| ВВЕДЕНИЕ
Во многих странах мира нефтеперерабатывающая промышленность стоит перед решением проблем, связанных с введением более строгих спецификаций на моторные топлива и с изменением спроса на них. Особенно быстро в разных странах меняются спецификации на бензин и дизельное топливо, вынуждая нефтепереработчиков инвестировать средства в строительство новых или в реконструкцию действующих установок.
С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 0,05%. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультра низким содержанием серы 0,01%.
Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [1].
Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов.
По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов).
В моем проекте я попыталась раскрыть сущность процесса гидроочистки, его актуальность и наибольшую эффективность.
1 Литературный обзор
1.1 История развития гидрогенизационных процессов
История развития промышленных гидрогенизационных процессов начиналась с гидрогенизации продуктов ожижения угля. Еще до второй мировой войны Германия достигла больших успехов в производстве синтетического бензина при гидрогенизационной переработке углей (на основе применения синтеза Фишера-Тропша), а в годы второй мировой войны Германия производила более 600 тыс.т/год синтетических жидких топлив, что покрывало большую часть потребления страны. В настоящее время мировое производство искусственного жидкого топлива на основе угля равно около 4,5 млн. т/год. После широкого промышленного внедрения каталитического риформинга, при котором производился в качестве побочного продукта – избыточный дешевый водород, наступает период массового распространения различных процессов гидроочистки сырьевых нефтяных фракций (необходимо и для процессов риформинга) и товарной продукции НПЗ (бензиновые, керосиновые, дизельные и масляные фракции). Первая установка гидрокрекинга запущена в 1959 году в США[2].
1.2 Понятие процесса гидроочистки
Гидроочистка — одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 350—430°С, 3,0—6,0 МПа, циркуляции водородсодержащего газа 100—600 м3
/м3
сырья и объемной скорости 3 —10ч-1
с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый).Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислород- и азотсодержащих соединений.Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов. Удаление гетероатомов происходит в результате разрыва связей C–S, C–N и C–O и насыщения образующихся осколков водородом. При этом сера, азот и кислород выделяется соответственно в виде H2
S, NH3
и H2
O. Алкены присоединяют водород по двойной связи. Частично гидрируются полициклические ароматические углеводороды.
1.3 Химизм процесса гидроочистки
В неуглеводородных соединениях связи C–S и S–S менее прочны, чем связи С–С и С–Н, усредненные энергии связи которых равны 201, 218, 247 и 365 кДж/моль, соответственно. Но поскольку процесс гидроочистки каталитический, то прочность связи следует оценивать с учетом энергии образования промежуточных комплексов катализатора с осколками, образовавшимися после разрыва связей. Эта энергия значительно компенсирует затрату энергии разрыва связи. Например, на никеле энергия разрыва связи C–S составляет 20 кДж/моль, С–N – 104 кДж/моль, а С–С – 201кДж/моль. Этим объясняется селективность процессов гидроочистки: почти количественная деструкция связей С–S без существенного затрагивания связей С–С, т.е. без заметной деструкции сырья.
Меркаптаны превращаются в углеводород и сероводород:
 RSH + H2
RH + H2
S RSH + H2
RH + H2
S
Дисульфиды гидрируются до сероводорода и соответствующих углеводородов также через стадию образования меркаптанов:
 RSSR’ RSH + R’SH RH + R’H + 2H2
S RSSR’ RSH + R’SH RH + R’H + 2H2
S
В циклических сульфидах, например тиофане, вначале разрывается кольцо, затем отщепляется сероводород и образуется соответствующий углеводород:

 CH3
CH2
CH2
СН2
CH3
+H2
S CH3
CH2
CH2
СН2
CH3
+H2
S Соединения тиофенового ряда представлены бензтиофеном, дибензтиофеном, алкилдибезтиофенами и диалкилдибензтиофенами – малоактивны. Их доля в составе серосодержащих соединений дизельных фракций достигает 50 – 60 %, что в пересчете на серу при общем ее содержании около 1,2%(масс.) составляет 0,3 – 0,7%(масс.). Устойчивость сероорганических соединений к гидрогенолизу с увеличением числа ароматических и нафтеновых колец в его молекуле возрастает.
Тиофен и бензтиофен сначала гидрируются до производных тетрагидротиофена, которые затем превращаются алканы и алкилпоизводные ароматических углеводородов:

 CH3
CH2
CH(R)CH3
+ H2
S
CH3
CH2
CH(R)CH3
+ H2
S
+ H2
S
Гидрогенолиз дибензтиофена происходит по схеме:

По реакции (1) гидрогенолиз дибензтиофена происходит преимущественно на алюмокобальтмолибденовом, а по реакции (2) и (3) – на алюмоникельмолибденовом катализаторе.
Азот в нефтепродуктах находится в основном в гетероциклах – в виде производных пиррола и пиридина.
Гидрогенолиз связи C – N протекает труднее, чем связи C – S, поэтому в процессах гидроочистки азот удалить сложнее, чем серу. Легче всего гидрируются амины:
C6
H5
CH2
NH2
C6
H5
CH3
+ NH3
Анилин, содержащий аминогруппу, связанную с ароматическим кольцом, гидрируется значительно труднее:
 С6
Н5
NH2
C6
H6
+ NH3 С6
Н5
NH2
C6
H6
+ NH3
Хуже всего удаляется азот из циклических структур. Пиррол гидрируется до бутана и аммиака:

 
 CH3
CH2
CH2
CH2
NH2
CH3
CH2
CH2
CH3
+ NH3 CH3
CH2
CH2
CH2
NH2
CH3
CH2
CH2
CH3
+ NH3
Пиридин превращается в пентан и аммиак по схеме:
CH3
CH2
CH2
CH2
CH2
NH2
CH3
CH2
CH2
CH2
CH3
+ NH3
Так как сопряжённая электронная система в молекуле пиридина значительно более устойчива, чем в молекуле пиррола, пиридин гидрируется труднее, чем пиррол.
Гидрирование бициклических и полициклических ароматических углеводородов начинается с кольца, содержащего гетероатом:
+ NH3
Кислород в средних дистиллятах может быть представлен соединениями типа спиртов, эфиров, фенолов и нафтеновых кислот. В высококипящих фракциях кислород находится в основном в мостиковых связях и в циклах молекул. Наибольшее количество кислородсодержащих соединений концентрируется в смолах и асфальтенах.
При гидрогенолизе кислородсодержащих соединений образуются соответствующие углеводороды и вода:
R COOH R CH3
+ 2H2
O
 RC6
H4
OH RC6
H5
+ H2
O RC6
H4
OH RC6
H5
+ H2
O
Смолы и асфальтены превращаются в низкомолекулярные соединения. Гидроочистка от кислородсодержащих соединений протекает в тех же условиях, что и удаление сернистых примесей. В присутствии обычных катализаторов гидроочистки достигается практически полное гидрирование кислородсодержащих соединений.
Металлоорганические соединения, присутствующие в нефтяных фракциях, разлагаются на активных центрах катализатора с выделением свободного металла, являющегося каталитическим ядом. Гидроочистка позволяет удалять большую часть металлоорганических соединений. Таким образом, ванадий удаляется на 98-100%, а никель на 93-96%.
В процессе гидроочистки одновременно с реакциями сернистых, азотистых и кислородных соединений протекают многочисленные реакции углеводородов:
- изомеризация парафиновых и нафтеновых углеводородов;
- насыщение непредельных углеводородов;
- гидрокрекинг;
- гидрирование ароматических углеводородов и другие.
Изомеризация парафиновых и нафтеновых углеводородов происходит при любых условиях обессеривания.
При температуре 350÷500˚С происходит практически полное гидрирование непредельных соединений при сравнительно низком парциальном давлении водорода: RCH = CH2
RCH2
CH3
Интенсивность гидрокрекинга усиливается с повышением температуры и давления. При более высоких температурах и низких давлениях происходит частичное дегидрирование нафтеновых и дегидроциклизация парафиновых углеводородов. В некоторых случаях гидрогенизационного обессеривания эти реакции могут служить источником получения водорода для реакции собственного обессеривания, т.е. обеспечивают протекание процесса автогидроочистки.
В процессе гидрирования наиболее стойкими являются ароматические углеводороды. Гидрирование ароматических углеводородов с конденсированными кольцами может происходить в условиях процесса гидроочистки:
Наряду с последовательным гидрированием ароматических колец возможно расщепление образовавшихся насыщенных колец и выделение алкилзамещённых аренов:

  
  + +
Алкилбензолы на катализаторах с высокой гидрирующей активностью подвергаются дальнейшему гидрогенолизу, в основном с последовательным отщеплением метана[4]:
 

1.4 Термодинамика процесса
Термодинамически процесс гидроочистки низкотемпературный. Для быстрого протекания реакций на существующих промышленных катализаторах достаточна температура 330-380°С. Поскольку реакции присоединения водорода сопровождаются изменением объёма, давление в реакционной зоне оказывает решающее влияние на глубину процесса. Наиболее часто при гидроочистке применяют давление 2,5-5,0 МПа.
Гидрирование ароматических углеводородов идёт с выделением теплоты и снижением энтропии, константы равновесия гидрирования быстро уменьшаются с ростом температуры.
Суммарный тепловой эффект гидроочистки составляет 20 – 87 кДж на 1 кг сырья для прямогонных фракций. Добавление к прямогонному сырью до 30% фракций вторичного происхождения повышает теплоту реакции до 125–187 кДж/кг в зависимости от содержания непредельных углеводородов в сырье.
1.5 Механизм процесса гидроочистки
Механизм гидрирования сераорганических соединений в значительной степени зависит от их строения. Скорость гидрирования, в общем, возрастает в ряду: тиофены < тиофаны » сульфиды < дисульфиды < меркаптаны.
Данных о гидрировании азот- и кислородорганических соединений очень мало. В таблице 1.1 приведены данные о гидрировании некоторых азот-, кислород- и сероорганических аналогов на Ni2
S3
[4].
Таблица 1.1
Степень превращения различных видов гетероатомных соединений в зависимости от температуры
| Углеводород
|
Превращение, %
|
| при 200°С
|
при 350°С
|
при 400°С
|
| Тиофан
|
41
|
100
|
100
|
| Тетрагидрофуран
|
0
|
25
|
55
|
| Тиофен
|
0
|
15
|
39
|
| Фуран
|
0
|
0
|
10
|
| Пиррол
|
0
|
0
|
0
|
При одинаковом строении устойчивость относительно гидрирования возрастает в ряду соединений: сераорганические < кислородорганические < < азоторганические.
1.6 Катализаторы гидроочистки
Ужесточающиеся требования к качеству нефтепродуктов, в первую очередь по снижению содержания в среднедистиллятных фракциях серы и ароматических углеводородов, заставляют искать более эффективные катализаторы гидроочистки. Катализаторы гидроочистки представляют собой сочетание окислов активных компонентов (никель, кобальт, молибден и др.) с носителем, в качестве которого чаще всего используют активную окись алюминия. Носитель в составе катализатора гидроочистки играет роль не только инертного разбавителя, но и участвует в формировании активных фаз, а также служит в качестве структурного промотора, создающего специфическую пористую структуру, оптимальную для переработки конкретного сырья.
Для гидроочистки применяют катализаторы на основе оксидов металлов VII и VIII групп (никель, кобальт, молибден, вольфрам). В промышленности используют алюмокобальтмолибденовый (АКМ) и алюмоникельмолибденовый (АНМ) катализаторы. В алюмокобальтмолибденовый катализатор на силикатной основе для увеличения прочности вводят диоксид кремния (АНМС).
Носителем служит оксид алюминия. Катализаторы выпускают в виде частиц неправильной цилиндрической формы. В настоящее время применяются катализаторына цеолитной основе. Катализатор АКМ имеет высокую активность и селективность по целевой реакции обессеривания, достаточно активен в гидрировании непредельных соединений. Катализатор АНМ проявляет большую активность при гидрировании ароматических и азотистых соединений.
При гидроочистке катализатор может работать без потери активности 18-30 месяцев. Активность катализатора максимальна при соотношении Co:Мо=2:1, общее содержание Со+Мо на окиси алюминия составляет 8-13% масс. Оксиды кобальта и молибдена при гидроочистке переходят в сульфидную форму, и их активность при этом повышается. Если в сырье мало серы, то катализатор перед использованием целесообразно осернить. Алюмокобальтмолибденовые катализаторы содержат 10-15% металлов при атомном соотношении Со:Ni:Мо от 1:2:6. Удельная поверхность катализаторов гидроочистки составляет 160-330м2
/г. Для определения активности катализатора сравнивают обессеривающую способность испытываемого катализатора с обессеривающей способностью эталонного образца.
Испытания ведут на пилотной установке по специальной методике. Для этого рассчитывают индекс активности.
Сам катализатор должен иметь индекс активности не ниже 95%.Если активность свежего катализатора не достигает максимальной величины, катализатор активизирует в течение нескольких часов водородом при выше 300о
С. Со временем активность катализатора падает за счет отложений кокса на поверхности катализатора. Частичную регенерацию катализатора можно провести гидрированием коксовых отложений при циркуляции водорода и температурах 400-420о
С.
Наиболее распространенные для гидроочистки в отечественной и зарубежной практики катализаторы приведены в таблице 1.2[5].
Таблица 1.2
Катализаторы гидроочистки нефтяных фракций
| Марка катали-затора
|
Характеристика
|
Сырьё
|
Форма
|
Тип носи-теля
|
Актив-ные компо-ненты
|
AKZO Nobel
|
| KF–845
|
высокая обессеривающая и деазотирующая активность
|
от бензина до вакуумного газойля
|
четырёхли-стник
|
Al2
O3
|
NiMo
|
| KF–747
|
глубокое гидрообессеривание
|
от дизельного топлива до вакуумного газойля
|
Четырёхли-стник
|
Al2O3
|
CoMo
|
| Criterion Catalyst
|
| С–448
|
для получения низкосернистого дизельного топлива
|
средний дистиллят, вакуумный газойль
|
сформо-ванные экструдаты
|
Al2
O3
|
CoMo
|
| HDS–3
|
насыщение ароматических углеводородов
|
от бензина до вакуумного газойля
|
сформо-ванные экструдаты
|
Al2O3
|
NiMo
|
| «Всероссийский институт по переработке нефти»
|
| ГS–168
|
обессеривающая активность
|
бензин, дизельная фракция
|
цилиндр
|
Al2
O3
+ SiO2
|
NiMo
|
| ГДК–202
|
высокая обессеривающая активность
|
среднедистил-лятные фракции
|
цилиндр
|
Al2O3+ цеолит
|
NiMo
|
| Procatalyse
|
| HR–306C
|
гидрообессеривание гидродеазотирова-ние
|
от бензина до вакуумного газойля
|
экструда-ты
|
Al2
O3
|
-
|
Особый интерес представляют катализаторы фирм Criterion Catalyst, Procatalyse, AKZO Nobel, а также отечественные катализаторы[6].
1.7 Характеристика сырья и продуктов гидроочистки
Глубина гидроочистки дистиллятов от серы и других соединений зависит от типа углеводородного сырья, температуры процесса, парциального давления водорода и его кратности циркуляции, объемной скорости подачи сырья и других факторов.
Гидроочистке подвергают как прямогонные фракции (бензин, реактивное и дизельное топливо, вакуумные газойли), так и дистилляты вторичного происхождения (лёгкая фракция пиролизной смолы, бензины, лёгкие газойли коксования и каталитического крекинга).
С утяжелением сырья степень его очистки в заданных условиях процесса снижается. С повышением средней молярной массы доля серы, содержащейся в устойчивых относительно гидрирования структурах, увеличивается. По мере утяжеления сырья всё большая его часть находится в условиях гидроочистки в жидкой фазе, что затрудняет транспортирование водорода к поверхности катализатора. При жидкофазной гидроочистке с утяжелением сырья скорость диффузии водорода через плёнку жидкости на катализаторе снижается, так как повышается вязкость и снижается растворимость водорода при данных условиях. Увеличение в сырье количества полициклических ароматических углеводородов, смол и асфальтенов, прочно адсорбирующихся на катализаторе и обладающих высокой устойчивостью относительно гидрирования, также снижает глубину очистки.
При одинаковом фракционном составе очистка от серы продуктов вторичного происхождения (коксования, каталитического крекинга) проходит значительно труднее. Это связано с тем, что подвергшиеся крекингу продукты содержат гетероатомы в структуре наиболее термически стабильных, трудно гидрирующихся соединений. Кроме того, продукты вторичного происхождения содержат большое количество ароматических и непредельных углеводородов, обладающих высокой адсорбируемостью на катализаторе и тормозящих в результате гидрирование гетероорганических соединений.
Качество получаемой продукции, то есть дизельного топлива, должно соответствовать показателям, приведенным ниже (таблица 1.3, таблица 1.4, таблица 1.5, таблица 1.6):
Таблица 1.3
Показатели качества сероводорода
| Показатели качества продукта
|
| Содержание сероводорода, % объемных
|
не менее 98,0
|
| Применяется в качестве сырья для производства серной кислоты.
|
Таблица 1.4
Фракция дизельного топлива гидроочищенная
| Показатели качества продукта
|
| Содержание воды и механических примесей
|
отсутствие
|
| Фракционный состав
50% отгоняется при температуре не выше
90% отгоняется при температуре не выше
96% отгоняется при температуре не выше
|
280°С
340°С
360°С
|
| Сероводородная коррозия
|
отсутствие
|
| Испытание на медной пластинке
|
выдерживает
|
| Температура вспышки,
определяемая в закрытом тигле, °С
|
не ниже 62
|
| Массовая доля общей серы, % масс.
|
не более 10
|
| Азот, % масс.
|
не более 20
|
| Йодное число, гр/100гр.
|
0,5
|
| Плотность, кг/м3
|
не более 834
|
Таблица 1.5
| Показатели качества продукта
|
| Содержание воды и механических примесей
|
отсутствие
|
| Испытание на медную пластинку
|
выдерживает
|
| Температура начала кипения, °С
|
не ниже 40
|
| Температура конца кипения, °С
|
не выше 180
|
| Применяется как компонент автомобильных бензинов.
|
Показатели качества отгоняемого бензина
Таблица 1.6
Очищенный углеводородный газ
| Показатели качества продукта:
|
| Содержание сероводорода, % объемных
|
не более 0,20
|
| Применяется в качестве печного топлива на установке.
|
По отношению к действующему европейскому стандарту EN 590, на территории СНГ был разработан и введен в действие с 1.02.2007 стандарт СТБ 1658-2006, который устанавливает технические требования и методы испытания дизельного топлива, используемого для транспортных средств (таблица 1.7)[7].
Таблица 1.7
Общие требования и методы испытаний
| Наименование показателя
|
Единица измерения
|
Значение показателя
|
Метод испытания
|
| min
|
max
|
| Цетановое число
|
-
|
51,0
|
-
|
СТБ ИСО 5165
|
| Цетановый индекс
|
-
|
46,0
|
-
|
СТБ ИСО 4264
|
| Плотность при 15 °СС
'
|
кг/м3
|
820
|
845
|
СТБ ИСО 3675
ЕН ИСО 12185
|
| Массовая доля полициклических ароматических углеводородов
|
%(m/m)
|
11
|
СТБ ЕН 12916
|
| мг/кг
|
350*
|
СТБ ИСО 20846
ЕН ИСО 20847
ЕН ИСО 20884
|
| Содержание серы
|
50*
|
ЕН ИСО 20847
ЕН ИСО 20884
|
| 10*
|
СТБ ИСО 20846
ЕН ИСО 20884
|
| Температура вспышки
|
°С
|
выше 55
|
-
|
СТБ ИСО 2719
|
| Коксуемость 10 %-ного остатка
|
% (m/m)
|
-
|
0,30
|
СТБ ИСО 10370
|
| Зольность
|
% (m/m)
|
-
|
0,01
|
СТБ ИСО 6245
|
| Содержание воды
|
мг/кг
|
-
|
200
|
СТБ ИСО 12937
|
| Содержание механических примесей
|
мг/кг
|
-
|
24
|
СТБ ЕН 12662
|
| Коррозия медной пластинки (3 ч при 50 °С)
|
единицы по шкале
|
класс 1
|
СТБ ИСО 2160
|
| Стойкость к окислению
|
г/м3
|
-
|
25
|
СТБ ИСО 12205
|
| Смазывающая способность: скорректированный диаметр пятна износа (WSD 1,4) при 60°С
|
мкм
|
-
|
460
|
СТБ ИСО 12156-1
|
| Вязкость при 40 °С
|
мм2
/с
|
2,00
|
4,50
|
СТБ ИСО 3104
|
| Объемная доля метиловых эфиров жирных кислот (FАМЕ)
|
% (V/V)
|
-
|
5
|
ЕН 14078
|
Доведение качества отечественных ДТ до требований ЕН 590 возможно только при комплексном внедрении на нефтеперерабатывающих заводах современных дорогостоящих технологий гидроочистки (гидрокрекинг и др.) и использовании противоизносных, цетаноповышающих, депрессорно-диспергирующих, антидымных, антиокислительных, моющих и других присадок.
За рубежом для характеристики воспламеняемости топлива наряду с цетановым числом используют дизельный индекс. Этот показатель нормируется и в отечественной технической документации на дизельное топливо, поставляемое на экспорт: ТУ 38.401-58-110-94.
Дизельный индекс (ДИ) вычисляют по формуле :
ДИ =tан
d/100,
где tан
– анилиновая точка (определяют в °С и пересчитывают в ,°F)
10F = (9,5°С + 32), d – плотность,.
Между дизельным индексом и цетановым числом топлива существует зависимость, представленная в таблице 1.8 :
Таблица 1.8
Зависимость цетанового числа от дизельного индекса
| Дизельный индекс
|
20
|
30
|
40
|
50
|
62
|
70
|
80
|
| Цетановое число
|
30
|
35
|
40
|
45
|
55
|
60
|
80
|
В отечественной нефтеперерабатывающей промышленности нормируется дизельный индекс.
Дизельный индекс определяют:
ДИ= (108А+32)(141,5-131,5 )/100 )/100 , ,
где А- анилиновая точка испытуемого топлива, °С;
- относительная плотность топлива.
В настоящее время разработаны и применяются различные методы качественного и количественного анализа серосодержащих соединений в нефти и нефтепродуктах. Качественные методы анализа необходимы прежде всего для обнаружения таких активных соединений, как сероводород, тиолы и свободная сера. Из качественных методов определения активных серосодержащих соединений в лабораторной практике наибольшее применение нашли проба на медную пластинку и так называемая докторская проба. Анализ на докторскую пробу заключается в том, что нефтепродукт интенсивно перемешивают с раствором плюмбита натрия и порошковой серой.
При этом если анализируемый нефтепродукт содержит сероводород, выпадает чёрный кристаллический осадок сульфида свинца:
Na2
PbO2
+ H2
S = PbS + 2NaOH
Докторская проба очень чувствительна и позволяет обнаруживать сероводород при его содержании 0,0006%.
Тиолы взаимодействуют с плюмбатом натрия по реакции :
Na2
PbO2
+ 2RSH = (RS)2
Pb + 2NaOH,
При этом анализируемый нефтепродукт окрашивается в оранжевый, коричневый или черный цвет. Для обнаружения сероводорода и свободной серы применяют пробу на медную пластинку, принятую в качестве стандартной (ГОСТ 6321-69). В результате сернистой коррозии медная пластинка, выдержанная в нефтепродукте, при повышенной температуре в течение определенного времени окрашивается в различные цвета от бледно-серого до почти черного.
К инструментальным методам определения группового и структурного состава серосодержащих соединений относятся газожидкостная и жидкость-жидкостная хромотография, полярография, потенциометрическое и амперометрическое титрование, УФ-,ИК- и ЯМР-спектроскопия, масс-спектроскопия.
Полярографическим методом анализа можно определять в нефтепродуктах содержание свободной, сероводородной, тиольной, сульфидной и дисульфидной серы.
Сероводородную и тиольную серу в моторных топливах определяют согласно ГОСТ 17323-71 методом потенциометрического титрования нитратом диамминсеребра. По характеру кривых титрования можно качественно оценить наличие в топливе свободной серы
Методы анализа общей серы делят на два класса: химические и физические. Из физических методов анализа следует отметить нейтронно-активационный (НАА), рентгено-флюоресцентный (РФА) и рентгено-радиометрический (РРМ). НАА основан на взаимодействии нейтронов с ядрами облучаемой пробы. Предел обнаружения серы равен 5∙10-2
%. В основе РРМ лежит измерение поглощения рентгеновских лучей при известной зависимости степени поглощения от концентрации анализируемого вещества. РРМ можно использовать для анализа нефтепродуктов с массовой долей серы не менее 0,5%
Метод РФА – флюоресцентный вариант рентгено-радиометрического анализа. Предел обнаружения серы составляет 5∙10-3
%.
Из химических методов анализа общей серы наиболее распространены и стандартизированы окислительные методы. В окислительных методах навеску нефтепродукта сжигают в приборах различной конструкции. В качестве окислителя используются воздух, кислород, диоксид марганца. В основе методов сжигания лежит реакция окисления всех серосодержащих соединений анализируемого нефтепродукта в оксиды серы (SO2
,SO3
) с последующим их поглощением и анализом.
1.8 Установки гидроочистки, применяемые в настоящее время
Современные гидрогенизационные процессы фирмы Union Oil Co: процесс Юникрекинг/ДП включает последовательно работающие два реактора гидроочистки и селективной гидродепарафинизации для обработки сырья – дизельных фракций и вакуумных газойлей с получением низкозастывающией температурой дизельного топлива (температура застывания иногда до минус 80С) с содержанием 0,002% серы, менее 10% ароматики на катализаторах НС-К и НС-80 при конверсии сырья 20%; процесс Юникрекинг с частичной конверсией 80%сырья – вакуумных газойлей с получением дизельного топлива с содержанием 0,02% серы, менее 10% ароматики на катализаторе предварительной гидроочистки НС-К и усовершенствованном цеолитном катализаторе DHC-32. Для реформулирования нефтяных остатков в мировой практике применяют, в частности следующие процессы: гидроочистка RCD Unionfining (Union Oil Co.) для уменьшения содержания серы, азота, асфальтенов, металлов и снижения коксуемости остаточного сырья с целью получения качественного малосернистого топлива или для дальнейшей переработки при гидрокрекинге, коксовании, каталитическом крекинге остаточного сырья; гидроочистка RDS/VRDS (Chevron) по назначению похожа на предыдущий процесс, при этом перерабатывается сырье с вязкостью при 1000
С до 6000мм2
/с и с содержанием металлов до 0,5 г/кг, применяется технология «замены катализатора на ходу», которая дает возможность выгружать катализатор из реактора и заменять его свежим при сохранении нормального режима работы в параллельных реакторах, что позволяет перерабатывать очень тяжелое сырье с пробегом установки более года[8].
2 Технологический раздел
2.1 Выбор метода производства
В последнее время ужесточились требования к дизельному топливу, поэтому в данном дипломном проекте была модернизирована установка гидроочистки дизельного топлива.
Новые ключевые решения по модернизации сводятся к следующим:
- К существующему реактору добавили второй, для того чтобы увеличить количество катализатора в системе. Добавление реактора привело к росту перепада давления в реакционном узле.
-Свежий водород ввели непосредственно во второй реактор, смешивая его с потоком из первого реактора. Цель этой меры - поддержание высокого парциального давления водорода во втором реакторе и охлаждение его на выходе в него.
-Заменили внутренние устройства в первом реакторе на более совершенные[9].
Все эти вышесказанные меры позволили значительно углубить степень гидрообессеривания.
Одним из наиболее важным этапом усовершенствования катализатора гидроочистки было повышение их гидрообессеривающей активности за счет оптимизации природы исходных реагентов(катализаторы ГО-30-7, ГО-70), увеличение содержания гидрирующих металлов (катализаторв ГО-116, ГО-117) а также введение структурных и химических модификаторов – гидроксилиованного кремнезема, алюмосиликата (Г,С-168ш) или синтетических цеолитов (ГК-35). При этом технология приготовления основывалась на наиболее простой технологии соэкструзии соединений гидрирующих металлов. Сравнение результатов эксплуатации катализаторов ГК-35 и ГС-168ш в промышленности и катализаторов гидрообессеривания первого поколения приведено в таблице 2.1.
Таблица 2.1
Характеристики некоторых катализаторов гидроочистки дизельных фракций.
| Показатель
|
АКМ
|
АКМ-АНМС
|
ГК-35
|
ГС-168ш
|
| Температура процесса, о
С
Начальная
Через 800ч
Содержание серы в гидрогенизате, %(масс.)
Степень обессеривания, %
Межрегенерационный пробег
|
364
395
0,12
85
11
|
380
406
0,13
84,7
11
|
362
384
0,1
88,2
24
|
365
370
0,07
85,9
24
|
Для процесса гидроочистки был выбран катализатор ГК-35.
Преимущество этого катализатора – увеличение (при равной степени обессеривания) объемной скорости процесса и снижение рабочей температуры. Применение его позволяет снизить начальную температуру обессеривания продукта на 20-23о
С, уменьшить скорость повышения температуры на 20-22%, увеличить производительность установки на 10-20% и межрегенерационный период – в 2 раза[10].
2.2 Выбор места строительства
Выбору промышленной площадки предшествуют работы по выполнению технико-экономических обоснований целесообразности строительства завода в заданном районе с учетом наличия сырьевых баз и расстояния от них топливных, энергетических и водных ресурсов, местных строительных материалов и трудовых резервов. После того как установлен пункт для строительства завода, производится выбор участка в пределах выбранной местности.
Выбор участка для завода и поселка входит в общий комплекс проектных работ и утверждается одновременно с проектным заданием.
Для снижения расходов на транспорт сырья площадка для строительства завода должна, как правило, располагаться вблизи сырьевых баз или предприятия, отходы которого используются в качестве сырьевых материалов. Кроме того, ее следует располагать вблизи крупных населенных пунктов, с тем чтобы привлекать местное население в строительство.
Одновременно с выбором площадки решаются вопросы о снабжении намечаемого к строительству завода электроэнергией, водой, а также о присоединении подъездных железнодорожных путей к магистральным путям.
При выборе промышленной площадки одновременно выбирается и площадка для строительства жилого поселка или же отводится территория для строительства жилого и необходимого социально-бытового фонда в существующем поселке или городе. Выбор площадки и ее жилого фонда увязывается с имеющейся или проектируемой планировкой застройки данного промышленного района. При этом предусматривается возможность кооперирования с близлежащими предприятиями как в части объектов производственного значения (общих источников энергоснабжения, водоснабжения, железнодорожных путей, подсобных служб), так и в части объектов культурно-бытового назначения. Помимо указанных выше условий, при выборе площадки должны учитываться следующие положения:
- при взаимном расположении площадки для завода и жилищного поселка следует принимать во внимание направления господствующих ветров т. е. площадка должна быть расположена с наветренной стороны;
- площадка должна иметь относительно ровную поверхность, не требующую большого объема земляных работ, и удобные подъезды железно - дорожных путей;
- грунты должны допускать строительство зданий и сооружений без применения специальных дорогостоящих оснований и не иметь оползней;
- площадка не должна затапливаться ни поверхностными, ни паводковыми водами, а уровень грунтовых вод должен быть по возможности ниже глубины приямков, тоннелей и т. п.;
- при выборе площадки следует предусматривать возможность размещения завода (цеха) в объеме, установленном проектом.
При выборе участков для застройки необходимо предусматривать определенный разрыв между промышленной площадкой и жилым поселком или жилым районом — так называемую санитарно-защитную зону, предохраняющую население окружающей местности от дыма, газов, копоти, пыли и шума.
В зависимости от количества, запыленности и способов улавливания дыма и газов, выбрасываемых в атмосферу промышленными предприятиями, ширина санитарно-защитной зоны устанавливается от 2000 до 50 м. Санитарно-защитная зона обычно застраивается зданиями подсобного и обслуживающего назначения (пожарное депо, гараж, склады, торговые здания и пр.) и озеленяется.
Выбор точки строительства нефтеперерабатывающего завода зависит от ряда факторов, главный из которых – потребность близлежащих районов в нефтепродуктах. Разумеется, желательно, чтобы вблизи завода имелись источники сырья – нефти. В недалеком прошлом именно наличием нефти определялось местонахождение перерабатывающего завода. С течением времени требование о наличии сырьевых ресурсов в непосредственной близости от нефтеперерабатывающего завода престало быть обязательным. Широкое развитие транспорта, в особенности трубопроводного, сделало экономически целесообразной передачу нефти на большие расстояния. Как показал технико-экономический анализ, транспорт нефти более рентабелен, чем перевозка готовых нефтепродуктов с заводов, расположенных вблизи нефтепромыслов, к месту их потребления. Нефтеперерабатывающие заводы начали строить в районах, где совершенно отсутствуют нефтяные месторождения, но очень велика потребность в нефтепродуктах.
Потребностью экономического района в нефтепродуктах того или иного ассортимента определяется в основном и выбор направления переработки нефти на заводе. Качество сырья при этом уже не имеет такого значения, как это было раньше, поскольку разработаны процессы, позволяющие получать большинство нефтепродуктов, в том числе и высокого качества, из любых нефтей[11].
Участок, выбранный для строительства завода, не всегда удовлетворяет всем вышеперечисленным требованиям, Часто он имеет преимущества в одном отношении и недостатки в другом. В таком случае необходимо по возможности использовать все преимущества данного участка и устранить или свести к минимуму недостатки, влияющие на общие условия выполнения генерального плана.
Свой нефтеперерабатывающий завод и цех по гидроочистке дизельного топлива я бы разместила на территории Западного Казахстана, преимущественно в Атырауской области, в связи с тем что в своем дипломном проекте я характеризую тенгизскую нефть. Главным достоинством этого региона является богатая сырьевая база, в него вкладывают свои инвестиции большинство ведущих зарубежных компаний[12], также там имеется много высококвалифицированных кадров.
2.3 Месторождение Тенгиз
В таблице 2.2 указаны некоторые особенности и свойства тенгизской нефти.
Таблица 2.2
Физико-химические показатели нефти
| Показатели
|
Скважина №16
|
Скважина №38
|
| ρ4
20
Содержание, %:
Общей серы
Меркаптановой серы
Азота
Вязкость кинематическая при 50о
С, мм2
/с
Содержание, %:
Смол силикагелевых
Асфальтенов
Ванадия
Никеля
Парафина(с tпл
~60о
С)
Фракций до 200о
С
Фракций до 350о
С
Температура, о
С:
Застывания
Вспышки в открытом тигле
Коксуемость, %
Кислотное число, мг КОН на 1г
Содержание хлоридов, мг/л
Зольность, %(масс.)
|
0,8120
0,570
0,026
-
1,55
2,20
0,09
0,0002
-
4,5
42,3
74,6
-28
-37
0,33
0,01
Менее 40
-
|
0,8006
0,800
-
0,09
2,51
2,30
0,36
-
-
9,8
37,7
76,4
-35
-28
0,60
0,24
26
0,02
|
Месторождение Тенгиз расположено на северо-восточном побережье Каспийского моря, в 150км к юго-востоку от города Атырау.
Продуктивные пласты залегают на глубинах 3867-4111м в сложных горно-геологических условиях, связанных с аномально высокими пластовыми давлениями. Граница залежи принята условно на отметке 5100метров. Пластовое давление в пределах разведанной продуктивной зоны изменяется от 81 до 91мПа, пластовая температура – от 107 до 125о
С.
По величине запасов нефти месторождение считается уникальным.
Нефть и газ характеризуется аномальным количеством агрессивных компонентов: сероводорода, углекислоты, меркаптановой серы. Содержание сероводорода в попутном газе достигает 20-30 %(масс.), двуокиси углерода 3,7-7,5%(масс.). Специфичность состава нефти и связанная с ней коррозия оборудования определяют необходимость изменения технологии как ее добычи, так и переработки. Ниже в таблице 2.3 представлены некоторые свойства дизельных фракций.
Таблица 2.3
Физико-химические характеристики фракций дизельного топлива.
| Показатели
|
160-350о
С
|
180-350о
С
|
200-300о
С
|
200-350о
С
|
200-360о
С
|
230-360о
С
|
240-350о
С
|
| Выход, %
ρ4
20
Фракционный состав, о
С, при:
50%
96%
Вязкость при 20о
С, мм2
/с
Температура, о
С:
Помутнения
Застывания
Вспышки
Содержание, %:
Серы
Н-алканов
Кислотность, мг
КОН на 100мл
Коксуемость 10% остатка, %
Цетановое число
|
49,0
0,8184
246
342
3,01
-14
-25
72
0,38
-
7,9
0,02
55
|
43,3
0,8237
255
342
3,67
-13
-23
78
0,41
23
8,2
0,02
54
|
32,3
0,8171
250
311
3,30
-12
-22
85
0,40
25
6,9
0,03
59
|
38,7
0,8244
260
342
4,06
-11
-19
88
0,46
26
7,5
0,04
57
|
40,3
0,8286
263
349
4,23
-10
-18
88
0,46
-
7,9
0,04
53
|
30,9
0,8361
276
343
5,55
-8
-15
109
0,54
-
6,0
0,03
53
|
27,2
0,8270
279
344
5,80
-7
-14
119
0,56
-
6,6
0,05
53
|
Нефть легкая, низкозастывающая, парафинистая, с небольшим содержанием смолисто-асфальтеновых веществ. Ванадия и никеля мало. Содержание фракций до 200, 350 и 490о
С очень высокое. Выход бензиновых фракций высокий, октановое число очень низкое(36-41), соответствующее ее углеводородному составу. Содержание серы в бензинах и их кислотность высоки – 0,11-0,17% и 4,1-6,3мг КОН на 100мл соответственно; азот отсутствует. Фракция дизельного топлива по всем показателям соответствует требованиям ГОСТа 305-82 на дизельное топливо Л-0,5-61 (за исключением фракций 230-350 и 240-350о
С, которые не соответствуют стандарту по содержанию серы и кислотности), а по температуре помутнения, застывания, вспышки и коксуемости 10% остатка имеют большой запас качества. Высокое содержание н-алканов позволяет рассматривать фракции дизельного топлива как перспективное сырье для производства жидких парафинов.
Характерной чертой тенгизской нефти является значительное содержание в ней меркаптанов. Изучение закономерностей распределения общей и меркаптановой серы по фракциям показало, что содержание общей серы во фракциях, выкипающих до 200о
С, для тенгизской нефти значительно выше, чем для западносибирской, в основном за счет меркаптанов. По характеру распределения сернистых соединений в низкокипящих фракциях тенгизская нефть близка к оренбургскому, карачаганакскому, астраханскому меркаптаносодержащим газовым конденсатам.
Распределение меркаптановой серы по фракциям для тенгизской нефти следующее:
Фракция Меркаптановая сера, %
Углеводородный газ С2
-С4
0,1-0,25
Н.к.-62о
С 0,10-0,15
62-120о
С 0,04-0,06
120-240о
С 0,05-0,07
180-350о
С 0,04-0,05
Значительное содержание меркаптановой серы во фракции 120-240о
С. С дальнейшим повышением температуры ее концентрация снижается. Наличие меркаптанов во всех фракциях тенгизской нефти делает необходимой их гидроочистку или меркаптанизацию. Содержание общей серы возрастает по мере повышения температуры выкипания фракций: в бензиновых – от 0,07 до 0,18%, в дизельных – до 0,7%, в тяжелых (350-500 и 500-560о
С) – до 1,11 и 1,29 соответственно[13].
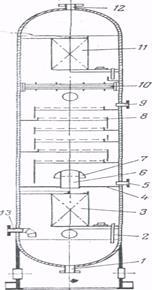
2.4 Реактор гидроочистки
Основным оборудованием выбранной технологической схемы является реактор гидроочистки дизельного топлива. Реактор гидроочистки дизельных топлив отличается меньшим отношением высоты аппарата к диаметру и наличием всего двух слоев катализатора (верхний высотой 2,6 м и нижний высотой 4,7 м). Верхний слой катализатора засыпается на колосниковую решетку, нижний — на фарфоровые шарики, которыми заполняется сферическая часть нижнего днища.
Сырье, подаваемое через штуцер в верхнем днище, равномерно распределяется по всему сечению, затем для задержания механических примесей проходит через фильтрующее устройство, состоящее из сетчатых корзин, погруженных в верхний слой катализатора. Промежутки между корзинами заполнены фарфоровыми шарами.
На рисунке приведена схема устройства реактора гидроочистки дизельных топлив. Он представляет собой цилиндрический вертикальный сосуд с шаровыми днищами. Катализатор загружают в реактор через верхний штуцер, а выгружают через нижний. Во избежание «удара» паров продукта и газа вследствие этого истирания катализатора в верхней части реактора имеется распределительная тарелка. Парогазовая смесь через слой катализатора проходит в аксиальном направлении. Остальная аппаратура, оборудование и контрольно-измерительные приборы установки имеют очень много общего с оборудованием, аппаратурой и приборами, применяемыми на установках для каталитического риформинга.
По окончании процесса гидрирования, длительность которого определяется степенью падения активности катализатора, один из блоков установки переводят на регенерацию катализатора – выжег отложившихся на катализаторе кокса и серы. Оба блока имеют общую систему регенерации, которая рассчитана на регенерацию катализатора с одного блока.
На каждом нефтеперерабатывающем заводе имеются инструкции по пуску, эксплуатации и остановки установки. На установках для гидроочистки много такого же оборудования, как на других, уже описанных установках. Остановимся на особенностях пуска установки для гидроочистки на примере одной из них.
Загрузка катализатора.
Катализатор перед загрузкой просеивают на сите с ячейками 3*3мм для отделения мелочи. Загружают катализатор через брезентовый рукав, опущенный до уровня загружаемой тарелки; по мере загрузки рукав поднимают для уменьшения механического разрушения гранул катализатора.
С этой же целью в нижней части аппарата перед загрузкой катализатора размещают слой фарфоровых шариков; такими же шариками покрывают верхний слой катализатора (после его загрузки в реактор).
Прием инертного газа.
После заполнения системы инертным газом (по инструкции) поднимают давление до 30-32 кгс/см2
, затем включают центробежный компрессор и налаживают циркуляцию инертного газа. Одновременно производят отдув части его по линии сброса в линию топочного газа до тех пор, пока содержание кислорода в циркулирующим газе будет не более 0,3% (объемн.).
Затем проверяют на проходимость аварийные линии установки, а также факельную линию, по которой подается газ для снятия тепла в реакторе, тем же инертным газом. При этом устраняют все замеченные дефекты в системе.
Если выявится необходимость в прокалке катализатора, то повышают температуру газо-воздушной смеси до 550-5600
С (на выходе из печи) и концентрацию кислорода до 1,5%[14]. Реактор установки гидроочистки работает в условиях химической и электрохимической коррозии, а также механического износа металла аппаратов катализатором.
Химическая коррозия реактора обусловлена содержанием в высокотемпературных газовых потоках сероводорода и водорода, а электрохимическая коррозия — содержанием в циркулирующих дымовых газах регенерации паров воды и диоксида серы. На рисунке 2.1 изображен реактор гидроочистки. 1-корпус; 2-стаканы распределительной тарелки; 3-распределительная тарелка; 4-фарфоровые шары; 5-корзина; 6-монтажный штуцер; 7-колосниковая решетка; 8-коллектор пара; 9-опорное кольцо; 10-опора; 11-сетка дренажной трубы; 12-выгрузка катализатора; 13-штуцера для термопар.
Рисунок 2.1. Реактор гидроочистки дизельного топлива.
Сероводородная коррозия металла аппаратов реакторного блока установок тем сильнее, чем больше концентрация серы в сырье и чем выше содержание сероводорода в циркулирующем газе. Водород, циркулирующий в системе реакторного блока, вызывает межкристаллитную коррозию металла, сопровождающуюся снижением его прочности и увеличением хрупкости. Межкристаллитное растрескивание, образование раковин и вздутий в металле оборудования под действием водорода усиливаются при повышении температуры и давления в системе.
Сульфидная коррозия практически протекает очень медленно, однако продукты коррозии засоряют катализатор, забивают поры между таблетками, а также трубы теплообменников, что нарушает технологический режим процесса гидроочистки, ухудшает теплопередачу и приводит к недопустимому возрастанию гидравлического сопротивления. По возникновению большого перепада давления между входом в реактор и выходом из него часто судят о степени сульфидной коррозии.
Реактор и катализатор засоряются также из-за присутствия в газовых потоках кислорода, хлоридов и азотсодержащих соединений. Кислород способствует окислению сернистых соединений, поэтому его концентрация в циркулирующем газе должна быть ограничена (0,0002—0,0006%). Хлориды и азотсодержащие соединения при взаимодействии с водородом образуют соответственно хлористый водород и аммиак, которые, связываясь, превращаются в хлорид аммония, выпадающий в виде осадка. Осадок удаляют периодической промывкой, для чего в процессе эксплуатации установки по ходу продуктов реакции от реактора до сепаратора в систему впрыскивают воду. Промывку продолжают до тех пор, пока перепад давления не уменьшится до значения, определенного технологической картой.
2.5 Технологическая схема гидроочистки дизельного топлива
На рисунке 2.2 изображена выбранная технологическая схема гидроочистки.
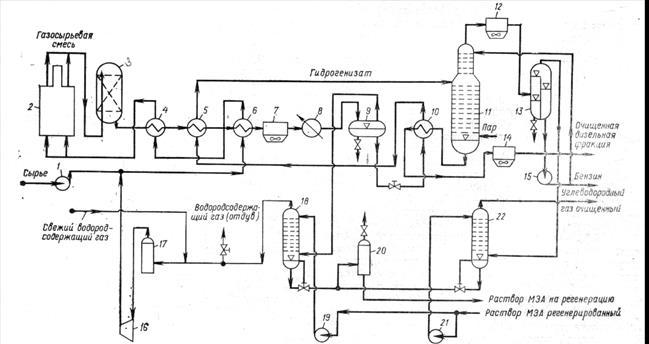
1,15,19,21-насосы; 2-трубчатая печь; 3-реактор; 4-6,10-теплообменники; 7,12,14-аппараты воздушного охлаждения; 8-водяной холодильник; 9,13,17,20-сепараторы; 11-стабилизационная колонна; 16-центробежный компрессор; 18,22-абсорберы.
Рисунок 2.2. Технологическая схема установки гидроочистки
Установка, предназначенная для гидроочистки дистиллята дизельного топлива, технологическая схема которой приведена на рисунке, включает реакторный блок, состоящий из печи и одного реактора, системы стабилизации гидроочищенного продукта, удаления сероводорода из циркуляционного газа, а также промывки от сероводорода дистиллята. Процесс проводится в стационарном слое алюмо-кобальтмолибденового катализатора.
Сырье, подаваемое насосом 1 смешивается с водородсодержащим газом, нагнетаемым компрессором 16. После нагрева в теплообменниках 6 и 4 и в змеевике трубчатой печи 2 смесь при температуре 380—425°С поступает в реактор 3. Разность температур на входе в реактор и выходе из него не должна превышать 10°С.
Продукты реакции охлаждаются в теплообменниках 4, 5 и 6 до 160°С, нагревая одновременно газосырьевую смесь, а также сырье для стабилизационной колонны. Дальнейшее охлаждение газопродуктовой смеси осуществляется в аппарате воздушного охлаждения 7, а доохлаждение (примерно до 38°С) — в водяном холодильнике 8.
Нестабильный гидрогенизат отделяется от циркуляционного газа в сепараторе высокого давления 9. Из сепаратора гидрогенизат выводится снизу, проходит теплообменник 10, где нагревается примерно до 240°С, а затем — теплообменник 5 и поступает в стабилизационную колонну 11.
На некоторых установках проводится высокотемпературная сепарация газопродуктовой смеси. В этом случае смесь разделяется при температуре 210—230°С в горячем сепараторе высокого давления; уходящая из сепаратора жидкость поступает в стабилизационную колонну, а газы и пары — в аппарат воздушного охлаждения. Образовавшийся конденсат отделяется от газов в холодном сепараторе и направляется также в стабилизационную колонну[15].
Циркуляционный водородсодержащий газ после очистки в абсорбере 18 от сероводорода водным раствором моноэтаноламина возвращается компрессором 16 в систему.
В низ колонны 11 вводится водяной пар. Пары бензина, газ и водяной пар по выходе из колонны при температуре около 135°С поступают в аппарат воздушного охлаждения 12, и газожидкостная смесь разделяется далее в сепараторе 13. Бензин из сепаратора 13 насосом 15 подается на верх колонны // в качестве орошения, а балансовое его количество выводится с установки. Углеводородные газы очищаются от сероводорода в абсорбере 22.
Гидроочищенный продукт, уходящий с низа колонны 11, охлаждается последовательно в теплообменнике 10, аппарате воздушного охлаждения 14 и с температурой 50о
С выводится с установки.
На установке имеется система для регенерации катализатора (выжиг кокса) газовоздушной смесью при давлении 2—4 МПа и температуре 400—550°С. После регенерации катализатор прокаливается при 550°С и 2 МПа газовоздушной смесью, а затем система продувается инертным газом[16].
2.6 Абсорбер очистки циркуляционного газа установки гидроочистки
В качестве вспомогательного оборудования был выбран абсорбер установки гидроочистки. Процесс абсорбции состоит в избирательном поглощении жидкостью (абсорбентом) целевых составных частей исходной газовой смеси. Абсорбцию применяют для разделения, очистки и осушки различных углеводородных газов, извлечения бензина и пропан-пропиленовой фракции из естественных и попутных газов и т. д. Процесс абсорбции протекает тогда, когда парциальное давление или концентрация извлекаемого компонента в газовой смеси больше, чем в жидкости (абсорбенте). Чем больше эта разность, тем интенсивнее переход компонента из газовой смеси в жидкость. Когда парциальное давление или концентрация компонента в жидкости больше, чем в газовой смеси, происходит десорбция — выделение растворенного газа из раствора.
Абсорберы и десорберы работают попарно. В некоторых случаях абсорбцию и десорбцию осуществляют последовательно в одном и том же аппарате. Конструкции абсорберов и десорберов, представляющих собой цилиндрические вертикальные аппараты, отличаются большим разнообразием и зависят от конкретного технологического процесса. Колонна работает при давлении 0,3—4 МПа. В качестве абсорбента применяют масла или другие нефтепродукты. Степень извлечения компонента из газовой смеси зависит от основных параметров процесса абсорбции — давления, температуры, числа тарелок в колонне и расхода абсорбента.
Этот аппарат служит для удаления сероводорода и водяных паров из циркуляционных газов. На рисунке приведена схема абсорбера установки гидроочистки. Он представляет собой колонну диаметром 3 м, высотой 20 м, снабженную одной глухой тарелкой 4 и тринадцатью барботажными тарелками 8 из S-образных элементов (рисунок 2.3). 1-вывод конденсата; 2-сливная труба; 3- ситчатый каплеотбойник; 4- глухая тарелка; 5 - вывод раствора; 6-газовая труба; 7- отбойная шляпка; 8-барботажная тарелка; 9-ввод абсорбента; 10- отбойник-сепаратор; 11-верхний каплеуловитель; 12-выход газа; 13-ввод газа.
Рисунок 2.3. Абсорбер очистки циркуляционного газа установки гидроочистки
Газ по штуцеру 13 поступает в нижнюю часть абсорбера под вертикальный ситчатый каплеотбойник 3 и, отделившись от конденсата, который стекает по сливной трубе 2 и далее отводится через штуцер 1 на десорбцию, попадает под глухую тарелку 4. С глухой тарелки, снабженной трубами 6 и отбойными шляпками 7 для прохода газов, насыщенный абсорбент и конденсат газа отводятся по штуцеру 5. Постепенное насыщение абсорбента целевым компонентом происходит на барботажных тарелках 8. Абсорбент подают в колонну по штуцеру 9. Очищенная газовая смесь покидает колонну через штуцер 12, предварительно пройдя отбойник-сепаратор 10 и верхний каплеуловитель 11.
Многие абсорберы снабжены насадочными каскадными тарелками.
3 Расчетный раздел
3.1 Исходные данные
а) Производительность по сырью:
G=2,1млн.т/год;
б) Характеристика сырья:
Фракционный состав 200-350о
С
ρ0
=0,8244г/см3
Содержание серы So
=0,49%, в том числе меркаптановой серы Sм
=0,04%, сульфидной Sc
=0,24%, дисульфидной Sд
=0,05% и тиофеновой Sт
=0,16%
Содержание непредельных углеводородов 10%(масс.) на сырье;
в) Остаточное содержание серы в очищенном дизельном топливе Sк
<0,05%(масс.), т.е. степень гидрообессеривания 90%;
г) Гидроочистка производится на алюмокобальтмолибденовом катализаторе при Р=4МПа, при кратности циркуляции водородсодержащего газа к сырью æ=200нм3
/м3
[17];
д) Кинетические константы процесса: k0
=4,62∙106
, Е=67040 кДж/моль, n=2.
Расчет выхода гидроочищенного топлива Вдт
%(масс.)на исходное сырье равен:
Вдт
=100-Вб
-Вг
-∆S,
где Вб
- выход бензина, %(масс.);
Вг
- выход газа, %(масс.);
∆S-количество удаленной из сырья серы, %(масс.)
В 100кг сырья содержится 0,49 кг серы.
Бензин и газ образуются преимущественно при гидрогенолизе сернистых соединений. При средней Мr
=209, в 100кг сырья содержится 100/209=0,48 кмоль.
0,49кг серы содержат 0,49/32=0,015кмоль серы, т.е. содержание молекулы составляют (0,015/0,48)∙100%=3,1%общго числа молекул. Если принять равномерное распределение атомов серы по длине углеводородной цепочки, то при гидрогенолизе сераорганических соединений с разрывом у атомов серы выход бензина и газа составит:
Вб
=∆S=0,44%(масс.)
∆S=So
-Sк
Вr
=0,3∆S=0,3∙0,44=0,132%(масс.)
Тогда выход дизельного топлива будет равен:
Вдт
=100-0,44-0,132-0,44=98,99%(масс.)
Полученная величина в дальнейших расчетах уточняется после определения количества водорода, вошедшего в состав дизельного топлива при гидрогенолизе сернистых соединений и гидрировании непредельных углеводородов. Полученные значения выхода газа, бензина и дизельного топлива далее будут использованы при составлении материального баланса установки и реактора гидроочистки.
Водород в процессе гидроочистки расходуется на: гидрогенолиз сераорганических соединений, гидрирование непредельных углеводородов, потери водорода с отходящими потоками (отдувом и жидким гидрогенизатом). Расход водорода на гидрогенолиз сераорганических соединений можно найти по формуле:
G1
=m∆S,
где G1
-расход 100%-го водорода, %(масс.) на сырье;
∆S-количество серы, удаляемое при гидроочистке, %(масс.) на сырье;
m-коэффициент, зависящий от характера сернистых соединений.
Значение m для свободной серы равно 0,0625, для меркаптанов – 0,062, дисульфидов – 0,0938, тиофенов – 0,250 и бензотиофенов – 0,187.
Наиболее стабильны при гидроочиске тиофеновые соединения, поэтому при расчете принимаем, что вся остаточная сера (0,05%(масс.) на сырье) в гидрогенолизате тиофеновая, а остальные сераорганические соединения полностью разлагаются.
При этом получаем:
G1
=Sм
∙mм
+Sc
∙mc
+Sд
∙mд
+(Sт
-Sк
)mт
=0,04∙0,062+0,24∙0,125+0,05∙0,0938+(0,16-0,05)∙0,250=0,0024+0,03+0,0046+0,0275=0,0645
Расход водорода на гидрирование непредельных углеводородов равен:
G2
=2∆Gh
/M,
где G2
-расход 100% водорода %(масс.) на сырье,
М-средняя молекулярная масса сырья;
Gh
-разность содержания непредельных углеводородов в сырье и гидрогенизате, %(масс.) на сырье, считая на моноолефины.
Среднюю молекулярную массу сырья рассчитаем по следующей формуле:
М=44,29∙d15
15
/(1,03- d15
15
)
М=44,29∙0,8244/1,03-0,8244=36,51/0,2059=177,6.
Принимая, что степень гидрирования непредельных углеводородов (10%) и гидрогенолиза сернистых соединений одинакова:
G2
=2∙10∙0,9/177,6=0,101
Мольную долю водорода, растворенного в гидрогенизате, можно рассчитывать из условий фазового равновесия в газосепараторе высокого давления:
Х′н2
=Y′н2
/Кр
,
где Х′н2
и Y′н2
– мольные доли водорода в паровой и жидких фазах;
Кр
– константа фазового равновесия (для газосепаратора высокого давления при 40о
С, Кр
=30.
Х′н2
=0,8/30=0,027
Потери водорода от растворения в гидрогенизате G3
=(%масс.) на сырье составляют:
G3
= Х′н2
∙Мн2
∙100/ Х′н2
∙Мн2
+(1- Х′н2
)∙М
G3
=0,027∙2-100/0,027∙2+(1-0,027)∙177,6=5,4/0,054+172,8=0,031%(масс.)
Кроме этих потерь имеют место потери водорода за счет деформации водорода через стенки аппаратов и утечки через неплотности, так называемые механические потери. Механические потери G4
(%масс.) на сырье равны:
G4
=æ∙0,01∙Мн2
∙100/(ρ0
∙22,4),
где æ - кратность циркуляции водородсодержащего газа, нм3
/м3
;
ρ0
– плотность сырья, кг/м3
.
G4
=200∙0,01∙2∙100/(824,4∙22,4)=0,022%(масс.)
Потери водорода с отдувом.
На установки гидроочистки обычно подается водородсодержащий газ (ВСГ) с установок каталитического риформинга, в котором содержание концентрации водорода колеблется от 70 до 85%(об.)
Состав водородсодержащего газа, при производстве автомобильного бензина с октановым числом 85:
Содержание компонента Н2
СН4
С2
Н6
С3
Н8
∑С4
Н10
%(об.) 85,0 7,0 5,0 2,0 1,0
%(масс.) 29,4 19,4 26,0 15,2 10,0
Объемный баланс по водороду и углеводородным газам записывают в следующем виде:
V0
∙y′0
=Vp
+Vотд
∙у′,
V0
∙(1-y′0
)+Vг.к
=Va
+Vотд
(1-у′),
где V0
,Vг.к
,Va
,Vотд
, Vp
– объемы свежего ВСГ, химически реагирующего и сорбируемого гидрогенизатом водорода, отдува, газов гидрокрекинга и газов, абсорбируемых жидким гидрогенизатом, м3
/ч;
у′0
, у′ - объемные концентрации водорода в свежем и циркулирующем ВСГ.
Решением этой системы уравнений получаем объем газов отдува:
Vотд
=Vp
∙((1- у′0
)+Vг.к
-Va
)∙y′0
/( y′0
-y′)
Объем водорода в отдуваемом газе равен Vотд
∙у′. Тогда общий расход водорода с учетом газа отдува составит:
Vотд
+Vp
= Vp
∙[1+((1-y′0
)∙y′0
/ y′0
-y′)]+( Vг.к
- Va
)∙( y′0
-y′/ y′0
-y′)
Расчет ведем на 100кг, так как при этом абсолютные значения расходных показателей (в%масс.) можно использовать с размерностью кг:
Vp
=0,387∙22,4/2=4,34м3
Vг.к
=0,54∙22,4/Мг.к
=0,54∙22,4/37=0,327м3
Содержание отдельных компонентов в циркулирующем газе константы фазового равновесия в условиях газосепаратора высокого давления (400
Си 0,5МПа)приведен ниже:
С1
С2
С3
С4
Содержание компонента уi
, мольные доли 0,2 0,05 0,02 0,01
Константа фазового равновесия Кpi
3,85 1,2 0,47 0,18
Количество абсорбируемого компонента i в кг на 100кг гидрогенизата:
gi
=xi
∙Mi
∙100/Mr
Количество абсорбируемого компонента i (υi
, м3
на 100кг гидрогенизата) составляет:
υi
=gi
∙22,4/Mi
=xi
∙ Mi
∙100/Mr∙22,4/Mi
= xi
∙100∙22,4/Mr
x′i
=y′i
/Kpi
Подставляя для каждого компонента соответствующие данные, получим объем компонента, растворенного в гидрогенизате:
V1
=Vметана
=yметана
/Kpiметана
∙100∙22,4/Mr=0,2/3,85∙100∙22,4/177,6=0,655м3
V2
=Vэтана
=yэтана
/Kpiэтана
∙2240/Mr=0,05∙22,4/1,2∙177,6=0,526м3
V3
=Vпропана
=yпропана
/Kpiпропана
∙2240/Mr=0,02∙2240/0,47∙177,6=0,526м3
V4
=Vбутана
=yбутана
/Kpiбутана
∙2240/Mr=0,01∙2240/0,18∙177,6=0,700м3
Суммарный объем абсорбированных газов будет равен:
∑Vi=Vметана
+Vэтана
+Vпропана
+Vбутана
∑Vi=0,655+0,525+0,537+0,700=2,48м3
Балансовый объем углеводородных газов определяем по формуле:
V0
∙(1-y′0
)+Vг.к
≤Va
4,34∙(1-0,855)+0.327≈0,98<Va
Так как равенство выполняется, возможна работа без отдува части циркулирующего водородсодержащего газа (ЦВСГ). Таким образом, общий расход водорода в процессе гидроочистки будет складываться из водорода, поглощаемого при химической реакции, абсорбируемого в газосепараторе высокого давления и механически теряемого.
Gводорода
=G1
+G2
+G3
+G4
=0,0645+0,101+0,031+0,022=0,219%(масс.)
Расход свежего ВСГ на гидроочистку равен:
Go
водорода
=Gводорода
/0,29=0,219/0,29=0,755%(масс.),
где 0,29-содержание водорода в свежем ВСГ, %(масс.)
3.2 Материальный баланс установки
На основании полученных данных составляем материальный баланс установки (таблица 3.1).
Вначале рассчитываем выход сероводорода:
Bсероводорода
=∆S∙Mсероводорода
/Ms
=0,44∙34/32=0,468%(масс.)
Таким образом, балансовым сероводородом поглощается 0,468-0,44=0,028%(масс.) водорода.
Количество водорода вошедшего при гидрировании в состав дизельного топлива равно:
G1
+G2
-0,028=0,0645+0,101-0,028=0,138%(масс.)
Уточненный выход гидроочищенного дизельного топлива, равен:
98,99+0,138=99,13%
Выход сухого газа, выводимого с установки, складывается из углеводородных газов, поступающих со свежим ВСГ, газов, образующихся при гидрогенолизе, а также абсорбированного гидрогенизатом водорода:
Вс.г
=0,755∙(1-0,29)+0,132+0,031=0,536+0,132+0,031=0,699%(масс.)
Таблица 3.1
Материальный баланс установки
| Наименование потоков
|
%(масс.)
|
Т/год
|
Т/сутки
|
Кг/ч
|
| Взято:
Дизельное топливо
(неочищенное)
ВСГ,
в том числе 100% водород
|
100
0,755
0,219
|
2100000
15855
4599
|
6562,5
49,55
14,37
|
273437,5
2064,6
598,8
|
| Итого
|
100,75
|
2115855
|
6612,05
|
275502,1
|
| Получено:
Дизельное топливо
(очищенное)
Сероводород
Сухой газ
Бензин
|
99,13%
0,468
0,72
0,44
|
2081730
9828
15120
9240
|
6505,40
30,71
47,25
28,88
|
271058,6
1279,6
1968,8
1203,3
|
| Итого
|
100,75
|
2115918
|
6612,2
|
275510
|
3.3 Материальный баланс реактора
В реактор поступает сырье, свежий водородсодержащий газ и циркулирующий водородсодержащий газ (ЦВСГ):
Состав ВСГ:
Н2
СН4
С2
Н6
С3
Н8
С4
Н10
Мольная доля у′ 0,720 0,200 0,050 0,020 0,010
Массовая доля у 0,192 0,427 0,201 0,103 0,077
Средняя молекулярная масса ЦВСГ Мц
равна:
Мц
=∑Мi
y′i
Мц
=2∙0,720+16∙0,2+30∙0,05+44∙0,02+58∙0,01=7,6кг/кмоль
Расход ЦВСГ на 100кг сырья Gц
можно найти по формуле:
Gц
=100∙æ∙Мц
/ρс
∙22,4=100∙200∙7,6/824,4∙22,4=8,23кг
Составляем материальный баланс реактора гидроочистки (таблица 3.2).
Таблица 3.2
Материальный баланс реактора
| Наименование потоков
|
%(масс.)
|
Кг/т
|
| Взято:
Сырье
Свежий водородсодержащий газ
ЦВСГ
|
100
0,755
|
273437,5
2064,6
|
| Итого
|
108,99
|
298006
|
| Получено:
Дизельное топливо очищенное
Сероводород
|
99,13
0,468
|
271058,6
1279,6
|
| Сухой газ
Бензин
ЦВСГ
|
0,72
0,44
8,23
|
1968,8
1203,3
22503,9
|
| Итого
|
108,99
|
298014
|
3.4 Тепловой баланс реактора
Уравнения теплового баланса реактора гидроочистки:
Qc
+Qц
+Qs
+Qг.н
=∑Qсм
,
где Qc
,Qц
– тепло, вносимое в реактор со свежим сырьем и циркулирующим водородсодержащим газом;
Qs
,Qг.н
– тепло, выделяемое при протекании реакций гидрогенолиза сернистых и гидрирования непредельных соединений;
∑Qсм
– тепло, отводимое из реактора реакционной смесью.
Средняя теплоемкость реакционной смеси при гидроочистке незначительно изменяется в ходе процесса, поэтому тепловой баланс реактора можно записать в следующем виде:
Gct
0
+∆Sqs
+∆Cн
qн
= Gct
,
t=t0
+(∆Sqs
+ ∆Cн
qн
)/( Gc
),
где G - суммарное количество реакционной смеси, %(масс.);
с-средняя теплоемкость реакционной смеси, кДж/(кг∙К);
∆S, ∆Cн
– количество серы и непредельных, удаленных из сырья, %(масс.);
t и t0
– температуры на входе в реактор и при удалении серы ∆S, о
С;
qs
и qн
– тепловые эффекты гидрирования сернистых и непредельных соединений, кДж/кг.
Температура процесса составляет 350о
С, суммарное количество реакционной среды на реактор составляет 108,99кг, количество серы, удаленное из сырья ∆S=0,44%(масс.) Глубину гидрирования непредельных углеводородов можно принять равной глубине обессеривания:
∆Сн
= Сн
∙0,9=10∙0,9=9%(масс.)
Количество тепла, выделяемое при гидрогенолизе сернистых соединений (на 100кг сырья) при заданной глубине обессеривания, равной 0,9, составит:
Qs
=∑qsi
∙gsi
,
где qsi
– тепловые эффекты гидрогенолиза отдельных сераорганических соединений, кДж/кг;
gsi
– количество, разложенных сераорганических соединений, кг (при расчете на 100 кг сырья оно численно равно содержанию отдельных сераорганических соединений в % (масс.).
Таким образом, Qs
=0,1∙2100+1,0∙38,10+0,2∙5060+0,5∙8700=8471кДж.
Количество тепла, выделяемое при гидрировании непредельных углеводородов равно qн
=126000 кДж/моль, тогда:
Qн
=∆Сн
∙ qн
/М
Qн
=9∙12600/2095421 кДж
Среднюю теплоемкость ЦВСГ находим на основании данных по теплоемкости отдельных компонентов (таблица 3.3).
Таблица 3.3
Теплоемкость отдельных компонентов
| Теплоемкость
|
Н2
|
СН4
|
С2
Н6
|
С3
Н8
|
С4
Н10
|
| Ср
кДж/кг∙К
Ср
ккал/(кг∙о
С)
|
14,57
3,48
|
3,35
0,800
|
3,29
0,786
|
3,23
0,772
|
3,18
0,760
|
Теплоемкость ЦВСГ находим по формуле:
Сц
=∑Срi
∙yi
,
где Срi
– теплоемкость отдельных компонентов с учетом поправок на температуру и давления, кДж/кг∙К;
yi
– массовая доля каждого компонента в ЦВСГ
Сц
= 14,57∙1,192+3,35∙0,427+3,29∙0,201+3,23∙0,103+3,18∙0,077=
5,45кДж/кг∙К
Энтальпия паров сырья при 350о
С равна J350
=1050кДж/кг.
Поправку на давление находят по значениям приведенных температуры и давления.
Абсолютная критическая температура сырья равна:
Ткр
=350+273/733=0,845
Критическое давление сырья вычисляют по формуле:
Ркр
=0,1∙ Ткр
∙К/Мс,
где К=1,216∙3
√Тср
/d15
15
=1,216∙√275+273/0,8244=12,02
Ркр
=0,1∙733-12,02/209=4,22МПа
Тогда приведенное давление равно:
Рпр
=Р/Ркр
=4/4,22=0,95
Для найденных значений Тпр
и Рпр
∆JM/(4,2T)=4,19
∆J=4,19∙4,2∙623/209=52,6кДж/кг
Энтальпия сырья с поправкой на давление равна:
J350
=1050-52,6=997,4кДж/кг
Теплоемкость сырья с поправкой на давление равна:
Сс
=997,4/623=1,6кДж/(кг∙К)
Средняя теплоемкость реакционной смеси составляет:
с=Сс
∙100+Сц
∙8,99/108,99=1,6∙100+5,45∙8,99/108,99=160+0,45=
160,45кДж/(кг∙К)
Подставив найденные величины в это уравнение , находим температуру на выходе из реактора:
t=t0
+(Sqs
+Cн
qн
)/(Gc)
t=350+(8471+5421)/(108,99+160,45)=350,8o
C.
3.5 Расчет основных параметров реактора гидроочистки
Для того, чтобы рассчитать диаметр и высоту реактора, сначала необходимо рассчитать объем катализатора.
Требуемый объем катализатора в реакторе Vк
вычисляют по формуле:
n
=0,2
V=G’∫ dS/r,
S
=0,2
где G’=G/ρ=273437,5/824,4=331,68м3
/ч;
Тогда:
Vк
=331,68∙0,2235=74,13 м3
Также найдем объемную скорость подачи сырья, то есть отношение объема жидкого сырья, подаваемого на объем катализатора в час:
ω= G’/ Vк
ω=331,68/74,13=4,47ч-1
По найденному значению Vк
вычисляем геометрические размеры реактора гидроочистки.
Принимаем цилиндрическую форму реактора и соотношение высоты к диаметру 2:1 или Н=2D. Тогда:
Vк
=πD2
H=πD2
∙2D=2 πD3
Диаметр реактора равен:
D=[Vк
/(2π)]1/3
D=[116,11/(2π)]1/3
=3
√Vк
/2π=3
√74,13/2∙3,14=3
√11,8=2,28м
Высота слоя катализатора равна:
Н=2D=2∙2,28=4,6м
Приемлемость принятой формы реактора дополнительно проверяется гидравлическим расчетом реактора. Потери в напоре слоя катализатора не должны превышать 0,2-0,3 МПа.
3.6 Расчет потери напора в слое катализатора
Потерю напора в слое катализатора вычисляют:
∆P/H=(150∙(1-ε)2
∙0,1μu)/(ε3
d2
)+(1,75∙(1-ε)∙ρu2
)/( ε3
dg),
где ε - порозность слоя;
u - линейная скорость движения потока, фильтрующегося через слой катализатора, м/с;
μ - динамическая вязкость, Па∙с;
d – средний диаметр частиц, м;
ρ – плотность газа, кг/м3
;
g – ускорение силы тяжести, кг/с2
;
Порозность слоя находим по формуле:
где γн
– насыпная плотность катализатора, равная 640 кг/м3
;
γк
– кажующая плотность катализатора, равная 1210 кг/м3
;
ε = 1-640/1210=0,48
Линейная скорость потока:
u=4V/πD2
,
где V – объем реакционной смеси, включающий объем сырья Vc
и объем ЦВСГ Vц
, т.е.:
V= Vc
+Vц
Объем сырья находим по формуле:
Vc
=Gc
∙22,4zc
(tср
+273)/Мс
Р∙273,
где Gc
– расход сырья в реактор, кг/ч;
zc
– коэффициент сжимаемости (при Тпр=0,845, Рпр=0,98, коэффициент сжимаемости равен 0,25);
tср
– средняя температура в реакторе, о
С:
tср
=350+350,8/2=350,4,
Тогда:
Vc
=273437,5∙22,4∙0,1∙0,25∙(350,4+273)/209∙4∙273=418,3м3
/ч
Объем ЦВСГ равен:
Vц
= Gc
∙22,4zc
(tср
+273)/( Мс
Р∙273)
Vц
=22503,9∙22,4∙0,1∙1(350,4+273)/7,64∙273=3786,5м3
/ч
V=418,3+3786,5=4204,8
u=4∙4204,8/3,14∙(2,3)2
∙3600=16819,2/59798,2=0,28
Динамическую вязкость смеси определяют по ее средней молекулярной массе равной:
Мср
=( Gc
+ Gц
)/(Vc
/Mc
+Vц
/Мц
)
Мср
=(273437,5+22503,9)/(273437,5/209+22503,9/7,6)=69,32
Динамическая вязкость смеси:
μ=1,87∙10-6
кг∙с/м2
Средний диаметр частиц катализатора d=4∙10-3
м. Плотность реакционной смеси в условиях процесса равна:
γ= Gc
+ Gц
/ Vc
+Vц
=273437,5+22503,9/418,3+3786,5=70,4кг/м3
Таким образом:
∆Р/Н=[150∙(1-0,48)2
0,1∙1,87∙10-6
∙0,28/0,483(4∙10-3
)2
]+[1,75∙(1-0,48)∙39.7∙0,282
/0,483
∙4∙10-3
∙9,81]=2,1237/0,442+2.8323/0,0043=663,5кг/м2
∙м
∆Р=Н∙663,5=4,6∙663,5=3052кг/м2
Таким образом, потеря напора катализатора не превышает предельно допустимых значений.
3.7 Расчет регенерации катализатора
Исходные данные приведены ниже:
- количество отложений на катализаторе 8,5%(масс.) Состав отложений, %(масс.): С-81, S-10, Н2
-9; отложения сгорают полностью с образованием СО2
, SO2
, H2
O, соответственно;
- предельно допустимая температура разогрева катализатора при регенерации составляет 570о
С.
- остаточное содержание кислорода в газе регенерации для полного удаления отложений без перегрева катализатора, а также продолжительность регенерации.
Количество кислорода, теоретически необходимое для полного сжигания 1кг отложений, равно:
до СО2
: 0,81∙32/12=2,16 кг;
до SO2
: 0,1∙32/32=0,1 кг;
до H2
O: 0,09∙16/2=0,72 кг;
Итого теоретическая потребность кислорода составляет 2,98 кг на 1 кг отложений.
Количество газа регенерации для выжига 1 кг отложений:
Gг.р
=2,98/(ХО2
-0,005),
где ХО2
-массовая доля кислорода в исходном газе регенерации;
0,005-массовая доля кислорода после регенерации;
Gг.р
и ХО2
находят из теплового баланса.
Тепловой баланс регенерации (потерями тепла в окружающую среду можно пренебречь):
Gг.р
∙t0
c+qp
= (Gг.р
+Gотл
)tc,
где t0
и t – температуры газа на входе и выходе из реактора, о
С;
с - средняя теплоемкость газа регенерации, кДж/(кг∙К)
c=cN
=1,025кДж/(кг∙К)
Gг.р
, Gг.р
+Gотл
– массы газа на входе и выходе из реактора, кг (так как тепловой баланс составляет на 1кг отложений, то Gотл
=1);
qp
– тепловой эффект реакции сгорания отложений, кДж/кг.
В этом уравнении величиной Gотл
можно пренебречь, так как эта величина обычно на два порядка меньше Gг.р
, тогда получим:
t= t0
+qp
/( Gг.р
∙c),
qp
– находят по формуле Менделеева:
qp
=4,19∙[81С+246Н+26(S-O)]
qp
=4,19∙[81∙81+246∙9+26∙10]=377766кДж/кг.
Принимаем температуру на выходе из реактора t=570о
С, на входе t0
=450 о
С.
Gг.р
=qp
/ (t- t0
)c
Gг.р
=37766/(570-450)∙1,025=307
Концентрация кислорода в инертном газе равна:
ХО2
=2,98/ Gг.р
+0,005=2,98/307+0,005=0,0147
Таким образом, концентрация кислорода в инертном газе должна быть ≈1,5%(масс.); остальные компоненты:
N2
=82-86%(масс.);
СО2
=7-10%(масс.);
SO2
=2-4%(масс.).
Общий объем газа, подаваемого на регенерацию, приведенный к нормальным условиям Vг.р
вычисляют по формуле:
Vг.р
=Vк∙γн
∙0,085∙ Gг.р
∙22,4/Мг.р
,
где Vк,γн
– объем катализатора в реакторе м3
и его насыпная плотность (кг/ м3
);
0,085-количество отложений в долях от массы катализатора;
Мг.р
– молекулярная масса газов регенерации
Vг.р
=74,13∙640∙0,085∙307∙22,4/28=990424 м3
Требуемая мощность циркуляционных компрессоров, подающих газ на регенерацию:
Nц
=273437,5∙400/824,4=132672м3
/ч
Если кинематические факторы не лимитируют процесс регенерации, минимальная продолжительность регенерации составит:
Τ= Vг.р
/ Nц
=990424/132672=7,47ч[18].
3.8 Механический расчет
В механическом расчете произведем расчет толщины стенки реактора гидроочистки.
Данные для расчета: внутренний диаметр реактора гидроочистки dвн
=2,28м; давление Р=4∙106
Па=40,8кг/см2
; прибавка на коррозию С=0,5см. Материал корпуса колонны: сталь марки 20 K.
Полную толщину стенки реактора гидроочистки с учетом прибавок на коррозию определяют по формуле:
S=(P∙dвн
)/(2σдоп
∙φ-Р)+С
где, S- полная расчетная толщина стенки аппарата, см; dвн
- внутренний диаметр реактора, см; С-
прибавка к расчетной толщине, учитывающая агрессивные свойства рабочей среды на материал корпуса, см; φ- коэффициент прочности сварного шва, принимаем φ=1; σдоп
- допускаемое напряжение, Па.
Для марки стали 20 K применяем σдоп
=1350 кг/см2
S=(40,8∙228)/(2∙1350∙1-40,8)+0,5=3,99см
Окончательно принимаем толщину стенки реактора S=39 мм.
При этой толщине расчетное давление равно:
Рдоп
=(2∙φ∙ σдоп
∙(S-C))/(dвн
+S-C)
Рдоп
=(2∙1∙1350∙(3,99-0,5))/(228+3,99-0,5)= 40,7кг/см2
Напряжение кольцевое в стенке реактора рассчитаем:
σк
=(Р∙ dвн
+(S-C))/(2∙φ∙(S-C))
σк
=(40,7∙228+(3,99-0,5))/(2∙1∙(3,99-0,5))=1329,9 кг/см2
.
4 Аналитический контроль производства
Для качественного и эффективного проведения любого химико технологического процесса необходимым фактором является контроль производства, включающий в себя лабораторные анализы. На каждом нефтеперерабатывающем заводе, обязательным, является нахождение лаборатории качества. Основной задачей лаборатории качества является контроль качества за продуктами прошедшими переработку. Полученные результаты лабораторных анализов должны соответствовать требованиям стандартов.
Процесс гидроочистки относится к гидрогенизационным и является процессом вторичной переработки нефти. Гидроочистка включает процессы, в которых не происходит существенного изменения в молекулярной структуре сырья.
В процессе эксплуатации дизельных топлив корродирующем действием обладают содержащиеся в топливе сернистые соединения. Наличие в топливе активных сернистых соединений проверяют пробой на медную пластинку.
В фарфоровую чашечку помещают полированную пластинку из чистой электролитической меди размером 10 ∙ 25мм. Полностью покрывают пластинку испытуемым топливом и помещают чашечку в сушильный шкаф, где поддерживается температура 50о
С. В шкафу выдерживают пластинку 2ч. После испытания поверхность пластинки сравнивают с цветом пластинки, не подвергавшейся нагреванию. Появление на металле темно-коричневых, серых, а иногда и черных налетов или пятен указывает на присутствие в топливе активных сернистых соединений; такое топливо к эксплуатации непригодно. Цвет пластинки меняться не должен.
Во многих топливах для быстроходных дизелей, кроме испытания на медную пластинку, которое обязательно должны выдерживать все топлива, проверяют на наличие сероводорода. Для этого в делительную воронку наливают 10мл топлива и такое же количество 2%-ного раствора NаОН. Содержимое воронки тщательно перемешивают и дают отстояться. В сухую пробирку сливают 4-5мл щелочной вытяжки, подкисляют крепкой НСl и при перемешивании нагревают до 70-80о
С. К краю пробирки подносят свинцовую индикаторную бумажку. Если в топливе присутствует сероводород, то бумажка окрашивается в коричневый цвет, топливо к применению непригодно[19].
5 Охрана труда
5.1 Организация службы техники безопасности
Для каждого производственного процесса должны быть разработаны технологические регламенты, согласованные и утвержденные в установленном Министерством порядке. Вопросы техники безопасности, отражаемые в технологических регламентах, должны соответствовать настоящим правилам и действующим нормативным документам и положениям. Все производственные участки предприятия (цехи, установки, мастерские, лаборатории, отделы) должны иметь инструкции по технике безопасности, обеспечивающие безопасность проведения всех работ на данном участке.
Инструкции по технике безопасности, разработанные на предприятии, подлежат пересмотру:
-не реже одного раза в три года;
-при изменении технологического процесса и условий работы;
-при авариях, взрывах и несчастных случаях с тяжелым исходом, происшедших на рабочих местах, на которые распространяется эта инструкция;
- при изменении руководящих документов, положенных в основу конструкций.
Инструкции по технике безопасности должны находиться в производственных помещениях, с ними должен быть ознакомлен обслуживающий персонал. Запрещается пуск в эксплуатацию новых, а также подвергшихся реконструкции установок без приема их комиссией с участием инженера по технике безопасности предприятия, технического инспектора профсоюза, представителей пожарного и санитарного надзора. Органы пожарного и санитарного надзора должны быть извещены об участии в комиссии за три месяца до приема новых и реконструированных объектов. Запрещается производить какую-либо реконструкцию установки без предварительного согласования проекта реконструкции с проектной организацией. При составлении дефектной ведомости на ремонт установки лица ответственные за состояние техники безопасности (главный инженер, главный механик и энергетик, заместитель главного инженера, начальника цеха и установки) обязаны предусмотреть проведение необходимых работ, связанных с техникой безопасности и пожарной безопасностью, и не принимать установку или агрегат до их окончания. Дефектная ведомость на ремонт должна быть согласована с отделом техники безопасности. Пуск в эксплуатацию установок и других объектов после ремонта без приема их комиссией с участием представителей отдела техники безопасности и пожарной охраны запрещается. Нарушение правил безопасности является любое отступление от обязательных для данного предприятия правил, инструкций, нормативных материалов и указаний по безопасному ведению работ, а также непринятие должных мер для предотвращения несчастных случаев и аварий. Для проведения работ по технике безопасности и промышленной санитарии на нефтегазоперерабатывающих заводах согласно действующим положениям организуется служба техники безопасности.
5.2 Средства индивидуальной защиты рабочих
Спецодежда, спецобувь и предохранительные приспособления должны выдаваться по установленным нормам. Порядок выдачи, хранения и пользования ими устанавливается «Инструкцией о порядке, хранения и пользования спецодеждой, спецобувью и предохранительными приспособлениями». Работающие на производствах, где возможно выделение вредных паров и газов, должны быть снабжены индивидуальными фильтрующими противогазами соответствующих марок. Исправность противогазов необходимо периодически проверять по графику, утвержденному главным инженером. На рабочих местах должна иметься инструкция по пользованию противогазом, определению исправности отдельных частей его, а также по уходу и хранению. Спецодежду, спецобувь и индивидуальные средства защиты выносить за пределы предприятия запрещается. Для хранения их администрация обязана предоставить помещение, отвечающее требованиям санитарных норм.
5.3 Требования к устройству территории и производственных помещений
Территория нефтеперерабатывающего завода должна быть благоустроена и озеленена. Лотки и углубления, устройство которых вызвано технологической необходимостью, должны быть непроницаемы для воды и нефтепродуктов. Лотки должны быть соединены с канализацией через гидрозатворы и иметь постоянный уклон в сторону канализационного трапа. При расположении задвижек и другой арматуры в колодцах, лотках и углублениях должно быть предусмотрено дистанционное управление (удлиненные штоки или штурвалы управления, электропневмоприводы и другие устройства) и обеспечен безопасный доступ к ним на случай ремонта или замены арматуры. Территорию предприятия, не использованную для производственных целей, необходимо благоустраивать. На ней должны быть пешеходные дорожки, связывающие вход на территорию предприятия с цехами и установками, сооружениями и вспомогательными помещениями, а также эти помещения и установки друг с другом. Все пешеходные дорожки должны иметь твердое покрытие. На территории завода в местах, где запрещен проезд автомашин, тракторов, мотоциклов и другого транспорта, должны быть вывешены предупредительные знаки и надписи. В целях предотвращения несчастных случаев с пешеходами при переходе рельсовых путей в местах пересечения этих путей с дорогами надлежит устраивать сплошные настилы в уровень с головками рельсов, а также защитные барьеры, вертушки, сигнализацию. На территории предприятия запрещается применение открытого огня за исключением определенных мест, обусловленных технологическими регламентами или инструкциями, и мест постоянных и временных огневых работ, на которые выписывается специальное разрешение. Отходы производства оставлять на территории установок и завода запрещается. В производственных помещениях водопровод для смыва нефтепродуктов с лотков и полов должен поддерживаться в исправном состоянии. Каждый рабочий обязан производить тщательную уборку своего рабочего места. На территории завода, в местах перехода через трубопроводы, лотки и траншеи должны быть установлены мостики шириной не менее 1м, с высотой перил также не менее 1м. Расположенные на территории установки лотки, траншеи и другие углубления должны быть укрыты надежными легкосъемными огнестойкими плитами. Если укрытие лотков, траншей и других углублений недопустимо по техническим причинам, то их ограждают с устройством мостиков в местах перехода. На территории и в помещениях, где при производственных процессах возможны ожоги работающих с агрессивными веществами (кислоты, щелочи, едкие реагенты), обязательно устройство аварийного душа с автоматическим включением при вступлении на площадку под душевой рожок, а также фонтанчика для промывания глаз. Все оборудование, трубопроводы и арматура, расположенные в помещении и подвергающиеся нагреванию, должны быть обеспечены устройствами, предотвращающими или ограничивающими выделение конвекционного или лучистого тепла (теплоизоляция, экранирование, отведение тепла); температура поверхности изоляции не должна превышать 450
С. Горячие поверхности оборудования и трубопроводов с арматурой, расположенных вне помещения, в местах возможного соприкосновения с ними обслуживающего персонала должны иметь тепловую изоляцию. Температура на поверхности изоляции не должна превышать 600
С. Если теплоизоляцию осуществить невозможно, горячую поверхность необходимо оградить. Технологическое оборудование, аппараты, станки, механизмы, агрегаты, приборы, инструмент, подъемно-транспортные устройства должны содержаться в исправности и чистоте.
Периодичность осмотров и проверка состояния оборудования и производственных помещений должны быть:
- проверка исправности и состояния противопожарного оборудования, паротушения и наличия надлежащего давления воды и пара в системах не реже одного раза в смену – мастером, старшим оператором;
- наружный осмотр и проверка исправности действия вентиляционных установок перед началом каждой смены – оператором или начальником смены;
- осмотр и проверка исправности всех водопроводных устройств (колодцы, гидранты, задвижки, запасные емкости, насосные устройства), установок пенного тушения не реже одного раза в месяц – специально выделенными лицами совместно с работниками пожарной охраны.
Класс взрывоопасности помещений и наружных установок устанавливается организацией, проектирующей объект. В том случае, когда проектом он не обусловлен, администрация предприятия сама определяет класс этого помещения или наружной установки, руководствуясь «Правилами устройства электроустановок промышленных предприятий»(ПУЭ-96).
У входа в производственные помещения должны быть надписи с указанием класса взрывоопасности.
Запрещается эксплуатация трубопроводов, оборудования и аппаратуры при наличии неплотностей в соединениях. Все неплотности в соединениях и пропуски нефтепродуктов должны немедленно устраняться. Все замеченные неисправности фиксируются в вахтовом журнале. При производстве работ в местах, где возможно образование взрывоопасной смеси паров и газов с воздухом, во избежание искрообразования от ударов запрещается применение ручных инструментов из стали. В этих случаях применяемый инструмент должен быть изготовлен из металла, не дающего при ударе искр (медь, латунь, бронза), или омеднен, а режущий стальной инструмент смазывать консистентными смазками или густым мыльным раствором.
Во время работы рабочие обязаны пользоваться установленной для них спецодеждой и спецобувью. Все обособленные производственные помещения на заводе должны быть снабжены аптечками с медицинскими средствами, для оказания неотложной помощи.
Все производственные и подсобные помещения, установки, сооружения и склады должны быть обеспечены первичными средствами пожаротушения и пожарным инвентарем. Во всех местах, представляющих опасность для жизни и здоровья работающих, должны быть вывешены соответствующие предупредительные надписи.
5.4 Вентиляция производственных помещений
.
Производственные помещения нефтегазоперерабатывающих заводов должны быть обеспечены вентиляцией, создающей в зоне пребывания рабочих состояние воздушной среды, соответствующее требованиям санитарных норм. Эксплуатируемые вентиляционные установки должны обеспечивать указанную в проекте эффективность. Общеобменные вентиляционные системы должны работать во все часы работы цеха, а местные вентиляционные установки – в часы использования технологического оборудования, которое они обслуживают. В производственных помещениях, где возможно внезапное интенсивное выделение токсичных, взрывоопасных газов или паров, предусматривается устройство механической аварийной вентиляции с 10-кратным обменом в 1ч. Аварийная вентиляция проектируется с 10-кратным воздухообменом при отсутствии в помещении постоянно действующих механических вытяжных установок. При их наличии, но с воздухообменом менее 10, аварийная вентиляция рассчитывается лишь на дополнительный воздухообмен. Пуск вентиляторов аварийной вытяжки рекомендуется автоматический под действием датчиков-газоанализаторов. Кроме этого необходимо предусматривать дистанционный запуск аварийной вентиляции у основных наружных дверей. Контроль за технической и санитарной эффективностью работы вентиляционных установок возлагается на главного механика предприятия. Непосредственную работу по эксплуатации вентиляционных установок в сменах выполняют лица, обслуживающие производственные участки, на которых находятся такие установки. На все вентиляционные установки должны быть заведены паспорта по установленной форме и журналы по их ремонту и эксплуатации. Паспорт составляется согласно действующим правилам(СНиП РК 4.02-05-2001).
В дефектной ведомости ремонта производственной установки или агрегата должны быть предусмотрены ремонт и проверка исправности вентиляционных установок. Принимать производственную установку из ремонта без приведения в порядок вентиляционных установок запрещается. В местах постоянного выделения вредных паров, газов или пыли должны быть смонтированы местные отсосы.
Использовать помещения вентиляционных камер под складские и загромождать из посторонними предметами запрещается.
5.5 Отопление производственных помещений.
Производственные помещения нефтегазоперерабатывающих заводов оборудуются отопительными устройствами и нагревательными приборами, отвечающими требованиям санитарных и противопожарных норм. Для отопления помещений должны применяться централизованные системы, использующие в качестве теплоносителя горячую воду, пар или нагретый воздух. Производственные помещения с технологическими тепловыделениями должны быть оборудованы дежурным отопительным устройством для поддерживания температуры не ниже 50
С во время ремонтных работ аппаратуры и оборудования, расположенных в этих зданиях. Для местностей с расчетной наружной температурой -50
С и выше системы дежурного отопления не предусматривается (СНиП РК 02-006-2001).
Рециркуляция воздуха при устройстве воздушного отопления совместно с приточной вентиляцией запрещается.
5.6 Бытовые помещения и медицинское обслуживание
.
Каждое предприятие должно иметь бытовые помещения: гардеробные, для обезвреживания, сушки и обеспыливания одежды, прачечные, уборные, умывальные, душевые, курительные, личной гигиены женщины, для приема пищи и обогревания рабочих и др. в соответствии с требованиями «Санитарных норм проектирования промышленных предприятий». В производственных помещениях запрещается хранить и принимать пищу. Прием пищи и спецмолока должен производиться в выделенном для этой цели помещении. Перед принятием пищи необходимо тщательно с мылом вымыть руки. Вынос спецмолока с территории предприятия запрещается. Хранение домашней одежды и спецодежды в бытовых помещениях должно производиться в соответствии с требованиями санитарных норм (СН 245-01).
При ожогах, ранениях, отравлениях или других несчастных случаях любой работник завода, обнаруживший это, должен сообщить администрации, здравпункту или газоспасательной станции и приступить к оказанию помощи пострадавшему. Все работники должны быть информированы о способах наиболее быстрой связи со здравпунктом, газоспасательной и пожарной командами завода[20].
5.7 Водоснабжение
Качество воды, подаваемой для хозяйственно-питьевых нужд и душевых устройств, должно удовлетворять требованиям соответствующих ГОСТов. Соединение сетей хозяйственно-питьевых водопроводов с промышленными, а также с технологическими трубопроводами не допускается. Питьевая вода должна поступать через питьевые фонтанчики, устроенные таким образом, чтобы исключить возможность прикосновения губ к крану. Кроме того, на каждом заводе должно быть предусмотрено снабжение рабочих охлажденной газированной водой, а в горячих цехах - охлажденной газированной подсоленной водой.
5.8 Канализация.
Производственные здания и территория завода, должны быть оборудованы закрытой промышленной канализацией для отвода ливневых вод и промышленных стоков от цехов, технологических установок, резервуарных парков, насосных, сливо-наливных эстакад и т.п.
Канализационная сеть на всем протяжении должна быть закрытой.
На открытых площадках допускается устройство лотков для отвода ливневых (дождевых) вод.
Устройство и содержание промышленной канализации должно соответствовать «Указаниям по строительству проектированию предприятий, зданий и сооружений нефтегазоперерабатывающей промышленности», «Санитарным нормам проектирования промышленных предприятий» и др. нормативной документации. Во избежание распространения огня по сети промышленной канализации во время пожара, на ней в специальных колодцах должны быть установлены гидравлические затворы.
Такие затворы необходимо устанавливать на всех выпусках от помещений с технологической аппаратурой, площадок технологических установок, групп аппаратов, насосных, котельных, сливо-наливных эстакад и т.п. Конструкция гидрозатвора должна обеспечивать удобство его очистки.
В каждом гидравлическом затворе высота слоя воды, образующей затвор, должна быть не менее 0,25м. Эксплуатация канализации с неисправными или неправильно выполненными гидрозатворами, а также без них запрещается. Колодцы закрытой сети промышленной канализации должны постоянно содержаться закрытыми, а крышки-засыпанными слоем песка не менее 10 см в стальном, железобетонном или кирпичном кольце. Условия образования и спуска сточных вод в водоемы должны соответствовать требованиям «Правил охраны поверхносных вод от загрязнений сточными водами» и в каждом отдельном случае согласовываться с органами Госсаннадзора. За сбросом сточных вод, степенью их загрязненности и эффективностью работы очистных сооружений должен быть установлен лабораторный контроль. Содержание нефтепродуктов и других вредных веществ в стоках не должно превышать установленных норм.
Вокруг каждой нефтеловушки должно быть устроено ограждение из несгораемых материалов высотой не менее 1м. Канализационные сети надлежит периодически осматривать и очищать. Осмотр и очистка канализационных труб, колодцев лотков, гидрозатворов должны производится по графику, разработанному заводом, с соблюдением правил производства газоопасных работ.
В помещения насосных станций загрязненных сточных вод обязательна установка автоматических приборов-сигнализаторов наличия горючих паров и газов, отрегулированных на максимально допустимые довзрывоопасные концентрации. Установка приборов и выбор способа сигнализации должны соответствовать требованиям «Технических условий установки газоанализаторов-сигнализаторов».
При наличии специальных производств на территории нефтегазоперерабатывающих заводов и в производственных зданиях должна быть сооружена канализация специального назначения, соединяющаяся с общей только после соответствующего обезвреживания специальных стоков (например, кислые воды перед спуском в общую канализацию должны быть предварительно нейтрализованы и т.п. Температура производственных сточных вод при сбросе в канализацию не должна превышать 400
С. Допускается сброс небольших количеств воды с более высокой температурой в коллекторы, имеющие постоянный расход, с таким расчетом, чтобы температура общего стока не превышала 350
С. Спуск токсичных, а также пожаро - взрывоопасных продуктов из технологических аппаратов и емкостей в канализационные системы даже в аварийных случаях запрещается. Для этих целей необходимо предусматривать специальные емкости. Не допускается спуск в промышленную канализацию различных потоков сточных вод, смешение которых может привести к каким-либо реакциям, сопровождающимся выделением тепла, горючих и токсичных газов, а также твердых осадков.
5.9 Нормы применения средств тушения пожаров нефти и нефтепродуктов в резервуарах
В качестве основного средства тушения пожаров нефти и нефтепродуктов в резервуарах принимается воздушно-механическая пена средней кратности. Допускается применение воздушно-механической пены низкой кратности при тушении пожаров в резервуарах. Химическая пена на объектах и в гарнизонах пожарной охраны, в которых имеется запас пеногенераторного порошка, используется как резервное средство тушения пожара.
Расчетное время тушения пожаров нефтепродуктов принимается равным:
- для воздушно-механической пены средней кратности – 10 мин при трехкратном запасе пенообразователя;
- для воздушно-механической пены низкой кратности – 10 мин при трехкратном запасе пенообразователя;
- для химической пены – 25 мин при запасе порошка 25% от расчетного количества (нижний уровень взлива);
- при применении распыленной воды – 1мин.
Расчетное число генераторов для тушения пожара (стволов воздушно-механической пены низкой кратности) определяется путем деления величины расхода раствора пенообразователя, необходимого для тушения пожара в резервуаре (Q=IF0
), на расход раствора одним генератором (л/с). Результат округляется до целого числа в большую сторону.
5.10 Организация тушения пожара
Боевые действия пожарных подразделений по тушению пожара в резервуарном парке (резервуаре) хранения нефти и нефтепродуктов должны быть организованы с учетом сложившейся установки, рекомендаций и указаний оперативного плана тушения пожара на данном объекте (НПБ 105-95).
При этом руководитель тушения пожаров (РТП) в первую очередь обязан:
- провести разведку пожара;
- немедленно организовать требуемое охлаждение горящего в соседних с ним резервуаров;
- организовать подготовку пенной атаки;
- создать на месте пожара оперативный штаб тушения пожара с обязательным включением в его состав представителей администрации и инженерно- технического персонала объекта;
-лично и с помощью специально назначенных работников объекта и пожарной охраны принять меры к соблюдению необходимых требований техники безопасности (ППБ-01-93).
РТП из лиц начсостава пожарной охраны назначает начальника тыла, ответственных за охлаждение горящего и соседних резервуаров, за подготовку пенной атаки, за соблюдение техники безопасности. При необходимости в помощь указанным лицам назначаются 1-2 помощника.
Одновременно через представителей администрации в составе штаба или лично руководителю объекта РТП ставит задачи, которые должны быть выполнены рабочими и инженерно-техническим персоналом предприятия.
РТП лично контролирует ход подготовки пенной атаки, определяет места установки пеноподъемников, проверяет правильность расчетных данных на проведение пенной атаки.
5.11 Расчет расхода воды на внутреннее тушение пожара
Необходимо определить расход воды на тушение пожара в здании объемом менее 25 тыс. м . .
Определяем расход воды на внутренне пожаротушение Q , литров, из выражения: , литров, из выражения:
Qв
= nс
qс
tn
ж
где необходимое число струй nс
=1 и расход воды в одной струе qс
=2,5 л/с приняты по таблице 5.1.
Таблица 5.1
Нормы расхода воды на внутреннее тушение пожара
| Назначение зданий
|
Объем зданий, тыс. м
|
Число
струй nс
|
Расход воды одной струей qс
, л/с
|
| Производственные
|
любой
|
2
|
2,5
|
| Общественные и вспомогательные
|
>
25
|
2
|
2,5
|
| То же
|
<
25
|
1
|
2,5
|
Задаемся временем тушения пожара tn
ж
=360 с:
Qв
=1 · 2,5 · 360 = 900л
Расход воды на тушение пожара составляет 900 литров, что отвечает требованиям СНиП 21-01-97.
5.12 Шум и вибрация.
Шум и вибрация представляют собой механические колебания, распространяющиеся в газообразной, жидкой и твердой средах. Если число колебаний в секунду не превышает 16, то они воспринимаются как вибрация. Колебания, распространяющиеся через воздух с частотой от 16 до 20тысяч в секунду, воспринимаются как шум, колебания с частотой выше этого предела ухом человека не воспринимаются и называются ультразвуковым. Однако нельзя провести точной границы, она зависит от субъективного восприятия каждого человека (ГОСТ 12.003-01 ССБТ).
Шум и вибрация неблагоприятно отражаются на организм человека. Помимо того, что приводит к преждевременному износу деталей механизмов, а иногда к авариям, она вызывает так называемую вибрационную болезнь. Болезнь проявляется в виде боли в руках, особенно ночью, в мышечной слабости и быстрой утомляемости; особенно неблагоприятно вибрация отражается на женском организме. Шум вредно действует на сердечно - сосудистую и нервную системы организма, вызывает снижение слуха и даже стойкую глухоту, является причиной снижения работоспособности, ослабления памяти, внимания, остроты зрения, что увеличивает возможность травматизма.
Для устранения уровня шума и вибраций, создаваемых электродвигателями насосов и компрессоров, а также от шума создаваемого от движения продуктов установки по трубам, по реакторам, сепараторам, форсункам распылительного действия, применяют ряд мер. Например, при конструировании машин и оборудования, там, где это возможно заменяют возвратно-поступательное движение вращательным, применяют лучшие кинематические схемы с более равномерным ходом, ослабляют звучание ударных частей, уменьшая размах колебаний и ограничивая размеры поверхностей соударяющихся деталей, уравновешивают движущиеся части. Вместо металлических деталей, все шире применяют бесшумные пластиковые.
Большое значение для снижения шума и вибрации имеет правильное эксплуатирование оборудования[21].
5.13 Расчет заземления
Необходимо определить ток, проходящий через тело человека, коснувшегося зануленного корпуса в момент замыкания, и допустимое время срабатывания защиты. Исходные данные: Uф
= 220В; Zн
n
= 2Zф
; Rn
=R ; Zt ; Zt
 0 (сопротивление обмоток трансформатора мало): Rh
=1000 Ом. 0 (сопротивление обмоток трансформатора мало): Rh
=1000 Ом.
Определим ток, проходящий через тело человека при повторном заземлении нулевого провода:
Ih
=Ik
∙ Zн
n
∙Rn
/[(Ro
+Rn
)Rh
]
или
Ih
=Uf
/(Zf
+2Zf
)∙2Zf
∙(Rn
/2Rn
)∙1/Rh
=Uф
/3Rh
то есть
Ih
=220/3∙1000=0,073А
Допустимое время срабатывания защиты по условиям безопасности должно быть не более величины, определяемой выражением
tоткл.доп
=50/Ih=50/73=0,68с
Определяем для сравнения величину тока, проходящего через тело человека при отсутствии повторного заземления (Rn
=0):
Ih
=Uф
/Zф
+2Zф
∙2Zф
∙1/Rh
=(2∙220)/(3∙1000)=0,146А
Чтобы обеспечить безопасность в этом случае, максимально допустимое время работы защиты должно быть в два раза меньше, то есть:
tотк.доп
=50/146=0,34c(ПТЭиПТБ-2000)
Представленные разработки в виде расчетов по безопасности и охране труда отвечают требованиям нормативных документов по безопасности и охране труда и требованиям структур Госнадзора Республики Казахстан по безопасности и охране труда[22].
5.14 Характеристика опасности установки гидроочистки
Технологический процесс установки гидроочистки связан с переработкой дизельной фракции при высокой температуре, около 450о
С. По пожарной опасности процесс относится к категории А. При нарушении технологического процесса или несоблюдении требований безопасности эксплуатации возможно возникновение пожаров и взрывов, вызывающих аварии, ожоги, травмы.
Продукты, используемые в технологическом процессе, являются, как правило, вредными веществами и при несоблюдении правил безопасности могут оказывать отравляющее действие на организм человека. Ядовитые вещества в основном попадают в организм через дыхательные пути, поэтому не следует допускать разлива нефтепродуктов, своевременно устранять утечки, не допускать опасной концентрации вредных веществ, строго соблюдать правила техники безопасности.
Пожарная безопасность определяется наличием на установке жидких и газообразных нефтепродуктов, водорода и других являющихся легковоспламеняющимися веществами и образующими с воздухом взрывоопасные смеси; наличие открытого огня в топках печей; наличием нагревательных аппаратов и трубопроводов с высокой температурой стенки; возможность появления пропусков в соединениях при несвоевременном устранении неисправностей[23].
6 Охрана окружающей среды
6.1 Нефтеперерабатывающие заводы как источник загрязнения среды
Нефтеперерабатывающие заводы (НПЗ) относятся к промышленным предприятиям с высоким уровнем потребления воды как свежей, так и оборотной. Они обычно размещаются у водоемов, используемых для разных целей, в том числе и для нужд населения. Это делает проблему охраны водных ресурсов от загрязнения отходами нефтеперерабатывающей промышленности особенно актуальной. Кроме того, НПЗ являются источником загрязнения атмосферного воздуха. Даже на современных крупных предприятиях в год в атмосферу выделяются десятки тысяч тонн углеводородов, оксидов углерода и диоксида серы, тысячи тонн сероводорода, которые распространяются на большие расстояния от заводов.
Современные НПЗ делятся на топливные и топливно-масляные или топливные и топливно-масляные с нефтехимическим производством. Технология переработки нефти и имеющиеся в ней различия в зависимости от профиля производства, глубина переработки нефти и ассортимент конечных продуктов вместе определяют и состав отходов завода.
Основные технологические процессы переработки нефти включают подготовку нефти, ее обезвоживание и обессоливание, атмосферную и вакуумную перегонку, деструктивную переработку (крекинг, гидрогенизацию, изомеризацию), равно как и очистку светлых продуктов, получение и очистку масел.
Расход воды для производственных целей и объем сточных вод возрастают с глубиной переработки нефти. Содержание же различных загрязняющих веществ в сточных водах определяется качеством перерабатываемой нефти, технологии ее переработки и качеством конечных продуктов производства. Наибольший расход воды отмечается на стадии подготовки нефти, в процессе ее обезвоживания и обессоливания.
Объем и качество потребляемой в технологическом процессе воды и состав отводимых в открытые водоемы сточных вод зависят не только от технологии производства и вида выпускаемой продукции, но и от уровня технического оснащения предприятия, внутри- и внезаводских очистных сооружений и установок. Особенностью предприятий нефтеперерабатывающей промышленности является то, что сточные воды образуются, как правило, не от изолированных производственных процессов или агрегатов, а являются совокупностью потоков, собираемых от предприятия в целом.
В связи с этим эффективными являются технологические мероприятия, существенно изменяющие не только качественный состав сточных вод, но и их объем. Так, заменяя при обезвоживании нефти анионоактивные ПАВ на неионогенные, в несколько десятков раз снижают концентрацию нефти в сточных водах после установок электрообессоливания. В результате повторного использования воды II ступени обессоливания нефти на I ступени сокращается на 4-6% объем сточных вод второй системы промышленной канализации. За счет организации раздельных канализационных систем удается возвращать в систему оборотного водоснабжения до 97-98% воды.
Из перспективных технологических мероприятий, внедряемых на НПЗ в настоящее время и закладываемых в проекты строительства новых и реконструкции старых предприятий, в первую очередь называют освоение агрегатов большой мощности и использование в оборотных системах биохимически очищенных сточных вод. Внедрение новых технологических решений сопровождается высоким экономическим эффектом за счет лучшего применения сырьевых ресурсов, большего выхода продукции, расширения ее ассортимента. Во многих случаях это одновременно решает и проблему охраны окружающей среды.
6.2 Производственные сточные воды на НПЗ
.
Они образуются практически на всех технологических установках. В зависимости от источников образования их подразделяют на следующие виды:
- нейтральные нефтесодержащие сточные воды составляют основную часть воды первой системы промышленно-ливневой канализации. К ни относятся сточные воды, получающиеся при конденсации, охлаждении и водной промывке нефтепродуктов, после очистки аппаратуры, смыва полов в производственных помещениях, от охлаждения втулок сальников насосов, дренажные воды из лотков технологических аппаратов, а также ливневые воды с площадок технологических установок. В этих водах нефть присутствует преимущественно в виде эмульсии. Ее концентрация достигает 5-8 г/л, а общее содержание солей – 700-1500мг/л. Сравнительно невысокое количество солей позволяет использовать сточные воды (после действующей очистки) для пополнения систем оборотного водоснабжения;
- солесодержащие сточные воды с высокой концентрацией эмульгированной нефти и большим количеством растворенных солей, в основном NaCI, поступают от электрообессоливающих установок и сырьевых парков. К ним также относятся дождевые воды с территории указанных объектов. Предельно допустимое содержание нефтепродуктов в них не должно превышать 10 г/л. Исследования таких стоков показывают, что содержание нефти в отдельных пробах может доходить до 30г/л, что связано с герметичностью технологического оборудовании и дефектами в эксплуатации. Содержание солей в водах этой группы зависит главным образом от качества нефтей, поступающих на завод;
- сернисто-щелочные сточные воды получаются от защелачивания светлых нефтепродуктов и сжиженных газов. В процессе щелочной очистки из нефтепродуктов удаляются главным образом сероводород Н2
S, меркаптаны RSH, фенолы C6
H5
OH и нафтеновые кислоты. Состав сернисто-щелочных сточных вод этой категории должен соответствовать определенным технологическим требованиям, однако он отличается от установленных нормативов. Периодичность сброса отработанных щелочей в сернисто-щелочную канализацию на различных заводах колеблется от нескольких до 45 дней в зависимости от типа технологических установок и их мощности, принятого режима переработки нефти, качества получаемого исходного сырья, схемы защелачивания, гидравлической нагрузки на щелочные отстойники и ряда других факторов. Среднесуточный сброс этих вод колеблется от 0,0009 до 0,0019 м3
на 1т перерабатываемой нефти;
- кислые сточные воды от цеха регенерации серной кислоты образуются в результате неплотностей соединений в аппаратуре, а также потерь кислоты из-за коррозии аппаратуры. Они содержат в своем составе до 1г/л серной кислоты.
- сероводородсодержащие сточные воды поступают в основном от барометрических конденсаторов смешения, а при их замене на поверхностные объем этих вод сокращается в 40-50 раз. Кроме указанных вод сероводород содержится и в так называемых технологических конденсатах установок каталитического крекинга, замедленного коксования, гидроочистки и гидрокрекинга, но в этих сточных водах помимо сероводорода Н2
S присутствуют фенол C6
H5
OH и аммиак NH3
. При объединении НПЗ и нефтехимических производств появляются еще и сточные воды, загрязненные продуктами нефтехимического синтеза. Их состав обусловлен видом получаемой продукции. Из других источников образования сточных вод следует отметить сточные воды от смесительных установок и эстакад по наливу «этилированных» бензинов, в которых содержится до 10 мг/л нефтепродуктов и тетраэтилсвинец (С2
Н5
)4
Pb. Таким образом, в сточные воды НПЗ попадает большое количество органических веществ, из которых наиболее значимы конечные и промежуточные продукты перегонки нефти, сама нефть, нафтеновые кислоты и их соли, деэмульгаторы, смолы, фенолы, бензол, толуол. В сточных водах содержатся также песок, частицы глины, кислоты и их соли, щелочи.
Приведенные данные показывают, что содержание отдельных соединений в сточных водах колеблется в широких пределах, например, для фенолов и нефти в сернисто-щелочных сточных водах. Наиболее опасным для биологических очистных сооружений и водоемов являются сульфиды и сульфогидраты, присутствие которых в воде водоемов хозяйственно-питьевого, рыбохозяйственного и культурно-бытового водопользования не допускается вовсе.
Нефть и нефтепродукты в производственных сточных водах содержатся в растворенном, коллоидном или эмульгированном состоянии. Большинство растворенных в воде органических веществ, как правило, определяются суммарно через биохимическое потребление кислорода пробой воды. Общее количество сточных вод, образующихся на НПЗ, зависит от ряда факторов, важнейшим из которых является продувка систем оборотного водоснабжения.
6.3 Источники выбросов НПЗ в атмосферный воздух
Среди загрязнений воздушной среды выбросами НПЗ (сероводород, сернистый газ, оксиды азота, оксид углерода, углеводороды и другие токсичные вещества) основными являются углеводороды и сернистый газ. Степень загрязнения заводом воздушной среды, зависит от применяемой техники и технологии, а также от масштабов переработки нефти.
По содержанию серы нефти условно классифицируют на малосернистые (до 0,5%), сернистые (до 2%) и высокосернистые (свыше 2%). Рост добычи и поступление в переработку сернистых и высокосернистых нефтей ухудшают качественные показатели нефтепродуктов, ведут к повышенной коррозии и преждевременному износу трубопроводов, арматуры, к сверхнормативным простоям установок, сокращению межремонтных циклов, значительным затратам на текущий и капитальный ремонт, увеличению загрязненности, образованию накипи в теплообменных аппаратах и прогоранию печных труб. При переработке высокосернистых нефтей и получении из них нефтепродуктов с малым содержанием серы усложняются технологические схемы заводов, уменьшается выход светлых нефтепродуктов, требуется более глубокая их очистка и облагораживание.
Но самыми крупными источниками загрязнения атмосферного воздуха являются заводские резервуары для хранения нефти и нефтепродуктов при обычном атмосферном давлении. Выброс осуществляется через специальные «дыхательные» клапаны при небольшом избыточном давлении паров нефтепродукта или при вакууме в резервуаре, а также через открытые люки и возможные неплотности в кровле резервуара. Особенно увеличивается выброс при заполнении резервуара нефтью или нефтепродуктом, в результате чего из газового пространства вытесняются в атмосферу, как правило пары легких компонентов нефтей. Дополнительная загазованность атмосферы происходит и при нарушении герметичности резервуаров за счет коррозии крыши, если переработке подвергаются сернистые нефти. При негерметичной крыше резервуара происходит «выветривание» газового пространства: более тяжелые пары продукта выходят снизу, а воздух в таком же объеме выходит сверху. При наличии ветра потери от вентиляции газового пространства увеличиваются во много раз, отмечается загрязнение большой территории.
6.4 Меры борьбы с загрязнениями
Для предотвращения загрязнения атмосферного воздуха вредными веществами необходимо создание безотходных производств. Ликвидация или сокращение вредных выбросов от организованных источников возможны путем перехода на новую, более совершенную технологию, внедрения схем сбора и возврата продуктов в технологические процессы, оснащения предприятий эффективными газо-пылеулавливающими и очистными устройствами с дальнейшей утилизацией вредных отходов.
Количество выделяемых в процессе гидроочистки сероводорода и аммиака, можно уменьшить за счет снижения удельного расхода топлива. Основные мероприятия по экономии топлива на нефтеперерабатывающих заводах – улучшение режима работы и горения в печах технологических установок, повышение КПД печей в результате использования тепла уходящих дымовых газов, путем установки воздухонагревателей, котлов – утилизаторов и других устройств, а также применение современных форсунок и горелок для сжигания жидкого и газообразного топлива. Если в качестве топлива применяют углеводородные газы процессов переработки нефти, их следует очистить от сероводорода абсорбционным методом, а выделенный при этом H2
S используют в дальнейшем в качестве сырья для производства серы или серной кислоты. Категория опасности предприятия (КОП) определяем по уравнению:
КОП=(Mi
/ПДК)Ci
где Mi
- масса вещества т/г; Ci
- безразмерная величина, определяемая по таблице 6.1.
Таблица 6.1
Значение  для веществ различных классов опасности для веществ различных классов опасности
| Константа
|
Класс опасности
|
| 1
|
2
|
3
|
4
|
| Сi
|
1.7
|
1.3
|
1.0
|
0.9
|
КОП=(0,048/0,008)13
+(140/0,05)1
+(100/1)0,9
=2873,3т
Установка относится к ΙΙΙ категории опасности – умеренно опасная (таблица 6.2).
Таблица 6.2
Граничные условия для деления предприятий на категории опасности в зависимости от значения КОП
| Категория опасности
|
Значение КОП
|
| Ι
|
КОП≥106
|
| ΙΙ
|
106
≥КОП≥104
|
| ΙΙΙ
|
104
≥КОП≥103
|
| ΙV
|
КОП≤103
|
Расчет приведенного годового нормативного объема выбросов предприятия в атмосферу:
Ii
=∑mn
∙Ki
где Mn
- приведенный годовой нормативный объем выбросов предприятия в атмосферу;
Кi
- коэффициент приведения, учитывающий относительную опасность i-го загрязняющего вещества (1/ПДК);
КHS
=1/0,008=125
КSO
=1/0,05=20
КУВ
=1/1,0=1
Мн
=125∙0,048+20∙140+1,0∙100=2906 условных тонн в год[24].
Региональный норматив платы составляет Р = 870 тенге/условные тонны, тогда экологические платежи составят:
П=Р∙М
П=870∙2906=2528220тенге
6.5 Сооружения по очистке сточных вод
Значительная часть НПЗ в настоящее время оснащена эффективными одно или двухступенчатыми сооружениями и системами механической и биохимической очистки, включающими нефтеловушки, пруды дополнительного отстоя, песчаные фильтры. Открытые поверхности очистных сооружений являются источниками загрязнения атмосферного воздуха и окружающей территории продуктами нефтепереработки. У работающих фильтров концентрация сероводорода и паров углеводородов выше, чем у фильтров, остановленных на промывку, так как промывная вода менее насыщена продуктом.
Нефтепродукты, поступающие с оборотной водой, в основном испаряются воздухом. Сточные воды, отходящие от барометрических конденсаторов, сбросы охлаждающей воды из конденсаторов смешение паров, образующихся при охлаждении кокса на установках замедленного коксования, являются источниками загрязнения атмосферы сероводородом. Технологические конденсаты после атмосферных и атмосферно-вакуумных установок также служат источниками загрязнения атмосферного воздуха сероводородом.
Пары нефтепродуктов выделяются в воздух через неплотности оборудования, арматуры и фланцевых соединений, сальниковые устройства насосов и компрессоров. Число насосов и компрессоров на НПЗ средней производительности составляет более 1000. Каждая задвижка, фланцевое соединение, предохранительный клапан и сальник насоса – потенциальные источники загрязнения атмосферного воздуха. При нормальной работе от одного насоса выделяется 1 кг газов и паров в час, а от одного компрессора – даже 3 кг/ч. Фактические выделения часто превышают эти цифры в 2-3 раза, и для насосной при 20 насосах они могут составлять 20-60кг/ч, для компрессорной при 5 компрессорах- от 15 до 45кг/ч.
Выбросы углеводородов в атмосферу на НПЗ через предохранительные клапаны достаточно велики. На НПЗ мощностью 12млн. т/год через предохранительные клапаны выбрасывается в сутки около 100т углеводородов. Кроме того, необходимо учитывать выбросы в результате недостаточной герметизации оборудования и арматуры. Дымовые газы трубчатых печей технологических установок являются источниками выброса в воздух сернистого ангидрида, оксидов углерода и азота. Сернокислотная очистка парафина и масел, сульфирование при получении поверхностно-активных веществ и многие другие процессы в нефтеперерабатывающей промышленности тоже дают выбросы сернистых газов в атмосферу.
Таким образом, на современных нефтеперерабатывающих заводах имеется большое число источников газовыделений, рассредоточенных по разным высотам, что способствует диффузному загрязнению атмосферного воздуха площадки по всем зонам от 1,5 до 60м.
Загрязнение воздушного бассейна НПЗ определяется технологическими особенностями установок, степенью герметизации оборудования и размещением отдельных объектов на территории завода. Это выдвигает вопрос о борьбе с загрязнением воздушной среды от выбросов НПЗ в качестве важнейшей современной проблемы[25].
7 Технико – экономические показатели процесса
7.1 Расчет капитальных затрат
В процессе расчета капитальных затрат используются данные базового предприятия, которые приведены в таблице 7.1.
Таблица 7.1.
Первоначальная стоимость производственных фондов установки.
| Наименование основных
производственных фондов
|
Первоначальная
стоимость
|
| тенге
|
%
|
| Здания
Сооружения и передаточные устройства
Прочие рабочие машины
Хозяйственный инвентарь
Итого:
|
4284000
20014000
51000
11000
24360000
|
17.58
82.15
0.209
0.045
100
|
Рассчитываем удельные капитальные вложения: на 1 тонну продукта
Куд
=(Ф/Qфак
) ∙ 100=(24360000/2100000) ∙100=1160 тенге,
где: Ф – стоимость основных фондов действующей установки, т. тенге.
Qфак
- производительность.
Капитальные затраты проектируемой установки:
К – 24360000тенге.
7.2 Организация производства
7.2.1 Расчет численности основных производственных рабочих
Используя график стоимости, условия труда на установке составляет баланс рабочего времени одного списочного рабочего. Так как в нефтеперерабатывающей промышленности характерен непрерывный процесс производства, то составляют баланс для этого процесса производства. Для расчета баланса времени определяют календарный, номинальный и эффективный фонд времени. Календарный фонд составляет 365 дней, из которых следует учит, не рабочие дни, дни затраченные на ремонт, аварийных установок, здании и сооружений. Отпуска в связи с вредоносностью предприятия, декретные отпуска (таблица 7.2).
Таблица 7.2
Расчет баланса рабочего времени
| Наименование показателей
|
Дни
|
| Календарное число дней
Не рабочие дни
Выходные
Итого:
Номинальное число дней
Планируемые невыходы:
Очередные и дополнительные отпуска
Невыходы по болезни
Выполнение общественных обязанностей
Отпуска в связи с учебой без отрыва от производства
Итого:
Эффективный фонд времени; дни
Эффективный фонд времени; час
|
365
65
65
300
24
12
1
1
38
262
2096
|
Списочную численность определяют:
Нсп
=Няв
∙Кне
,
где Кне
- коэффициент учитывающий не выходы на работу:
Кне
=Тн
/Тэф
=300/262=1,1
Расчет численности основных производственных рабочих приведен в таблице 7.3.
Таблица 7.3
Расчет численности основных производственных рабочих
| Наименование профессии рабочих
|
Разряд
|
Явочная численность
|
Система оплаты
|
Штатное число рабочих
|
| в смену
|
в сутки
|
| Старший оператор ТУ
Оператор
Оператор
Машинист
Машинист
Итого:
|
6
5
3
5
4
-
|
2
2
2
2
2
10
|
6
6
6
6
6
30
|
повре –
менная
|
6
6
6
6
6
30
|
7.2.2
Расчет годового фонда заработной платы основных производственных рабочих.
Данные для расчета заработной платы рабочих приведен в таблице 7.4.
Таблица 7.4
Исходные данные для расчета годового фонда заработной платы
| Наименование профессии рабочих
|
Коли-
чество
|
Тариф разряды
|
Тариф ставки
|
Размер
премии,
%
|
| Часовые
тенге
|
Дневные
тенге
|
| Старший оператор ТУ
Оператор
Оператор
Машинист
Машинист
|
6
6
6
6
6
|
6
5
3
5
4
|
140.64
131.8
116.6
131.8
120.5
|
1125.1
1054.4
932.8
1054.4
964.0
|
50
|
Определяем фонд заработной платы по тарифу:
Фт
=Dст
∙Н∙Тэф
где: Dст
- дневная тарифная ставка, тенге; Тэф
- эффективный фонд времени.
Dст
=(1125,1∙6+1054,4∙6+932,8∙6+1054,4∙6+964∙6)/30
Фт
=1025,14∙30∙236=7265071,2
Фонд премии:
Фпрем
=(Фт
∙П)/100=(7265071,2∙50)/100=3632535,6тенге
Доплата за работу в ночное время:
Dноч
=(Фт
∙h)/Тсут
∙hноч
=7265071,2/24∙0,2=486390,36тенге
Доплата за работу в праздничные дни:
Dпразд
=(Фт
∙2,4)/100=(7295855,4∙2,4)/100=174361,7тенге
При непрерывном режиме работы при продолжительности смены 8 часов, имеет место переработка часов по графику.
Доплата за переработку определяется:
tперер
=Тпл
-Тн
=12дней
Dперер
=(Dст
∙tперер
)/К=(1026,14∙12)/2=6156,84тенге
Определяем основной фонд заработной платы:
Фосн
=Фт
+Фпрем
+Dноч
+Dпразд
+Dперер
=
7265071,2+3632535,6+486390,3+17436,7+6156,84=11564515,6тенге
Дополнительная заработная плата:
Фдоп
=(Фосн
∙D)/Тэф
=(11564515,6∙38)/236=1862083тенге
где: D - дни невыхода = 38 дней
Полный фонд заработной платы:
Фполн
=Фосн
+Фдоп
=13426598,6тенге
Определяем полный фонд заработной платы с учетом районного коэффициента:
Фполн.РК
=1,5(Фосн
+Фдоп
)=201398979тенге
Определяем отчисления на пенсионный фонд:
Фпф
=(Фполн
∙10%)/100=2013989,7тенге
Определяем среднемесячную заработную плату:
Фср.м.
=Фполн.РК
/(Нк
∙12)=20139897,9/(30∙12)=55944,1тенге
Затраты на сырье и вспомогательные материалы приведены в таблице 7.5.
Таблица 7.5
Расчет затрат на сырье и вспомогательные материалы
| Наименование сырья и вспомогательного материала
|
Количество на которое установлена норма расхода
|
Норма расхода
|
Годовой
расход
|
Цена
|
Сумма на весь объем тыс. тенге
|
| Сырая нефть
Катализатор
Итого:
|
2100000
90000
-
|
1
0,005
-
|
2100000
90000
-
|
50314
30000
-
|
105659400
2700000
108359400
|
Расчет затрат на топливо и энергию приведен в таблице 7.6.
Таблица 7.6
Расчет затрат на топливо и энергию.
| Виды энергоресурсов
|
Коли –
чество
|
Норма
|
Годовой
расход
|
Цена
|
Сумма тыс.тенге
|
| Топливо, т у. т/т
Электроэнергия, кВт*ч/т
Оборотная вода, м3
/т
Итого:
|
1741500
1741500
1741500
-
|
0.049
0.298
0.253
-
|
85333.5
518967.0
440599.5
-
|
2880
327
822.7
-
|
245760.5
169702.2
362481.2
777943.9
|
Расчет амортизационных отчислений:
А=(Произ.фонды*норма амортиз.)/100=24360000*10,5/100=2557800
Затраты на текущий ремонт
Зтр
=H∙Q,
где: Н- норма на текущий ремонт; Q- производительность, т/год.
Зтр
=20∙2100=42000тыс.тенге
Затраты на содержание и эксплуатацию оборудования
Зс.эк.
=А+Зтр
=89827.5+42000=131827.5тыс.тенге
Расчет затрат на внутризаводскую перекачку
Зв.п.
=Qпр
∙С=2100∙60.8=127680тыс.тенге,
где: С – себестоимость 1 т перекачки.
Цеховые расходы определяют:
Цр
=(Пр
∙Н)/100=(1059605.27∙2.8)/100=29668.9тыс.тенге,
где: Н – 2.8 цеховые расходы, %
Общезаводские расходы определяют:
Оз
=(Пр
∙Но.р
)/100=(1059605.27∙1.4)/100=148344.7тыс.тенге
В таблице 7.7 приведены основные суммы прямых затрат, которые являются обязательными.
Таблица 7.7
Сумма прямых затрат
| Наименование статей
|
Сумма тыс. тенге
|
| Топливо и энергетика
Заработная плата
Отчисление в пенсионный фонд
Затраты на содержание и эксплуатацию оборудования
Внутризаводская перекачка
Итого:
|
777943.9
20139.89
2013.98
131827.5
127680
1059605.27
|
Путем суммирования всех статей затрат определяют производственную себестоимость всей выработанной продукции:
Св.пр.
=Зс.всп.мат
+Пр
+Оз
+Цр
=108359400+1059605.27+148344.7+29668.9=
=109597018.9тенге
Стоимость товарного дизельного топлива приведена в таблице 7.8.
Таблица 7.8
Стоимость товарной продукции
| Наименование товарной продукции
|
Количество
тонн реализованной продукции
|
Себестоимость
|
Цена
|
| 1 т
тенге
|
Всего
выпуска
тыс. тенге
|
1т
тенге
|
Всего
Выпуска
тыс. тенге
|
| Дизельное топливо
|
1890000
|
52189,05
|
109597018.9
|
67000
|
126630000
|
Показатели трудоемкости:
Тр
=(норма∙часы)/годовой выпуск=(238∙8)/392700=0,0048
Выработка на одного работающего:
Пт.р.
=Тn
/30=7652762/30=255092тыс.тенге/чел
Производительность труда:
Пт
=392700/30=13090т/чел
Прибыль общая:
П=126630000-109597018.9=17032981.1тыс. тенге
Прибыль чистая:
Пч
=П(1-0.21)=17032981.1∙0.79=13456054.9тенге
Стоимость оборотных средств (10% от основных фондов):
24360000/10=2436000тенге
Стоимость всех производственных фондов:
108 359 400+777 943.9+109 597 018.9= 218734362.8тыс.тенге
Срок окупаемости=себестоимость/ч.прибыль:
109597018,9/13456054,9 = 8 лет
Объем выпуска готовой продукции равен 126630000 тыс. тенге.
7.3 Основные технико-экономические показатели
В таблице 7.9 приведены общие итоговые технико – экономические показатели.
Таблица 7.9
Технико-экономические показатели
| Основные показатели
|
Проект
|
| Мощность по готовой продукции, т
|
1890000
|
| Капитальные затраты, тенге
|
24360000
|
| Численность работников, чел.
|
30
|
| Производительность труда, т/чел
|
13090
|
| Себестоимость продукции, тен/т
|
52189.05
|
| Фирменная цена, тен/т
|
67000
|
| Общая прибыль, тыс.тенге
|
17032981.1
|
| Чистая прибыль тыс./тенге
|
13 456 054,9
|
| Объем выпуска, тыс.тенге
|
126630000
|
| Срок окупаемости, год
|
8
|
| Рентабельность
|
12 %
|
ЗАКЛЮЧЕНИЕ
В настоящее время ужесточились требования к товарным нефтепродуктам, в частности, к дизельному топливу.
Использование деструктивных процессов переработки нефти позволяет не только углубить процессы нефтепереработки с целью получения топливных продуктов, но и значительно повысить их качество. Именно к таким процессам относится гидроочистка.
В моем дипломном проекте «Проект установки гидроочистки дизельного топлива», было рассмотрено влияние ужесточенных требований по охране окружающей среды и качеству товарных нефтепродуктов, рассмотрены мероприятия по охране труда и наиболее безопасном использовании установки гидроочистки, введены более совершенные катализаторы, позволяющие увеличить гидрообессеривающую способность, а также снизить содержание азота и кислорода в дизельном топливе, в расчетном разделе проекта приведены данные по материальному и тепловому балансам процесса, рассчитаны размер основного аппарата – реактора гидроочистки, проведен механический расчет для реактора, экономические расчеты и выведены технико-экономические показатели. Большое внимание в проекте было уделено охране окружающей среды; подробно описано влияние нефтеперерабатывающих заводов на экологию, в частности на сточные воды и воздух, а также методам борьбы с загрязнениями.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1 Ахметов С.А. Технология глубокой переработки нефти и газа: Учебное пособие для ВУЗов. Уфа: Гилем, 2002. – 672с.
2 Агабеков В.Е., Косяков В.К., Ложкин В.М. Нефть и газ. Добыча, комплексная переработка и использование. Минск: БГТУ, 2003. 376с.
3 Аспель Н.Б., Дёмкина Г.Г. Гидроочистка моторных топлив – М.: Химия, 1977 . – 407с.
4 Каминский Э.Ф., Хавкин В.А., Курганов В.М. Деароматизация прямогонных дизельных дистиллятов при умеренном давлении водорода. Химия и технология топлив и масел, 1996.- №6. – 274с.
5 СТБ 1658-2006.Топливо для двигателей внутреннего сгорания. Топливо дизельное. Технические требования и методы испытаний. Минск: Госстандарт, 2006. – 358с.
6 И.Н.Дияров и др. «Химия нефти» руководство к лабораторным занятиям, Л.: Химия, 1990. – 423с.
7 Соответствие показателей качества топлива действующим стандартам В.В. Чикулаева, Р.Р. Садыков, Р.Н. Никишин. Интернет-ресурс: М.: Химия, 2005.-200с.
8 Сомов В.Е., Садчиков И.А., Шершун В.Г., Кореляков Л.В. Стратегические приоритеты российских нефтеперерабатывающих предприятий. М.: ЦНИИТЭнефтехим, 2002. – 122с.
9 www.oilgas.kz
10 Омаралиев Т.О. Спецаильная технология производства топлив из нефти и газа.2-е издание. Астана: Фолиант, 2004. – 296с.
11 Эрих В.Н., и др. Химия и технология нефти и газа. Л.: Химия, 1985. – 459с.
12 Petroleum #2(50).Спец. выпуск, посвященный выставке Atyrau Oil and Gas. April 2008. – 97с.
13 Надиров Н.К. Нефть и газ Казахстана: В 2-х частях. Часть 2.-Алматы: Гылым, 1995. – 400с.
14 Б.И. Бондаренко. Альбом технологических процессов переработки нефти и газа: Учебное пособие для студентов вузов, допущено Министерством образования РФ. Москва: изд. «РГУ им. Губкина», 2003. – 202с.
15 Эрих В. Н., Расина М, Г., Рудин М. Г. Химия и технология нефти и газа. Л., Химия, 1977. - 395 с.
16 Суханов В.П. Переработка нефти. Учебник для профессионально -технических учебных заведений. М.: «Высшая школа», 1974. – 476с.
17 Справочник нефтехимика. Ч1.Л.: Наука,1978. – 541с.
18 Танатаров Т.А.Основы расчетов технологических установок переработки нефти. М.: Химия, 1985. – 311с.
19 Итинская Н.И. Топливо, смазочные материалы и технические жидкости. Изд.2-е, переработанное и дополненное. М.: «Колос», 1974. - 423с.
20 Справочник по пожарной безопасности и противопожарной защите на предприятиях химической, нефтеперерабатывающей и нефтехимической промышленности. М.: Химия, 1975. – 580с.
21 Справочник о охране труда и технике безопасности в нефтеперерабатывающей и нефтехимической промышленности. Новые пересмотренные правила, нормативы и инструкции. М.: Химия, 1976.- 367с.
22 Кобевник В.Ф. Охрана труда на производстве. – Киев: Высшая школа, 1990. -286с.
23 Лейбо А.Н. Справочник механика нефтеперерабатывающих заводов. М.: Наука, 1995. – 361с.
24 Львова А.И., Сарданашвили А.Г. Примеры и задачи по технологии переработки нефти и газа. – М.: Химия, 1980. – 272 с.
25 Давыдова С.А., Тагасов В.И. Нефть как топливный ресурс и загрязнитель окружающей среды: Учебное пособие.- М.: Издательство РУДН, 2004. – 263с.
|