| МИНИСТЕРСТВО ОБРАЗОВАНИЯ РБ
ГГТУ им. П.О.Сухого
Кафедра «Технология машиностроения»
РЕФЕРАТ
на тему:
«ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ»
Выполнил студент гр.ТМ-12
Варламов П.С.
Принял преподаватель
Люцко В.А.
Гомель 2003
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа.
В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), иногда — смеси двух газов или более. В нашей стране наиболее распространено применение аргона Аг и углекислого газа СО2
.
Аргон — бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Аргон выпускают высшего и первого сортов, имеющих соответственно чистоту 99,992 и 99,987 %. Поставляют и хранят аргон в стальных баллонах в сжатом газообразном состоянии под давлением 15 МПа.
Углекислый газ бесцветный, со слабым запахом, в 1,52 раза тяжелее воздуха, нерастворим в твердых и жидких металлах. Выпускают углекислый газ сварочный, пищевой и технический, имеющие соответственно чистоту 99,5, 98,5 и 98,0 %. Для сварки газ поставляют и хранят в стальных баллонах в сжиженном состоянии под давлением 7 МПа.
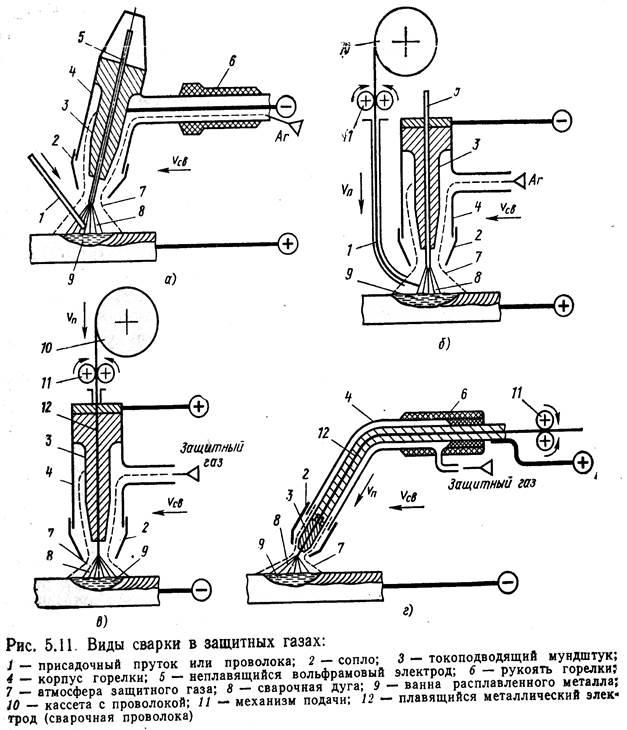
Аргонодуговой сваркой можно сваривать неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0,5—6 мм; плавящимся электродом — от 1,5 мм и более. В аргоне неплавящимся вольфрамовым электродом (Тпл
= 3370 °С) можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) — и присадочного материала (прутка или проволоки). Последний подают в дугу вручную (рис. 5.11, а) или механизмом подачи (рис. 5.11, б).
Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга легко зажигается и горит устойчиво при напряжении 10—15 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения и снижается стойкость электрода. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает одним важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются оксиды. Одно из объяснений этого явления заключается в том, что поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые механически разрушают пленки оксидов. Процесс удаления оксидов также известен как катодное распыление. Указанные свойства дуги обратной полярности используют при сварке алюминия, магния и их сплавов, применяя для питания дуги переменный ток.
При сварке неплавящимся электродом на переменном токе сочетаются преимущества дуги на прямой и обратной полярностях. Однако асимметрия электрических свойств дуги, обусловленная ее меньшей электрической проводимостью при обратной полярности по сравнению с прямой, приводит к ряду нежелательных явлений. В результате выпрямляющей способности дуги появляется постоянная составляющая тока прямой полярности. В этих условиях дуга горит неустойчиво, ухудшается очистка» поверхности сварочной ванны от тугоплавких оксидов и нарушается процесс формирования шва. Поэтому для питания дуги в аргоне переменным током при-
меняют специальные источники тока. В их схему включают стабилизатор горения дуги — электронное устройство, подающее импульс дополнительного напряжения на дугу в полупериод обратной полярности. Таким образом, обеспечивается устойчивость дуги, постоянство тока и процесса формирования шва на обеих полярностях тока.
Сварку в аргоне плавящимся электродом выполняют по схеме, приведенной на рис. 5.11,6, г.
Нормальное протекание процесса сварки и хорошее качество шва обеспечиваются при высокой плотности тока (100 А/мм2
и более). При невысокой плотности тока имеет место крупнокапельный перенос расплавленного металла с электрода в сварочную ванну, приводящий к пористости шва, сильному разбрызгиванию расплавленного металла и малому проплавлению основного металла. При высоких плотностях тока перенос расплавленного металла с электрода становится мелкокапельным или струйным. В условиях действия значительных электромагнитных сил быстродвижущиеся мелкие капли сливаются в сплошную струю. Такой перенос электродного металла обеспечивает глубокое проплавление основного металла, формирование плотного шва с ровной и чистой поверхностью и разбрызгивание в допустимых пределах,
В соответствии с необходимостью применения высоких плотностей тока для сварки плавящимся электродом используют проволоку малого диаметра (0,6—3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электрода в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
Сварку сталей часто выполняют в смеси Аг + 5 % О2
. Кислород уменьшает поверхностное натяжение расплавленного металла, что способствует снижению критической плотности тока, при которой капельный перенос металла переходит в струйный. Одновременно повышается устойчивость горения дуги при относительно небольших токах, что облегчает сварку металла малой толщины.
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности (см. рис. 5.И, в, г). Такой режим обусловлен теми же особенностями переноса электродного металла и формирования шва, которые рассмотрены для сварки плавящимся электродом в аргоне.
При применении СО2
в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2
. При высоких температурах сварочной дуги СО2
диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей марганца и кремния. Поэтому для сварки в СО2
углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием этих элементов (Св-08ГС, Св-10Г2С и т. д.). На поверхности шва образуется тонкая шлаковая корка из оксидов раскислителей. Часто применяют смесь СО2
+ 10 % О2
. Кислород играет ту же роль, что и при добавке в аргон.
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т. п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоко-легированных сталей.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т. д.). Преимущество полуавтоматической сварки в СО2
с точки зрения ее стоимости и производительности часто приводит к замене ею ручной дуговой сварки покрытыми электродами.
Используемая литература:
Технология конструкционных материалов для ВУЗов под редакцией А.М.Дальского. Москва «МАШИНОСТРОЕНИЕ» 1985
|