ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ТЮМЕНСКОЙ ОБЛАСТИ
«ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ
МИРОВОЙ ЭКОНОМИКИ, УПРАВЛЕНИЯ И ПРАВА»
Кафедра национальной экономики и менеджмента
Курсовая работа
по дисциплине «Основы менеджмента»
на тему: «Построение системы бережливого производства»
Выполнила: студентка
3 курса спец-ть МО, 571гр
Ходоривская Т. И.
Проверил:
Серочудинов Е. С.
Тюмень 2010
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………………………………………..3
ГЛАВА 1. ТЕОРИТИЧЕСКИЕ ОСНОВЫ КОНЦЕПЦИИ ЛИН……………....5
1.1 Основная идея и принципы бережливого производства…………………...5
1.2 Инструменты бережливого производства………………………………….11
ГЛАВА 2. ПОСТРОЕНИЕ СИСТЕМЫ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
НА ПРИМЕРЕ ОРГАНИЗАЦИИ ЗАО «УИЛАН»………………...20
2.1 Характеристика организации…………………………………………….…20
2.2 Внедрение системы бережливого производства на ЗАО «Уилан» и оценка произведенных изменений……………………………………………………...23
ЗАКЛЮЧЕНИЕ………………………………………………………………….27
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ…………………………….29
Все шире завоевывает умы специалистов идея бережливого производства. Эта современная концепция менеджмента, ориентированная на снижение потерь, упрощение производственных процедур и ускорение выпуска продукции. Особо подчеркивается ориентация на непрерывное совершенствование процессов и постоянное увеличение количества конкурентных преимуществ: повышение экономической эффективности производства за счет сокращения потерь.
В переводе с английского "lean" означает "постный, без жира, стройный". "Lean Production" ("Lean Manufacturing") - буквально "производство без жирка", производство, где нет излишеств и потерь. В русской версии термин Lin перевели как «бережливое производство», «стройное производство» или просто «Лин». [1]
Идеология Лин подразумевает организацию бережливого производства, оптимизацию бизнес-процессов с максимальной ориентацией на рынок и учетом мотивации каждого работающего. Бережливое производство составляет основу новой философии и культуры менеджмента. Это широкая управленческая концепция, направленная на устранение потерь и оптимизацию бизнес-процессов: от этапа разработки продукта, производства и до взаимодействия с поставщиками и клиентами. Менеджмент бережливого производства максимально ориентирован на выявление потребностей рынка и создание максимальной ценности для клиента при минимальных затратах ресурсов: человеческих усилий, оборудования, времени, производственных площадей и др.
Актуальность выбранной темы обуславливается простым принципом, которым руководствуется практически каждый предприниматель – при минимальном использовании ресурсов получить максимальные результаты. А если учесть, что существуют невосполнимые ресурсы, то приходится изобретать все новые способы экономии на производстве. Концепция Лин или бережливое производство показывают, как путем непрерывного совершенствования организационных процессов добиться максимально возможной экономии всех ресурсов предприятия.
Объектом курсовой работы является ЗАО «Уилан» Предметом выступает система бережливого производства.
Целью курсовой работы является построение системы бережливого производства на предприятии ЗАО «Уилан». В качестве основных задач будут выступать:
· Определить основную идею и принципы бережливого производства
· Выявить инструменты бережливого производства
· Произвести расчет изменений при внедрении системы бережливого производства на предприятии.
ГЛАВА 1. ТЕОРИТИЧЕСКИЕ ОСНОВЫ КОНЦЕПЦИИ ЛИН
1.1 Основная идея и принципы бережливого производства
Отправная точка бережливого производства - ценность для потребителя. С точки зрения потребителя, продукт (услуга) приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление. Поэтому, сердцем бережливого производства является процесс устранения потерь, который по-японски называются словом «му́да», означающий потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности.
В соответствие с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: операции и процессы, добавляющие ценность продукции, и операции и процессы, не добавляющие ценность продукции. Следовательно, всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено. Для наглядного изучения рассмотрим пример ручной сборки шасси грузовика на сборочной линии (см. рис. 1).
Комплектующие подаются к сборочной линии.
Оператор проходит 7 метров, чтобы взять деталь.
Оператор открывает контейнер и вынимает детали.
Оператор протягивает руку.
Оператор берет инструменты и деталь.
Оператор подбирает болты для детали.
Оператор проходит 7 метров, возвращаясь к шасси.
Оператор устанавливает деталь на шасси.
Оператор идет туда, где хранится инструмент.
Оператор берет инструмент.
Оператор возвращается и подносит инструмент к шасси.
Оператор кладен инструмент.
Оператор крепит поданную деталь болтами.
Оператор затягивает болты с помощью инструмента.
Оператор проходит 7 метров чтобы взять следующую деталь
|
|

Рис. 1. Потери на сборочной линии шасси грузовых автомобилей
Оператор производит много действий, но лишь немногие из них добавляют изделию ценность, которая важна для потребителя. В данном случае выявлено лишь три операции, которые добавляют ценность. Ряд других операций также необходим, хотя они не создают ценности. Например, оператор должен протянуть руку, чтобы взять инструмент. Задача состоит в том, чтобы на операции, которые не добавляют изделию ценность, затрачивалось как можно меньше времени. Для этого инструменты и детали должны подаваться как можно ближе к месту сборки. [3]
В системе бережливого производства было выявлено семь основных видов потерь — действий или затрат, не добавляющих ценности при осуществлении производственных и бизнес-процессов, которые перечислены ниже. Эти потери возможны не только на производственной линии, но и при разработке продукта, принятии заказов и в делопроизводстве. [7]
1)Перепроизводство: производство изделий, на которые не поступало заказа,
ведёт к избытку запасов и порождает такие потери, как излишек рабочей силы и складских помещений, а также затраты на транспортировку.
2)Ожидание (потери времени): рабочие, которые наблюдают за работой автоматического оборудования, простаивают в ожидании очередной рабочей операции, инструмента, деталей и т.д. или просто сидят без работы из-за отсутствия деталей, задержек в ходе обработки, простоя оборудования и нехватки мощностей.
3)Лишняя транспортировка или перемещение: перемещение на большие расстояния, порождающие неэффективность при транспортировке, а также перемещение материалов, деталей и готовых изделий на склад и со склада.
4) Излишняя обработка: ненужные операции при обработке деталей. Неэффективная обработка из-за низкого качества инструмента или непродуманного конструктивного решения, которая влечёт за собой лишние движения и ведёт к появлению дефектов. Потери, вызванные завышенными требованиями к качеству.
5) Избыток запасов: избыток сырья, НЗП или готовых изделий увеличивает время выполнения заказа, вызывает моральное старение продукции, ведёт к повреждению готовых изделий, затратам на транспортировку и хранение, задержкам и проволочкам. Кроме того, избыток запасов мешает выявлению таких проблем, как несбалансированность производства, задержки поставок, дефекты, простои оборудования и длительная переналадка.
6) Лишние движения: все лишние движения, которые приходится делать сотрудникам в процессе работы: поиски того, что нужно, необходимость тянуться за инструментами, деталями и т.п. или заниматься их укладкой. Сюда же относится ходьба.
7) Дефекты: производство дефектных деталей и исправление дефектов. Ремонт, переделка, отходы, замена продукции и её проверка ведут к потере времени и сил.
На рис. 2. эти потери представлены на простой координате времени для процесса литья, механообработки и сборки деталей.


 Сырье Время Готовые детали Сырье Время Готовые детали

Время, в течение которого создается ценность

Время, в течение которого не создается добавленная ценность
Рис. 2. Потери при создании добавленной ценности
На рисунке видно, что очень простые процессы обработки изделия растянуты до такой степени, что время, в течение которого создается добавленная ценность, составляет лишь незначительную часть суммарного времени. Несомненно, нерационально использование времени ведет к значительным финансовым потерям для руководителя и фирмы в целом.
Но для эффективного построения системы бережливого производства недостаточно выявить потери и устранить их, поскольку концепция Лин направлена не только на ликвидацию муда, но и на непрерывное совершенствование организационных процессов. В связи с этим было выдвинуто 14 принципов, которые и составляют «сердце» всего бережливого производства. [6]
Принципы сгруппированы в 4 категории:
Раздел I: Философия долгосрочной перспективы
Принцип 1. Принимай управленческие решения с учетом долгосрочной
перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
Раздел II. Правильный процесс дает правильные результаты
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства.
Принцип 4. Распределяй объем работ равномерно:
работай как черепаха, а не как заяц.
Принцип 5. Сделай остановку производства с целью решения проблем
частью производственной культуры, если того требует качество.
Принцип 6. Стандартные задачи — основа непрерывного совершенствования и делегирования полномочий сотрудникам»
Принцип 7, Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Принцип 8. Используй только надежную, испытанную технологию.
Раздел III. Добавляй ценность организации, развивая своих сотрудников
и партнеров
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними
трудные задачи и помогай им совершенствоваться.
Раздел IV. Постоянное решение фундаментальных проблем стимулирует
непрерывное обучение
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими
глазами.
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли.
Принцип 14. Станьте обучающейся структурой за счет неустанного самоанализаи непрерывного совершенствования
1.2 Инструменты бережливого производства
После Второй Мировой войны компания Toyota использовала предложенный еще Генри Фордом принцип «поточного производства» и дополнила его множеством идей, инструментов и методов из области качества, логистики, производственного планирования, мотивации и лидерства. В результате, несмотря на дефицит трудовых и финансовых ресурсов, компания Toyota смогла предложить продукцию более высокого качества с меньшей стоимостью, чем у ее конкурентов.
Наиболее популярными инструментами и методами бережливого производства являются:
1. Картирование потока создания ценности (Value Stream Mapping)
2. Вытягивающее поточное производство
3. Канбан
4. Кайдзен — непрерывное совершенствование
5. Система 5С — технология создания эффективного рабочего места
6. Система SMED — Быстрая переналадка оборудования
7. Система TPM (Total Productive Maintenance) — Всеобщий уход за оборудованием
8. Система JIT (Just-In-Time — точно вовремя)
9. Визуализация
10. U-образные ячейки
Рассмотрим более подробно каждый из них.
Картирование потока создания ценности (Value Stream Mapping)
Картирование потока создания ценности — это достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений.
Картирование потока создания ценности включает следующие этапы:
1. Документирование карты текущего состояния
2. Анализ потока производства
3. Создание карты будущего состояния
4. Разработка плана по улучшению
Вытягивающее поточное производство
Вытягивающее производство (англ. pull production) — схема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге — потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
Кайдзен
Это производное от двух иероглифов — «изменения» и «хорошо» — обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен — это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
Выделяют пять основных компонентов Кайдзен:
1. Взаимодействие
2. Личная дисциплина
3. Улучшенное моральное состояние
4. Круги качества
5. Предложения по усовершенствованию
Канбан
Канбан — японское слово, обозначающее «сигнал» или «карточка». Это метод, используемый для вытягивания продуктов и материалов на бережливые производственные линии.
Существует несколько вариантов Канбан в зависимости от применения: запускающий предыдущий процесс, двухбункерный (однокарточный), многокарточный, канбан однократного использования и др.
Канбан позволяет оптимизировать цепочку планирования производственных активностей, начиная от прогноза спроса, планирования производственных заданий и балансировки/распределения этих заданий по производственным мощностям с оптимизацией их загрузки. Под оптимизацией понимается «не делать ничего лишнего, не делать раньше времени, сообщать о возникающей потребности только тогда, когда это реально необходимо». Система Канбан разработана и впервые в мире реализована компанией «Toyota».
Система 5С — технология создания эффективного рабочего места
Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5 С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык — сортировка, рациональное расположение, уборка, стандартизация, совершенствование.
1. Сортировка: отделить нужные предметы — инструменты, детали, материалы, документы — от ненужных, с тем чтобы убрать последние.
2. Рациональное расположение: рационально расположить то, что осталось, поместить каждый предмет на свое место.
3. Уборка: поддерживать чистоту и порядок.
4. Стандартизация: соблюдать аккуратность за счет регулярного выполнения первых трех S.
5. Совершенствование: превращение в привычку установленных процедур и их совершенствование.
Быстраяпереналадка (SMED — Single Minute Exchange of Die)
SMED дословно переводится как «Смена штампа за 1 минуту». Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах с переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED» — «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
· подготовка материалов, штампов, приспособлений и т. п. — 30%
· закрепление и снятие штампов и инструментов — 5%
· центрирование и размещение инструмента — 15%
· пробная обработка и регулировка — 50%
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
· разделение внутренних и внешних операций наладки,
· преобразование внутренних действий во внешние,
· применение функциональных зажимов или полное устранение крепежа,
· использование дополнительных приспособлений.
Система TPM (Total Productive Maintenance) — Всеобщий уход за оборудованием
TPM — «всеобщий уход за оборудованием», в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ — составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования (от английского «Overall Equipment Effectiveness»- OEE).
Система JIT (Just-In-Time — точно вовремя)
JIT (Just-In-Time)/ Точно вовремя — система управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку "точно вовремя" комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Визуализация
Визуализация — это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы — норма или отклонение.
Наиболее часто используемые методы визуализации:
1. Оконтуривание
2. Цветовая маркировка
3. Метод дорожных знаков
4. Маркировка краской
5. «Было»- «стало»
6. Графические рабочие инструкции
1.Оконтуривание — это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить — значит обвести контуром сборочные приспособления и инструменты там, где они должны постоянно храниться. Когда вы захотите вернуть инструмент на место, контур укажет вам место хранения этого инструмента.
2.Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и пресс-формы. Например, если какие-то детали нужны при производстве определенного изделия, они могут быть окрашены в одинаковый цвет и находиться в месте хранения, окрашенном в такой же цвет.
3.Метод дорожных знаков — использует принцип указания на предметы, находящиеся перед вами (ЧТО, ГДЕ и в каком КОЛИЧЕСТВЕ). Есть три основных вида таких знаков:
· указатели на предметах, обозначающие, где должны находиться предметы
· указатели на местах, сообщающие, какие именно предметы должны находиться тут
· указатели количества, сообщающие, сколько предметов должно находиться в этом месте
4.Маркировка краской — это метод, который используется для выделения местонахождения чего-либо на полу или в проходах.
Маркировку краской применяют для обозначения разделительных линий между рабочими зонами или транспортных проездов.
5.«Было» — «Стало»
Изображение рабочего места/участка/цеха «до» и «после» изменений наглядно демонстрирует произошедшие изменения, повышает мотивацию работников и поддерживает новый стандарт.
6.Графические рабочие инструкции в максимально простой и визуальной форме описывают рабочие операции и требования по качеству на каждом рабочем месте. Графические рабочие инструкции находятся непосредственно на рабочем месте и стандартизируют оптимальный способ выполнения работ, обеспечивая универсализацию рабочих и соблюдение стандартов.
U-образные ячейки
Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла. На рис. 3 наглядно представлен пример по использованию на предприятии U-образной ячейки
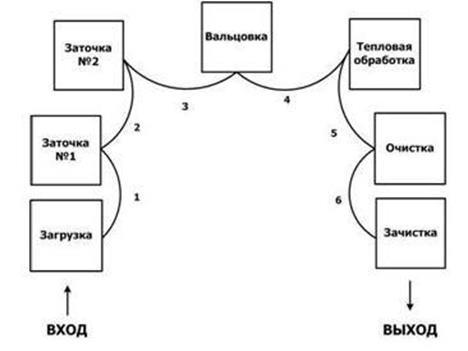
Рис. 3. Схема U-образной ячейки на примере обработки деталей.
ГЛАВА 2. ПОСТРОЕНИЕ СИСТЕМЫ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
НА ПРИМЕРЕ ОРГАНИЗАЦИИ ЗАО «УИЛАН»
2.1 Характеристика организации
ООО «Уилан» является специализированным предприятием, которое с 1989 года занимается сбором и переработкой изношенных автомобильных шин и отходов резинотехнических изделий. На данный вид деятельности у предприятия имеется лицензия Федеральной службы по экологическому, технологическому и атомному надзору РФ.
Предприятие имеет производительность с ежемесячным выпуском крошки более 500 тонн. В основе организации производства лежала идея оздоровления экологической обстановки в регионе, а как результат получить ценное полимерное сырьё — резиновую крошку различных фракций от 0,63 мм до 5 мм.
Имея действующее производство, компания ООО «Уилан» со своего основания занималась непрерывной модернизацией оборудования и совершенствованием технологии производства, проводя исследования в области режимов переработки и соответствующего оборудования. В технологическом процессе использовались различные установки отечественного и импортного производства. За время работы был приобретен богатый опыт в конструировании, монтаже и наладке оборудования, создан коллектив высококвалифицированных специалистов. Всё это позволило получить производство, отвечающее современным требованиям.
В 2007 году предприятие ООО «Уилан» приобрело в собственность завод по изготовлению автомобильных шин, и, выпустив акции, стало закрытым акционерным обществом. Нынешнее название предприятие ЗАО «Уилан»
На протяжении 3 лет ЗАО «Уилан» является многопрофильным предприятием, специализирующимся на сборе, обработке резино- технических изделий и получения резиновой крошки, а также занимается производством автомобильных шин, реализуя данную продукцию на отечественном рынке.
Производственный комплекс цеха представляет собой сборную установку общей площадью 70 кв. м и высотой 10 метров, которая может перерабатывать до 22,5 тонн сырья в сутки. Кроме того, производственный участок включает в себя склад сырья (изношенные автопокрышки и пластмассы), участок подготовки сырья (разделка шин на куски), склады готовой продукции: склад жидкого топлива, склад технического углерода, участок складирования металлолома (металлокорд).
Отслужившие свое шины собираются и свозятся автотранспортом на склад сырья. Далее авторезина осматривается на предмет наличия в ней металлических дисков, колец и направляется на разделку. После разделки измельченное сырье подается в приемный бункер реактора.
Сырье в реакторе подвергается разложению при температуре примерно 450°С, в процессе которого получаются полупродукты: газ, жидкотопливная фракция, углеродсодержащий остаток и металлокорд. Газ частично возвращается в топку реактора для поддержания процесса. Оставшаяся часть газа выбрасывается через трубу (по внешнему виду и количеству газа на выходе сравнима с выхлопами грузовика). Углеродсодержащий остаток после гашения и охлаждения подвергается магнитной сепарации (или просеивается через сито) с целью отделения проволоки металлокорда. Жидкое топливо, металлокорд и углеродосодержащий остаток отправляются на склад для дальнейшей переработки.
Полученная крошка в размере фракций от 0,63 мм до 5 мм. транспортируется на завод по ее дальнейшей переработке в готовую резиновую продукцию грузовиком общей вместимостью до 12 тон, который совершает выезд 2 раза за сутки.
2.2 Внедрение системы бережливого производства на ЗАО «Уилан»
и оценка произведенных изменений
В собственности компании ЗАО «Уилан» имеется цех по изготовлению полимерного сырья или резиновой крошки, находящийся в черте города, а также завод по производству резиновых шин, расположенный на расстоянии 90 км от цеха. Ежедневно грузовик совершает 2 выезда, доставляя крошку общим весом до 50 тон на место ее переработки. При таких объемах производства, транспортные издержки могут представлять собой большие затраты не только материальные, но и временные, исключив которые, можно будет увеличить доход предприятия, и как следствие увеличить чистую прибыль и пустить ее в дальнейший производственный оборот или распорядится ею по усмотрению предприятия.
К переменным относятся затраты на:
• топливо, смазочные материалы, электроэнергию, движенческие операции;
• техническое обслуживание и текущий ремонт подвижного состава (включая запасные части и материалы);
• заработную плату водителей (персонала, непосредственно выполняющего перевозку);
К постоянным затратам обычно относят:
• затраты на содержание производственно-технической базы и инфраструктуры различных видов транспорта (арендную плату);
• расходы на оплату труда административно-управленческого персонала;
• накладные и прочие расходы.
Как и любой тип издержек, транспортные издержки можно минимизировать, но я вижу решение в следующем – полностью убрать их путем переноса цеха по производству резиновой крошки к заводу по изготовлению шин, а именно продать цех и начать строительство нового около месторасположения завода. Чтобы данная идея не казалась нецелесообразной, произведем некоторые математические расчеты.
2) В качестве топлива используется солярка, расход которой равен 32 л на 100 км:
360 * 0,32 = 115,2
3) Средняя рыночная цена на солярку составляет 23 рубл/л:
115,2 * 23 = 2649,6
4) За 22 рабочих дня получим:
2649,6 * 22 = 58291,2
Итак, в общей сложности только 58291,2 рублей уходит ежемесячно на топливо для грузовика. В год сумма составляет 699494, 4 рублей.
5)Посчитаем расходы на зарплату водителю за год:
20000 * 12 = 400000 рубл.
6) Технический осмотр грузовых автомобилей обходится в 3600 рублей без расходных материалов и запасных частей.
7) Непредвиденная поломка может повлечь за собой ремонт на сумму до 75% от стоимости грузовика или около 30000 рублей.
8) Изнашивание шин происходит после пробега в 50000км, следовательно
360 * 22 * 12 : 50000 = 1,9 (Что означает необходимость замены шин 2 раза в год. Стоимость 1 шины 5000 рублей : 5000 * 4 * 2 = 40000 рублей.
Для большей наглядности занесем все полученные данные в таблицу.
Табл 1. Транспортные издержки на предприятии за год.
| Наименование затрат |
Сумма в рубл. за год |
| Затраты на топливо |
699494, 4 |
| Зарплата водителю |
400000 |
| Технический осмотр |
3600 |
| Ремонт грузовика |
30000 |
| Затраты на замену шин |
40000 |
| ИТОГО |
1173094,4 |
1) Скорость грузовика по городу составляет 30 км/ ч
90 : 30 = 3 часа
2) Умножим на 2 выезда туда обратно
3 * 4 = 12 часа
3) За 22 рабочих дня
12 * 22 = 264 часа
4) За год
264 * 12 = 3168 часов.
Итак, за год нерационально используемые временные ресурсы составляют 3168 часов или 132 дня. Если учитывать, что доход предприятия за 2009 год составил 187500000 $, то при расчете на 1 день получим 514000 $. Умножив на то время, которое предприятие тратит на транспортировку материалов за год, а именно 132 дня получим 67848000 $ или 2171136000 рубл. Именно столько предприятие теряет ежегодно, нерационально используя временные ресурсы.
Прежде чем судить насколько выгодным будет для предприятия осуществление данного проекта, необходимо произвести расчет по затратам, которое оно понесет вследствие постройки нового завода. Ниже приведена таблица с данными. (Табл. 2)
Табл 2 . Расходы на постройку нового цеха.
| Наименование затрат |
Стоимость в рубл |
| Покупка земли, 80 кв м |
3200000 |
| Стоимость основного оборудования |
1450000 |
| Стоимость дополнительного оборудования |
350000 |
| Инструменты, спецодежда и др |
100000 |
| ИТОГО |
5100000 |
Общие затраты на постройку цеха составляют в среднем около
бщие затраты на постройку цеха составляют в среднем около 5 мнл 100 тыс рублейтроения нового завода. получим 67848000. 5 мнл 100 тыс рублей, что в 5 раз превышает транспортные издержки предприятия за год. При следующем раскладе организации потребуется практически 5 лет для возмещения убытков, понесенных вследствие постройки нового цеха. Но необходимо учитывать тот факт, что в собственности у предприятия уже будет находиться 2 рабочих цеха, один из которых, а именно старый цех, можно продать в среднем за 2 млн рублей, без учета стоимости земли, что уже значительно сократит время на восстановление убытков на 2 года.
Одним из главных плюсов осуществления данного проекта помимо сокращения материальных и временных затрат, является увеличение клиентской базы. Сотрудничество ЗАО «Уилан» с другими предприятиями будет намного выгодней, поскольку предприятия – клиенты смогут не только сдать изношенные шины, но и получить новые по заранее составленному заказу в одном месте, что также позволит им сэкономить на транспортных издержках и временных затратах.
ЗАКЛЮЧЕНИЕ
Бережливое производство — это методика, направленная на систематическое сокращение затрат. Ее задача заключается в проектировании и внедрении производственной линии, способной изготавливать разные виды продуктов ровно за то время, которое действительно для этого необходимо.
Бережливое производство позволяет компании: повысить эффективность производства, снизить издержки, повысить рентабельность, выстроить гибкое производство, быстро и без потерь реагирующее на изменение спроса и ситуацию на рынке, повысить качество продуктов / услуг на всех этапах их производства / создания, ускорить процесс модернизации, создания новых продуктов / услуг, повысить степень координации действий между подразделениями, сотрудниками повысить степень удовлетворенности клиентов и др.
Но, несмотря на значительные положительные стороны, существуют и определенные трудности и ограничения, которые необходимо преодолеть для создания системы бережливого производства на предприятии, такие как:
- необходимость значительных организационных изменений и готовность персонала к данным изменениям;
- возможны существенные материальные затраты;
- переподготовка кадров;
- необходимость тесного взаимодействия с поставщиками, заказчиками, и способность постав-щиков поставлять продукцию надлежащего качества в строго установленное время;
- длительные сроки внедрения;
- отсутствие достаточной государственной поддержки.
Во второй главе с помощью несложных математических расчетов удалось доказать эффективность внедрения производственной системы Лиин на предприятии ЗАО «Уилан» при помощи принципа Канбан, который подразумевает оптимизацию цепочки планирования производственных активностей, начиная от прогноза спроса, планирования производственных заданий и балансировки/распределения этих заданий по производственным мощностям с оптимизацией их загрузки.
Как на примере данного предприятия, идеи и методы бережливого производства могли бы сыграть решающую роль в трансформации отдельных отраслей российской промышленности и приближении её к уровню современных развитых стран, позволить им выдержать усиление мировой конкурентной борьбы за потребителя и обеспечить успешное развитие предприятий в жестких условиях современной мировой экономики.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1) Вумек Джеймс П., Джонс Даниел Т. Бережливое производство. Как избавиться от потерь и добиться процветания вашей компании. -М.,: Альпина Бизнес Букс, 2008.
2) Вумек Джеймс П., Джонс Даниел Т. Машина, которая изменила мир.-М.: Попурри, 2007.
3) Тайити Оно. Производственная система Тойоты: уходя от массового производства. — М: Издательство ИКСИ.
4) Паскаль Деннис. Сиртаки по-японски: о производственной системе Тойоты и не только. — М. Издательство ИКСИ, 2007 .
5) Ясухиро Монден. Система менеджмента Тойоты. — М. Издательство ИКСИ, 2007.
6) Лайкер Джеффри. Дао Toyota: 14 принципов менеджмента ведущей компании мира -М.,: Альпина Бизнес Букс, 2008.
7) Хоббс Д. П. Внедрение бережливого производства: практическое руководство по оптимизации бизнеса. — Минск: Гревцов Паблишер, 2007.
Cуществуют различные точки зрения относительно к содержанию и роли концепции бережливому производства. Сначала обратимся к истории возникновения термина "бережливое производство". В начале 80-х годов прошлого века на внутренний рынок США стремительно вторглись японские легковые автомобили (в основном компании "Toyota") и за несколько лет заняли до 30% внутреннего автомобильного рынка. Американские автомобилестроители стали исследовать причины такого развития событий с целью найти выход из сложившейся ситуации. Для этого был создан фонд и организован исследовательский проект в рамках Международ-ной программы «Автомобили» Массачусетского Технологического Института, во главе которого стали Джеймс Вумек, Д. Т. Джонс и Д. Рус.С начала 1985 года проект начал быстро разворачиваться и за пять лет был тщательно исследован практически весь мировой автомобильный рынок. В процессе исследования появился термин lean production, автором которого был Джон Крафчик, один из участников проектной команды, предложивший этот термин сначала в промежуточном отчете проекта, а затем и в открытой печати. Итоги проекта, на который было потрачено пять миллионов долларов, были опубликованы в книге Вумека, Джонса и Русса в 1990 году. Авторы книги, конечно же, понимали, что новая система опирается, прежде всего, на систему организации производства, разработан-ную компанией Toyota. Новый термин вполне вероятно понадобился для отражения того факта, что речь идет о чем-то гораздо большем, чем конкретная система производства и управления одной известной и большой компании.
Скорее всего, предлагая термин Lean production, Джон Крафчик имел в виду то обстоятельство, что в этом новом типе производства нет ничего лишнего, тем более, что среди идиом, связанных со словом lean, есть, в частности, и такая: способный к трудной и эффективной работе (lean and mean). Но вышеперечисленные прилагательные со словом производство плохо сочетаются, поэтому и возникли трудности с адекватным переводом данного термина. В отечественных публикациях и переводах встреча-лись «щадящее производство», «рачительное производство», «стройное производство», «синхронное производство», «гибкое производство», «тонкое производство», «малозат-ратное производство». Но наибольшее распрос-транение в последние годы получил такой вариант, как «Бережливое производство». Далее представим современные подходы специалистов к сущности и содержанию концепции бережливого производства.
О. Г. Туровец полагает, что бережливое производство – это современная концепция организации производства, ориентированная на снижение потерь, упрощение производственных процедур и ускорение выпуска продукции. Особо подчеркивается ориентация на непрерывное совершенствование процессов и постоянное увеличение количества конкурентных преиму-ществ; повышение экономической эффективности производства за счет сокращения потерь.
Э. Башкардин, ведущий специалист ООО "Центр Оргпром", считает, что лучше использовать термин «Производственная Система Лин», чем «бережливое производство» потому, что он гораздо шире. По его мнению, производственная система Лин – это вытягивающая система производства, направленная на сокращение различных видов потерь, включающая в себя такие компоненты, как: картирование потока создания потребительской ценности, системы рациональной организации рабочего места; визуального контроля; TPM, Канбан, быстрая переналадка оборудования [4].
Специалисты компании «KIODA» полагают, что в основе бережливого производства лежит идея, в соответствии с которой любые действия на предприятии необходимо рассматривать с точки зрения клиента: создает это действие ценность для клиента или нет. Бережливое производство, по их мнению, представляет собой сочетание философии, управленческих и производственных технологий, к которым относятся: построение карты потока создания ценности (VSM), система управления производством «Канбан», cистема организации рабочего места «5S», организация производства по принципу «точно во-время» (система JIT), система всеобщего ухода за оборудованием (TPM), быстрая переналадка оборудования; система постоянных улучшений «Кайдзен», система визуального, звукового контроля и предотвращения ошибок [5].
Необходимо заметить, что при использовании принципов и методов концепции бережливого производства можно добиться следующих улучшений:
сокращение времени выполнения заказов на 90% (время цикла);
повышение производительности труда на 30 - 50%;
сокращение запасов НЗП на 80%;
повышение качества на 50 - 80%;
сокращение занимаемых площадей на 30- 75%;
сокращение числа ошибок при обработке заказов;
оптимизация работы при обслуживании клиентов;
сокращение времени переналадки в 2-4 раза;
сокращение оборачиваемости оборотных средств на 70-80%;
сокращение потребности в кадрах;
повышение уровня оплаты труда;
сокращение износа оборудования и затрат на восстановление;
сокращение количества отходов в 2-3 раза.
Но, несмотря на значительные положительные стороны, существуют и определенные трудности и ограничения, которые необходимо преодолеть для создания системы бережливого производства на предприятии, перечислим основные из них:
необходимость значительных организационных изменений и готовность персонала к данным изменениям;
возможны существенные материальные затраты;
переподготовка кадров;
необходимость тесного взаимодействия с поставщиками, заказчиками, и способность постав-щиков поставлять продукцию надлежащего качества в строго установленное время;
длительные сроки внедрения;
отсутствие достаточной государственной поддержки.
Таким образом, используя принципы и инструменты бережливого производства, можно значительно повысить эффективность производства, качество продукции, производи-тельность труда, снизить материальные и временные затраты, сократить время выполнения заказов, уменьшить период освоения новых изделий, повысить конкурентоспособность предприятия. Идеи и методы бережливого производства могли бы сыграть решающую роль в трансформации отдельных отраслей российской промышленности и приближении её к уровню современных развитых стран, позволить им выдержать усиление мировой конкурентной борьбы за потребителя и обеспечить успешное развитие предприятий в жестких условиях современной мировой экономики.
Алгоритм внедрения Бережливого производства по Джеймсу Вумеку
1. Найти проводника перемен (нужен лидер, способный взять на себя ответственность)
2. Получить необходимые знания по системе Бережливого производства (знания должны быть получены из надежного источника)
3. Найти или создать кризис (хорошим мотивом внедрения Бережливого производства служит кризис в организации)
4. Не увлекаться стратегическими вопросами (начинать можно с устранения потерь везде, где возможно)
5. Построить карты потоков создания ценностей (вначале текущее состояние, а затем будущее, после внедрения Бережливого производства)
6. Как можно быстрей начинать работу по основным направлениям (информация о результатах должна быть доступна персоналу организации)
7. Стремиться немедленно получить результат
8. Осуществлять непрерывные улучшения по системе Кайдзен (переходить от процессов создания ценностей в цехах к административным процессам)
Вумек Дж., Джонс Д. Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании. — М.: Альпина Бизнес Букс, 2007. — (серия «Модели менеджмента ведущих корпораций»)
Однако, для реализации принципов «бережливого производства» мало определить ценность продукта необходимо продумать поток создания этой ценности. Поток создания ценности – это совокупность всех действий, которые требуется совершить, чтобы определенный продукт прошел три важных этапа производства:
- решение проблем (от разработки концепции и рабочего проектирования до выпуска и испытания первых изделий);
- управление информационными потоками (от получения заказа от потребителя до составления графиков обеспечения финансовыми и материальными ресурсами, детального графика изготовления и поставки товара);
- физическое преобразование (от материалов до того, как у потребителя окажется готовое изделие).
Данный вопрос для компании является стратегическим, так как в современных условиях конкурируют не столько отдельные компании, сколько цепочки создания ценностей. Поэтому в рамках «бережливого производства» выделяется несколько уровней потока создания ценностей: на уровне отдельных процессов, отдельной компании, нескольких компаний, на уровне полной цепочки создания ценности. Для того, чтобы в итоге получить желаемый результат, каждый участник потока на любом уровне должен играть в общую игру. Это необходимо с целью оптимизации потока в целом, а не на отдельных участках.
При производстве товара используют два вида потоков:
1. Информационный поток сообщает каждому процессу, что производить, сколько, в какие сроки или что делать дальше. От потребителя к различным частям производственного процесса информационный поток должен двигаться без задержек;
2. Производственный поток связан с перемещением материалов внутри предприятия. Направление движения этого потока идет от материалов до готовой продукции. Однако, исходной точкой являются запросы потребителей.
Для анализа эффективности создания продукции от потребителя до поставщика необходимо построение карт потока создания ценности, которые представляют собой описание положения дел в производстве продукта и являются чертежом «бережливого производства». Построение карт осуществляется на основе сбора информации в цехах. Вначале строится карта текущего потока, затем, после анализа, карта будущего потока.
Если отправной точкой «бережливого производства», является потребительская ценность, то в процессе создания товара необходимо устранить непродуктивные действия и операции. Каждое действие, состояние материалов, процессов, функций оценивается с позиции: нужно ли это клиенту?
Для оценки эффективности мероприятий, разработанных для устранения потерь в процессе производства продукта, можно ввести показатель КПД компании. В качестве такого показателя может выступать эффективность цикла процесса, который определяется по формуле:
Эффективность цикла производства = Время создания ценности / Суммарное время выполнение заказа * 100%
После построения карты текущего состояния потока суммарное время выполнения заказа составило 576 часов, а на создание ценности затрачивалось только 2,42 часа. Следовательно, эффективность цикла составляла 0,42%, а на каждый ценный час приходилось 238 часов потерь. После учета всех отрицательных факторов была построена карта будущего состояния потока. В результате время создания ценности удалось сократить до 0,32 часа, а суммарное время выполнения заказа – до 72 часов. Это позволило повысить эффективность цикла до 0,44%.
Таким образом, карта помогает наглядно показать имеющиеся запасы между стадиями, в течение, которого создается ценность со всем временем выполнения заказа. С помощью этих чертежей можно разработать мероприятия по устранению потерь и сокращению времени создания ценности. А карта будущего потока должна отвечать концепции «бережливого производства».
Следовательно, для повышения эффективности деятельности организации необходимо использовать идеи и методы «бережливого производства». Для улучшения конечных результатов деятельности иногда не надо приобретать дорогое оборудование, новые материалы и технологии, компьютеризировать производство, внедрять дорогостоящие информационные системы. Таких результатов можно добиться изменения управления предприятием, схемы взаимоотношений между подразделениями и уровнями, систему ценностей ориентации сотрудников. Используя принципы «бережливого производства», можно повысит производительность труда, сократить потери и снизить себестоимость продукции. Это позволит повысить конкурентоспособность предприятия на потребительском рынке.
Хоббс Д. П. Внедрение бережливого производства: практическое руководство по оптимизации бизнеса. — Минск: Гревцов Паблишер, 2007.
АВТОР НА 1 ХРЕНЬ
Бизнес по утилизации шин окупается за 6 месяцев
Человечество уже давно задумалось над тем, как перерабатывать изношенные автомобильные покрышки, которых с каждым годом становится все больше. Но и сегодня из общего числа всех покрышек в мире перерабатывается лишь около 20%, хотя способы утилизации шин сегодня существуют. И на некоторых из них даже можно заработать, попутно улучшая экологическую обстановку.
Дело в том, что изношенные покрышки представляют собой довольно ценное полимерное сырье: в 1 тонне шин содержится около 700 килограммов резины, которая может быть повторно использована для производства топлива, резинотехнических изделий и материалов строительного назначения. В то же время, если сжечь 1 тонну изношенных шин, то в атмосферу выделяется 270 кг сажи и 450 кг токсичных газов.
Сделать переработку шин экономически выгодной в промышленных масштабах довольно сложно. Однако, как утверждают производители оборудования для утилизации отходов, собственный мини-завод по переработке покрышек — это вполне прибыльное производство.
Производственный комплекс представляет собой сборную установку общей площадью 17,5 кв. м и высотой 10 метров, которая может перерабатывать до 5 тонн сырья в сутки. Кроме того, производственный участок включает в себя склад сырья (изношенные автопокрышки и пластмассы), участок подготовки сырья (разделка шин на куски), склады готовой продукции: склад жидкого топлива, склад технического углерода, участок складирования металлолома (металлокорд).
Бизнес по утилизации шин: Процесс переработки
Отслужившие свое шины собираются и свозятся автотранспортом на склад сырья. Далее авторезина осматривается на предмет наличия в ней металлических дисков, колец и направляется на разделку. После разделки измельченное сырье подается в приемный бункер реактора.
Сырье в реакторе подвергается разложению при температуре примерно 450°С, в процессе которого получаются полупродукты: газ, жидкотопливная фракция, углеродсодержащий остаток и металлокорд. Газ частично возвращается в топку реактора для поддержания процесса. Оставшаяся часть газа выбрасывается через трубу (по внешнему виду и количеству газа на выходе сравнима с выхлопами грузовика). Углеродсодержащий остаток после гашения и охлаждения подвергается магнитной сепарации (или просеивается через сито) с целью отделения проволоки металлокорда. Жидкое топливо, металлокорд и углеродосодержащий остаток отправляются на склад для дальнейшей отгрузки потребителю.
Бизнес по утилизации шин: Описание оборудования
Производительность установки (в сутки) составляет: по жидкому топливу — 2 тонны/сутки; по углеродосодержащему твердому остатку — 1,5 тонны/сутки; по металлокорду — 0,5 тонны/сутки; по газу — 1 тонна/сутки.
Потребление сырья — 5 тонн/сутки. Это значит, что выход жидкого топлива составляет 40% от массы загруженной резины.
Установка работает непрерывно, используя газ, который вырабатывается в процессе переработки автопокрышек. Устанавливается на открытой площадке.
Габаритные размеры: высота — 10 м; ширина — 3,5 м; длина — 5 м.
Потребление электроэнергии — 14,5 кВт/ч (установка — 7 кВт/ч и ножницы — 7,5 кВт/ч).
Обслуживают 2 человека.
Бизнес по утилизации шин: стартовый капитал
Стоимость установки составляет примерно 1 100 000 руб. (без доставки). Кроме того, понадобятся цистерны для хранения мазута, получаемого в процессе переработки. Для получения большей прибыли в период спада цен рекомендуется накапливать топливо в цистернах и реализацию накопленной продукции производить в период повышенных цен. 60-тонные б/у цистерны можно приобрести по цене 20 — 25 тысяч рублей за 1 шт. Шести цистерн будет достаточно.
Плюс складское оборудование, инструмент, спецодежда — еще минимум 100 тысяч рублей. Таким образом, расходы на оборудование с учетом аренды территории и помещений, доставки, монтажа и различных согласований составят не меньше 1,5 миллиона рублей.
Текущие расходы
Для работы в две смены требуются четверо работников. Заработная плата каждого -
около 10 тысяч рублей в месяц. Потребуется также офис для бухгалтерии и, как минимум, еще двух работников, один из которых будет организовывать поставку сырья, а второй — сбыт готовой продукции. В общей сложности - не менее 70000 рублей в месяц на зарплату наемным работникам плюс налоги и аренда офисного помещения.
Потребление электроэнергии составляет 14,5 кВт/ч, то есть 10440 кВт/мес.
Ежемесячные расходы на осуществление текущей деятельности предприятия составят порядка 100 тысяч рублей.
Бизнес по утилизации шин: Доходы
Преимущество проекта в том, что сырье является фактически бесплатным. Более того, в некоторых случаях уже на его сборе можно заработать.
Например, промышленные предприятия платят за утилизацию автопокрышек, т.к. на городские свалки авторезину не принимают. В разных городах стоимость разная. Это оговаривается в договоре с предприятием. В Челябинске, к примеру, за утилизацию 1 тонны автопокрышек предприятия платят 2000 рублей, в Краснодаре — 3500 рублей.
Металлолом принимается предприятиями по утилизации по цене около 4000 рублей за тонну. Стоимость низкокачественного углерода составляет около 3000 рублей за тонну. Углерод используют для изготовления различных покрытий.
Итого
Таким образом, общий доход с установки в месяц составляет 375000 рублей (2?3000 (мазут) + 1,5?3000(углерод) + 0,5?4000(металлолом) = 12500 руб./сутки). Ежемесячные затраты: 100000 (зарплата рабочим и офис) + 14616 (электроэнергия) = 114616 рублей. Таким образом, срок окупаемости установки составляет около 6 месяцев с момента запуска производства.
Бизнес по утилизации шин: Подводные камни
Во-первых, нет свободных участков — вся земля уже распределена под застройку жилыми домами. Во-вторых, расстояние от жилых домов должно быть не менее 300 метров — такой участок подобрать нелегко. Еще сложнее пройти экспертизу. Плюс общественное мнение — люди не хотят, чтобы у них «под окнами» строилось новое предприятие, тем более по переработке мусора.
Гораздо проще организовать такое производство на территории существующих предприятий и организаций. Не секрет, что многие производственные площадки сейчас бездействуют. А их территория имеет все необходимые экологические заключения и согласования. Остается только договориться с самим предприятием — согласовать сложные моменты с арендодателем куда проще, чем с экологами, пожарниками и прочими инстанциями.
Еще один немаловажный момент. Для предотвращения загрязнения окружающей среды таким производством, скорее всего, придется приобретать специальную очистительную установку, которая обойдется предпринимателю в несколько раз дороже, чем само производство.
Также по мнению экспертов строить один маленький завод по переработке, специализирующийся на одном виде продукции нецелесообразно. Нужно охватывать переработку как можно большего количества продуктов: стекла, пластика, металла, резины, бумаги и т.д.
В проекте не предусмотрено множество непредвиденных расходов, которые наверняка возникнут в процессе подготовки и полноценной деятельности производства. Будут проблемы с экологами, пожарниками. Например, чтобы хранить мазут в старых цистернах, недостаточно одного пожарного щита. Тут необходим целый ряд мер по обеспечению безопасности: от шлангов, по которым течет топливо или газ, до инструкций для персонала.
А экологи, так те и вовсе ревностно относятся к свалкам и заводам по переработке. Придраться всегда есть к чему, и затраты на выполнение всех требований составляют не одну сотню тысяч рублей.
ООО «Регион Экология» организована в 2007 г. для решения острой экологической проблемы в регионе – растущего количества изношенных автомобильных шин. В виду отсутствия лицензированной услуги по утилизации данного вида отходов миллионы изношенных автомобильных шин вывозятся на свалки, которые затем зарываются или сжигаются, загрязняя окружающую среду и нанося непоправимый ущерб экологии.
Миссия ООО «Регион Экология» - улучшение экологической обстановки в нашем регионе, защита окружающей среды от негативного влияния продуктов жизнедеятельности человека и предприятий, ресурсосбережение, благоустройство города. Наша деятельность направлена повышение уровня экологической безопасности и сохранение здоровья жителей нашего региона.
Наша цель – повышение экологической культуры в нашем регионе. Не для кого не секрет, что переработка твердых бытовых отходов необходима. При этом лишь немногие осознают, что переработка позволяет не только очистить территории от мусора и отходов, но и сохранить природные ресурсы.
Основной вид деятельности ООО «Регион Экология»:
• Сбор и дальнейшая переработка отработанных автомобильных шин и других РТИ.
• ООО «Регион Экология» с 2007 г. предлагает свои услуги по утилизации отработанных автомобильных шин. Лицензия № ОТ-53-002197 (63), выдана Федеральной Службой по экологическому, технологическому и атомному надзору . В своей деятельности мы используем ЭКОЛОГИЧЕСКИ ЧИСТЫЙ метод переработки отработанных автомобильных шин – метод механического дробления. Основной продукт нашего производства – РЕЗИНОВАЯ КРОШКА, один из самых прочных и износостойких материалов.
Производственные мощности ГК «Регион Экология» позволяют перерабатывать до 5 тысяч тонн шин в год. Таким образом, наше предприятие способно полностью решить проблему утилизации колес в городе. Прием изношенных шин и резинотехнических изделий ведется на нашей площадке в городе Тольятти.
ООО "Регион Экология» продолжает активно заключать с предприятиями города договора на утилизацию отработанных покрышек. Также мы продолжаем работать с частными лицами, принимая на переработку легковые шины на безвозмездной основе.
Договор на утилизацию отработанных шин
Лицензия на деятельность по сбору, использованию, обезвреживанию, транспортировке, размещению опасных отходов:
Описание технологии переработки шин:
Цех разделен на три зоны:
Склад сырья.
Производственная зона.
Склад резиновой крошки (продукт переработки шин) . 50 тонн
1.3 Алгоритм внедрения бережливого производства и возникающие при
внедрении проблемы
Алгоритм внедрения Бережливого производства по Деннису Хоббсу
ЭТАП 1. Инициализация и запуск проекта
Цель: запустить проект по внедрению
Сформулировать цели проекта и целевые показатели будущего производства. Определить состав команд и обучить участников. Составить план действий. Определить полномочия команд и их задачи. Начать сбор информации о процессах и продуктах, необходимой для проектирования бережливой линии и системы Канбан.
ЭТАП 2. Осмысление продуктов, процессов и материалов
Цель: задокументировать все производственные процессы и продукты.
Определить производительность процессов с учетом вариативности, повторной обработки и отходов. Определить семейства продуктов на основании сходства процессов. Задокументировать точки потребления и пополнения компонентов Канбан. Установить цепочки вытягивания и времена пополнения. Определить компоненты системы Канбан.
ЭТАП 3. Утверждение данных для бережливой линии
Цель: завершить сбор информации и утвердить данные для создания бережливой линии.
Достичь консенсуса и утверждения руководящим комитетом решений по продуктам, объемам выпуска и количеству доступного рабочего времени на бережливой линии. Завершить документирование последовательности событий, длительности процессов и требований по качеству. Окончательно выбрать компоненты для системы Канбан и цепочки вытягивания для целевой зоны. Выполнить расчет необходимых ресурсов для проектируемой линии.
ЭТАП 4. Моделирование производственных мощностей и разработка дизайна бережливой линии
Цель: создать макет бережливой линии.
Разработать бумажный макет бережливой линии на основании рассчитанного количества ресурсов. Определить местонахождение канбан, запускающих предыдущих процесс (IPK), и хранилищ RIP. Разработать подробный план реализации системы Канбан. Определить требования к обучению операторов. Разработать план-график технологических и организационных преобразований линии.
ЭТАП 5. Ввод бережливой линии в эксплуатацию
Цель: начать работу на бережливой линии.
Проверить сбалансированность линии и способностью операторов переключаться. Убедиться в правильности распределения задач по рабочим местам и проверить эргономичность планировки. Убедиться в том, что все IPK хорошо видны операторам. Наладить двухбункерную канбан-систему управления материальными запасами. Удостовериться в том, что было проведено все необходимое обучение. Разработать план постепенного сокращения запасов незавершенного производства. Обеспечить внедрение механизма постоянного совершенствования процесса.
ЭТАП 6. Разработка шагов для дальнейшего совершенствования
Цель: проверить работу линии и оценить ее соответствие методам бережливого производства.
Определить отклонения и разработать стратегии коррекции. Пересмотреть распределение обязанностей и модифицировать стратегии и процедуры для улучшения управления бережливым производством. Удостовериться в наличии всех систем, необходимых для управления бережливой линией и системой КАНБАН.
Проблемы внедрения
На каждом из 6 этапов внедрения могут возникнуть определенные проблемы, для каждой из которых есть свои пути решения.
Этап 1. Инициализация и запуск проекта бережливого производства.
Проблема. Подготовительные работы по проекту буксуют из-за занижения его статуса. Это происходит, если директор лично не курирует исполнителей.
Эффект статуса проекта создается, если инициализация бережливого производства осуществляется руководителем предприятия. Авторитет и властные функции директора автоматически повышают важность проекта в сознании работников. Кроме того, только он имеет право возложить дополнительные функции на других топ-менеджеров предприятия.
Этап 2. Осмысление продуктов, процессов, материалов посредством формализации и анализа существующей транспортно-технологической схемы.
Проблема. Собирается груда не связанных между собой по структуре и содержанию материалов, которые в дальнейшем невозможно обработать.
Эффект системности проекта создается, если функция инициализатора проекта плавно перерастает в функцию координатора. Ответственными исполнителями проекта (лидерами по направлениям) назначаются топ-менеджеры предприятия. Лидерству придается функциональный характер исходя из понимания сущности готового продукта. В бережливом производстве он рассматривается в единстве трех компонентов: во-первых, производственных процессов, включающих работы и технологии; во-вторых, материальной составляющей; в-третьих, финансового обеспечение производственных процессов и сбыта. Соответственно выделяются 3 направления реализации бережливого производства, каждое со своим лидером.
Главный инженер становится лидером процессной группы. Он курирует производство, качество и обслуживание технологических процессов, контроль продукции.
Директор по маркетингу и сбыту становится лидером материальной группы. Он курирует закупку и транспортировку сырья и материалов, продажи и маркетинг, инженерное проектирование новой продукции, планирование производства.
Директор по финансам становится лидером группы финансового обеспечения. Он курирует материальное стимулирование исполнителей; финансирование модернизации производственного процесса по оптимизированной транспортно-технологической схеме; финансовое обеспечение инструментов бережливого производства.
Директор - главный координатор - обязан на еженедельной планерке заслушивать отчеты ответственных исполнителей проекта. Это обеспечит постоянство системности работы и высокий статус проекта.
Этап 3. Трансформация и оптимизация транспортно-технологической схемы, посредством ее превращения в выталкивающую систему PUSH.
Проблема. Формирование нежизнеспособной системы при автономной работе специалистов предприятия или приглашенных консультантов.
Синергетический эффект проекта возникает при совместной работе консультантов из консалтинговой компании и специалистов предприятия. Нельзя рассчитывать на то, что консультанты после нескольких недель работы принесут готовые и полностью жизнеспособные решения. Только работники предприятия хорошо знают производственные процессы и продукцию. Однако их слабостью является недостаток знаний по организации бережливого производства. Решения по проекту должны обсуждаться и приниматься совместно. Практический опыт производственников, подкрепленный научными знаниями консультантов, обеспечит необходимый результат, иначе говоря, возникает синергетический эффект.
Этап 4. Планирование производственного процесса по оптимизированной транспортно-технологической схеме.
Проблема. Привлечение большого количества неподготовленных работников для реализации проекта на предприятии.
Эффект наглядности формируется при видимом успехе первых шагов реализации проекта. Для создания эффекта наглядности методы бережливого производства первоначально апробируются на одной (пилотной) технологической линии. Процесс ее трансформации в бережливую рассматривается как показательный. Поэтому в нем должно быть задействовано ядро участников проекта, а именно директор предприятия и топ-менеджеры - лидеры функциональных направлений. Видимый успех способен убедить скептиков и окрылить энтузиастов. Самое главное, лидеры групп, кроме опыта, должны приобрести уверенность в правильности выбранного пути.
Этап 5. Ввод оптимизированных производственных мощностей в эксплуатацию.
Проблема. Даже работники, принимавшие участие в проектировании бережливого производства, не всегда готовы перестроиться на новую организацию труда. Остальные работники часто рассматривают бережливое производство как способ выжимания пота. У них возникают негативные мысли: мы будем улучшать производственные показатели, а руководители воспользуются этим и срежут расценки. На первый взгляд, проблему можно решить предварительным переходом на повременную оплату труда с использованием нормированного задания. Однако массовый отказ от сдельной оплаты труда в базовый период уравняет заработок рабочих различной квалификации. Производительность труда на предприятии существенно изменится.
Парето-эффективность проекта, свидетельствующая о взаимном интересе менеджмента и рабочих проявится, если в процессе обучения работников будет убедительно доказано, что при росте производительности интенсивность труда только снижается за счет устранения лишних трудовых приемов и действий, а средний уровень зарплаты непосредственно связан с производительностью труда.
Этап 6. Полное освоение инструментов механизма бережливого производства.
Проблема. Если не поддерживать активность работников, она заглохнет, а проект морально устареет.
Эффект необратимости проекта создает критическую массу исполнителей, которая участвует в запуске проекта бережливого производства. Достаточным и необходимым условием эффекта необратимости являются 2 условия: достижение бережливости на пилотной линии; своевременная реакция топ-менеджеров на любое предложение команд. Первое создает собственную базу предприятия для подготовки работников к использованию механизма бережливого производства. Второе обеспечивает моральное удовлетворение от участия в проекте.
http://www.ifsrussia.ru/publsch7.htm
|
