§13. Построение схем сборки.
После изучения собираемого изделия составляют технологические схемы общей и узловой сборки.
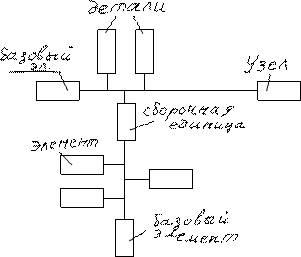
Первичным элементом изделия является деталь, для которой характерно отсутствие каких – либо разъемных или неразъемных соединений.
Технологические системы сборки строят отдельно для общей сборки изделия и сборки каждого из его узлов. Схема начинается с базового элемента и заканчивается: для общей сборки – изделием, для узловой – узлом.
Базовым называют элемент (деталь или узел), с которого начинают сборку. Схемы сборки должны отражать структуру и последовательность комплектования изделия или узла. Процесс сборки изображается горизонтальной линией, которую проводят в направлении от базового элемента к собираемому объекту. Сверху располагаются в порядке последовательности сборки обозначения входящих в изделие деталей, а снизу сборочных единиц
Наименование детали
№ чертежа (ГОСТ) Кол-во
При наличии образца изделия составление схемы сборки упрощается , так как последовательность сборки может быть установлена в процессе пробной разборки.
Общую и узловую сборку начинают с установки базового элемента на стенд, верстак или сборочное приспособление. Если изделие имеет несколько размерных цепей, то сборку следует начинать с наиболее сложной и ответственной цепи, звенья которой являются составляющими звеньями других более простых цепей. В каждой размерной цепи сборку завершают установкой тех элементов соединения, которые образуют ее замыкающее звено. И эта последовательность сборки должна быть четко и ясно отражена в технологической схеме сборки. Схемы сборки должны быть снабжены надписями или сносками, поясняющими характер сборочных соединений и, выполняемый при сборке, контроль. Например: запрессовать, затянуть с определенным крутящим моментом, отрегулировать положение, проверить зазор и т. д.
Если отдельные сборочные единицы или узлы по условиям общей сборки подвергаются частичной или общей сборке, то этот вид дополнительной работы так же отражается дополнительной надписью на схеме сборки.
Схемы сборки могут иметь несколько вариантов отличных по структуре и последовательности выполнения сборки. На выбор варианта влияет: трудоемкость и себестоимость сборки; требуемое число сборщиков; удобство сборки; возможность механизации и автоматизации места сборки.
По принятым схемам сборки выявляют основные сборочные операции. Содержание такой операции устанавливают так, чтобы на каждом рабочем месте выполнялась однородная по своему характеру и технологически законченная работа. Это способствует лучшей специализации сборщиков и повышению производительности их труда. Содержание операции зависит так же от типа производства и вида сборки (поточное, непоточное). При поточной сборке длительность операции должна быть равна или кратна такту выпуска. В серийном производстве содержание операции принимают таким, чтобы при сборке изделий различных наименований, периодически сменяемыми партиями, обеспечить наиболее полную загрузку рабочих мест. В единичном и мелкосерийном производстве основная часть сборочных работ выполняется на общей сборке, и лишь малая их часть выполняется над отдельными сборочными единицами.
|