План
Введение
1. Основная функция организации (фокус)
1.1. Разработка продукта
1.2. Проектирование глазами потребителя
1.3. Конструкторский анализ процесса сборки
1.4. Выбор технологического процесса
1.5. Проектирование производственного потока
2. Инвестиции и рабочая сила
2.1. Технологии в производстве
2.1. Интегрированные производственные системы
2.3. Оценка окупаемости инвестиции в технологии
Выводы
Список использованной литературы
Введение
Факторами влияния корпоративной стратегии на операционную являются те, которые связаны с основной функцией или фокусом предприятия, с проектированием продуктов или услуг, с инвестициями или рабочей силой. Организация может осуществлять все стадии производства и распределения, или она может заниматься лишь дизайном и продвижением, а все остальное передавать субподрядчикам. Небольшое количество организаций позволяет себе выполнять весь процесс – от приобретения сырья до продажи готовых изделий.
Например, существуют производители продуктов питания, которые контролируют изготовление, упаковку и распределение своей продукции. Существует также организации, которые поручают разработку дизайна и производство сторонним компаниям, а свои усилия концентрируют исключительно на маркетинге и распределении.
Основная функция организации - это точное определение того, что она делает. Обычно под этим понимается удовлетворение потребности рынка, однако (особенно когда речь идет о поставках продукта) организация может осуществлять все стадии производства и распределения. С другой стороны, она может заниматься лишь дизайном и продвижением, а все остальное передавать субподрядчикам. Лишь очень немногие организации позволяют себе выполнять весь процесс - от сырья до готовых изделий, хотя существуют производители продуктов питания, которые контролируют изготовление, упаковку и распределение своей продукции. И наоборот, существуют организации, которые поручают дизайн и производство сторонним компаниям, а свои усилия концентрируют исключительно на маркетинге и распределении (например, сфера бытовой электроники). Таким образом, всю цепочку производства можно разбить на следующие стадии
:
· конструирование (проектирование, планирование) продукта;
· добыча сырья;
· производство (превращение сырья в комплектующие части);
· сборка (объединение комплектующих в готовый продукт);
· распределение (отправка готового продукта оптовикам, розничным торговцам или конечным потребителям).
Выполнение любых из этих стадий может быть перепоручено по контракту.Что будет центральной частью бизнеса и в какой степени будет производиться вертикальная интеграция, определяется корпоративной политикой.
Проектирование продукта связано со стадией жизненного цикла, с ассортиментом, а также с тем, является организация новатором или имитатором.
С точки зрения операционного менеджмента существуют важные отличия между стадиями внедрения и раннего роста, стадиями последующего роста и зрелости, а также на стадии упадка.
На ранних стадиях жизненного цикла товар производится в относительно небольших количествах, а его дизайн или характеристики могут быть весьма переменчивы. Отсутствие согласия в этом отношении может длиться очень долго, о чем свидетельствует существующий уже много лет конфликт различных стандартов видеокассет. Поскольку в продукт наверняка будут внесены изменения и объемы реализации непрогнозируемые, от операционной функции требуется значительная гибкость. На стадиях позднего роста и зрелости продукт и его рынок относительно стабильны, и все внимание переводится на занимаемую рыночную долю. Теперь от операций требуется устойчиво высокое качество, низкие издержки производства, что, как правило, говорит в пользу повышения предсказуемости, нежели гибкости. Поскольку продукт и рынок стабильны, можно позволить инвестиции в улучшение методов работы для достижения указанных результатов.
Организации-новаторы обычно бросают продукты еще до того, как они достигнут стадии упадка, а организации-имитаторы могут и не выходить на рынок, пока эта стадия не наступит. Образцом последнего подхода может служить деятельность восточноевропейских автостроителей, которые производят и продают устаревшие модели «Фиатов», используя для этого устаревшее же оборудование одноименного автозавода. Они ведут исключительно ценовую конкуренцию.
В курсовой будут подробно рассмотрены все стадии производства, включающие и проектирование продукта, а также корпоративные фактор «Инвестиции и рабочая сила».
1.
Основная функция организации (фокус)
Основная функция организации - это точное определение того, что она делает. Обычно под этим понимается удовлетворение потребности рынка, однако (особенно когда речь идет о поставках продукта) организация может осуществлять все стадии производства и распределения. С другой стороны, она может заниматься лишь дизайном и продвижением, а все остальное передавать субподрядчикам.
Всю цепочку производства можно разбить на следующие стадии
:
· проектирование продукта;
· добыча сырья;
· производство;
· сборка;
· распределение.
Центральная часть бизнеса или фокус компании определяются корпоративной политикой. Выполнение любых из перечисленных стадий может быть перепоручено партнеру либо третьему лицу по контракту. Фокусировка усилий позволяет организации избежать рассеивания внимания на периферийные задачи и пользоваться главной компетенцией своих субподрядчиков.В пользу интеграции существуют аргументы:
- Все подчинено централизованному контролю. В результате повышается надежность и скорость реагирования системы. Но она становится слишком громоздкой и бюрократической для эффективного управления. Кроме того, отсутствие конкуренции на функциональном уровне может привести к ухудшению сервиса и качества.
- Субподрядчики тоже должны получать прибыль. Работа с ними будет дороже. Таким образом, интеграция должна вести к снижению расходов. В противоположность этому высказываются обоснованные аргументы в защиту активной специализации в какой-либо одной сфере компетенции и передачи по контракту других задач. Концентрация на центральной сути бизнеса и передача периферийных аспектов субподрядчикам повышает рациональность и эффективность, что позволяет и руководству, и рабочим заниматься наиболее важными элементами и не тратить усилий и опыт на менее значительные аспекты. Субподряд периферийных задач, или производственная кооперация, если ее правильно организовать, позволяет организации выигрывать за счет рациональности и эффективности работы снабжающей фирмы, для которой эта задача является главной сферой компетенции.
Пример 1
. Транспортировка – это одна из главных сфер деятельности сетей супермаркетов. Чтобы уложиться в предельно короткие сроки, необходимо быстро перемещать большие объемы товаров по всей стране. Если товар не будет доставлен в магазин вовремя, будет упущена продажа, а сам товар потом может залежаться на прилавке. Раньше необходимого срока доставлять продукцию нельзя, поскольку хранить ее негде и дорого. Тем не менее, распределение является периферийной сферой деятельности по отношению к главной активности – к продаже. И, как правило, сети супермаркетов перепоручают свои транспортные функции компаниям-перевозчикам.
Пример 2
. Крупный производитель промышленного оборудования использует большую номенклатуру крепежных изделий (болты, гайки и т.д.), их стоимость мала, а ассортимент велик. Без крепежных изделий осуществлять производственный процесс невозможно. Компания заключает контракт на поставку крепежа со специализированным поставщиком. Поставщик создает и поддерживает запасы крепежных изделий непосредственно в крепежных цехах. Один единственный договор заменяет приобретение и управление более чем тысячей объектов.
Концентрация на сути бизнеса и передача периферийных аспектов субподрядчикам повышают рациональность и эффективность производства, позволяя и руководству, и рабочим заниматься более важными элементами и не тратить усилия и опыт на менее значительные аспекты. Что будет центральной частью бизнеса и в какой степени будет производиться вертикальная интеграция, определяется корпоративной политикой.
1.1.
Разработка продукци
и
Необходимость разрабатывать новую продукцию и быстро выводить ее на рынок сбыта — это задача, с которой сталкиваются производители в любой отрасли промышленности, от изготовителей компьютерных чипов до компаний, торгующих картофельными чипсами. Заказчикам фирм, изготавливающих чипы, например компаниям по выпуску компьютерной техники, для их постоянно развивающегося производства нужны все более и более мощные полупроводники. Производителям продуктов питания, чтобы сохранять или увеличивать свою долю в обороте розничного рынка, приходится делать все возможное, чтобы постоянно предлагать своим потребителям вкусные новинки.
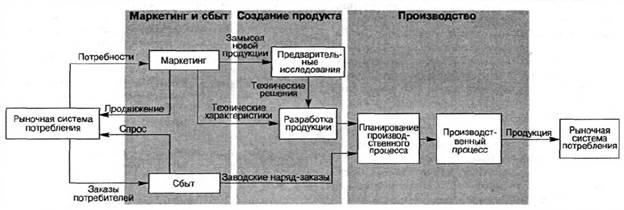
Как видно из приведенного ниже рисунка, в процессе проектирования продукции задействованы три основные функции: маркетинг, разработка продукции и ее производство. Маркетинг отвечает за предложение идей относительно новых видов продукции и за сбор информации о технических характеристиках, имеющихся на рынке товаров. Разработчики продукции несут ответственность за обоснованность технической концепции продукции и совершенство окончательного проекта. Производство отвечает за выбор или модификацию технологических процессов, предназначаемых для выпуска выбранной или разработанной компанией новой продукции.
Процесс разработки продукции обеспечивает взаимосвязь между потребностями и ожиданиями потребителя конкретного товара и операциями, необходимыми для его производства. При разработке новой продукции следует стремиться к учету местных преференций (предпочтений) в глобальном рынке.Рис.1
Разработка новых ВИДОВ продукции сулит компании невероятные потенциальные возможности, но реализовать эти возможности — задача очень сложная. Процесс разработки новой продукции представляет собой сложнейший комплекс различных видов деятельности, теснейшим образом связанных с большинством других бизнес-функций. На рис.2 изображены фазы типичного проекта по разработке новой продукции.
На первых двух фазах — разработка концепции и планирование продукции — проводится комплексный анализ информации о возможностях рынка сбыта, условиях конкуренции, технических возможностях и требованиях к новому товару. На основе такого анализа определяется структура нового продукта. В структуре учитывается концептуальный замысел, емкость рынка, ожидаемый уровень совершенства продукта, инвестиционные требования и финансовые последствия вывода на рынок нового товара. Кроме того, прежде чем принять программу разработки новой продукции, компании обычно стараются получить подтверждение правильности новой концепции, прибегая к пробной продаже этой продукции на небольших рынках. Такое тестирование может предусматривать изготовление опытных моделей и обсуждение их качеств с потенциальными потребителями.
После одобрения проект создания новой продукции вступает в фазу детальной инженерной разработки. Ее основной задачей является конструирование, проектирование и изготовление действующих опытных образцов, а также разработка инструментов и оборудования, которые будут использоваться для производства данной продукции в коммерческих масштабах. Основу детальной инженерной разработки составляет цикл "проектирование—модель— тестирование". В этом цикле определенные раньше концепции продукции и технологического процесса воплощаются в рабочей модели (которая может быть либо компьютерной, либо в физической форме). Модель проходит тестирование, в котором имитируются реальные условия эксплуатации будущей продукции. Если модель не соответствует намеченным эксплуатационным характеристикам, инженеры изменяют конструкцию и устраняют недоработки, после чего
цикл "проектирование—модель—тестирование" повторяется вновь. Фаза детальной инженерной разработки завершается "сдачей проекта", которая означает, что данная модель отвечает всем предъявляемым к ней требованиям.

После этого компания переходит от фазы инженерной разработки к фазе экспериментального производства. Вначале на производственном оборудовании изготавливаются и испытываются отдельные комплектующие, которые затем собираются в систему и тестируются в заводских условиях. На фазе экспериментального производства изготавливается опытная партия продукции и проверяется способность новых или модифицированных производственных процессов выпускать данную продукцию в коммерческом объеме. На этой стадии весь необходимый инструментарий и оборудование должны быть готовы к производству, а поставщики деталей и комплектующих — к их поставкам в нужных объемах. Именно на этой фазе разработки новой продукции происходит интеграция всех элементов производственной системы: проекта, результатов инженерного проектирования, модернизированных инструментов и оборудования, комплектующих, порядка сборки, производственного контроля, рабочих-операторов и техников.
Рис. 2
Заключительной фазой создания нового продукта является наращивание производства и достижение проектной мощности. К этому времени производственный процесс модернизирован и отлажен, но необходимо еще обеспечить его стабильность при производстве больших партий продукции. На этой фазе производство начинается с выпуска незначительных объемов; затем, по мере того как компания убеждается в том, что может производить продукцию без сбоев (а поставщики — своевременно поставлять комплектующие), а также в том, что маркетинговые службы способны обеспечить ее сбыт, выпуск постепенно увеличивается.
Проекты по разработке новой продукции очень редко реализуются совершенно изолированно; они, как правило, взаимосвязаны. Кроме того, чтобы проект был эффективным, необходимо, чтобы он органично вписывался в общую производственную структуру предприятия. Следует помнить, что в разных проектах могут быть задействованы одни и те же важнейшие компоненты организационной структуры и над ними нередко работают одни и те же проектные группы. Необходимо также учитывать, что довольно часто от новой продукции требуется, чтобы она была как конструктивно, так и функционально совместима с уже освоенной продукцией фирмы.
В последнее время для ускорения процесса разработки новой продукции многие компании широко используют так называемый метод совместного проектирования (Concurrent Engineering — СЕ). В отличие от простого, последовательного, фаза за фазой, выполнения разработки, при СЕ делается упор на межфункциональной интеграции и одновременном, совместном проектировании различных видов продукции и предназначенных для их производства технологических процессов.
Совместное проектирование основывается на программной интеграции различных групп, участвующих в проекте. В последнее время появилось три типа групп: группы управления программой, технические группы и многочисленные проектно-производственные группы. Если проект характеризуется повышенной сложностью, понадобится сформировать еще интеграционную группу, объединяющую усилия различных проектно-производственных групп. Иногда создаются также специальные группы для изучения конкретных проблем, например исследования новых технологий.
Основным преимуществом метода СЕ является значительное сокращение сроков реализации проекта. Одновременность инженерных разработок означает параллельное выполнение разных фаз проекта, например, во время разработки рыночной концепции и структуры продукта выполняется проектирование как продукта, так и производственных процессов. Важнейшим условием эффективности данного метода является постоянный обмен информацией по электронной почте либо непосредственно на собраниях членов групп, а также использование всеми участниками проекта единых баз данных. Так, например, в компании Hewlett-Packard постоянно работает несколько четко сформированных групп технологического профиля, которые функционируют параллельно и являются частью стратегии этой компании. Каждая такая группа занимается разработками в одной из технологий, наиболее важных для освоения новых видов продукции компании Hewlett-Packard (рис. 3).
1.2.
Проектирование глазами потребителя
Прежде чем мы приступим к подробному обсуждению проблем, связанных с проектированием и производством продукции, будет полезно осветить (или, точнее, интерпретировать) суть проектирования продукции с точки зрения её будущего пользователя. В последние годы компании настолько увлеклись исследованиями и изобретениями новых технологий — особенно в области электронной техники, что иногда совсем забывают о потребителях своей продукции.
Проектирование с целью удовлетворения эстетических потребностей покупателей обычно называют промышленным дизайном (Industrial Design).
Промышленный дизайн — это, пожалуй, одна из областей, наиболее несправедливо игнорируемых производителями. Как часто, мучаясь с какой-либо недавно приобретенной вещью — настраивая видеомагнитофон, регулируя компьютеризированное термореле, заводя автомобиль или пытаясь дозвониться по карточке из аэропорта, — вы говорите себе: "Вот бы это заставить сделать "умельца", спроектировавшего этот ужас!" Нередко чрезвычайно сложно найти запасные части, приобретенная техника слишком сложна в эксплуатации либо в правилах ее наладки вообще отсутствует логика. Иногда возникает ситуация и похуже: покупатель, пытаясь наладить или отремонтировать приобретенное оборудование, режет руки об острые металлические края деталей.
Многие электронные приборы и оборудование обладают чрезмерным количеством разнообразных технических функций и характеристик — значительно большим, чем это действительно необходимо. При этом многие покупатели такой продукции не умеют эксплуатировать ее в полную меру, и пользуются лишь ограниченным набором возможностей. Объясняется это скорее всего тем, что подобные добавления функциональных возможностей обходятся производству очень дешево; например, к недорогим компьютерным чипам чрезвычайно легко прибавить элементы управления. Оборудование микроволновой печи будильником или калькулятором также незначительно увеличивает стоимость производства. Но нужны ли покупателям эти приспособления? И как быть, если потеряется инструкция по эксплуатации такого сложного прибора?
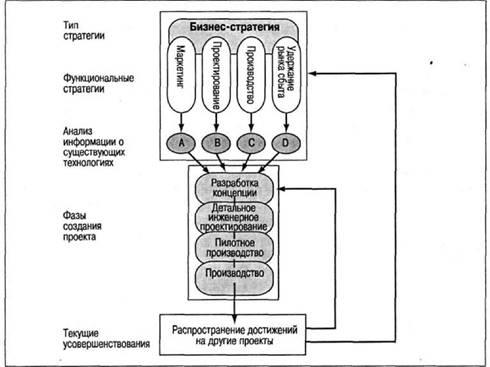
Рис. 3. Стратегия создания нового продукта компании Hewlett-Packard
|
Примечание. При определении того, какие потенциальные технологические возможности наиболее многообещающие для развития бизнеса, компания Hewlett-Packard опирается прежде всего на свои функциональные и бизнес-стратегии. Целесообразность внедрения новых технологий определяется упреждающими проектами еще до применения этих технологий в конкретных проектах создания новой продукции. (Обратите внимание, что при разработке продукции HP использует типичный четырехфазовый процесс, за которым следуют мероприятия, направленные на распространение и закрепление достижений в других проектах.)
http://www.hp.com
1.3.
Конструкторский анализ процесса сборки
Английское слово design имеет множество разных значений. Иногда оно означает эстетическое оформление (дизайн) изделия, например форму автомобиля, текстуру материала, форму и отделку консервного ножа. В другом случае это слово означает процесс определения базовых параметров какой-либо системы. Так, например, прежде чем приступить к рассмотрению деталей, дизайн энергоагрегата может означать процесс определения характеристик его отдельных элементов: генератора, насосов, бойлеров, соединительной системы и т.д.
Существует и еще одна интерпретация английского слова design, согласно которой оно означает процесс детализации сведений о материалах, формах и допустимых отклонениях всех отдельных деталей продукта, т.е. его проектирование. Именно этой теме посвящен данный раздел. Проектирование — это деятельность, которая начинается с создания чертежей компонентов и сборочных узлов и осуществляется в системе автоматизированного проектирования (Computer- Aided Design — CAD). При этом создаются подробные чертежи отдельных деталей и все сборочные чертежи. Затем готовые чертежи передаются инженерам по разработке процесса сборки и инженерам-технологам, задача которых заключается в создании и оптимизации производственного процесса, на основе которого будет производиться продукция после окончания проектированная. Зачастую именно на этой стадии обнаруживаются проблемы, связанные с производством и сборкой, и делаются заявки о необходимости изменения конструкции. Довольно часто эти изменения бывают настолько существенны, что приводят к значительным дополнительным расходам и в конечном итоге могут стать причиной задержки срока выпуска новой продукции.
Традиционное отношение проектировщиков к производственному процессу можно описать следующим образом: "Мы это спроектировали, а вы производите". Сегодня для такого подхода даже введен новый термин — "работа через стену". Это означает, что проектировщики как бы сидят с одной стороны стены и "перебрасывают" через нее готовый проект инженерам- технологам, отгораживаясь от дальнейшей деятельности. В результате последним приходится разбираться со всеми проблемами, возникающими из-за того, что их мнение в ходе проектирования продукции не учитывалось. Один из способов избежать такой ситуации предполагает постоянные консультации проектировщиков с инженерами-технологами, т.е. групповой подход. Создаваемые с этой целью группы совместной инженерной разработки нуждаются в специальных инструментах для анализа, помогающих изучать предложенные проекты и оценивать их с точки зрения сложности и стоимости производства.
1.4.
Выбор технологического процесса
Отличие выбора процесса от его планирования
.
Инженерное проектирование технологического процесса (как мы видим, оно включено в число основных фаз создания новой продукции, изображенной на рис. 2) — это область деятельности, непосредственно связанная с планированием операций, т.е. с регулярным принятием тактических решений в производственном процессе. Выбор процесса, наоборот, относится к стратегическим решениям, которые определяют, какие технологии следует использовать на заводе. Вспомним пример с электроприводом. В этом случае, поскольку данная продукция выпускается малыми объемами, можно просто поставить одного рабочего, который будет изготавливать небольшие партии устройств. Но если объемы производства очень велики, целесообразно заняться созданием сборочной линии.
Типы технологических процессов
В самом общем виде производственные процессы можно разделить на следующие категории.
Процессы переработки (Conversion Processes). В качестве примера можно привести переработку железной руды в стальной прокат либо объединение всех ингредиентов, перечисленных на коробке с зубной пастой, в пасту.
Процессы изготовления (Fabrication Process). Примером такого процесса может служить преобразование сырья в какую-либо специфическую форму (например, штамповка листовой стали, в результате чего получаются крылья для автомобилей, или формовка золота в зубную коронку).
Сборочные процессы (Assembly Process). В качестве примера можно вспомнить о присоединении крыльев к автомобилю, вкладывание тюбика с зубной пастой в коробку или процесс вставки золотой коронки в челюсть пациента.
Процесс тестирования (Testing Process). Строго говоря, этот процесс нельзя назвать основным, но он настолько часто упоминается как отдельная операция, что для полноты картины предпочтительнее его включить в этот список.
Структура производственного потока (Process Flow Structure) определяет на предприятии тип организации движения материального потока с применением одного или нескольких перечисленных выше технологических процессов.
Исследователи данного вопроса Роберт Хэйз и Стивен Уилрайт (Robert Hayes and Steven Wheelwright) выделяют четыре основных типа производственных потоков.
Позаказное производство (Job Shop). Это производство малыми партиями широкого ассортимента различной продукции, которая чаще всего требует разного набора и последовательности технологических операций. Примерами такого производства могут служить коммерческие полиграфические фирмы, компании, работающие в самолетостроении, металлорежущие мастерские, в также заводы, выпускающие печатные платы по индивидуальному заказу.
Серийное производство (Batch). По сути, предприятие, работающее по этому принципу, выпускает продукцию по периодическим заказам. Такой тип производства обычно выбирают, если компания имеет относительно стабильный ассортимент разных видов продукции, каждый этот вид производится партиями на периодической основе — либо по заказу клиента, либо для пополнения товарно-материальных запасов фирмы. Большая часть продукции выпускается с применением одной и той же технологической схемы. В качестве примера можно привести производство тяжелого оборудования, электронных приборов и химических продуктов тонкого органического синтеза.
Сборочная линия (Assembly Line). Производство отдельных деталей, автоматически перемещающихся с одного рабочего места к другому с управляемой скоростью и в последовательности, необходимой для выпуска продукции. Примерами могут служить ручная сборка игрушек и электроприборов или автоматическая сборка компонентов печатных плат (такую сборку называют монтажом). Если на сборочной линии осуществляются и другие процессы, ее обычно называют поточной линией.
Непрерывный поток (Continuous Flow). Переработка или дальнейшая обработка неделимых материалов, таких как нефть, химикаты или пиво. Так же как и на сборочной линии, производственный процесс протекает в определенной последовательности, но в данном случае производственный поток непрерывен. Такие технологии обычно характеризуются высоким уровнем автоматизации и, по сути, представляют собой одну интегрированную "машину", которая во избежание дорогостоящих остановок и запусков должна работать 24 часа в сутки.
Выбор типа производственного потока, за исключением непрерывного, обычно основывается на требованиях к объемам выпускаемой продукции. После того как компания выбрала тип производственного потока, она должна подобрать оборудование для его оснащения.
Компания может одновременно иметь на своих заводах и универсальное, и специализированное оборудование. Например, в механическом цеху установлены токарные и сверлильные станки (оборудование общего назначения) и многопозиционный станок-автомат (оборудование специального назначения). Компания, занимающаяся выпуском электронных приборов, может закупить как однофункциональный тестовый модуль, выполняющий проверку только одной функции (специализированное оборудование), так и многофункциональный испытательный стенд, на котором одновременно проводится много тестов (универсальное оборудование). Однако по мере дальнейшего развития компьютерных технологий разница между универсальным и специализированным оборудованием постепенно стирается, поскольку универсальное оборудование становится не менее эффективным, чем оборудование специального назначения.
1.5.
Проектирование производственного потока
При проектировании производственного потока (Product Flow Design) основное внимание сосредоточивается на отдельных процессах, через которые проходят материалы, комплектующие и сборочные узлы по мере их изготовления. Наиболее широко при планировании процессов применяются следующие инструменты: операционные маршрутные карты, схемы технологического процесса (Flow Process Chart), сборочные схемы и чертежи. Это очень удобные инструменты как для использования в устойчивом режиме производства, так и при диагностике отклонений. Собственно говоря, первый обычный этап в ходе создания любой производственной системы начинается с составления карт потоков и операций с использованием одного или нескольких из перечисленных выше инструментов. Они представляют собой как бы "организационную структуру" производственной системы.
Сборочный чертеж — это не что иное, как подробное изображение всех отдельных компонентов продукции.
В сборочной схеме используется информация, представленная в сборочном чертеже, и кроме того указывается, каким способом и в каком порядке отдельные компоненты продукции должны соединяться в процессе сборки. Часто в схеме приводятся сведения о структуре общего производственного потока.
В операционных маршрутных картах как следует из их названия, указываются маршруты движения заготовок по операциям технологического процесса.
В схемах технологического процесса обычно используются стандартные символы Американского общества инженеров-механиков (American Society of Mechanical Engineers), с помощью которых наглядно отображается все, что происходит с продукцией по мере последовательного изготовления на соответствующем производственном оборудовании. Могут применяться и другие условные обозначения разных процессов, но в таком случае их нужно расшифровать на самой схеме.
Разработка схемы технологического процесса позволяет сократить простои и время хранения, что улучшает организацию потока и делает его равномерным.
2. Инвестиции и рабочая сила
Операции, будь то производство товаров или услуг, требуют оборудования и работников. Степень автоматизации процессов или применения в больших количествах человеческого труда зависит от множества факторов, но наиболее важным элементом является готовность организации к вложениям средств в то или другое. Между операциями с высокой потребностью в рабочей силе и полной автоматизацией существует большая дистанция, и хотя не каждая организация может преодолеть ее до конца, значительная ее часть доступна для всех.
Чрезвычайно важно правильно выбрать технологию. Несмотря на то, что вопросы создания производственного процесса в основном входят в компетенцию инженерных работников, знание современных технологий и методов — таких, например, как автоматизированное производство — сегодня считается неотъемлемым и важным элементом бизнес-образования.
Технология
— это невероятно важный ресурс не только для отдельных операций производственного процесса, но и для роста и повышения эффективности работы фирмы в целом. Недаром говорят, что именно технологический прогресс привел к большинству перемен в мире. Технология оказывает значительное влияние на уровень конкурентоспособности как отдельных компаний, так и общенациональной экономики. Такие гиганты, как Hewlett-Packard, McDonald's, Ford и General Motors, достигли огромных успехов именно благодаря умелому использованию новых технологий. Любопытно, что, по мнению экспертов, будущий успех двух компаний, совершивших настоящую революцию в области информационных технологий, Intel и Microsoft, в основном зависит от их роста в международном масштабе.
Фирмы, выбирающие технологию для обеспечения конкурентоспособности, эффективно объединяют свою технологическую стратегию с бизнес-стратегией. По мере того как такие компании изобретают и разрабатывают новые технологии, они осваивают и предлагают потребителям новые виды продукции и услуг. Как правило, это фирмы, которые работают в среде, где товар, полгода существующий на рынке, считается устаревшим, а жизненный цикл продукции измеряется месяцами.
В результате широкомасштабного распространения информационных систем, основанных на использовании Internet и Web, значительные изменения произошли в сфере информационных технологий. Стоимость информационного обеспечения, сбора информации и электронной связи в последние годы резко сократилась, и, по мнению специалистов, эта тенденция будет усиливаться в геометрической прогрессии. Кроме того, вследствие смещения бизнеса в сторону информационной интеграции постоянно меняются способы его ведения. Это ведет к тому, что сегодня все подразделения компании могут пользоваться одним и тем же источником данных, будь то сведения об объемах продаж, ресурсах, товарно-материальных запасах или о фабричных производственных графиках. Мир, в котором мы сегодня живем, — настоящий рай для людей, приветствующих прогресс в области технологий, и ад для тех, кто сопротивляется этому процессу.
Технологический прогресс не ограничивается только использованием компьютерной техники, а определяется также многочисленными новинками, которые появились в результате создания новых материалов и способов изготовления продукции, появления различных научных открытий (например, в генной инженерии). Достаточно вспомнить, что реальная перспектива создания автомобиля, не требующего замены масла, стала прямым результатом разработки нового синтетического масла в сочетании с применением новых материалов для изготовления деталей двигателя и усовершенствованных методов их обработки. Одной из важнейших сфер технологического прогресса является вторичное использование промышленной продукции. Сегодня в США разработаны и действуют правительственные программы, согласно которым компоненты многих видов продукции, особенно изготовленные из пластика, после окончания их срока службы подлежат вторичной переработке. Эти программы налагают на компании ответственность за уничтожение или повторное применение выпускаемой ими продукции. Специалисты предсказывают, что основную роль в реализации этих программ будет играть разработка новых технологий в материаловедении.
Следует особо отметить, что ни на одну отрасль экономики развитие технологии не повлияло столь же сильно, как на сельское хозяйство. Во врезке "Фермеры пожинают плоды информационного прогресса и повышают урожайность своих полей", посвященной технологии GPS, рассказывается о новациях, знаменующих, по всей видимости, новую эру в фермерском бизнесе. Не менее значительный прогресс наблюдается также в массовом переходе на передовые технологии сотовых телефонов и цифровые стандарты телевизионного вещания высокой четкости.
2.1.
Технологии в производстве
Технологические изменения происходят практически во всех отраслях промышленности, но многие из них уникальны и применяются исключительно в конкретных сферах. Например, железобетонные блоки с предварительным напряжением являются технологическим новшеством только для строительного производства. Основное требование к проектированию автомобилей заключается в том, что машины должны производиться из комплектующих, подлежащих вторичной переработке.
За последние несколько десятков лет в технологии появилось много новшеств и достижений, оказавших значительное влияние на работу компаний во многих отраслях промышленности. Эти достижения, которые и стали предметом рассмотрения в данном дополнении, можно разделить на две большие категории — системы технического обеспечения и системы программного обеспечения.
Основным результатом появления новых технологий в техническом обеспечении стал более высокий уровень автоматизации процессов; благодаря им создается оборудование, выполняющее трудоемкие операции, которые раньше выполнялись людьми. В качестве примеров можно назвать станки с числовым программным управлением, обрабатывающие центры, промышленные роботы, автоматизированные системы подачи материалов и гибкие производственные системы. Все это оборудование, которое управляется компьютером, широко применяется в производстве. Технологии, основанные на разработках программного обеспечения, широко используются при проектировании продукции, а также для анализа и планирования производственной деятельности. Наиболее известны из них системы автоматизированного проектирования и автоматизированные системы планирования и управления производством.
Системы программного обеспечения
Системы автоматизированного проектирования (Compu-ter-Aided Design — CAD) позволяют использовать в ходе проектирования продукции и технологических процессов мощь компьютерной техники. CAD объединяет несколько автоматизированных методов, основными из которых являются компьютерная графика и автоматизированное моделирование (Computer- Aided Engineering — САЕ). Компьютерная графика применяется для исследования визуальных характеристик продукции, а САЕ — для оценки ее инженерных характеристик. CAD также включает методы, связанные с проектированием производственного процесса, известные под общим названием автоматизированная (технологическая) подготовка производства (Computer-Aided Process Planning — САРР). САРР применяется для разработки компьютерных программ управления станками, а также программ обработки деталей на обрабатывающих центрах и на другом оборудовании (например, на установках очистки и промывки). Такие программы еще называют планами технологического процесса. Наиболее сложные системы CAD способны также выполнять отбраковочные испытания, позволяя тем самым тестировать опытный образец на ранних фазах и своевременно вносить модификации в его конструкцию.
Система автоматизированного проектирования применяется при разработке практически любой продукции, от компьютерных чипов до картофельных чипсов. Так, например, компания Frito-Lay использовала CAD в процессе создания новой продукции — закрученных чипсов двойной плотности О'Grady's. В ходе разработки этого продукта возникла проблема, которая заключалась в том, что при неправильной нарезке картофеля чипсы получались пригоревшими с наружной стороны и сырыми внутри. Кроме того, они были слишком хрупкими (и ломались при расфасовке в пакеты) и их невозможно было обработать, например, пропиткой плодов авокадо. С помощью CAD математически определили правильный угол и количество витков нарезки, после чего прототип продукции О'Grady's прошел проверку на прочность на "дробилке" компании Frito- Lay, и сегодня эту продукцию можно приобрести в любом бакалейном магазине в США.
Современные производители используют методы автоматизированного проектирования при разработке купальных костюмов по индивидуальным заказам. Мерки, снятые с будущего владельца, закладываются в специальную компьютерную программу вместе с информацией о модели, выбранной заказчиком. Работая с клиентом, проектировщик изменяет дизайн костюма на экране компьютера, на котором изображена фигура человека, одетая в конкретную модель. Затем компьютер распечатывает окончательный образец, на основе которого кроится и шьется полностью соответствующий пожеланиям заказчика купальный костюм.
Автоматизированными системами планирования и управления производством (Automated Manufacturing Planning and Control Systems — MP&CS) называют компьютерные информационные системы, помогающие планировать процесс, составлять графики и следить за ходом выполнения производственных операций. Эти системы непрерывно получают из заводских цехов сведения о состоянии работ, поступлении материалов и т.д., и составляют наряд-заказы на изготовление и поставку. Сложные автоматизированные системы планирования и управления производством выполняют обработку поступивших заказов, управляют работой в цехах и закупками и ведут производственный учет. Более подробно о том, как работают такие системы, рассказывается в этой книге, в части IV.
2.2.
Интегрированные производственные системы
Все описанные выше методы автоматизации объединяются в единую интегрированную производственную систему (Computer-Integrated Manufacturing — CIM). CIM представляет собой автоматизированную версию производственного процесса, в которой три основные производственные функции — проектирование продукции и технологического процесса, планирование и управление и собственно производственный процесс — обеспечиваются описанными выше автоматизированными методами. Кроме того, компьютерными технологиями замещаются также традиционные механизмы устного и письменного общения. Такое высоко автоматизированное и интегрированное производство называют также полной заводской автоматизацией и заводом будущего. Все методы, объединенные в систему CIM, взаимосвязаны, поскольку пользуются общей интегрированной базой данных. Так, например, благодаря интеграции данных системы CAD могут объединяться с системами автоматизированного производства (Computer-Aided Manufacturing — САМ), т.е. программами для обработки деталей с применением числового программного управления, а автоматизированные системы планирования и управления производством — с автоматизированными системами подачи материалов, что значительно ускоряет процесс составления ведомостей необходимых деталей. Таким образом, в полностью интегрированной системе отдельные функции проектирования, тестирования, изготовления, сборки, контроля качества и управления материалами не только автоматизированы, но и связаны как между собой, так и с процессом производственного планирования и составления графиков.
2.3.
Оценка окупаемости инвестиции в технологии
Современные передовые технологии, такие как гибкие производственные системы или системы компьютеризированной обработки заказов, требуют значительных капиталовложений. Следовательно, прежде чем приобрести какую-либо из таких технологий, фирма должна тщательнейшим образом проанализировать финансовые и деловые выгоды данного приобретения. Оценка экономической целесообразности инвестиций — задача очень сложная, особенно потому, что целью приобретения новой технологии является не только сокращение затрат на рабочую силу, но и повышение качества и расширение ассортимента продукции, сокращение сроков подготовки новой продукции к выпуску и повышение гибкости производственного процесса. В силу того, что некоторые из этих преимуществ не влекут за собой прямого сокращения издержек на рабочую силу, оправдать их выбор бывает очень сложно. Кроме того, стремительное развитие новых технологий приводит к тому, что приобретенное оборудование устаревает в течение каких-нибудь нескольких месяцев, что делает оценку затрат и выгод еще более сложной задачей.
Не следует считать, что внедрение новых технологий непременно ведет к снижению издержек производства. Иногда бывает, что выгоды автоматизации не вызывают ни малейшего сомнения, но их внедрение оказывается экономически нецелесообразным. Например, в недавнем прошлом многие специалисты предсказывали, что интегрированные системы САБ/САМ станут решением всех проблем, связанных с производством. Однако немало компаний, вложившие в них средства, потеряли свои деньги. Основная цель, которую они преследовали, заключалась в удалении из процесса станочной обработки как можно большего количества квалифицированной рабочей силы и в ускорении технологического процесса. Но в современном производстве нередки ситуации, когда быстрее, например, вручную фрезеровать сложные детали, выпускаемые небольшими партиями, чем запрограммировать фрезерный станок на выполнение этой операции. Кроме того, рабочее время программиста стоит намного дороже, чем рабочее время оператора фрезерного станка. Далее, зачастую оказывается сложно перенести весь опыт и знания, полученные оператором станка на протяжении многих лет, в компьютерную программу. Только совсем недавно появилось интегрированное программное обеспечение САБ/САМ, использование которого может быть экономически выгодным даже в производственной среде, для которой характерен выпуск небольших партий разнотипной продукции.
Материальные выгоды служат критериями в традиционных методах финансового анализа, например, при таком методе окупаемости капиталовложений, как приведение к настоящему времени будущих поступлений наличности. Впоследствии, при принятии инвестиционных решений, менеджер может использовать результаты такого традиционного финансового анализа в совокупности с оценкой нематериальных выгод.
Выводы
Проектирование продукции, которая понравилась бы потребителю, это настоящее искусство, а создание такой продукции — целая наука. Для того чтобы спроектированная и произведенная компанией продукция "пришла" к покупателю, необходимы мероприятия в области менеджмента. Выйти на уровень производителей мирового класса удается фирмам, успешно осуществляющим быструю и гибкую интеграцию всех этих процессов. Основой успеха является не только совместная работа самых разных специалистов (маркетологов, разработчиков новой продукции, производственников и сбытовиков), но и тесное сотрудничество с потребителями и поставщиками.
Для эффективного планирования технологического процесса необходимо четкое понимание всех плюсов и минусов каждого вида этого процесса. Зачастую выбор вида производственного процесса основывается на прогнозе того, в какой момент произойдет такое изменение спроса, что потребуется переход с одного процесса на другой. Подобные решения требуют глубокого понимания тончайших нюансов всех производственных процессов, поскольку это позволяет определить, действительно ли, применив данный процесс, можно выполнить все технические требования, предъявляемые к конкретной продукции.
Прогресс технологий имеет первостепенное значение для повышения производительности труда в большинстве стран мира. Фирмы, которые раньше других приобретают и успешно внедряют технологические новинки, получают значительное конкурентное преимущество. Хотя каждая из описанных в этом дополнении производственных и информационных технологий представляет собой мощный инструмент и может применяться отдельно от других, выгоды от применения новых технологий растут в геометрической прогрессии, если они используются в комплексе. Это особенно верно по отношению к интегрированным производственным системам (CIM).
Выгоды и преимущества внедрения большинства современных технологий не носят стопроцентного материального характера, и часто их можно оценить только через некоторое время. Использование традиционных методов калькуляции затрат и обычного финансового анализа может привести к созданию неточной картины потенциальных преимуществ применения таких технологий, как CIM. Следовательно, при оценке окупаемости инвестиций в новые технологии следует принимать во внимание выгоды стратегического характера. Далее, поскольку капитальные издержки на многиесовременные технологии, как правило, очень велики, каждая компания перед их приобретением должна максимально точно оценить связанные с их внедрением риски.
Внедрение гибких производственных систем или систем принятия решений требует значительных затрат как материального, так и морального характера. Нередко инвестиции в такие системы бывают для малых и средних фирм недоступной роскошью. Однако, по мере совершенствования технологий и их дальнейшего распространения, стоимость их постепенно снижается и приобрести их скоро смогут даже небольшие компании. Учитывая сложную интеграционную природу новых технологий, следует отметить, что для их успешного внедрения необходима полная заинтересованность в этом как руководства, так и служащих компании.
Список использованной литературы:
1.
Операционный менеджмент - Ильдеменов С.В., Ильдеменов А.С., Лобов С.В.;
ИНФРА-М – 2007 год.
2.
Производственный (операционный) менеджмент –
В.А.Василенко, Т.И.Ткаченко - К.: ЦУЛ. 2003 год.
3.
Производственный менеджмент - Фатхутдинов Р.А.;
Учебник для вузов. 4-е изд. - СПб.: Питер, 2003 год.
4.
Производственный и операционный менеджмент - Чейз Р.Б., Джейкобз Ф.Р., Аквиланов Н.Дж.;
Вильямс, 2004 год.
5.
Производственный менеджмент
-
Под ред. проф. Ильенковой С. Д.
;
М.: ЮНИТИ-ДАНА, 2000
год.
|