона.
Участок водной промывки – проводит сброс загрязненной воды.
Цех выпуска товаров народного потребления.
В цехе имеются участки намотки, механический, заготовительные и сборочные.
В процессе работы выделяются следующие вредные вещества:
- доводка и промывка – пары бензина;
- склеивание клеем К-300-61 – эпихлоргидрин, толуол;
- пайка винипласта – фтористые соединения, хлористый водород, соединение сурьмы и свинца;
- покрытие лаком ФЛ-947 – толуол;
- маркирование краской ТНПФ- уайт-спирит, ксилол, аэрозоль лака;
- упаковка на установке ПУТ-901 – формальдегид, ацетальдегид, окись углерода, дым.
Вспомогательное производство
Цех энерго-механический
Энергетическая служба охватывает следующие основные направления: текущая эксплуатация и ремонт энергетического оборудования, сезонные работы, связанные с подготовкой объектов энергетического хозяйства к зиме, лету.
Работы, связанные с внедрением мероприятий по экономии и рациональному использованию энергетических ресурсов.
Изготовление нестандартного оборудования и сетевых устройств, монтажные работы, связанные с технологическими перепланировками цехов и участков, с услугами капитальному строительству, с расширением и реконструкцией культурно-бытового фонда.
На цех возлагается ремонт электродвигателей, электроинструмента, холодильных установок.
Цех совершает работы по эксплуатации водооборотной системы, вентиляции и кондиционирования воздуха. Производство сжатого воздуха на компрессорной станции.
Подготовительное производство
Механозаготовительное производство.
Изготовление заготовок валов, осей, крышек, корпусов и т.д. Ряд деталей с точностью обработки 4-5 класса, изготовляется окончательно, и передаются в сборочные цеха.
Обработка деталей производится на продольных, токарно-револьверных, шестишпиндельных автоматах.
Автоматный парк составляет 80% от всего оборудования.
Кроме этого, имеется токарный участок, высадочный участок, участок накатного оборудования, слесарный и участок подготовки материалов, где имеется шлифовальное оборудование, правильные станки и механическая пила.
При обработке деталей используется СОЖ: сульфофрезол, масло индустриальное И-25А, эмульсол, МР-IV, поэтому все детали после обработки подвергаются промывке в бензине «Нефрас». Промывка производится в оборудованном моечном отделении.
Заготовительно-штамповочный цех.
Цех холодной листовой штамповки. Изготовляет самую разнообразную номенклатуру: детали типа шайба, скоба, кожух, корпус и множество другой номенклатуры.
Поставка металлического материала – в виде листов, рулонов. Заготовки режутся на гильотиновых и роликовых ножницах. Детали получаются в спецтехнологической оснастке – штампах. Металлические отходы после штамповки поступают во вторичную переработку (предприятие передает лом металлов на «Втормет»).
Заусенцы с металлических деталей обрабатываются на абразивном круге, наждачной бумагой, напильниками. Заусенцы с латунных деталей снимаются методом вибромеханической галтовки в растворе: медный купорос + водный купорос. Осветление и пассивация деталей после галтовки осуществляется в растворах: надсернокислый аммоний, хромовый ангидрид, серная кислота. Отработанные химически растворы сливаются на очистные сооружения. Кроме того, в цехе используются большое количество неметаллов: текстолит, стеклотекстолит, гетинакс, картон, фибра, фторопласт. Полосы из стеклотекстолита перед штамповкой зачищают от глянца на абразивном кругу.
Мойка деталей осуществляется в бензине марки «Нефрас».
Инструментальный цех.
Изготовляет штампы, прессформы, литейные формы, формы для заливки, графитовые формы, кондуктора, приспособления, оправки, цанги, инструменты и другую оснастку.
Применяются тех.процессы абразивная (мокрая и сухая) шлифовка, алмазная обработка твердосплавных деталей и инструмента, электроэрозионная обработка в среде керосина, электроискровая обработка деталей оснастки в воде. На заготовительном участке осуществляется ковка заготовок с последующим отжигом. На термическом участке производят закалку, отпуск, цементацию, цианирование деталей оснастки. На гальваническом участке происходит хромирование и снятие хрома.
Заготовительно-литейное производство.
В состав производства входят цеха: печатной продукции, цех литья металлов и цех литья из пластмасс.
Цех литья металлов занимается:
- литье под давлением деталей из алюминиевых сплавов;
- термическая обработка деталей из алюминия, сталей, латуни и бронзы;
- очистка деталей в дробеструйных камерах с применением смеси чугунной дроби и фруктовой косточки;
- химические и электрохимические гальванические покрытия;
- лакокрасочные покрытия эмалями, лаками, красками;
- очистка промстоков.
-
Цех литья из пластмасс
Переработка пластмасс - это совокупность технологических процессов, обеспечивающих получение изделий - деталей с заданными конфигурацией, точностью и эксплуатационными свойствами.
Технологический процесс изготовления деталей путем литья из термопластичных материалов состоит из следующих операций:
- термообработка сырья;
- литьевое прессование;
- механическая обработка;
- промывка заготовки;
- зачистка;
- промывка детали.
Термообработка сырья (сушка)
Технологические свойства, процессы переработки и качество готовой продукции существенно зависят от влажности полимера. Придание материалу требуемой влажности сушкой или увлажнением осуществляют на стадии подготовки к формованию.
Молекулы воды полярны и поэтому легко образуют водородные связи с полярными группами полимеров, следствием чего и является возможность поглощать (сорбировать) влагу из атмосферного воздуха. Свойство полимеров поглощать влагу увеличивается с увеличением полярности, уменьшением плотности и степени кристалличности, увеличением дисперсности полимера; некоторые полимеры поглощают до 10 % воды (% по отношению к массе материала). Неполярные полимеры имеют низкую гигроскопичность. [ ]
Увеличение влажности полимера способствует уменьшению текучести и высокоэластичности расплава. Вызывая гидролитическую деструкцию при температурах переработки, влажность влияет на стабильность свойств готовых изделий. Избыток влаги ослабляет внутри- и межмолекулярное взаимодействие; в результате увеличения количества влаги выше необходимого уменьшаются предел текучести, предел прочности, относительное удлинение при разрыве, диэлектрическая прочность и проницаемость, ухудшается прозрачность, затрудняется переработка, на поверхности деталей появляются серебристые полосы, разводы, волнистость, вздутие, пористость, пузыри, раковины, трещины, отслоение поверхности, коробление и размерный брак возникают при литье под давлением и прессовании. Повышение влажности ухудшает сыпучесть материала.
При эксплуатации изделий из полимеров может измениться их влагосодержание. Это приведет к изменению размеров, физико- механических и диэлектрических свойств, твердости и износостойкости деталей из полимеров.
Для сушки полимеров перед переработкой используют вакуум-сушилки, барабанные, турбинные, ленточные и другие типы сушилок. [ ]
В цехе сушка проводится в сушильных шкафах типа СНОЛ (объем шкафов 1-2 м3
) при температуре 100±50
С, что приводит к выделению летучих продуктов.
Литьевое прессование
При литье материал в гранулированном или порошкообразном виде засыпается в приемный бункер автомата; поступает в пластикационный цилиндр литьевой машины, где прогревается от расположенных снаружи камеры тэнов и перемешивается вращающимся шнеком (в шнековых машинах). При переработке термопластов цилиндр нагревают до 200-3500
С.
Прессформа состыковывается с усилием 250-1600 кН и выдерживая температуру и время производится подача материала в форму под рабочим давлением около 500 кг/см2
.
При литье под давлением молекулы материала ориентируются в направлении течения, что сопровождается упрочнением материала в направлении течения.
После заполнения рабочих полостей формы в машине автоматически включается система охлаждения, и вода, прокачиваясь через форму, ускоряет тем самым процесс затвердевания материала. Материал охлаждается до 20-1200
С (в зависимости от марки).
Прессформа расстыковывается, и деталь извлекается из матрицы прессформы.
Механическая обработка
Механическую обработку деталей из пластмасс применяют с целью изготовления более точных, чем при прессовании или литье деталей (нарезание резьб, или при прессовании не предусмотрено литье конструкционных отверстий, выемок и т.п.).
Точение, сверление, фрезерование и др. выполняют на быстроходных станках, применяемых в металло- и деревообработке, оснащенные зажимными приспособлениями и устройствами для улавливания и отсоса стружки и пыли.
Качество механообработки обеспечивается при работе острозаточенным инструментом. Для повышения качества обработки применяют алмазные инструменты.
Выделяется органическая пыль, а также образуется стружка и опилки пластмассы.
Промывка
Промывка заготовки бензином необходима для удаления с ее поверхности опилок и стружки, образовавшихся в процессе сверления.
Мойка проводится в промывочной ванне моечного отделения инструментального цеха предприятия.
Выделения: пары бензина.
Зачистка
Слесарная зачистка производится для отделения литников, облоя, грата, пленки в отверстиях и т.п. – отделки, по наружным контурам детали.
Выполняется в условиях мелкосерийного производства или когда другими способами невозможно обработать деталь.
Деталь закрепляют на поворотных тисках. Режущий инструмент - надфиль круглый, напильник плоский, скальпель, кусачки и др.
Происходит выделение пыли органической и образование опилок пластмассы, облоя литника и стружки.
Промывка
Промывка детали бензином необходима для удаления с ее поверхности опилок и стружки, образовавшихся при зачистке. Мойка проводится в промывочной ванне моечного отделения инструментального цеха предприятия.
Выделения: пары бензина.
2.3 Технологическое оборудование, машины и агрегаты
В цехе литья из пластмасс при переработке материала используются 11 термопластавтоматов семи видов.
Термопластавтомат ТПА-400/100
Предназначен для изготовления изделий из полистирола и его сополимеров, полиэтилена, полипропилена, полиамидов и др.
Основные данные:
Объемная скорость впрыска – 185 см3
/с
Мощность – 20кВт
Габарит – 4400 х 2000 х 2350 мм
Масса – 8000 кг
Термопластавтомат SES-100N
Предназначен для изготовления изделий из полистирола и его сополимеров, полиэтилена высокой и низкой плотности, пропилена, полиамидов, полиформальдегидов, поликарбонатов и других материалов, пригодных для переработки методом литья под давлением с температурой пластикации до 3500
С.
Выполнен в горизонтальной компоновке с индивидуальными гидроприводами. Оснащен системой управления с программируемым контроллером.
Объемная скорость впрыска – 210 см3
/с
Мощность – 10,8 кВт
Габарит – 4150 х 1500 х 1950 мм
Масса – 5800 кг
Термопластавтомат ДЕ 3127 Машина однопозиционная для литья под давлением термопластичных материалов
Предназначена для изготовления изделий из полистирола и его сополимеров, полиэтилена высокой и низкой плотности, полипропилена, полиамидов, а при использовании специальной оснастки – из полиформальдегидов, поликарбонатов, пластифицированного и не пластифицированного поливинилхлорида, пригодных для переработки методом литья под давлением с температурой пластикации до 3500
С. Охлаждение гидросистем водяное.
Конструкция машин позволяет получать изделия в режимах литьевого прессования (для изготовления тонкостенных изделий сложной конфигурации), горячекатанного литья, интрузии.
Объемная скорость впрыска – 182 см3
/с
Мощность – 31 кВт
Габарит – 1800 х 1250 х 1950 мм
Масса – 5200 кг
Расход воды на охлаждение – 1,8 м3
/ч
Термопластавтомат ДЕ 3330
Предназначен для изготовления изделий из полистирола и его сополимеров, полиэтилена, полипропилена, полиамидов и др.
Объемная скорость впрыска – 105 см3
/с
Мощность – 15 кВт
Габарит – 2020 х 990 х 1890 мм
Масса – 5000 кг
Термопластавтомат Д3136-1000
Предназначен для изготовления изделий из полистирола и его сополимеров, полиэтилена, полипропилена, полиамидов и др.
Объемная скорость впрыска – 300 см3
/с
Мощность – 43 кВт
Габарит – 7620 х 1740 х 2610 мм
Масса – 21 500 кг
Термопластавтомат ЛПД-500/160 Машина для литья под давлением термопластичных материалов
Машина предназначена для изготовления изделий из различных материалов методом литья под давлением, с температурой пластикации до 3500
С: полистирола, полиэтилена и др.
Расход воды на охлаждение – 120 л/час
Мощность – 44,5 кВт
Габарит – 3100 х 1250 х 2440 мм
Масса – 6200 кг
Термопластавтомат 1280/390 Линия роторно-конвейнерная для литья под давлением термопластичных материалов
Предназначена для массового изготовления деталей с гладкими наружными и внутренними поверхностями из полиолефинов и полистиролов с температурой пластикации 2500
С.
Объем впрыска – 1 см3
/с
Мощность – 62 кВт
Габарит – 8800 х 1400 х 2210 мм
Масса – 20 000 кг
Расход масла – 160 л/мин
Расход воды – 90 л/мин
Все термопластавтоматы оснащены устройствами отсоса газов (в зоне впрыска ротора инжекции).
Системы охлаждения, поддерживающие рабочую температуру рабочей жидкости гидросистем и зоны загрузки механизма пластикации, подключаются к цеховой водопроводной сети.
Все линии установлены на бетонном основании.
3.0 Характеристика производственных процессов
как источников загрязнения окружающей среды
3.1 Характеристика производственных процессов
как источник образования отходов
В состав предприятия входят различные по профилю подразделения:
- цеха основного производства;
- цеха подготовительного производства;
- цеха вспомогательные.
В настоящее время все производство размещается на площадке Б, кроме транспортного цеха, который расположен на промплощадке А.
Основное производство
К цехам основного производства относятся сборочные, механосборочные и механические цеха, расположенные в различных корпусах.
Сборочное производство
Выполняет работы по монтажу, сборке, регулировке и испытанию изделий, заливке, пропитки, лакировки. При работе используют припой ПОС-61 и материалы: - лаки, клеи, эмали, растворители, грунтовки.
В результате работы цеха образуются незначительное количество отходов:
Обтирочного материала
(бязь, батист, марля) загрязненного лаками, клеями, смолами. Отходы собираются в урны и удаляются совместно с мусором.
Механическое производство
Оборудованием являются различные заточные, сверлильные, токарные, фрезерные, шлифовальные и полировальные станки.
При работе оборудования образуются отходы:
Стружка черных и цветных металлов
– образуется при механической обработке металлов. Местом временного накопления являются металлические ящики в цехе, по мере накопления стружка сдается в административно-хозяйственный отдел имеющий площадку в складской зоне для накопления металлолома. На площадке установлены металлические контейнеры для накопления лома и стружки, отдельно для черных и цветных металлов. Лом по мере накопления сдается в ОАО «Улан-Удэнский Вторцветмет».
Отходы СОЖ
образуются в результате технического обслуживания смазочно-охлаждающих систем станков. СОЖ сдается в АХО, имеющий место организованного складирования – емкости, в складской зоне на территории.
Отработанное масло индустриальное
, образуется при текущем и периодическом технологическом оборудовании станков. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В данный момент отработанные ГСМ накапливаются из-за отсутствия места приема.
Промасленная ветошь
, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, в настоящее время заключен договор с котельной в пос. Заречный на сжигание по мере накопления ветоши.
Загрязненный бензин-растворитель (нефрас)
образуется при промывке деталей после механической обработки. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Лом абразивных изделий и изношенные абразивные круги
, образуется при работе заточных шлифовальных станков, собирается в переносной ящик, отход вывозится на свалку или используется работниками предприятия.
Производственный мусор
, образуется в результате производственной деятельности цеха представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Опилки промасленные
образуются при зачистке пола от утечек масла возле станков. Собираются в ящик и по мере накопления вывозятся на сжигание в котельную.
Подготовительное производство
Включает в себя механозаготовительное и заготовительно-литейное производства, инструментальный и штамповочный цех.
Заготовительно-штамповочное производство
Выполняет работы по штамповке деталей из цветных и черных металлов на кривошипных прессах, на слесарном участке осуществляется сверловка отверстий на сверлильных станках, на варочном участке производится точечная сварка на сварочных полуавтоматах с применением аргона, на малярном участке осуществляется нанесение покрытий клеями БФ.
В процессе работы цеха образуются следующие виды отходов:
Стружка и облой черных и цветных металлов
– образуется при механической обработке и штамповке металлов. Местом временного накопления являются фанерные ящики в цехе возле каждого станка и пресса, по мере накопления отходы перегружаются в стальные контейнеры на первом этаже, откуда погрузчиком вывозятся для сдачи в АХО, имеющий площадку в складской зоне для накопления металлолома. На площадке установлены металлические контейнеры для накопления лома и стружки, отдельно от черных и цветных металлов. Лом по мере накопления сдается в Вторцветмет.
Отходы СОЖ
образуются в результате технического обслуживания смазочно-охлаждающих систем станков. СОЖ сдается в АХО, имеющий место организованного складирования – емкости, в складской зоне на территории.
Отработанное масло индустриальное,
образуется при текущем и периодическом технологическом обслуживании станков и прессов. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленная ветошь
, образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, сдается в АХО и по мере накопления сжигается в котельной.
Загрязненный бензин-растворитель(нефрас)
образуется при промывке деталей после механической обработки. Отход сливается по трубе в металлический бак установленный на улице, откуда забирается АХО, имеющим емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливается, из-за отсутствия мест приема.
Лом абразивных металлов и изношенные абразивные круги, образуются при работе шлифовальных станков, собирается в переносной ящик, отход вывозится на свалку или используется работниками предприятия.
Производственный мусор
, образуется в результате производственной деятельности цеха. Представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Опилки промасленные
, образуются при зачистке пола от утечек масла возле станков, собираются в металлический ящик в цехе, по мере накопления сдаются на площадку АХО, откуда вывозятся на сжигание в котельную.
Пыль текстолита
, образуется при сверлении отверстий в текстолитовых деталях, удаляется местными отсосами в циклон, установленный на улице, накапливается в бункере циклона откуда по мере накопления вывозится на свалку.
Бумага, загрязненная клеем
, образуется на малярном участке в камерах для нанесения покрытий на изделия; в виду того, что при нанесении покрытий используется клей БФ, который делает почти невозможным использование гидрофильтра, поэтому в камере наклеивается бумага, на которой оседает окрасочный аэрозоль; загрязненная бумага, совместно с опилками и ветошью, сжигается в котельной.
Механозаготовительное производство
Производит обработку черных и цветных металлов на различном механическом оборудовании: сверлильных, токарных, фрезерных, заточных станках и автоматических линиях.
В процессе работы цеха образуются следующие виды отходов:
Стружка черных и цветных металлов
– образуется при механической обработке металлов. Местом временного накопления являются металлические ящики в цехе, по мере накопления отходы сдаются в АХО, имеющий площадку в складской зоне для накопления металлолома. На площадке установлены металлические контейнеры для накопления лома и стружки, отдельно для черных и цветных металлов. Лом по мере накопления сдается в «Улан- Втормет.
Отходы СОЖ
образуются в результате технического обслуживания смазочно-охлаждающих систем станков. СОЖ сдается в АХО, имеющий место организованного складирования – емкости, в складской зоне на территории.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании станков. Отход собирается в металлическую емкости и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь,
образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Лом абразивных изделий и изношенные абразивные круги
, образуется при работе шлифовальных и заточных станков, собирается в переносный ящик, отход вывозится на свалку или используется работниками предприятия.
Производственный мусор
, образуется в результате производственной деятельности цеха. Представляет собой смесь различных материалов в виде опилок, стружки, сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Инструментальное производство
Занимается ремонтом и изготовлением оснастки, изготовлением изделий по заказам. Производит обработку черных и цветных металлов на различном механическом оборудовании: сверлильных, токарных, фрезерных и заточных станках. Кроме механического оборудования на термическом участке установлено оборудование для закалки, отпуска, отжига и цементирования оснастки.
В процессе работы цеха образуются:
Стружка черных и цветных металлов
– образуется при механической обработке металлов. Местом временного накопления являются деревянные ящики в цехе, по мере накопления отходы сдаются в АХО, имеющий площадку в складской зоне для накопления металлолома. На площадке установлены металлические контейнеры для накопления лома и стружки, отдельно для черных и цветных металлов. Лом по мере накопления сдается в Втормет».
Дробь техническая
образуется как отход при дробеструйной обработке деталей, вручную удаляется из цеха на площадку складирования в складской зоне, далее совместно с мусором вывозится на свалку.
Отходы СОЖ
образуются в результате технического обслуживания смазочно-охлаждающих систем станков. СОЖ сдается в АХО, имеющий место организованного складирования – емкости, в складской зоне на территории.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании станков и от закалочной ванны на термическом участке. Отход собирается в металлическую емкости и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь,
образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Лом абразивных изделий и изношенные абразивные круги, образуется при работе шлифовальных и заточных станков, собирается в переносный ящик, отход вывозится на свалку или используется работниками предприятия.
Алмазные круги и оправки
полностью отработавшие и изношенные круги и оправки вручную удаляются из цеха на площадку складирования в складской зоне, далее отход, имеющий металлические основы, сдается в «Втормет», остальной совместно с мусором вывозится на свалку.
Производственный мусор
, образуется в результате производственной деятельности цеха представляет собой смесь различных материалов в виде опилок, стружки сметов с полов и т.п., собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Опилки промасленные
, образуются при зачистке пола от утечек масла возле станков, собираются в металлический ящик в цехе, по мере накопления сдаются на площадку АХО, откуда вывозятся на сжигание в котельную.
Отходы закалочных ванн
– шлаки, карбюризатор и др. образуются при ежегодной очистке закалочных ванн на термическом участке, вручную удаляются из цеха на площадку складирования в зоне, далее совместно с мусором вывозятся на свалку.
Шламы и отработанные растворы гальваники
образуются при работе гальванического участка, поступают на очистные сооружения стоков гальваники.
Отходы клея эпоксидного
– затвердевшие остатки клея в настоящее время совместно с ветошью, опилками и бумагой, вывозится на сжигание в котельной.
Отходы асбеста
– асбест шнуровой и асбокартон образуется в виде негодных кусков и обрезков асбеста при защите поверхностей изделий и оснастки перед термообработкой, собирается в металлический ящик в цехе, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Заготовительно-литейное производство.
Составлено из цеха печатной продукции, цеха литья металлов и цеха литья из пластмасс.
Цех печатной продукции:
– изготавливает печатные платы, которые изготавливаются на листовом фольгированном стекловолокне методом фотохимпечати. Происходят процессы раздубливания в растворе хромового ангидрида, декапирования в смеси соляной и серной кислоты, травление в растворе аммиака.
Образующиеся отработанные растворы в процессе работы только нормализуются, замена производится 1 раз в год и реже, растворы сливаются из ванн в стеклянные бутыли емкостью 20 литров, вывозятся из цеха и сливаются в смесительный резервуар очистных сооружений стоков гальваники.
- участок порошковой металлургии – производится изготовление медных коллекторов методом прессования из медного порошка. Образующееся незначительное количество отхода медного порошка хранится на участке.
Здесь же установлено оборудование собственного множительного производства: светокопировальная машина и РЭМ-600. Образующиеся отходы – обрезки бумаги удаляются совместно с бытовым мусором.
Цех литья металлов.
Литейное и термическое производство, размещен в отдельно стоящем корпусе. Установлено оборудование для плавки алюминиевых сплавов, машины для литья под давлением, для дробеструйной обработки деталей; в цехе имеется малярное отделение для нанесения лакокрасочных покрытий, гальваническое и термическое отделение.
На участке гальваники производятся различные электрохимические процессы – анодирование, оксидирование черных и цветных металлов, никелирование, хромирование, кадмирование, пассивирование медных сплавов и сталей, травление алюминия, медных сплавов, сталей и различных по своему химическому, фазовому и дисперсному составу.
В малярном отделении установлена распылительная камера и сушильный шкаф для нанесения лакокрасочных покрытий и сушки изделий, оборудованные местными отсосами и фильтром в распылительной камере.
В процессе работы цеха образуются следующие виды отходов:
Шлаки цветного литья
– при работе литейных машин на литейном участке, удаляется в металлические лотки, после остывания в виде спекшихся брусков вывозятся вручную на площадку складирования в складской зоне, далее совместно с мусором на свалку.
Отходы закалочных ванн
образуются при ежегодной очистке закалочных ванн на термическом участке, закалочный состав в расплавленном виде сливается в металлические лотки, застывает и вручную удаляется из цеха на площадку складирования в складской зоне, далее совместно с мусором вывозится на свалку.
Отходы лакокрасочных материалов
образуются после промывки краскораспылителей и посуды в малярном участке, отход в виде раствора собирается в пятилитровый бидон, и далее сливается и хранится в бочке установленной в складской зоне на территории предприятия.
Шламы и отработанные растворы гальваники
образуются при работе гальванического участка, поступают на очистные сооружения стоков гальваники.
Отработанное масло индустриальное, образуется при текущем и периодическом технологическом обслуживании литейных машин и станков. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне. В настоящее время накапливаются на территории свалки предприятия из-за отсутствия места приема отработанных нефтепродуктов.
Промасленная ветошь,
образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления, после сжигается в котельной.
Цех литья из пластмасс
Производит переработку термопластичных материалов: полиэтилен, полипропилен, полистирол, полиамиды, пластик АБС, а также механическую обработку и обслуживание пластмассовых изделий. Для литья, формования пластмасс установлены термопластавтоматы, гидравлические прессы: для механической обработки токарные и сверлильные станки. В процессе работы цеха образуются следующие виды отходов:
Отходы пластмасс
– образуются при литье, прессовании и механической обработке деталей из пластмассового сырья в виде облоя литника, стружки и опилок. Отходы собираются в деревянные ящики, установленные возле каждого термопластавтомата, затем вручную выносятся на улицу в металлические контейнеры из которых по мере накопления вывозятся в накопительные бункера площадки В.
Отработанное масло индустриальное
образуются при ремонте термопластавтоматов. Отход собирается в металлическую емкость, отстаивается и снова заливается в гидравлические системы оборудования, отстой сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленная ветошь
– образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления. В настоящее время заключен договор с котельной в пос. Заречный на сжигание.
Опилки промасленные
– образуются при зачистке пола от проливов масла возле оборудования, имеющего гидравлические системы. Собираются в металлический ящик, накапливаются на улице в металлическом контейнере. Вывозятся совместно с промасленной ветошью в котельную.
Вспомогательное производство
Состоит из энерго-механического и транспортного цеха.
Энерго-механический цех
Занимается ремонтом, обслуживанием и эксплуатацией энергетического хозяйства, сантехнических и вентиляционных систем, текущим ремонтом зданий, сооружений и помещений предприятия. Образующиеся отходы:
Лом черных и цветных металлов
– образуется при ремонтных работах, замене агрегатов, запорной арматуры, трубопроводов. Местом временного накопления являются контейнер и площадки на территории предприятия, лом черных металлов частично используется на предприятии для ремонтных нужд. Негодный лом по мере накопления сдается службой АХО в «Втормет».
Огарки сварочных электродов
, образуются при проведении сварочных работ во время ремонта оборудования, агрегатов, трубопроводов. В настоящее время не собираются.
Древесные отходы
кусковые и опилко-стружечные, отходы накапливаются в деревянных ящиках возле станков, затем выносятся на улицу в металлические контейнеры установленные возле столярного участка. Отходы полностью используются на предприятия: кусковые для изготовления мелких деревянных изделий, опилко-стружечные – в цехах с механическим оборудованием для зачистки пола от утечек масла.
Отработанное масло индустриальное
, образуется при текущем и периодическом технологическом обслуживании станков в столярном цехе, имеющим систему смазки. Отход собирается в металлическую емкость и сдается в АХО, имеющий емкости для сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленная ветошь
образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах временного накопления. В настоящее время заключен договор с котельной в пос. Заречный на сжигание.
Тара из-под лакокрасочных материалов
– жестяные банки образуются при ремонтных работах, в настоящее время совместно с бытовым мусором, вывозится на свалку.
Очистные сооружения стоков гальваники
Производят реагентную очистку промстоков от гальванического участка. В результате образуется и отработанный цеолит.
Вывозятся для захоронения в бетонные резервуары расположенные на промплощадке В (пос. Силикатный).
Транспортный цех
Расположен на промплощадке А Состоит из двух гаражей-стоянок: один гараж не отапливаемый, без вентиляции на 7 автомашин, состоящий из отдельных боксов; второй гараж – теплая стоянка на 8 автомашин.
Установленное ремонтное оборудование в настоящее время не работает, кроме токарного станка, осуществляется только техническое обслуживание автомобилей.
Работа гаража приводит к образованию следующих видов отходов:
Отработанный электролит аккумуляторных батарей,
образуется в результате слива электролита из выработавших свой срок аккумуляторов. Отход собирается в полиэтиленовую тару с пробками в гараже, отстаивается и повторно используется для доливки аккумуляторов. Неиспользуемый отстой передается на очистные сооружения стоков гальваники для применения в технологии очистки.
Отработанные аккумуляторные батареи. Временно накапливаются на территории гаража. По мере накопления сдаются во «Втормет».
Масла отработанные моторные и трансмиссионные
, образуются рпи замене масел в картерах двигателей и трансмиссии автомобилей. Отход собирается в металлические фляги, установленные на территории. По мере накопления отход сдается в АХО на площадку Б, имеющий емкости дя сбора нефтепродуктов на отдельной площадке ГСМ в складской зоне.
Промасленные фильтры
, образуются при замене фильтров в системе смазки двигателей автомобилей. В настоящее время отход накапливается и вывозится на сжигание совместно с ветошью, бумагой, опилками.
Промасленная ветошь
– образуется в результате обслуживания оборудования, нуждающегося в смазке, при проведении плановых и текущих ремонтных работ. Собирается в местах образования и вывозится на сжигание в котельную.
Автошины изношенные
, образуются в результате замены полностью изношенных шин автомобилей на новые. Отход складируется на площадке около гаража. В 2002 году были использованы на территории предприятия в качестве клумб для цветов.
Лом и стружка черных и цветных металлов
– образуется при ремонтных работах, замене агрегатов и деталей техники. Местом временного накопления являются площадки на территории гаража. Лом по мере накопления сдается в «Втормет».
В результате обслуживания помещений и жизнедеятельности основного, вспомогательного, административно-управленческого персонала образуются отходы:
Лампы люминесцентные отработанные
– образуются при замене перегоревших ламп внутреннего и наружного освещения. В настоящее время отход накапливается. По мере накапливания сдается на переработку, утилизацию и обезвреживание в ОАО «ЭКПРО» г.Ульяновск.
Мусор бытовой (ТБО)
– собирается в контейнеры около зданий на территории предприятия, затем перевозятся на площадку временного хранения в складской зоне. С этой площадки мусор и другие отходы вывозятся службой АХО на городскую свалку.
3.2 Характеристика производственных процессов
как источников загрязнения атмосферы
Предприятие, предназначено для выпуска приборов различного назначения, нестандартного оборудования и товаров народного потребления, поэтому преобладают технологические процессы механической обработки деталей.
Основное производство
К цехам основного производства относятся сборочные, механосборочные и механические цеха, расположенные в различных корпусах.
Механические цеха
Оборудованием механических участков являются различные заточные, сверлильные, токарные, фрезерные, слесарные, шлифовальные и полировальные станки.
Основные вредности – металлическая стружка, пыль абразивная, пыль металлическая (пыль неорганическая с содержанием SiO2
ниже 20%).
Пыль от заточных, шлифовальных и полировальных станков удаляется местными отсосами; на заточных станках инструментального цеха установлен циклон типа ЦН-15.
В механическом цехе, кроме механического оборудования, имеется сварочный участок для электродуговой сварки в среде аргона;
Выделяются - оксиды железа, пыль неорганическая и другие соединения, которые удаляются местными отсосами.
Сборочные цеха
В сборочном цехе выполняются работы по монтажу, сборке, регулировке и испытанию изделий, деталей и приборов. Установлены столы для сборки двигателей, где производится пайка с использованием припоя ПОС-60, содержащего свинец и олово; рабочие столы сборщиков оборудованы вытяжной вентиляцией установлены пропиточные ванны, ванны для грунтовки и лужения деталей, с местными отсосами; так же имеются сварочные посты для контактной сварки.
В результате работы оборудования выделяются загрязняющие вещества – аэрозоль свинца, оксиды олова, неиспаряющаяся часть краски в виде пыли неорганической, пары растворителей: толуола, ксилола, уайт-спирита, ацетона, бензина.
При сварке – оксиды меди.
Подготовительное производство
Заготовительно-штамповочный цех
Установлены кривошипные прессы, штамповки деталей из цветных и черных металлов, где вредностей не выделяется. В цехе так же производится сверление отверстий в металлических деталях, где выделяется пыль неорганическая и в пластмассовых деталях, где выделяется пыль текстолита.
На малярном участке имеется камера для лакокрасочных покрытий изделий; ввиду того, что при нанесении покрытий используется клей БФ, который делает практически невозможным использованием гидрофильтрата, поэтому в камере наклеивается бумага, на которой оседает окрасочный аэрозоль; в атмосферу выделяются пары растворителей.
Инструментальное производство
Занимается ремонтом и изготовлением оснастки, изготовлением изделий по заказам.
Кроме механического оборудования на термическом участке установлено оборудование для закалки, отпуска, отжига и цементирования оснастки.
Выделяющиеся вредности – углерода оксид, азота диоксид, аэрозоли солей и масла минерального удаляются местными отсосами.
Заготовительно-литейное производство
Состоит из трех цехов: печатной продукции, упаковочной тары, цех литья металлов и цех литья из пластмасс.
Цех печатной продукции
Изготавливаются печатные платы методом фотохимпечати, где происходят процессы раздубливания в растворе хромового ангидрида, декапирования в смеси соляной и серной кислоты, травление в растворе аммиака; при работе ванн, снабженных местными отсосами, выделяются хромовый ангидрид, водород хлористый, кислота серная и аммиак.
Так же в цехе установлено оборудование собственного множительного производства: светокопировальная машина и РЭН-600, где выделяются пары аммиака и ацетон.
Цех литья металлов
Литейное и термическое производство, размещен в отдельно стоящем корпусе 13. Установлено оборудование для плавки алюминиевых сплавов, для пескоструйной обработки деталей. В цехе имеется отделение для нанесения лакокрасочных покрытий и гальваническое отделение.
При работе термического оборудования выделяются пыль неорганическая, углерода оксид, аэрозоли солей и другие вещества; вредности удаляются местными отсосами.
На участке гальваники производственный процесс различных электрохимических покрытий связан с использованием токсичных веществ, различных по своему химическому и фазовому и дисперсному составу; при работе оборудования определенная доля этих веществ или компонентов, образующихся в ходе реакций, вместе с отсасываемым воздухом поступает в атмосферу в виде паров серной, азотной и о-фосфорной кислоты, аэрозолей различных солей.
В малярном отделении установлена распылительная камера и сушильный шкаф для нанесения лакокрасочных покрытий и сушки изделий, оборудованные местными отсосами и фильтром в распылительной камере.
В процессе обработки изделий происходит практически полный переход легколетучей части краски (растворителей) в парообразное состояние. Часть этих паров выделяется в процессе нанесения покрытий, а оставшаяся – при сушке изделия.
Выделение в атмосферный воздух окрасочного аэрозоля не происходит, т.к. в камере при окраске наносится бумага, на которой аэрозоль оседает, загрязненная бумага удаляется в отход.
Цех литья из пластмасс
Является структурным подразделением заготовительно-литейного производства.
Цех производит переработку термопластичных материалов.
В состав цех входят различные по профилю подразделения:
- участок основного производства;
- механический участок;
- участок ремонта и изготовления приспособлений и инструментов.
Загрязняющие выбросы в атмосферу выделяются от всех производственных участков цеха.
Оборудованием участка основного производства являются термопластавтоматы и сушильные шкафы.
В результате их функционирования выделяются пыли пластмасс, фенол, формальдегид, углерода оксид, стирол и другие вещества, которые удаляются местными отсосами.
Механический участок занимается доработкой отлитых заготовок (операции сверления, зачистки).
Оборудование являются фрезерный станок, надфиль, напильник.
Вредные выбросы, образующиеся в результате деятельности механического участка: пыль пластмасс, пыль абразивная.
В цехе имеется оборудование для подготовки материала перед использованием – сушки – сушильные шкафы типа СНОЛ – 3 шт. При удалении из прессматериала влаги выделяются так же: формальдегид, стирол, органические кислоты, аммиак, оксид углерода, фенол.
Вспомогательным является участок изготовления и ремонта приспособлений и инструментов.
Оборудование: токарный, фрезерный, полировальный, сверлильный станок.
Основные вредности – металлическая стружка, пыль абразивная, пыль металлическая (пыль неорганическая с содержанием SiO2
ниже 20%).
Операции закалки, отпуска, отжига и цементирования оснастки производятся на термическом участке инструментального цеха.
Все источники загрязнения оборудованы местными отсосами.
Вент.система цеха пыле- и газоулавливателями не оборудована.
Способностью к химическим превращениям все выбрасываемые вещества не обладают.
Вспомогательное производство
Транспортный цех
При въезде-выезде машин выделяются газовые вредности; установленное ремонтное оборудование не работает, производится только ТО автомобилей.
В целом по предприятию выбрасывается 58 загрязняющих веществ, всего 74 организованных источников выбросов ЗВ, из них 4 оборудовано циклонами типа ЦН-15. Работают следующие системы очистки загрязненного воздуха (таблица ):
Таблица
Характеристика существующих систем очистки
выбросов предприятия
| Источник выброса
|
Наименование пылеулавливающей установки
|
Вещества, по которым ведется очистка выбросов
|
Номинальная степень очистки, %
|
Фактическая степень очистки, %
|
| Сверлильный станок в штам-повочном цехе
|
Циклон типа ЦН-15
|
Пыль текстолита
|
75
|
59,7
|
| Заточный станок в механо-загот. цехе
|
Циклон типа ЦН-15
|
Пыль неорганическая
|
75
|
66,2
|
| Дробеструйная камера цеха литья из металлов
|
Циклон типа ЦН-15
|
Пыль неорганическая
|
75
|
59,5
|
| Плоскошлифо-вальный станок инструменталь-ного цеха
|
Циклон типа ЦН-15
|
Пыль неорганическая
|
75
|
78,9
|
Газоочистные установки на предприятии отсутствуют.
3.3 Характеристика производственных процессов
как источников образования сточных вод и загрязнения водотоков
Источником водоснабжения предприятия служит городской водопровод (один ввод с водомером ВТ-150) и 5 скважин (4 ввода с водомерами ВТ-50, ВТ-80). Ведется
систематический учет потребляемой воды.
Водопотребление на промплощадке Б (за 2002 г.) составляет:
- плановое – 200 тыс.м3
;
- фактическое – 120 тыс. м3
.
Из них потрачено на хозяйственно-бытовые – 50,5 тыс.м3
, производственные нужды - 69,5 тыс.м3
.
Производственно-загрязненные стоки механических цехов с участков мойки; заготовительно-штамповочного цеха с участков галтовки без очистки сбрасываются в общую канализацию хозяйственно-бытовых стоков городского коллектора.
Эти стоки содержат ионы тяжелых металлов: никеля, железа, меди, цинка, хрома, нефтепродуктов и СПАВов, взвешенных веществ.
Промышленные стоки гальванических участков цехов, штамповки печатной продукции и гальваники проходят очистку на очистных сооружениях промстоков.
Очистные сооружения на предприятии решают две важные задачи:
- предупреждают загрязнение природных вод промышленными стоками;
- сокращают потребление воды, так как возврат очищенной воды в производственный цикл позволяет организовать кругооборот воды на предприятии.
Стоки от гальванического участка поступают в подземную емкость накопитель. Лабораторией очистных сооружений проводятся анализы на содержание Cr, Cu и рН, по результату анализа добавляют серную кислоту и сернокислый натрий для перевода шестивалентного хрома в трехвалентный. Затем насосом перекачивают в смесительный резервуар, установленный в здании очистных сооружений, куда добавляют известковое молоко для доведения значений рН 8,5-9,5 и полиакриламид, после смесительного резервуара стоки поступают в наклонные отстойники и далее на доочистку в фильтры с цеолитовой загрузкой. Осадок выпавший в отстойниках подается в илоуплотнители, затем в вакуум-фильтры для обезвоживания до влажности 85%.
Эффективность очистных сооружений составляет:
- ионы меди – 97%
- ионы железа – 99%
- ионы хрома – 100%
- ионы никеля – 99%
- ионы кадмия – 96%
- ионы олова – 66%.
В цехе литья из пластмасс водопотребление осуществляется для систем охлаждения термопластавтоматов, а так же для хозяйственно-бытовых нужд. Учет потребления воды цехом не ведется.
Слив воды, после систем охлаждения термопластавтоматов, по цеховой водопроводной сети попадает в систему оборотного водоснабжения предприятия. Вода является условно чистой.
Забор воды на хозяйтсвенно-бытовые нужды происходит из городского водопровода, после использования вода сбрасывается в общий сток предприятия. Вода загрязнена СПАВами, взвешенными веществами, жирами, нефтепродуктами и др.
4.0 Разработка экологических нормативов предприятия
В процессе работы цеха литья пластмасс образуются выбросы в атмосферный воздух и отходы.
Вода, используемая для технологических нужд, берется из водооборотной сети предприятия, поэтому сбросов технологической сточной воды не происходит. Вода из общей городского водопровода забирается только для хозяйственно-бытовых нужд и сбрасывается в общую систему канализации предприятия.
Исходя их выше сказанного, нормирование загрязняющих веществ для цеха возможно только по выбросам ЗВ и отходам.
4.1 Расчет выбросов загрязняющих веществ в атмосферу
Расчеты выбросов загрязняющих веществ производятся на основании нормативно-методических и нормативно-технических документов, нормативов расхода сырья, материалов, топлива, ГСМ и т.д.
Расчет выбросов загрязняющих веществ в дипломном проекте будут производиться для цеха литья из пластмасс, вследствие того, что загрязняющие вещества, образующиеся в процессе производства, являются наиболее вредными для окружающей среды и человека.
Цехом перерабатывается в год 38,161 тонны пластмассы, из них:
- полиэтилен – 7,04 т/год;
- полипропилен – 6,01 т/год;
- полистирол – 10,6 т/год;
- пластик АБС – 13,6 т/год
- полиамиды – 0,821 т/год.
Количество вредных веществ выделяющихся при литье пластмасс, рассчитывается по следующей формуле:
Максимально разовый выброс i
-того ЗВ:
qi
x M x 103
Qi
= ---------------- , г/сек (4.1)
T x 3600
где qi
– показатели удельных выбросов i-
того ЗВ на единицу перерабатываемой пластмассы, г/кг [ ];
М – количество перерабатываемого материала, т/год;
Т – время работы оборудования в год; Т= 2000 час/год
Валовый выброс i
-того ЗВ:
Мi
= Qi
х 10-6
х Т х 3600, т/год (4.2)
4.1.1 Расчет выбросов загрязняющих веществ в атмосферу
от литья полиэтилена
Цехом в год перерабатывается 7,04 тонны полиэтилена. При переработке выделяются органические кислоты, углерода оксид и пыль полиэтилена.
- органические кислоты, в пересчете на уксусную кислоту: q = 0,4 г/кг
Максимально разовый выброс уксусной кислоты:
Qукс.к
= (0,4 x 7,04 x 103
) / 2000 x 3600 = 0,00039 г/сек
Валовый выброс уксусной кислоты:
Мукс.к
= 0,00039 х 10-6
х 2000 х 3600 = 0028 т/год
- углерода оксид: q = 0,8 г/кг
Максимально разовый выброс СО:
QСО
= (0,8 х 7,04 х 103
) / 2000 х 3600 = 0,00078 г/сек
Валовый выброс СО:
МСО
= 0,00078 х 10-6
х 2000 х 3600 = 0,0056 т/год
- пыль полиэтилена: q = 0,4 г/кг
Максимально разовый выброс пыли полиэтилена:
Qпыль
п/этилена
= (0,4 x 7,04 x 103
) / 2000 x 3600 = 0,00039 г/сек
Валовый выброс пыли полиэтилена:
Мпыль п/этилена
= 0,00039 х 10-6
х 2000 х 3600 = 0,0028 т/год
4.1.2 Расчет выбросов загрязняющих веществ в атмосферу
от литья полипропилена
Цехом в год перерабатывается 6,01 тонны полипропилена. При переработке выделяются органические кислоты, углерода оксид и пыль полипропилена.
- органические кислоты, в пересчете на уксусную кислоту: q = 1,7 г/кг
Максимально разовый выброс уксусной кислоты:
Qукс.к
= (1,7 x 6,01 x 103
) / 2000 x 3600 = 0,00142 г/сек
Валовый выброс уксусной кислоты:
Мукс.к
= 0,00142 х 10-6
х 2000 х 3600 = 0,0102 т/год
- углерода оксид: q = 1,0 г/кг
Максимально разовый выброс СО:
QСО
= (1,0 х 6,01 х 103
) / 2000 х 3600 = 0,0008 г/сек
Валовый выброс СО:
МСО
= 0,0008 х 10-6
х 2000 х 3600 = 0,006 т/год
- пыль полипропилена: q = 0,4 г/кг
Максимально разовый выброс пыли полипропилена:
Qпыль
п/пропилена
= (0,4 x 6,01 x 103
) / 2000 x 3600 = 0,00033 г/сек
Валовый выброс пыли полипропилена:
Мпыль п/пропилена
= 0,00033 х 10-6
х 2000 х 3600 = 0,0024 т/год
4.1.3 Расчет выбросов загрязняющих веществ в атмосферу
от литья полистирола
Цехом в год перерабатывается 10,6 тонн полистирола. При переработке выделяются стирол, углерода оксид и пыль полистирола.
- стирол: q = 0,3 г/кг
Максимально разовый выброс стирола:
Qстирол
= (0,3 x 10,6 x 103
) / 2000 x 3600 = 0,00044 г/сек
Валовый выброс уксусной кислоты:
Мстирол
= 0,00044 х 10-6
х 2000 х 3600 = 0,0032 т/год
- углерода оксид: q = 0,5 г/кг
Максимально разовый выброс СО:
QСО
= (0,5 х 10,6 х 103
) / 2000 х 3600 = 0,00074 г/сек
Валовый выброс СО:
МСО
= 0,00074 х 10-6
х 2000 х 3600 = 0,0053 т/год
- пыль полистирола: q = 0,6 г/кг
Максимально разовый выброс пыли полипропилена:
Qпыль
п/стирола
= (0,6 x 10,6 x 103
) / 2000 x 3600 = 0,00088 г/сек
Валовый выброс пыли полистирола:
Мпыль п/стирола
= 0,00088 х 10-6
х 2000 х 3600 = 0,0064 т/год
4.1.4 Расчет выбросов загрязняющих веществ в атмосферу
от литья полиамида
Цехом в год перерабатывается 0,821 тонн полиамида. При переработке выделяются метиловый спирт, аммиак, углерода оксид и пыль полиамида.
- метиловый спирт: q = 0,5 г/кг
Максимально разовый выброс метилового спирта:
Qмет.спирт
= (0,5 x 0,821 x 103
) / 2000 x 3600 = 0,000057 г/сек
Валовый выброс метилового спирта:
Ммет.спирт
= 0,000057 х 10-6
х 2000 х 3600 = 0,00041 т/год
- аммиак: q = 2,0 г/кг
Максимально разовый выброс аммиака:
Qаммиак
= (2,0 x 0,821 x 103
) / 2000 x 3600 = 0,00023 г/сек
Валовый выброс аммиака:
Маммиак
= 2,0 х 10-6
х 2000 х 3600 = 0,0016 т/год
- углерода оксид: q = 1,0 г/кг
Максимально разовый выброс СО:
QСО
= (1,0 х 0,821 х 103
) / 2000 х 3600 = 0,000114 г/сек
Валовый выброс СО:
МСО
= 0,000114 х 10-6
х 2000 х 3600 = 0,0016 т/год
- пыль полиамида: q = 0,5 г/кг
Максимально разовый выброс пыли полиамида:
Qпыль
п/амида
= (0,5 x 0,821 x 103
) / 2000 x 3600 = 0,00006 г/сек
Валовый выброс пыли полиамида:
Мпыль п/амида
= 0,00006 х 10-6
х 2000 х 3600 = 0,0004 т/год
4.1.5 Расчет выбросов загрязняющих веществ в атмосферу
от литья пластика АБС
Цехом в год перерабатывается 13,6 тонн пластика АБС. При переработке выделяются углерода оксид и дибутилфталат.
- углерода оксид: q = 1,0 г/кг
Максимально разовый выброс СО:
QСО
= (1,0 x 13,6 x 103
) / 2000 x 3600 = 0,00189 г/сек
Валовый выброс СО:
МСО
= 0,00189 х 10-6
х 2000 х 3600 = 0,0136 т/год
- дибутилфталат: q = 0,4 г/кг
Максимально разовый выброс дибутилфталата:
Qдибутилфталат
= (0,4 x 13,6 x 103
) / 2000 x 3600 = 0,00075 г/сек
Валовый выброс дибутилфталата:
Мдибутилфталат
= 0,00075 х 10-6
х 2000 х 3600 = 0,00544 т/год
Таблица 4.1 Перечень загрязняющих веществ, выбрасываемых в результате работы цеха
литья из пластмасс
| №
п/п
|
Наименование ЗВ
|
Максимально-разовый выброс, г/сек
|
Валовый выброс,
т/год
|
Предельно-допустимый выброс, т/год
|
| 1
|
Аммиак
|
0,00023
|
0,0016
|
0,0005
|
| 2
|
Дибутилфталат
|
0,00075
|
0,00544
|
0,0008
|
| 3
|
Метиловый спирт
|
0,000057
|
0,00041
|
0,000125
|
| 4
|
Пыль полиамида
|
0,00006
|
0,0004
|
0,000125
|
| 5
|
Пыль полипропилена
|
0,00033
|
0,0024
|
0,0002
|
| 6
|
Пыль полистирола
|
0,00088
|
0,0064
|
0,00084
|
| 7
|
Пыль полиэтилена
|
0,00039
|
0,0028
|
0,0003
|
| 8
|
Стирол
|
0,00044
|
0,0032
|
0,00042
|
| 9
|
Углерода оксид
|
0,004324
|
0,031321
|
0,00403
|
| 10
|
Уксусная кислота
|
0,00181
|
0,013
|
0,00115
|
Итого: 0,067 т/год 0,00849 т/год
Характеристика источников загрязнения атмосферы представлена в приложении
4.2 Расчет нормативов образования отходов
и лимитов на их размещение
В основу расчетов нормативов образования отходов положены фактические данные по работе цеха литья из пластмасс за 2002 г., а также справочные данные.
4.2.1 Расчет норматива образования отработанных люминесцентных ламп
Кр.л
х Чр.л
х С
Qр.л
= ----------------- (4.3)
Нр.л
где Qр.л
– количество установленных ртутных ламп подлежащих утилизации, шт;
Кр.л
- количество установленных ртутных ламп;
Чр.л
- среднее время работы в сутки одной ртутной лампы (4,57 часа для одной смены);
С – число рабочих дней в году;
Нр.л
– нормативный срок службы одной ртутной лампы (15 000 часов горения).
Масса отработанных люминесцентных ламп определяется:
Мр.л
= Qр.л
х mр.л
, т/год (4.4)
| №
|
Марка лампы
|
Кол-во установленных ламп
|
Срок служ-бы ламп
|
Кол-во часов работы одной лампы в сутки
|
Число рабочих суток в году
|
Кол-во ламп под-лежа-щих замене
|
Масса одной лампы
|
Вес ламп подле-жащих замене
|
| Кр.л
,
шт.
|
Нр.л
, час
|
Чр.л
,
час
|
сут.
|
Qр.л
, шт.
|
тонн
|
т/год
|
| 1
|
ЛБ-40
|
463
|
15 000
|
4,57
|
250
|
36
|
0,0003
|
0,0108
|
| 2
|
ЛБ-80
|
48
|
15 000
|
4,57
|
250
|
4
|
0,00045
|
0,0018
|
| Итого:
|
40 шт.
|
0,0126 т
|
4.2.2 Расчет норматива образования ветоши промасленной,
масла индустриального отработанного
Расчет нормативного количества отходов, образующихся при эксплуатации оборудования, производится по удельным нормам согласно «Единой системы ППР и рациональной эксплуатации механического оборудования машиностроительных предприятий».
Ветошь промасленная:
Qветошь
= М х З х Ф х К х 0,001 , т/год (4.5)
где Qветошь
– общее количество промасленной ветоши, кг:
М – удельная норма расхода обтирочного материала на 1 ремонтную единицу в течении 8 часов работы оборудования, г;
З – количество ремонтных единиц на единице установленного оборудования;
Ф – годовой фонд рабочего времени;
К – коэффициент учитывающий «чистое» время работы оборудования;
0,001 – переводной коэффициент г в кг;
Отработанные масла:
Qотр.масла
= V x n x K x p, т/год (4.6)
где: Qотр.масла
– общее количество отработанного масла, т/год;
V – объем масляной системы оборудования, л;
n – количество ТО в год;
К – коэффициент загрузки оборудования;
р – плотность масла – 9 кг/м3
| №
|
Наименование оборудования
|
Количество ремонтных единиц
|
Количество оборудования
|
Удельная норма расхода обтирочного материала в смену
|
Кол-во часов в смене
|
Годовой фонд рабочего времени
|
Коэф. загрузки оборудования
|
Переводной коэффициент
|
Нормативное количество отходов промасленной ветоши
|
Объем масляной системы
|
Количество ТО в год
|
Нормативное количество отработанных масел
|
| З
|
З¢
|
М (г)
|
ч
|
час
|
Q, кг
|
V
|
n
|
Q, кг
|
| 1
|
Термопластавтомат ТПА-400/100
|
5
|
2
|
6
|
8
|
2000
|
0,1
|
0,001
|
1,5
|
300
|
1
|
27,0
|
| 2
|
Термопластавтомат SES-100N
|
5
|
1
|
6
|
8
|
2000
|
0,1
|
0,001
|
0,75
|
300
|
1
|
27,0
|
| 3
|
Термопластавтомат ДЕ 3127
|
5
|
3
|
6
|
8
|
2000
|
0,1
|
0,001
|
2,25
|
200
|
1
|
180
|
| 4
|
Термопластавтомат ДЕ 3330
|
5
|
2
|
6
|
8
|
2000
|
0,1
|
0,001
|
1,5
|
250
|
1
|
22,5
|
| 5
|
Термопластавтомат ДЕ 3136-1000
|
5
|
1
|
6
|
8
|
2000
|
0,1
|
0,001
|
0,75
|
500
|
1
|
45,0
|
| 6
|
Термопластавтомат ЛПД-500/160
|
5
|
1
|
6
|
8
|
2000
|
0,1
|
0,001
|
0,75
|
500
|
1
|
45,0
|
| 7
|
Термопластавтомат 128/390
|
5
|
1
|
6
|
8
|
2000
|
0,1
|
0,001
|
0,75
|
500
|
1
|
45,0
|
Итого: 8,25 229,5
Ветошь промасленная от эксплуатации оборудования:
Qветошь
= 8,25 х 0,001 = 0,00825 т/год
Отработанные масла от эксплуатации оборудования:
Qотр.масла
= 229,5 х 0,001 = 0,2295 т/год
4.2.3 Расчет норматива образования отходов пластмасс
Норматив образования отходов пластмасс берется по фактическому образованию отходов (среднестатистически за 2000 – 2002 г.) – 0,4 т/год.
4.2.4 Расчет норматива образования мусора, подобного бытовому
Норматив образования бытовых отходов от работающих, рассчитан по «Рекомендациям по определению норм накопления твердых бытовых отходов для городов РСФСР» АКХ им. Памфилова, М, 1982 г., согласно количества работников цеха и нормы отходов в год на одного работающего: V = 0,25 куб.м./год
М = 0,05 т/год
В цехе работает: n = 43 человека.
Qбыт.отх
= n х V = 43 х 0,25 = 10,75 куб.м/год
Qбыт.отх
= n х М = 43 х 0,05 = 2,15 т/год
4.2.5 Расчет норматива образования смета в помещении
Норматив образования смета в кг/год на 1 м2
принимается в зависимости от типа покрытия: для каменного покрытия – 5,5 кг/год на 1 м2
.
Площадь покрытия цеха – 546 м2
Qсмет
= 5,5 х 546 = 3003 кг/год = 3,003 т/год
Таблица
Перечень образующихся в цехе литья пластмасс отходов
| Наименование отхода
|
Код по ФККО
|
Класс опасности
|
Количество образования отходов, т/год
|
| Лампы люминесцентные отработанные
|
353001
|
I
|
0,0126 (40 шт)
|
| Масло индустриальное отработанное
|
541002
|
II
|
0,2295
|
| Ветошь промасленная
|
549003
|
III
|
0,00825
|
| Отходы пластмасс
|
571005
|
IV
|
0,4
|
| Мусор, подобный бытовому
|
912005
|
Не токс.
|
2,15 (10,75 м3
)
|
| Смет
|
912005
|
Не токс.
|
3,0
|
Итого: 5,8 т/год
Физико-химические характеристика и состав отходов, образующихся в процессе работы цеха литья пластмасс представлена в приложении .
5.0 Экологический контроль
5.1 Производственный экологический контроль
На предприятии экологический контроль осуществляет лаборатория охраны окружающей среды (ООС). Контроль ведется за качеством вентиляционных выбросов, сточных вод предприятия.
Лаборатория ООС является структурным подразделением предприятия. В своей работе лаборатория ООС руководствуется:
- законодательством России;
- организационными и методическими документами Госстандарта России, Государственного комитета санитарно-эпидимиологического надзора.
- нормативной и технической документацией на методы и средства испытаний и измерений;
- ГОСТ Р ИСО 14001-98 Системы управления окружающей средой. Требования и руководство по применению;
- ГОСТ Р ИСО 14004-98 Системы управления окружающей средой. Общие руководящие указания по принципам системам и средствам обеспечения функционирования.
5.1.1 Контроль состава промышленных выбросов предприятия
Система контроля за загрязнением атмосферного воздуха ведется в соответствии:
- ОНД-90 Руководство по контролю источников загрязнения атмосферы;
- Схемой лабораторного контроля, за составом выбросов загрязняющих веществ в атмосферный воздух.
Лабораторией ежемесячно проводится инструментальный контроль выбросов загрязняющих веществ по 70 источникам, согласно графика отбора, учитывая нагрузки участка. Данные замеров представляются в специнспекцию.
В лаборатории используют следующее оборудование и приборы:
1 Китой-М - комплект аппаратуры для измерений параметров газопылевых потоков.
Комплект аппаратуры предназначен для определения температуры, статического и динамического давлений, скорости, определения объемного расхода и массовой концентрации пыли в газоходах в соответствии с методиками:
- ГОСТ 17.2.4.06-90 «Охрана природы. Атмосфера. Методы определения скорости и расхода газопылевых потоков, отходящих от стационарных источников загрязнения»;
- ГОСТ 17.2.4.07-90 «Охрана природы. Атмосфера. Методы определения давления и температуры газопылевых потоков, отходящих от стационарных источников загрязнения»;
- ГОСТ Р 50820-95 «Оборудование газоочистное и пылеулавливающее. Методы определения запыленности газопылевых потоков».
Комплект обеспечивает измерение температуры газа от минус 1000
С до 5000
С, давления газового потока от 0 до 20кПа.
Применение комплекта Китой-М реализует измерение массовой концентрации пыли весовым методом. Отбор проб производится методом внутренней фильтрации (алонж, наполненный стекловолокном).
2 Аспиратор для отбора проб воздуха М-822 предназначен для отбора проб газообразных выбросов.
Отбор проб производится при пропускании воздуха через алонжи с определенной скоростью. Воздух, проходя через алонжи, оставляет на них содержащиеся в нем примеси. Зная скорость прохождения воздуха и время его прохождения, определяют объем воздуха, прошедшего через алонж. Определив количество примесей в алонжах, можно определить количество примесей в единице объема воздуха.
3 Барометр-анероид метеорологический БАММ-1 – предназначен для измерения атмосферного давления в наземных условиях. Диапазон измеряемого давления от 80 до 106 кПа.
4 Секундомер механический однострелочный простого действия с прерываемой работой часового механизма СОПпр-2а-3-000 предназначен для измерения интервалов времени. В лаборатории используется при отборе проб газовоздушной среды для измерения массовой концентрации пыли.
5 Инспектор-1 – экспресс-анализатор промышленных выбросов в атмосферу - предназначен для экспресс-определения массовых концентраций газов СО, SO2
, NO, NH3
и H2
S в промышленных выбросах в атмосферу.
Прибор состоит из комплекта индикаторных трубок, аспиратора сильфонного АМ-5, служащего для измерения объема и прокачивания анализируемой газовой пробы через индикаторные трубки, а также пробоотборного зонда.
Диапазоны измеряемых массовых концентраций:
СО - 5,8×10-3
до 58 г/м3
(±25%)
NО+NO2
, в пересчете на NO2
- 0,1 до 1,0 г/м3
(±25%)
SO2
- 0,5 до 10,0 г/м3
(±20%)
NH3
- 0,02 до 1,0 г/м3
(±25%)
H2
S - 0,01 до 1,5 г/м3
(±25%).
6 Трубки индикаторные, применяются для оценки (скрининга) качества воздуха и других газовых сред линейно-колористическим, колориметрическим и дозиметрическим методом.
7 Аспиратор сильфонный АМ-5М предназначен для прокачивания исследуемой газовой смеси с вредным веществом через индикаторные трубки. Представляет собой сильфонный насос ручного действия, работающий на всасывание воздуха за счет предварительно сжатого сифона и выброса воздуха из сильфона через клапан при сжатии пружины.
Объем прокачиваемого воздуха 100±5 см3
.
Контроль качества пылегазовоздушной смеси производится инструментальным методом: замеры параметров воздушного потока (статическое, динамическое давление, температура) проводят с помощью пневмометрических трубок, входящих в комплект аппаратуры «Китой»; затем проводят замер качественных составляющих вентвыбросов, пропуская заданный объем воздуха сильфонным аспиратором через индикаторные трубки.
Отборы проб на пыль производят с помощью аллонжей, набитых стекловолокном. Алонжи взвешиваются до отбора проб и после. Зная объем воздуха прошедший через фильтр, время и разницу в массе аллонжа, рассчитывают массу выброса пыли.
5.1.2 Контроль качества сточных вод предприятия
Контроль за составом сточных вод предприятия осуществляется в соответствии:
- ГОСТ Р 51592-2000 Вода. Общие требования к отбору проб;
- НВН 33-5.3.01-85 Инструкция по отбору проб для анализа сточных вод;
- методиками выполнения измерений ПНДФ.
- схемой лабораторного контроля, за составом сточных вод предприятия, утвержденной начальником специнспекции
Лабораторией ежемесячно проводится отбор проб из контрольного колодца предприятия, совместно с комплексной лабораторией. Результаты анализа представляются в специнспекцию
Еженедельно ведется контроль сточных вод очистных сооружений, а так же из колодцев производств и цехов. Всего на территории промплощадки Б находится 50 точек отбора проб сточной воды. Отбор осуществляется по графику, утвержденному главным инженером предприятия.
Лаборатория ведет контроль по следующим ингредиентам: ионы железа, ионы меди, ионы хрома (VI), ионы цинка, ионы никеля, ионы кадмия, нефтепродукты, взвешенные вещества, ХПК, рН.
Система контроля сточных вод осуществляется по методикам ПНДФ.
ПНД Ф 14.1:2.2-95. Метод измерения массовой концентрации железа в сточной воде основан на взаимодействии ионов железа (II) с о-фенантролином с образованием красного комплекса с максимумом светопоглощения при l=510 нм. Восстановление Fe (III) до Fe (II) проводят гидроксиламином.
Диапазон измеряемых значений от 0,05 до 2,0 (±20%) мг/дм3
.
ПНД Ф 14.1:2.48-96. Массовая концентрация ионов меди в сточной воде определяется фотометрическим методом. Основан на взаимодействии диэтилдитиокарбамата свинца в хлороформе с ионами меди в кислой среде (рН=1,0-1,5) с образование диэтилдитиокарбамата меди, окрашенного в желто-коричневый цвет, с максимумом светопоглощения при l=430 нм.
Диапазон измеряемых значений от 0,0005 до 1,0 (±25%) мг/дм3
.
ПНД Ф 14.1:2.52-96. Фотометрический метод определения массовой концентрации ионов хрома основан на реакции дифенилкарбазида в кислой среде с бихромат-ионами с образованием соединения фиолетового цвета, в котором хром содержится в восстановленной форме, в виде хрома (III), а дифенилкарбазид окислен до дифнилкарбазона.
Измерение проводят при длине волны l=540 нм.
В одной порции пробы проводят окисление хрома (III) до хрома (IV) персульфатом и определяют суммарное содержание в пробе обеих форм хрома, в другой порции пробы окисление хрома (III) не проводят и определяют только содержание хрома (IV). По разности между полученными результатаими находят содержание хрома (III).
Диапазон измеряемых значений от 0,005 до 1,0 (±30%) мг/дм3
.
ПНД Ф 14.1:2.60-96. Массовую концентрацию ионов цинка в сточной воде определяют фотометрическим методом, основанным на взаимодействии его с дифенкарбазоном (дитизоном) в четыреххлористом углероде, в результате которого образуется окрашенный в красный цвет дитизонат цинка.
Диапазон измеряемых значений от 0,01 до 1,0 (±30%) мг/дм3
.
ПНД Ф 14.1:2.46-96. Фотометрический метод определения массовой концентрации ионов никеля основан на взаимодействии ионов никеля в слабоаммиачной среде в присутствии сильного окислителя с диметилглиоксимом с образованием комплексного соединения красного соединения. Максимум светопоглощения соответствует длине волны l=445 нм.
Диапазон измеряемых значений от 0,05 до 0,5 (±10%) мг/дм3
.
ПНД Ф 14.1:2.45-96. Методика выполнения измерений массовой концентрации ионов кадмия в сточных водах фотометрическим методом, основана на взаимодействии ионов кадмия с дитизоном с образованием окрашенного в малиново-розовый цвет комплекса, экстрагируемого четыреххлористым углеродом.
Диапазон измеряемых значений от 0,001 до 1,0 (±15%) мг/дм3
.
ПНД Ф 14.1:2:3:4.121-97. Метод определения величины рН проб воды основан на измерении ЭДС электродной системы, состоящей из стеклянного электрода, потенциал которого определяется активностью водородных ионов, и вспомогательного электрода сравнения с известным потенциалом.
Диапазон измеряемых значений от 1 до 14.
ПНД Ф 14.1:2.5-95. Метод выполнения измерения массовой концентрации нефтепродуктов заключается в экстракции эмульгированных и растворенных нефтепродуктов из воды четыреххлористым углеродом; отделение нефтепродуктов от сопутствующих органических соединений других классов на колонке, заполненной оксидом алюминия и измерение массовой концентрации нефтепродуктов методом ИК-спектрометрии.
Диапазон измеряемых значений от 0,05 до 50,0 (±50%) мг/дм3
.
ПНД Ф 14.1:2.110-97. Гравиметрический метод определения взвешенных веществ основан на выделении их из пробы фильтрованием воды через мембранный фильтр с диаметром пор 0,45 мкм или бумажный фильтр «синяя лента» и взвешиванием осадка на фильтре после высушивания его до постоянной массы.
Определение общего содержания примесей (суммы растворенных и взвешенных веществ) осуществляется выпариванием известного объема не фильтрованной анализируемой воды на водяной бане, высушиванием остатка при 1050
С до постоянной массы.
Диапазон измеряемых значений от 5 до 5000 (±15%)мг/дм3
.
ПНД Ф 14.1:2.100-97. Титриметрический метод определения химического потребления кислорода (ХПК) основан на окислении органических веществ избытком бихромата калия в растворе серной кислоты при нагревании в присутствии катализатора – сульфата серебра. Остаток бихромата калия находят титрованием раствором соли Мора и по разности определяют количество К2
Cr2
О7
, израсходованного на окисление органических веществ.
Диапазон измеряемых значений от 4,0 до 80,0 мг/дм3
.
Для определения массовых концентраций ингредиентов в сточной воде используются следующие приборы и оборудование:
1 Фотометр фотоэлектрический КФК-3, предназначен для измерения коэффициентов пропускания, оптической плотности прозрачных жидкостных растворов, а также для определения концентрации веществ С в растворах после предварительной градуировки фотометра и скорости изменения оптической плотности вещества.
Принцип действия основан на сравнении светового потока, прошедшего через растворитель или контрольный раствор, по отношению к которому производится измерение, и светового потока, прошедшего через исследуемую среду.
Используется в лаборатории при определении массовых концентраций ионов металлов.
2 Анализатор нефтепродуктов в воде «Невод» - предназначен для определения содержания нефтепродуктов в сточных водах методом инфракрасной спектрометрии по ОСТ 38.01378-85 в соответствии с методикой ПНД Ф 14.1.2.5-95.
Комплектуется хроматографическими колонками и стандартными растворами нефтепродуктов.
При определении используется метод экстракции нефтепродуктов четыреххлористым углеродом, отделение мешающих органических соединений на колонке с оксидом алюминия и, наконец, инфракрасная фотометрия раствора с нефтепродуктами, основанная на поглощении ИК-излучений нефтепродуктами на длине волны 3,42 мкм. Для опорного канала выбрано излучение с длиной волны 3,0 мкм из области прозрачных нефтепродуктов.
Диапазон измерений от 0,04 до 1000 мг/дм3
.
3 Сушильный электрический лабораторный шкаф СНОЛ-3,5.3,5.3,5/3М предназначен для просушки различных неагрессивных материалов при температуре до 3500
С, представляет собой нагревательный прибор, автоматически поддерживающий заданную температуру в рабочем пространстве шкафа.
В лаборатории используется при определении концентрации взвешенных веществ, а также для просушки посуды.
4 Бидистиллятор стеклянный БС – предназначен для получения дважды дистиллированной воды повышенного качества.
Работает по принципу двойной перегонки воды. Перегонка происходит за счет нагрева и испарения воды с помощью электрических нагревателей, помещенных в кварцевые трубки, и последующей конденсации водяного пара холодильниками. В качестве хладагента используется водопроводная вода. После прохождения холодильников подогретая вода поступает на подпитку испаряемой воды в сосуды с нагревателями.
Производительность, не менее 3,2 л/час.
5.1.3 Контроль за образованием, использованием, размещением, обезвреживанием отходов производства
Экологический контроль за образованием, использованием, размещением, обезвреживанием отходов производства на предприятии, осуществляет лаборатория охраны окружающей среды. Лаборатория ведет визуальный контроль за хранением и движением отходов на предприятии.
Ответственными, за хранение, транспортирование, использование и размещение отходов, назначаются заведующие хозяйственной службой цехов, производств. Контроль за их работой осуществляет лаборатория ООС.
5.2 Экологический мониторинг
Мероприятия по наблюдению за состоянием окружающей среды должны обеспечивать снижение негативного воздействия на среду отходов, образующихся на предприятии, сокращение концентраций загрязняющих веществ в приземном слое атмосферы и сточных водах.
Мероприятия, приведенные в таблице, носят организационно-технический характер и не приводят к снижению производительности предприятия.
Мероприятия составлены на основании проектов ПДВ, ПНООЛР. Ответственным за исполнение являются: лаборатория ООС и Главные специалисты предприятия.
Таблица 5.1 План мероприятий по снижению негативного влияния выбросов, сбросов
и отходов предприятия на окружающую природную среду
| №
п/п
|
Наименование мероприятия
|
Срок выполнения
|
Ожидаемое улучшение
|
| 1
|
2
|
3
|
4
|
| 1
|
Произвести перепланировку вент.системы и установить пыле- и газоулавливающее оборудование в цехе литья из пластмасс
|
2005 г.
|
Снижение концентрации загрязняющих веществ в приземном слое атмосферы
|
| 2
|
Увеличить эффективность очистки циклонов, установить новые циклоны
|
2003-2005 г.
|
Снижение концентрации неорганической пыли в СЗЗ
|
| 3
|
Установить обеспыливающий агрегат на шлифовальном участке инструментального цеха
|
2003 г.
|
- « -
|
| 4
|
Увеличить высоту труб на заточных и сверлильных участках
|
2003 г.
|
- « -
|
| 5
|
Производить смену цеолита в цеолитовых установках на моечных отделениях механозаготовительного и штамповочных цехов
|
По мере необходи-мости
|
Уменьшение попадания ионов металлов в сбросе промстоков в канализацию
|
| 6
|
Производить слив воды после уборки помещений цехов через мелкоячеистое сито
|
постоянно
|
Уменьшение попадания стружки и мелких деталей в канализацию
|
| 1
|
2
|
3
|
4
|
| 7
|
Провести работу по определению целесообразности принятой технологии промывки пластин до и после зачистки заусенцев (виброгалтовкой)
|
2003 г.
|
Снижение сброса СПАВов
|
| 8
|
Отработанные люминесцентные лампы должны храниться в заводской упаковке или в любых ящиках, в закрытом специально отведенном месте
|
постоянно
|
Снижение негативного воздействия отходов на окружающую среду
|
| 9
|
Заключить договор на сдачу отработанных люминесцентных ламп на переработку
|
2003 г.
|
- « -
|
| 10
|
Организовать селективный сбор промасленной ветоши в каждом цехе (переносной контейнер или ящик) и промасленных фильтров в гараже.
|
2003 г.
|
- « -
|
| 11
|
Заключить договор с предприятием, имеющим котельную на твердом топливе для сжигания промасленных фильтров, ветоши, опилок и бумаги, загрязненной клеем и организовать вывоз данных отходов для сжигания
|
По мере накопления
|
Снижение негативного воздействия отходов на окружающую среду
|
| 12
|
Организовать специально оборудованное место для хранения химических реактивов с истекшим сроком годности
|
2003 г.
|
- « -
|
6.0 Разработка технических мероприятий, направленных на снижение влияния загрязняющих веществ на состояние окружающей среды
6.1 Литературный обзор
Развитие научно-технической революции связанные с ней грандиозные масштабы производственной деятельности человека привели к большим позитивным преобразованиям в мире – созданию мощного промышленного и сельскохозяйственного потенциала. Но вместе с тем резко ухудшилось состояние окружающей среды. Загрязнение атмосферы, как части экосферы, достигает угрожающих размеров.
За последние три-четыре десятилетия в промышленности резко возросло использование полимерных материалов и к настоящему времени достигло колоссальных размеров, а перспективы их производства и применения в различных областях народного хозяйства и быта постоянно расширяются [ ].
В мире ежегодно производится и перерабатывается более 300 млн. тонн пластических масс [ ].
Пластмассы - материалы на основе органических природных, синтетических или органических полимеров, из которых можно после нагрева и приложения давления формовать изделия сложной конфигурации. Полимеры - это высоко молекулярные соединения, состоящие из длинных молекул с большим количеством одинаковых группировок атомов, соединенных химическими связями. Кроме полимера в пластмассе могут быть некоторые добавки.
Переработка пластмасс - это совокупность технологических процессов, обеспечивающих получение изделий - деталей с заданными конфигурацией, точностью и эксплуатационными свойствами [ ].
В атмосферу, процессе переработки, выделяется ежегодно 3,5 млрд. тонн различных вредных веществ: формальдегид, стирол, ксилол, фенол, дибутилфталат, аммиак, органические кислоты, метиловый спирт, пыль органическая и др [ ].
Одной из основных задач, стоящих перед специалистами на предприятиях, где перерабатываются пластмассы, является решение проблемы по очистке выбросов.
6.1.1 Характеристика, состав и физико-химические свойства загрязняющих веществ, выбрасываемых цехом литья из пластмасс
Основные вредности в цехе литья из пластмасс выделяются из перерабатываемого материала при термообработке сырья и детали, а так же непосредственно при литье из пластмасс.
Стирол (винилбензол, стирон, стирен) С6
Н5
СН=СН2
Применяется при изготовлении, многочисленных полимеризационных пластических масс (полистиролов и др.) и синтетических сополимерных каучуков. Стирол выделяется при деполимеризации соответственных пластических масс, особенно при их разогревании.
Физические и химические свойства: чрезвычайно легко полимеризуется, особенно на свету и при нагревании. При хранении, даже в темноте превращается в метастирол – стекловидную твердую массу. За счет винильного радикала, легко присоединяет галогены, галогеноводородные кислоты и т.п.; легко окисляется; конечный продукт окисления – бензойная кислота. Пределы взрываемости смеси паров стирола с воздухом 1,1-6,1%. Растворимость в воде 0,026%. Коэффициент растворимости паров (расчетных) 8,3.
Общий характер действия на организм: отличается от бензола меньшим общетоксическим (наркотическим) действием и значительно меньшим влиянием на кровотворные органы; раздражает слизистые оболочки. Вызывает поражения печени.
Порог восприятия запаха 0,02 мг/л. Эта концентрация вызывает через 10-30 сек слабое раздражение слизистых оболочек глаз, носа и горла. 10-минутное вдыхание паров в концентрации до 2 мг/л вызывает легкое раздражение в горле, в дальнейшем сонливость. Раздражение в горле ощущается некоторое время и после вдыхания. При 3,4 мг/л – немедленное раздражение слизистой оболочки глаз, носа, горла, повышение секреции слизистой носа, металлический привкус, апатия, сонливость. После прекращения вдыхания – слабое ощущение болезненности слизистой оболочки, мышечная слабость, неустойчивость, инертность. Порог рефлекторного изменения световой чувствительности глаза 0,02 мг/л, а образования электрокортикального условного рефлекса 0,005 мг/л.
Картина хронического отравления и вызывающие его концентрации: у работающих при концентрациях порядка десятых долей мг/л (даже 0,1-0,2 мг/л) – раздражение слизистых оболочек глаз, носа, глотки, жалобы на усталость, желудочно-кишечные расстройства, боли в подложечной области. По мере удлинения стажа – усиливающиеся жалобы на похудание, ухудшение самочувствия, головную боль и головокружение, нарушение сна, раздражительность, сердцебиение, одышку при физическом напряжении, тошноту, неприятный привкус во рту после рабочего дня («стирольная болезнь»).
Указанные изменения обнаруживались как при воздействии чистого стирола, так и при совместном действии с другими веществами.
Предельно-допустимая концентрация – 0,005 мг/л.
Формальдегид (муравьиный альдегид, метаналь) СН2
=О
Встречается при изготовлении искусственных смол, пластических масс.
Физические и химические свойства: газ с резким запахом. Газообразный формальдегид горит. С воздухом или кислородом образует взрывчатые смеси. Обладает сильным восстановительным действием. Легко конденсируется с аминами и аммиаком (с последним образует уротропин); с фенолами дает вначале оксиметильные (метилолные) производные, переходящие далее в производные диоксидифенилметана и, наконец, в фенолоформальдегидные смолы [ ].
Морфологические, гигиенические и клинические исследования последних десятилетий указывают на экологическую подверженность населения действию формальдегида в повседневной жизни человека в связи с широким использованием его в составной части синтетических смол и полимеров, строительстве, текстильной, мебельной, резиновой промышленности и в медицинской практике. Экспериментально доказано, что токсические свойства формальдегида могут оказывать на млекопитающих мутагенный и канцерогенный, эмбриотоксический и нейротоксический эффекты. У лиц, имеющих ингаляционное воздействие, формальдегид является метаболитом организма и способствует развитию инфекционных заболеваний. В настоящее время особое внимание уделяется исследованиям, связанным с воздействиями формальдегида на детей, беременных женщин, пожилых людей и лиц с хроническими заболеваниями. Показано, что формальдегид оказывает особое влияние на подвижность цилиарных структур носа, бронхов, функцию альвеолярных макрофагов и других защитных механизмов, а также на органы иммунной системы. Результаты исследований экологической токсичности формальдегида и его воздействия на человека, наземных и водных животных и растительные организмы свидетельствуют о значительном полиморфизме биологических эффектов его в современных условиях на всю биосферу и особенно на организм человека и необходимости создания предохранительных и профилактических мер [ ].
Метиловый спирт (карбинол метанол) СН3
ОН
Химические свойства. При окислении образует последовательно формальдегид, затем муравьиную кислоту и, наконец, двуокись углерода. Нижний предел воспламеняемости в смеси с воздухом 3,5%.
Сильный, преимущественно нервный и сосудистый яд с резко выраженным кумулятивным действием. При вдыхании паров метилового спирта типичны поражения зрительного нерва и сетчатки глаз. Пары сильно раздражают слизистые оболочки дыхательных путей и глаз.
Картина отравления и токсические концентрации: симптомы хронических отравлений: головокружение, мерцание в глазах, коньюктивит, головная боль, бессонница, повышенная утомляемость, желудочно-кишечные расстройства и проходящее нарушение зрения. Отравление чаще всего развивается в течение нескольких дней или еще медленнее. Вдыханию очень высоких концентраций паров спирта препятствует вызываемое ими раздражение дыхательных путей и коньюктивиты. При малых концентрациях отравление развивается постепенно, выражаясь в раздражении слизистых оболочек, подверженности заболеваниям дыхательных путей, головных болях, звоне в ушах, дрожании, невритах, расстройствах зрения.
Предельно-допустимая концентрация 0,05 мг/л
Ацетон (диметилкетон, пропанон) С3
Н6
О
Прозрачная бесцветная жидкость с характерным запахом. Температура кипения 56,240
С. Смешивается с водой во всех соотношениях. Порог ощущения запаха 40-70 мг/л; в этой концентрации не влияет на вкус, цвет и прозрачность воды. Порог привкуса 12 мг/л.
Нижний предел воспламеняемости в смеси с воздухом 2,25%.
Действует как наркотик, последовательно поражая все отделы центральной нервной системы и прежде всего нарушая условно-рефлекторную деятельность. При вдыхании в течении длительного времени накапливается в организме; поэтому токсический эффект зависит не только от концентрации, но и от времени действия.
Предельно-допустимая концентрация 0,2 мг/л
Дибутилфталат (дибутиловый эфир о-фталиевой кислоты)
Жидкость практически без запаха. Температура кипения 3400
С. Растворимость в воде 0,04%.
Туман дибутилфталата вызывает раздражение верхних дыхательных путей и глаз, двигательное возбуждение с последующим состоянием угнетения [ ].
При переработке пластмасс, в результате испарения материала , с последующей конденсацией в воздухе образуется пыль пластмасс: полиэтилена, полиамида, полипропилена, полистирола – пыль органическая.
6.1.2 Методы очистки выбросов
Защита окружающей среды от загрязнений включает, с одной стороны, специальные методы и оборудование для очистки газовых и жидких сред, переработки отходов и шламов, вторичного использования теплоты и максимального снижения теплового загрязнения. С другой стороны, для этого разрабатывают технологические процессы и оборудование, отвечающие требованиям промышленной экологии, причем технику защиты окружающей среды применяют практически на всех этапах технологий. Предлагаемые к рассмотрению методы и устройства защиты окружающей среды сгруппированы по типу очищаемой среды (газовая, жидкая, твердая, комбинированная) или вторично используемого отхода в зависимости от его характеристик.
Газообразные промышленные отходы включают в себя не вступившие в реакции газы (компоненты) исходного сырья; газообразные продукты; отработанный воздух окислительных процессов; сжатый (компрессорный) воздух для транспортировки порошковых материалов, для сушки, нагрева, охлаждения и регенерации катализаторов; для продувки осадков на фильтровальных тканях и других элементах; индивидуальные газы (аммиак, водород, диоксид серы и др.); смеси нескольких компонентов (азотоводородная смесь, аммиачно-воздушная смесь, смесь диоксида серы и фосгена);
газопылевые потоки различных технологий; отходящие дымовые газы термических реакторов, топок и др., а также отходы газов, образующиеся при вентиляции рабочих мест и помещений. Кроме этого, все порошковые технологии сопровождаются интенсивным выделением газопылевых отходов. Пылеобразование происходит в процессах измельчения, классификации, смешения, сушки и транспортирования порошковых и гранулированных сыпучих материалов [ ].
Для очистки газообразных и газопылевых выбросов с целью их обезвреживания или извлечения из них дорогих и дефицитных компонентов применяют различное очистное оборудование и соответствующие технологические приемы.
В настоящее время методы очистки запыленных газов классифицируют на следующие группы:
I. «Сухие» механические пылеуловители.
II. Пористые фильтры.
III. Электрофильтры.
IV. «Мокрые» пылеулавливающие аппараты.
Механические («сухие») пылеуловители
Такие пылеуловители условно делятся на три группы:
- пылеосадительные камеры,
принцип работы которых основан на действии силы тяжести (гравитационной силы);
- инерционные пылеуловители,
принцип работы которых основан на действии силы инерции;
- циклоны, батарейные циклоны,
вращающиеся пылеуловители,
принцип работы которых основан на действии центробежной силы.
Пылеуловительная камера
Представляет собой пустотелый или с горизонтальными полками во внутренней полости прямоугольный короб, в нижней части которого имеется отверстие или бункер для сбора пыли (рисунок 6.1).

а – полая камера; б - с горизонтальными полками; в, г - с вертикальными перегородками: I - запыленный газ; II - очищенный газ; III - пыль; 1 - корпус; 2 - бункер; 3 - штуцер для удаления; 4 - полки; 5 – перегородки
Рисунок 6.1 - Пылеосадительные камеры
Скорость газа в камерах составляет 0,2-1,5 м/с, гидравлическое сопротивление 50-150 Па. Пылеосадительные камеры пригодны для улавливания крупных частиц размером не менее 50 мкм. Степень очистки газа в камерах не превышает 40-50%. Продолжительность прохождения т(с) газами осадительной камеры при равномерном распределении газового потока по ее сечению составляет:
 где Vk,
-
объем камеры, м3
; Vг-
объемный расход газов, м3/с; L
-
длина камеры, м; В- ширина камеры, м; Н- высота камеры, м.
Инерционные пылеуловители
В инерционных пылеуловителях для изменения направления движения газов устанавливают перегородки (рисунок 6.2). При этом наряду с силой тяжести действуют и силы инерции. Пылевые частицы, стремясь сохранить направление движения после изменения направления движения потока газов, осаждаются в бункере. Газ в инерционном аппарате поступает со скоростью 5-15 м/с. Эти аппараты отличаются от обычных пылеосадительных камер большим сопротивлением и высокой степенью очистки газа [ ].

а - камера с перегородкой; б - камера с расширяющимся конусом; в - камера с заглубленным бункером.
Рисунок 6.2 - Инерционные пылеуловители с различными способами подачи и распределения газового потока
Большое внимание при проектировании пневмотранспортных и других устройств пылеочистки необходимо уделять узлам отделения материала от транспортирующего воздуха - разгрузочным и пылеулавливающим устройствам (циклонам, фильтрам и т.п.). В зависимости от способа отделения материала в системах пневмотранспорта используют объемные разгрузочные устройства и центробежные циклоны.
Выбор того или иного типа устройства зависит от конкретных условий работы установок и требований, предъявляемых к его работе: наибольшее значение коэффициента осаждения материала, минимальное сопротивление разгрузочного устройства, надежность в эксплуатации.
Центробежные циклоны
Предпочтение отдается центробежным циклонам,
выполняющим одновременно и роль пылеулавливающего аппарата. Эффективность улавливания пыли в циклонах повышается с уменьшением диаметра корпуса, но при этом снижается их пропускная способность. Для обеспечения соответствующей производительности пневмотранспортной установки небольшие циклоны группируют в батарею. Коэффициент пылеулавливания батареи циклонов составляет 0,76-0,85 и несколько повышается с увеличением входной скорости (с 11 до 23 м/с). Использование вместо циклонов вихревых пылеуловителей обеспечивает улавливание частиц пыли размером 5-7 мкм.
Воздух после разгрузочных устройств или циклонов, насыщенный субмикронными частицами, должен направляться на доочистку в пылеуловители. При выборе типа пылеуловителя в условиях работы таких установок учитывают следующие показатели:
- степень пылеулавливания, равную отношению количества пыли, задержанной пылеуловителем, к количеству пыли, содержащейся в воздухе при его поступлении в пылеуловитель;
- сопротивление пылеуловителя, от которого зависит экономичность процесса пылеулавливания;
- габаритные размеры и масса пылеуловителя, надежность и простота его обслуживания.
Циклоны рекомендуется использовать для предварительной очистки газов и устанавливать перед высокоэффективными аппаратами (например, фильтрами или электрофильтрами) очистки.
Основными элементами циклонов являются корпус, выхлопная труба и бункер. Газ поступает в верхнюю часть корпуса через входной патрубок, приваренный к корпусу тангенциально. Улавливание пыли происходит под действием центробежной силы, возникающей при движении газа между корпусом и выхлопной трубой. Уловленная пыль ссыпается в бункер, а очищенный газ выбрасывается через выхлопную трубу (рисунок 6.3).
В зависимости от производительности циклоны можно устанавливать по одному (одиночные циклоны) или объединять в группы из двух, четырех, шести или восьми циклонов (групповые циклоны).

1 - коническая часть циклона; 2 - цилиндрическая часть циклона; 3 - винтообразная крышка; 4 - камера очищенного газа; 5 - патрубок входа запыленного газа; 6 - выхлопная труба; 7 -бункер; 8 - люк; 9 - опорный пояс; 10 - пылевыпускное отверстие. Рисунок 6.3 - Циклон типа ЦН-15П
Батарейные циклоны
Конструктивной особенностью последних является то, что закручивание газового потока и улавливание пыли в них обеспечивается размещенными в корпусе аппарата циклонными элементами [ ].
Ниже приведена техническая характеристика наиболее распространенного на производстве циклона ЦН-15:
- допустимая запыленность газа, г/м3
:
для слабослипающихся пылей - не более 1000;
для среднесливающихся пылей - 250;
- температура очищаемого газа, °С - не более 400;
- давление (разрежение), кПа (кг/см2
) - не более 5 (500);
- коэффициент гидравлического сопротивления:
для одиночных циклонов - 147;
для групповых циклонов - 175-182;
- эффективность очистки (от пыли dm = 20 мкм, при скорости газопылевого потока 3,5 м/с и диаметре циклона 100 мм), % - 78.
Для расчетов режимов и выбора марки (конструкции) циклона необходимы следующие исходные данные: количество очищаемого газа при рабочих условиях Vг, мЭ/с; плотность газа при рабочих условиях р, кг/м3
; динамическая вязкость газа при рабочей температуре m; дисперсный состав пыли, задаваемый двумя параметрами dm
и lg sr
; запыленность газа Сeх
, г/м3
; плотность частиц рч
, кг/м3
; требуемая эффективность очистки газа h.
Пористые фильтры
Для очистки запыленных газов все большее распространение получает на последних ступенях сухая очистка рукавными фильтрами.
Степень очистки газов в них при соблюдении правил технической эксплуатации достигает 99,9%.
Классификация рукавных фильтров возможна по следующим признакам:
- форме фильтровальных элементов (рукавные, плоские, клиновые и др.) и наличию в них опорных устройств (каркасные, рамные);
- месту расположения вентилятора относительно фильтра (всасывающие, работающие под разрежением, и нагнетательные, работающие под давлением);
- способу регенерации ткани (встряхиваемые, с обратной продувкой, с импульсной продувкой и др.);
- наличию и форме корпуса для размещения ткани - прямоугольные, цилиндрические, открытые (бескамерные);
- числу секций в установке (однокамерные и многокамерные);
- виду используемой ткани (например, стеклотканевые).
В качестве фильтровальных материалов применяют ткани из природных волокон (хлопчатобумажные и шерстяные), ткани из синтетических волокон (нитроновые, лавсановые, полипропиленовые и др.), а также стеклоткани. Наиболее распространены лавсан, терилен, дакрон, нитрон, орлон, оксалон, сульфон. Последние два материала представляют полиамидную группу волокон, обладающих термостойкостью при температуре 250-280 °С. Для фильтровальных тканей наиболее характерно саржевое переплетение. Применяют также нетканые материалы - фетры, изготовленные свойлачиванием шерсти и синтетических волокон.
Рассмотрим подробнее группу материалов из нетканых иглопробивных фильтровальных полотен, наиболее перспективных в производстве порошковых материалов. Таллинской фирмой «Мистра» предлагаются полотна марок «Фильтра-220», «Фильтра-330», «Фильтра-550» для использования их в аспирационных или вакуумных рукавах и карманных (мешочных) фильтрах очистки газов, пылеулавливания технологических продуктов, а также в системах вентиляции.
Нетканые иглопробивные полотна характеризуются следующими показателями (таблица 6.1):
Таблица 6.1 Технические показатели фильтровальных полотен
| Наименование
|
«Фильтра-550»
|
«Фильтра-330»
|
| 1
|
2
|
3
|
| Поверхностная плотность, г/м2
|
550±28
|
330±17
|
| Ширина, см
|
150±3
|
145±3
|
| Толщина, мм
|
2±0,3
|
1,3±0,2
|
| Воздухопроницаемость, дм3/м2
с), при перепаде давления 50 Па
|
150±50
|
250±50
|
| Разрывная нагрузка, Н, не менее по длине по ширине
|
1000
|
400
|
| Удлинение при разрыве, % по длине по ширине
|
80 - 90
|
80 - 90
|
| Нормированная влажность, %
|
1
|
1
|
Промышленные испытания материала «Фильтра-550» в производстве сепарированного мела показали степень очистки 99,9% при улавливании пыли, 75% которой составляет фракция с диаметром частиц 1-5 мкм.
Срок службы фильтровального материала не менее одного года. Верхний предел рабочих температур составляет 140-150 °С.
В «Мистре» создано и более термостойкое полотно, используемое при температуре до 210-220 °С. В зависимости от вида ткани допустимая удельная газовая нагрузка составляет 0,6-1,2 м3
/(м2
*мин) для хлопчатобумажной или шерстяной; 0,5-1 -для синтетической; 0,3-0,9 м3
/(м2
*мин) - для стеклоткани.
Нагнетательный рукавный фильтр
Нагнетательный рукавный фильтр работает следующим образом. Воздух под давлением поступает в верхнюю распределительную коробку и затем в матерчатые вертикальные рукава. Пройдя через рукава и оставив на их внутренней поверхности пыль, очищенный воздух выходит в атмосферу (помещение). Подвижная рама с проволочной сеткой при подъеме и опускании сжимает рукава в поперечном сечении, благодаря чему пыль сбрасывается в пылесборник и удаляется винтовым конвейером. Недостатком таких фильтров является неудовлетворительная очистка фильтрующей ткани, в результате чего значительно возрастает сопротивление фильтра и снижается его КПД.
Наибольшее распространение получил всасывающий рукавный фильтр,
который состоит из ряда рукавов, заключенных в герметически закрытый корпус. Подлежащий очистке воздух подается через нижнюю приемную коробку в рукава, заглушенные сверху, проникает сквозь ткань рукавов и удаляется из корпуса через канал. Рукава фильтра очищаются от пыли с помощью специального встряхивающего механизма. Недостатком всасывающих фильтров является значительный подсос воздуха через неплотности (10-15% от объема поступающего на очистку воздуха).
Разработка и промышленное изготовление дешевых фильтровальных тканей, обладающих высокой эффективностью при достаточной механической прочности и стойкости в кислых и щелочных средах, например, при химическом полировании хрусталя, открывают пути для более широкого их применения. Так, фильтрующий материал «Бекинокс» (Великобритания) изготавливают как в виде штапеля, так и в виде длинных нитей различного диаметра из нержавеющей стали. Этот материал при скорости фильтрации 180 м3
/(м2
*ч) имеет сопротивление 1200 Па и ту же эффективность, что и текстильные ткани. Он обладает высокой абразивной устойчивостью, температуростойкостью (до 500 °С), регенерируется любым известным способом и хорошо зарекомендовал себя при фильтрации газов, содержащих SO2
.
Во Франции при очистке отходящих газов с температурой 400-5000
С применяют рукавные фильтры из металлического фетра, основа которого представляет собой металлическую сетку, нарощенную слоем тонкой металлической нити определенной толщины и плотности. По скорости фильтрации, аэродинамическому сопротивлению, количеству потребляемой энергии фильтр идентичен рукавному фильтру из полиэфирного волокна.
Для случая, когда высокая фильтрующая способность должна сочетаться с высокой теплостойкостью и стойкостью к агрессивной химической среде, фирма «Дюпон» (США) предлагает три вида материалов (войлок и ткани) для фильтрации сухих частиц: номекс (арамидное волокно), тефлон (фторуглерод) и тефэр-войлок, выполненный из смеси тефлона (85%) со стекловолокном (15%). Эти материалы выдерживают рабочую температуру 100-250 °С.
Небольшое количество тонких стеклянных волокон в тефлоне уменьшает его пористость и повышает улавливающую способность. Тефлоновые волокна, стойкие к истиранию, в свою очередь защищают стекловолокно от механических повреждений. Высокие эксплуатационные характеристики материала тефэр объясняются противоположными трибоэлектрическими свойствами обоих волокон смеси, которые создают электростатические заряды в ходе работы. Это способствует высокой эффективности улавливания войлоком субмикронных частиц. Однако, по данным фирмы, если фтористоводородная кислота, например, при химическом полировании хрусталя полностью не нейтрализуется, то в дымовых газах рекомендуется пользоваться 100%-ным тефлоном.
Отечественной промышленностью в настоящее время разработаны следующие тканевые фильтры [ ]:
а) с импульсной продувкой каждого каркасного рукава (ФРКИ и др.). Регенерация осуществляется под действием импульсов сжатого воздуха и без отключения секций;
б) с комбинированным устройством регенерации -
механическим встряхиванием и обратной посекционной продувкой (ФРУ и др.)
в) с обратной посекционной продувкой (ФР и др.)
г) с регенерацией механическим встряхиванием (ФР-6П и др.). Регенерация рукавов осуществляется вручную или с помощью электромеханического устройства.
В справочнике [ ] подробно рассмотрены фильтры общепромышленного назначения, серийно выпускаемые специализированным заводами. Преимущественное развитие получили фильтры ФРКИ и ФРИ (рисунок 6.4). Скорость фильтрования в этих аппаратах на 20-30% выше, чем в фильтрах с механической регенерацией и обратной продувкой. При эффективной регенерации (короткими импульсами длительностью 0,1-0,2 с) общий срок службы рукавов в этих фильтрах более высокий, рукава меньше изнашиваются.

1 - бункер; 2 - корпус; 3 - диффу-эорсопло; 4 - крышка: 5 - труба раздающая; 6 - секция клапанов: 7 - коллектор сжатого воздуха; 8 - секция рукавов.
Рисунок 6.4 - Фильтр ФРКИ (ФРИ)
Гидравлическое сопротивление обычно поддерживается на уровне 1000-1500 Па. Условное обозначение типоразмера фильтра: Ф -фильтр; Р -
рукавный; К -
каркасный; И -
с импульсной продувкой; цифра после буквенных обозначений - активная поверхность фильтрации.
В процессе фильтрации запыленный газ проходит через ткань закрытых снизу рукавов внутрь, выходит через верхний коллектор и удаляется из аппарата. Каждый рукав в фильтре натянут на жесткий каркас и закреплен на верхней решетке. В качестве фильтрующего материала используют лавсан и фетр. В таблице 6.2 приведены основные технические характеристики фильтров рукавных каркасных с импульсной продувкой (ФРКИ).
Таблица 6.2 Технические характеристики рукавных фильтров
| Показатели
|
ФРКИ-30
|
ФРКИ-60
|
ФРКИ-90
|
ФРКИ-180
|
ФРКИ-360
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| Поверхность фильтрации, м2
|
30
|
60
|
90
|
180
|
360
|
| Число рукавов
|
36
|
72
|
80
|
144
|
288
|
| Высота рукава, м
|
2
|
2
|
2
|
3
|
2
|
| Число электромагнит-ных клапанов
|
6
|
12
|
18
|
24
|
48
|
| Число секций
|
1
|
2
|
3
|
4
|
8
|
Продолжение таблицы 6.2
| 1
|
2
|
3
|
4
|
5
|
6
|
| Наибольший расход сжатого воздуха, м3/ч
|
10
|
20
|
30
|
60
|
120
|
| Габаритные размеры, мм
|
1458х2060х х3620
|
2820х2060х х3620
|
4140х2060х х3620
|
5480х2060х х4620
|
5850х4370х х4880
|
| Масса, кг
|
1300
|
2500
|
3500
|
5500
|
10500
|
Примечание. Диаметр рукава 130 мм, гидравлическое сопротивление 1.2 Па давление продувочного воздуха 0,3-0,6 МПа, рабочее давление (разрежение) в аппарате до 5 кПа.
Расчет рукавных тканевых фильтров сводится к определению общей поверхности фильтрации F и числа фильтров или секций. Нормальная нагрузка на 1 м фильтрующей поверхности для рукавных фильтров составляет 150-200 м /ч. Сопротивление фильтров определяют по формуле:
 где В - коэффициент, равный 0,13-0,15 (большее значение принимается для более дисперсной пыли); Qв - расход воздуха на 1 м2
ткани рукавов, м3/ч; n -
принимается равным 1,2-1,3 (меньшее значение принимается для более дисперсной пыли).
При работе в нормальном режиме сопротивление нагнетательных фильтров составляет до 2 кПа, всасывающих - до 6 кПа. Общую поверхность фильтрации (м2
) определяют по формуле:
 где Fpaб -
поверхность фильтрации в одновременно работающих секциях, м ; F
рег ~
поверхность фильтрации в регенерируемой секции, м2
; V -
объемный расход очищаемых газов (воздуха) с учетом подсоса воздуха в фильтр, м3
/мин; Vnp -
объемный расход продувочного воздуха, м3
/мин; qф -
удельная газовая нагрузка, м3
/(м2
*хмин).
Число необходимых фильтров или секций
 где F1 -
поверхность фильтрации всех рукавов, установленных в одном фильтре или секции, м2
.
Гидравлическое сопротивление тканевого фильтра DР, Па (уточненное значение), в любой момент времени (t, с) от включения фильтра в работу определяют по формуле:
 где mr
-
динамический коэффициент вязкости газа, Па*c; en
- пористость слоя пыли; dm
-
средний размер частиц пыли, м; eт
- - пористость ткани; Сeх
- начальная запыленность газа, кг/м3
; rп
-
плотность пыли, кг/м3
.
Пылеулавливание в цехах подготовки и переработки порошковых материалов является технической проблемой. Например, все звенья погрузочно-разгрузочных работ - потенциальные источники пыления, интенсивность которых зависит от технического уровня используемого оборудования и технологии перегрузки сыпучих и кусковых материалов. Наиболее полно задачи борьбы с образованием пыли и ее улавливанием решены для конвейерных линий и некоторых видов перерабатывающего оборудования [ ].
В настоящее время для очистки таких отходящих газов от пыли применяют одноступенчатую очистку в циклонах ЦН-15, ЦН-11 или двухступенчатую с использованием дополнительного циклона-промывателя типа СИОТ или ЛИОТ. Однако они не обеспечивают требуемой степени очистки газов, что связано с зарастанием воздухопроводов в местах отделения сухого газа от пыли и газа от капель воды. Поэтому дополнительно используют пылеулавливающие установки, включающие сухие инерционные пылеуловители (циклоны групповые и батарейные), пористые фильтры (ленточные, рамные, рукавные со струйной импульсной и обратной продувкой, зернистые и др.).
Конструкция зернистого фильтра,
представлена на рисунке 6.5.
Фильтр имеет корпус 1, фильтрующие элементы 4, бункер 5, систему импульсной регенерации 3. Фильтрующий элемент содержит четыре пары вертикально размещенных фильтрующих ячеек 2. Ячейка содержит наклонные непроницаемые перегородки, верхние и нижние сетки. Между сетками засыпаются частицы слоем 150 мм размером 3-5 мм дробленого материала из магнезита, доломита, гравия и т.д. Перегородки и сетки образуют каналы треугольного сечения, по которым очищенные газы через отверстия в боковине проходят в короб. В каналах для прохода очищенного газа устанавливают перфорированные трубки, служащие для циклической подачи сжатого воздуха из коллектора. Фильтрующие ячейки разделены перегородками на три равные части. При импульсной продувке нижние ячейки работают в режиме фильтрации, а верхние - в режиме регенерации.

Рисунок 6.5 - Зернистый фильтр
Наряду с очисткой пылегазовых потоков важной задачей является также очистка и обезвреживание дымовых газов от продуктов сгорания топлива и других газообразных альтерогенов.
С этой целью часто применяют метод адсорбции. В сухом способе очистки дымовых газов фильтрация очищаемых выбросов происходит через неподвижный (адсорберы периодического действия) или движущийся слой твердого поглотителя - адсорбента (адсорберы непрерывного действия). Наиболее распространены адсорберы периодического действия, в которых период контактирования очищаемого газа с адсорбентом чередуется с периодом его регенерации.
Конструктивно адсорберы (рисунок 6.6) выполняются в виде вертикальных, горизонтальных либо кольцевых емкостей, заполненных пористым адсорбентом. Выбор конструкции определяется скоростью газовой смеси, размером частиц адсорбента, требуемой степенью очистки и рядом других факторов. Вертикальные адсорберы применяют при небольших объемах очищаемого газа, а горизонтальные и кольцевые при производительности до десятков и сотен м3/ч.

а - вертикальный; б - горизонтальный; в - кольцевой; 1 – адсорбер; 2 - слой активированного угля; 3 - центральная труба для подачи паровоздушной смеси при адсорбции; 4 - барботер для подачи острого пара при десорбции; 5 - труба для выхода инертных по отношению к поглотителю газов при адсорбции; б - труба для выхода пара при десорбции.
Рисунок 6.6 - Конструктивные схемы адсорберов
При проектировании или выборе конструкции адсорбера используют следующие исходные данные: объемный расход очищаемого газа (м/с), концентрацию удаляемой примеси (мг/м3
) и давление отходящих газов (Па). В результате расчета определяют необходимую массу адсорбента, конструктивные размеры, гидравлическое сопротивление аппарата и время защитного действия адсорбера [ ].
Электрофильтры
Метод электроосаждения (улавливания пыли в электрическом поле) заключается в следующем. Частицы пыли (или капельки влаги) сначала получают заряд от ионов газа, которые образуются в электрическом поле высокого напряжения, а затем движутся к заземленному осадительному электрозаряду. Попав на заземленный уловитель, частицы прилипают и разряжаются. Когда осадительный электрод обрастает слоем частиц, они стряхиваются под воздействием вибрации и собираются в бункере. Схема электрического осаждения пыли представлена на рисунке 6.7 [ ].
Электрофильтры применяются там, где необходимо очищать очень большие объемы газа и отсутствует опасность взрыва. Эти установки используются для улавливания

1 - источник электропитания; 2 - коронирующий электрод; 3 - осадительный электрод; 4 -ион газа; 5- частица пыли.
Рисунок 6.7 - Схема электрического осаждения пыли:
летучей золы на современных электростанциях, для улавливания пыли в цементной промышленности, а также в металлургии в мощных системах улавливания дыма, для пылеулавливания в системах кондиционирования воздуха и других смежных отраслях [ ].
Аппараты мокрого пылегазоулавливания
При очистке газов от частиц пыли и для переработки газообразных отходов с целью извлечения из них полезных компонентов или их обезвреживания успешно применяются методы и оборудование, основанные на принципах мокрого пылеулавливания.
Целесообразно сочетание сухой и последующей мокрой очистки, которая в свою очередь может сочетаться с адсорбционной доочисткой. Развитая поверхность контакта фаз способствует увеличению эффективности пылеулавливания. В промышленности используют мокрые пылеуловители (промыватели) капельного, пленочного и барботажного типов. Конструктивно аппараты могут быть полыми, тарельчатыми, механического и ударно-инерционного действия (ротоклоны), а также скоростного типа (трубы Вентури и другие инжекторы).
Необходимо стремиться к созданию мокрых промывателей с минимальным гидравлическим сопротивлением, работоспособных при низких расходах воды. Эффективность очистки пыли зависит от размеров улавливаемых частиц и от других свойств пыли. Необходимость концентрирования системы жидкость - твердое тело с возвратом очищенной воды на пылеулавливание, накопление в орошаемой жидкости растворимых компонентов пыли усложняет систему мокрого пылеулавливания. В общем виде процесс улавливания пыли мокрым методом представляется как перенос твердой фазы из газовой среды в жидкую и удаление последней из аппарата вместе с твердой фазой [ ]. В зависимости от формы контактирования фаз способы мокрой пылеочистки можно разделить на: 1 - улавливание в объеме (слое) жидкости; 2 - улавливание пленками жидкости; 3 - улавливание распыленной жидкостью в объеме газа (рисунок 6.8).

Рисунок 6.8 - Схемы основных способов мокрого пылеулавливания:
Скрубберы (газопромыватели)
При объемно-жидкостном способе поток запыленного газа пропускают через определенный объем жидкости. Для этой цели используют пенные пылеуловители с провальными тарелками или тарельчатые скрубберы, эффективность которых может достигать 90-95%. На рисунке 6.9 представлен тарельчатый скруббер.
Улавливание пыли пленками жидкости характеризуется тем, что контакт газа и жидкости происходит на границе двух сред без перемешивания. Захват (собственно улавливание) твердых частиц тонкими пленками жидкости происходит на поверхностях конструктивных элементов. К этой группе устройств относятся скрубберы с насадкой, мокрые циклоны, ротоклоны и т.п. На рисунке 6.10 показана схема пылеуловителя вентиляционного мокрого (ПВМ).
Улавливание пыли распыленной жидкостью заключается в том, что орошающая жидкость вводится в запыленный объем (поток) газа в распыленном или дисперсном виде.
Распыление орошающей жидкости производится с помощью форсунок под давлением или за счет энергии самого потока газа. Первый способ распыления используется в полых скрубберах (рисунок 6.11), второй - в турбулентных промывателях и скрубберах Вентури (рисунок 6.12).
 
| 1 - каплеуловитель; 2 - тарелка.
Рисунок 6.9 - Тарельчатый скруббер
|
1 - корпус; 2,4- перегородки;
3 - водоотбойник; 5 - каплеуловитель;
б - вентиляционный агрегат; 7 - устройство для регулирования уровня воды
Рисунок 6.10 - Пылеуловитель ПВМ
|
Скрубберы Вентури (сочетание трубы с каплеуловителем центробежного типа) обеспечивают очистку газов от частиц пыли практически любого дисперсного состава. В зависимости от физико-химических свойств улавливаемой пыли, состава и температуры газа выбирают режим работы скруббера Вентури. Скорость газа в горловине может быть 30-200 м/с, а удельное орошение 0,1-6 м3/м3
. Эффективность очистки от пыли зависит от гидравлического сопротивления. Скрубберы Вентури эффективно работают при допустимой запыленности очищаемых газов 30 г/м3
, предельной температуре очищаемого газа 400 °С, удельном орошении 0,5-2,5 м3/м3
и гидравлическом сопротивлении 6-12 кПа.
Характеристика труб типа ГВПВ (газопромыватель Вентури прямоточный высоконапорный) приведена в таблице 6.3. Конструкция часто дополняется каплеуловителем циклонного типа (КЦ7),
который обеспечивает улавливание капель при содержании жидкости не более 1 м3/м3
, температуре не выше 80°С, концентрации капельной влаги после сепарации 70 мг/м3
. Гидравлическое сопротивление 350 Па и производительность КЦТ 1700-82500 м3/ч.
 
| Рисунок 6.11 - Полый форсуночный скруббер
|
1 - каплеуловитель; 2 - диффузор;
3 - горловина; 4 - конфузор;
5 - устройство для подачи воды
Рисунок 6.12 Скруббер Вентури
|
Таблица 6.3 Технические характеристики скруббера Вентури
| Типоразмер
|
Объем газов на выходе, m'/m
|
Диаметр горловины, мм
|
Расход орошаемой жидкости, м3/ч
|
Давление жидкости перед форсункой, кПа
|
| ГВПВ-0,006
|
1700-3500
|
85
|
1,18-3,2
|
180-370
|
| ГВПВ-0,03
|
9320-18900
|
100
|
6,5-13
|
60-250
|
| ГВПВ-0,08
|
23460-47600
|
320
|
16,8-45
|
80-570
|
| ГВПВ-0,140
|
41400-84000
|
420
|
28,8-46
|
130-320
|
Скрубберы Вентури типа СВ-Кк (комплект скруббер-сепаратор, один или два) имеют следующие характеристики:
| Объем очищаемых газов, м3/ч
Расход орошаемой жидкости, м3/ч
Температура очищаемых газов, °С
Концентрация взвешенных частиц, мг/м3
Удельное орошение, м3
/м2
Гидравлическое сопротивление, кПа
|
50000-500000
65-400
до 120
до 10000
0,5-3,5
4-12
|
Созданы скрубберы центробежные, вертикальные, батарейные СЦВБ-20, обеспечивающие производительность по газу 9000-20000 м3/ч при температуре не выше 60 °С, запыленности не более 10 г/м3
и гидравлическом сопротивлении скрубберов 1,7 кПа.
Мокрую очистку газов с частицами 2-3 мкм можно проводить в скрубберах центробежного типа СЦВП, в которых жидкость дробится непосредственно запыленным газом. Шлам, оседающий в нижней части скруббера, выводится эрлифтом в контейнер, а осветленная жидкость вновь возвращается в скруббер. Производительность таких аппаратов 5000-20000 м /ч, допустимая запыленность 2 г/м3
, температура газов 80 "С, гидравлическое сопротивление 2,4 кПа, расход воды на очистку 0,05 м3/м3
.
Разработаны скрубберы ударно-инерционного типа с пылеуловителями вентиляционными мокрыми. Производительность таких скрубберов 3000-40000 м3/ч. Запыленность газов 10 г/м , гидравлическое сопротивление аппарата 0,8-2 кПа, расход воды 10-40 г на 1 м3
очищаемого воздуха.
Для химической очистки газов от соединений фтора с содержанием до 1 г/м3
можно рекомендовать скрубберы с шаровой подвижной насадкой и полые. Очистку производят растворами гидроксида или карбоната натрия.
Эффективность очистки газов от пыли зависит от дисперсности, плотности, склонности к слипанию, сыпучести, абразивности, смачиваемости, гигроскопичности, растворимости и др. Однако основным параметром при выборе пылеуловителя является размер частиц. Необходимо знать дисперсный состав пыли, задаваемый в виде таблиц или интегральных кривых. Гранулометрический состав большинства видов пыли подчиняется нормально логарифмическому закону распределения частиц по размерам. Степень очистки газов определяют по формуле: 
где х - диаметр частиц пыли, мкм; dso
-
диаметр частиц пыли, улавливаемых в аппарате на 50%; lg sr
-
стандартное отклонение в функции распределения частиц по размерам; lg sт
- стандартное отклонение в функции распределения фракционных коэффициентов очистки.
Интеграл Ф(х) табулирован. В.Н. Ужовым и др. составлена таблица для определения значений Ф(х), соответствующих разным значениям х [ ].
С достаточной точностью дисперсию (геометрическое стандартное отклонение) можно рассчитать по формуле:
 где d16
,
d64
- диаметры частиц с содержанием фракций меньше 16 и 84%.
Для нахождения значений lg sh
необходимо иметь опытные данные по очистке в пылеуловителях определенной конструкции двух видов различной пыли.
По номограмме (рисунок 6.13) определяют эффективность улавливания пыли в аппаратах мокрой очистки.
Номограмма построена для значений dm
и d50
пыли стандартной плотности rг
= 1000 кг/м3
. Пересчет значений dm
и d50
от реальной плотности rг
к стандартной производят по формуле:
 
Рисунок 6.13 - Номограмма для определения эффективности улавливания пыли в аппаратах мокрой очистки газов
Установлена зависимость степени пылегазоочистки от энергозатрат [ ]:
 где Кг-
удельная энергия соприкосновения, кДж/1000 м3
газов; b и к -
константы, определяемые из дисперсного состава пыли, позволяет рассчитать эффективность улавливания пыли. Вероятностно-энергетический метод расчета мокрых пылеуловителей основан на обобщенной зависимости:
 полученной для стандартной плотности пыли рг = 1000 кг/м3
и вязкости газов mr
=18*10-6
Пас.
Эта зависимость может быть использована для выбора способов очистки и принципиальной конструкции скрубберов.
Для очистки или обезвреживания газообразных отходов или технологических газов с целью извлечения из них сопутствующих (полезных) газообразных компонентов широко используют метод абсорбции.
Абсорбция основана на непосредственном взаимодействии газов с жидкостями. Различают физическую абсорбцию, основанную на растворении газа в жидкости, и хемосорбцию,
в основе которой лежит химическая реакция между газом и жидким поглотителем.
Абсорбционной очистке подвергают газообразные отходы, содержащие один или несколько извлекаемых компонентов. В зависимости от используемого абсорбента (таблица 6.4) и его селективности можно выделить либо один компонент, либо последовательно несколько. В результате абсорбции получают очищенный газ и насыщенный раствор, который должен быть легко регенерируемым с целью извлечения из него полезных газов и возвращения его на стадию абсорбции [ ].
Таблица 6.4 Абсорбенты, применяемые для очистки отходящих газов
| Поглощаемые компоненты
|
Абсорбенты
|
| 1
|
2
|
| Оксиды азота N2
Оз, NO5
|
Вода,, водные растворы и суспензии: NaOH, Na2
C03
, NaHCO3
, КОН, К2
СОз, КНСОз, Са(ОН)2
, СаСОз, Мg(ОН)2
, МgСОз, Ва(ОН)2
, ВаСОз, NН4
HСОз
|
| Оксид азота NO
|
Растворы FeCl2
, FeSO4
, Na2
S2
03
, NaHCO3
,Na2
S0з, NaHS03
|
| Диоксид серы SO2
|
Вода, водные растворы: Na2
SO3
(18-25%-ные), NH40H (5-15%-ные), Са(ОН)2
Na2
C03
(15-20%-ные), NaOH (15-25%-ные), КОН, (NH4
)2
SO3
(20-25%-ные), ZnS03
, К2
СОз: суспензии СаО, МgО, СаСО3
, ZnO, золы; ксилидин - вода в соотношении 1:1, диметиланилинС6Нз(СНз)2
NН2
|
| Сероводород H2
S
|
Водный растворNa2
СОз+Nа3
АsО4
(Nа2
НАsОз); водный раствор Аs2
О3
(8-10 г/л)+NНз (1,2-1,5 г/л)+(NН4)3АsОз (3,5-6 г/л); моноэтаноламин (10-15%-ный раствор); растворы К3
РО4
(40-50%-ный раствор); растворы К3
Р04
(40-50%-ные), NH4
OH, К2
СОз, CaCN2
, натриевая соль антрахинондисульфокислоты
|
| Оксид углерода СО
|
Жидкий азот; медно-аммиачные растворы [Сu(NНз)]nх хСОСН
|
Продолжение таблицы 6.4
| 1
|
2
|
| Диоксид углерода С02
|
Водные растворы Na2
C03
, К2
СОз, NaOH, КОН, Ca(OH)2
, NH4OH, этаноламины RNH2
, R2
NH4
|
| Хлор Cl2
|
Растворы NaOH, КОН, Са(ОН)2
, Na2
C03, К2
СОз, МgСОз, СаСОз, Na2
S2
03
; тетрахлоридметан CCI4
|
| Хлористый водород НСl
|
Вода, растворы NaOH, КОН, Ca(OH)2
, Na2
C03
, К2СОз
|
| Соединения фтора
HF, SiF4
|
Na2
C03
, NaOH, Са(ОН)2
|
Требования, которым должна удовлетворять абсорбционная аппаратура, вытекают из физического представления явлений массопереноса в системах газ - жидкость. Так как процесс массопереноса протекает на поверхности раздела фаз, то в конструкциях аппаратов необходимо ее максимально развивать.
Для поверхностных абсорберов характерным является конструктивно образованная поверхность, по которой в пленочном режиме стекает абсорбент (жидкость). Наиболее распространенной конструкцией таких противоточных абсорберов являются хорошо известные насадочные. В качестве насадки применяют кольца Рашига, кольца Палля, седла Берля и другую насадку. Насадочные аппараты сложны, так как необходимо создать опорную решетку, оросители, обеспечить эффективное улавливание капель абсорбента.
В распиливающих абсорберах межфазная поверхность образуется мелкими каплями путем дробления, распыления жидкости. В объеме аппарата с помощью форсунок создаются капли, контактирующие с газовым потоком.
В механических абсорберах жидкость распыляется в результате подвода извне механической энергии, например, вращения валков или специальных распылителей. Эти конструкции достаточно сложны.
В поверхностных и распыливающих абсорберах сплошной фазой является газ, а распределенной - жидкость. В барботажных абсорберах в сплошном потоке жидкости распределяется газ, что достигается на так называемых тарелках. Режим, в котором работают такие абсорберы, называют барботажным.
При создании промышленных систем очистки газов абсорбционными методами необходимо различать схемы с одно- и многократным использованием абсорбента. В последней схеме абсорбция сочетается с десорбционными процессами. Однократное использование абсорбента характерно для процессов с низкой стоимостью поглотителя или когда после поглощения образуется готовый (целевой) продукт. Так как в очищаемом газе содержится незначительное количество улавливаемого компонента, то осуществляется циркуляция абсорбента, но без его регенерации.
Расчет процессов абсорбции основывается на материальном балансе, из которого определяют расходные параметры по абсорбенту и размеры аппаратов. Объем очищаемого газа Gi известен, известна также и начальная концентрация поглощаемого компонента в газовом потоке yi и в абсорбенте, подаваемом на очистку, x1
. Необходимо знать конечную концентрацию x2
абсорбента, то есть степень насыщения потока абсорбента L поглощаемым компонентом. Тогда количество поглощаемого компонента Gk
определяют по формуле: 
где у2 - концентрация компонента в отходящем газовом потоке. Общее уравнение материального баланса имеет вид: 
Конечное содержание поглощаемого компонента у2 в газовом потоке должно быть согласовано с равновесной концентрацией его в жидкости, которую определяют по формуле:
 где Хг* -
равновесная концентрация компонента в жидкости, отвечающая его содержанию в газовой фазе у2; т -
константа фазового равновесия (константа Генри).
Определение эффективности реальных аппаратов должно быть основано на кинетических закономерностях процессов массопередачи, что можно записать через скорость растворения газа в жидкости за время через поверхность контакта фаз F, м2
:
 Каждая из независимых переменных (К -
коэффициент массопередачи и А -
движущая сила процесса) зависит от многих параметров (технологических режимов, конструкций аппаратов) и может измеряться в различных единицах. Широко применяют выражение для коэффициента массопередачи Ks как отношение его к площади поверхности контакта фаз или к площади насадки, тарелки. Если при этом движущая сила выражена через дельта, кг/м3
, то единица измерения Ks - м/с.
Коэффициент массопередачи относят также к объему аппарата, получая объемный коэффициент массопередачи Кv, с-1
или ч-1
: 
где а - удельная поверхность контакта фаз.
Так как интенсивность переноса массы в газовой фазе (частный коэффициент массоотдачи вг) и в жидкой (частный коэффициент массоотдачи рж) различна, то значение bг
и bж
определяют по разным зависимостям, и их соотношение для различных процессов также различно. Тогда выражение общего коэффициента массопередачи через частные имеет вид: 
Соотношение между 1/bг
и 1/mbж
позволяет определить долю сопротивления в газовой и жидкой фазе в зависимости от т, зависящей от абсорбента, степени его насыщения, температуры и др.
Значения bг
и bж
находят по экспериментальным зависимостям, рекомендуемым для определенных конструкций массообменных аппаратов.
В случае прямолинейной равновесной зависимости и постоянства рг
и pж
по высоте абсорбера количество переданной массы
 или или 
Последнее выражение называют числом единиц переноса. По аналогии с записью коэффициентов массопередачи можно записать 
где Nг
и Nж
- число единиц переноса в газовой и жидкой фазах соответственно.
Число единиц переноса через объемные коэффициенты массопередачи:
 где Van
-
объем аппарата; S - площадь поперечного сечения; Н -
высота аппарата.
Тогда высота аппарата

причем G/(Kv) отвечает высоте аппарата, для которого число единиц переноса равно единице и называется высотой единицы переноса.
Число единиц переноса N можно определить графически. Площадь, ограниченная кривой на таком графике, соответствует общему числу единиц переноса, а угол ее наклона позволяет определить константы b и к.
Существенным недостатком сорбционных методов очистки (абсорбционных и адсорбционных) выбросных газов является необходимость многократной регенерации поглощающих растворов или частичной замены твердого сорбента, что значительно усложняет технологическую схему, увеличивает капитальные вложения и затраты на эксплуатацию.
Комбинированные методы и аппаратура очистки газов
Комбинированные методы и аппаратура очистки газов являются весьма экономичными и наиболее высокоэффективными. Рассмотрим конструкции аппаратов и технологическую схему очистки на примере очистки запыленного воздуха и газов стекольного производства.
Для обеспыливания процессов сушки, измельчения, просеивания, смешивания и транспортирования сырьевых материалов разработан гидродинамический пылеуловитель ГДП-М (рисунок 6.14) производительностью по очищаемому воздуху от 3000 до 40000 м3/ч. Принцип работы аппарата основан на барботаже запыленного воздуха (газа) через слой пены, образующейся на газораспределительной решетке. Решетка при этом погружена в пылесмачивающую жидкость. Запыленный газ поступает в подрешеточное пространство и, вытеснив на решетку часть воды, образует на ней слой высокотурбулентной пены. Пройдя через отверстия, газ очищается от пыли в момент контакта с пылесмачивающей жидкостью. Очищенный газовый поток поступает в центробежный каплеотделитель, а затем выбрасывается в атмосферу. Пылеуловитель имеет следующие характеристики:
| Производительность, м3/ч
Удельная нагрузка по газу, м3/(м2ч)
Гидравлическое сопротивление. Па Температура очищаемых газов, °С
Расход воды на очистку 1000 м3
газа, л
Установочный объем, м3
Масса, кг
|
3000-40000
6500
1400-1900
до 300
15-50
2,5
120
|
Аппарат ГДП-М максимальной эффективностью обладает на второй ступени очистки (после циклонов) газов от мелкодисперсной пыли.

1 - входной патрубок; 2 - газораспределительная решетка; 3 - корпус; 4 -каплеотделитель; 5 - выходной патрубок; 6 - регулятор подачи воды; 7 - разгрузочное устройство.
Рисунок 6.14 - Гидродинамический пылеуловитель ГДП-М:
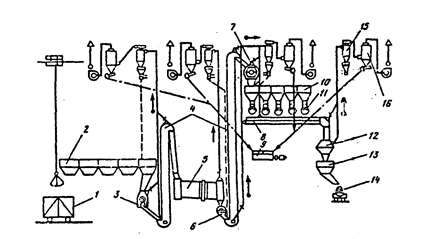
1 - железнодорожный вагон; 2 - приемный бункер; 3 - щековая дробилка;
4 - элеватор; 5 - сушильный барабан; б - дробилка; 7 - ситобурат;
8 - ленточный конвейер; 9 - отстойник; 10 - бункер сырья; 11 - весы:
12 - смеситель шихты; 13 - бункер шихты; 14 - дюбель; 15 - циклон ЦН-15;
16- пылеуловитель ГДП-М.
Рисунок 6.15 - Схема очистки технологических выбросов
На рисунке 6.15 показан один из вариантов принципиальной схемы комплексной очистки технологических выбросов составных цехов (дозировочно-смесительных отделений). Уловленная циклоном пыль возвращается в расходный бункер соответствующего сырьевого материала. Шлам, образующийся при работе мокрого пылеуловителя, отстаивается и высушивается, после чего может использоваться как добавка к шихте после соответствующей корректировки ее состава. Осветленная вода из отстойника возвращается для повторного использования в пылеуловитель.
6.2 Обоснование выбора методов и технологической схемы
очистки выбросов цеха литья пластмасс от вредных примесей
Произведя расчеты выбросов цеха литья из пластмасс в разделе 4.1 настоящего дипломного проекта, были установлены качественные и количественные параметры вредных веществ в выбросах при литье пластмасс (таблица 4.1).
Сравнив данные расчетов выбросов за 2002 год и предельно-допустимые выбросы, установленные для цеха при разработке проекта ПДВ для предприятия, выяснилось, что превышение ПДВ происходит по валовым выбросам пыли органической:
- пыль полиамида в 5 раз;
- пыль полипропилена в 12 раз;
- пыль полистирола – 8 раз.
Превышение ПДВ по газовым выбросам незначительно, поэтому разработка и внедрение систем очистки газов не представляется необходимой.
Рассмотрев различные способы очистки промышленных выбросов и на основании выше приведенных данных, учитывая небольшие масштабы производства предлагается в цехе литья из пластмасс установить новые сети принудительной воздушной вентиляции (включая, местные отсосы на рабочих местах) с установкой циклона, типа ЦОЛ.
Эффективность циклона ЦОЛ составляет 70 – 85 % [ , стр.48].
После очистки концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно.
6.3 Описание технологической схемы очистки выбросов
цеха литья пластмасс
В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к переработке.
Исходя из многочисленности оборудования, его расстановки на территории цеха, целесообразнее было разделить воздухопроводы на 2 сети, расположенные на 3 метрах над уровнем пола цеха.
Процесс движения воздуха осуществляет вентилятор, подобранный по расходу воздуха в сети и ориентировочному давлению вентилятора.
Загрязненный воздух от термопластавтомата удаляется через вытяжной зонт установленный в зоне впрыска ротора инжекции и по сети воздухопровода тангенциально попадает через входную трубу циклона в его корпус.
В результате действия центробежных сил частицы пыли перемещающиеся в пристенную область корпуса циклона, участвуют в нисходящем вращательном движении газового потока и вместе с частью газов попадают через пылевыпускное отверстие в бункер циклона. В бункере циклона частицы пыли отделяются от газов под действием сил инерции, возникающих из-за того, что газы изменяют направление своего движения на 1800
. После этого часть газов, попавшая в бункер циклона, возвращается в корпус циклона через центральную часть пылевыпускного отверстия, образуя восходящий вращательный вихрь. Очищенные газы удаляются из корпуса циклона через выхлопную трубу.
К нижней части бункера присоединяется пылевой затвор, при помощи которого происходит удаление массы пыли из аппарата.
6.4 Подбор и расчет технологического оборудования
Вентиляционную систему из-за многочисленности источников выбросов загрязняющих веществ целесообразнее разделить на две сети для повышения эффективности очистки вентсистемы от загрязняющих веществ.
6.4.1 Подбор и расчет технологического оборудования
сети №1 вентсистемы цеха литья из пластмасс
Участок АБ
По расходу воздуха Q, скорости воздушного потока V, по номограмме [ , стр.322], определяем диаметр воздухопровода Д:
Q = 1800 м3
/ч
Vрек
= Vфакт
= 9 м/с
Дрек
= 200 мм
Дфакт
= 280 мм
1 Длина конфузора Lк
:
Lк
= ( b – Д) / (2 tg a/2), мм (6.22)
где: b - наибольший длина стороны конфузора, мм;
Д – фактический диаметр воздухопровода, мм;
a - угол раскрытия конфузора; принимаем a = 600
Lк
= ( 500 – 280) / (2 tg 60/2) = 256,5 мм
2 Длина отвода 1 – Lо1
:
p х a х n х Д
Lо
= -----------------, мм (6.23)
1800
где: - угол поворота отвода;
Rк
n = ----- = 1 ¸3 » 2 (6.24)
Д
3,14 х 90 х 2 х 280
Lо
= -------------------------- = 879,2 мм
1800
3 Длина отвода №2 – Lо2
: a = 900
Lо2
= Lо1
, т.к. a1
=a2
= 900
Lо2
= 879,2 мм
4 Общая длина участка АБ – LАБ
:
LАБ
= Lк
+ 1150 + Lо1
+ 2200 + Lо2
+ 2750 =
256,5 + 1150 + 879,2 + 2200 + 879,2 + 2750 = 8114,9 мм = 8,12 м
5 Сопротивление участка - xАБ
:
xАБ
= xк
+ xо1
+ xо2
+ xТп
а) xк
: Lк
/Д = 256,5 / 280 = 0,9 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
г) xТп
: VБб
/ VАБ
= 9,7 / 9,8 » 1 ДАБ
/ ДБб
= 280 / 250 » 1, по [ , стр.330]:
xТп
=0,45
xАБ
= 0,11 + 0,15 + 0,15 + 0,45 = 0,86
6 Потери давления на участке АБ – НАБ
:
НАБ
= LАБ
х R + xАБ
х Ндоп
, Па (6.25)
где: R и Ндоп
– находятся по номограмме: R = 2,69 Па/м
Ндоп
= 53,08 Па
НАБ
= 8,12 х 2,69 + 0,86 х 53,08 = 67,49 Па
Участок Бб:
Q = 1450 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,7 м/с
Дрек
= 200 мм Дфакт
= 250 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 250) / (2 tg 60/2) = 217,4 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 250
Lо1
= -------------------------- = 785 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 250
Lо2
= -------------------------- = 523,3 мм
1800
4 Общая длина участка Бб – LБб
:
LБб
= Lк
+ 1030 + Lо1
+ 2200 + Lо2
=
217,4 + 1030 + 785 + 2200 + 523,3 = 4755,7 мм = 4,76 м
5 Сопротивление участка - xБб
:
xБб
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 217,4 / 250 = 0,86 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VБб
/ VАБ
= 9,7 / 9,8 » 1 ДАБ
/ ДБб
= 280 / 250 » 1, по [ , стр.330]:
xТб
=0,15
xБб
= 0,11 + 0,15 + 0,12 + 0,15 = 0,53
6 Потери давления на участке Бб – НБб
:
НБб
= LБб
х R + xБб
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3,64 Па/м
Ндоп
= 53,08 Па
НБб
= 4,76 х 3,64 + 0,53 х 53,08 = 45,46 Па
Участок БВ:
Q = 1800 + 1450 = 3250 м3
/ч
Vрек
= 9,5 м/с Vфакт
= 9,7 м/с
Дрек
= Дфакт
= 355 мм
1 Общая длина участка БВ – LБВ
:
LБВ
= 2000 мм = 2 м
2 Сопротивление участка - xБВ
:
xБВ
= xТп
а) xТп
: VВв
/ VБВ
= 9,9 / 9,7 = 1,02 » 1
ДБВ
/ ДБб
= 355 / 280 = 1,26 » 1,3 , по [ , стр.330]: xТп
=0,2
xБВ
= 0,2
3 Потери давления на участке БВ – НБВ
:
НБВ
= LБВ
х R + xБВ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,57 Па/м
Ндоп
= 57,72 Па
НБВ
= 2 х 2,57 + 0,2 х 57,72 = 16,684 Па
Участок Вв:
Q = 1800 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,9 м/с
Дрек
= 200 мм Дфакт
= 280 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 280) / (2 tg 60/2) = 256,5 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 280
Lо1
= -------------------------- = 879,2 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 280
Lо2
= -------------------------- = 586,13 мм
1800
4 Общая длина участка Вв – LВв
:
LВв
= Lк
+ 1050 + Lо1
+ 2200 + Lо2
=
256,5 + 1050 + 879,2 + 2200 + 586,13 = 4971,83 мм = 4,97 м
5 Сопротивление участка - xВв
:
xВв
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 256,5 / 280 = 0,9 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VВв
/ VБВ
= 9,9 / 9,7 » 1 ДБВ
/ ДВв
= 355 / 280 » 1,3 , по [ , стр.330]:
xТб
=0,34
xВв
= 0,11 + 0,15 + 0,12 + 0,34 = 0,72
6 Потери давления на участке Вв – НВв
:
НВв
= LВв
х R + xВв
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3 Па/м
Ндоп
= 60,04 Па
НВв
= 4,97 х 3 + 0,72 х 60,04 = 58,14 Па xВв
= 0,11 + 0,15 + 0,12 + 0,34 = 0,72
Участок ВГ
Q = 3250 + 1450 = 4700 м3
/ч
Vрек
= 10 м/с Vфакт
= 10,4 м/с
Дрек
= Дфакт
= 400 мм
1 Общая длина участка ВГ – LВГ
:
LВГ
= 3200 мм = 3,2 м
2 Сопротивление участка - xВГ
:
xВГ
= xТп
а) xТп
: VГг
/ VВГ
= 9,7 / 10,4 = 0,93
ДВГ
/ ДГг
= 400 / 250 = 1,6, по [ , стр.330]: xТп
=0,27
xВГ
= 0,27
3 Потери давления на участке ВГ – НВГ
:
НВГ
= LВГ
х R + xВГ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,2 Па/м
Ндоп
= 57,72 Па
НВГ
= 3,2 х 2,2 + 0,27 х 57,72 = 22,62 Па
Участок Гг
Q = 1450 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,7 м/с
Дрек
= 200 мм Дфакт
= 250 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 250) / (2 tg 60/2) = 217,4 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 250
Lо1
= -------------------------- = 785 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 250
Lо2
= -------------------------- = 523,3 мм
1800
4 Общая длина участка Гг – LГг
:
LГг
= Lк
+ 650 + Lо1
+ 2200 + Lо2
=
217,4 + 650 + 785 + 2200 + 523,3 = 4375,7 мм = 4,38 м
5 Сопротивление участка - xГг
:
xГг
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 217,4 / 250 = 0,86 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VГг
/ VВГ
= 9,7 / 10,4 = 0,93 ДВГ
/ ДГг
= 400 / 250 = 1,6 , по [ , стр.330]:
xТб
= -0,1
xГг
= 0,11 + 0,15 + 0,12 –0,1 = 0,28
6 Потери давления на участке Гг – НГг
:
НГг
= LГг
х R + xГг
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3,64 Па/м
Ндоп
= 53,08 Па
НГг
= 4,38 х 3,64 + 0,28 х 53,08 = 30,8 Па
Участок ГД
Q = 4700 + 1450 = 6150 м3
/ч
Vрек
= 10,5 м/с Vфакт
= 10,6 м/с
Дрек
= Дфакт
= 450 мм
1 Общая длина участка ГД – LГД
:
LГД
= 1800 мм = 1,8 м
2 Сопротивление участка - xГД
:
xГД
= xТп
а) xТп
: VДд
/ VГД
= 9,7 / 10,6 = 0,92
ДГД
/ ДДд
= 450 / 250 = 1,8, по [ , стр.330]: xТп
=0,13
xГД
= 0,13
3 Потери давления на участке ГД – НГД
:
НГД
= LГД
х R + xГД
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,44 Па/м
Ндоп
= 68,94 Па
НГД
= 1,8 х 2,44 + 0,13 х 68,94 = 13,35 Па
Участок Дд
Q = 1450 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,7 м/с
Дрек
= 200 мм Дфакт
= 250 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 250) / (2 tg 60/2) = 217,4 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 250
Lо1
= -------------------------- = 785 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 250
Lо2
= -------------------------- = 523,3 мм
1800
4 Общая длина участка Дд – LДд
:
LДд
= Lк
+ 650 + Lо1
+ 2200 + Lо2
=
217,4 + 650 + 785 + 2200 + 523,3 = 4375,7 мм = 4,38 м
5 Сопротивление участка - xДд
:
xДд
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 217,4 / 250 = 0,86 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VДд
/ VГД
= 9,7 / 10,6 = 0,92 ДГД
/ ДДд
= 450 / 250 = 1,8 , по [ , стр.330]:
xТб
= -0,17
xДд
= 0,11 + 0,15 + 0,12 –0,17 = 0,21
6 Потери давления на участке Дд – НДд
:
НДд
= LДд
х R + xДд
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3,64 Па/м
Ндоп
= 53,08 Па
НДд
= 4,38 х 3,64 + 0,21 х 53,08 = 27,09 Па
Участок ДИ
Q = 6150 + 1450 = 7600 м3
/ч
Vрек
= 11 м/с Vфакт
= 10,2 м/с
Дрек
= Дфакт
= 500 мм
1 Длина отвода – Lо
: a = 600
3,14 х 60 х 2 х 500
Lо
= -------------------------- = 1046,6 мм
1800
2 Общая длина участка ДИ – LДИ
:
LДИ
= 3800 + Lо
= 3800 + 1046,6 = 4846,6 мм = 4,85 м
3 Сопротивление участка - xДИ
:
xДИ
= xо
+ xТп
а) xо
: a = 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
б) xТп
: VДИ
/ VЖИ
= 10,2 / 9,5 = 1,07
ДЖИ
/ ДДИ
= 315 / 500 = 0,63, по [ , стр.330]: xТп
=0,23
xДИ
= 0,12 + 0,23 = 0,35
4 Потери давления на участке ДИ – НДИ
:
НДИ
= LДИ
х R + xДИ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,1 Па/м
Ндоп
= 66,36 Па
НДИ
= 4,85 х 2,1 + 0,35 х 66,36 = 33,42 Па
Участок ЕЖ
Q = 1200 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,85 м/с
Дрек
= 200 мм Дфакт
= 225 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 225) / (2 tg 60/2) = 239,1 мм
2 Длина отвода 1 – Lо
: a = 900
3,14 х 90 х 2 х 225
Lо
= -------------------------- = 706,5 мм
1800
3 Общая длина участка ЕЖ – LЕЖ
:
LЕЖ
= Lк
+ 1000 + Lо
+ 2400 =
239,1 + 1000 + 706,5 + 2400 = 4345,6 мм = 4,35 м
5 Сопротивление участка - xЕЖ
:
xЕЖ
= xк
+ xо
+ xТп
а) xк
: Lк
/Д = 239,1 / 225 = 1,06 » 1 по [ , стр. 332]: xк
= 0,11
б) xо
: a = 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xТп
: VЖж
/ VЕЖ
= 9,85 / 9,85 = 1 ДЕЖ
/ ДЖж
= 225 / 225 = 1 , по [ , стр.330]:
xТп
= 0,45
xЕЖ
= 0,11 + 0,15 + 0,45 = 0,71
6 Потери давления на участке ЕЖ – НЕЖ
:
НЕЖ
= LЕЖ
х R + xЕЖ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 4,11 Па/м
Ндоп
= 59,46 Па
НЕЖ
= 4,35 х 4,11 + 0,71 х 59,46 = 60,1 Па
Участок Жж
Q = 1200 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,85 м/с
Дрек
= 200 мм Дфакт
= 225 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 225) / (2 tg 60/2) = 239,1 мм
2 Длина отвода 1 – Lо
: a = 600
3,14 х 60 х 2 х 225
Lо
= -------------------------- = 471 мм
1800
3 Общая длина участка Жж – LЖж
:
LЖж
= Lк
+ 1000 + Lо
=
239,1 + 1000 + 471 = 1710,1 мм = 1,71 м
4 Сопротивление участка - xЖж
:
xЖж
= xк
+ xо
+ xТб
а) xк
: Lк
/Д = 239,1 / 225 = 1,06 » 1 по [ , стр. 332]: xк
= 0,11
б) xо
: a = 600
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,12
в) xТп
: VЖж
/ VЕЖ
= 9,85 / 9,85 = 1 ДЕЖ
/ ДЖж
= 225 / 225 = 1 , по [ , стр.330]:
xТб
= 0,15
xЖж
= 0,11 + 0,12 + 0,15 = 0,38
5 Потери давления на участке Жж – НЖж
:
НЖж
= LЖж
х R + xЖж
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 4,11 Па/м
Ндоп
= 59,46 Па
НЕЖ
= 1,71 х 4,11 + 0,38 х 59,46 = 29,6 Па
Участок ЖИ
Q = 1200 + 1200 = 2400 м3
/ч
Vрек
= Vфакт
= 9,5 м/с
Дрек
= Дфакт
= 315 мм
1 Общая длина участка ГД – LГД
:
LГД
= 800 мм = 0,8 м
2 Сопротивление участка - xЖИ
:
xЖИ
= xТп
а) xТп
: VДИ
/ VЖИ
= 10,2 / 9,5 = 1,07
ДЖИ
/ ДДИ
= 315 / 500 = 0,63, по [ , стр.330]: xТп
=0,37
xЖИ
= 0,37
3 Потери давления на участке ЖИ – НЖИ
:
НЖИ
= LЖИ
х R + xЖИ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,6 Па/м
Ндоп
= 55,4 Па
НЖИ
= 0,8 х 2,6 + 0,37 х 55,4 = 22,578 Па
Участок ИК
Q = 7600 + 2400 = 10 000 м3
/ч
Vрек
= 11,5 м/с Vфакт
= 11,6 м/с
Дрек
= Дфакт
= 560 мм
1 Общая длина участка ИК – LИК
:
LИК
= 1950 мм = 1,95 м
2 Сопротивление участка - xИК
:
xИК
= xТп
а) xТп
: VКк
/ VИК
= 9,85 / 11,6 = 0,85
ДИК
/ ДКк
= 560 / 225 = 2,48, по [ , стр.330]: xТп
=0,15
xИК
= 0,15
3 Потери давления на участке ИК – НИК
:
НИК
= LИК
х R + xИК
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,03 Па/м
Ндоп
= 68,94 Па
НИК
= 1,95 х 2,03 + 0,15 х 68,94 = 14,3 Па
Участок Кк
Q = 1200 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,85 м/с
Дрек
= 200 мм Дфакт
= 225 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 225) / (2 tg 60/2) = 239,1 мм
2 Длина отвода 1 – Lо
: a = 600
3,14 х 60 х 2 х 225
Lо
= -------------------------- = 471 мм
1800
3 Общая длина участка Кк – LКк
:
LКк
= Lк
+ 1000 + Lо
=
239,1 + 1000 + 471 = 1710,1 мм = 1,71 м
4 Сопротивление участка - xКк
:
xКк
= xк
+ xо
+ xТб
а) xк
: Lк
/Д = 239,1 / 225 = 1,06 » 1 по [ , стр. 332]: xк
= 0,11
б) xо
: a = 600
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,12
в) xТп
: VКк
/ VИК
= 9,85 / 11,6 = 0,85 ДИК
/ ДКк
= 560 / 225 = 2,48 , по [ , стр.330]:
xТб
= -0,4
xКк
= 0,11 + 0,12 - 0,4 = -0,17
5 Потери давления на участке Кк – НКк
:
НКк
= LКк
х R + xКк
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 4,11 Па/м
Ндоп
= 59,46 Па
НКк
= 1,71 х 4,11 + (-0,17) х 59,46 = -3,08 Па
Участок КЛ
Q = 10 000 + 1200 = 11 200 м3
/ч
Vрек
= Vфакт
= 12 м/с
Дфакт
= 555 мм
1 Длина отвода №1 – Lо1
: a = 900
3,14 х 90 х 2 х 555
Lо1
= -------------------------- = 1742,7 мм
1800
2 Длина отвода №2 – Lо2
: a = 900
3,14 х 90 х 2 х 555
Lо2
= -------------------------- = 1742,7 мм
1800
3 Длина конфузора Lк
: т.к. диаметр патрубка больше, чем сечение входной трубы циклона, то длину конфузора зададим теоретически:
Lк
= 100 мм
4 Общая длина участка КЛ – LКЛ
:
LКЛ
= 1000 + Lо1
+ 2000 + Lо2
+ 700 + Lк
=
= 1000 + 1742,7 + 2000 + 1742,7 + 700 + 100 = 7285,2 мм = 7,29 м
3 Сопротивление участка - xКЛ
:
xКЛ
= xо1
+ xо2
+ xк
а) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
б) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
в) xк
: Lк
/Д = 100 / 555 = 0,18 по [ , стр. 332]: xк
= 0,18
xКЛ
= 0,15 + 0,15 + 0,18 = 0,48
4 Потери давления на участке КЛ – НКЛ
:
НКЛ
= LКЛ
х R + xКЛ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,95 Па/м
Ндоп
= 88,2 Па
НКЛ
= 7,29 х 2,95 + 0,48 х 88,2 = 63,85 Па
Расчет циклона
1 Расход воздуха циклона - Qц
:
По суммарному расходу воздуха определим расход воздуха циклона:
Qц
= Qi
х (1 + Кпод
), м3
/ч (6.26)
где: Qi
– количество отсасываемого воздуха в каждой машине, м3
/ч;
Кпод
– коэффициент подсоса воздуха в воздухопроводах; Кпод
= 0,05
Qц
= (1800 + 1450 + 1800 + 1450 + 1450 + 1200 + 1200 + 1200) х 1,05 =
= 11 550 м3
/ч
2 Сопротивление циклона - Нц
:
ρ х V2
вх
Нц
= xц
-------------, Па (6.27)
2
где: xц
– коэффициент сопротивления циклона, который зависит от типа циклона; xц
= 4,0
ρ – плотность воздуха; ρ = 1,2 кг/м3
V2
вх
– входная скорость воздуха в циклон, м/с;
Нц
= 4,0 х (1,2 х 122
) / 2 = 345,6 Па
Участок МН
Q = 11 550 м3
/ч
Vрек
= Vфакт
= 12,5 м/с
Дфакт
= 555 мм
1 Длина отвода №1 – Lо1
: a = 900
3,14 х 90 х 2 х 555
Lо1
= -------------------------- = 1742,7 мм
1800
2 Длина отвода №2 – Lо2
: a = 900
3,14 х 90 х 2 х 555
Lо2
= -------------------------- = 1742,7 мм
1800
3 Длина отвода №3 – Lо3
: a = 900
3,14 х 90 х 2 х 555
Lо2
= -------------------------- = 1742,7 мм
1800
4 Длина диффузора Lд
: расчет ведется по формуле расчета конфузора:
Lд
= ( 890 – 555) / (2 tg 60/2) = 291,3 мм
5 Общая длина участка МН – LМН
:
LМН
= 200 + Lо1
+ 2500 + Lо2
+ 4300 + Lо3
+ 500 + Lд
=
= 200 + 1742,7 + 2500 + 1742,7 + 4300 + 1742,7 + 500 + 291,3 = 13 019,4 мм =
=13,02 м
6 Сопротивление участка - xМН
:
xМН
= xо1
+ xо2
+ xо3
+ xд
а) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
б) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
в) xо3
: a3
= 900
Rк
= 2Д, то по [ , стр.329]: xо3
= 0,15
г) xд
: F / f = 890 / 555 = 1,48 ≈ 1,5 и a = 450
по [ , стр. 329]: xк
= 0,13
xМН
= 0,15 + 0,15 + 0,15 + 0,13 = 0,58
7 Потери давления на участке МН – НМН
:
НМН
= LМН
х R + xМН
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3,175 Па/м
Ндоп
= 95,85 Па
НМН
= 13,02 х 3,175 + 0,58 х 95,85 = 96,933 Па
Расчет вентилятора:
1 Суммарные потери давления – Нвент
:
Нвент
= ∑Нпот
(6.28)
Нвент
= 67,49 + 45,46 + 16,684 + 58,14 + 22,62 + 30,8 + 13,35 + 27,09 + 33,42 + 60,1 + 29,6 + 22,578 + 14,3 – 3,08 + 63,85 + 96,933 = 599,34 Па
2 По [ , стр.341] выбираем вентилятор по давлению и расходу воздуха с наибольшим кпд – Ц4-70 №5, кпд: ηв
= 0,8
3 Определение мощности на валу электродвигателя вентилятора - Nв
:
Qобщ
х Нвент
Nв
= ------------------------------------- , кВт (6.29)
3600 х ηв
х ηп
х ηподш
х 1000
где: ηп
– кпд передачи (клиноременная); ηп
= 0,97 ¸ 0,99
ηподш
– кпд подшипника (качения); ηподш
= 0,98 ¸ 0,99
Nв
= (11 550 х 599,34) / (3600 х 0,8 х 0,98 х 0,985 х 1000) = 2,5 кВт
4 Установочная мощность – Nуст
:
Nуст
= К х Nв
, кВт
Где: К – коэффициент запаса мощности; К=1,15
Nуст
= 1,15 х 2,5 = 2,87 кВт
6.4.1 Подбор и расчет технологического оборудования
сети №2 вентсистемы цеха литья из пластмасс
Участок АБ
По расходу воздуха Q, скорости воздушного потока V, по номограмме [ , стр.322], определяем диаметр воздухопровода Д:
Q = 2450 м3
/ч
Vрек
= Vфакт
= 9 м/с
Дрек
= 200 мм
Дфакт
= 320 мм
1 Длина конфузора Lк
:
Lк
= ( b – Д) / (2 tg a/2), мм
где: b - наибольший длина стороны конфузора, мм;
Д – фактический диаметр воздухопровода, мм;
a - угол раскрытия конфузора; принимаем a = 600
Lк
= ( 500 – 320) / (2 tg 60/2) = 221,7 мм
2 Длина отвода 1 – Lо1
:
3,14 х 90 х 2 х 320
Lо
= -------------------------- = 1004,8 мм
1800
3 Длина отвода №2 – Lо2
: a = 900
Lо2
= Lо1
, т.к. a1
=a2
= 900
Lо2
= 1004,8 мм
4 Общая длина участка АБ – LАБ
:
LАБ
= Lк
+ 790 + Lо1
+ 2900 + Lо2
+ 700 =
221,7 + 790 + 1004,8 + 2900 + 1004,8 + 700 = 6621,3 мм = 6,6 м
5 Сопротивление участка - xАБ
:
xАБ
= xк
+ xо1
+ xо2
+ xТп
а) xк
: Lк
/Д = 221,7 / 320 = 0,69 » 0,6 по [ , стр. 332]: xк
= 0,12
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
г) xТп
: VБб
/ VАБ
= 9,4 / 9 » 1 ДАБ
/ ДБб
= 320 / 280 » 1, по [ , стр.330]:
xТп
=0,45
xАБ
= 0,12 + 0,15 + 0,15 + 0,45 = 0,87
6 Потери давления на участке АБ – НАБ
:
НАБ
= LАБ
х R + xАБ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,235 Па/м
Ндоп
= 49,6 Па
НАБ
= 6,6 х 2,235 + 0,87 х 49,6 = 57,9 Па
Участок Бб
Q = 1800 м3
/ч, по номограмме:
Vрек
= Vфакт
= 9 м/с
Дрек
= 200 мм Дфакт
= 280 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 280) / (2 tg 60/2) = 256,5 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 280
Lо1
= -------------------------- = 879,2 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 250
Lо2
= -------------------------- = 586,13 мм
1800
4 Общая длина участка Бб – LБб
:
LБб
= Lк
+ 1150 + Lо1
+ 2700 + Lо2
=
256,5 + 1150 + 879,2 + 2700 + 586,13 = 5571,83 мм = 5,6 м
5 Сопротивление участка - xБб
:
xБб
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 256,5 / 280 = 0,9 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VБб
/ VАБ
= 9,4 / 9 » 1 ДАБ
/ ДБб
= 320 / 280 » 1, по [ , стр.330]:
xТб
=0,15
xБб
= 0,11 + 0,15 + 0,12 + 0,15 = 0,53
6 Потери давления на участке Бб – НБб
:
НБб
= LБб
х R + xБб
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3,04 Па/м
Ндоп
= 54,24 Па
НБб
= 5,6 х 3,04 + 0,53 х 54,24 = 45,77 Па
Участок БВ
Q = 2450 + 1800 = 4250 м3
/ч
Vрек
= 9,5 м/с Vфакт
= 9,7 м/с
Дрек
= Дфакт
= 400 мм
1 Общая длина участка БВ – LБВ
:
LБВ
= 6600 мм = 6,6 м
2 Сопротивление участка - xБВ
:
xБВ
= xТп
а) xТп
: VВв
/ VБВ
= 9 / 9,7 = 0,92 » 1
ДБВ
/ ДБб
= 400 / 320 = 1,25 , по [ , стр.330]: xТп
= 0,37
xБВ
= 0,37
3 Потери давления на участке БВ – НБВ
:
НБВ
= LБВ
х R + xБВ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,49 Па/м
Ндоп
= 57,72 Па
НБВ
= 6,6 х 2,49 + 0,37 х 57,72 = 34,56 Па
Участок Вв
Q = 2450 м3
/ч, по номограмме:
Vрек
= Vфакт
= 9 м/с
Дрек
= 200 мм Дфакт
= 320 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 320) / (2 tg 60/2) = 221,7 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 320
Lо1
= -------------------------- = 1004,8 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 320
Lо2
= -------------------------- = 669,8 мм
1800
4 Общая длина участка Вв – LВв
:
LВв
= Lк
+ 560 + Lо1
+ 2700 + Lо2
=
221,7 + 560 + 1004,8 + 2700 + 669,8 = 5156,3 мм = 5,2 м
5 Сопротивление участка - xВв
:
xВв
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 221,7 / 320 = 0,69 » 0,6 по [ , стр. 332]: xк
= 0,12
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VВв
/ VБВ
= 9 / 9,7 = 0,92 ДБВ
/ ДВв
= 400 / 320 » 1,25 , по [ , стр.330]:
xТб
= -0,05
xВв
= 0,12 + 0,15 + 0,12 – 0,05 = 0,34
6 Потери давления на участке Вв – НВв
:
НВв
= LВв
х R + xВв
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,235 Па/м
Ндоп
= 49,6 Па
НВв
= 5,2 х ,235 + 0,34 х 49,6 = 28,49 Па
Участок ВГ
Q = 4250 + 2450 = 6700 м3
/ч
Vрек
= 10 м/с Vфакт
= 9,8 м/с
Дрек
= Дфакт
= 500 мм
1 Общая длина участка ВГ – LВГ
:
LВГ
= 3250 мм = 3,25 м
2 Сопротивление участка - xВГ
:
xВГ
= xТп
а) xТп
: VГг
/ VВГ
= 9 / 9,8 = 0,92
ДВГ
/ ДГг
= 500 / 320 = 1,56, по [ , стр.330]: xТп
=0,27
xВГ
= 0,27
3 Потери давления на участке ВГ – НВГ
:
НВГ
= LВГ
х R + xВГ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 1,736 Па/м
Ндоп
= 58,88 Па
НВГ
= 3,25 х 1,736 + 0,27 х 58,88 = 21,54 Па
Участок Гг
Q = 2450 м3
/ч, по номограмме:
Vрек
= Vфакт
= 9 м/с
Дрек
= 200 мм Дфакт
= 320 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 320) / (2 tg 60/2) = 221,7 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 320
Lо1
= -------------------------- = 1004,8 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 320
Lо2
= -------------------------- = 669,8 мм
1800
4 Общая длина участка Гг – LГг
:
LГг
= Lк
+ 390 + Lо1
+ 2800 + Lо2
=
221,7 + 390 + 1004,8 + 2800 + 669,8 = 5086,3 мм = 5,1 м
5 Сопротивление участка - xГг
:
xГг
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 221,7 / 320 = 0,69 » 0,6 по [ , стр. 332]: xк
= 0,12
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VГг
/ VВГ
= 9 / 9,8 = 0,92 ДВГ
/ ДГг
= 500 / 320 = 1,56 , по [ , стр.330]:
xТб
= -0,1
xГг
= 0,12 + 0,15 + 0,12 –0,1 = 0,29
6 Потери давления на участке Гг – НГг
:
НГг
= LГг
х R + xГг
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,34 Па/м
Ндоп
= 49,6 Па
НГг
= 5,1 х 2,34 + 0,29 х 49,6 = 26,32 Па
Участок ГД
Q = 6700 + 2450 = 9150 м3
/ч
Vрек
= 10,5 м/с Vфакт
= 10,5 м/с
Дрек
= Дфакт
= 540 мм
1 Общая длина участка ГД – LГД
:
LГД
= 3400 мм = 3,4 м
2 Сопротивление участка - xГД
:
xГД
= xТп
а) xТп
: VДд
/ VГД
= 9,4 / 10,5 = 0,89
ДГД
/ ДДд
= 540 / 280 = 1,93, по [ , стр.330]: xТп
=0,13
xГД
= 0,13
3 Потери давления на участке ГД – НГД
:
НГД
= LГД
х R + xГД
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,03 Па/м
Ндоп
= 68,1 Па
НГД
= 3,4 х 2,03 + 0,13 х 68,1 = 15,755 Па
Участок Дд
Q = 1800 м3
/ч, по номограмме:
Vрек
= 9 м/с Vфакт
= 9,4 м/с
Дрек
= Дфакт
= 280 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 280) / (2 tg 60/2) = 257,6 мм
2 Длина отвода 1 – Lо1
: a = 900
3,14 х 90 х 2 х 280
Lо1
= -------------------------- = 879,2 мм
1800
3 Длина отвода №2 – Lо2
: a = 600
3,14 х 60 х 2 х 280
Lо2
= -------------------------- = 586,13 мм
1800
4 Общая длина участка Дд – LДд
:
LДд
= Lк
+ 1050 + Lо1
+ 2700 + Lо2
=
257,6 + 1050 + 879,2 + 2700 + 586,13 = 5472,93 мм = 5,5 м
5 Сопротивление участка - xДд
:
xДд
= xк
+ xо1
+ xо2
+ xТб
а) xк
: Lк
/Д = 257,6 / 280 = 0,92 » 1 по [ , стр. 332]: xк
= 0,11
б) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xо2
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
г) xТб
: VДд
/ VГД
= 9,4 / 10,5 = 0,89 ДГД
/ ДДд
= 540 / 280 = 1,93 , по [ , стр.330]:
xТб
= -0,17
xДд
= 0,11 + 0,15 + 0,12 –0,17 = 0,21
6 Потери давления на участке Дд – НДд
:
НДд
= LДд
х R + xДд
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3 Па/м
Ндоп
= 54,24 Па
НДд
= 5,5 х 3 + 0,21 х 54,24 = 27,89 Па
Участок ДЕ
Q = 9150 + 1850 = 10 950 м3
/ч
Vрек
= Vфакт
= 11 м/с
Дфакт
= 578 мм
1 Длина отвода – Lо
: a = 600
3,14 х 60 х 2 х 578
Lо
= -------------------------- = 1209,95 мм
1800
2 Общая длина участка ДЕ – LДЕ
:
LДЕ
= Lо
+ 4400 = 1209,95 + 4400 = 5610 мм = 5,61 м
3 Сопротивление участка - xДЕ
:
xДЕ
= xо
+ xТб
а) xо
: a2
= 600
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,12
б) xТб
: VДЕ
/ VЕе
= 11 / 9,4 = 1,17
ДЕе
/ ДДЕ
= 280 / 578 = 0,48, по [ , стр.330]: xТб
= 0,23
xДЕ
= 0,12 +0,23 = 0,35
4 Потери давления на участке ДЕ – НДЕ
:
НДЕ
= LДЕ
х R + xДЕ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,44 Па/м
Ндоп
= 74,1 Па
НДЕ
= 5,61 х 2,44 + 0,35 х 74,1 = 39,62 Па
Участок Ее
Q = 1800 м3
/ч, по номограмме:
Vрек
= Vфакт
= 9,4 м/с
Дрек
= Дфакт
= 280 мм
1 Длина конфузора Lк
:
Lк
= ( 500 – 280) / (2 tg 60/2) = 257,6 мм
2 Длина отвода – Lо
: a = 900
3,14 х 90 х 2 х 280
Lо
= -------------------------- = 879,2 мм
1800
3 Общая длина участка Ее – LЕе
:
LЕе
= Lк
+ 1050 + Lо
+ 3100 =
257,6 + 1050 + 879,2 + 3100 = 5286,8 мм = 5,3 м
4 Сопротивление участка - xЕе
:
xЕе
= xк
+ xо
+ xТп
а) xк
: Lк
/Д = 257,6 / 280 = 0,92 » 1 по [ , стр. 332]: xк
= 0,11
б) xо
: a = 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
в) xТп
: VДЕ
/ VЕе
= 11 / 9,4 = 0,37 ДЕе
/ ДДЕ
= 280 / 578 = 0,48 , по [ , стр.330]:
xТп
= 0,37
xЕе
= 0,11 + 0,15 + 0,37 = 0,63
6 Потери давления на участке Ее – НЕе
:
НЕе
= LЕе
х R + xЕе
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 3 Па/м
Ндоп
= 54,24 Па
НЕе
= 5,3 х 3 + 0,63 х 54,24 = 50,07 Па
Участок ЕЖ
Q = 10 950 + 1800 = 12 750 м3
/ч
Vрек
= Vфакт
= 11,5 м/с
Дфакт
= 600 мм
1 Длина отвода №1 – Lо1
: a = 900
3,14 х 90 х 2 х 600
Lо1
= -------------------------- = 1884 мм
1800
2 Длина отвода №2 – Lо2
: a = 900
3,14 х 90 х 2 х 600
Lо2
= -------------------------- = 1884 мм
1800
3 Длина конфузора Lк
: т.к. диаметр патрубка больше, чем сечение входной трубы циклона, то длину конфузора зададим теоретически:
Lк
= 100 мм
4 Общая длина участка ЕЖ – LЕЖ
:
LЕЖ
= 1000 + Lо1
+ 2000 + Lо2
+ 700 + Lк
=
= 1000 + 1884 + 2000 + 1884 + 700 + 100 = 7658 мм = 7,66 м
3 Сопротивление участка - xЕЖ
:
xЕЖ
= xо1
+ xо2
+ xк
а) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
б) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
в) xк
: Lк
/Д = 100 / 600 = 0,16 по [ , стр. 332]: xк
= 0,18
xЕЖ
= 0,15 + 0,15 + 0,18 = 0,48
4 Потери давления на участке ЕЖ – НЕЖ
:
НЕЖ
= LЕЖ
х R + xЕЖ
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,358 Па/м
Ндоп
= 64,65 Па
НЕЖ
= 7,66 х 2,358 + 0,48 х 64,65 = 49,09 Па
Расчет циклона
1 Расход воздуха циклона - Qц
:
По суммарному расходу воздуха определим расход воздуха циклона:
Qц
= (2450 + 1800 + 2450 + 2450 + 1800 + 1800) х 1,05 = 13 387,5 м3
/ч
2 Сопротивление циклона - Нц
:
Нц
= 4,0 х (1,2 х 11,52
) / 2 = 317,4 Па
Участок ИК
Q = 13 387,5 м3
/ч
Vрек
= Vфакт
= 12 м/с
Дфакт
= 600 мм
1 Длина отвода №1 – Lо1
: a = 900
3,14 х 90 х 2 х 600
Lо1
= -------------------------- = 1884 мм
1800
2 Длина отвода №2 – Lо2
: a = 900
3,14 х 90 х 2 х 600
Lо2
= -------------------------- = 1884 мм
1800
3 Длина отвода №3 – Lо3
: a = 900
3,14 х 90 х 2 х 600
Lо2
= -------------------------- = 1884 мм
1800
4 Длина диффузора Lд
: расчет ведется по формуле расчета конфузора:
Lд
= ( 890 – 600) / (2 tg 60/2) = 252,2 мм
5 Общая длина участка ИК – LИК
:
LИК
= 200 + Lо1
+ 2500 + Lо2
+ 4300 + Lо3
+ 500 + Lд
=
= 200 + 1884 + 2500 + 1884 + 4300 + 1884 + 500 + 252,2 = 13 404,2 мм = 13,4 м
6 Сопротивление участка - xИК
:
xИК
= xо1
+ xо2
+ xо3
+ xд
а) xо1
: a1
= 900
Rк
= 2Д, то по [ , стр.329]: xо1
= 0,15
б) xо2
: a2
= 900
Rк
= 2Д, то по [ , стр.329]: xо2
= 0,15
в) xо3
: a3
= 900
Rк
= 2Д, то по [ , стр.329]: xо3
= 0,15
г) xд
: F / f = 890 / 600 = 1,48 ≈ 1,5 и a = 450
по [ , стр. 329]: xк
= 0,13
xИК
= 0,15 + 0,15 + 0,15 + 0,13 = 0,58
7 Потери давления на участке ИК – НИК
:
НИК
= LИК
х R + xИК
х Ндоп
, Па
где: R и Ндоп
– находятся по номограмме: R = 2,695 Па/м
Ндоп
= 88,2 Па
НИК
= 13,4 х 2,695 + 0,58 х 88,2 = 87,27 Па
Расчет вентилятора:
1 Суммарные потери давления – Нвент
:
Нвент
= 57,9 + 45,77 + 34,56 + 28,49 + 21,54 + 26,32 + 15,755 + 27,89 + 39,62 + + 50,07 + 49,09 + 317,4 + 87,27 = 801,68 Па
2 По [ , стр.341] выбираем вентилятор по давлению и расходу воздуха с наибольшим кпд – Ц4-70 №5, кпд: ηв
= 0,8
3 Определение мощности на валу электродвигателя вентилятора - Nв
:
Nв
= (13 387,5 х 801,68) / (3600 х 0,8 х 0,98 х 0,985 х 1000) = 3,86 кВт
4 Установочная мощность – Nуст
:
Nуст
= 1,15 х 3,86 = 4,44 кВт
7.0 Экономика природопользования
Экономический механизм управления природопользованием широко распространен в мире. С 1 января 1992 г. согласно федеральному закону РФ «Об охране окружающей природной среды» он введен и у нас в России. Главная мысль нового подхода проста – создать такие условия хозяйствования субъектов, при которых было бы даже чисто экономически выгоднее соблюдать требования природоохранного законодательства.
Наряду с упомянутыми ранее платежами за загрязнение окружающей природной среды (ОПС) экономический механизм управления природопользованием подразумевает:
- планирование и финансирование природоохранных мероприятий и программ;
- систему лицензий, лимитов, договоров на комплексное природопользование;
- налоговое и кредитное регулирование.
Кроме того, важной стороной эффективного экономического механизма является существование развитого рынка экологической информации, экологических услуг, сертификация освоенных экологически чистых технологий. Финансово-кредитный механизм предполагает как прямые, так и косвенные меры государственного воздействия.
Однако основным звеном экономического механизма управления природопользованием являются платежи:
- за пользование природными ресурсами;
- за загрязнение ОПС и размещение отходов.
Плата за выбросы (сбросы) загрязняющих веществ в окружающую природную среду, размещение отходов является формой возмещения ущерба, причиняемого ей этим загрязнением [ ].
7.1 Расчет платежей за загрязнение окружающей природной среды
7.1.1 Расчет платежей за выброс загрязняющих веществ в атмосферный воздух
Любое предприятие-природопользователь выбрасывает в атмосферу как правило несколько видов ЗВ. При этом выброс одних ЗВ может не превышать установлен-
ных нормативов ПДВ, выброс других - превышать ПДВ, но находится в пределах ВСВ, для прочих загрязняющих веществ выброс может быть сверхлимитным.
В общем случае плата будет состоять из трех частей:
- за выбросы в пределах нормативов (ПДВ):
Пн
i
= ∑Сн
i
х Мф i
,
(7.1)
где: i
= 1,2, …, n – вид ЗВ. Суммирование производится по всем видам ЗВ, выбрасываемым в атмосферу;
Сн
i
- ставка платы за выброс одной тонны i
-го ЗВ, выброшенного в атмосферу в пределах норматива ПДВ, руб/т;
При этом:
Сн
i
= Бн
i
х Кэ.
атм
, (7.2)
где: Бн
i
– базовая ставка платы (общероссийская) за выброс одной тонны i
-того ЗВ в пределах норматива ПДВ;
Кэ.
атм
- коэффициент экологической ситуации в воздушном бассейне данного региона;
Мф i
- фактический объем i
-того ЗВ, выброшенного в атмосферу в пределах ПДВ, т/год.
- за выбросы в пределах лимита (ВСВ):
Пл
i
= ∑Сл
i
х Мф i
,
(7.3)
где: i
= 1,2, …, n – вид ЗВ. Суммирование производится только по тем видам ЗВ, для которых ПДВ < М ≤ ВСВ.;
Сл
i
- ставка платы за выброс одной тонны i
-го ЗВ, выброшенного в атмосферу в пределах лимита ВСВ, руб/т;
При этом:
Сл
i
= Бл
i
х Кэ.
атм
, (7.4)
где: Бл
i
– базовая ставка платы (общероссийская) за выброс одной тонны i
-того ЗВ в пределах лимита ВСВ;
Кэ.
атм
- коэффициент экологической ситуации в воздушном бассейне данного региона;
Мф i
- фактический объем i
-того ЗВ, выброшенного в атмосферу в пределах ВСВ, т/год.
- за выброс сверхлимита:
Псл
i
= 5 х ∑Сл
i
х Мф i
,
(7.5)
где: i
= 1,2, …, n – вид ЗВ. Суммирование производится только по тем видам ЗВ, выброс которых превышает лимит, либо – «неразрешенным выбросам».
В общем случае плата за загрязнение атмосферы промышленными выбросами составит:
Патм
= (Пн
+ Пл
+ Псл
) х Кинд
, руб (7.6)
где: Кинд
– коэффициент индексации цен.
На 01.06.2003 г. Кинд
равен 111.
Произведем расчет платежей за выбросы загрязняющих веществ цехом литья пластмасс. Все выбросы разрешены только в пределах нормативов ПДВ.
Аммиак: Мф
= 0,0016 т/год
1 Пн ам
= Сн ам
х Мн ам
= ( 0,42 х 1,4) х 0,0005 = 0,000229 р
2 Псл ам
= Ссл ам
х Мсл ам
= 25 х ( 0,42 х 1,4) х 0,0011 = 0,016 р
Пам
= (0,00029 + 0,016) х 111 = 1,83 руб
Расчет по остальным веществам произведен в таблице 7.1
Таблица 7.1 Расчет платежей за выброс загрязняющих веществ,
выбрасываемых в результате работы цеха литья из пластмасс
| Наименование ЗВ
|
Базовый норматив платы, руб/т
|
Лимит выбросов, т/год
|
Факт.
выброс, т/год
|
Выброс в пределах, т/год
|
Коэффициент экологической ситуации
|
Плата, руб
|
| в пределах ПДВ
|
в пределах ВСВ
|
в пределах норматива ПДВ
|
Сверхлимита
|
В пределах ПДВ
|
Сверхлим.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| Аммиак
|
0,42
|
0,0005
|
0,00
|
0,0016
|
0,0005
|
0,0011
|
1,4
|
0,00
|
0,01
|
| Дибутилфталат
|
0,17
|
0,0008
|
0,00
|
0,00544
|
0,0008
|
0,00464
|
1,4
|
0,00
|
0,03
|
| Метиловый спирт
|
0,04
|
0,000125
|
0,00
|
0,00041
|
0,000125
|
0,000286
|
1,4
|
0,00
|
0,00
|
| Пыль полиамида
|
0,17
|
0,000125
|
0,00
|
0,0004
|
0,000125
|
0,000275
|
1,4
|
0,00
|
0,00
|
| Пыль полипропилена
|
0,17
|
0,0002
|
0,00
|
0,0024
|
0,0002
|
0,0022
|
1,4
|
0,00
|
0,01
|
| Пыль полистирола
|
0,17
|
0,00084
|
0,00
|
0,0064
|
0,00084
|
0,00556
|
1,4
|
0,00
|
0,03
|
| Пыль полиэтилена
|
0,17
|
0,0003
|
0,00
|
0,0028
|
0,00028
|
0,000
|
1,4
|
0,00
|
0,00
|
| Стирол
|
8,25
|
0,00042
|
0,00
|
0,0032
|
0,00042
|
0,00278
|
1,4
|
0,00
|
0,81
|
| Углерода оксид
|
0,01
|
0,00403
|
0,00
|
0,031321
|
0,00403
|
0,027291
|
1,4
|
0,00
|
0,00
|
| Уксусная кислота
|
0,28
|
0,00115
|
0,00
|
0,013
|
0,00115
|
0,01185
|
1,4
|
0,00
|
0,08
|
Плата за выбросы в атмосферный воздух, с учетом коэффициента индексации составит:
Патм
= (0,00 + 1,06) х 111 = 117 руб 66 коп.
7.1.2 Расчет платежей за размещение отходов
Расчет платы за размещение отходов производится согласно классу опасности отхода:
I класс опасности – чрезвычайно опасные - 14 руб/т
II класс опасности – высокоопасные - 6 руб/т
III класс опасности – умеренно опасные - 4 руб/т
IV класс опасности – малоопасные - 2 руб/т
Не токсичные - 0,12 руб/т
Количество образующихся отходов, в цехе литья из пластмасс, находится в пределах установленных лимитов.
Плата за размещение отходов в пределах установленных нормативов рассчитывется по формуле 7.7:
Пл
i
= (Бл
i
х Кэк
) х Мл
i
х Кразм
, (7.7)
где: Бл
i
- базовая ставка платы за размещение 1 тонны i
–го отхода в пределах лимита, руб/т;
Кэк
– коэффициент экологической ситуации.
Кразм
- коэффициент размещения отхода.
Произведем расчет платежей за размещение отходов цеха литья пластмасс Все отходы образуются только к пределах лимита.
Лампы люминесцентные отработанные:
Мф
= 0,0126 т/год – I класс опасности
Кразм
= 0,3 (на территории предприятия)
1 Плампы отр.
= (Бл
х Кэк
) х Мф
х Кразм
= (14 х 1,1) х 0,0126 х 0,3 = 0,05 р
Плампы отр.
= 0,19 х 111 = 5,87 руб
Расчет по остальным веществам произведен в таблице 7.2
Таблица 7.2 Расчет платежей за размещение отходов,
образующихся в результате работы цеха литья из пластмасс
| Наименование отхода
|
Класс опасности
|
Базовый норматив платы, руб/т
|
Количество образовавшихся отходов, т/год
|
Коэффициент размещения отхода
|
Плата, руб
|
| Лампы люминесцентные отработанные
|
I
|
14,0
|
0,0126
|
0,3
|
0,19
|
| Масло индустриальное отработанное
|
II
|
6,0
|
0,2295
|
0,3
|
0,45
|
| Ветошь промасленная
|
III
|
4,0
|
0,00825
|
0,3
|
0,01
|
| Отходы пластмасс
|
IV
|
2,0
|
0,4
|
0,3
|
0,26
|
| Мусор, подобный бытовому
|
Не токс.
|
0,12
|
2,15
|
5
|
1,4
|
| Смет
|
Не токс.
|
0,12
|
3,0
|
5
|
1,95
|
Плата за размещение отходов, с учетом коэффициента индексации составит:
Потх
= 4,26 х Кинд
= 1,63 х 111 = 472 руб 56 коп.
7.2 Экономическая оценка экологического ущерба
Под эколого-экономическим ущербом понимается денежная оценка негативных изменений в окружающей среде в результате ее загрязнения, в качестве и количестве природных ресурсов, а также последствий таких изменений.
Экологический ущерб и его последствия могут проявляться в самых различных видах и областях: ухудшение здоровья человека из-за потребления загрязненной воды и загрязнения воздуха (социальный ущерб), снижение урожайности в сельском хозяйстве на загрязненных выбросами промышленности землях, уменьшение сроков службы оборудования из-за коррозии металлов и т.д.
Экономическая оценка годового ущерба от годичного выброса загрязняющих примесей в атмосферу некоторым источником определяется по формуле:
У = γ х σ х f х М, (7.8)
где: У- величина ущерба, руб/год;
γ – удельный эколого-экономический ущерб, который наносит атмосфере одна тонна вещества, руб/усл.т; γ = 46,9 руб/усл.т
σ – показатель, зависящий от места расположения предприятия; для города с населением менее 1 000 000 чел. σ = 8
f – поправка, учитывающая характер рассеяния примеси в атмосфере;
- для газообразных примесей – 0,88
- для твердых частиц – 3,69
М – приведенная масса годового выброса из источника, т/год.
Величина приведенной массы рассчитывается по формуле:
М = ∑Аi
х mi
, (7.9)
где: А – показатель относительной агрессивности примеси i
-того вида вещества, усл.т/т;
m – масса годового выброса в атмосферу примеси i
-того вида вещества, т/год.
Произведем расчет :
Аммиак: А=28,5 усл.т/т
m = 0,0016 т/год
f = 0,88
Маммиак
= 28,5 х 0,0016 = 0,0456 т/год
Уаммиак
= 46,9 х 8 х 0,88 х 0,0456 = 15,06 руб/год
Расчет ущерба по остальным веществам произведен в таблице 7.3
Таблица 7.3 Расчет эколого-экономического ущерба от загрязнения атмосферы
выбросами цеха литья из пластмасс
| №
п/п
|
Загрязняющее вещество
|
Показатель относи-тельной агрессив-ности, усл.т/т
|
Масса годового выброса в атмосферу ЗВ, т/год
|
Посто-янный множи-тель
|
Показа-тель отно-сительной опасности
|
Поправка, учитыва-ющая характер рассеяния примеси
|
Величина
ущерба
|
| А
|
m
|
γ
|
σ
|
f
|
У
|
| 1
|
Аммиак
|
28,5
|
0,0016
|
46,9
|
8
|
0,88
|
15,06
|
| 2
|
Дибутилфталат
|
100
|
0,00544
|
46,9
|
8
|
0,88
|
179,62
|
| 3
|
Метиловый спирт
|
0,2
|
0,00041
|
46,9
|
8
|
0,88
|
0,03
|
| 4
|
Пыль полиамида
|
2
|
0,0004
|
46,9
|
8
|
3,69
|
1,11
|
| 5
|
Пыль полипропилена
|
2
|
0,0024
|
46,9
|
8
|
3,69
|
6,65
|
| 6
|
Пыль полистирола
|
2
|
0,0064
|
46,9
|
8
|
3,69
|
17,72
|
| 7
|
Пыль полиэтилена
|
2
|
0,0028
|
46,9
|
8
|
3,69
|
7,75
|
| 8
|
Стирол
|
500
|
0,0032
|
46,9
|
8
|
0,88
|
528,28
|
| 9
|
Углерода оксид
|
0,4
|
0,031321
|
46,9
|
8
|
0,88
|
4,14
|
| 10
|
Уксусная кислота
|
20
|
0,013
|
46,9
|
8
|
0,88
|
85,85
|
Величина эколого-экономического ущерба наносимого атмосферному воздуху от выбросов загрязняющих веществ цеха литья пластмасс составляет 846 руб. 21 коп.
7.3 Определение экономической эффективности о проведении природоохранных
мероприятий по защите атмосферного воздуха от выбросов
цеха литья пластмасс
Целью данного дипломного проекта была разработка схемы очистки вентвыбросов цеха литья пластмасс от органической пыли, образующейся при переработки пластмасс на термопластавтоматах.
Были рассчитаны две сети воздухопроводов, общей протяженностью около 50 метров. На основании литературного обзора была предложена очистка выбросов с помощью циклонов ЦОЛ-12. Эффективность очистки составляет 70-85%.
Капитальные вложения - 150 тысяч рублей.
1 Расчет затрат - З:
З = С + Еn
х К, руб (7.10)
где: С – эксплуатационные затраты, руб.
К- капитальные затраты, руб.
Еn
– нормативный коэффициент; Еn
= 1/8 = 0,12
З = 0 + 0,12 х 150 000 = 18 000 руб.
2 Расчет ущерба до проведения мероприятий – У1
:
Данные берем из таблицы 7.3:
У1
= 846 руб. 21 коп
3 Расчет мероприятий после проведения мероприятий – У2
:
Учитывая, что эффективность очистки составляет ≈ 80%, то
У2
= 846,21 х 0,2 = 169 руб. 24 коп.
4 Определение величины предотвращенного ущерба – П:
П = У1
– У2
, руб.
П = 846,21 – 169,24 = 676 руб. 97 коп.
В результате перепроектирования вентиляционной системы цеха, установкой циклона и вентилятора большей мощности было достигнуто не только улучшение параметров атмосферного воздуха, но и воздуха рабочей зоны, что приведет к снижению уровня заболеваемости среди работающих в цехе.
В 2002 г. в среднем каждый работающий в цехе литья пластмасс был в отпуске по болезни 15 дней, при норме 5 ч.д/год. Каждый «больничный» день оплачивают по среднему месячному заработку ≈ 150 руб.
Нсущ
= 42 х 15 х 150 = 94 500 руб.
Нперсп
= 42 х 5 х 150 = 31 500 руб.
Н = Нсущ
- Нперсп
= 94 500 – 31 500 = 63 000 руб.
Т.е. предприятие ежегодно за больничные отпуска будет выплачивать меньше на 63 000 рублей
5 Определение экономической эффективности капитальных вложений – Эр
:
П + Н
Эр
= ---------- (7.11)
К
Эр
= (676,97 + 63 000)/150 000 = 0,43
Мероприятие считается экономически эффективным, если величина Эр
больше или равна нормативного коэффициента Еn
, т.е. 0,43 ≥ 0,12 – мероприятие экономически эффективно.
8.0 Безопасность жизнедеятельности
В данном дипломном проекте разрабатывалась система очистки воздуха от загрязняющих веществ, образующихся в процессе функционирования цеха литья пластмасс.
Задачей проекта является разработка вентиляционной системы цеха, обеспечивающей не только «чистоту» вентвыбросов, но и оптимальные параметры воздушной среды на рабочем месте.
8.1 Характеристика воздушной среды на рабочих местах
цеха литья пластмасс, действие веществ на организм
Основными примесями в газовых выбросах является пыль перерабатываемых пластмасс: полиэтилена, полистирола, полиамида, полипропилена, т.е. органическая пыль.
Пылью (аэрозолем) называются измельченные или полученные иным путем мелкие частицы твердых веществ, витающие (находящиеся в движении) некоторое время в воздухе. Такое витание происходит вследствие малых размеров этих частиц (пылинок) под действием движения самого воздуха.
Воздух всех производственных помещений в той или иной степени загрязнен пылью; даже в тех помещениях, которые обычно принято считать чистыми, не запыленными, в небольших количествах пыль все же есть (иногда она даже видна невооруженным глазом в проходящем солнечном луче). Однако во многих производствах в силу особенностей технологического процесса, применяемых способов производства, характера сырьевых материалов, промежуточных и готовых продуктов и многих других причин происходит интенсивное образование пыли, которая загрязняет воздух этих помещений в большой степени. Это может представлять определенную опасность для работающих. В подобных случаях находящаяся в воздухе пыль становится одним из факторов производственной среды, определяющих условия труда работающих; она получила название промышленной пыли. Она образуются вследствие дробления или истирания (аэрозоль дезинтеграции), испарения с последующей конденсацией в твердые частицы, (аэрозоль конденсации), сгорания с образованием в, воздухе твердых частиц — продуктов горения (дымы), ряда химических реакций и т. д. В производственных условиях
с образованием пыли чаще всего связаны процессы дробления, размола, просева, обточки, распиловки, пересыпки и других перемещений сыпучих материалов, сгорания, плавления и др.
Пыль находящаяся в воздухе рабочих помещений, оседает на поверхности кожного покрова покрова работающих, попадает на слизистые оболочки полости рта, глаз, верхних дыхательных путей, со слюной заглатывается в пищеварительный тракт, вдыхается в более глубокие участки органов дыхания (включая легкие). Находясь в запыленной атмосфере, рабочий подвергается как внешнему, так и внутреннему воздействию пыли. Внешнее воздействие пыли не представляет серьезной опасности для работающих, так как с наружных поверхностей (кожного покрова, слизистых) она относительно легко смывается, а иногда просто стряхивается, и, следовательно, непосредственный контакт с ней прекращается по окончании рабочей смены или после выхода из запыленной атмосферы. Кроме того, кожный покров не пропускает большинства видов пыли и не подвергается сам их воздействию.
Заглатывание пыли в пищеварительный тракт практически столь незначительно, что также не представляет большой опасности. Гораздо более опасно вдыхание пыли, при котором значительное ее количество попадает в организм, и лишь некоторая часть выдыхается обратно. Создаются условия для длительного контакта относительно больших масс пыли со слизистой поверхностью дыхательных путей, наиболее восприимчивой к ее действию.
Степень опасности неблагоприятного действия пыли на организм определяется в основном концентрацией пыли в воздухе и ее дисперсностью. Определенную роль играют вышеописанные физико-химические свойства пыли, поэтому их также следует учитывать при гигиенической оценке пылевой загрязненности воздуха — запыленности.
Концентрация пыли — это весовое содержание взвешенной пыли в единице объема воздуха; эту величину принято выражать в миллиграммах пыли на 1 кубический метр воздуха (мг/м3
).
Концентрацию пыли иногда выражают также в количестве пылинок в единице объема воздуха, и в некоторых зарубежных странах эта величина принята за основной показатель запыленности. Однако учеными (Е. В. Хухрина и др.) доказано, что первостепенное значение имеет не число пылинок, а их масса, поэтому был принят весовой метод гигиенической оценки запыленности воздуха как основной.
Чем выше концентрация пыли в воздухе, тем большее ее количество за тот же период оседает на кожный покров работающих, попадает на слизистые оболочки и, самое главное, проникает в организм через органы дыхания.
Дисперсность пыли выражается в процентном содержании отдельных фракций пыли по отношению ко всему количеству пылинок. Для гигиенической оценки дисперсности пыли условно принято делить ее на следующие фракции: менее 2 мк, 2 — 4 мк, 4 — 6 мк, 6 — 8 мк, 8 — 10 мк и более 10 мк. Иногда для исследовательских целей ее делят на более мелкие фракции с выделением пылинок менее 1 мк; в некоторых же случаях (обычно для грубой оценки) ее делят на меньшее число фракций с интервалом в 3 — 4 мк (менее 2 мк, 2 — 5 мк, 5 — 10 мк и более 10 мк).
Размеры пылинок имеют большое гигиеническое значение, так как чем мельче пыль, тем глубже она проникает в дыхательную систему. Если относительно крупные пылинки при вдыхании в большей степени задерживаются в верхних дыхательных путях и постепенно удаляются оттуда со слизью (отхаркиваются),то мелкая пыль, как правило, проходит в легкие и оседает там на длительный срок, вызывая поражение легочной ткани. Кроме того, мелкая пыль при той же массе имеет большую поверхность соприкосновения с легочной тканью, поэтому она более активна. Высокодисперсная пыль представляет большую опасность, чем крупная (низкодисперсная), так как она дольше находится в воздухе во взвешенном состоянии.
В различных производствах встречается самая разнообразная пыль по своей дисперсности. Например, при дроблении твердых материалов в образующейся пыли преобладают фракции 5 — 10 мк и более, при тонком помоле образуется пыль с преимущественным содержанием пылинок от 2 до 5 мк; наиболее мелкой пылью являются дымы и аэрозоли конденсации, в которых большую часть составляют пылинки менее 1 — 2 мк.
Гигиеническое значение удельного веса пыли сводится в основном к скорости ее осаждения: чем выше удельный вес пыли, тем быстрее она оседает и тем быстрее происходит самоочищение воздуха.
Химический состав пыли определяет биологическое действие ее на организм. По химическому составу пыли делят на две основные группы: токсические и нетоксические. Первые при попадании в организм вызывают острое или хроническое отравление, вторые не вызывают отравления организма даже при больших концентрациях и при неограниченном сроке действия.
Биологическое действие токсической пыли находится в тесной связи с ее растворимостью. Хорошо растворимые пыли, попав в организм, растворяются в слизи и в других биологических средах (крови, лимфе) и в растворенном виде быстро и в большей степени всасываются и распространяются по всему организму, оказывая токсическое действие. Малорастворимые и тем более нерастворимые пыли при попадании в организм в основном при вдыхании, длительно остаются на месте их оседания в органах дыхания и оказывают в основном местное действие.
Структура пыли, то есть форма пылинок, также имеет определенное гигиеническое значение, так как от этого зависит характер ее местного действия и в какой-то степени проникающая способность. Пылинки с острыми гранями, особенно игольчатой формы (кристаллическая пыль, пластинчатая и т. п.), оказывают большее раздражающее действие в месте соприкосновения (на слизистых оболочках глаз, верхних дыхательных путей, а иногда и накожном покрове). Пылинки стекловолокна, например, могут проникать в поры кожного покрова, в поверхность слизистых оболочек, вызывая значительное их механическое раздражение.
Электрозаряженность пыли способствует большему ее задержанию в организме, так как, осев на поверхности дыхательных путей, она в большей степени с ними связывается и меньше выдыхается обратно, Кроме того, способность электрозаряженной пыли удерживать на своей поверхности газовые частицы приводит к занесению последних в организм и их совместному (комбинированному) воздействию. [ ]
Как видно из изложенного, различные виды пыли, обладая разными физико-химическими свойствами, оказывают неодинаковое действие на организм и, следовательно, представляют разную опасность для работающих. Однако все они оказывают определенное неблагоприятное действие на организм. Абсолютно безвредных пылей нет.
Действие пыли на кожный покров сводится в основном к механическому раздражению. Вследствие такого раздражения возникает небольшой зуд, неприятное ощущение, а при расчесах может появиться покраснение и некоторая припухлость кожного покрова, что свидетельствует о воспалительном процессе.
Пылинки могут проникать в поры потовых и сальных желез, закупоривая их и тем самым затрудняя их функции. Это приводит к сухости кожного покрова, иногда появляются трещины, сыпи. Попавшие вместе с пылью микробы в закупоренных протоках сальных желез могут развиваться, вызывая гнойничковые заболевания кожипиодермию. Закупорка потовых желез пылью в условиях горячего цеха способствует уменьшению потоотделения и тем самым затрудняет терморегуляцию.
Некоторые токсические пыли при попадании на кожный покров вызывают его химическое раздражение, выражающееся в появлении зуда, красноты, припухлости, а иногда и язвочек. Чаще всего такими свойствами обладают пыли химических веществ (хромовые соли, известь, сода, мышьяк, карбид кальция и др.).
При попадании пыли на слизистые оболочки глаз и верхних дыхательных путей ее раздражающее действие, как механическое, так и химическое, проявляется наиболее ярко. Слизистые оболочки по сравнению с кожным покровом более тонки и нежны, их раздражают все виды пыли, не только химических веществ или с острыми гранями, но и аморфные, волокнистые и др.
Пыль, попавшая в глаза, вызывает воспалительный процесс их слизистых оболочек — конъюнктивит, который выражается в покраснении, слезотечении, иногда припухлости и нагноении.
На органы пищеварения могут оказывать действие лишь некоторые токсические пыли, которые, попав туда даже в относительно небольшом количестве, всасываются и вызывают интоксикацию (отравление). Нетоксические пыли какого-либо заметного неблагоприятного действия на органы пищеварения не оказывают.
Действие пыли на верхние дыхательные пути сводится к их раздражению, а при длительном воздействии — к воспалению. В начальных стадиях оно проявляется в виде першения в горле, кашля, отхаркивания грязной мокротой. Затем появляется сухость слизистых, сокращение отделения мокроты, сухой кашель, хрипота; в некоторых случаях при воздействии пыли химических веществ могут появиться изъязвления слизистой оболочки носа.
Наибольшую опасность представляют токсические пыли при попадании их в более глубокие участки органов дыхания, то есть в легкие, где, задерживаясь на длительный период и имея разветвленную поверхность соприкосновения с тканью легкого (в бронхиолах и альвеолах), они могут быстро всасываться в большом количестве и оказывать раздражающее и общетоксическое действие, вызывая интоксикацию организма.
Нетоксические пыли, задерживаясь в легких длительное время, постепенно вызывают разрастание вокруг каждой пылинки соединительной ткани, которая не способна воспринимать кислород из вдыхаемого воздуха, насыщать им кровь и выделять при выдохе углекислоту, как это делает нормальная легочная ткань. Процесс разрастания соединительной ткани протекает медленно, как правило, годами. Однако при длительном стаже работы в условиях высокой запыленности разросшаяся соединительная ткань постепенно замещает легочную, снижая, таким образом, основную функцию легких— усвоение кислорода и отдачу углекислоты. Длительная недостаточность кислорода приводит к одышке при быстрой ходьбе или работе, ослаблению организма, понижению работоспособности, снижению сопротивляемости организма инфекционным и другим заболеваниям, изменениям функционального состояния других органов и систем. Вследствие воздействия нетоксической пыли на органы дыхания развиваются специфические заболевания, называемые пневмокониозами.
8.2 Мероприятия, направленные на снижение вредного воздействия примесей воздушной среды на рабочих местах. Профилактика заболеваний. Индивидуальные средства защиты
Основным направлением в комплексе мероприятий по борьбе с пылью является предупреждение ее образования или поступления в воздух рабочих помещений. Важнейшее значение в этом направлении имеют мероприятия технологического характера. Технологические процессы по возможности проводятся таким образом, чтобы образование пыли было полностью исключено или, по крайней мере, сведено до минимума. С этой целью нужно максимально заменять сухие пылящие материалы влажными, пастообразными, растворами и обработку их вести влажным способом. Если по технологическим условиям необходимо иметь материал в сухом виде, целесообразно вместо порошкообразного использовать его в виде брикетов, таблеток и т. п., которые пылят значительно меньше. Это в равной степени относится как к сырьевым материалам, так и к готовой продукции, побочным продуктам и отходам производства.
При невозможности полного исключения пылеобразования необходимо путем соответствующей организации технологического процесса и использования соответствующего технологического оборудования не допускать выделения пыли в воздух рабочих помещений. Это достигается главным образом путем организации непрерывного технологического процесса в полностью герметичной или, по крайней мере, максимально закрытой аппаратуре и коммуникациях. Непрерывность процесса к тому же позволяет полностью механизировать его, а нередко и автоматизировать, что, в свою очередь, дает возможность удалить рабочих от источников пылеобразования и предупредить воздействие на них пыли. Для удаления пыли с поверхностей вместо сдувки целесообразно использовать ее отсос — аспирацию - вытяжная вентиляция. Последняя, как правило, устраивается по типу местной вытяжки от мест и источников пылевыделения, причем наиболее целесообразно источники пылеобразования максимально укрыть и производить вытяжка из-под этих укрытий.
Обшеобменная вытяжная вентиляция в помещениях применяется лишь при рассеянных источниках пылевыделения, когда невозможно полностью обеспечить их местной вытяжкой. Эффективность общеобменной вытяжной вентиляции в производствах с пылевыделениями всегда ниже, чем эффективность местной вытяжки, так как малое количество отсасываемого воздуха не обеспечивает должного удаления пыли из помещения, а увеличение его ведет к созданию вихревых потоков воздуха, которые взмучивают осевшую пыль и способствуют некоторому повышению ее концентрации в воздухе. Для предупреждения последнего приточный воздух в помещения с пылеобразованием следует подавать с малыми скоростями в верхнюю зону.
Внутренние поверхности стен, полы и другие ограждения рабочих помещений, где возможно выделение пыли, должны облицовываться гладким строительным материалом, позволяющим легко удалять, а иногда и смывать осевшую пыль. Удалять пыль следует либо влажным способом, либо аспирацией (промышленными пылесосами или отсосом в вакуумную линию). Снижение запыленности воздуха до предельно допустимых концентраций и ниже путем использования вышеописанного комплекса противопылевых мероприятий является основным критерием их эффективности.
Рабочие должны пользоваться индивидуальными защитными средствами, главным образом респираторами и противопылевыми очками. Для защиты кожного покрова от раздражающего действия пыли с острыми гранями пользуются спецодеждой из плотной ткани (лучше комбинезон), с плотным прилежанием ворота, рукавов и брюк (на завязках или резинках).
Все мероприятия по обеспыливанию являются одновременно и мерами предупреждения взрывов пыли, так как устранение возможности концентрирования пыли в воздухе снижает одно из основных и обязательных условий образования ее взрыва.
Кроме того, следует строго следить, чтобы в условиях значительно запыленного воздуха не было открытого огня или даже искр. Запрещается курение, зажигание, пользование вольтовой дугой (электросварка), а также искрение электропроводов, выключателей, моторов и других электроустройств и оборудования на участках со значительной запыленностью воздуха или внутри аппаратов, воздуховодов и другого оборудования, содержащего высокодисперсную пыль.
Рабочие, занятые на работах в условиях запыленного воздуха, подвергаются периодическим медицинским осмотрам с обязательной рентгенографией грудной клетки. На работу в этих условиях не принимаются лица, страдающие легочными и другими заболеваниями. От воздействия пыли эти заболевания могут прогрессировать или осложняться. Поэтому все вновь поступающие проходят предварительный медицинский осмотр.
Заключение
В дипломном проекте рассматривался цех литья пластмасс, как источник загрязняющих веществ, выбрасываемых в атмосферный воздух.
Расчеты выбросов цеха литья из пластмасс показали, что при литье пластмасс превышение ПДВ происходит по валовым выбросам пыли органической:
- пыль полиамида в 5 раз;
- пыль полипропилена в 12 раз;
- пыль полистирола – 8 раз.
Превышение ПДВ по газовым выбросам незначительно, поэтому разработка и внедрение систем очистки газов не представлялась необходимой.
Произведя литературный обзор и рассмотрев различные способы очистки промышленных выбросов, учитывая небольшие масштабы производства предлагается в цехе литья из пластмасс установить новые сети принудительной воздушной вентиляции (включая, местные отсосы на рабочих местах) с установкой циклона.
Был проведен расчет сетей воздухопроводов, расчет и подбор циклонов и вентиляторов. Для более эффективной очистки вентиляционных выбросов от пыли органической, предложена доработка конструкции циклона – установить закручивающий элемент, который добавляет в процесс очистки, кроме инерционных сил, центробежную силу.
Эффективность очистки - 80%. После предложенной очистки все выбросы достигнут норматива ПДВ.
Произведены эколого-экономические расчеты, рассмотрены вопросы по безопасности жизнедеятельности и охране труда.
Список использованных источников
1 ФЗ «Об охране окружающей среды» №7-ФЗ от 10.01.02 г.
2 ФЗ «Об охране атмосферного воздуха» №96-ФЗ от 4.05.1999 г.
3 ФЗ «Об охране озера Байкал» №94-ФЗ от 1.05.1999 г.
4 Закон РБ «Об охране окружающей среды» №368 от 24.09.96 г.
5 Алиев Г.М.-А. Техника пылеулавливания и очистки промышленных газов. М.:Металлургия, 1986. 544 с.
6 Беспамятнов Г.П., Кротов Ю.А. Предельно допустимые концентрации химических веществ в окружаающей среде. Л.:Химия, 1985 г.
7 Бондарева Т.И. Экология химических производств. М.: Изд-во МИХМ, 1986.92 с.
8 Вредные вещества в промышленности (Справочник под общ. ред. В.А.Филатова, В.А.Курляндского). Л., Химия, 1993 г.
9 Вронский В.А. Прикладная экология: Учебное пособие. Г.Ростов-на-Дону:Изд-во «Феникс», 1996.-512 с.
10 Ганз С.Н., Кузнецов И.Е. Очистка промышленных газов. Киев, 1967
11 Газоочистные аппараты сухого и мокрого типов. Каталог. М.: ЦИНТИХИМНЕФ-ТЕМАШ,1984.92с.
12 Глинка Н.Л. Общая химия. Изд. 17-е, испр. — Л.: «Химия», 1975. – 728 с.: ил.
13 Елшин И.М. Строителю об охране окружающей природной среды.-М.:Стройиздат, 1986.-136 с., ил.-(Охрана окружающей природной среды).
14 Защита атмосферы от промышленных загрязнений:Справ.изд.:В 2-х ч. Пер. с англ./Под ред.Калверта С., Инглунда Г.М. М.:Металлургия, 1988.
15 Иванов П.Р., Камолов А.Г. Очистка газовых выбросов от мелкодисперсной пыли // Экология и промышленность России, №9, 2001 г. – стр.15-18
16 Калинушкин М.П. Вентиляторные установки: Учеб. Пособие для строит. вузов. – 7-е изд., перераб. и доп. – М. Высш.школа, 1979.-223 с., ил
17 Калыгин В.Г., Попов Ю.П. Порошковые технологии: экологическая безопасность и ресурсосбережение. М.: Изд-во МГАХМ, 1996. 212 с.
18 Ковалев В. Г. Основы технологии изготовления деталей из пластмасс: Учебное пособие по курсу “Технология приборостроения”, Москва,1998 г.
19 Кузнецов В.В., Усть-Качкинцов В.Ф. Физическая и коллоидная химия. Учеб. пособие для вузов. — М.: Высш. школа, 1976. – 277 с.: ил.
20 Лобанова З. М. Экология и защита биосферы: Учебное пособие. /Алт. гос. техн. ун-т им. И. И. Ползунова.- Барнаул: Изд-во АлтГТУ, 2000. – 238 с.
21 Методические указания по разработке проектов нормативов образования отходов и лимитов на их размещение, 2002 г.
22 Мазур И.И. Инженерная экология. Общий курс: В 2 т. Учебное пособие для вузов.-М:Высш.шк., 1996.-637 с.:ил
23 Нормативные показатели удельных выбросов вредных веществ в атмосферу от основных видов технологического оборудования предприятий отрасли, Харьков, 1991 г.
24 Оборудование, сооружения, основы проектирования химико-технологических процессов защиты биосферы от промышленных выбросов/ АИ. Родионов, Ю.П. Кузнецов, В.В. Зенков, Г.С. Соловьев. М.: Химия, 1985. 352 с.
25 ОНД-90 Руководство по контролю источников загрязнения атмосферы – СПб, 1992 г.
26 Основы химической технологии: Учебник для студентов хим.-технол.спец. вузов / И.П. Мухленов, А.Е. Горштейн, Е.С. Тумаркина; Под ред. И.П. Мухленова. – 4-е изд., перераб. и доп. — М.: Высш. школа, 1991. – 463 с.: ил.
27 Очистка и рекуперация промышленных выбросов: Учебное пособие для вузов/В.Ф.Максимов, И.В.Вольф, Л.Н.Григорьев и др. Под ред.В.Ф.Максимова, И.В.Вольфа. 2-е изд., перераб.-М.:Лесная промышленность, 1991.640 с.
28 Очистка отходящих газов: Обзор отчетов о НИОКР и диссертаций.-М, 1987 г.
29 Очистка промышленных выбросов и утилизация отходов: Сб. науч.тр./Под. ред. Хантургаева Г.А. -Улан-Удэ, 1990.- 1990.-160 с.
30 Охрана окружающей среды/Ф.А. Барбинов, А.Ф. Козьяков и др. М.:Высшая школа, 1991. 319 с.
31 Проект нормативов образования отходов и лимитов на их размещение для ОАО «У-УППО», Улан-Удэ: ОАО «Бурятпромстройпроект», 1999 г.
32 Проект нормативов предельно-допустимых выбросов для ОАО «У-УППО», Улан-Удэ: ОАО «Бурятпромстройпроект», 1999 г.
33 Руководящие указания по проектированию, изготовлению, монтажу и эксплуатации циклонов НИИОГАЗ. Ярославль, 1971.
34 Степанов Г.Ю. Зицер И.М. Инерционные воздухоочистители. М.: Машиностроение, 1986. 184с.
35 Страус В. Промышленная очистка газов. М.: Химия, 1981. 616 с.
36 Термопластавтоматы: Каталог. – М.:Информационно-коммерческая фирма «КАТАЛОГ», 1998 г.
37 Техника, экономика, информация: Межотр.науч.-техн.сб.-М.:Организация п/я А-1420, 1989, 86 с. – Сер. Техника, вып.3. Защита окружающей среды.
38 Тищенко Н.Ф. Охрана атмосферного воздуха. Расчет содержания вредных веществ и их распределение в воздухе. Справ.изд.-М.:Химия, 1991. –368 с., ил
39 Торошчешников Н.С., Родионов А.И., Кельцев Н.В., Клушин В.Н. Техника защиты окружающей среды: Учебное пособие для вузов. – М.: Химия, 1981. – 368 с., ил
40 Ужов В.Н., Вальдберг А.Ю., Мягков Б.И. и др. Очистка промышленных газов от пыли. М.: Химия, 1981. 392 с.
41 Фролов А.Б., Дроздов И.Т. Защита атмосферы от газовых выбросов//Экология и промышленность России, №5, 2001 г. – стр.8-10
42 Хромов С.П., Петросянц М.А. Метеорология и климатология: Учебник, 4-е изд.: перераб. и доп. — М.: Изд-во МГУ, 1994. – 520 с.: ил.
43 Химия окружающей среды.-Пер.с англ./Под ред.А.П.Цыганкова.-М.:Химия, 1982.672 с., ил.
44 Шефтель В.О. Вредные вещества в пластмассах: Справ.изд. - М. : Химия, 1991. 544 с.
45 Ю.М.Ханхунов, Г.А.Хантургаев. Основы расчетов нормирования загрязняющих веществ в окружающей природной среде: Учебное пособие. - Улан-Удэ, изд-во ВСГТУ, 1998. – 158 с.
Приложение
Перечень технологического оборудования цеха литья пластмасс
| №
п/п
|
Наименование оборудования, марка, модель
|
Количество, шт.
|
Примечание
|
| 1
|
Термопластавтомат ТПА-400/100
|
2
|
| 2
|
Термопластавтомат SES-100N
|
1
|
| 3
|
Термопластавтомат ДЕ 3127
|
3
|
Расход воды на охлаждение
180 л/час
|
| 4
|
Термопластавтомат ДЕ 3330
|
2
|
| 5
|
Термопластавтомат Д 3136-100
|
1
|
| 6
|
Термопластавтомат 1280/390
|
1
|
Расход масла –
160 л/мин
Расход воды –
90 л/мин
|
| 7
|
Термопластавтомат ЛПД-500/160
|
1
|
Расход воды на охлаждение
120 л/час
|
| 8
|
Шкаф сушильный СНОЛ
|
3
|
Объем 1-2 м3
|
| 9
|
Станок фрезерный ФСН
|
1
|
| 10
|
Пресс гидравлический ПГ-100
|
1
|
| 11
|
Станок полировальный DF-1,5
|
1
|
| 12
|
Устройство подъемное
|
1
|
Приложение
Бланк инвентаризации выбросов загрязняющих веществ в атмосферу
Раздел I. Источники выделения загрязняющих веществ
| Наименование производства, цеха, участка
и т.п.
|
Номер источника загрязнения атмосферы
|
Номер источника выделения
|
Наименование источника выделения загрязняющих веществ
|
Наименование выпускаемой продукции
|
Время работы источника выделения, часов
|
Наименование загрязняющего вещества
|
Код загрязняющего вещества
|
Количество ЗВ, отходящих от источников выделения, т/год
|
| за сутки
|
за год
|
| А
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Цех литья из пластмасс
|
1
|
1
|
Термопластавтомат
|
Корпуса пылесосов, трубки, кожухи, крышки и др.
|
8
|
2000
|
Аммиак
|
0303
|
0,0016
|
| Дибутилфталат
|
1215
|
0,00544
|
| Метиловый спирт
|
1052
|
0,00041
|
| Пыль полиамида
|
2989
|
0,0004
|
| Пыль полипропилена
|
2922
|
0,0024
|
| Пыль полистирола
|
2990
|
0,0064
|
| Пыль полиэтилена
|
0406
|
0,0028
|
| Стирол
|
0620
|
0,0032
|
| Углерода оксид
|
0337
|
0,031321
|
| Уксусная кислота
|
1555
|
0,013
|
Раздел II. Характеристика источников загрязнения атмосферы
| Номера источника загрязнения атмосферы
|
Параметры источника загрязнения атмосферы
|
Параметры газовоздушной смеси на выходе источника загрязнения атмосферы
|
Код загрязняющего
вещества
|
Кол-во загрязняющих веществ, выбрасываемых в атмосферу
|
Координаты источников загрязнения в заводской систем координат, м
|
| Высота, м
|
Диаметр или размер сечения устья, м
|
Скорость, м/с
|
Объемный расход, м3
/с
|
Температура, 0
С
|
Маскимальное
|
Суммарное
|
Точечного источника или одного конца линейного источника
|
Второго конца линейного источника
|
| г/сек
|
т/год
|
Х1
|
У1
|
Х2
|
У2
|
| 1
|
11,0
|
0,42
|
9,6
|
1,33
|
19,6
|
0303
|
0,00023
|
0,0016
|
12050
|
10730
|
| 1215
|
0,00075
|
0,00544
|
| 1052
|
0,000057
|
0,00041
|
| 2989
|
0,00006
|
0,0004
|
| 2922
|
0,00033
|
0,0024
|
| 2990
|
0,00088
|
0,0064
|
| 0406
|
0,00039
|
0,0028
|
| 0620
|
0,00044
|
0,0032
|
| 0337
|
0,004324
|
0,031321
|
| 1555
|
0,00181
|
0,013
|
Приложение
Перечень, физико-химическая характеристика и состав отходов цеха литья пластмасс
| Вид отхода
|
Производство
|
Технологический процесс
|
Класс
опасности для окружающей природной среды
|
Физико-химическая характеристика отходов
|
| Агрегатное состояние
|
Растворимость в воде, г/100 г Н2
О
|
Состав по компонентам
|
| Наименование
|
Код по ФККО
|
Наименование
|
Код
|
Наименование
|
Код
|
Наименование
|
Содержание, %
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| Лампы люминесцентные отработанные
|
353001
|
Литейный зал цеха
|
Освещение
помещения цеха
|
I
|
Твердое
|
Не растворимо
|
Ртуть
Стекло
Металл
|
| Масло индустриальное отработанное
|
541002
|
Литейный зал цеха
|
Эксплуатация оборудования
|
II
|
Жидкое
|
Не растворимо
|
Нефтепродукты
|
| Ветошь промасленная
|
549003
|
Литейный зал цеха
|
Ремонт и эксплуатация оборудования
|
III
|
Твердое
|
Не растворимо
|
Бязь
Ситец
Нефтепродукты
|
| Отходы пластмасс
|
571005
|
Механический участок цкха
|
Сверление, зачистка заготовок
|
IV
|
Твердое
|
Не растворимо
|
Полиэтилен
Полипропилен
Полиамд
Полистирол
Пластик АБС
|
| Мусор, подобный бытовому
|
912005
|
Бытовые помещения, тех.бюро цеха
|
Жизнедеятельность
|
Не токс.
|
Твердое
|
Не растворимо
|
Стекло
Бумага
Остатки пищи
|
| Смет
|
912005
|
Помещение цеха, тех.бюро, бытовые помещения
|
Уборка помещений цеха
|
Не токс.
|
Твердое
|
Не растворимо
|
Песок
Бумага
Стекло
|
Приложение
Оборудование, методы и средства экологического контроля
применяемые на предприятии
| №
п/п
|
Наименование ЗВ
|
Ед.
изм.
|
Методы, приборы контроля
|
| предприятие
|
диапазон измеряем. значений
|
Россия
|
диапазон измеряем. значений
|
В мире
|
диапазон измеряем. значений
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Вентиляционные выбросы
|
| 1
|
NO2
|
г/м3
|
«Инспектор-1», трубки индикаторные
|
0,1 до 1,0 г/м3
(±25%)
|
Газоанализатор 305-ФА-01
|
0 – 2 г/м3
(±10%)
|
IMR 3010 Р, Германия
|
0 – 100 ррm
|
| CO
|
5,8×10-3
до 58 (±25%)
|
0 – 0,5 г/м3
(±10%)
|
0 - 2000 ррm
|
| SO2
|
0,5 до 10,0 г/м3
(±20%)
|
0,15 г/м3
(±10%)
|
0 - 2000 ррm
|
| NH3
|
0,02 до 1,0 г/м3
(±25%)
|
0 – 10 г/м3
(±10%)
|
-
|
| H2
S
|
0,01 до 1,5 г/м3
(±25%).
|
0 – 5 г/м3
(±10%)
|
0 – 100 ррm
|
| 2
|
SO2
|
г/м3
|
То же
|
0,5 до 10,0 г/м3
(±20%)
|
Газоанализатор дистанционный ФГОО-1
|
0,16 г/м3
|
Переносной малогабаритный газоанализатор ТЕ STO 33, Финляндия
|
0 – 1500 ррm
|
| 3
|
Пыль промышленная
|
г/м3
|
Китой-М,
весы аналитические ВЛР-200
|
0,05 – 200 г/м3
(±20%)
|
Аспиратор
М-822, фильтры АФА
|
0,05 – 20 г/м3
(±10%)
|
MSI 2500 PT переносной малогабаритный измеритель
|
0,5 – 50 г/м3
(±50%)
|
Приложение
(продолжение)
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 4
|
NH3
|
г/м3
|
«Инспектор-1», трубки индикаторные
|
0,02 до 1,0 г/м3
(±25%)
|
Портативный газоанализатор аммиака
ТГС-3 АИ
|
0 – 99,9 ррm
|
Газоопредели-тель ГХ-4, ГХ-СО-5
|
0-25-625 г/м3
(±25%)
|
| Сточные воды
|
| 5
|
Fe
|
мг/л
|
Колориметр КФК-3,
фотоколори-метрия
|
0,05 - 20 мг/л (±20%)
|
Флюорат-02, флюорометрия, фотометрия
|
0,05 –5 мг/л
|
Портативный анализатор РА
атомно-абсорбционный
|
0,05-20 мг/л (±20%)
|
| Cr
|
0,005 – 1,0 мг/л (±30%)
|
0,002–0,2 мг/л
|
0,005–10 мг/л (±30%)
|
| Cu
|
0,0005–1,0 мг/л (±25%)
|
0,005 –2 мг/л
|
0,0005–1,0 мг/л (±25%)
|
| Zn
|
0,01 – 1,0 мг/л (±30%)
|
0,005 –2 мг/л
|
0,01 – 1,0 мг/л (±30%)
|
| Ni
|
0,05 – 0,5 мг/л (±10%)
|
0,04 –2 мг/л
|
0,05 – 0,5 мг/л (±10%)
|
| Cd
|
0,001 – 1,0 мг/л (±15%)
|
0,0005 –2 мг/л
|
0,001 – 1,0 мг/л (±15%)
|
|