МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Учреждение образования
«ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра
«Конструирование и технология одежды»
КУРСОВАЯ РАБОТА
по технологии и оборудованию швейного производства
Тема:
«Разработка технологической последовательности изготовления мальчуковой сорочки из льняной ткани»
Исполнитель:
Консультант:
Допущен к защите «__»________2008г.
Витебск
2008
Содержание:
Введение
Выбор и характеристика модели
Выбор и обоснование материалов и фурнитуры
Выбор методов обработки изделия, оборудования и средств малой механизации
Технологическая последовательность изготовления изделия
Выводы
Литература
ВВЕДЕНИЕ
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически и технически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий.
В настоящее время производится планомерная работа по механизации и автоматизации выполнения сборочно-соединительных операций. Создание и серийное освоение базовых швейных полуавтоматов и их модификаций позволяет автоматизировать не только соединение деталей, но и подготовительные и заключительные операции: подачу деталей в зону шьющего механизма, обрезку ниток, съем и укладывание деталей и др. В результате значительно повышается производительность труда и улучшается качество изготовления одежды.
Большие возможности повышения производительности труда имеет получившая широкое распространение малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей.
Использование малооперационной технологии, средств механизации и автоматизации способствует максимальной концентрации однородных технологических операций на одном рабочем месте, что позволяет специализировать рабочие места при значительном сокращении затрат ручного труда и улучшении качества выполнения операций.
Большое значение для совершенствования технологии имеет создание комплексно-механизированных линий, которые оснащены специализированным оборудованием для выполнения конкретных технологических операций.
Целью данной курсовой работы является разработка технологического процесса изготовления сорочки.
ВЫБОР И ХАРАКТЕРИСТИКА МОДЕЛИ
Лучший стиль для мальчуковой одежды – спортивный. Сорочки данного стиля характеризуются применением разнообразных деталей и отделочных элементов: карманов (могут быть и на рукавах), клапанов, пат, погонов, шлевок, эмблем, планок, отделочных строчек.
В зависимости от модели низ сорочек может иметь прямую или овальную линию; боковые швы могут быть выполнены до низа сорочки, заканчиваться в нижней части разрезами или оформлены в виде выемки. При моделировании большое внимание уделяется фурнитуре, выполняющей не только функциональное, но и декоративное назначение. Застежка может быть центральной и смещенной. Вид застежки разнообразный: пуговицы и петли, пуговицы и кнопки, шнуровка и др. Карманы бывают накладные без клапанов и с клапанами (простыми или фигурными). Отдельные детали (кокетки, воротники, манжеты) могут быть выполнены из тканей, отличающихся по цветовой гамме от ткани переда, спинки, рукавов [7].
Требования, предъявляемые к изделиям данного вида [8]:
1. Потребительские:
· новизна модели и конструкции (соответствие современному стилю и моде);
· степень совершенства композиции модели;
· товарный вид.
2. Гигиенические (гигиеническое соответствие).
3. Эксплуатационные:
· износостойкость материалов и элементов конструкции;
· устойчивость материалов и соединительных швов к разрывным нагрузкам;
· формоустойчивость деталей и краев одежды.
4. Промышленные:
· эксплуатационная технологичность;
· производственная технологичность.
5. Экономические:
· уровень приведенных затрат на единицу продукции;
· уровень приведенных потребительских расходов на эксплуатацию изделия.
Данная сорочка соответствует этим требованиям, т.к. она соответствует современному стилю, имеет товарный вид, имеет необходимые гигиенические качества, материал и элементы конструкции имеют высокую износостойкость и устойчивость к разрывным нагрузкам.
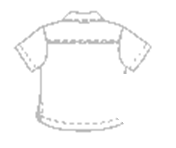
Зарисовка внешнего вида модели представлена на рисунке 1.1. В таблице 1.1 приведена спецификация деталей кроя. Конфигурация деталей представлена на рисунке 1.2.
Рисунок 1.1 – Зарисовка внешнего вида модели
Рисунок 1.2 – Зарисовка конфигурации деталей кроя
Описание внешнего вида
Сорочка мальчиковая спортивная, из льняной ткани.
Сорочка прямого силуэта, с центральной застежкой на 4 петли и пуговицы и 1 петлю и пуговицу на воротнике.
На левой и правой деталях переда верхние накладные карманы с клапанами, застегивающимися на пуговицы, и отделочной складкой.
Спинка с отрезной горизонтальной кокеткой.
Рукава втачные короткие, низ рукавов обработан швом в подгибку.
Воротник сорочечный с цельнокроеной стойкой.
В боковых швах выполнены разрезы.
По швам притачивания кокетки, по краям карманов и клапанов, воротнику, низу рукавов и низу изделия проложены отделочные строчки.
Рекомендуемые размеры: обхват груди: 68/74, 80/86, 92/98; роста: 164 – 170см.
Таблица 1.1 – Спецификация деталей кроя
| № детали |
Наименование детали |
Количество |
| лекал |
деталей |
| 1 |
2 |
3 |
4 |
| Детали из основной ткани |
| 1 |
Перед |
1 |
2 |
| 2 |
Спинка |
1 |
1 |
| 3 |
Кокетка спинки |
1 |
2 |
| 4 |
Рукав |
1 |
2 |
| 5 |
Верхний воротник |
1 |
1 |
| 5а |
Нижний воротник |
1 |
1 |
| 6 |
Карман |
1 |
2 |
| 7 |
Клапан |
1 |
2 |
| Детали из прокладочного материала |
| 8 |
Прокладка верхнего воротника |
1 |
1 |
| 9 |
Прокладка клапана |
1 |
2 |
| 10 |
Прокладка обтачки кармана |
1 |
2 |
ВЫБОР И ОБОСНОВАНИЕ МАТЕРИАЛОВ И ФУРНИТУРЫ
Каждое изделие должно удовлетворять требованиям покупателей, поэтому необходимо, чтобы материалы, из которых оно изготавливается, соответствовали нормативным характеристикам [8]. Все требования к материалам делятся на:
· общие;
· конструкторско-технологические;
· гигиенические;
· эксплуатационные;
· эстетические.
К общим
требованиям относятся волокнистый состав, линейная и поверхностная плотность, переплетение.
Конструкторско-технологические
требования к материалам слагаются из требований, зависящих от особенностей конструкции изделий и технологии его изготовления.
Также при выборе конструкции изделия и технологических параметров его изготовления, необходимо дать оценку осыпаемости тканей. Осыпаемость ткани – выпадение нитей из открытых срезов тканей, которое зависит от волокнистого состава и переплетения. Осыпаемость по основе и утку также различна. Наибольшая осыпаемость характерна для срезов тканей, выполненных вдоль нитей основы и утка, наименьшее – под углом 45о
.
При изготовлении одежды игла может повредить ткань, что отражается на внешнем виде и сроке эксплуатации изделия. Чем больше плотность и жестче структура ткани, тем больше вероятность повреждения тканей.
Ширина ткани – важный показатель, от которого зависит количество погонных метров ткани, необходимых для раскроя изделия данного вида, а также экономное ее использование. От ширины ткани во многом зависит возможность выбора фасона изделия.
Эргономические (гигиенические)
требования связаны с созданием комфортных условий при носке и с защитной функцией одежды.
Надежность
в значительной степени обеспечивает определенный срок носки изделий. Она определяется условиями эксплуатации изделия и назначением материалов.
Эстетические
требования учитывают направления моды и включают требования к цвету, сочетанию цветов в изделии, к фактуре материала, его рисунку, блеску, к форме и размерам фурнитуры.
Сорочечные ткани должны быть износоустойчивы, гигроскопичны, иметь окраску, прочную к трению, стирке, светопогоде и поту; отбеленные должны иметь определенную степень белизны: 80% – для хлопчатобумажных и 82% – для льняных тканей. Наиболее важными требованиями являются гигиенические.
Для пошива данной сорочки используется льняная ткань. Эта ткань обладает высокой гигроскопичностью, воздухопроницаемостью и теплопроводностью. Применяется для изготовления сорочек летнего ассортимента [3].
Назначение и свойства тканей во многом зависят от их колористического оформления: цвета, колорита, характера расцветки и вида рисунка. Колорит – соотношение всех цветов, участвующих в расцветке тканей. Соответствующим цветом можно придать ткани радостный, яркий или мрачный колорит. Он зависит не только от тона, светлоты и насыщенности цвета, но и от количественного соотношения цветов.
Фурнитура – вспомогательные изделия, необходимые в швейном производстве. Фурнитура служит для застегивания, запирания, прикрепления, упрочнения и удобства в эксплуатации швейных изделий. Фурнитура сорочки не должна выбиваться из композиционного решения модели. К фурнитуре швейного производства относятся пуговицы.
прокладочные материалы применяют для промежуточных прокладок в отдельные детали изделий (воротник) для придания изделиям формы и предохранения наиболее ответственных участков одежды от деформации. Для этого прокладочные материалы должны быть малорастяжимыми, достаточно жесткими, негрубыми. Для придания пространственной формы они должны обладать усадкой при утюжке, сочетающейся с усадкой основной ткани. При выборе прокладочной ткани желательно учитывать ее массу, чтобы не утяжелять одежду, а также показатели свойств в зависимости от детали изделия.
Для изготовления одежды применяют различные швейные нитки, которые различны по сырьевому составу, структуре и способу производства. В зависимости от массы ткани, вида строчки и количества стежков в 10 мм строчки выбирают номер ниток и соответствующий им номер швейной иглы [4]. Данные о технологических режимах обработки для машинных строчек представлены в таблице 2.1.
Таблица 2.1
Технологические режимы обработки для машинных строчек
| Наименование, вид, назначение материала |
Вид строчки |
Количество стежков в 10 мм строчки |
Номера |
| ниток |
игл |
| Льняная ткань |
обметочная |
3 – 3,5 |
50, 40 |
80, 85 |
| стачивающая |
3,5 – 5,5 |
| отделочная |
3 – 4 |
Влажно-тепловая обработка (ВТО) наряду с ниточной и клеевой технологиями является важнейшим технологическим процессом при изготовлении одежды. Она позволяет получать такие эффекты, которые недостижимы другими известными способами, и является логическим завершением конструкторских и технологических решений получения изделия высокого качества [4].
Сущность ВТОзаключается в изменении конфигурации цепей молекул волокон увлажненной и прогретой ткани под воздействием давления подошвы утюга или подушки пресса и последующем закреплении этой новой конфигурации посредством удаления влаги и охлаждения ткани.
В зависимости от применяемого оборудования ВТО выполняют:
· утюжильной обработкой;
· прессованием.
Утюжильная обработка – способ, при котором гладильная поверхность утюга перемещается по ткани и одновременно оказывает на нее давление. Это последовательный способ выполнения операции, когда воздействию утюга подвергается участок за участком малой площади. Производительность труда невелика, но при использовании малых по весу утюгов исключается образование лас, заминов, помятостей.
Прессование – параллельный способ обработки, когда ткань сжимается между двумя горячими, но не перемещающимися поверхностями. Площадь воздействия на обрабатываемую деталь, полуфабрикат, изделие значительно больше, чем при утюжильной обработке. И условия труда гораздо легче.
При разнообразии моды к технике дублирования постоянно ставятся новые требования.
Технологические режимы обработки материалов для операций ВТО с учётом вида оборудования показаны в таблице 2.2 [4].
Таблица 2.2 – Технологические режимы для операций ВТО
| Материалы |
Температура гладильной поверхности,  |
Масса утюга, кг |
Время пропаривания, с |
Время обработки, с |
| льняная ткань |
170 |
1,5 |
20 |
30 |
Технологические параметры режимов дублирования приведены в таблице 2.3.
Таблица 2.3 – Технологические параметры режимов дублирования
| Ассортимент |
Температура рабочего органа, |
Усилие сжатия, кПа |
Время прохождения зоны дублирования, с |
Продолжительность операции, с |
| Сорочки |
150 – 170 |
20 – 50 |
12 – 18 |
30 – 40 |
ВЫБОР МЕТОДОВ ОБРАБОТКИ ИЗДЕЛИЯ, ОБОРУДОВАНИЯ И СРЕДСТВ МАЛОЙ МЕХАНИЗАЦИИ
При изготовлении мужских сорочек широко используются прогрессивные высокопроизводительные параллельные и параллельно-последовательные методы обработки деталей: дублирование воротников и манжет прокладочными материалами, подгибание и заутюживание (фальцевание) срезов накладных карманов, одновременное соединене и обметывание срезов деталей, подгибание и застрачивание срезов и др [6].
Технологический процесс обработки и сборки деталей и узлов мужских сорочек состоит из разнообразных операций, значительное количество которых выполняют на швейных машинах полуавтоматического действия. К таким операциям относят:
· обтачивание клапанов, карманов, воротников;
· изготовление прямых обметочных петель с автоматическим перемещением деталей переда от готовой петли к месту изготовления следующей петли, пришивание пуговиц.
Качество швов во многом зависит от вида применяемых швейных машин и правильности их наладки на выполнение конкретной операции в соответствии с применяемыми нитками и стачиваемыми материалами.
При выборе того или иного вида швейной машины следует учитывать, что лучшее качество можно получить при выполнении операций на швейных машинах, оснащенных специальными механизмами перемещения материалов:
· дифференциальным;
· комбинированным – с верхней и нижней рейками и отклоняющейся вдоль строчки иглой.
Машины со специальными механизмами перемещения материалов целесообразно использовать при выполнении швов, от качества которых зависит внешний вид изделия, и в первую очередь при изготовлении изделий из материалов с синтетическими волокнами, а также при применении различных средств малой механизации и приспособлений [7].
Методы обработки изделия
Верхний срез накладного кармана застрочен швом вподгибку с открытым обметанным срезом. Края переда обработаны цельнокроеной планкой. Стачивание боковых и рукавных швов произведено с одновременным обметыванием. Низ сорочки застрочен швом вподгибку с закрытым срезом. Разрезы внизу боковых швов также застрочены швом вподгибку с закрытым срезом. Кокетка соединена со спинкой стачным швом.
Технологическая характеристика выбранного оборудования приведена в таблице 3.1 [5].
Таблица 3.1
Технологическая характеристика выбранного оборудования
| Швейные машины и полуавтоматы |
| Оборудование |
Класс машины |
Операция |
| Одноигольная крае-обметочная машина с одновременной обрезкой среза материала и авто-матической обрезкой ниток |
851. ПО «Промшвеймаш» |
Обрезка и обметывание срезов деталей |
| Одноигольная стачивающая машина с механизмами отклонения иглы, автоматического останова ее в заданном положении, подъема и опускания нажимной лапки и автоматической обрезкой ниток |
97-А. ПО «Промшвеймаш» |
Настрачивание кармана на перед. Обработка воротника, прокладывание отделочных строчек. |
| Двухигольная швейная машина для стачивания с одновременными обрезкой и обметыванием срезов |
408-АМ. ПО «Промшвеймаш» |
Стачивание боковых и плечевых срезов, рукавов, втачивание рукавов. |
| Полуавтомат для пришивания пуговиц с автоматической подачей их из бункера |
1295. ПО «Подольскшвеймаш» |
Пришивание плоских пуговиц |
| Полуавтомат для изготовления прямых петель с двумя закрепками |
525. ПО «Промшвеймаш» |
Обметывание петель на воротнике |
| Полуавтомат для обметывания прямых петель на переде, оснащенный устройством автомати-ческого перемещения переда от петли к петле |
625. ПО «Промшвеймаш» |
Обметывание петель на переде |
| Устройство для нанесения контрольных надсечек на воротник с одновременной подрезкой неровностей нижнего воротника |
МП-1. ПО «Промшвеймаш» |
Нанесение контрольных надсечек на воротник, подрезка неровностей нижнего воротника |
| Оборудование для влажно-тепловой обработки |
| Оборудование |
Тип пресса и подушки (утюга) |
Операция |
| Пресс специальный |
ПСДВ |
Прямое соединение клеевой прокладки с воротником и его стойкой (дублирование) |
| Пресс специальный |
ПВ-1 |
Вывертывание и приутюживание воротника |
| Утюг электрический с терморегулятором |
УТП-1,5 Э ПО «Промшвеймаш» |
Заутюживание припусков под застежку, планки. Заутюживание краев кармана |
| Пресс специальный |
«Вертомат FVA 3,6-11» |
Окончательное прессование переда и спинки сорочки |
Характеристика средств малой механизации к швейным машинам представлена в таблице 3.2 [7].
Таблица 3.2
Характеристика средств малой механизации к швейным машинам
| Марка приспособления |
Назначение приспособления |
Схема шва |
Класс машины, завод-изготовитель |
| 1Р-01 |
Соблюдение точ-ности располо-жения пуговиц на переде |
– |
1295. ПО «Подольскшвеймаш» |
| 3051924713200 |
Формирование подогнутого края ткани и соблюдение параллельности ему строчки |
97-А. ПО «Промшвеймаш» |
| 1Р-17 |
Соблюдение совпадения срезов деталей и параллельности строчки срезам |
– |
97-А. ПО «Промшвеймаш» |
ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ
Технологическая последовательность изготовления сорочки представлена в таблице 5.1.
Таблица 5.1
Технологическая последовательность изготовления сорочки
| № тех-нолог. опе-рации |
Наименование технологической операции |
ТУ и режимы обработки |
Специ-альность |
Разряд Рабочего |
Затрата времени, с |
Оборудование, инструменты, средства малой механизации |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| Обработка клапана |
| 1 |
Продублировать клапан |
Температура рабочего органа - 150. Усилие сжатия – 50 кПа. |
П |
2 |
ПСДВ |
| 2 |
Обтачать клапан по боковым сторонам |
На расстоянии 5 мм от срезов |
М |
3 |
97-А. ПО «Промшвеймаш» +1Р-17 |
| 3 |
Подрезать шов обтачивания в уголках |
Не доходя до строчки 2-3 мм |
Р |
2 |
Ножницы |
| 4 |
Вывернуть на лицевую сторону |
Выправляя уголки |
Р |
2 |
Колышек |
| 5 |
Скрепить клапан по нижним срезам |
На расстоянии 5 мм от среза |
М |
3 |
97-А. ПО «Промшвеймаш» +1Р-17 |
| 6 |
Прострочить отделочную строчку |
На расстоянии 2 мм от швов обтачивания |
М |
4 |
97-А. ПО «Промшвеймаш» |
| 7 |
Приутюжить клапан |
Температура рабочего органа - 170. |
У |
2 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 8 |
Наметить место расположения петли |
По лекалам. |
Р |
3 |
Мел |
| 9 |
Обметать петлю |
Длина петли должна быть на 2 мм больше диаметра пуговицы. |
А |
4 |
625. ПО «Промшвеймаш» |
| Обработка кармана |
| 10 |
Обметать карман по четырем сторонам |
Количество стежков в 10 мм строчки – 3-3,5. |
С |
3 |
851. ПО «Промшвеймаш» |
| 11 |
Продублировать обтачку кармана |
Температура рабочего органа - 150. Усилие сжатия – 50 кПа. |
П |
2 |
ПСДВ |
| 12 |
Заутюжить складки по надсечкам шаблона |
Температура рабочего органа - 170. |
У |
3 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 13 |
Заутюжить цельнокроенную обтачку |
Температура рабочего органа - 170. |
У |
3 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 14 |
Застрочить обтачку |
Обтачку застрачивают швом вподгибку с открытым срезом. |
М |
3 |
97-А +3051924713200. ПО «Промшвеймаш» |
| 15 |
Заутюжить боковые и нижний срез кармана |
Температура рабочего органа - 170. |
У |
3 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 16 |
Наметить место расположения пуговицы |
По лекалам. |
Р |
3 |
Мел |
| 17 |
Пришить пуговицу |
Пуговицу пришивают на расстоянии 15 мм от края обтачки. |
А |
4 |
1295 +1Р-01. ПО «Подольск-швеймаш» |
| Обработка переда |
| 18 |
Обметать припуск на застежку переда |
Количество стежков в 10 мм строчки – 3-3,5. |
С |
3 |
851. ПО «Промшвеймаш» |
| 19 |
Заутюжить припуски на застежку левой и правой частей переда |
Ширина припуска на застежку переда 25 мм для левой и правой части переда. Припуск на застежку заутюживают со стороны изнанки переда согласно надсечкам |
У |
4 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 20 |
Наметить место расположения кармана и клапана на переде |
По лекалам. |
Р |
4 |
Мел |
| 21 |
Настрочить карман |
Настрачивают, подгибая боковые и нижний срезы на 7 мм. |
М |
5 |
97-А. ПО «Промшвеймаш» |
| 22 |
Притачать клапан |
Притачивают на расстоянии 7 мм от верхнего среза клапана. |
М |
5 |
97-А. ПО «Промшвеймаш» +1Р-17 |
| 23 |
Настрочить клапан |
Настрачивают на расстоянии 7 мм от линии сгиба. |
М |
5 |
97-А. ПО «Промшвеймаш» +1Р-17 |
| 24 |
Наметить место расположения верхней петли |
По лекалам. |
Р |
3 |
Мел |
| 25 |
Обметать 4 прямые петли на левой части переда |
Петли обметываются на расстоянии 15 мм от края борта. Длина петли должна быть на 2 мм больше диаметра пуговицы. |
А |
4 |
625. ПО «Промшвеймаш» |
| 26 |
Наметить места расположения пуговиц |
По лекалам. |
Р |
3 |
Мел |
| 27 |
Пришить 4 плоские пуговицы к правой части переда |
Пуговицы пришивают на расстоянии 15 мм от края борта. |
А |
4 |
1295 +1Р-01. ПО «Подольск-швеймаш» |
| Обработка спинки |
| 28 |
Притачать верхнюю и нижнюю кокетки к спинке |
Припуск ткани на шов – 6-7 мм. Верхнюю и нижнюю кокетки соединяют со спинкой накладным швом. Строчку прокладывают по кокетке на расстоянии 1 мм от подогнутого края. |
М |
3 |
97-А +1Р-17. ПО «Промшвей-маш» |
| 29 |
Заутюжить шов притачивания
|
В сторону кокетки |
У |
3 |
УТП-1,5 Э ПО «Промшвей-маш» |
| 30 |
Прострочить отделочную строчку по шву притачивания кокетки |
На расстоянии 2мм от шва притачивания. |
М |
4 |
97-А +1Р-17. ПО «Промшвей-маш» |
| Обработка воротника |
| 31 |
Продублировать верхний воротник клеевой прокладкой |
Температура рабочего органа - 150. Усилие сжатия – 50 кПа. |
П |
3 |
ПСДВ |
| 32 |
Застрочить нижний срез верхнего воротника |
Швом вподгибку с открытым срезом. |
М |
3 |
97-А +3051924713200. ПО «Промшвеймаш» |
| 33 |
Обтачать верхний воротник нижним |
Отлеты верхнего и нижнего воротника складывают лицевыми сторонами внутрь, уравнивая срезы, и обтачивают по отлету. |
М |
4 |
97-А +1Р-17. ПО «Промшвеймаш» |
| 34 |
Подрезать припуск шва обтачивания воротника в уголках |
Не доходя до строчки 2-3 мм |
Р |
2 |
Ножницы |
| 35 |
Вывернуть и приутюжить воротник |
Выправляя кант 2 мм из верхнего воротника |
П |
3 |
ПВ-1 |
| 36 |
Прострочить отделочную строчку по краю воротника |
Строчку прокла-дывают по лицевой стороне на расстоя-нии от края 5-6 мм. |
М |
5 |
97-А +1Р-17. ПО «Промшвеймаш» |
| 37 |
Поставить надсечки по нижнему срезу цельно-кроенной стойки |
По лекалу. |
С |
3 |
МП-1. ПО «Промшвеймаш» |
| Монтаж изделия |
| 38 |
Стачать плечевые срезы |
Плечевые срезы стачивают по переду с одновременным обметыванием, уравнивая срезы. Ш/ш 10 мм. |
С |
3 |
408-АМ. ПО «Промшвеймаш» |
| 39 |
Втачать нижний воротник в горловину |
Отгибая плечевые швы в сторону переда и совмещая надсечки. Ш/ш 10 мм. |
С |
5 |
408-АМ. ПО «Промшвеймаш» |
| 40 |
Настрочить верхний воротник на горловину |
На расстоянии1-2 мм от подогнутого края. |
М |
5 |
97-А +1Р-17. ПО «Промшвеймаш» |
| 41 |
Втачать рукава в проймы |
Уравнивая срезы и равномерно распределяя посадку рукавов. |
С |
4 |
408-АМ. ПО «Промшвеймаш» |
| 42 |
Стачать боковые срезы и срезы рукавов |
Боковые срезы и срезы рукавов стачивают до надсечки, отгибая швы пройм в сторону рукавов и уравнивая срезы. По боковому шву швы пройм не должны совпадать на ширину шва. |
С |
4 |
408-АМ. ПО «Промшвеймаш» |
| 43 |
Застрочить низ рукавов |
Низ рукавов застрачивают швом вподгибку с закрытым срезом. Строчку прокладывают на расстоянии 1 мм от подогнутого края. |
М |
4 |
97-А +3051924713200. ПО «Промшвеймаш»
|
| 44 |
Приутюжить низ рукавов |
Температура гла-дильной поверх-ности – 170  |
У |
3 |
УТП-1,5 Э ПО «Промшвеймаш» |
| 45 |
Застрочить разрезы |
Швом вподгибку с закрытым срезом. |
М |
3 |
97-А +3051924713200. ПО «Промшвеймаш»
|
| 46 |
Застрочить низ сорочки |
Низ сорочки застрачивают швом вподгибку с закрытым срезом. Строчку прокладывают на расстоянии 1 мм от подогнутого края.
|
М |
4 |
97-А +3051924713200. ПО «Промшвеймаш»
|
| 47 |
Наметить место расположения петли на стойке воротника |
По лекалам. |
Р |
3 |
Мел |
| 48 |
Обметать прямую петлю на стойке воротника |
Петлю обметывают посередине стойки воротника на расстоянии 10 мм от края. Длина петли должна быть на 2 мм больше диаметра пуговицы. |
А |
4 |
525. ПО «Промшвеймаш» |
| 49 |
Наметить место расположения пуговицы |
По лекалам. |
Р |
3 |
Мел |
| 50 |
Пришить плоскую пуговицу на стойку воротника |
Пуговицу пришивают посередине стойки воротника на расстоянии 10 мм от края. |
А |
4 |
1295 +1Р-01. ПО «Подольскшвеймаш» |
| Отделка |
| 51 |
Окончательная ВТО |
Сорочку надевают на манекен пресса, закрепляют зажимом горловину, увлажняют и прессуют в вертикальном положении перед и спинку |
П |
4 |
«Вертомат FVA 3,6-11» |
| 52 |
Застегнуть сорочку на пуговицы |
- |
Р |
2 |
| 53 |
Сложить сорочку |
Сорочку укладывают на стол передом вниз, накладывают картонный вкладыш и складывают сорочку по ее размеру. |
Р |
2 |
| 54 |
Оформить сложенную сорочку |
Сложенную сорочку скрепляют пластмассовыми зажимами по плечевым швам и боковым сторонам, закрепляя с одной стороны манжету. |
Р |
2 |
| 55 |
Вложить сорочку в полиэтиленовый пакет |
- |
Р |
2 |
ВЫВОДЫ
В данной курсовой работе разработан технологический процесс изготовления сорочки.
Для пошива сорочки используется льняная ткань. Эта ткань обладает высокой гигроскопичностью, воздухопроницаемостью и теплопроводностью. Применяется для изготовления сорочек летнего ассортимента.
Данная сорочка соответствует современному стилю, имеет товарный вид, имеет необходимые гигиенические качества, материал и элементы конструкции имеют высокую износостойкость и устойчивость к разрывным нагрузкам.
Выбрано высокопроизводительное оборудование:
· краеобметочная машина с одновременной обрезкой среза материала и автоматической обрезкой ниток (851. ПО «Промшвеймаш»);
· стачивающая машина с механизмами отклонения иглы, автоматического останова ее в заданном положении, подъема и опускания нажимной лапки и автоматической обрезкой ниток (97-А. ПО «Промшвеймаш»);
· машина для стачивания с одновременными обрезкой и обметыванием срезов (408-АМ. ПО «Промшвеймаш»);
· полуавтомат для обметывания прямых петель на переде, оснащенный устройством автоматического перемещения переда от петли к петле (625. ПО «Промшвеймаш»);
· полуавтомат для пришивания пуговиц с автоматической подачей их из бункера (1295. ПО «Подольскшвеймаш») и др.
Также выбраны средства малой механизации к швейным машинам, которые повышают производительность труда.
ЛИТЕРАТУРА
1. Разработка технологического процесса изготовления швейных изделий: методические указания – Витебск: УО «ВГТУ», 2007. – 31с.
2. Лабораторный практикум по курсу «Промышленные технологии» – Витебск: УО «ВГТУ», 2007. – 32 с.
3. Калмыкова Е.А. Материаловедение швейного производства: учебное пособие / Е.А. Калмыкова, О.В. Лобацкая. – Минск: Высшая школа, 2001. – 412 с.
4. Ивашкевич Е.М. Методы соединения деталей одежды и влажно-тепловая обработка: курс лекций / Е.М. Ивашкевич, Н.П. Гарская, Р.Н. Филимоненкова. – Витебск: УО «ВГТУ», 2007. – 114с.
5. Справочник по швейному оборудованию / Зак И.С., Горохов И.К., Воронин и др. – М.: Легкая индустрия, 1981. – 272с.
6. Технология швейных изделий: учебник для высш. учеб. заведений / Под редакцией А.В. Совостицкого. – 2-е изд., перераб. и доп. – М.: Легкая и пищевая промышленность, 1982. – 440 с.
7. Промышленная технология одежды: справочник / П.П. Кокеткин, Т.Н. Кочегура, В.И. Барышникова и др. – М.: Легпромбытиздат, 1988. – 640 с.
8. Конструирование одежды с элементами САПР: учеб. для вузов / Е.Б. Коблякова, Г.С. Ивлева, В.Е. Романов и др. – 4-е изд., перераб. и доп.; Под ред. Е.Б. Кобляковой. – М.: Легпромбытиздат, 1988. – 464с.
|