|
Введение.
На металлургических заводах, где получают отливки из жидкого чугуна, отсутствуют доменные печи. Значит, чугун в твердом виде, разлитый в чушки, поступает на них с металлургических заводов. Для переплава этих чушек используют шахтную плавильную печь – вагранку, - в которой на встречу друг другу движутся продукт сгорания и металлургическая шихта.
Основной частью вагранки является шахта – часть кожуха от загрузочного окна до подовой плиты. Часть кожуха, расположенную выше загрузочного окна, называют трубой. Шахта состоит из железного цилиндрического кожуха. Внутри кожуха имеется кирпичная кладка, а между ним и футеровкой оставляется зазор, чтобы футеровка при нагревании могла расширяться. Шахта устанавливается на подовую плиту против отверстия, закрываемого откидным днищем, над которым набивается под из формовочного песка. Набивной под имеет небольшой уклон в сторону чугунной летки. Против нее на уровне пода делают рабочее окно, которое во время плавки закладывается огнеупорным кирпичом, забивается формовочной смесью.
Основным видом топлива в вагранке служит кокс. Но в целях его экономии для отопления вагранок начинают использовать природный газ, что позволяет снижать содержание серы и фосфора в чугуне.
Шихта же состоит из твердого чушкового чугуна, чугунного лома, а также незначительного количества стального лома и ферросплавов. Кроме металлической части в шихту входят флюс и кокс. В качестве флюсов используют известняк, доломит.
Часть вагранки расположенная ниже воздушных фурм, до подины, называется горном. Кожух и футеровка вагранки опираются на стальную плиту, которая покоится на 4-х колоннах, укрепленных на фундаменте. Для выпуска шлака имеется отверстие, называемое шлаковой леткой и расположенное ниже фурм на 75-150 мм.
Для выпуска жидкого чугуна предназначена чугунная летка. Но из-за сравнительно небольшого объема горна накопить много чугуна для получения крупной отливки не удается. Поэтому вагранки снабжают копильником, применение которого позволяет собрать не только значительное количество чугуна, но и улучшить его качество.
Сверху вагранка снабжена специальными устройствами – искрогасителем и пылеуловителем, которые предназначены для улавливания выносимых из дымовых труб раскаленных пыли и искр.
1. Обзор существующих аналогичных установок
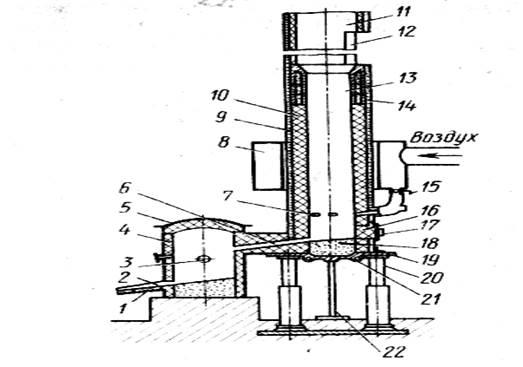
Вагранка представляет собой плавильную печь шахтного типа. На рис.1 изображена вагранка со стационарным копильником. Вертикальный цилиндрический кожух 9
, изготовленный из листовой стали толщиной 8-12 мм, установлен на подовой плите 19
.
Внутри кожух футерован огнеупорным материалом 10
толщиной 250-300 мм. Подовая плита установлена на четырех колоннах 20
,
В центре подовой плиты имеется круглое отверстие для удаления остатков плавки. Отверстие закрыто двумя полукруглыми дверцами 21
,
подвешенными на петлях. Специальный затвор исключает возможность раскрытия дверок. Иногда дверцы подпирают снизу стойкой 22
.
В кожухе вагранки имеются отверстия для загрузочного окна 12
,
рабочего окна 16,
фурм 7
, соединительной летки 6
.
Часть вагранки от загрузочного окна до подовой плиты называют шахтой 13
,
а выше загрузочного окна - трубой 11.
Ниже загрузочного окна (на 0,8-1,2 м) шахту часто выкладывают не огнеупорными, а чугунными пустотелыми блоками 14
,
которые хорошо противостоят ударам загружаемого металла. Под 18
набивной. Вагранку разжигают дровами через рабочее окно, которое перед началом плавки плотно закрывают дверцей 17.
(Рисунок 1)
(Рисунок 2)
Копильник 4
предназначен для сбора необходимого количества чугуна. Копильник, как и вагранка, имеет кожух и футеровку. Жидкий металл из копильника выпускают через летку 2
по желобу 1
; шлак - через шлаковую летку 3
.
Съемный свод 5
облегчает условия ремонта. Воздух вначале поступает в фурменный пояс 8
и затем по патрубкам - к фурмам. Шиберы 15
, установленные на патрубках, позволяют регулировать расход воздуха на фурмы. На верхней части дымовой трубы, выходящей из здания, устанавливают искрогаситель, предназначенный для улавливания раскаленных частиц и пыли, выбрасываемых из вагранки,
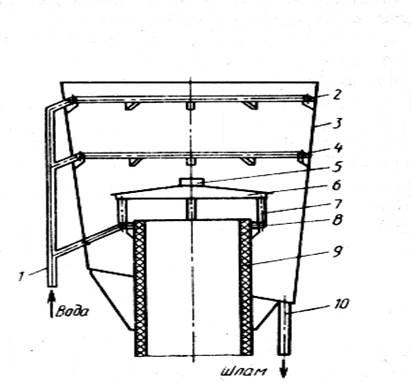
На рис.2 показан водоохлаждаемый искрогаситель, позволяющий на 80% очистить ваграночные газы от пыли. Очистка газов происходит при их соприкосновении с потоком воды. В корпусе 3
искрогасителя размещены две системы орошения водой. Первая система включает верхний 2
и нижний 4
коллекторы, а вторая - зонт 6
, коллектор 8
и соединительные трубы 7
. Горячие ваграночные газы по выходе из трубы 9
вагранки отклоняются зонтом к корпусу искрогасителя. Холодная вода из трубопровода 1
заполняет зонт и поступает в искрогаситель через сливной патрубок 5
на конце зонта. Во время работы вагранки по зонту (по всей окружности) стекает поток воды, через который проходят ваграночные газы. Все крупные и средние частицы пыли отделяются потоком воды от газов и увлекаются вниз к сливной трубе 10
. Вода, сливающаяся из коллекторов 2
и 4
, дополнительно очищает ваграночные газы, что обеспечивает высокий КПД установки.
При непродолжительных плавках (3-4 ч) футеровка выгорает лишь выше фурм. В этом случае ремонт плавильного пояса сводится к заделыванию выгоревших мест новым огнеупорным кирпичом е применением раствора из огнеупорной глины. При более продолжительных плавках выгорание футеровки настолько значительно, что требуется полная замена футеровки в районе плавильного пояса.
Огнеупорный материал для плавильного пояса подбирают в зависимости
от химического состава шлаков, образующихся при плавке. При кислых
шлаках футеровку выполняют из шамота или кварцитов, а при основных
шлаках - из магнезита. Для футеровки плавильного пояса применяют
набивные массы. Наиболее распространен следующий состав огнеупорной
массы: 90- 95% кварцевого песка, 5-10% графита, 6-8% воды
(дополнительно). Эту смесь в сухом состоянии перемешивают в бегунах в
течение 5-10 мин. Для изготовления набивной футеровки в вагранку на
уровне фурм устанавливают из отдельных секторов опалубку -
металлический цилиндр диаметром, равным внутреннему диаметру
вагранки, высотой 300-400 мм. Кольцевое пространство между опалубкой
и кожухом вагранки плотно набивают огнеупорным составом. Когда масса
уплотнена по всей высоте цилиндра, на него устанавливают новый
цилиндр, и набивка продолжается. Применение набивной футеровки для
ремонта плавильного пояса позволяет значительно снизить трудоемкость и
стоимость ремонтных работ.
Хорошей стойкостью по отношению к кислым шлакам обладает набивная масса, включающая 35-40% цирконового концентрата, 10-30% графита и 35-50% огнеупорной глины, Количество влаги (сверх 100%) до 3%. Массу применяют для горна вагранки. Срок службы горна - более недели.
РАБОТА ВАГРАНКИ
Перед началом работы в вагранку через загрузочное окно загружают кокс, который разжигают дровами или природным газом. Кокса загружают столько, чтобы его уровень был выше оси фурм на 500-700 мм. Получаемый столб кокса называют холостой колошей. Для холостой колоши используют наиболее крупные куски кокса, что обеспечивает получение более горячего металла в начале работы вагранки. После розжига холостой колоши дровами или природным газом в вагранку подается дутье, после чего фурмы закрываются. В этот момент кокс начинает интенсивно гореть, и холостая колоша в районе фурм разогревается до температуры 1400-1500 °С. После продувки холостой колоши дутье прекращают, открывают фурмы и в вагранку при необходимости засыпают кокс до получения требуемой высоты холостой колоши.
На подготовленную таким образом холостую колошу загружают первую металлическую колошу, на нее первую рабочую коксовую колошу. Далее вагранку загружают поочередно металлическими и коксовыми
 колошами вплоть до загрузочного окна вагранки. В каждую металлическую колошу добавляют флюс (известняк» основной мартеновский шлак, плавиковый шпат) для образования необходимого химического состава колошами вплоть до загрузочного окна вагранки. В каждую металлическую колошу добавляют флюс (известняк» основной мартеновский шлак, плавиковый шпат) для образования необходимого химического состава
(Рисунок 3)
ваграночного шлака. Ошлаковываются зола кокса, футеровка, пригар с литников.
По окончании загрузки включают дутьевой вентилятор. Воздух поступает через фурмы в холостую коксовую колошу. Начинается интенсивный процесс горения с выделением большого количества теплоты. Первая чугунная колоша, расположенная непосредственно на раскаленном коксе, начинает плавиться. Капли и струйка жидкого металла стекают по кускам и между ними к подине. Сюда же стекают и образовавшиеся ишаки. Через соединительную летку металл и шлак поступают в копильник. Когда уровень шлака достигнет необходимой высоты, открывают шлаковую летку и шлак выпускают из копильника. Затем выпускают металл через металлическую летку.
К моменту расплавления первой металлической колоши уровень холостой колоши понижается. Для получения чугуна с постоянной температурой и постоянным химическим составом высота рабочей коксовой колоши должна быть равна высоте, на которую уменьшилась холостая колоша. Тогда каждая последующая металлическая колоша плавится на одной и той же высоте. Движение колош происходит непрерывно.
Для поддержания постоянной высоты столба, материалов в шахту загружают металл, кокс и флюс. В вагранке горячие газы, образующиеся при горении кокса, поднимаются, а материалы опускаются (принцип противотока). Вследствие этого происходит интенсивная теплопередача между газами и материалами, загружаемыми в печь. Металлическая колоша, опускаясь по шахте, постепенно нагревается до температуры плавления и плавится.
Горячие газы при движении вверх, встречаясь со все более холодными металлическими колошами, охлаждаются. Использование теплоты газов повышает КПД вагранки. В вагранке расходуется кокса 10-15% массы металлозавалки.
Из условий техники безопасности при каждом прекращении подачи дутья в вагранку немедленно открываются фурмы, Это исключает образование в воздухопроводе взрывоопасной газовоздушной смеси из-за проникания из вагранки газов, содержащих оксид углерода.
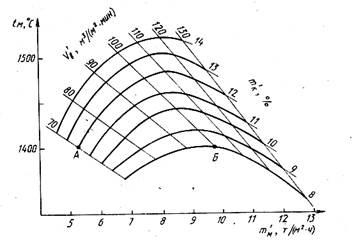
Основные показатели работы вагранки: температура выплавленного чугуна tM
, °С; удельный расход кокса т
k
%
; удельный расход воздуха VB
, м3
/(м2
-мнн); удельная производительность по жидкому металлу т'м
,
т/(м2
-ч). Температуру чугуна замеряют при выходе его из вагранки. Расход кокса считают на 100 кг металлозавалки. Расход воздуха в м3
/мин и производительность вагранки в т/ч пересчитывают на 1 м2
поперечного сечения вагранки в свету.
Взаимосвязь основных показателей работы вагранки, полученная В. Паттерсоном, показана на рис. 3. Исследования проводили на вагранке с внутренним диаметром 700 мм, полезной высотой 4900 мм при работе на холодном дутье. Значения удельного расхода кокса, приведенные на диаграмме В. Паттерсона, соответствуют удельному расходу углерода кокса без учета золы и других примесей, что облегчает применение полученных данных при работе на различных видах кокса.
2. Расчет основных параметров плавильного агрегата
2.1Расчет геометрических размеров печи
Основные размеры вагранок рассчитывают по эмпирическим  формулам, в которых отражен опыт их эксплуатации. формулам, в которых отражен опыт их эксплуатации.
1. Определяем диаметр вагранки, м:

где G
-
заданная производительность вагранки, т/ч;
g
-
удельная производительность вагранки, равная 6…..10 т/(м2
ч).
2. Определяем полезную высоту вагранки, то есть расстояние от оси основного ряда фурм до порога загрузочного окна, м:

3. Общая высота вагранки (без трубы), м:

где H
1
-
расстояние от оси основного ряда фурм до пода, м;
H
2
-расстояние от пода до пола цеха, м (H
2
=2м).
4. Диаметр металлической летки, мм:

где d
мл
- диаметр цилиндрической части металлической лётки, мм;
ρ- плотность чугуна, т/м3
;
ω- скорость истечения чугуна (0,5….1), м/c.
Диаметр шлаковой летки принимаем 90 мм.
5. Суммарное сечение фурм основного ряда, м2
:
 , где , где 
 , ,
F
– сечение вагранки в свету, м2
.
6. Для того, чтобы из газов выпадала пыль, необходимо уменьшить скорость их движения до 1 м/с, при этом сечение искрогасителя в горизонтальной плоскости, м2
, будет:

где  - коэффициент, учитывающий увеличение объема газов за счет подсоса через загрузочное окно (2…3); - коэффициент, учитывающий увеличение объема газов за счет подсоса через загрузочное окно (2…3);
 -удельный расход воздуха, подаваемого в вагранку, -удельный расход воздуха, подаваемого в вагранку,
(60…100  ); );
F
-
сечение вагранки, м2
;
 -коэффициент объемного расширения; -коэффициент объемного расширения;
t
– температура газов в искрогасителе,  . .
7. Диаметр воздухопроводов, м:

при скорости воздуха 
2.2 Материальный баланс.
1. Расчет ведем на 100кг металлической шихты.
2. Принимаем расход кокса равным 12% от веса металлозавалки, или 12кг.
3. Принимаем расход известняка в 35% от расхода кокса, или 12*0,35=4,2кг.
4. Находим по справочникам состав кокса (табл. 1).
Таблица 1.
| Элемент
|
Процентное
содержание
|
В кг на 100кг
металла
|
В кг на 100кг металла
считая, что О2
соединен с Н2
|
| С
|
80,3
|
9,64
|
9,64
|
| Н2
|
0,6
|
0,07
|
0,07-0,04/8=0.065
|
| O2
|
0.4
|
0.015
|
----
|
| N2
|
1.2
|
0.14
|
0.1
|
| S
|
1.3
|
0.16
|
0.16
|
| A
(зольность)
|
11,6
|
1,39
|
1,39
|
| W
(влажность)
|
4,6
|
0,55
|
0,55+0,04*9/8=0.595
|
| Итого
|
100
|
12,00
|
12,00
|
5. Примем соотношение газов  в продуктах горения равным в продуктах горения равным  . Это означает, что 60% углерода, или 9,64*0,6=5,78кг, сгорает в . Это означает, что 60% углерода, или 9,64*0,6=5,78кг, сгорает в  и 40% углерода, или 9,64*0,4=3,86кг, сгорает в и 40% углерода, или 9,64*0,4=3,86кг, сгорает в  . .
При сгорании 1кг углерода согласно реакциям горения:

образуется  или. или.
Тогда при сгорании кокса в колошниковые газы перейдет и:

 . .
6. При сгорании 1кг водорода по реакции:

образуется 
При горении всего водорода топлива в продукты горения переходит:

7. Примем что из общего количества серы топлива (0,16кг) 70% её, или 0,11кг, сгорает в  и переходит в газы, а 30%, или 0,05кг, переходит в металл. и переходит в газы, а 30%, или 0,05кг, переходит в металл.
При сгорании 1кг серы топлива согласно реакции:

образуется 
Тогда из топлива в колошниковые газы перейдет

8. Примем условно, что в известняке содержится 44% , или  и 56%, или и 56%, или 
Тогда из известняка в продукты горения перейдет 
Здесь 0,51-объем (м3
), занимаемый 1кг СО2
.
9. Примем следующий состав шихты и металла (табл.2).
Таблица 2.
| ЭЛЕМЕНТЫ
|
Процентное
содержание
|
В кг на 100
кг шихты
|
В кг в жидком Ме
|
В % в жидком Ме
|
| Fe
|
93,16
|
93,16
|
92,165
|
93,38
|
| Si
|
2,00
|
2,00
|
1,80
|
1,81
|
| Mn
|
0,70
|
0,70
|
0,595
|
0,60
|
| S
|
0,06
|
0,06
|
0,10
|
0,10
|
| P
|
0,20
|
0,20
|
0,20
|
0,20
|
| C
|
3,4
|
3,4
|
3,4
|
3,4
|
| Итого
|
100,00
|
100,00
|
98,8
|
100,00
|
При расчете состава металла принято:
Угар Si
10%, т.е. 0.2 кг, что дает 0,43 кг SiO
2
Угар Mn
15%, т.е. 0.105 кг, что дает 0,14 кг MnO
Угар Fe
1%, т.е. 0.934 кг, что дает 2,52 кг FeO
Отсюда общее количество угара составляет 1,239 кг, что дает 3,09 кг шлака.
Количество серы в металле увеличивается на 0,04 кг, содержание углерода и фосфора остается без изменений. Выход жидкого металла получим 98,8 кг на 100 кг шихты.
10.Для определения расхода воздуха определим сначала расход кислорода на окисление примесей и горение топлива по анализу соответствующих реакций.
На окисление
Si
,
Mn
,
Fe
требуется кислорода:
0,43 + 0,14 + 0,14 + 2,52 + 2,52 = 0,23+0,03+0,56=0,82 кг, = 0,23+0,03+0,56=0,82 кг,
или 0,82*0,7=0,57 м3
, где о.7-обьем 1 кг кислорода.
Для сгорания углерода, серы и водорода топлива требуется кислорода:
О2
= СО2
+  СО
+ SO
2
=
10.81+3.61+0.08=14.5 м3 СО
+ SO
2
=
10.81+3.61+0.08=14.5 м3
Всего на горение кокса и окисление примесей требуется кислорода:
0,57+14,5=15,07 м3
.
С этим кислородом вносится азота :
15,07 *  = 56,69 м3
. = 56,69 м3
.
Всего требуется воздуха на 100 кг шихты :
15,07 + 56,69 = 71,76 м3
или 71,76* 1,293 = 92,79 кг,
где 1,293 –вес 1 м3
воздуха.
11.Расчитаем количество и состав ваграночных газов.
Количество азота, поступающего с воздухом и выделяющегося из кокса, равно:
26,69 + 0,14*1,6 = 56,91 м3
,
где 1,6 – объем 1 кг азота в 1м3
.
Количество влаги, перешедшей из топлива, воздуха и продуктов горения составляет:
0,595 *1,25 + 70,81*0,005*1,25 + 0,73=1,92 м3
или 1,54 кг Н2
О
,
где 1,25 – объем 1 кг Н2
О
, а 0,005 – количество Н2
О
в 1 м3
воздуха.
Полагая, что 50% влаги, или 0,96 м3
(0,77 кг), разложиться, получим:
Н2
О – 0,96 м3
;
Н2
– 0,96 м3
;
О2
– 0,48 м3
.
Состав ваграночных газов приведен в таблице 3.
Таблица 3
Состав ваграночных газов.
| Составная часть
|
Объем, м3
|
% содержание
|
| СО2
|
10,81+0,94=11,75
|
15,14
|
| СО
|
7,22
|
9,30
|
| SO
2
|
0,08
|
0,10
|
| N
2
|
56,16
|
72,36
|
| H2
O
|
0,96
|
1,24
|
| H
2
|
0,96
|
1,24
|
| O
2
|
0,48
|
0,62
|
| Итого
|
77,61
|
100
|
В составе ваграночных газов отношение  немного выше заданного немного выше заданного  за счет СО2
, выделившегося из известняка. Всего продуктов горения получилось 77,61 м3
или 77,61*1,341=104,08 за счет СО2
, выделившегося из известняка. Всего продуктов горения получилось 77,61 м3
или 77,61*1,341=104,08
где 1,341 – масса 1 м3
продуктов горения.
12. Расчет количества шлака:
- от окисления элементов металла получаем шлака 3,09 кг
- футеровки расходуется 0,15 кг на 100 кг шихты 0,15 кг
- известняк вносит в шлак на 100 кг шихты СаО
в кол-ве 1,96 кг
- золы кокса переходит в шлак на 100 кг шихты 1,16 кг
-с шихтой вносится пригара 1%, т.е. 1,00 кг
ИТОГО: 7,32 кг
13.Сводный материальный баланс на 100 кг шихты (табл.4).
Таблица 4.
| ПРИХОД
|
РАСХОД
|
| Шихты 100,00кг
|
Жидкого металла 98,8 кг
|
| Кокса 12,00 кг
|
| Известняка 2,00 кг
|
| Воздуха 92,79 кг
|
Шлака 7,32 кг
|
| Из футеровки 0,15 кг
|
Газообразных продуктов
горения 104,08 кг
|
| Пригар с шихтой 1,00 кг
|
| Итого 210,14 кг
|
Итого 210,20 кг
|
Невязка баланса 210,20 – 210,14 =0,06 составляет всего 0,0048%, что находиться в пределах точности расчета.
2.3 Тепловой баланс.
Тепловой баланс вагранки составляется на 100 кг шихты. Для проведения расчетов используются данные, полученные при составлении материального баланса.
ПРИХОДНАЯ ЧАСТЬ БАЛАНСА.
1.Теплота сгорания углерода при сгорании в СО2
;
 , ,
где qC
– количество углерода кокса на 100 кг шихты, кг;
Q/
C
– теплота сгорания 1 кг углерода кокса в СО2
,
равная 34100 кДж / кг.
2.Теплота сгорания водорода кокса, кДж:
 ; ;
где  - количество водорода кокса на 100кг шихты, кг; - количество водорода кокса на 100кг шихты, кг;
 -теплота сгорания 1 кг водорода, равная 121000 -теплота сгорания 1 кг водорода, равная 121000 
3. Теплота сгорания серы кокса, кДж:

где  -количество серы, сгорающей в SO2
на 100кг шихты; -количество серы, сгорающей в SO2
на 100кг шихты;
 -теплота сгорания 1кг серы, равная 9133 кДж/кг. -теплота сгорания 1кг серы, равная 9133 кДж/кг.
4. Теплота, выносимая с воздухом, кДж:

где Св
– удельная теплоемкость воздуха при Тв
, кДж/м3
К;
Тв
-
температура вдуваемого воздуха, К;
V
в
- объем воздуха, подаваемого в вагранку, м3
.
5. Теплота, выделяемая при окислении кремния, кДж:
QSi
=29400*
qSi
=29400*0.2=5880кДж,
где qSi
- количество кремния металла, соединившегося с кислородом, кг.
6. Теплота, выделяемая при окислении марганца, кДж:
QMn
=6900*
qMn
=6900*0.105=725кДж,
где qMn
- количество марганца металла, соединившегося с кислородом, кг.
7. Теплота, выделяемая при окислении железа, кДж:
QFe
=4990*
qFe
=4990*0.934=4660 кДж,
где qFe
-
количество железа металла, соединившегося с кислородом, кг.
8. Теплота, выделяемая при шлакообразовании, кДж:
Q
шл
=258*
q
шл
=258*1,17=457кДж,
где q
шл
- количество образовавшегося шлака, кг.
В пунктах 5…8 числовые коэффициенты соответствуют тепловым эффектам реакций окисления кремния, марганца, железа и шлакообразования, кДж/кг.
Суммарный приход тепла:
∑
Q
пр
=
Qc
+
Q
н
+
QS
+
Q
в
+
QSi
+
QMn
+
QFe
+
Q
шл
=328724+7865+1461+42116++5800+125+4661+457=391889кДж.
РАСХОДНАЯ ЧАСТЬ БАЛАНСА
1. Расход теплоты на нагрев до температуры плавления, расплавление и перегрев металла, кДж:
Q
м
=
q
м
[
C
ТМ
(Тпл
-273)+ηпл
+Сжм
(Тм
-Тпл
)]=
=98,8*(0,75*1240+210+0,88(1400-1240))=126543кДж,
где q
м
- количество жидкого металла, полученного из 100кг шихты, кг.
СТМ
- удельная теплоемкость металла в твердом состоянии, кДж/(кг*К).
ηпл
- скрытая теплота плавления металла, кДж/кг.
Сжм
- удельная теплоемкость металла в жидком состоянии, кДж/(кг*К).
Тм
- температура металла на желобе вагранки, К.
Тпл
- температура плавления металла, К.
2. Расход теплоты на нагрев и расплавление шлака, кДж:
Q
шл
=
q
шл
*(1,13*Тшл
+272)=6,04*(1,13*1470+272)=11676кДж,
где q
шл
-
количество жидкого шлака, кг.
Тшл
-
температура шлака, К.
3. Расход теплоты на разложение известняка, кДж:
Q
из
=1620*
q
из
=1620*4,2=6804 кДж,
где q
из
-
количество известняка, кг.
4. Расход теплоты на испарение влаги, кДж:
Q
вл
=2500*
q
вл
=2500*0,595=1488 кДж,
где q
вл
-
количество влаги, кг.
5. Расход теплоты на разложение влаги, кДж:
Q
вл
’=13500*
q
вл
’=13500*0,595=12960 кДж,
где q
вл
’-
количество разложенной влаги, кг.
6. Физическая теплота ваграночных газов, кДж:
Q
ух
=Сух
(Тух
-273)*
V
ух
;
где Сух
- удельная теплоемкость газов при Тух
, кДж/(м3
*К),
Тух
– температура ваграночных газов при выходе из шихты, К,
V
ух
– объем ваграночных газов, м3
.
Для определения количества тепла, уносимого уходящими газами, по составу и температуре рассчитываем теплоемкость уходящих газов:

  , ,
Q
ух
=1.4468*460*77.61=51652кДж;
7. Расход теплоты за счет содержания в ваграночных газах окиси углерода (Химическая теплота), кДж:
Q
НГ
=
QC
CO
*
qC
CO
=23800*3,86=91868 кДж,
где QC
CO
– теплота сгорания окиси углерода (23800), кДж/кг.
qC
CO
– количество углерода, сгорающее в СО
, на 100кг шихты, кг.
8. Расход теплоты с окружающей средой через кладку вагранки определяется по разности приходной и расходной части баланса:
Q
ввод
+Q
акк
=88898кДж;
Суммарный расход тепла:
∑
Q
расх
=
Q
м
+
Q
шл
+
Q
из
+
Q
вл
+
Q
вл
’
+
Q
ух
+
Q
НГ
+
Q
ввод
+
Q
акк
=126543+11676+ +6804+1488+12960+51652+91868+87742=391889кДж.
СВОДНЫЙ ТЕПЛОВОЙ БАЛАНС ВАГРАНКИ
(на 100кг. металлозавалки).
Приход тепла:
1. Теплота горения кокса 338050 кДж 86,26%
2. Теплота подогретого воздуха 42116 кДж 10,75%
3. Теплота окисления примесей 11260 кДж 2,87%
4. Теплота шлакообразования 457 кДж 0,12%
Итого 391889 кДж 100%
Расход тепла:
1. Нагрев чугуна 126543 кДж 32,29%
2. Нагрев шлака 11676 кДж 2,98%
3. Разложение известняка 6804 кДж 1,79%
4. Испарение и разложение влаги 14448 кДж 3,69%
5. Нагрев колошниковых газов 51652 кДж 13,17%
6. Неполнота горения 91868 кДж 23,44%
7. Потери тепла на водяное охлаждение
и через кладку 88898 кДж 22,68%
Итого 391889 кДж 100%
3. Подбор плавильного агрегата и его обоснование
Для плавки чугуна марки СЧ20 используют в основном вагранки. Это обусловлено рядомусловий:
-дешевизна процесса плавки и плавильного оборудования;
-можно получить качественную отливку без каких-либо дополнительных обработок;
-возможность получения заданных технологических, физических и механических свойств.
В настоящее время около 95% вторичной плавки чугуна осуществляется в вагранках(в основном на промышленных заводах Беларуси). Нельзя предполагать, что вагранка в ближайшее время будет полностью вытеснена другими плавильными печами, особенно в связи с растущей конвейеризацией литейного производства, в условиях которого непрерывный выпуск металла из плавильной установки имеет существенное значение.
Устройство вагранки.
Наиболее распространенными плавильными агрегатами для чугунолитейных цехов являются вагранки.
При производстве мелкого сложного литья используются вагранки без копильника, а для крупных отливок — с копильником.
Вагранка (рис. 2) представляет собой шахтную печь, выложенную изнутри шамотным кирпичом 12. Снаружи вагранка имеет металлический кожух 13 из листовой стали.
Шахта вагранки опирается на кольцо 7, установленное на опорных колоннах 6. Снизу шахта имеет днище 5, на которое перед началом плавки уплотняется огнеупорный защитный слой (лещадь). В верхней части расположено загрузочное окно 16, через которое вагранка определенными порциями — колошами пополняется шихтовыми материалами в течение всей плавки.
Для предохранения кирпичной кладки от ударного действия загружаемой шихты верхнюю часть шахты выкладывают чугунным кирпичом 15. В нижней части имеется воздушная коробка 11, из которой необходимый для горения топлива воздух подастся в вагранку через отверстия — фурмы 10. Фурмы могут быть расположены в один или несколько рядов.
Расплавленный чугун стекает в нижнюю часть шахты вагранки, называемую горном, откуда непрерывной струей попадает через переходную лётку 4 в копильник 1, служащий для сбора металла. Из копильника по мере накопления металл выпускают через лётку 3. Для выпуска шлака в копильнике имеется лётка 2.

рис. 2
В случае работы вагранки без копильника в нижней части горна выполняется отверстие для выпуска чугуна — чугунная лётка, а в верхней части (ниже фурм) — отверстие для выпуска шлака — шлаковая лётка. Из этих отверстий по желобам, выложенным огнеупорными материалами, чугун и шлак при выпуске сливаются в ковши.
Верхнюю часть вагранки, расположенную выше загрузочного окна, называют трубой. На ней устанавливается искрогаситель 18. Для удобства обслуживания вагранки устраивают загрузочную площадку 14.
Загрузка вагранки начинается после тщательного ремонта футеровка и набивки пода лещади 8. Вся нижняя часть вагранки выше верхнего ряда фурм загружается коксом, отобранным по крупности кусков в пределах 100—150 мм.
Эта часть топлива называется холостой колошей 9. Она служит для поддержания находящихся сверху рабочих колош 20, 21 и разогрева вагранки. Верхняя часть холостой колоши (выше уровня фурм на 600—1000 мм) находится в плавильном поясе вагранки. Здесь развивается максимальная температура и происходит расплавление металла.
Загрузку рабочих колош (металлических и топливных) производят бадьями 19 с помощью загрузочных кранов 17 или скиповых подъемников.
В вагранке по высоте шахты можно выделить три температурные области: первая — от загрузочного окна до верхнего края холостой колоши (здесь температура постепенно повышается по направлению сверху вниз от 400—500°С до 1300—1500°С); вторая от верхнего края холостой колоши до оси фурм (температура находится в пределах 1300—1700 °С); третья от оси фурм до лещади (температура 1300—1400 °С). Расплавляемый в вагранке металл подвергается химическим изменениям, которые зависят от времени нахождения расплавляемого металла в зоне наивысших температур. Поэтому в целях уменьшения изменения химического состава расплавляемого металла и в целях уменьшения угара нужно, чтобы плавильный пояс вагранки был возможно тоньше.
4. Подбор шихты для проведения процесса плавки
При плавке чугуна для обеспечения заданного химического состава и качества выплавляемого металла необходимо правильно рассчитать шихту, т. е. подобрать соответствующуюсмесьизразличныхсортовдоменногочугуна, чугуна оборотного, чугунного и стального лома и ферросплавов. Расчет шихты осуществляется на основании данных о химическом составе и качестве имеющихся нашихтовомскладематериалов.
Для расчета необходимо иметь задание на химический состав чугуна в отливках с допускаемыми отклонениями по содержанию элементов и установленный из условий данного производства угар элементов в процентах.
При установившемся производстве составы шихт по маркам отливок должны быть стабилизированы, и расчет делается только на поправку отдельных элементов из-за отклонений в химическом составе поставляемых на склад чугуновилома.
Шихтовке должна предшествовать тщательная рассортировка поступающих на склад шихтовых материалов по данным химического анализа и другим отличительным признакам (окисленность лома, загрязненность песком, характер поверхности чушки чугуна, характер лома чугуна и стали и т. д.), имеющим значение для достижения успешнойшихтовки.
Существуют различные методы расчета шихты — графические, номографические и арифметические. Последний метод называется также методом подбора. Осуществляется он наиболее просто, вполне доступен для персонала, требует простой записи расчета, которую всегда легко проверить или дополнить.
1.
Изимеющихся чугунов необходимо подобрать такие, которые обеспечивали бы заданный состав литья по углероду, кремнию, марганцу, фосфору и сере. Недостаток кремния и марганца возмещается присадкой доменных ферросплавов по расчету. Для обеспечения качества чугуна в шихту вводится 10% стального лома.
2.
Угар элементов при чугунной шихте для ваграночной плавки следующий: 15% кремния, 20% марганца, 0% углерода,0%фосфора, + 50% серы.
3.
Химическийсостав СЧ20следующий:3.1—3,3% углерода; 1,9—2,1% кремния (средний для расчета шихты2,0); 0,6—0,8%марганца(средний для расчеташихты 0,7);до 0,2%фосфора, до0,12% серы.
4.
Химическийсоставшихтовых материалов приведен в табл. 2.
5.
Вес металлической колоши в завалке 200 кг.
Табл. 3
| Материал шихты
|
С
|
Si
|
Mn
|
P
|
S
|
| Чушковый чугун
Л0
Л1
|
3.5
3.3
|
3.3
3.0
|
0.6
0.5
|
0.3
0.15
|
0.02
0.03
|
| Оборотный чугун
|
3.2
|
2.0
|
0.6
|
0.18
|
0.08
|
| Лом чугуна
|
3.1
|
1.5
|
0.8
|
0.2
|
0.1
|
| Лом стали
|
0.3
|
0.3
|
0.8
|
0.05
|
0.05
|
6.
Изучетаналичияшихтовыхматериаловихимическогосостава их задаемся составом шихты по количеству в кг на колошу:
Чугун ЛО 20%=40
Чугун Л1 20% =40
Оборотный 30% =60
Лом чугуна 20% =40
Лом стали 10% =20
Всего 100% =200
7.
Проверяем расчетом содержание элементов в процентах по отношению ко всей колоше.
Углерода вносят (в %):
Чугун ЛО 0,2X3,5=0,70
Чугун Л1 0,2X3.3=0,66
Оборотный 0,3X3,2=0.96
Лом чугуна 0,2X3,1=0,62
Лом стали после науглероживания в вагранке 0,1X2,0=0,20
Всего 3,14%
т. е. углерод в литье будет в пределах заданного.
Кремния вносят (в %):
Чугун ЛО 0,2X3,3=0,66
Чугун Л1 0,2X3,0=0,60
Оборотный 0,3X2,0=0,60
Лом чугуна 0,2X15=0,30
Лом стали 0,1 Х0,3=0,03
Всего 2,19%
Угар 15% 0.33
Остается 1,86%
Кремния не хватает:
2,00—1,86=0,14% или0,14 *200 / 100= 0,28 кг на одну колошу.
1 кг ферросилиция марки Си10 содержит 0,09—0,13 кг кремния. Угар кремния в ферросилиции будет около 25%, т. е. попадет в литье на 1 кг ферросплава 0,07—0,09 кг кремния. Следовательно, в шихту необходимо дать не менее 4 кг ферросилиция.
Марганца вносят (в %):
Чугун Л0 0,2X0,6=0.12
Чугун Л1 0,2x0,5=0,10
Оборотный 0,3X0,6=0,18
Лом чугуна 0,2X0,8-0,16
Лом стали 0,1x0,8-0,08
Всего 0,64%
Угар 20% 0.13
Остается 0,51%
Марганца не хватает:
0,70 —0.51=0,19 или0,19 * 200 /100 = 0,36 кг на одну колошу.
1 кг ферромарганца марки Мн6 содержит 0,7—0,75 кг марганца. Угар марганца около 30%. Следовательно, в шихту можно дать ферромарганца до 1кг на одну колошу.
Фосфора вносят (в %):
Чугун Л0 0,2X0,3 =0,06
Чугун Л1 0,2X0,15=0,03
Оборотный 0,3X0,18=0,054
Лом чугуна 0,2X0,2 =0,04
Лом стали 0.1X0.05=0,005
Всего 0,189%
Серы вносят (в %):
Чугун Л00,2X0,02=0,004
Чугун Л10,2X0,03=0.006
Оборотный 0,3X0,10=0,030
Лом чугуна 0.2X0.15=0,030
Лом стали0,1X0,05=0,05
Всего0,075%
Пригар 50%+0,0315
__________________________________________________
0,1125%
т.е. - серы в литье будет менее заданного.
5. Описание работы рассчитанного плавильного агрегата
5.1 Описание технологии плавки.
Технология плавки должна обеспечивать получение нужного и стабильного состава чугуна и высокой температура металла при заданной производительности. Выполняются эти требования за счет выбора соответствующего расхода кокса и дутья (иногда и за счет изменения температуры подогрева дутья). Сложность управления процессом заключается в том, что изменение расхода кокса или воздуха изменяет одновременно как температуру металла, так и производительность вагранки. Поэтому для изменения только производительности или только температуры металла, как правило, необходимо изменять и расход кокса, и расход дутья. Оперативное регулирование процессом обеспечивается только за счет изменения температуры или расхода дутья и содержания в нем кислорода. Изменение же расхода кокса влияет на ваграночный процесс с задержкой 30-60 мин, т.е. после достижения измененной порцией кокса холостой калоши. В определенном интервале можно регулировать производительность вагранки только за счет изменения расхода дутья. При этом температура металла сохраняется практически постоянной. Применение подогрева дутья , доменного профиля шахты вагранки и подача 50 % дутья через фурмы , расположенные на высоте 700-1000 мм от первого ряда, позволяет значительно увеличить диапазон допустимого изменения производительности вагранки только за счет изменения подачи дутья.
Тепловой КПД работы вагранок различен при нагреве шихты, плавлении ее и нагреве жидкого металла. В зоне нагрева шихты КПД имеет наибольшее значение и составляет 50-60 %, в зоне плавления 30-40%, а в зоне нагрева капель жидкого металла – всего 10-15%.
Оптимальный режим работы вагранок – получение чугуна в интервале температур 1340-1400 0
С при холодном дутье и 1400-1450 0
С при подогретом дутье. Получение более высокой температуры металла в вагранке (до 1550 0
С ) возможно, но требует высокотемпературного дутья и повышенного расхода кокса; поэтому экономичнее использовать для перегрева электрические индукционные и дуговые миксеры. Выплавка чугуна с более низкими температурами, хотя и позволяет снизить расход кокса, приводит к техническим трудностям по обслуживанию вагранки из-за зашлаковывания фурм, опасности ”закозления” вагранки при незапланированных простоях и др.
Методы интенсификации ваграночного процесса направлены либо на повышение температурного режима в вагранке, либо на перегрев жидкого металла на желобе, на горне или в копильнике. Для повышения температуры металла применяют подогрев дутья, обогащение его кислородом, подача дутья через 2 ряда фурм, применение карбида кальция и подача части дутья через горн.
Подогрев дутья и обогащение его кислородом обеспечивают повышение температуры металла примерно на 15-25 0
С на каждые 100 0
С подогрева дутья или на 1% повышения содержания кислорода в дутье.
Отвод части дутья через горн и стационарный копильник расширяет высокотемпературную кислородную зону и может привести к повышению температуры металла на 30-50 0
С в вагранках малого диаметра. Положительные результаты при этом методе обеспечиваются только в случаи правильного распределения дутья, продуваемого через горн и шахту вагранки в отношении 20-25% и 75-80% , и увеличения общего расхода дутья.
Карбиды кальция или кремния подаются в вагранку вместе с коксом рабочей топливной колонии в количестве 2% от металлозавалки. Благодаря высокой температуре плавления, карбид кальция плавиться в кислородной зоне и сгорает, выделяя шлак.
И повышая температуру в этой зоне. Присадка 2% карбида кальция повышает температуру металла на 40-50 0
С и приводит к снижению содержания серы в чугуне.
5.2 Ремонт и подготовка вагранки к плавке.
Заключается в ремонте футеровки, металлоконструкций, механизмов и оборудования, обеспечивающего нормальную работу вагранки.
Капитальный ремонт трубы вагранки выше завалочного окна производится не чаще 1 раза в год. После удаления всей старой футеровки труба выкладывается шамотным кирпичом на ремонтной глине “на ребро” или “на ребро и плашку”; толщина футеровки120 или 180 мм. Зазор между кирпичом - не более 2-3 мм.
Капитальный ремонт шахты вагранки выше зоны плавления до защитных кирпичей или завалочного окна производится не чаще 1 раза в квартал. При этом удаляется внутренний ряд футеровки. Нарушенные места наружного ряда кладки закладываются подтесанным кирпичом.
Продолжительность сушки на воздухе – не менее 24 часов. После капитального ремонта розжиг вагранки требуется производить на 0.5-1 час дольше, чем после текущего ремонта, загрузив дополнительное количество кокса.
Текущий ремонт шахты вагранки в плавильном поясе производят после каждой выбивки вагранки. При этом сначала удаляют шлак, прогоревшие кирпичи и настыли, но сохраняют ошлакованную поверхность шахты. Новую футеровку выполняют кирпичом марки ШАВ, набивным футеровочным составом или торкретной массой. Толщина футеровки в вагранках без водяного охлаждения 180- 250 мм, в водоохлаждаемых 65-120 мм. Вагранки с длительным циклом работы вовсе не имеют футеровки, либо обмазываются ремонтной глиной 8-20 мм, либо выкладываются “на плашку” лещадкой или кирпичом ”клин ребровый”. Текущий ремонт зоны фурм и горна вагранки выполняется после каждой выбивки. При ежедневной выбивке вагранок после одной или двух смен работы они футеруются слоем толщиной 180-500 мм так же, как и плавильный пояс. При работе без выбивки в течении недели и более горн выкладывается высокоглиноземистым кирпичом от подины до уровня фурм. Вся зона может набиваться графитовой массой.
Текущий ремонт переходного канала, сифонного шлакоотделителя и летки производят после каждой выбивки.
5.3 Подготовка вагранки к плавке.
Она заключается в проверке исправности всех узлов и систем, обеспечивающих ее эксплуатацию. Особое внимание при этом нужно обращать на прочность крепления и исправность днища вагранки, фурм, устройств для набора, взвешивания и загрузки шихты. В вагранках с очисткой газов, подогревом дутья и использованием природного газа необходимо проверять плотность фланцевых соединений смотровых люков, задвижек, шиберов, предохранительных и взрывных клапанов в системе газоочистки и трубопроводах природного газа, воды и воздуха. При подготовке вагранки закрытого типа к плавке необходимо проверять исправность всех систем дистанционного и автоматического управления, приборов КИП и работу звуковой и световой аварийной сигнализации.
5.4 Розжиг кокса холостой колоши.
Его производят после ремонта и набивки подины вагранки. Загрузка кокса проводится частями в 2-3 приема. Разжигают холостую колошу чаще всего природным газом, а в случае его отсутствия – дровами.
После загрузки первой порции кокса (30-50%) в отверстие рабочего окна вставляется предварительно зажженная переносная горелка для природного газа. После того, как кокс у рабочего окна разгорелся, горелки поочередно переставляют в фурмы, следя за равномерностью розжига холостой колоши по сечению. После розжига первой порции загружают последующие части холостой колоши. Розжиг завершается продувкой холостой колоши и замером ее высоты. Уровень холостой колоши должен быть на 1200-1500 мм выше фурм независимо от диаметра вагранки и применяемого давления дутья. При естественной тяге трубы розжиг продолжается 3-4 часа. В закрытых вагранках розжиг может быть сокращен до 1.5-2 часов.
5.5 Шихтовые материалы.
Их нужно хранить и складировать повагонно. К ним прилагаются сертификатные данные, подтверждающие анализ заводской лаборатории. Стальной и чугунный лом должны быть рассортированы по классам. Габаритные размеры материалов – не свыше 1/3 диаметра вагранки, масса не более 30-40 кг. Масса металлической части колоши принимается равной 1/10 – 1/12 часовой производительности печи, а масса коксовой колоши – 8-14% от металлической. Загрузка первого столба шихты зачастую проводиться с соблюдением следующих особенностей: в первых четырех – пяти колошах доля металлозавалки уменьшается на 20%, доля стального лома увеличивается в 1.5-2 раза, чтобы снизить пригар углерода(исключается применение для этих колош массивных кусков лома). В пятую колошу загружается удвоенная порция топлива. Перед пуском дутья закрывают летки для металла и шлака или (при наличии сифонного металлоприемника-шлакоотделителя) переходный канал. Металлическая летка закрывается притычной глиной с бруском, изготовленным по размеру летки из боя стержней. Шлаковая летка заделывается горелой и наполнительной формовочной смесью. Переходной канал шлакоотделителя забивается на всю длину гарью или сухим кварцевым песком, а сверху протрамбовывается формовочной смесью.
5.6 Дутье.
Дутье в вагранку подается сразу же после окончания завалки первого столба шихты. Если по каким то либо причинам пуск дутья задерживается, нужно принять меры к замедлению горения кокса холостой колоши. Давление дутья вначале рекомендуется устанавливать в размере 40-50% от оптимального. При правильном ведении розжига первые капли металла появятся у фурм через 15-20 минут, после этого давление дутья увеличивается до оптимального. Первый выпуск металла производят в зависимости от конструкции вагранки, емкости горна или копильника через 15-40 мин. После появления первых капель у фурм. При выпуске первого металла через сифонный шлакоотделитель необходимо кратковременно уменьшить давление дутья в вагранке во избежание выброса металла из металлоприемника давлением газов.
5.7 Управление работой вагранки в период плавки.
Заключается в обеспечении своевременного выпуска чугуна и шлака, нормальной работы всех механизмов и приборов, в изменении при необходимости режима плавки, в кратковременных остановках вагранки и устранении неполадок в ее работе. Если за ранее о необходимости остановки вагранки, то за 30-40 минут до этого необходимо загружать удвоенную топливную колонну.
При непредвиденных остановках более чем на 15-20 минут удвоенную топливную колонну надо загружать сразу же после пуска вагранки.
Время простоев вагранки не должно превышать 10 минут в первый час работы, 30 минут – во второй и третий часы работы, и не более 1-1.5 часа во все последующее время работы.
5.8 Период окончания плавки.
Он начинается с прекращения загрузки шихты. По мере проплавления столба шихты следует снижать давление дутья в фурменной коробке, сохраняя постоянным его расход при уменьшающемся сопротивлении столба шихты. В вагранке закрытого типа уменьшают расход дутья с таким расчетом, чтобы температура газов на колошнике до полного проплавления шихты не превышала 700-800 0
С. В вагранке с горячим дутьем после прекращения подачи дутья в вагранку его нужно пропускать через рекуператор для охлаждения теплообменников еще в течении 30-40 минут. Перед выбивкой вагранки следует выпустить весь металл и шлак из нее и сифонного устройства, убедиться в отсутствии воды и влажного грунта под вагранкой. Разгермитизация вагранки и выключение запальника в камере дожигания закрытых вагранок производиться только после полной выбивки вагранки.
5.9 Характерные неполадки при работе агрегата и меры по их устранению.
5.9.1 В вагранке.
1.Низкая температура металла в начале плавки.
Причина: Низкая начальная высота холостой колоши; мелкий кокс с малой механической прочностью; большое снижение высоты холостой колоши из-за длительного или интенсивного розжига.
Меры по устранению: дать одну или две удвоенные топливные колоши; уменьшить временно расход дутья (до подхода пересыпки к зоне плавления).
2.Снижение температуры выпускаемого металла.
Причина: Снижение уровня зоны плавления и температуры подогрева дутья.
Меры по устранению: дать удвоенную топливную колошу; проверить правильность назначения и дозирования кокса и массы металлической колоши; принять меры к подъему температурного подогрева дутья.
3.Прорыв металла через подину.
Причина: Некачественная набивка подины; размыв подины водой , поступающей через неплотности водоохлаждаемых узлов вагранки; большое давление дутья в начале плавки.
Меры по устранению: прекратить подачу дутья в вагранку; выпустить из нее весь металл (до шлака); закрыть огнеупорной глиной место прорыва; исключить попадание воды в вагранку.
4.Замерзание металла в летке или переходном канале сифонного шлакоотделителя в начале плавки.
Причина: Понижение температуры металла; плохая забивка летки или переходного канала и шлакоотделителя; попадание куска кокса в переходной канал.
Меры по устранению: прекратить подачу дутья вагранку; прожигать летку кислородом. При необходимости принять меры к повышению температуры металла.
5.Прекращение стока металла через переходной канал сифонного шлакоотделителя.
Причина: резкое снижение температуры металла; попадание в переходной канал куска кокса, обгоревшего кирпича.
Меры по устранению: остановить дутье; выпустить металл из шлакоотделителя; прочистить ломиком или прожечь кислородом переходной канал или немедленно выбить вагранку; принять меры к повышению температуры металла.
6.Подъем шлака в вагранке к фурмам и прекращение удаления его через сифонный шлакоотделитель.
Причина: Недостаточное давление дутья в вагранке; несоблюдение размеров сифонного шлакоотделителя; попадание в переходной канал куска кокса.
Меры по устранению: поднять давление дутья до максимального. Прочистить летку ”иглой”, а если это не дает результата, прекратить подачу дутья в вагранку, выпустить металл через нижнюю летку; снизить металлический и шлаковый пороги.
7.Верхнее зависание шихты.
Причина: Применение крупной шихты; наличие выбоин и выступов в футеровке шахты вагранки.
Меры по устранению: прекратить подачу дутья в вагранку. Соблюдая правила предосторожности, пробивать шихту через загрузочное окно или люки в шахте закрытых вагранок, предварительно включив в них устройство, создающее разряжение в системе газоочистки, и открыв люки в верхней части шахты. После устранения зависания дать удвоенную топливную колошу.
8. Нижнее зависание шихты (зависание шихты на шлаковых настылях).
Причина: Применение мелкого кокса с высоким содержанием золы либо некачественного флюса; обвалы футеровки из-за некачественного ремонта.
Меры по устранению: дать одну или две топливные колоши крупного кокса и легкоплавкого флюса и, если устранить зависание не удается , выбить вагранку во избежание образования “козла”.
4.9.2 В системе газоочистки.
1.Не закрывается нижняя крышка шлюзовой камеры загрузки шихты закрытых вагранок.
Причина: Перегрузка шахты вагранки; верхнее зависание шихты.
Меры по устранению: перевести управление крышкой в наладочный режим; попробовать закрыть крышку через 10-15 минут; принять меры по устранению верхнего зависания.
2.Зависание шихты в бункере шлюзовой камеры.
Причина: Применение не габаритной шихты; большая масса колоши.
Меры по устранению: остановить дутье; выключить устройство создающее разряжение в системе газоочистки; открыть верхнюю крышку шлюзовой камеры и закрепить ее; проветрить бункер и соблюдая правила предосторожности устранить зависание шихты; работы выполнять в противогазе.
3.Повышение давления в узле отбора газов в систему газоочистки выше заданного.
Причина: Забивка шламопроводов; прекращение слива воды от аппаратов газоочистки; засорение газохода ваграночных газов.
Меры по устранению: прекратить подачу дутья в вагранку и подачу воды к аппаратам газоочистки; проверить слив шлама из аппаратов газоочистки и при необходимости почистить шламопроводы.
4.Увеличение температуры газов в системе газоочистки выше допустимой.
Причина: Понижение уровня шихты в вагранке; зависание шихты; отсутствие подачи воды в систему газоочистки.
Меры по устранению: снизить расход дутья; принять меры по загрузке шихты в вагранку; устранить зависание; проверить исправность системы подачи воды к аппаратам газоочистки; устранить замеченные неисправности; увеличить расход воды в системе газоочистки.
5.Разрушение или пригар взрывных клапанов в системе газоочистки.
Причина: Высокая температура ваграночных газов; взрыв в системе газоочистки.
Меры по устранению: прекратить подачу дутья и выключить устройства, создающие разряжение в системе газоочистки; отключить узел с вышедшим из строя клапаном от вагранки; открыть доступ ваграночных газов в атмосферу непосредственно из шахты вагранки; заменить вышедший из строя взрывной клапан; герметизировать систему газоочистки; включить систему отсоса ваграночных газов.
5.9.2 В системе подачи и подогрева дутья.
1.Отсутствие разряжения в топке или камере дожигания рекуператора.
Причина: Засорение теплообменника пылью; неплотное закрытие люков и лазов рекуператора.
Меры по устранению: проверить герметичность дымового тракта рекуператора; уменьшить расход дымовых газов через рекуператор (снизить расход дутья или уменьшить расход природного газа).
2.Превышение заданной температуры дыма на выходе из топки рекуператора.
Причина: Повышенный расход кокса в вагранке, природного газа в рекуператоре или низкое качество кокса.
Меры по устранению: уменьшить расход газа в топке рекуператора; увеличить подсос воздуха в топку рекуператора; принять меры к снижению расхода кокса.
3.Проскок пламени в горелку ваграночных газов.
Причина: Малая скорость газовоздушной смеси на выходе из горелки.
Меры по устранению: увеличить подачу воздуха в горелку, и если это не дает результата, прекратить подачу дутья в вагранку; дать смесителю остыть.
6.
Техника безопасности при эксплуатации проектируемого агрегата.
В литейных цехах, где имеется в большом количестве жидкий металл, особенно остро стоит вопрос о безопасной эксплуатации печей для плавки и выдержки жидкого металла, а также его транспортирования в ковшах и разливки.
При попадании жидкого металла на воду или другую жидкость, или на влажную поверхность происходит мгновенное испарение жидкости и выброс жидкого металла. Поэтому приямки плавильных печей и печей выдержки должны быть сухими, чтобы при попадании в них жидкого металла не было его выбросов. Транспортировочные ковши для жидкого металла должны быть предварительно высушены и прокалены. Формы для заливки жидкого металла также предварительно просушивают.
В конструкциях плавильных печей и миксерах имеются элементы, охлаждаемые водой. Это индукторы, сводовые кольца дуговых электропечей, заслонки и т. д. Для охлаждения этих элементов используют специально подготовленную воду. При этом практически не происходит выпадения накипи.
Для нормальной работы водоохлаждаемых элементов необходимо постоянное поступление и слив воды с температурой, не превышающей 50—60 °С. Контроль за поступлением и температурой слива воды осуществляют с помощью автоматики или вручную. Печи и сушила обогревают электроэнергией или газом.
Наибольшую опасность представляют печи и сушила с газовым обогревом и печи с защитной атмосферой, содержащей СО, Н2
и СН4
.
Требования к газовому оборудованию и печам. Природный газ и продукты его неполного горения ядовиты и в смеси с воздухом образуют горючую и взрывоопасную смесь. Подобным образом ведут себя и другие горючие газы. Газовое топливо, продукты неполного горения и контролируемые атмосферы часто не имеют запаха, цвета и способны проникать через мельчайшие неплотности и даже через фильтры противогазов. В составе рассматриваемых газов могут быть оксиды углерода, сернистые соединения, метан, ацетилен, этан, этилен, аммиак и т. д. Эти газы обладают отравляющими свойствами.
Эти особенности газового топлива обусловливают правила техники безопасности при работе на оборудовании с газовым обогревом. Газопроводы разрешается крепить к каркасам печей на кронштейнах или на подвесках с хомутами. Приваривать хомуты и кронштейны к газопроводам не разрешается.
Не допускается прокладка газопроводов в тех местах, где они могут омываться горячими продуктами горения или соприкасаться с раскаленным или расплавленным металлом. При параллельной прокладке газопроводов и электропроводов или кабелей расстояние между ними должно быть не менее 250 мм, а в местах пересечений — не менее 100 мм. Пересечение газопроводами вентиляционных шахт, воздухопроводов и т. п. не допускается.
На печах должны быть установлены приборы для замера давления газа у горелок; давления воздуха у горелок; разрежения в печном пространстве или дымоотводящем борове. Это дает возможность контролировать процесс сжигания газа. При падении давления газа или воздуха выше допустимого предела горелку необходимо погасить во избежание ее затухания.
Регулярный отвод продуктов горения газа необходимое условие протекания процесса сгорания газа. При исчезновении разрежения в печном пространстве или в дымоотводящих боровах процесс сгорания газа нарушается с возможным затуханием горелки и образованием взрывоопасной газовоздушной смеси в пространстве печи.
На печах следует устанавливать горелки, прошедшие государственные испытания и изготовленные предприятиями, имеющими на то право. Государственные испытания предусматривают проверку основных показателей: производительности, оптимального давления газа и воздуха, коэффициента инжекции, пределов регулирования, полноты горения газа.
При работе горелок на дутьевом воздухе обеспечивается автоматическое прекращение подачи газа в случае падения давления дутьевого воздуха ниже допустимого предела. Подача газа прекращается как при падении, так и при повышении его давления выше нормы, в противном случае горелка или ряд горелок могут погаснуть и газовоздушная смесь заполнит печное пространство, что может привести к взрыву.
При установке горелок необходимо, чтобы расстояние от выступающих частей горелок или арматура до стен других частей здания или оборудования было не менее 1 м.
В зависимости от конструкции на печах могут быть установлены взрывные клапаны, которые размещают таким образом, чтобы при их срабатывании была обеспечена безопасность обслуживания персонала.
Трубы: соединяют сваркой. Резьбовые и фланцевые соединения допускаются только в местах установки отключающих устройств, регуляторов давления, контрольно-измерительных приборов и другой арматуры. Резьбовые соединения допускаются также при монтаже газопроводов низкого давления внутри здания. Все вновь сооруженные и капитально отремонтированные газопроводы испытывают на прочность и плотность.
На каждый газовый печной агрегат составляют инструкцию по эксплуатации и схему газопроводов агрегата с указанием всего газового оборудования. Инструкции должны быть вывешены у агрегатов. Перед пуском в работу топки и печное пространство агрегатов проветривают. Время проветривания указано в инструкции в зависимости от проветриваемого объема.
Прежде чем приступить к розжигу горелок, следует проверить давление газа в газопроводе перед печью, а при подаче воздуха от дутьевых устройств - давление воздуха, наличие разрежения в печном пространстве и при необходимости отрегулировать его,
Запорное устройство на газопроводе перед горелкой можно открыть только после поднесения к горелке зажженного запальника, факела или другого средства, воспламеняющего газ. При зажигании горелки к ней должно подаваться минимальное количество воздуха, обеспечивающее полное сгорание газа и исключающее отрыв пламени.
Вентиляторы подачи воздуха включаются до зажигания горелок. Если при зажигании или в процессе регулирования горелки происходит отрыв, проскок или затухание пламени, то перед повторным зажиганием после устранения неисправностей печное пространство необходимо снова проветрить.
Запрещается оставлять без надзора работающие газовые печи, а также эксплуатировать их при наличии неисправностей и при отсутствии тяги. В случае прекращения подачи газа необходимо немедленно перекрыть отключающее устройство на вводе газопровода в цех и у агрегатов.
При длительной остановке печей газопроводы должны отключаться с установкой заглушки после запорного устройства, а продувочные свечи после отключения газопровода должны оставаться в открытом положении. Заглушки должны иметь выступающие за пределы фланцев хвостовики.
При авариях или пожаре в цехе подача в цех газа должна быть немедленно прекращена. Нагружать газопроводы всякого рода тяжестями, а также использовать их в качестве опорных конструкций запрещено. Запрещается также использовать газопроводы в качестве заземления.
7. Экологические мероприятия
Литейное производство является одним из наиболее вредных производств для экологической среды. При производстве 1 т отливок в атмосферу выбрасывается от 10 до 75 кг пыли, более 150 окиси углерода, до 1 кг окислов серы и ряд других вредных веществ. Значительная часть этих выбросов приходится на долю плавильных агрегатов. Так, при получении 1 т жидкого металла при индукционной плавке в отходящих газах содержится 0.1 г / м2
пыли, а пари плавке шихты со стружкой это количество увеличивается в несколько раз.
Для осаживания наиболее крупных частиц пыли (более 40мкм) обычно применяют сухие или мокрые инерционные пылеосадители и скубберы различных конструкций. Наибольшее распространение нашли циклоны и мультициклоны, которые при температуре 673 К футеруются. В тех цехах, где имеется система гидрошлакоудаления, для предварительной очистки газов применяются мокрые пылеосадители. Тонкая очистка газов представляет большие трудности из-за наличия мелких фракций и пленок органических веществ на поверхности частиц. Наиболее широко для тонкой очистки печи используют турбулентные • скоростные мокрые пылеуловители, тканевые рукавные пылеосадители, дезинтеграторы, а также сухие и мокрые электрофильтры. Также большое распространение получили мокрые пылеуловители с эжекторными трубами Вентури, имеющие К.П.Д. 96 ... 97 % и обеспечивающее остаточное содержание пыли 0.1 ... 0.15 мг / м2
. Газы проходят через трубу Вентури с небольшой скоростью (10 ... 15 м/с), а вода подается в газовый поток с большой скоростью. Разные скорости воды и газов, порозность водяного факела и определенный угол его раскрытия обеспечивают коагуляцию пыли на каплях воды и эжекцию газового потока. Установка с трубами Вентури обладает высокой надежностью в работе, проста в эксплуатации и не имеет в линии трубопроводов, участков, находящихся под разрежением, что исключает возможность образования в них взрывоопасной газовой смеси.
Создание здоровых условий труда в плавильном отделении обеспечивается комплексом санитарно-технических, профилактических и организационных мероприятий, таких как: изолирование плавильного отделения от других участков литейного цеха. Снижение запыленности, газо и парообразования до установленных санитарных норм, осуществляется путем применения принудительной приточно-вытяжной вентиляции, которая сочетается с естественной аэрацией, осуществляемой через ряд фонарей на крыше и оконные проемы. Механический приток свежего воздуха на рабочие места обеспечивается сверху вниз под углом 20-30° к горизонту со скоростью 10 м/с. Для снижения до допустимых норм конвективной и лучистой избыточной теплоты, а также концентрации вредных газов (оксида углерода, сернистого ангидрида, оксида азота и других) рабочие места и плавильные агрегаты оборудуются индивидуальными вытяжными зонтами и установками воздушного душирования.
Участок сушки и подогрева разливочных ковшей снабжен системой общеобменной вентиляции, а также зонтами с механической вытяжкой теплого воздуха и газов. Все работники обеспечены средствами индивидуальной защиты дыхательных путей.
Введены системы газоулавливания, пылеочистки и нейтрализации токсичных газов. Введена система водоочистки и повторного использования технической воды, а также система гранулирования шлака.
8. Заключение
На основании проведенного расчета печи и рекомендаций, изложенных в литературе, для плавки чугуна принимаем печь вагранку производительностью 12т/ч.
Техническая характеристика печи, полученная в результате расчета:
1. производительность вагранки, т/ч:____________________________12
2. диаметр вагранки, м:_______________________________________1.47
3. полезную высоту вагранки, м:_______________________________5,15
4. общая высота вагранки (без трубы), м:________________________7,65
5. диаметр металлической летки, мм:____________________________24
6. суммарное сечение фурм основного ряда, м2
:__________________0,34
7. сечение искрогасителя в горизонтальной плоскости, м2
:________12,85
8. диаметр воздухопроводов, м:_______________________________0,43
9.число рядов фурм, шт:________________________________________1
10. число фурм в ряду, шт:______________________________________8
11.число горелок, шт:__________________________________________4
9. Литература.
1.Справочник по чугунному литью/Под редакцией доктора технических наук Н.Г.Гиртовича.-3-е издание переработанное и дополненное – Ленинград : Машиностроение, 1978г. -758стр.
2. РТМ.Технология плавки и внепечной обработки серого , ковкого и высокопрочного чугунов /Под редакцией доктора технических наук В.А.Трефилова – Москва: НИИ по машиностроению, 1977г. -127стр.
3. Печи в литейном производстве: Атлас конструкций: Учебное пособие для студентов ВУЗов, обучающихся по специальностям ”Литейное производство черных и цветных металлов” и ”Машины и технологии литейного производства” / Б.П.Благонравов, В.А.Грачев, Ю.С.Сухарчук и др – Москва : Машиностроение, 1989г. -156стр.
4. Учебно-методическое пособие по курсовому проектированию печей литейных цехов(курс ”металлургическая теплотехника и печи”) / В.А.Бахмат, И.В.Дорожко, В.И.Тутов – Минск: БПИ, 1980г.-74стр.
5. Методические указания к курсовой работе по дисциплине ”Печи литейных цехов ” для студентов специальности Т.02.02-”Технология, оборудование и автоматизация обработки материалов”./ Невар Н.Ф. – Минск: БГПА, 1999г.-44стр.
6. Печи и сушила литейного производства./Г.П.Долотов, Е.А.Кондаков-3-е издание переработанное и дополненное – Москва : Машиностроение, 1990г. -304стр.
|