Содержание
Введение
Исходные данные
1. Типовая организация рабочего места
1.1. Планировка рабочего места
2. Расчет норм времени
2.1 Определение глубины резания
2.2 Расчет подачи перемещения резца относительно обрабатываемой поверхности
2.3 Расчет вертикального усилия резания
2.4 Расчет скорости резания при продольной обточке
2.5 Расчет количества оборотов определяющихся по полезному крутящемуся моменту
2.6 Определяем полезную мощность станка
2.7 Определяем количество оборотов шпинделя
2.8 Расчет обоснованной нормы времени на обработку детали
3. Оплата труда работников механического цеха
Заключение
Список использованной литературы
Введение
рабочее место токарь
Сущность трудового процесса определяется следующими основными аспектами:
· Психофизиологический аспект – обусловлен затратами энергии человека и его эмоциональным состоянием.
· Технологический аспект – характеризуется действиями человека, направленные на преобразование ресурсов и благ.
· Социально-экономический аспект – характеризуется полезностью результатов труда и мотивами, побуждающими людей производить материальные, интеллектуальные и духовные блага.
Основным из этих мотивов в настоящее время является получение дохода, величина которого в значительное время определяет и социально-экономическое положение человека. Наряду с этим все большее значение приобретают мотивы связанные с условием и содержанием труда.
Важнейшим параметром всех аспектов трудовых процессов являются затраты рабочего времени, определяющие длительность работ и численность людей, занятых их выполнением. Исходя из рассмотренных характеристик трудового процесса:
Трудовой процесс – это деятельность человека по производству благ и ресурсов. Основными характеристиками процессов труда являются: полезность результатов, затраты времени и энергии работников, их доходы и степень удовлетворения от содержания выполняемых функций.
Экономическая система – множество межличностных и межгрупповых отношений, обусловленных процессами производства, распределения и обмена благ и ресурсов.
Сущность нормирования труда. Термин «норма» имеет два существенно различных значения: норма как величина и норма как правило.
Нормы-величины определяют необходимые затраты труда и других ресурсов; результаты деятельности работников; характеристики условий труда.
Нормирование труда – вид деятельности по управлению производством, задачей которого является установление необходимых затрат и результатов труда, необходимых соотношений между численностью работников различных групп и количеством единиц оборудования, а также правил, регулирующих трудовую деятельность.
Нормы как основа организации заработной платы – это функция нормирования труда обусловленная прежде всего тем, что в рационально организованном производстве уровень заработной платы определяется по отношению к нормам условий сложности, затрат и результатов труда.
Исходные данные
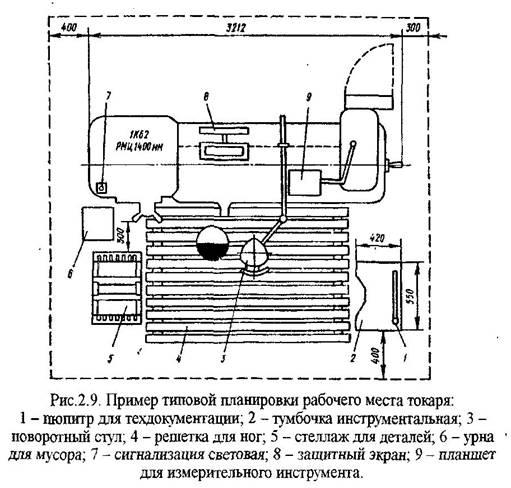
Спроектировать рабочее место токаря при выполнении операции "Обработка валика" на токарном станке IK-62 в условиях мелкосерийного производства. Заготовки поставляются на рабочее место один раз в смену. На основе расчета составить карту организации рабочего места. Спроектировать технически обоснованную норму времени на обработку валика (рис.1).
d1
d2
l1
L
Рис. 1
Токарная обработка детали производится резцами из быстрорежущей стали, сечением 20 х 20. Вылет резца 50 мм. Стойкость резца при работе с охлаждением 60 мин. Обработка детали производится в самоцентрирующемся патроне. Материал заготовки - сталь 3.
| 1. Диаметр заготовки, Д (мм) |
68 |
| 2. Длина заготовки, L (мм) |
115 |
| 3. Диаметр готового валика ступени, d1
(мм) |
62 |
| 4. Диаметр готового валика ступени, d2
(мм) |
32 |
| 5. Длина детали после обработки, l2
(мм) |
102 |
| 6. Длина ступени, l1
(мм) |
40 |
| 7. Количество деталей в партии, n (шт.) |
11 |
| 8. Затраты времени на переналадку оборудования, tn
(мин.) |
35 |
| 9. Суммарное время выполнения работы не предусмотренной заданием, tнр
(мин.) |
26 |
| 10. Расстояние от стены до рабочего места, (мм) |
620 |
| 11. Размер прохода между рабочими местами по ширине, (мм) |
630 |
| 12. Расстояние между соседними рабочими местами, (мм) |
630 |
| 13. Максимально допустимые усилия резания станка, Р (кг) |
1300 |
| 14. Эффективная мощность станка, N (кВт) |
8 |
15. Габаритные размеры станка: длинна (мм)
ширина (мм)
высота (мм)
|
2522
1166
1321
|
| 16. Наружное точение проводится по 5 классу чистоты, а подрезки торцов по 6 классу |
- |
| 17. Объем произведенной продукции за месяц, (ед.) |
2015 |
| 18. Часовая тарифная ставка, (руб/час) |
27,6 |
Техническая карта обработки валика в самоцентрирующемся патроне
| № |
Переход |
Приспособления и инструменты |
| 1. |
Установить заготовку в патрон |
Патрон трех кулачковый, ключ торцевой |
| 2. |
Подрезать патрон t = (1-2 мм) |
Резец подрезной |
| 3. |
Проточить заготовку до диаметра d1
+1 мм на длину l2
+ (5-6 мм), (грубая обработка) |
Резец подрезной |
| 4. |
Проточить заготовку до d1
на длину l2
+(5-6 мм) |
Резец подрезной |
| 5. |
Проточить заготовку до диаметра d2
+ (1-2 мм) на длину l1
|
Резец подрезной |
| 6. |
Проточить заготовку до диаметра d2
на длину l1
(чистая обработка) |
Резец подрезной |
| 7. |
Отрезать деталь на длину l2
+0,4 мм |
Отрезной резец, штангельциркуль |
| 8. |
Изъять технологическую прибыль из патрона и установить деталь в патроне |
Ключ торцевой |
| 9. |
Подрезать деталь в размере l2
|
Подрезной резец, штангельциркуль |
| 10. |
Снять деталь и уложить в ящик |
Ключ торцевой |
Раздел 1. Типовая организация рабочего места токаря
Организация рабочего места — важнейшая составная часть мероприятий по организации труда.
Рабочим местом называется часть производственной площади в цехе или на судне, на которой установлены соответствующее оборудование и другие средства труда, необходимые для выполнения данной работы.
Рациональная организация рабочего места способствует созданию условий для высокопроизводительного труда и качественного выполнения работ.
Важное условие рациональной организации рабочих мест - их специализация: на определенном рабочем месте и в определенной последовательности должны выполняться одни и те же различные операции по обработке установленной номенклатуры изделий.
Таблица 1
| Количество деталей, закрепленных за рабочим местом |
Тип производства, к которому относится рабочее место |
Характер специализации рабочего места |
| 14 |
единичное |
универсальный |
Определяем коэффициент специализации рабочего места:

где Ксп
- коэффициент специализации рабочего места.
tn
- затраты времени на переналадку оборудования в течение смены, мин.
Тсм
- продолжительность смены, мин.
Для количественной оценки разделения труда определяем коэффициент разделения труда.

где tнр
- суммарное время выполнения работы, непредусмотренное заданием
 мин мин
Определяем уровень технической оснащенности рабочего места.

где  - число приемов в технологических операциях, выполненных на рабочем месте с применением оснастки. - число приемов в технологических операциях, выполненных на рабочем месте с применением оснастки.
 - общее количество приемов в технологических операциях. - общее количество приемов в технологических операциях.
1.1 Планировка рабочего места
Целью планировки рабочих мест является:
· создание наиболее удобных, высокопроизводительных и безопасныхусловий труда;
· наиболее экономичное и эффективное использование производственныхплощадей;
· сокращение и ликвидация ненужных движений;
· создание условий труда для более удобной позы работающего;
· схематичное выполнение планировки рабочего места токаря и расчет
размера производственной площади.
Размер производственной площади, отводимой под рабочее место, рассчитывается по формуле:
Q = (a + б + 0,5в)(г + 0,5д)
где: а - длина основного оборудования на рабочем месте (длина станка), мм;
б - расстояние от стены до рабочего места, мм;
в - размер прохода между рабочими местами (не менее 4,5 м при высоте помещения 3,5 м), мм;
г- ширина основного оборудования, мм;
Q = (2522+620+0.5*630)(1166+0.5*1321)=6314210,5 мм  6,3 м2 6,3 м2
Раздел 2. Расчет норм времени
2.1 Определение глубины резания
Глубиной резания называется расстояние между обрабатываемой и обработанной (за данный проход) поверхностями измеренное перпендикулярно к последней, т.е. толщина слоя металла, снимаемого за один проход. Глубина резания измеряется в мм.

где h - припуск на обработку
i=l, число проходов.
По технологической карте обработки валика определяем припуск на обработку и глубину резанья по каждому переходу.
 , мм , мм
 , мм , мм
 , мм , мм
 , мм , мм
 , мм , мм
 , мм , мм
 , мм , мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
2.2 Расчет подачи, перемещения резца относительно обрабатываемой поверхности
Подачей называется величина перемещения режущего инструмента относительно обрабатываемой детали относительно режущего инструмента.
где S - подача, (мм/оборот);
Рz
допуска
- допускаемые усилия резания, (кг);
CPZ - коэффициент, характеризующий влияние обрабатываемого металла на усилия резания;
t - глубина резания, (мм);
XPZ, YPZ - показатели степени при глубине резания и подачи,
определяющие влияние этих величин на усилия резания.
Таблица 2 Значение коэффициентов в CPZ и показателей XPZ, YPZ
| Обрабатываемый материал |
Вид обработки |
Материал режущей части резца |
Коэффициенты и показатели степени |
| CPZ |
XPZ |
YPZ |
Сталь
|
обточка, расточка (3,4,5,6) |
быстрорежущая сталь |
208 |
1,0 |
0,75 |
| отрезка, подрезка (2,7,9) |
быстрорежущая сталь |
247 |
1,0 |
1,0 |
Допустимые усилия резания принимаются, как минимальное из следующих значений:
1. Максимально допустимое усилие резания станка Pz
=l 300 кг;
2. Усилия допустимого прочностью резца:
 , кг , кг
где в - ширина резца, мм;
h - высота резца, мм;
RB
= 20 кг/мм2
, напряжение допускаемое материалами резца на изгиб;
l - вылет резца, мм.

3. Усилия допускаемого жесткостью обрабатываемого материала:
де f- стрела прогиба детали, (0,1- 0,12);
Е =2100 кг/мм2
, модуль упругости;
Y=0,05*Д 4
, момент инерции поперечного сечения детали;
l = l2
+ 8 мм, длина заготовки, выступающей из патрона.

2.3 Расчет вертикального усилия резания

В данном случае за допустимое усилие резанья принимаем усилиядопустимого жесткостью обрабатываемого материала (Pч
) равное 506 кг, так как оно является минимальным
 мм/об, мм/об,
 мм/об, мм/об,
 мм/об, мм/об,
 мм/об, мм/об,
 мм/об, мм/об,
 мм/об, мм/об,
 мм/об; мм/об;
По результатам, полученным при подсчете, мы принимаем подачу по 3, 7 и 9 переходу соответственно паспортным данным S3
= 0,195, S7
= 0,15, S9
=2,08.
(Pz≤ Pz
допус
), при Pz
допус
= 506.
  , Рz
2
=506, кг , Рz
2
=506, кг



 , Рz
2
=506, кг , Рz
2
=506, кг


2.4 Расчет скорости резания при продольной обточке
Скорость резания - это путь перемещения режущей кромки инструмента относительно обрабатываемой поверхности детали в направлении главного движения в единицу времени.
При продольной обточке:
 , мм/мин , мм/мин
При отрезке, подрезке
 , мм/мин , мм/мин
где Т - стойкость резца;
Kv
= l, общий поправочный коэффициент, учитывающий условия обработки;
Cv
, XV, YV, m - коэффициенты и показатели степени, характеризующие влияние механических свойств обработки металла, режущей части инструмента.
Таблица 3 Значение коэффициентов Cv
, XV, YV, m
| Вид обработки |
Подача, мм/об |
Коэффициенты и показатели степени |
| Сv
|
XV |
YV |
m |
| Точение (3,4,5,6) |
S<0,3
S=0,3-0,75
S>0,75
|
284
236
229
|
0,15
0,15
0,15
|
0,2
0,35
0,45
|
0,2
0,2
0,2
|
| Отрезка (2,7,9) |
- |
66 |
- |
0,35 |
0,2 |
 мм/мин мм/мин
 мм/мин мм/мин
 мм/мин мм/мин
 мм/мин мм/мин
 мм/мин мм/мин
 мм/мин мм/мин
 мм/мин мм/мин
2.5 Расчет количества оборотов определяющиеся по полезному крутящемуся моменту
 , кгм , кгм
Двойной крутящийся момент сравниваем с паспортными данными станка, если он больше, то принимаем данные станка.
 кгм кгм
 кгм кгм
 кгм кгм
 кгм кгм
 кгм кгм
 кгм кгм
 кгм кгм
По результатам, полученным при подсчете, мы принимаем значение двойного крутящего момента по 2, 4, 5, 6, 7 и 9 переходу соответственно паспортным данным 2Mкр2= 6 кгм, 2Mкр4=11 кгм, 2Мкр5=11 кгм, 2Mкр6=11 кгм, 2Мкр7=11 кгм, 2Мкр9=6кгм.
2.6 Определяем полезную мощность станка
 , кВт , кВт 
 кВт кВт
 кВт кВт
 кВт кВт
 кВт кВт
 кВт кВт
 кВт кВт
 кВт кВт
Полезная мощность станка по 2, 4, 5, 6 и 7 проходам выше эффективной мощности станка, принимаем значения соответственно паспортному значению N2=1,37 кВт, N4=4,86 кВт, N5=4,5 кВт, N6=2,5 кВт, N7=1,45 кВт.
2.7 Определяем количество оборотов шпинделя станка
 , об/мин , об/мин
где π = 3,14, постоянная величина, константа.
Результаты расчетов по выбору оптимального режима резания будут сведены в таблицу 4.
 об/мин об/мин
 об/мин об/мин
 об/мин об/мин
 об/мин об/мин
 об/мин об/мин
 об/мин об/мин
 об/мин об/мин
По результатам подсчетов делаем вывод, что количество оборотов шпинделя соответствует паспортным данным.
2.8 Расчет обоснованной нормы времени на обработку детали
Норма времени представляет собой количество рабочего времени, установленное на выполнение данной работы в определенных организационно-технических условиях, при полном использовании производственных возможностей рабочего места и с учетом передового опыта. Нормы времени выражаются в минутах, человеко-часах, в единицах работы.
По каждому переходу технологической схемы отдельно определяем основное время работы по формуле:
 , мин , мин
где у1
- величина врезания резца, мм;
L - длина заготовки, мм;
у2
= 0 , величина свободного выхода резца, мм;
n - число оборотов;
S - подача.
Величина врезания резца рассчитывается по формуле:
где t - глубина резания, мм;
tg φ =450
- угол резания.
y2
= 2
y3
= 4
y4
= 16
y5
= 15,5
y6
= 16,5
y7
= 7,3
y9
= 1,2
 мин мин
 мин мин
 мин мин
 мин мин
 мин мин
 мин мин
 мин мин
Всего основное технологическое время составит:

Вспомогательное время определяем по справочным материалам. Для расчета вспомогательного времени на установку и снятие детали необходимо определить вес детали.
где Q - вес детали, кг;
Д - диаметр заготовки, мм;
L - длина заготовки, мм;
j =7,8 г/мм , удельный вес.
 мин мин
 кг кг
Затем определяем оперативное время:

Для дальнейших расчетов необходимо посчитать вспомогательное время, которое состоит из: вспомогательного времени, связанного с переходом при продольной и поперечной обточке или расточке (2,4) и времени на установку и снятие детали (2,4).
 мин мин
 мин мин
Время на оргтехобслуживание и на личные нужды составляет 6,5% от оперативного времени и равно 0,94 минут.
Штучно-калькуляционное время:
где  - подготовительно-заключительное время, определяется по - подготовительно-заключительное время, определяется по
справочным материалам;
n - количество деталей в партии.
 мин мин
Норма времени:

где Тобсл
+ Тотл
составляют 5% оперативного времени, и составляет 0,72 минуты.
 мин мин
Часовая норма выработки:

3. Оплата труда работников механического цеха
При оплате труда рабочих применяется сдельно-премиальная система

где Wф
- фактический объем выпуска продукции за месяц,ед.;
Ср
- сдельная расценка, руб/ед.;
Ппр
- размер премии, руб. Она составляет 40%.
Кр
– районный коэффициент (1,25)
Сдельная расценка за единицу продукции определяется следующим расчетом:

где τ - часовая тарифная ставка, устанавливаемая в соответствии с разрядом, руб/ч;
Нвыр
- норма выработки за час.
 руб/ед руб/ед
 руб. руб.
Заключение
В курсовой работе мы осуществляли планировку рабочего места, на основании которой построили схему и рассчитали размер производственной мощности, отводимой под рабочее место Q=6,3 м2
, при минимальном значении 4,5м2
.
Также рассчитали глубину резания, т.е. толщину слоя металла, снимаемого за один проход. Наибольшая глубина резания 15,5мм.
Рассчитали подачу перемещения резца относительно обрабатываемой поверхности. Максимально допустимое усилие резания станка Pz
=l 300 кг; Усилия допускаемого жесткостью обрабатываемого материала Pц= 506кг, Усилия допустимого прочностью резца: Pрез=533,3 кг. Сравнили результаты выбрали самое минимальное. Также рассчитали подачу S. Наибольшая подача при отрезке и подрезке S9=2,09мм/об, а минимальная при обработке и расточке S4=0,088 мм/об. Наибольшая скорость резания при обточке V=147,27мм/мин. Вспомогательное время было рассчитано по таблицам используя диаметр и длину детали, Тв=3,8 мин. Оперативное время Топ=14,44 мин, штучно-калькуляционное Тшк=15,35. Норму времени Нвр=15,16 мин. Норму выработки Нвыр=3,96 ед/мин. Сдельная расценка за единицу продукции при часовой тарифной ставке 27,6 руб/час составила 6,97 руб/ед.
В заключение мы рассчитали оплату труда работников механического цеха и она составила 3раб=24577 руб. 96 коп.
Размещено на
|
