Федеральное агентство по образованию
Сибирский Государственный Аэрокосмический Университет
имени академика М.Ф. Решетнёва
кафедра СЛА
РЕФЕРАТ
по тепловым процессам в сварочном производстве
на тему:
«Автоматическая дуговая сварка
и её разновидности»
Выполнил:
студент гр. ТС-71
Лецковник Анна
Проверил:
преподаватель
Коновалов Ю.И.
Красноярск – 2009 год
Содержание:
1. Введение………………………………………………………………3
2. Автоматы с постоянной скоростью подачи электрода………….…7
3. Установки для автоматической дуговой сварки…………………..10
4. Дуговая сварка порошковыми проволоками…………..………………………………………11
5.  Техника сварки……………………………………………………….…12 Техника сварки……………………………………………………….…12
6. Сварка под флюсом…………………………………………………14
7. Зависимости от способа дуговой сварки………………………..…16
8. Сварка в среде защитных газов…………………………………….18
9. Общие требования для автоматической и полуавтоматической сварки под флюсом………………………………………………………….......19
10. Заключение………………………………………………………...…21
11. Используемая литература……………………………………………22
Введение
Для осуществления автоматической сварки требуется целый комплекс машин, механизмов и приспособлений, составляющих автоматическую установку для дуговой сварки. Устройство, производящее зажигание дуги, подачу электродов по мере сгорания и обеспечивающее устойчивое горение дуги, называется автоматической головкой для дуговой сварки, или дуговым автоматом. Наиболее важное промышленное значение имеют автоматы для сварки плавким металлическим электродом. Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при автоматической сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере ее плавления.
 Проволока подается через передаточный механизм и ведущие ролики небольшим приводным электродвигателем автомата. Пройдя ведущие ролики, а также часто и правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу. Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является важным преимуществом автомата, так как уменьшается нагрев проволоки джоулевым теплом и создается возможность применения очень высоких плотностей тока в электродной проволоке без ее перегрева. Подача проволоки производится автоматически со скоростью ее плавления, поэтому длина дуги при сгорании проволоки остается приблизительно постоянной. Многие автоматы также автоматически производят зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в процессе работы. Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения. Проволока подается через передаточный механизм и ведущие ролики небольшим приводным электродвигателем автомата. Пройдя ведущие ролики, а также часто и правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу. Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является важным преимуществом автомата, так как уменьшается нагрев проволоки джоулевым теплом и создается возможность применения очень высоких плотностей тока в электродной проволоке без ее перегрева. Подача проволоки производится автоматически со скоростью ее плавления, поэтому длина дуги при сгорании проволоки остается приблизительно постоянной. Многие автоматы также автоматически производят зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в процессе работы. Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения.
При случайном увеличении длины дуги скорость подачи проволоки возрастает и длина дуги, а вместе с тем и ее напряжение уменьшаются до нормальной заданной величины.
При коротком замыкании, когда напряжение дуги падает почти до нуля, направление подачи электродов меняется, т. е. электрод не подается вперед к основному металлу, а отдергивается назад, и конец электрода удаляется от основного металла. После включения автомата, когда конец электрода еще не касался изделия и дуга отсутствует, напряжение между электродом и изделием равно полному напряжению холостого хода источника тока. Это напряжение выше нормального напряжения дуги, и потому электрод подается вперед, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи е зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперед к изделию с изменениями скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной сварки. Современные автоматы поддерживают напряжение дуги с точностью до 0,5В, что соответствует точности поддержания длины дуги ±0,2-0,3 мм.
Дуговой автомат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки по возможности независимо от воздействия внешних и случайных возмущающих факторов.
В основу регулирования работы дугового автомата с плавящимся металлическим электродом могут быть положены различные принципы. В настоящее время существует два основных вида дуговых автоматов с плавящимся электродом, различных по принципу регулирования:
1) автоматы с регулированием электрических величин;
2) автоматы с постоянной скоростью подачи электрода.
В автоматах первого типа регулируемой является какая-либо электрическая величина сварочной дуги, регулирующей величиной - скорость подачей электрода. Регулируемой величиной могут служить напряжение, той или мощность дуги и т. д. В современных автоматах за регулируемую величину принимают обычно напряжение дуги. В сварочной 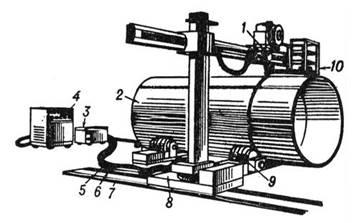 дуге напряжение практически не зависит от силы тока, зависит только от длины дуги, изменяясь пропорционально изменениям длины: U = a+bl. дуге напряжение практически не зависит от силы тока, зависит только от длины дуги, изменяясь пропорционально изменениям длины: U = a+bl.
При наличии автомата, поддерживающего постоянство напряжения дуги, длина дуги останется постоянной и процесс сварки сохранит нормальный характер. Таким образом, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства ее длины. На протяжении десятков лет дуговые автоматы для плавящегося электрода строились только с автоматическим регулированием постоянства напряжения дуги. В. И. Дятлов впервые предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги или каких-либо других факторов. Он впервые обратил внимание на саморегулирование дуги при сварке плавящимся электродом, исследовал это явление и предложил использовать в дуговых автоматах. В ряде случаев саморегулирование дуги протекает настолько интенсивно, что нет необходимости в применении довольно сложных схем автоматического регулирования дуги, - достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления.
Саморегулирование дуги вызывается тем, что скорость плавления электрода изменяется с изменением длины дуги: с увеличением длины дуги уменьшается скорость плавления, с уменьшением длины дуги эта скорость увеличивается. При постоянной скорости подачи электрода случайное изменение длины дуги вызывает изменение скорости плавления электрода, направленное на восстановление первоначальной длины дуги.
На интенсивность процесса саморегулирования, помимо других факторов, наиболее сильное влияние оказывают плотность сварочного тока в электроде и форма внешней характеристики источника сварочного тока. При недостаточных плотностях тока саморегулирование протекает так медленно, что начавшееся случайное укорочение дуги часто приводило к короткому замыканию, а удлинение - к обрыву дуги раньше чем в процессе саморегулирования успевала восстановиться нормальная длина дуги. С увеличением плотности тока быстро возрастает скорость плавления электродной проволоки и интенсивность процесса саморегулирования.
Например, для стальной электродной проволоки при небольших плотностях тока 15-25 а/мм2, дающих скорость плавления электродной проволоки 0,5-1 м/мин, обязательно требуется автоматическое регулирование дуги и постоянная скорость подачи электродной проволоки не может быть использована для этих режимов работы автоматов. При плотностях тока 30-50 а/мм2 и скорости подачи проволоки 1-2 м/мин могут быть использованы как автоматическое регулирование, так и постоянная скорость подачи. Для плотностей тока 50-100 а/мм2 и выше и скоростей подачи проволоки 2-6 м/мин все преимущества - при постоянной скорости подачи. В связи с тенденцией в современной технике к повышению плотностей тока при автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу.
Выше излагались требования к характеристикам источников тока, действительные для сварочного тока небольших плотностей, применяемого при ручной или автоматической сварке. При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках источника тока и лучшие результаты дают источники тока с постоянным напряжением, а в некоторых случаях целесообразны уже не падающие, а возрастающие внешние характеристики, когда напряжение возрастает с увеличением тока.
Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва необходимо перемещать дугу по линии сварки. В зависимости от способа перемещения дуги различают подвесные автоматы, самоходные автоматы и сварочные тракторы. Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством. Перемещаться может изделие при неподвижном автомате (так обычно выполняются круговые швы) или же автомат, установленный на самоходную тележку, вдоль изделия, например при сварке длинных прямолинейных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении некоторых криволинейных швов. У самоходных автоматов имеется механизм перемещения, конструктивно объединенный с автоматом. Самоходный автомат перемещается по специальному рельсовому пути.
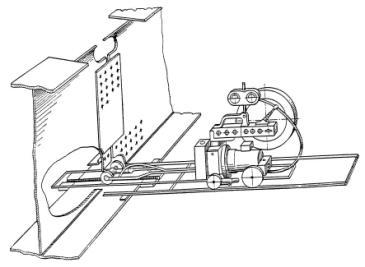
Сварочным трактором называется легкий компактный самоходный автомат, перемещающийся непосредственно по поверхности свариваемого изделия или по легкому переносному рельсовому пути, укладываемому на поверхность изделия. Сварочные тракторы особенно удобны для сварки изделий больших размеров, таких, как корпусы судов, крупные резервуары и т. п.
Приведем краткое описание некоторых дуговых автоматов. В первую очередь рассмотрим автомат с регулированием напряжения, а тем самым и длины дуги за счет изменения скорости подачи электродной проволоки. Примером подобного достаточно совершенного автомата непрерывного действия может служить автомат АДС, изготовляемый заводом "Электрик".
Автоматы с постоянной скоростью подачи электрода
Комплект А - подвесная сварочная головка, или собственно автомат, подает электродную проволоку и зажигает дугу, он включает асинхронный трехфазный приводной электродвигатель (0,1 кит, 1450 об/мин), редуктор, ведущие и правильные ролики, токоподводящий мундштук. На автомате смонтирован и кнопочный пульт управления. Комплект Б включает подъемный механизм, позволяющий перемещать автомат по высоте, флюсоаппарат, подающий и отсасывающий флюс, с бункером для флюса и катушку (барабан) для электродной пр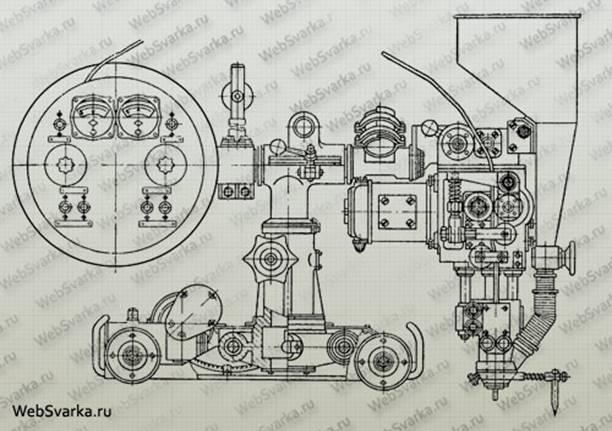 оволоки. Комплект С - самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения .автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости. оволоки. Комплект С - самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения .автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости.
Сдвоенный пульт управления состоит из трехкнопочного пульта управления и двухкнопочного пульта передвижения тележки. Автомат нормально работает с постоянной скоростью подачи тележки. Регулирование скорости подачи и перемещения тележки производится сменой шестерен. Автомат работает проволокой диаметром 2-6 мм при постоянном или переменном сварочном токе до 1500 а.
Автомат может иметь разносторонние применения. Один комплект А представляет собой простейшую подвесную автоматическую сварочную головку. Комплект АБ образует головку, укомплектованную флюсоаппаратом и механизмом подъема, что упрощает настройку автомата при сварке. Комплект АБС - это самоходный автомат с перемещением его по рельсовому пути. Вес автомата без проволоки и флюса 160 кг.
Сварочные тракторы конструкции Института электросварки им. Е. О. Патона имеют общий электродвигатель, приводящий в движение одновременно как ролики, подающие проволоки, так и бегунки самоходного механизма, перемещающие трактор. Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены.
Сварочный трактор ТС-17-М, рассчитанный на сварочный ток до 1200 A, - один из наиболее распространенных дуговых автоматов в промышленности, он весьма универсален, имеет разнообразные области применения, которые расширяются возможностью присоединения специальных узлов. Трактор ТС-17 может работать на постоянном и переменном токе, проволокой диаметром 1,6-5 мм, на сварке стыковых и угловых швов, наклонным электродом, и в положении "в лодочку" при скоростях сварки 16- 126 м/ч.
Автомат работает при постоянной скорости подачи, устанавливаемой, как и скорости перемещения, сменой шестерен. Трактор имеет один общий электродвигатель, приводящий механизмы подачи проволоки и перемещения трактора по шву. Вес трактора [без проволоки и флюса) 42 кг. Он может передвигаться непосредственно по поверхности изделия и по легкому направляющему пути, по копиру, движущемуся по разделке шва, и от руки. Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг.
Дуговые автоматы используют не только для сварки под флюсом, но и для сварки открытой дугой в защитных газах. Автоматы имеют много разновидностей, отличающихся по назначению: для сварки внутри труб и резервуаров, продольного шва труб, неповоротных стыков труб, для наплавочных работ, для сварки специальных сортов металла и т. д. Заслуживают внимания многоэлектродные, обычно двух- или трехэлектродные автоматы большой мощности с током до 2000 а и более на каждую дугу. Эти автоматы позволяют использовать трехфазную дугу и развивать весьма высокую производительность при сварке металла большой толщины, в производстве труб больших диаметров и пр.
Установки для автоматической дуговой сварки

Для осуществления процесса сварки недостаточно одного автомата, требуется еще ряд дополнительных устройств, образующих шесте с одним или несколькими дуговыми автоматами комплектую установку для автоматической дуговой сварки. Эти устройства и механизмы могут быть весьма разнообразны, в зависимости от конфигурации и размеров изделия, характера производства и т. д.
В первую очередь следует отметить механизмы перемещения дуги вдоль шва, затем механизмы регулирования и установочных перемещений автомата и изделия. Часто существенное значение имеют транспортные приспособления для укладки, поворачивания и перемещения изделий. Кроме того, необходимы электрические измерительные и регулировочные приборы, подводка электрического тока, флюсовая аппаратура и разные специальные устройства. Необходим источник тока, питающий автоматическую установку с относящейся к нему аппаратурой; чаще всего это - однофазный сварочный трансформатор.
Установки для автоматической дуговой сварки могут быть классифицированы по различным признакам, в первую очередь по форме свариваемых швов, которые могут быть прямолинейными, круговыми и криволинейными. Далее можно отличать универсальные установки, пригодные без переделки для сварки различных изделий или различных форм швов, и специализированные установки, предназначенные для менее широкого круга изделий или только для одной формы сварных швов. Высокой степенью универсальности обычно обладают установки со сварочными тракторами. Установки могут быть стационарными, к которым подводятся изделия, подлежащие сварке, и передвижными или переносными, которые подводят к неподвижному изделию, что удобно и единственно возможно для громоздких изделий (корпусов судов). Особенно высокой портативностью отличаются сварочные тракторы.
Перемещение дуги может осуществляться движением как автомата, так и изделия, в особенности при сварке круговых швов;
В автоматических сварочных установках важную роль играют устройства для перемещения и поворота изделия с целью постановки швов в наиболее удобное для сварки положение, в особенности для угловых швов "в лодочку", или же для вращения изделия с заданной равномерной скоростью при сварке круговых швов.
Дуговые автоматы обычно питаются сварочным током от сварочных трансформаторов. При небольшом сварочном токе достаточны стандартные сварочные трансформаторы, обычно применяемые для ручной дуговой сварки. Для более значительных токов, требующихся обычно при сварке под флюсом, применяют более мощные  сварочные трансформаторы, на 1000 и 2000 A. При отсутствии мощных трансформаторов можно применить параллельное соединение нескольких менее мощных трансформаторов. При автоматической дуговой сварке токи обычно настолько велики, что характеристика дуги становится возрастающей, т. е. ее напряжение повышается с увеличением силы тока. Это обстоятельство и особенности саморегулирования дуги при постоянной скорости подачи электрода делают возможным питание дуги от источников тока с жесткими или возрастающими характеристиками. сварочные трансформаторы, на 1000 и 2000 A. При отсутствии мощных трансформаторов можно применить параллельное соединение нескольких менее мощных трансформаторов. При автоматической дуговой сварке токи обычно настолько велики, что характеристика дуги становится возрастающей, т. е. ее напряжение повышается с увеличением силы тока. Это обстоятельство и особенности саморегулирования дуги при постоянной скорости подачи электрода делают возможным питание дуги от источников тока с жесткими или возрастающими характеристиками.
Дуговая сварка порошковыми проволоками
При сварке в защитных газах надежность защиты может нарушаться из-за сквозняков, забрызгивания газовых сопл и т. п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства открытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно монтажных условиях.
Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.).
Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва - основные преимущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать на химический состав шва и технологические характеристики дуги.
Техника сварки
 Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака. Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.
Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, - повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.
Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
Сварка под флюсом

Стремление повысить производительность электродуговой сварки, улучшить качество швов и одновременно облегчить труд сварщиков привело к созданию автоматической и полуавтоматической сварки под слоем флюса.
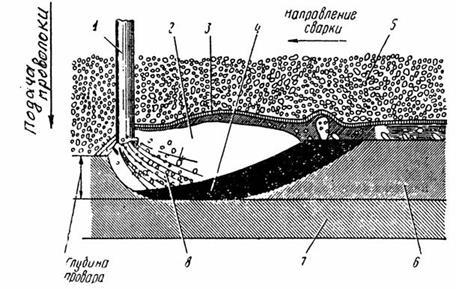
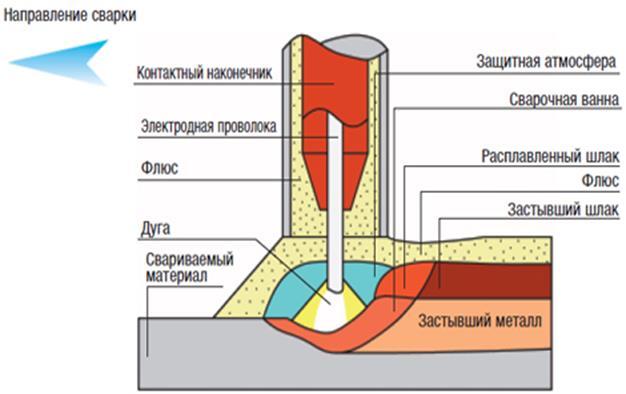
Сущность процесса автоматической сварки заключается в следующим: голая электродная проволока с катушки подаётся в зону дуги автоматической головкой, двигающейся вдоль шва; впереди головки из бункера по трубе на свариваемые кромке подаётся флюс, покрывающий поверхность металла в зоне шва слоем толщиной 50 –60 мм. Электрическая дуга горит под слоем флюса в создаваемом ею газом пузыре, окруженном средой расплавленного флюса.
Благодаря некоторому давлению флюса на поверхность жидкой ванны в процессе сварки устраняется разбрызгивание металла и получается хорошее формирование шва, даже при очень больших токах, достигающих 1000 – 200 А.
Расплавляемая в процессе сварки и затем затвердевающая часть флюса образует на поверхности шва шлаковую корку. Неиспользованная же, т.е. нерасплавленная, часть флюса отсасывается обратно в бункер и затем повторно используется при сварке.
Большая концентрация теплоты при горении мощной дуги под флюсом позволяет производить сварку с небольшими скосами кромок; угол скоса кромок для стали обычно не превышает 30 градусов. Последнее обстоятельство приводит к меньшей затрате электродного материала и к лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой.
Хорошая защита расплавленного металла от окружающего воздуха, а также легирование металла шва (в случае сварки стали) содержащимися во флюсе компонентами обеспечивают весьма высокие механические свойства сварных швов, выполненных автоматической сваркой.
Широкое распространение получило полуавтоматическая, так называемая шланговая сварка. Тонкая (1,6 – 2 мм) электродная проволока подается при помощи роликового механизма через шланг в электрододержатель. Шланг используется также для подачи сжатым воздухом в зоне сварки флюса, а также для подведения сварочного тока к электродержателю. Необходимая аппаратура сосредоточена в аппаратном ящике.
 Применение флюса позволяет использовать тонкую электродную проволоку большой силе тока, что обеспечивает глубокое поправление металла Применение флюса позволяет использовать тонкую электродную проволоку большой силе тока, что обеспечивает глубокое поправление металла
(до 12 мм) и высокую производительность.
При помощи шланговых полуавтоматов весьма удобно производить сварку прямолинейных, криволинейных швов, угловых и других соединений.
В электромонтажной практике сварка под слоем флюса используется почти исключительно для соединения медных шин.
Способами сварки без внешней защиты дуги и сваркой под флюсом в народном хозяйстве страны выполняется наибольший объем сварочных и наплавочных работ. В сварке под слоем флюса источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Некоторая часть флюса плавится и образует защитный шлак над сварной ванной. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.
Сварка под слоем флюса в основном автоматический или полуавтоматический процесс — автоматическая сварка. Вид автоматической сварки обеспечивает высокую производительность (до 40 кг в час) и качество сварного шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом.
 При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр. При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр.
Для полуавтоматической сварки без внешней защиты дуги и под флюсом со свободным формированием шва применяют одноэлектродные и многоэлектродные, подвесные и самоходные сварочные головки, сварочные тракторы и различные специализированные аппараты. Сварочными тракторами называются переносные дуговые сварочные аппараты, движущиеся на самоходной тележке во время сварки непосредственно по свариваемому изделию либо по направляющей линейке, укладываемой на изделие параллельно шву.
Эффективность применения механизированной сварки зависит от совершенства сварочного оборудования и аппаратуры, для развития которых рекомендуется обеспечить: а) максимальную механизацию и автоматизацию технологического цикла сварки; б) максимальную производительность и эффективность сварки, в том числе применение сварки одного или нескольких швов одновременно несколькими головками ( так называемая многоголовачная сварка); в) применение программного управления для автоматизации сварочных операций; г) соблюдение эргономических и эстетических требований к оборудованию.
Элементы оборудования рабочего места. Немаловажную роль в увеличении производительности труда электросварщика и качества сварки зависит от условий, в которых производятся сварочные работы, другими словами от того, как правильно организовано рабочее место сварщика (сварочный пост).
Рабочее место сварщика может быть расположено в зависимости от выполняемой работы, непосредственно у свариваемого изделия или в специальных кабинах. При сварке больших размеров непосредственно у свариваемого изделия. Такое место как правило является передвижным, оно ограждается переносными щитами. При сварке же небольших изделий рабочее место оборудуют в специальных кабинах на постоянных местах. Переносные рабочие щиты и кабины для сварщиков, кроме других функций, служат для защиты рядом работающих сварщиков и других рабочих от излучений электрической дуги.
 Спецодежда сварщика изготавливается из плотного брезента или сукна. Она не должна иметь открытых карманов. Обувь должна иметь глухой верх рукавицы сварщика должны изготавливаться из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах пользование диэлектрическими калошами и резиновыми ковриками, испытанными на электрический пробой в соответствии с правилами техники безопасности является обязательным. Спецодежда сварщика изготавливается из плотного брезента или сукна. Она не должна иметь открытых карманов. Обувь должна иметь глухой верх рукавицы сварщика должны изготавливаться из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах пользование диэлектрическими калошами и резиновыми ковриками, испытанными на электрический пробой в соответствии с правилами техники безопасности является обязательным.
Замечательный русский изобретатель Н.Г.Славянов был по образованию инженером, металлургом.
Последняя четверть прошлого века явилась периодом становления электротехники-науки о процессах, связанных с практическим применением электрических явлений. 30-летний руководитель орудийных и механических производств на одном из крупнейших в России пушечных заводов в Перми,
Н.Г.Славянов увидел в электротехнике будущее металлургии, обработки металлов. Он глубоко изучил эту область науки.
Через шесть лет после открытия Н.Н.Бенардосом дуговой сварки, в 1888 году Н.Г.Славянов творчески развил эту идею, разработав и применив сварку металлическим электродом. Впервые в мире этот способ был внедрен Славяновым на Пермском заводе.
Он сконструировал и опробовал автоматическое приспособление для регулировки длины дуги. Это был прообраз современных сварочных аппаратов. Изобретение обессмертило его имя и имеет огромное значение и по сей день.
Так Славяновым была написана одна из страниц истории важнейшей области техники – дуговой сварки металлов, находящей самое широкое применение в современной промышленности и строительстве.
Зависимости от способа дуговой сварки
В зависимости от способа дуговой сварки, т.е. от материала применяемого электрода, свойства электрической дуги меняются. Так, при горении дуги между свариваемым металлическим изделием и угольным электродом дуги имеет большую длину и несколько иную форму чем дуга, горящая между изделием и металлическим электродом. В последнем случае явления, происходящие в дуге, значительно сложнее, так как в дуговом промежутке помимо паров, образуемых при сгорании электрода, присутствуют капли расплавленного и пары сгорающего в дуге электродного покрытия. Если дуговая сварка по способу Бенардоса производится голым угольным электродом, то при сварке по способу Славянова на плавящийся металлический электрод обычно наносится покрытие, в зависимости от состава и толщины наносимого слоя может быть ионизирующим либо так называемым качественным, т.е. обеспечивающим получение повышенного качества наплавленного металла.
Ионизирующие покрытия наносятся на электрод слоем, не прерывающим по толщине 0,3-0,5 мм; в состав этих покрытий входят обычно вещества, ионизирующие дуговой промежуток, т.е. способствующие устойчивому горению дуги даже при питании её от источника переменного тока. Ионизирующее покрытие никакой защиты металла от воздуха не осуществляется.
Качественные покрытия наносятся на электрод слоем, достигающим по толщине 1,5 – 3 мм; в состав этих покрытий входит шлакообразующие и газообразующие вещества, защищающие жидкую ванну и капли электродного металла от окружающего воздуха; вещества, способствующие ионизации дуги, а также некоторые легирующие элементы, улучшающие механические свойства наплавленного металла. За счет правильного подбора электродных покрытий сварной шов во многих случаях получает механические свойства более высокие, чем основной свариваемый металл.
Сварка угольным электродом стали, а также чугуна и цветных металлов производится с применением флюса, наносимого на присадочные стержни и на кромки свариваемых деталей.
Различают сварку током примой и обратной полярности. Прямая полярность – это когда положительный вывод источника сварочного тока присоединён к свариваемым изделиям, а отрицательный – к электрододержателю. При этом в дуговом разрядном промежутке изделие являются анодом, а электрод – катодом.
В дуге действует механические силы, направленные вдоль столба дуги
(дутье). Под действием этих сил в жидком металле сварочной ванны образуется лунка, так называемый кратер. В конце швов при затвердевании металла в результате его усадки также образуется углубление, которое называется конечным кратером. Конечный кратер при необходимости либо заваривают, повторно расплавляя металл в этом месте, либо шов выходят на планку, которая удаляется после сварки. При сварке шин с этой же цели швы выводятся в лунке угольных брусков, формующих стыки шин с торцов.
Сварка в среде защитных газов

Разновидностью дуговой сварки является электросварка в среде защитных газов (аргон, углекислый газ), называемое иногда газоэлектрической сваркой, что не совсем правильно отражает сущность процесса.
 Дуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного путка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электродержателя – горелки. Дуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного путка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электродержателя – горелки.
 В качестве защитного газа при сварки алюминия и меди применяют нейтральный газ аргон, не взаимодействующий с металлом, а при сварки стали В качестве защитного газа при сварки алюминия и меди применяют нейтральный газ аргон, не взаимодействующий с металлом, а при сварки стали
– углекислый газ, который не является нейтральным и в какой – то мере вступает во взаимодействие с металлом.
Общие требования для автоматической и полуавтоматической сварки под флюсом
Для автоматической и полуавтоматической сварки под флюсом, плавящимся электродом, предъявляется ряд общих требований:
1. Обеспечение стабильности горения дуги и процесса сварки;
2. Получение заданного химического состава металла сварных швов и их свойств;
3. Обеспечение хорошего формирования металла и шлаков;
4. Получение швов без трещин, с минимальным количеством шлаковых включений и пористостью;
5. Легкая отделяемость шлаковой корки от поверхности швов.
Решение этих задач связано с составом свариваемого металла и применяемой электродной проволоки. В связи с этим применяют и разнообразные флюсы.
Иногда при режимах дуговой сварки под флюсом полезно вводить в состав флюсов тонизирующие составляющие. К некоторым высококремнистым флюсам добавляют различные составляющие (К2О, Na2O, CaO и СaF2), для обеспечения стабильности дуги по ее разрывной длине. Повышение стабильности горения дуги позволяет более широко варьировать режимы сварки и в ряде случаев добиваться лучшего формирования швов.
Химический состав металлов швов формируется как за счет основного и электродного металла, так и их химических изменений при сварке, в данном примере, вследствие взаимодействия свариваемых металлов с флюсом.
Применение высокремнистых флюсов при сварке высоколегированных хромоникелевых сталей, дает более грубую столбчатую структуру шва, чем при сварке под низкокремнистыми флюсами. Соответственно, свойства металла шва при грубой структуре хуже.
Естественно, что на химический состав металла влияет также степень защиты от воздуха реакционного сварочного пространства. Определяется она как образующимся, в результате горения дуги, шлаковым куполом над реакционной зоной, так и высотой слоя твердых частиц флюса над этой зоной. Высота слоя, насыпаемого на место сварки флюса, зависит от режима сварки.
Заключение
Автоматизация и механизация процесса дуговой электросварки может быть признана одной из важнейших задач современной сварочной техники. Ручная дуговая сварка слишком трудоемка, требует большого количества квалифицированных кадров, сравнительно дорога, и, естественно, не может обеспечить однородность продукции, а так как последующий контроль качества сварки затруднителен, недостаточно надежен и не всегда выполним, то доверие к качеству сварки снижается и заведомо уменьшаются допускаемые напряжения для сварных швов.
В автоматизации дуговой электросварки за последние годы достигнуты такие успехи, что уже сейчас этот процесс по степени автоматизации основных операций может считаться одним из наиболее передовых и прогрессивных технологических процессов металлообработки.
Автоматизации хорошо поддаются все основные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в последних сохраняется еще значительная доля ручного труда.

Используемая литература:
1. «Технология и оборудование сварки плавлением и термической резки», В.П. Куликов;
2. «Технология конструкционных материалов», А.М. Дальский;
3. Интернет, википедия.
|