| ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
ГЛАВА 1.ПОКАЗАТЕЛИ И МЕТОДЫ ОЦЕНКИ УРОВНЯ (ЭФФЕКТИВНОСТИ) ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
1.1. Анализ показателей и методов оценки уровня организации
производства
1.2.Направления повышения уровня организации
производственного процесса
ГЛАВА 2. АНАЛИЗ УРОВНЯ ОРГАНИЗАЦИИ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ СТАЛИ
2.1. Краткая характеристика предприятия и процесс
выпускаемой им продукции
2.1.1. Краткая история создания, д и развития предприятия
2.1.2. Основное производство РУП БМЗ
2.1.3. Анализ технологического процесса выплавки стали
в 100-тонных дуговых печах № 1,2
ГЛАВА 3. НЕДОСТАТКИ И ПУТИ ПОВЫШЕНИЯ УРОВНЯ (ЭФФЕКТИВНОСТИ) ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА выплавки стали
3.1.Недостатки организации производственного процесса
3.2.Мероприятия по повышению уровня (эффективности)
организации производственного процесса изготовления продукции
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
3
4
4
7
12
12
12
12
15
23
23
26
32
34
ВВЕДЕНИЕ
Под организацией производства понимается координация и оптимизация во времени и пространстве всех материальных и трудовых элементов производства с целью достижения в определенные сроки наибольшего производственного результата с наименьшими затратами.
Тема организации производства на предприятии очень актуальна в настоящее время, так как в новых рыночных условиях хозяйствования предприятия несут ответственность за результаты своей работы. Это требует от них адекватного изменения в подготовке кадров. Основная цель производства состоит в обеспечении потребителя необходимой ему продукцией в заданные сроки, заданного количества и комплектации, с минимальными затратами для производителя. При решении этой задачи в условиях рыночной конъюнктуры во главу угла ставится потребитель. Чтобы выжить, предприятие должно постоянно думать о качестве своей продукции и снижении затрат на ее производство. Это задача руководящих работников и специалистов предприятия, определяющих стратегию и тактику организации производства.
Главной задачей Республиканского унитарного предприятия «Белорусский металлургический завод» является промышленная деятельность, направленная на извлечение прибыли.
Основными направлениями деятельности завода являются:
- производство стали;
- производство продукции метизных цехов;
- трубопрокатное производство:
Основной целью исследования, проводимого в рамках данного курсового проектирования, является анализ организации производственного процесса выплавки стали на примере РУП БМЗ, а также выявление путей повышения уровня организации производства.
В первой главе курсового проекта рассмотрены основные показатели и методы оценки уровня (эффективности) организации производственного процесса, во второй – анализ уровня организации производственного процесса выплавки стали на РУП БМЗ, покзана динмика показателей хозяйственной деятельности , в третьей главе показаны недостатки работы, требования и предложены пути, мероприятия повышения уровня (эффективности) организации производственного процесса изготовления данной продукции.
ГЛАВА 1. ПОКАЗАТЕЛИ И МЕТОДЫ ОЦЕНКИ УРОВНЯ (ЭФФЕКТИВНОСТИ) ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
1.1.
Анализ показателей и методов оценки уровня организации производства
Процесс производства на предприятии представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, направленных на изготовление определенной продукции. В свою очередь процесс труда представляет собой единство и взаимодействие трех его основных элементов: самого труда (целесообразной деятельности человека), предметов и средств труда. Это единство и взаимодействие обеспечивается технологией и организацией производства.
Уровень организации производственных процессов – это степень (эффективность) соединения во времени и пространстве основных элементов процесса производства.
В настоящее время в экономической литературе описаны различные методические подходы к количественной оценке уровня организации производства (УОП): естественнонаучный; по степени соответствия принципам организации производственных процессов; экономический.
Естественнонаучный подход предлагает для оценки УОП использовать понятие уровня энтропии, т.е. чем лучше система организована, тем меньше у нее степеней свободы, тем лучше она определена и меньше возможности ее совершенствования. Однако на современном этапе развития науки воспользоваться этим подходом нельзя, т.к. не возможно количественно выразить понятие «уровень энтропии» и «степень свободы» для производственных систем.
При втором подходе уровень организации производства достаточно полно определяется системой показателей, соответствующих основным принципам организации производственного процесса: непрерывности; ритмичности движения предметов труда; непрерывности использования оборудования и пропорциональности в его составе; специализации; кооперирования; пропорциональности; параллельности; ритмичности; прямоточности.
При третьем подходе в количественной оценке УОП используются экономические показатели: величина фондоотдачи активной части основных фондов; трудоемкость продукции; себестоимость продукции; производительность труда; показатели эффективности производства; удельную чистую продукцию на одного работника; приведенные затраты; длительность производственного цикла и др.
Основные показатели оценки уровня организации производства можно разделить на три группы:
1. Показатели технического уровня производства;
2. Показатели организационного уровня производства;
3. Показатели результативности работы предприятия.
1. Механизация — процесс замены ручного труда человека работой машин. Она может иметь следующие стадии: частичная механизация, комплексная механизация, автоматизация, комплексная автоматизация.
К механизированным относятся процессы, в которых применение машин обеспечивает замену ручного труда на основных операциях, а вспомогательные операции выполняются вручную. Если замена ручного труда осуществлена только на отдельных операциях, а часть работ на основных операциях выполняются вручную, то такую механизацию называют частичной. При относительно небольших вложениях средств она позволяет высвободить часть вспомогательных рабочих или облегчить их труд
Комплексной механизацией принято считать такую ступень механизации, при которой каждая из взаимосвязанных работ полностью механизирована, основные и вспомогательные операции выполняются машинами, управляемыми операторами [10, ст. 66].
Кооперирование – прямые производственные связи между предприятиями, участвующими в совместном изготовлении продукции. Производственное кооперирование непосредственно вытекает из специализации отраслей и предприятий на изготовление изделий и продуктов. Уровень кооперирования
определяется следующими показателями:
- удельным весом себестоимости продукции комплектующих изделий и полуфабрикатов, получаемых по кооперированию;
- удельным весом полуфабрикатов, изготавливаемых на сторону, в общем их выпуске и в выпуске всей продукции;
- количеством предприятий, кооперирующихся с данным предприятием.
Комбинирование представляет собой соединение на одном предприятии несколько технологически разнородных производств и отраслей на основе их технико-экономического единства, обеспечивающего более полное использования исходного сырья, топлива и вторичных энергоресурсов, производственных площадей, свойств промежуточных продуктов, экономию капитальных вложений и снижение себестоимости продукции.
Коэффициент производственного комбинирования
– это отношение стоимости валового оборота промышленного предприятия к стоимости валовой продукции..
Коэффициент использования рабочего времени
определяется как отношение планового рабочего времени на фактическое время работы смены.
Коэффициент загрузки
(Кз) оборудования определяется путем отношения фактически отработанного времени оборудования к эффективному фонду времени и рассчитывается по формуле:
Кз= Fф / Fэ,
где Fф – фактически отработанное время оборудования;
Fэ – эффективный фонд времени работы оборудования.
Коэффициент текучести кадров
- отношение числа работников, уволившихся по причинам, относимым к текучести (по собственному желанию, к среднесписочной численности работников организации за определенный период.
Факторы текучести кадров - общие причины, вызывающие текучесть кадров. Различают:
- факторы, возникающие в самой организации: уровень оплаты труда, условия труда, перспектива профессионального роста и т.п.;
- личностные факторы: возраст, уровень образования, опыт работы и т.п.;
- факторы, внешние по отношению к организации: экономическая ситуация в регионе, семейные обстоятельства, появление новых предприятий и т.п.
3. Результативность работы предприятия определяется по следующим показателям:
- рентабельность продукции
- показатель эффективности производства продукции, определяемый отношением прибыли от реализации продукции к ее полной себестоимости (в процентах) [9, ст. 352];
- рентабельность производства
- показатель эффективности производства, определяемый отношением общей (балансовой) прибыли к среднегодовой стоимости основных производственных фондов и нормируемых оборотных средств:
R=П/(Фср.осн + Фср.об)*100, % ;
где П – прибыль отчетного периода;
Фср.осн – средняя стоимость основных производственных средств;
Фср.об – средняя стоимость оборотных производственных запасов.
- затраты на рубль товарной продукции
– это отношение себестоимости продукции к стоимости товарной продукции. Чем ниже данный показатель, тем большую долю в цене будет занимать прибыль;
- коэффициент использования производственной мощности
- основной показатель экономической эффективности, определяемый отношением фактического объема выпускаемой продукции к его максимально возможному значению;
-
коэффициент выполнения плана
определяется отношением фактического значения к плановому;
- фондоотдача
– показатель, характеризующийся отношением валовой продукции к стоимости основных фондов. Он показывает сколько валовой продукции приходится на один рубль основных фондов, рассчитывается по формуле:
 . .
- производительность труда
определяется двумя видами: выработка и трудоемкость. Трудоемкость - затраты живого труда на производство единицы продукции или единицы работ. Нормативная трудоемкость измеряется в нормо-часах. Фактическая трудоемкость исчисляется делением затраченного рабочего времени в человеко-часах или человеко-днях на общий объем продукции в натуральных или стоимостных измерениях. Выработка - обратный показатель трудоемкости;
- материалоемкость продукции
- расход материалов в расчете на натуральную единицу или на единицу стоимости выпускаемой продукции. Материалоемкость измеряется в физических единицах, в денежном выражении или в процентах, которые составляют стоимость материалов в общих издержках производства продукции, в себестоимости [9, ст. 30].
1.2. Направления повышения уровня организации производственного процесса
Для выявления направлений повышения уровня организации производственного процесса необходима разработка плана технического развития и организации производства.
Задача плана технического развития и организации производства - обеспечить внедрение научно-технического прогресса передового опыта в производство с целью выполнить плановые задания по увеличению выпуска продукции, ее обновлению, улучшению качества, экономии производственных ресурсов.
Содержание плана составляет комплекс мероприятий по совершенствованию техники и технологии, методов организации, планирования и управления. Этот важнейший раздел перспективных и текущих планов предприятий определяет нормативную базу, реальные возможности предприятий по достижению высоких результатов с наименьшими затратами.
План технического развития и организации производства включает следующие разделы: создание, освоение новой и повышение качества выпускаемой продукции; внедрение прогрессивной технологии, механизации и автоматизации производственных процессов; совершенствование управления и организации производства; научная организация труда; мероприятия по экономии материалов, топлива и энергии; обновление и модернизация основных фондов; научно-исследовательские и опытно-конструкторские работы. Специальный раздел посвящен основным показателям технико-экономического уровня выпускаемой продукции и производства [8, ст. 202].
Раздел «Создание, освоение новой и повышение качества выпускаемой продукции» включает мероприятия по организации выпуска новых, более прогрессивных по потребительским свойствам продуктов.
В плане мероприятий предусматривается повышение качества изделия: улучшенных видов продукции; снятие с производства не пользующейся спросом продукции.
В план включаются только изделия с утвержденной нормативно-технической документацией, имеющие технические условия, технологическую инструкцию, этикетку, нормы расхода сырья, цены, принятые и рекомендованные специальной комиссией. При этом учитывают прогрессивность новой продукции в сравнении с выпускаемой.
При внедрении мероприятий обязательно предусматривают технологическую подготовку производства, обучение рабочих, их оснащение необходимой оснасткой и инвентарем. Особую роль играет повышение качества перерабатываемого сырья, санитарии и гигиены производства.
Большое внимание уделяется снижению материалоемкости продукции, экономному использованию сырья в производстве. Тем самым полнее удовлетворяются запросы потребителей и повышается рентабельность.
Раздел «Внедрение прогрессивной технологии, механизации и автоматизации производственных процессов» включает мероприятия по совершенствованию технического уровня производства.
В этих целях предусматриваются замена периодических процессов непрерывными, многостадийных — одностадийными, их интенсификация, оптимизация режимов обработки сырья и полуфабрикатов, организация безотходного производства.
В плане отражаются работы по обновлению парка оборудования, замене физически и морально устаревших машин и аппаратов новыми, более совершенными, созданию специальной оснастки, позволяющей ликвидировать «узкие места» в производстве, сокращению затрат ручного труда, повышению его производительности. При разработке мероприятий учитываются задания вышестоящей организации по техническому перевооружению, имеющиеся производственные и финансовые ресурсы.
В план включаются мероприятия, направленные на повышение уровня механизации и автоматизации производства.
В целях экономного использования сырья, сокращения непроизводительных потерь в план включаются мероприятия по внедрению новейших технологий.
При разработке плана особое внимание уделяют мероприятиям по совершенствованию упаковки продуктов, применению машин, обеспечивающих минимум затрат живого труда и создающих максимальные удобства в потреблении продуктов.
В данном разделе плана предусматриваются также мероприятия по автоматизации производственных процессов, внедрению гибких автоматизированных комплексов. Все это приводит к снижению себестоимости, повышению качества и культуры производства, сокращению производственного цикла и численности рабочих, изменению условий и характера труда.
В раздел «Совершенствование управления и организации производства» включаются мероприятия по внедрению прогрессивных форм и методов управления, направленных на сокращение численности управленческого персонала и расходов на его содержание, а также мероприятия по совершенствованию форм организации производства (концентрации, специализации, комбинирования, кооперирования).
При планировании совершенствования управления производства предусматривают укрупнение отдельных цехов и участков, углубление их специализации, совершенствование производственной структуры предприятия. Важное значение имеют ликвидация лишних звеньев, рациональное распределение функций между отдельными службами и лицами внутри аппарата управления предприятия. Необходимо широко внедрять вычислительную технику, механизацию и автоматизацию управленческих работ, совершенствовать диспетчеризацию.
Для характеристики достигнутого уровня управления применяют следующие показатели: техническая оснащенность управленческого труда, удельный вес работников аппарата управления в общей численности работающих, затраты на содержание аппарата управления.
В разделе «Научная организация труда» предусматриваются мероприятия по улучшению использования трудовых ресурсов, созданию более благоприятных санитарно-гигиенических и психофизиологических условий труда. На предприятиях разрабатываются мероприятия по совершенствованию организации рабочих мест на основе типовых проектов для массовых профессий рабочих, инженерно-технических работников и служащих, внедрению карт организации труда, по улучшению обслуживания рабочих мест, по совершенствованию разделения и кооперации труда, изучению и широкому распространению передовых приемов и методов труда.
По совершенствованию нормирования и оплаты труда предусматривают внедрение межотраслевых и отраслевых норм и нормативов, расширение сферы нормирования. Важны повышение качества норм и степени охвата работающих технически обоснованными нормами, использование эффективных форм морального и материального стимулирования. Разрабатываются меры по улучшению условий труда работников, развитию их творческой активности, укреплению производственной дисциплины и по другим направлениям научной организации труда.
В целях повышения максимального эффекта от мероприятий по научной организации труда их увязывают с совершенствованием техники, технологии, организации и управления производства.
Раздел плана «Мероприятия по экономии сырья, материалов, топлива и энергии» включает дополнительные меры по использованию вторичных ресурсов, замене дефицитных дорогостоящих материалов, экономному расходованию энергетических ресурсов, мероприятия по ликвидации прямых потерь и организации систематического контроля за условиями транспортировки и хранения, за состоянием энергетических сетей трубопроводов, а также мероприятия по выбору энергоносителя, проведению профилактических мероприятий, внедрению более совершенных систем вентиляции и водоснабжения.
В разделе «Обновление и модернизация основных фондов» предусматриваются мероприятия по изменению состава, структуры и параметров основных фондов, их капитальному ремонту. Специально выделяются работы по модернизации и совершенствованию технических характеристик оборудования.
Раздел «Научно-исследовательские и опытно-конструкторские работы» включает мероприятия по технической и технологической подготовке внедрения новой техники и технологии. Работы могут осуществляться подразделениями предприятия (конструкторским бюро, лабораторией) и на основе заключенных с другими организациями договоров. По каждой работе определяется объем, стоимость, сроки проведения и эффективность, оценивается целесообразность ее включения в план и устанавливаются источники финансирования.
Показатели технико-экономического уровня выпускаемой продукции и производства подразделяются на следующие группы: уровень выпускаемой продукции, уровень механизации и автоматизации труда и производственных процессов, показатели повышения эффективности производства, технический уровень производства.
Показатели уровня выпускаемой продукции определяют выпуск изделий высших сортов, улучшенного качества, впервые осваиваемых, выпускаемых до трех лет включительно, снимаемых с производства,— в натуральных измерителях (число наименований) и в процентах от общего их объема на предприятии..
Уровень механизации и автоматизации труда и производственных процессов характеризуется следующими показателями: количество механизированных и автоматизированных цехов и участков, поточных линий; уровень механизации и автоматизации производственных процессов; число работающих, переведенных с ручного труда на механизированный и автоматизированный, их процент к общему числу работающих, занятых ручным, трудом. [8, ст. 206].
К показателям повышения эффективности производства в результате внедряемых мероприятий относятся относительное высвобождение работающих, рост производительности труда и снижение себестоимости.
Показатели технического уровня производства отражают особенности отдельных отраслей (выход готового продукта с единицы перерабатываемого сырья, снижение трудоемкости и др.). Кроме того, определяется выпуск продукции с использованием прогрессивной техники и технологии.
ГЛАВА 2. АНАЛИЗ УРОВНЯ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ СТАЛИ
2.1. Краткая характеристика предприятия и процесс выпускаемой им продукции
2.1.1. Краткая история создания и развития предприятия
В начале 70-х годов в результате строительства крупных металлургических предприятий по технологии «домна-конвертер» во всем мире значительно увеличились ресурсы неиспользованного лома. Для его переработки ряд высокоразвитых стран начали строить мини-заводы, имеющие в своем составе электросталеплавильное и прокатное производство. Преимущество таких мини-заводов заключалось в быстром проектировании и строительстве, в небольшом объеме капитальных вложений, снижении транспортных перевозок лома и металлопродукции.
Вначале выбор площадки для строительства металлургического завода пал на город Гомель, затем - на город Светлогорск и только после проведения проектных изысканий было принято решение строить завод в городе Жлобине Гомельской области.
27 декабря 1978 года Министерство местной промышленности БССР утвердило задание на разработку технико-экономического обоснования строительства в республике металлургического завода.
28 февраля 1979 года утвержден акт по выбору площадки под строительство завода в юго-западной части города Жлобина общей площадью 150 гектаров.
12 февраля 1981 года, руководствуясь «Основными направлениями экономического и социального развития народного хозяйства СССР на 1981-1985 годы; и на период до 1990 года», Совет Министров СССР принял Постановление №177 «О строительстве металлургических заводов небольшой мощности» и обязал Министерство черной металлургии СССР обеспечить строительство и ввод в эксплуатацию в 1984 году металлургического завода в городе Жлобине Белорусской ССР.
16 апреля 1981 года Всесоюзное промышленное объединение «Союзме-таллургпром» Минчермета СССР приказом № 81 назначило комиссию по приему площадки для строительства завода.
Основные технико-экономические показатели РУП «БМЗ» сведем в таблицу 1.
Динамика основных технико-экономических показателей РУП «БМЗ». Таблица1.
| № п/п
|
Показатель
|
2004
|
2005
|
2006
|
Абсолютное изменение
|
Относительное изменение
|
| 2006/2005
|
2009/2004
|
2006/2005
|
2006/2004
|
| 1
|
Объем произв-ва
|
3541414
|
3779282
|
4063345
|
284063
|
521931
|
1,075
|
1,147
|
| 2
|
Объем отгруженной прод-и (с налогами)
|
1741763327
|
1929720768
|
2259849865
|
330129097
|
518086538
|
1,17
|
1,3
|
| 3
|
Объем отгруженной прод-и (за (-) налогов)
|
1568445157
|
1802443574
|
2137108666
|
334665092
|
568663509
|
1,19
|
1,36
|
| 4
|
Экспорт
|
674688
|
733125
|
845251
|
112126
|
170563
|
1,15
|
1,25
|
| 5
|
Импорт
|
322434
|
349301
|
360125
|
10824
|
37691
|
1,031
|
1,117
|
| 6
|
Темп роста по периоду
|
115,1
|
110,2
|
108,7
|
-1,5
|
-9,4
|
0,99
|
0,94
|
| 7
|
Себестоимость отгруженной прод-и
|
1126203206
|
1491496199
|
1823696903
|
332200704
|
697493697
|
1,223
|
1,62
|
| 8
|
Затраты на 1 тыс. руб отгруженной прод-и
|
718
|
827
|
853
|
26
|
135
|
1,03
|
1,189
|
| 9
|
Выручка от реализации всех видов деятельности с налогами
|
1750730
|
1934124
|
2277122
|
342998
|
526392
|
1,178
|
1,3
|
| 10
|
Сводная себестоимость
|
1132691
|
1494826
|
1828141
|
333315
|
695450
|
1,223
|
1,61
|
| 11
|
Прибыль от отгруженной прод-и
|
442241952
|
310947375
|
313411763
|
2464388
|
-128830189
|
1,008
|
0,708
|
| 12
|
Прибыль от реализованной прод-и
|
443608
|
311286
|
323916
|
12630
|
-119692
|
1,041
|
0,73
|
| 13
|
Чистая прибыль
|
181558
|
120120
|
119752
|
-368
|
-61806
|
0,997
|
0,659
|
| 14
|
Рентабельность:
-отгруж прод-и
|
39,3
|
208,8
|
17,2
|
-191,6
-191,1
-1,4
|
-22,1
-21,5
-9,4
|
0,08
0,085
0,825
|
0,438
0,45
0,413
|
| -реализ прод-и
- от чистой
|
39,2
|
208,8
|
17,7
|
| прибыли
|
16,0
|
8,0
|
6,6
|
| 15
|
Прокат готовый к отгрузке
|
1676115
|
1839258
|
2047104
|
207846
|
370989
|
1,113
|
1,22
|
| 16
|
Отгрузка товара
|
1661132
|
1826879
|
2031651
|
204772
|
370519
|
1,112
|
1,223
|
По данным таблицы можно сделать вывод, что объем произ-ва на предприятии из года в год увеличивается, но чистая прибыль уменьшается. Это происходит по многим причинам. Например, за счет увеличения затрат на 1 тыс.руб отгруженной продукции, себестоимости отгруженной продукции и т.д.
2.1.2. Основное производство РУП БМЗ
Электросталеплавильные цеха
• три электродуговые печи емкостью 100т с трансформаторами мощностью 75 и 95 МВА; установки внепечной обработки стали: два печь-ковша, циркуляционный и ковшевой вакууматоры; три машины непрерывного литья заготовок:
• две 6-ручьевые радиального типа;
• 4-ручьевая блюмовая, радиального типа;
• стенды для футеровки, сушки и подогрева сталеразливочных и промежуточных ковшей;
• стенды для кантовки и удаления скрапа из промежуточных ковшей;
• стенды для скачивания жидкого шлака из сталеразливочных ковшей;
• участок ремонта футеровки циркуляционного вакууматора;
• мастерские по ремонту и сборке кристаллизаторов;
• участок по ремонту и сборке шиберных затворов;
• склад ферросплавов и сыпучих материалов (цех № 1);
• бункера-резервуары для хранения металлизованных окатышей(цех № 2).
Производство стали
Концепция технологии выплавки стали, построенная по технологической схеме "дуговая печь—сталь-ковш— печь-ковш—вакууматор" с функциональным поагрегатным разделением целей и задач процесса, по параметрам энергосбережения и наукоемкости отвечает критериям мировой новизны и позволяет производить сталь широкого марочного сортамента и высокого уровня качества, отвечающую требованиям самых взыскательных потребителей.
Метизное производство
Сталепроволочные цеха №1 и №2:
· склады горячекатаной катанки;
· установки соляно-кислого травления и подготовки поверхности катанки к волочению;
· автоматизированный склад бунтов травленой катанки;
· станы грубого волочения травленой катанки;
· агрегаты патентирования и подготовки поверхности передельной проволоки к волочению;
· станы среднего волочения передельной проволоки;
· агрегаты патентирования и латунирования передельной проволоки;
· станы тонкого волочения латунированной проволоки;
· канатные машины для свивки металлокорда;
· агрегат бронзирования бортовой проволоки (цех №1);
· линия инспекции качества готовой продукции;
· участок упаковки готовой продукции;
· склады готовой продукции;
· участки регенерации травильных растворов.
Сталепроволочный цех №3:
· станы волочения травленой и нетравленой катанки;
· склады катанки и готовой продукции.
Цех порошковой металлургии и волок:
• комплекс оборудования по изготовлению волок.
Цех по изготовлению технологической тары, катушек и упаковки.
Производство продукции метизных цехов
В перечне металлопродукции завода особое место занимает продукция цехов метизного производства: металлокорд и бронзированная бортовая проволока для армирования автомобильных шин, а также латунированная проволока для армирования рукавов высокого давления.
Технологический процесс изготовления металлокорда состоит из следующих последовательных стадий:
· входной контроль качества поступившей в переработку катанки;
· соляно-кислое травление катанки и подготовка поверхности для последующего волочения;
· грубое волочение травленой катанки на станах грубого волочения с получением передельной проволоки,
· патентирование и подготовка поверхности проволоки грубого волочения для дальнейшей переработки;
· среднее волочение передельной проволоки на станах среднего волочения;
· патентирование и латунирование проволоки после среднего волочения;
· тонкое волочение латунированной проволоки на станах тонкого волочения и последующее испытание полученной тонкой проволоки;
· свивка прядей, сердечника и производство металлокорда на канатных машинах;
· лабораторные испытания, проверка качества на линии инспекции, сортировка и формирование товарных партий;
· упаковка готовой продукции и складирование ее на склады
Производство металлопроката
Прокатное производство представлено тремя прокатными станами с комплексом оборудования для производства готовой качественной продукции.
Непрерывный 20-клетьевой мелкосортный прокатный стан 320 предназначен для изготовления из заготовки сечением 125x125 мм строительной арматуры диаметром от 10 до 40 мм в горячекатаном и термоупрочненном состоянии, уголка от 20x20 мм до 50x50 мм, швеллера 6,5 мм, а также кругов различного диаметра, шестигранника, квадрата и полосы. Прокатка профилей от 10 до 16 мм осуществляется слиттинг-процессом (продольным разделением раската в клетях).
Реверсивный стан 850 в процессе переката непрерывно-литых блюмов сечением 250x300 производит прокат круглого сечения диаметром от 80 до 150 мм, в том числе и в дюймовом диапазоне, а также заготовку квадратного сечения с размерами 100x100 мм и 125x125 мм.
2.1.3. Анализ технологического процесса выплавки стали в 100-тонных дуговых печах № 1,2
ТРЕБОВАНИЯ К ОСНОВНЫМ ШИХТОВЫМ И ВСПОМОГАТЕЛЬНЫМ МАТЕРИАЛАМ
Для выплавки стали в 100-тонных дуговых печах № 1.2 используются сырьё и материалы, представленные в таблице 2.
Таблица 2.Требования к основным шихтовым и вспомогательным материалам
| нд
|
Наименование НД
|
Марка материала
|
| ГОСТ 2787-75 Договор
|
Металлы черные вторичные. Общие технические условия.
|
1А, 2А. ЗА. 8А, 9А. 10А. Б1. БЗ. Б5, Б8, Б13. Б14, Б22, стружка, брикеты
|
| ТУРБ 04778771.038-99
|
Лом и отходы стальные для производства кордовой, канатной высококачественной стали
|
8А/АП; 9А/АП-1.2: 1 1А/АП-2:
8А/ХКЛ:9А/ХКЛ-1.2:
ПА/ХКЛ-2
|
| ТУ 14-16-53-2000 Договор
|
Известняки флюсовые Комсомольского рудоуправления. Технические условия.
|
4-1
|
| ТУРБ 00294585.004-99
|
Доломит дробленый для строительных работ
|
ДСМ-1.2. 3
|
| Контракт
|
Мелочь коксовая.
|
Фракция 0-25 мм
|
| ТУ 1916-025-
27208846-00
Договор.
|
Графит измельченный.
|
Класс (-1+0 мм) (-4+0 мм)
|
| Контракт
|
Науглероживатель
|
Тип «С». «В»
|
| ГОСТ 1415-93
|
Ферросилиций. Технические условия.
|
ФС65
|
| ГОСТ 4756-91 ДСТУ 3547-97 Контракт
|
Ферросиликомарганец. Технические требования и условия поставки.
|
МпС17
|
| Контракт
|
Лигатура железокремниевая низкоазотистая.
|
Ф5170Т005
|
| ГОСТ 4755-91 ДСТУ 3547-97 Контракт
|
Ферромарганец. Технические требования и условия поставки.
|
ФМн70. ФМн78, ФМп90.
ФМп78СР55.ФМп78С2Р55,
ФМп78СЗР55
|
| ГОСТ 805-95
|
Чугун передельный. Технические условия.
|
П1.П2. ПЛ1.ПЛ2
Группа'.П. класс А. кат. 1.2
|
| ГОСТ 16773-85
|
Феррониобий. Технические условия.
|
ФнбббО. ФН658
|
| ТУ 38-41508-95
|
Материал углеродный. Карбостил
|
Карбостил 1,2
|
| ТУУ 05400783-006-97
|
Проволока порошковая для обработки металлургических расплавов.
|
Диаметр - 13мм.
|
| ГОСТ 5500-75
|
Изделия огнеупорные стопорные для разливки стали из ковша. Технические условия.
|
ШСП-32 №4,7,8
|
| ТУ 14-1-5368-98
|
Утепляющая смесь.
|
П-1.П-3
|
| ГОСТ 6137-80
|
Мертели огнеупорные алюмосиликатные. Технические условия.
|
МШ-39
|
Основными составляющими металлошихты дуговых сталеплавильных печей (ДСП) является лом углеродистой, легированной стали и чугун передельный. Металлошихта не должна быть промасленной и загрязненной токонепровдящими предметами, мусором, макропримесями цветных металлов (медью, свинцом, никелем, цинком), взрывоопасными предметами, а также не содержать токсичных и радиоактивных загрязнений.
Ферросплавы должны иметь размер фракции от 10 до 80 мм. массовую долю влаги не более 1%. Для этого они должны быть подроблены и просушены с использованием технических средств, имеющихся на складе ферросплавов
В качестве шлакообразующих материалов используются свежеобожженная известь собственного производства и плавиковый шпат. Разрешается частичная (не более 30% по визуальной оценке) замена извести дробленым известняком размером фракции от 30 до 80 мм.
В качестве углеродсодержащих материалов для присадки в печь используется коксовая мелочь с размером фракции до 25 мм. Допускается присадка металлургического кокса мокрого и сухого тушения с размером фракции от 20 до 45 мм.
Массовая доля влаги в шлакообразующих материалах, керамзите и руде, загружаемых в высотные бункера ДСП не должна превышать 1,5%.
Основные технические и эксплуатационные хар-ки ДСП-100 представлены в приложении А.
РАСПЛАВЛЕНИЕ МЕТАЛЛОШИХТЫ ЗАВАЛКИ
Включение печи и зажигание дуги производят на 19 ступени напряжения с последующим переходом на 22-25 ступень. Расплавление шихты производится в автоматическом режиме.
После выхода на 22-24 ступень напряжения и расходования 1000-1500 кВтч электроэнергии производится включение газокислородных горелок. Суммарный расход природного газа на все горелки в количестве 1200 м /ч и кислорода - 2400 м /ч поддерживается автоматически. Продолжительность работы горелок - 15-20 мин.
После расхода электроэнергии от 7000 до 10000 кВтч в печь присаживают коксовая мелочь в количестве 400 кг разовыми порциями до 30 кг, присадка извести в количестве от 1.5 до 4.0 т производится отдельными порциями от 200 до 300 кг. Допускается вместо извести присадка дробленого известняка от 2.5 до 6.0 т (коэффициент замены 1:1,8). При вдувании кислорода через 2 копья, находящееся под шихтой, после отработки 7000 кВтч электроэнергии расход его повышают не более 2000 м3
/ч. В случае отсутствия кислорода разрешается использовать твердые окислители. Присадку их осуществляют после отработки 6000 кВтч порциями от 100 до 150 кг до 1.0 т с объемом не более 1000кг.
ВНЕПЕЧНАЯ ОБРАБОТКА СТАЛИ
Весь металл, выплавляемый в цехе, подвергается продувке в ковше аргоном или азотом при отсутствии аргона.
Технология внепечной обработки
Первый этап продувки ведется в течение 3 мин., после чего отбирается проба металла на полный химический анализ, измеряется температура стали, и продолжается продувка.
При корректировке содержания кремния необходимо учитывать кремний, вносимый силикокальцием при дальнейшей обработке (100м проволоки вносит 0,01% кремния).
Для снижения температуры металла в ковш присаживаются отходы литой заготовки сечением 125x125 мм углеродистой или низколегированной стали из расчета 700 кг на 10°С. Отходы литой заготовки опускаются в металл при выводе сталеразливочного ковша в раздаточный пролет на специальном клещевом захвате с помощью мостового крана. Запрещается использование известняка в качестве охлаждающего материала.
Не менее чем за 5 мин до передачи металла на МНЛЗ-1, 2 присаживается силикокальцивая проволока. Расход проволоки в метрах определяется согласно таблице 2. Ввод проволоки в металл осуществляется со скоростью 3,0-3,5 м/с, при отключенной подаче инертного газа на погружную фурму. Нижний конец телескопической трубы в опущенном положении должен быть на расстоянии не более 500мм от кромки стальковша.
Таблица 3. Расход силикокальциевой проволоки
| Масса плавки, т.
|
Массовая доля алюминия в металле, %
|
| 0,001
|
0.002
|
0.003
|
0,004
|
0,005
|
0,006
|
| Расход силикокальциевой проволоки, м
|
| 100
|
100
|
100
|
125
|
167
|
208
|
250
|
| 105
|
100
|
100
|
131
|
175
|
219
|
262
|
| НО
|
100
|
100
|
137
|
183
|
229
|
275
|
| 115
|
100
|
100
|
144
|
192
|
240
|
287
|
| 120
|
100
|
100
|
150
|
200
|
250
|
300
|
| 125
|
100
|
104
|
156
|
208
|
260
|
312
|
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАЗЛИВКИ СТАЛИ НА М Н Л 3 - 1, 2
На головку затравки в кристаллизатор укладываются холодильники в виде прутков в количестве от 20 до 25 штук длиной от 160 до 200 мм, которые нарезают на специальных ножницах с упором из арматуры диаметром 8-И 2 мм.
Разливка стали
Устанавливается переключатель управления рольгангом в положение "автом". Включается пускатель двигателя шлеппера. Установка расхода воды в кристаллизаторы, по зонам вторичного охлаждения (ЗВО), рапсового масла осуществляется в соответствии с данными таблицы 4.
Таблица 4.Расходы воды по группам охлаждения и расход рапсового масла
| Марка стали с содержанием углерода
|
Группа охлаждения
|
Расход воды на охлаждение при скорости разливки 1,5-3,1 м/мин, л/мин
|
Расход
рапсового
масла,
мл/мин
|
| первичная зона
|
вторичная зона
|
| А
|
В
|
С
|
| До 0.20%
|
1
|
1000-1500
|
43-87
|
105-290
|
85-238
|
30-60
|
| От 0.20% до 0,40%
|
2
|
1000-1500
|
30-75
|
69-260
|
50-215
|
30-60
|
| Более 0.40%
|
1000-1500
|
20-95
|
60-198
|
40-182
|
30-60
|
В процессе разливки расход воды на кристаллизатор регулируется автоматически в пределах от 1000 до 1500 л/мин, расход воды по секциям вторичного охлаждения также регулируется автоматически в зависимости от скорости разливки (в диапазоне) от 1,5 до 3,1 м/мин в соответствии с рисунками 1, 2, 3 приложения А2.
После наполнения промежуточного ковша металлом на 2/3 его высоты (от 150 до 200 мм), верховой производит утепление зеркала металла утеплителем «NERМАТ» или массой П-3 в количестве от 0.5 до 0,6 кг на 1 т стали, который засыпается в отверстия крышки промковша.
После выхода на заданный уровень металла в кристаллизаторе 75-80% (100-150 мм от верхней плиты кристаллизатора) подается масло для смазки, и в ручном режиме устанавливается рабочая скорость разливки в зависимости от диаметра дозаторов в пределах от 1,6 до 3,1 м/мин. После первого реза ножниц управление скоростью разливки переводится в автоматический режим. При снижении скорости разливки ниже 1,6 м/мин и увеличении свыше 3,1 м/мин ручей закрывают.
При разливке стали выполняются следующие операции:
Контролируется перепад температуры воды в кристаллизаторе и расход воды на первичное охлаждение. Расход воды задается в соответствии с требованиями таблицы 3, перепад температуры воды в кристаллизаторе должен быть от 6 до 9°С, в случае превышения или снижения Д Т производится контроль расхода воды на кристаллизатор. При появлении кривизны (волнистости) заготовки разливка переводится в ручное управление и путем уменьшения или увеличения расхода воды по секциям или поднятия правильного ролика устраняется дефект. Если кривизна заготовки не уменьшается, ручей закрывают.
По ходу разливки стали по команде оператора главного пульта или мастера разливщик из промежуточного ковша отбирает три пробы металла после разливки от 15 до 20 т, от 45 до 55 т и от 85 до 90 т.
Окончание разливки
После закрытия шибера производят последовательное закрытие стаканов-дозаторов с помощью заморозок, которые вставляются в отверстие канала сверху или снизу. Стаканы-дозаторы закрываются в момент получения мерной заготовки на ручье.
Сталеразливочный ковш после слива шлака передается на участок подготовки ковшей. Слив шлака осуществляется в подготовленную побеленную изнутри шлаковую чашу.
При выходе конечной части заготовки из вытягивающих роликов останавливают двигатель качания кристаллизатора.
Открытие шиберного затвора производится сначала на полную струю с последующим ее дросселированием, обеспечивающим требуемое заполнение промковша.
Виды дефектов непрерывнолитых заготовок, причины их образования и меры по их предупреждению технологическим персоналом приведены в таблице 5
Таблица 5 Виды дефектов непрерывнолитых заготовок, причины их образования и меры по их предупреждению
| Виды дефектов
|
Причины образования
|
Действия технологического персонала, по предупреждению образования дефекта
|
| 1 Раздутие (выпуклость).
|
Высокая скорость разливки, высокая температура металла, недостаточное охлаждение, износ гильзы кристаллизатора, неудовлетворительная настройка правильно-тянущей клети.
|
Разливку металла производить в строгом соответствии требований технологических карт.
При невозможности произвести настройку ПТМ ручей закрыть. Заменить кристаллизатор.
|
| 2 Ромбичность.
|
Нарушение теплоотвода в первичной зоне охлаждения, изменение геометрических размеров гильз кристаллизо-тора, неравномерное охлаждение во вторичной зоне охлаждения заготовок.
|
Произвести настройку режимов охлаждения в первичной и вторичной зонах. При получении отрицательного результата ручей закрыть. Заменить кристаллизатор.
|
| 3 Кривизна по длине заготовки.
|
Неравномерное охлаждение двух противоположных сторон на участке вторичного охлаждения. Несовпадение оси струи металла и направления вытяжки заготовки.
|
Отрегулировать направление оси струи металла с направлением вытяжки заготовки.
Устранить неравномерность охлаждения во вторичной зоне. В случае невозможности устранения ручей закрыть.
|
| 4 Продольная угловая трещина.
|
Неравномерное охлаждение заготовки в кристаллизаторе, повышенная температура металла в промковше, высокое содержание примесей (8, Р, 8п, РЬ, 8Ь), износ донной части гильзы кристаллизатора.
|
Поддерживать температуру металла в промковше в строгом соответствии с требованиями технологических карт. Ограничить содержание вредных примесей. Соотношение Мп/8 должно быть не менее 1:20. Заменить кристаллизатор.
|
| 5 Поперечная трещина.
|
Неравномерное затвердевание слитка, подвисание слитка в кристаллизаторе, нарушение расхода рапсового масла и технологической оси МПЛЗ,
|
Соблюдать температурный режим разливки. Настроить зазоры поддерживающих роликов. Отрегулировать режим смазки. Проверить технологическую ось МНЛЗ.
|
| 6. Загрязнения па поверхности заготовки.
|
Затягивание шлака из промежуточного ковша, размыв огнеупоров ковша, всплывание в кристаллизаторе продуктов вторичного окисления металла.
|
Поддерживать оптимальный уровень металла в промковше. Применение огнеупоров высокого качества. Соблюдать технологию внепечной обработки стали.
|
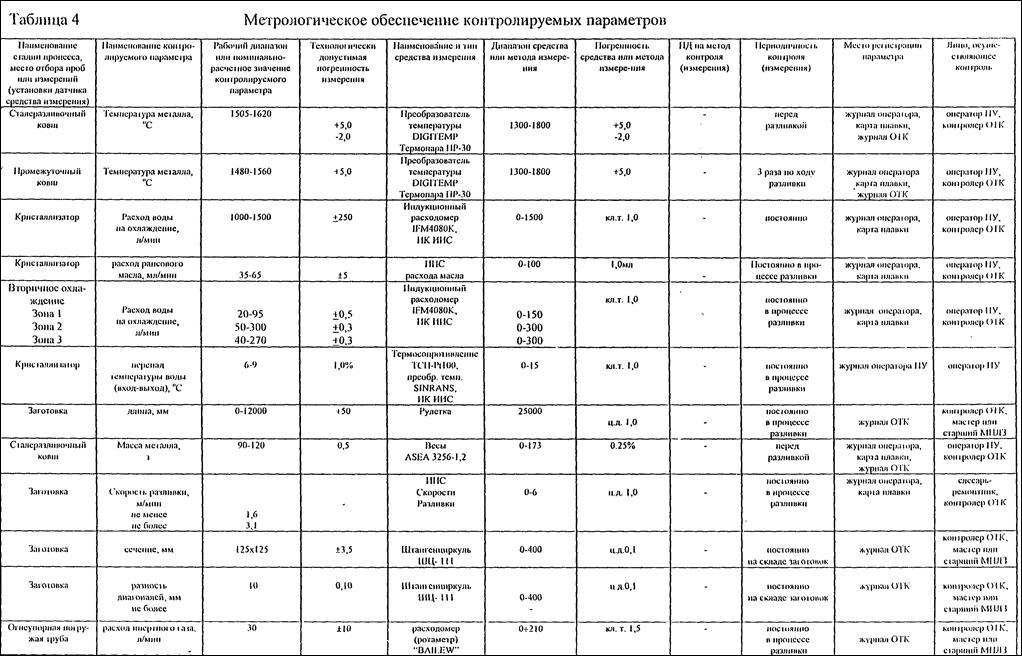
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ И КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Контролер ОТК и оператор главного пульта контролируют и фиксируют измеряемые параметры в соответствии с таблицей 6.
Контролер ОТК, мастер или старший разливщик МНЛЗ контрольными шаблонами замеряют размер сечения заготовок и разность диагоналей в зоне упора.
Неизбежные технологические потери составляют: остатки металла в промежуточном ковше - не более 3 т, концевая обрезь - не более 3 т, окалина - 0,4 % от разлитого металла, потери при запуске ручьев не более 1,7 т на серию.
ОПРЕДЕЛЕНИЕ ЛИНЕЙНОЙ ПЛОТНОСТИ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ
Теоретически линейная плотность литой заготовки определяется исходя из объема заготовки сечением 125x125 мм. Плотность литой заготовки принимается равной 7600 кг/м3
для всего сортамента сталей.
От каждой плавки или серии плавок на одной заготовке с каждого ручья производится измерение поперечного сечения.
По таблице 7 определяется линейная плотность заготовки.
Таблица 7. Линейная плотность заготовки
| Размер сечения, м
|
Плотность, кг/м3
|
Линейная плотность, кг
|
| 0.123x0,124
|
7600
|
116,0
|
| 0.123x0,125
|
7600
|
116,8
|
| 0.123x0,126
|
7600
|
117.7
|
| 0.123x0,127
|
7600
|
118.7
|
| 0,124x0,125
|
7600
|
117,7
|
| 0,124x0,126
|
7600
|
118,7
|
| 0,124x0,127
|
7600
|
119,6
|
| 0,125x0,125
|
7600
|
118,7
|
| 0,125x0,126
|
7600
|
119,7
|
| 0.127x0.127
|
7600
|
. 120.6
|
| 0.126x0,126
|
7600
|
120,6
|
| 0,126x0,127
|
7600
|
121,6
|
| 0,127x0,127
|
7600
|
122,5
|
ГЛАВА 3. НЕДОСТАТКИ И ПУТИ ПОВЫШЕНИЯ УРОВНЯ (ЭФФЕКТИВНОСТИ) ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА выплавки стали
3.1.
Недостатки организации производственного процесса
03.11.2006г. в ЭСПЦ-2 были проведены балансовые плавки №№ 33731-33734 стали марки Fе 360 для определения баланса металла и расчета расходного коэффициента металлошихты.
Перед проведением работы для устранения погрешности показаний весов проведена их провеска с использованием контрольного груза. Значения показаний провески стендовых весов копрового и ковшевых весов сталеплавильного цеха приведены в таблице 8 и 9.
Таблица 8. Значения показаний настройки стендовых весов копрового цеха, т.
| Показания пустых весов
|
Масса контроль ного груза
|
Показания весов с грузом
|
Отклон ение
|
Показания пустых весов после настройки
|
Показания весов с грузом
|
Показания пустых весов
|
Отклонение
|
| Стенд №1
|
0.3
|
111.0
|
111.8
|
0.8
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №2
|
0.6
|
111.0
|
110.5
|
-0.5
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №3
|
0.3
|
111.0
|
111.8
|
0.8
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №4
|
0.5
|
111.0
|
111.1
|
0.1
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №5
|
Ремонт
|
| Стенд №6
|
-0.3
|
111.0
|
108.2
|
-2.8
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №7
|
0.0
|
111.0
|
111.3
|
0.3
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №8
|
0.1
|
111.0
|
110.8
|
-0.2
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №9
|
-1.1
|
111.0
|
110.1
|
-1.1
|
0.0
|
111.0
|
0.0
|
0.0
|
| Стенд №10
|
1.0
|
111.0
|
110.2
|
-0.8
|
110.2
|
-0.8
|
| Стенд №11
|
Ремонт
|
| Стенд №12
|
0.5
|
111.0
|
110.9
|
-0.1
|
110.9
|
-0.1
|
| Стенд №13
|
-0.3
|
111.0
|
111.1
|
0.1
|
111.1
|
0.1
|
| Стенд №14
|
0.1
|
111.0
|
111.6
|
0.6
|
111.6
|
0.6
|
Таблица 9. Значения показаний настройки весов ЭСПЦ-2, т.
| Показания пустых весов
|
Масса контроль ного груза
|
Показания весов с грузом
|
Отклон ение
|
Показания пустых весов после настройки
|
Показания весов с грузом
|
Показания пустых весов
|
Отклон ение
|
| Весы контроля массы жидкой стали на сталевозе ДСП-3
|
| Сталевоз
|
0.0
|
114.8
|
115.1
|
0.3
|
0.0
|
114.8
|
0.0
|
0.0
|
| Весы контроля массы жидкой стали на башне МНЛЗ-3
|
| Позшшя №1
|
-0,800
|
114.8
|
118.0
|
3.2
|
0.0
|
114.8
|
0.0
|
0.0
|
| Позиция №2
|
-1,200
|
114.8
|
114.0
|
-0.8
|
0.0
|
114.8
|
0.0
|
0.0
|
| Весы контроля массы заготовок
|
| Газорезка
|
0.0
|
4.170
|
4.171*
|
0.001
|
* - средний вес по 10-ти проходам контрольной заготовки.
Отклонения фактических показаний веса на табло весов с контрольным грузом от массы контрольного груза до настройки изменялись в пределах от «+»0.8т до «-»2.8т, что способно привести к искажению данных при расчёте расходного коэффициента металлошихты. Наибольшие отклонения от контрольного веса зафиксированы на стендах № 1;3 («+»0,8т) и № 6 («-»2,8 т). Работниками цеха КИПиА проведена настройка весов на стендах №№ 1-9 копрового цеха и ковшевых весов ЭСПЦ-2, остальные весы не настраивали, так как отклонения не превышали допустимые пределы.
Загрузка завалочных корзин ломом в копровом цехе производилась в соответствии с требованиями ТИ 840-К-02-2001 из мест постоянного складирования подготовленного лома соответствующих категорий с учетом рекомендованного порядка. Неподготовленный лом и лом из вагонов неиспользовался.
Выплавка и разливка производилась в соответствии с действующими технологическими инструкциями ТИ 840-С-03-2000, ТИ 840-С-20-2000 и ТИ 840-С-18-2001. Всего выплавлено четыре плавки с разливкой в одну серию. Первая плавка шихтовалась на «сухую» подину, последняя плавка выпускалась из ДСП «начисто». Длительность плавок изменялась от 93 минут на первой плавке (в связи со сливом «болота» предыдущей плавки), до 62 минут на последней. Время работы под током составило 51 (№33731, 33732) и 47 минут (№33733, 33734).
Расход металлошихты, вес жидкого и выход годного металла на балансовых плавках приведены в таблице 10. Химический состав металла и шлака балансовых плавок приведены в приложении.
Таблица 10. Расход металлошихты, вес жидкого, выход годного на балансовых плавках, т.
| № плавки
|
Металлошихта (Мщих)
|
Сумм.
вес добав. матер., (ДСП и УДМ)
|
Сумм, вес
всех
материалов,
(ДСП и
УДМ)
|
Вес жидкого металла в ковше,
(Мж
)
|
Шлак
из ДСП-3
|
Угар
|
Масса
годной
загото
вки •
(Мгода)
|
| Углер.
лом
1А-4А
|
ЖД лом
|
Пакет. 9А, 10А
|
Всего
|
| 33731
|
90,2
|
15,2
|
5,4
|
110,8
|
5.5
|
116.3
|
96,0
|
11,3
|
10,0
|
94.3
|
| 33732
|
105,0
|
15,0
|
0
|
120,0
|
6.3
|
126.3
|
99,8
|
5,7
|
21,7
|
94.3
|
| 33733
|
95,4
|
14,9
|
0
|
110,3
|
7.8
|
118.1
|
106,0
|
6,6
|
6,1
|
103.3
|
| 33734
|
105,0
|
15,0
|
0
|
120,0
|
6.4
|
126.4
|
100,0
|
5,9
|
21,0
|
98.8
|
| Болото
|
20,9
|
-20,9
|
17.1
|
| Итого
|
395,6
|
60,1
|
5,4
|
461,1 (100,0%)
|
26.0
|
487.1
|
422,7 (91,7%)
|
29,5 (6,4%)
|
37,9
|
407.8 (88,4%)
|
| Расходный коэффициент металлошихты на тонну годного составит: К =
461,1/407,8= 1,131
|
Расходный коэффициент металлошихты на 1 т. годного определяется по выражению:

 - суммарная масса металлошихты, т; - суммарная масса металлошихты, т;
 - суммарная масса годной литой заготовки, т. - суммарная масса годной литой заготовки, т.
Полученные после проведения серии из четырех балансовых плавок расходный коэффициент металлошихты на 1 т. годного составляет 1,12.
Масса шлака определяется путем провески шлаковых чаш каждой плавки. Вес пустых чаш определялся до начала работы взвешиванием.
Суммарный вес материалов добавленных на плавку в процессе внепечной обработки на установке «печь-ковш», масса жидкого в сталеразливочном ковше и распределение металла поел разливки приведено в таблице 11.
Таблица 11. Массы жидкой стали, годной литой заготовки и отходов, т.
| № плавки
|
Вес
жидкого
металла в
ковше
(УДМ)
|
Суммарный
вес
добавочных
материалов,
(УВОС)
|
Вес жидкого
металла в
ковше
(МНЛЗ)
|
Масса
годной
заготовк
(Иод,)
|
Отходы
|
| Обрезь (головная, хвостовая)
|
Скрап технологический
|
Шлак
|
Итого
|
| 33731
|
96,0
|
1,2
|
97,2
|
94,3
|
| 33732
|
99,8
|
1,1
|
100,9
|
94,3
|
| 33733
|
106,0
|
1,4
|
107,4
|
103,3
|
| 33734
|
100,0
|
0,7
|
100,7
|
98,8
|
| Болото
|
20,9
|
20,9
|
17.1
|
| Итого
|
422,7 (99.0%)
|
4,3
(1,0%)
|
427,1 (100,0%)
|
407.8-(95,6%)
|
8,600 (2,0%)
|
3,200 (0.7%)
|
7.4 (1,7%)
|
19.2 (4,4%)
|
Отходы первого предела и масса шлака разливочных ковшей с данной серии плавок взвешивались на весах копрового цеха.
Баланс по жидкой и годной стали приведен в таблицах 12 и 13.
Таблица 12.Баланс металла при выплавке стали.
| Приход
|
Расход
|
| Металлошихта
|
461,100т
|
100,0%
|
Жидкая сталь
|
422,700т
|
91,7%
|
| Потери: из них
|
38,400т
|
8,3%
|
| — Ре из шлака
|
3,500т
|
0,7%
|
| — Неувязка (Угар)
|
34,900т
|
7,6%
|
| ИТОГО
|
461,100т
|
100,0%
|
ИТОГО
|
461,100т
|
100,0%
|
Неувязка объясняется угаром железа и его примесей, остатком шлака в печи после выпуска последней плавки, а также засорённостью металлошихты.
Таблица 13. Баланс металла при внепечной обработке и разливке стали.
| Приход
|
Расход
|
| Жидкая сталь
|
422,700т
|
99,0%
|
Годная сталь
|
407,800т
|
95,6%
|
| %
материалов добавленных на УВОС
|
4,300т
|
1,0%
|
Обрезь
|
8,600т
|
2,0%
|
| Скрап промковша
|
3,200т
|
0,7%
|
| Шлак (с/к после разлив.)
|
7.400т
|
1,7%
|
| ИТОГО
|
427,000т
|
100,0%
|
ИТОГО
|
427,000т
|
100.0%
|
3.2.
Мероприятия по повышению уровня (эффективности) организации производственного процесса изготовления продукции
На РУП БМЗ производятся различные мероприятия, реконструкции, а также модернизация по повышению качества и уровня эффективности производимой продукции, применяются требования к оборудованию и программному обеспечению.
Цели проведения реконструкции является:
- Повышение надежности, обеспечение устойчивой работы в течение длительного периода времени, приобретение дополнительных свойств в числе управления технологий и технологического оборудования;
- Повышение производительности печи (ДСП) до одного миллиона тонн исходной стали в год за счет интенсификации процессов ……… совместно с другими мероприятиями (замена регулятора мощности, печного трансформатора, установкой сервисного реактора, модернизации узлов и механизмов ПГУ и МНЛЗ).
Замена системы автоматизаций позволит снизить себестоимости производства жидкой стали на ДСП путем:
- Повышения на длительный период (10 и более лет) надежности системы управления и тем самым снижения потерь производства связанных с отказом оборудования и как следствие повышения производительности;
- Обеспечения возможности реализации дополнительных функций управления связанных с совершенствованием технологии в направлении снижения себестоимости продукции;
- Обеспечения возможности более быстрого поиска и устранения неисправностей, возникших в процессе работы.
Цели модернизации системы.
Повышение производительности печи (ДСП 2) до одного миллиона тонн жидкой стали в год за счет интенсификации процессов электроплавки совместно с другими мероприятиями (замена регулятора мощности, печного трансформатора, установкой сериесного реактора, модернизации узлов, механизмов ПГУ, МНЛЗ - 1,2 и др.). Замена системы автоматизации, позволит, снизить себестоимость производства жидкой стали на ДСП-2 путем:
- повышения на длительный период (10 и более лет) надежности системы управления и тем самым снижения потерь производства связанных с отказами оборудования,
- обеспечения возможности реализации дополнительных функций управления связанных с совершенствованием технологии в направлении снижения себестоимости продукции.
Требования к поставляемому оборудованию и базовому программному обеспечению.
Новая система управления должна дополнительно обеспечить выполнение следующих функций:
- отображение информации о работе установки на центральный пульт управления МНЛЗ-2;
- возможность передачи дополнительной информации о работе установки в систему второго уровня;
- легкость и быстрота в обнаружении неисправностей оборудования;
- возможность быстрой перенастройки системы управления при модернизации основного оборудования.
Существующий центральный пульт управления меняется на новый пульт, где наблюдение за технологическим процессом и управление им будет осуществляться с операторских станций.
Новая система управления МНЛЗ-2 должна обеспечивать выполнение всех функций существующей системы согласно функциональному описанию.
Для управления процессом должен быть заменен программируемый контроллер CEDA на S7- 400. Новая система должна обеспечить связь всех контроллеров между собой, а также связь со вторым уровнем по сети Еthernet.
С точки зрения эксплуатации и обеспечения бесперебойной работы всей МНЛЗ-2 желательно ставить отдельный контроллер 87-400 на каждый ручей, а также на общие средства и эвакуацию.
Должна быть связь центрального контроллера с инженерной станцией для оперативного контроля и программирования технологического процесса.
Контроллеры и станции визуализации должны быть запитаны от источника бесперебойного питания.
Для управления и отображения технологического процесса, разработки программного обеспечения и инжиниринга процесса необходимо 4 промышленных станции на базе персонального компьютера с монитором на ЖКИ размером 21 дюймов, с системой визуализации выполненной на базе программного продукта фирмы Сименс WinСС 6.0 " и один высокоскоростной цветной принтер для распечатки трендов и аварийных сообщений.
Функции управления агрегатами МНЛЗ-2 должны выполняться программируемыми контроллерами SIМАТ1С S7-400. Для размещения контроллеров в машзале и станций визуализации на пульту управления, и в лаборатории участка РЭП должны быть установлены новые шкафы, обеспечивающие эксплуатацию оборудования в условиях повышенного содержания пыли в воздухе. Функции управления маркировщиком должны выполняться программируемым контроллером SIМАТ1С S7.
Реализовать управление шиберной станцией на SIМАТ1С S7.
Предлагаем установить частотные преобразователи на следующие механизмы:
- шлеппер: привод подъема и привод перемещения;
- поворотная башня: два привода поворота;
- качание кристаллизаторов;
- смазка кристаллизаторов;
С целью унификации и удешевления обслуживания частотных преобразователей предлагается закупить широко используемые в цеху преобразователи фирмы АВВ.
Необходимо заменить пульты разливщика,
Программное обеспечение должно иметь соответствующие авторизации и обеспечивать возможность самостоятельного изменения в проектах WinСС и S7 силами заказчика.
При проектировании системы управления должны быть максимально использованы однотипные блоки и модули.
Размещение оборудования в шкафах должно обеспечивать свободный доступ ко всем компонентам с целью их оперативного контроля и замены.
В машзале необходимо заменить все существующие электрошкафы МСС на новые, с учетом нового оборудования и неиспользуемого старого с заменой всей кабельной продукции.
Предусмотреть замену маркировщика. Данные о плавке маркировщик должен получать по сети из АСУ. Маркировка блюма должна обеспечивать возможность автоматического считывания данных с блюма считывающим устройством перед посадкой в нагревательную печь прокатного стана. Предусмотреть считывающее устройство с программным обеспечением для этих целей с передачей информации в АСУ по сети Industrial Ethernet.
Поставляемое оборудование должно обеспечить:
- срок службы автоматизированной системы управления не менее 10 лет в режиме непрерывной работы, с возможностью продления срока службы путем замены отслуживших элементов новыми из состава ЗИП. Состав ЗИП должен составлять не менее 10% от состава аппаратных средств (не менее одного узла при количестве менее 10), требуемых для создания системы.
- соответствие требованиям " Правил устройства электроустановок " (ПУЭ-85) и требованиям безопасности по ГОСТ 12.2.007.0-75
Модернизация ПГУ-2.
Целью модернизации является - управление процессом очистки пылегазовых выбросов образующихся при выплавке стали на ДСП-2, и доводке стали на участке внепечной обработки ЭСПЦ-1.
Назначением системы управления является автоматизация всех технологических операций выполняемых в процессе очистки, что должно обеспечить:
Снижение экологической нагрузки на окружающую среду при одновременном увеличении производства стали;
Выполнение санитарных требований, в части запыленности и загазованности, к рабочим местам на участке ДСП-2.
Оптимизировать нагрузку на главные электродвигатели как существующей, так и строящейся газоочисток, и тем самым добиться снижения энергозатрат на производство стали на ДСП-2.
ОБЪЕМ разработки.
Разработке подлежит полное техническое обеспечение системы управления за исключением процессных датчиков, которые принимаются по проекту 0702/0151513-АТХ «Газоочистка ДСП-2», со следующим дополнением: датчики температуры ТТ101 и ТТ103 желательно установить как можно ближе к главной смесительной коробке.
Разработке подлежит полное программное обеспечение системы управления.
Разработке подлежит полное информационное обеспечение системы управления.
Разработке подлежит интерфейс с существующей системой автоматического управления ДСП-2.
Разработке подлежит интерфейс системы управления с блоком управления силовых 10 кВ. ячеек главных двигателей дымососов.
Разработке подлежит интерфейс с системой управления исполнительным механизмом заслонок перед вновь вводимыми дымососами.
Разработке подлежат пульты местного управления: главными двигателями газоочисток; заслонками перед вновь вводимыми дымососами; вновь устанавливаемыми клапанами (задвижками) №№ 1-5 газоходов; отсутствующими в проекте 0702/0151513-АТХ «Газоочистка ДСП-2» двумя клапанами постороннего воздуха; шнеками, вибраторами и шлюзовыми затворами блока рукавных фильтров.
Исполнительная электрическая часть вновь устанавливаемых в газоходах клапанов №№ 1-5 принимается по проекту 0702/0151513-АТХ «Газоочистка ДСП-2». Дополнительно к проекту 0702/0151513-АТХ «Газоочистка ДСП-2», необходимо реализовать управление двумя клапанами постороннего воздуха, устанавливаемыми перед новыми блоками рукавных фильтров.
Электродвигатели и электроклапана исполнительных механизмов блока рукавных фильтров принимаются по проекту 0702/0151513-АТХ «Газоочистка ДСП-2».
Перечень сигналов между системой автоматического управления и релейноконтрактными ячейками (МСС) исполнительных механизмов будет определен специалистами УПиР до 01.11.2006 года.
Для реализации диалоговых функций и управления механизмами строящейся газоочистки используется рабочая станция на базе персонального компьютера предусмотренного к установке на главном посту ДСП-2 проектом 30.Э.4409.000-АТХ2.1 «Модернизация участка продувки ковшей ДСП - 1,2».
Для повышения надежности системы, рабочая станция дублируется.
Органы управления и индикации, дублирующие функции, реализованные на рабочей станции, не предусматриваются.
ТРЕБОВАНИЯ К СИСТЕМЕ
Система должна создаваться как распределенная система управления, выполняющая алгоритмы прямого цифрового управления технологическим объектом (включая технологические блокировки и защиты), а так же выполняющая сетевые директивы по информационному обмену.
Система управления должна функционировать в круглосуточном режиме на протяжении всего периода эксплуатации и обеспечить управление объектом в реальном времени.
Функциональные и эксплуатационные характеристики технических средств должны соответствовать требования по безопасности при монтаже, наладке, эксплуатации и ремонте по ГОСТ 30331. 95.
Система должна отвечать всем нормативным требованиям в части промышленной безопасности, а так же стандартам «Системы менеджмента качества», и «Системы управления окружающей средой» действующим на РУП «БМЗ».
Изделия, входящие в состав системы управления, должны быть рассчитаны на питание от сети общего назначения согласно ГОСТ 12997-84 для промышленных приборов и средств автоматизации. Первичное переменное напряжение эффективное значение однофазной сети, 240В, частота 50 Гц. (отклонение по напряжению 10%, по частоте 2%). Вторичное питающее напряжение постоянное 24В, установленная мощность не более 1,0 кВт.
Технические средства системы должны быть устойчивы к воздействию температуры и влажности окружающего воздуха по ГОСТ 14254-80, для условий эксплуатации технических средств, устанавливаемых в помещениях с обслуживающим или оперативных персоналом:
Для сетевых коммуникаций использовать средства отвечающие требованиям нормативов IЕЕЕ 802.3, ЕN 50170 У2;
Для обмена данными между программируемым контроллером и рабочей станцией на посту управления ДСП-2, использовать стэк протоколов ТСР/ГР.
Допустимыми к использованию в системе являются только технические средства, серийно производящиеся в настоящее время, и отвечающие требованиям унификации на РУП «БМЗ».
ЗАКЛЮЧЕНИЕ
Целью исследования, проводимого в рамках данного курсового проектирования, было проведение анализа организации производственного процесса выплавки стали на примере Республиканского унитарного предприятия «Белорусский Металлургический завод», а также выявление путей повышения уровня организации производства.
В процессе исследования было выявлено следующее.
РУП БМЗ структурно состоит из двух основных производств: металлургического и метизного, цехов инфраструктуры и подразделений управления жизнедеятельностью предприятия. В состав сталеплавильного производства входят: копровый цех, два электросталеплавильных цеха и цех технологического автотранспорта. Прокатное производство представлено сортопрокатным цехом, имеющим три разнопрофильных прокатных стана. Метизное производство состоит из трех сталепроволочных цехов, цеха порошковой металлургии и волок и цеха тары и упаковки. Состав инфраструктуры завода представлен цехами ремонта металлургического, энергетического, электрического, механического оборудования, цехами обеспечения производства средами и электроэнергией, транспортными цехами и другими подразделениями. Все производится в соответствии со стандартами и ГОСТами.
По данным динамики показателей хозяйственной деятельности видно, что объем произ-ва на предприятии из года в год увеличивается, но чистая прибыль уменьшается. Это происходит по многим причинам. Например, за счет увеличения затрат на 1 тыс.руб отгруженной продукции, себестоимости отгруженной продукции и т.д.
Основным недостатком при выплавки стали в ДСП-1,2 являются потери Fe из шлака (3,500 т) и неувязка (угар) (34,900 т), а на МНЛЗ – 2: обрезь – 8,600 т., скрап промковша – 3,200 т., Шлак – 7,400 т.
Отклонения фактических показаний веса на табло весов с контрольным грузом от массы контрольного груза до настройки изменялись в пределах от «+»0.8т до «-»2.8т, что способно привести к искажению данных при расчёте расходного коэффициента металлошихты. Наибольшие отклонения от контрольного веса зафиксированы на стендах № 1;3 («+»0,8т) и № 6 («-»2,8 т).
На основании исследования были предложены мероприятия по повышению качества производимой продукции и оборудования.
Замена системы автоматизаций путем:
- Повышения на длительный период (10 и более лет) надежности системы управления и тем самым снижения потерь производства связанных с отказом оборудования и как следствие повышения производительности;
- Обеспечения возможности реализации дополнительных функций управления связанных с совершенствованием технологии в направлении снижения себестоимости продукции;
- Обеспечения возможности более быстрого поиска и устранения неисправностей, возникших в процессе работы.
Проведение реконструкции позволит:
- Повысить надежность, обеспечить устойчивость работы в течение длительного периода времени, приобрети дополнительные свойства в числе управления технологий и технологического оборудования;
- Повысить производительность печи (ДСП) до одного миллиона тонн исходной стали в год за счет интенсификации процессов ……… совместно с другими мероприятиями (замена регулятора мощности, печного трансформатора, установкой сервисного реактора, модернизации узлов и механизмов ПГУ и МНЛЗ).
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Бычков Н., Володько С. Акционерное общество: социально-экономические характеристики и последствия. / Агроэкономика, №3, 2003 г., ст.10.
2. Дембинский В., Кряпченков Р. Г. Основные направления эффективности производства в промышленности. – М.: - 1995.
3. Золотогоров В. Г. Организация и планирование производства: Практ. Пособие. – Мн.: ФУ Аинформ, 2001. – 528 с
4. Климов Н. М. Организация и планирование производства на машиностроительном заводе. – Мн.: 1998.
5. Кожекин Г.Я., Синица Л.М. Организация производства: Учеб. посо- бие – Мн.: ИП «Экоперспектива», 1998. – 334с.
6. Писчиков М.М. «Организация планирование и управление на предприятии черной металургии», 1975. – с39
7. Белорусский металлургический завод. 1984-2004/ Авт.-сост. В.В.Кухаренко, Л.В.Сергиенко; Под общ.ред. Н.В.Андрианова. – Мн.: Техналогiя, 2004. – 208 с.: ил.
8. Классификация и кодирование промышленной и сельскохозяйственной продукции / Ю.Н. Берновский, В.А. Захаров, Р.А. Сергиевский, Н.Н.
Федотов. - М.: Издательство стандартов,1989.-184с.
9. Организация производства. Учебно-практическое пособие / М.Ю. Пасюк, Т.Н. Долинина, А.А. Шабуня. – Мн.: ООО «ФУАинформ», 2002. – 76с.
10. Организация и планирование машиностроительного производства/ Под ред. Ю. В. Скворцова,Л. А. Некрасова. – М.: Высш. шк., 2003. – 470 с.
11. Официальный сайт РУП «БМЗ» www.bmz.by
|